



96
w y m a g a n i a b e z p i e c z e Ò s t w a d l a m a s z y n Wykorzystanie norm w celu
spełnienia minimalnych
wymagań bezpieczeństwa
Marek Trajdos, Wiesław Monkiewicz
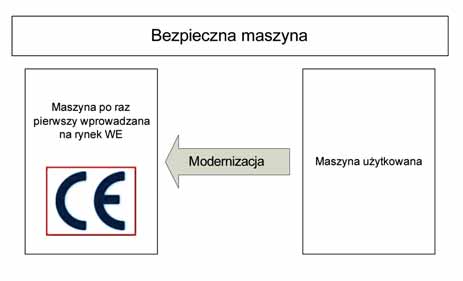
WspÛlnota Europejska zdefiniowa≥a dla wspÛlnego rynku (ktÛrego czÍúciπ jest obszar RP) wymagania bezpieczeÒstwa dla maszyn, tworzπc dwa filary bezpieczeÒstwa dla maszyn po raz pierwszy wprowadzanych na rynek WE i maszyn uøytkowanych. Poniewaø przepisy prawa w powyøszym zakresie, zarÛwno europejskie, jak i ich krajowe harmonizacje, sπ formu≥owane w sposÛb trudny do bezpoúredniego wykorzystania przez projektantÛw ñ ustalono, øe wsparcie w celu spe≥nienia wymagaÒ prawnych mogπ stanowiÊ normy europejskie, dziÍki te-mu, øe okreúlajπ aktualny stan techniki.
Zasada przedstawiona we wstÍpie
Wymagania bezpieczeÒstwa ñ okresy przejúciowe zosta≥a jednak wprost okreúlona dla
Poniewaø Polska wesz≥a w struktury wspÛlnego rynku niedawno, producentom i pracodawcom na-filaru bezpieczeÒstwa produktÛw
rzucono klika terminÛw na dostosowanie i spe≥nienie w≥aúciwych wymagaÒ bezpieczeÒstwa: nowych, a nie dla maszyn uøytkowanych.
z maszyny wprowadzone do uøytkowania po dniu 1 stycznia 2003 roku musia≥y spe≥niaÊ wymaga-Jednak, jak zostanie wykazane w dalszej
nia minimalne od razu,
czÍúci artyku≥u, normy techniczne doty-
z maszyny po raz pierwszy wprowadzane na polski rynek od dnia 1 maja 2004 (data akcesji) mu-czπce bezpieczeÒstwa maszyn i w tym wy-
sia≥y byÊ bezpieczne w sensie wymagaÒ zasadniczych, padku mogπ byÊ w okreúlony sposÛb po-z maszynom uøytkowanym przed 1 stycznia 2003 roku pozostawiono okres dostosowawczy do dnia 1 stycznia 2006 roku.
mocne w spe≥nieniu wymagaÒ. Wynika to
Zatem w dniu dzisiejszym kaøda maszyna pracujπca w Polsce musi spe≥niaÊ w≥aúciwe wymagania.
z faktu, iø maszyna po raz pierwszy wpro-
wadzana na rynek jest wdraøana do ruchu
i staje siÍ w konsekwencji maszynπ uøyt-
wprowadzeniu na rynek maszyny nowej.
z danπ Dyrektywπ. Przy czym, jeøeli dla
kowanπ, a pozosta≥e podstawowe czynno-
Jest to pisemne potwierdzenie przez pro-
danego rodzaju maszyny istnieje norma
úci, takie jak konserwacja, zmiana lokali-
ducenta zachowania zgodnoúci produktu
szczegÛ≥owa typu ÑCî, to bezwzglÍdnie
zacji (transportowanie) czy inne, sπ iden-
z wymaganiami bezpieczeÒstwa, ktÛre mu-
powinna byÊ ona przytoczona, o ile zosta-
tyczne dla maszyn nowych i uøywanych.
si precyzowaÊ, jakie konkretne akty praw-
≥a wykorzystana. Ponadto waønym ele-
Oczywiúcie w praktyce w uøytkowaniu
ne zosta≥y spe≥nione. Z tego powodu ko-
mentem deklaracji zgodnoúci jest wskaza-
znajduje siÍ obecnie wiele maszyn, ktÛre
nieczne jest przytoczenie w≥aúciwych roz-
nie drogi postÍpowania. NajczÍúciej stosu-
zosta≥y wprowadzone po raz pierwszy
porzπdzeÒ lub ustaw wprowadzajπcych da-
je siÍ procedurÍ oceny zgodnoúci zwanπ
na rynek przed wejúciem Polski w struktu-
ne dyrektywy odnoszπce siÍ do bezpie-
modu≥em ÑAî, czyli wewnÍtrznπ kontrolÍ
ry europejskie i niektÛre z nich nie muszπ
czeÒstwa w Polsce. Aby zachowaÊ infor-
produkcji. W przypadku, gdy maszyna zo-
posiadaÊ oznaczenia CE. Czyli sπ to po czÍ-
macje przydatne w obrocie miÍdzynarodo-
sta≥a wymieniona w za≥πczniku nr 2 roz-
úci maszyny, przy ktÛrych projektowaniu
wym, trzeba przytoczyÊ okreúlenia aktÛw
porzπdzenia o wymaganiach zasadniczych,
nie uwzglÍdniano spe≥nienia zasadniczych
ürÛd≥owych, czyli Dyrektyw. Kolejnym
to konieczne jest podjÍcie wspÛ≥pracy
wymagaÒ bezpieczeÒstwa. Maszyny te mo-
waønym elementem jest wyliczenie pod-
z jednostkπ notyfikowanπ, a w úlad za tym
gπ byÊ oczywiúcie uøytkowane zgodnie
stawowych norm, ktÛre wykorzystano
ujÍcie tego faktu w treúci deklaracji. Po-
z prawem, ale muszπ spe≥niaÊ warunki na-
w danym przypadku, aby spe≥niÊ wymaga-
niewaø jednostka notyfikowana rÛwnieø
rzucone dla bezpiecznego stanowiska pra-
nia bezpieczeÒstwa. Lista powinna zawie-
z regu≥y pos≥uguje siÍ adekwatnym zesta-
cy ñ czyli sprecyzowane jako minimalne.
raÊ dokumenty podstawowe, ktÛre w po-
wem norm zharmonizowanych, logiczne
wo≥aniach odnoszπ siÍ przecieø do ewentu-
jest, aby tutaj zachodzi≥a zgodnoúÊ. Dekla-
Deklaracja zgodnoúci
alnych innych norm. Waøne, aby by≥y to
racja zgodnoúci wykonana w sposÛb opisa-
normy polskie zgodne z europejskimi (PN-
ny wyøej wskazuje, øe producent przepro-
W zakresie roli norm, warto przyjrzeÊ
-EN) zwiπzane bezpoúrednio z zagadnie-
wadzi≥ procedurÍ osiπgania zgodnoúci
siÍ deklaracji zgodnoúci, ktÛra towarzyszy
niami bezpieczeÒstwa i zharmonizowane
z zasadniczymi wymaganiami bezpieczeÒ-
96
kwiecieÒ 2009
w y m a g a n i a b e z p i e c z e Ò s t w a . . .
stwa wykorzystujπc normy, a wiÍc spe≥ni≥ przepisy prawa korzy-stajπc z zasady domniemania.
Wybrane elementy
wymagaÒ minimalnych
Wymagania minimalne obowiπzujπce pracodawcÛw w Polsce zosta≥y zawarte w rozporzπdzeniu Ministra Gospodarki [4]. Wymagania te moøna generalnie podzieliÊ na dwie grupy: z ogÛlne ñ dla maszyn i innych urzπdzeÒ technicznych, z dodatkowe ñ dla specyficznych maszyn i urzπdzeÒ.
Do drugiej grupy zaliczyÊ naleøy maszyny mobilne oraz urzπ-
dzenia przeznaczone do podnoszenia ≥adunkÛw.
Listy kontrolne
NajczÍúciej przyjÍtym sposobem kontroli spe≥nienia wymagaÒ
minimalnych jest technika wykorzystujπca listy kontrolne. Przyk≥ady takich list moøna znaleüÊ w wielu miejscach w sieci Inter-net (np. na stronie PaÒstwowej Inspekcji Pracy) oraz w licznych publikacjach. Chociaø moøna oczywiúcie pos≥ugiwaÊ siÍ listπ
o charakterze ogÛlnym, celowe wydaje siÍ sporzπdzenie list specjalizowanych dla danych ñ wystÍpujπcych w zak≥adzie rodzajÛw maszyn. Listy takie sπ wÛwczas z regu≥y z jednej strony bardziej szczegÛ≥owe, a z drugiej lepiej dopasowane do badanych obiektÛw, co minimalizuje prawdopodobieÒstwo pope≥nienia b≥ÍdÛw.
Poniewaø czynnoúci kontrolne zwiπzane z badaniem przez pracodawcÍ aktualnego stanu spe≥nienia przez maszynÍ lub urzπdzenie wymagaÒ minimalnych bezpieczeÒstwa powinny byÊ wykonywa-ne wielokrotnie w czasie eksploatacji, warto zadbaÊ o posiadanie list kontrolnych wysokiej jakoúci.
Kontrole
Maszyny powinny byÊ kontrolowane okresowo, w cyklu nie-przekraczajπcym 5 lat, lub w przypadku wystπpienia sytuacji spe- REKLAMA cjalnych, do ktÛrych naleøπ:
z wykonanie zmian w maszynie,
z wystπpienie istotnych dla maszyny zjawisk przyrodniczych (np.
powÛdü),
z wyd≥uøony postÛj (braku uøywania) maszyny, z wystπpienie niebezpiecznych uszkodzeÒ oraz wypadkÛw przy pracy.
Poniewaø zapisy towarzyszπce kontroli naleøy przechowywaÊ
przez okres co najmniej 5 lat do dyspozycji organu kontrolnego, warto zastanowiÊ siÍ, jak powinno wyglπdaÊ badanie. Wszystkie czynnoúci zwiπzane z bezpieczeÒstwem zaleca siÍ wykonywaÊ ja-ko z gÛry zaplanowane, to znaczy naleøy utworzyÊ zespÛ≥ o wy-starczajπcych kwalifikacjach. Moøe on sk≥adaÊ siÍ z pracownikÛw danej firmy ñ o zrÛønicowanych specjalnoúciach oraz obowiπzkach. Logiczne wydaje siÍ zaangaøowanie pracownikÛw dzia≥u utrzymania ruchu, jako specjalistÛw od úrodkÛw technicznych bezpieczeÒstwa, pracownikÛw zarzπdzajπcych procesem produkcji, jako osÛb znajπcych specyfikÍ stanowisk pracy, oraz oczywiúcie s≥uøb BHP, jako specjalistÛw w zakresie indywidual-nych úrodkÛw ochrony oraz procedur zachowaÒ wymaganych od pracownikÛw w zakresie rÛønych aspektÛw bezpieczeÒstwa.
Jeøeli dana firma posiada wdroøony system zarzπdzania bezpieczeÒ-
stwem (np. OHSAS 18001 [13]), logiczne jest wdroøenie w tym systemie odpowiedniej procedury i do≥πczenie do zespo≥u przedstawi-cieli dzia≥u zarzπdzania systemem (moøe to byÊ rÛwnieø zintegrowa-




98
w y m a g a n i a b e z p i e c z e Ò s t w a d l a m a s z y n ny system zarzπdzania, ktÛrego podstawÍ
stanowi norma ISO 9001 [14]). Czynnoúci
badania mogπ byÊ zgodnie z prawem wy-
konywane przez tak skonstruowany ze-
spÛ≥, poniewaø moøna za≥oøyÊ, øe spe≥nio-
ny jest warunek posiadania odpowiednich
kwalifikacji.
Poniewaø istnieje szereg specjalizo-
wanych firm zajmujπcych siÍ do-
radztwem w zakresie bezpieczeÒ-
stwa przemys≥owego, moøna rÛw-
nieø wykonanie tych czynnoúci zle-
ciÊ na zewnπtrz, ale pracownicy da-
nej firmy z definicji dysponujπ naj-
lepszπ wiedzπ na temat specyfiki
danego zak≥adu, lepszπ od osÛb z ze-
wnπtrz. Osoby z zewnÍtrznych firm
specjalizowanych majπ z kolei z regu≥y
wiÍksze doúwiadczenie prowadzπc czyn-
noúci nieustannie w wielu podmiotach go-
spodarczych, dlatego optymalnym rozwiπ-
zaniem wydaje siÍ podjÍcie prÛby utworze-
nia zespo≥u mieszanego, z≥oøonego z pra-
Rys. 2. Element sterowniczy urzπdzeÒ zatrzymania awaryjnego cownikÛw i osÛb zewnÍtrznych.
czy (tych odpowiedzi w prawid≥owo skon-
Procedura
struowanej liúcie, dostosowanej do danej
Kryteria
Kolejnym krokiem jest ustalenie listy
maszyny zasadniczo nie powinno byÊ).
Poza okreúleniem procedury organiza-
maszyn i urzπdzeÒ, ktÛre majπ zostaÊ pod-
Przy czym pytania naleøy w zakresie ca≥ej
cji badania spe≥nienia wymagaÒ minimal-
dane kontroli i podzielenie ich na grupy,
listy formu≥owaÊ w taki sposÛb, aby w wy-
nych, naleøy ustaliÊ kryteria, na podsta-
ktÛre mogπ byÊ badane wed≥ug takiej sa-
padku, gdy maszyna spe≥nia wszystkie wy-
wie ktÛrych ustalaÊ moøna spe≥nienie da-
mej listy kontrolnej. NastÍpnie naleøy opra-magania bezpieczeÒstwa wszystkie odpo-
nego wymagania z listy kontrolnej. Po-
cowaÊ listy kontrolne dla kaødej z grup
wiedzi konsekwentnie by≥y takie same (np.
za ogÛlnπ informacjπ na ten temat zawar-
urzπdzeÒ. Listy te powinny zawieraÊ pyta-
Tak). Jeøeli zostanie stwierdzone, øe jakieú tπ w rozporzπdzeniu, niezbÍdne wydaje
nia dotyczπce kolejno wszystkich wyma-
wymaganie nie jest spe≥nione, naleøy od-
siÍ ustalenie úcis≥ych kryteriÛw technicz-
gaÒ minimalnych w≥aúciwych dla danej
dzielnie je wyszczegÛlniÊ z podaniem
nych. Jednπ z metod jest, podobnie jak
maszyny (w konkretnym przypadku nie
przyczyny, terminu przewidywanego usu-
w wypadku okreúlania zgodnoúci z wy-
kaøde wymaganie wymienione w rozpo-
niÍcia niezgodnoúci i wskazaniem osoby
maganiami zasadniczymi, pos≥uøenie siÍ
rzπdzeniu musi mieÊ sens praktyczny).
odpowiedzialnej za usuniÍcie problemu.
normami. W kolejnym rozdziale przedsta-
Na kaøde z pytaÒ moøna udzieliÊ w ogÛl-
Gdy niezgodnoúÊ zostanie usuniÍta, naleøy
wione zostanπ wybrane przyk≥ady takiego
nym wypadku jednej i tylko jednej
to komisyjnie potwierdziÊ i za≥πczyÊ ewen-
postÍpowania. Nie naleøy jednak liczyÊ,
w trzech odpowiedzi: spe≥nia wymagania
tualne dane zwiπzane, np. protokÛ≥ pomia-
øe w normach moøna znaleüÊ odpowiedü
(Tak), nie spe≥nia ich (Nie) lub nie doty-
rÛw oúwietlenia czy ha≥asu itp.
na wszystkie pytania, poniewaø wymaga-
nia minimalne i zasadnicze rÛøniπ siÍ,
a normy zharmonizowane sπ opracowy-
wane z myúlπ o produktach nowych, to
znaczy takich, ktÛre w zakresie bezpie-
czeÒstwa sπ projektowane zgodnie ze
wspÛ≥czesnπ wiedzπ na ten temat. Maszy-
na wyprodukowana niekiedy znacznie
wczeúniej moøe byÊ trudna do dostosowa-
nia do wymagaÒ zasadniczych. A w≥aúnie
do tego sprowadza≥yby siÍ podejmowane
czynnoúci w wypadku bezwzglÍdnego
wykorzystania ca≥ego przewidzianego ze-
stawu norm. Trudno by by≥o zatem roz-
rÛøniÊ wspomniane dwa rodzaje wyma-
gaÒ.
Sens tworzenia dwÛch odrÍbnych fila-
Rys. 1. Dwa filary bezpiecznego produktu w odniesieniu do maszyn rÛw bezpieczeÒstwa produktu w odniesie-98
kwiecieÒ 2009

w y m a g a n i a b e z p i e c z e Ò s t w a . . .
niu do maszyn polega na zrozumieniu praktycznej rÛønicy pomiÍ-
dzy maszynπ nowπ, czyli projektowanπ od podstaw (mÛwiπc naj-proúciej Ñod pustej kartki papieruî), a istniejπcym obiektem pod-dawanym dzia≥aniom dostosowawczym.
Istnieje oczywiúcie jeszcze jedna droga, polegajπca na przenie-sieniu w wyniku modernizacji maszyny uøytkowanej do filaru produktu nowego, ale w takim wypadku produkt finalny nie powinien byÊ juø traktowany jako uøywany, lecz zak≥ada siÍ, iø Ñstaraî maszyna stanowi jedynie rodzaj zbioru elementÛw konstrukcyjnych, ktÛre potraktowane jako czÍúci sk≥adowe wraz z innymi elementami lub urzπdzeniami s≥uøyÊ majπ do wykonania nowej maszyny.
W tym scenariuszu produkt finalny jest oczywiúcie maszynπ po raz pierwszy wprowadzanπ na rynek, czyli z oznaczeniem CE i deklaracjπ zgodnoúci. W tym wypadku oczywiúcie ca≥y proces redukcji ryzyka powinien byÊ realizowany zgodnie z procedurπ przewidzianπ dla maszyn nowych.
Przyk≥ady
zastosowania norm
Jak wspomniano wyøej, rolπ norm jest wskazanie projektantom szczegÛ≥owych wytycznych, zgodnych z literπ prawa zawartego w przepisach ñ ktÛre w wielu wypadkach sπ zbyt ogÛlne dla bezpoúredniego wykorzystania. Moøliwoúci zastosowania zapisÛw norm w odniesieniu do tekstÛw rozporzπdzeÒ przedstawiono po-niøej, na kilku konkretnych przyk≥adach.
Elementy sterownicze
I tak na przyk≥ad w rozporzπdzeniu [2] jest zapis: ÑElementy sterownicze powinny byÊ:
1) Wyraünie widoczne, rozpoznawalne i, w koniecznych przypad-kach, odpowiednio oznakowane;î
A w rozporzπdzeniu [4] odpowiedni zapis jest nastÍpujπcy: Ñ 1. Elementy sterownicze, ktÛre majπ wp≥yw na bezpieczeÒstwo REKLAMA pracownikÛw, powinny byÊ widoczne i moøliwe do zidentyfikowa-nia oraz odpowiednio oznakowane. î
Rys. 3. Os≥ona wiertarki sto≥owej




100
w y m a g a n i a b e z p i e c z e Ò s t w a d l a m a s z y n moøna w tym zakresie przeprowadziÊ rozwaøania, czy poglπdy na jakiekolwiek emi-
sje itd. zmieniajπ siÍ w czasie, a wiÍc czy zasadne jest stosowanie os≥on wspÛ≥cze-Rys. 4.
únie uwaøanych za odpowiednie w maszy-
Znaki
ostrzegawcze
nach starych. Odpowiedü brzmi oczywi-
wymienione
úcie tak, chociaøby z powodu istnienia na
w normie [6]
rynku oferty licznych os≥on gotowych lub
prefabrykowanych, wyprodukowanych
Jak widaÊ, sπ to w obu wypadkach okre-
siÍ rÛwnieø z ich rozmiarem lub moøliwo-
w zgodnoúci z normami. Poza tym gene-
úlenia doúÊ ogÛlne, chociaø wymagania
úciπ bezpoúredniej penetracji (np. wielkoúÊ
ralna tendencja do zaostrzania z czasem
przez nie stwarzane sπ jednoznaczne. Waø-
otworÛw, gÍstoúÊ siatki itd.), nie powinny
wymagaÒ bezpieczeÒstwa ma zastosowa-
ne jest jednak, w jaki sposÛb moøna prze≥o-
ograniczaÊ pola widzenia i ogÛlnie powinny
nie i tutaj, zatem nowszej konstrukcji os≥o-
øyÊ je na konkretne rozwiπzanie projekto-
ograniczaÊ dostÍp tylko do niebezpiecznych
ny z pewnoúciπ nie bÍdπ mniej przydatne.
we. Aby to okreúliÊ, naleøy skorzystaÊ z za-stref maszyny.
Zatem przyk≥adowo, warunki narzucone
sady domniemania i wykorzystaÊ normy
Wymienione wyøej warunki sπ transpo-
w rozporzπdzeniu o wymaganiach mini-
zharmonizowane, w celu ustalenia niezbÍd-
nowane przez liczne normy na konkretne
malnych [4] precyzujπ miÍdzy innymi, øe
nych parametrÛw waønego elementu ste-
parametry os≥on, przy czym, analogicznie
os≥ony i oczywiúcie urzπdzenia ochronne:
rowniczego, ktÛrym jest w tym wypadku
jak w przypadku rozwaøaÒ dotyczπcych
Ñpowinny mieÊ mocnπ (trwa≥π) konstruk-
przycisk zatrzymania awaryjnego. W pro-
przycisku stopu awaryjnego, warunki sta-
cjÍî oraz Ñnie mogπ stwarzaÊ zagroøeniaî.
jekcie t≥umaczenia normy PN-EN 60204-
wiane os≥onom dla maszyn po raz pierw-
W rozporzπdzeniu [2] wprowadzajπcym
1: 2006 znajduje siÍ zapis: ÑElementy ste-szy wprowadzanych na rynek i bÍdπcych
wymagania zasadnicze, odnoúne warunki sπ
rownicze urzπdzeÒ zatrzymania awaryjnego w uøytkowaniu sπ podobne. W tym wy-podobne: Ños≥ony i urzπdzenia ochronne po-
powinny byÊ barwy czerwonej. Jeøeli bez-padku bardzo waøna norma [9] okreúla
winny mieÊ wytrzyma≥π konstrukcjÍî i Ñnie
poúrednio wokÛ≥ elementu uruchamiajπce-
szczegÛ≥owo wartoúci oraz metody pomia-
powinny powodowaÊ øadnego dodatkowe-
go znajduje siÍ t≥o, to powinno byÊ barwy rowe zwiπzane zarÛwno z planowaniem
go ryzykaî. Tak wiÍc nie istniejπ przes≥an-
øÛ≥tej. Patrz takøe ISO 13850.î
wielkoúci os≥on, jak ich usytuowania oraz
ki przeciwdzia≥ajπce stosowaniu norm jako
Jak widaÊ z powyøszego przyk≥adu, nor-
gabaryty ewentualnych otworÛw. Punktem
technicznych materia≥Ûw wspierajπcych do-
ma techniczna podaje nie tylko szczegÛ≥o-
wyjúcia do opracowania danych, ktÛre ni-
bÛr os≥on maszyny uøytkowanej.
wπ wyk≥adniÍ Ñodpowiedniego oznakowa-
niejsza norma zawiera, sπ wymiary antro-
Naleøy jednak pamiÍtaÊ, øe juø modyfi-
niaî przycisku wy≥πczenia awaryjnego, ale
pometryczne oraz parametry ergonomicz-
kacja maszyny polegajπca na zastπpieniu
i odwo≥uje siÍ w odpowiednim miejscu do
ne cz≥owieka (typowe dla mieszkaÒca Eu-
os≥ony optoelektronicznymi elementami
innej, bardziej szczegÛ≥owej normy [6]. Na
ropy). Naleøy oczywiúcie zak≥adaÊ, iø sπ
bezpieczeÒstwa moøe prowadziÊ do zmiany
szczegÛlnπ uwagÍ zas≥uguje rÛwnieø fakt,
one w≥aúciwe zarÛwno dla maszyn nowych
ryzyka (wywo≥ywaÊ koniecznoúÊ przepro-
iø logiczne jest zastosowanie wyk≥adni da-
jak i uøytkowanych.
wadzenia nowej oceny ryzyka), a w konse-
nej normy zarÛwno w wypadku zgodnoúci
Podobne rozwaøania moøna przeprowa-
kwencji prowadziÊ do zakwalifikowania
z wymaganiami zasadniczymi, jak i mini-
dziÊ dla oceny prawid≥owoúci umiejsco-
danej modernizacji maszyny jako Ñg≥Íbo-
malnymi, poniewaø czerwona barwa przy-
wienia wyposaøenia ochronnego ze wzglÍ-
kiejî. Generuje to zmianÍ statusu maszyny
cisku na øÛ≥tym tle stanowi zadowalajπce
du na prÍdkoúci zbliøania siÍ czÍúci cia≥a
do poziomu Ñjak nowaî i w konsekwencji
kryterium warunku widocznoúci. Minima-
cz≥owieka. SzczegÛ≥y techniczne w niniej-
koniecznoúÊ zadeklarowania zgodnoúci
lizuje rÛwnieø moøliwoúÊ pope≥nienia b≥Í-
szej sprawie precyzuje norma [10], ktÛra
z wymaganiami zasadniczymi bezpieczeÒ-
du w identyfikacji przycisku o tej waønej
rÛwnieø w znacznej mierze jest oparta
stwa oraz oczywiúcie nadanie oznaczenia
funkcji, przy za≥oøeniu, iø czerwona bar-
na danych antropometrycznych i ergono-
CE.
wa nie moøe byÊ stosowana do innych
micznych, a wiÍc w krÛtkim horyzoncie
przyciskÛw w jego otoczeniu.
czasowym niezmiennych. Moøna zatem
Zakres
przyjπÊ, øe jest ona uøyteczna zarÛwno dla
odpowiedzialnoúci
Os≥ony maszyn lub ich czÍúci
maszyn po raz pierwszy wprowadzanych
Innym przyk≥adem moøe byÊ kwestia
na rynek, jak i uøytkowanych.
Normy mogπ byÊ rÛwnieø przydatne
dotyczπca stosowania os≥on maszyn lub
W przypadku prowadzenia rozwaøaÒ
w zakresie definiowania odpowiedzialno-
ich czÍúci. ZarÛwno przepisy dotyczπce
nad os≥onami naleøy pamiÍtaÊ, øe spe≥nia-
úci. DoúÊ czÍsto w rozwaøaniach na temat
maszyn nowych, jak i bÍdπcych w uøytko-
jπ one nie tylko rolÍ polegajπcπ na ograni-
bezpieczeÒstwa pojawia siÍ rÛwnieø pro-
waniu przewidujπ liczne i zbieøne ze sobπ
czeniu dostÍpu do stref niebezpiecznych,
blem wykonania dostaw czy us≥ug przez
warunki nak≥adane na os≥ony zarÛwno sta-
ale rÛwnieø powinny skutecznie chroniÊ
ostatecznego uøytkownika maszyny, czyli
≥e, jak i ruchome. Os≥ony zatem powinny
przed emisjami, promieniowaniem, wyrzu-
na w≥asny uøytek. Powstaje wÛwczas pyta-
byÊ miÍdzy innymi: mocne (o trwa≥ej kon-
tami itd. W takim wypadku istotne znacze-
nie, jak traktowaÊ takπ sytuacjÍ. OtÛø na
strukcji), same nie mogπ stanowiÊ ürÛd≥a
nie ma ustalenie w≥aúciwej ich wytrzyma-
przyk≥ad w normie PN-EN 60204-1 [5]
zagroøenia, nie mogπ byÊ ≥atwo usuwalne,
≥oúci lub przepuszczalnoúci. Podstawowe
moøna znaleüÊ definicjÍ dostawcy (3.54)
powinny byÊ usytuowane w odpowiedniej
warunki w tym wzglÍdzie precyzuje nor-
i w uwadze zamieszczonej pod niniejszπ de-
odleg≥oúci od strefy zagroøenia, co wiπøe
ma [11]. Podobnie jak uczyniono to wyøej,
finicjπ przeczytaÊ, øe uøytkownik moøe tak-
100
kwiecieÒ 2009


w y m a g a n i a b e z p i e c z e Ò s t w a d l a m a s z y n øe wystπpiÊ jako dostawca dla samego sie-paüdziernika 2002 r. w sprawie minimalnych wy-bie. Zak≥adajπc, ze system nie pozostawia
magaÒ dotyczπcych bezpieczeÒstwa i higieny pracy luk w zakresie odpowiedzialnoúci za prow zakresie uøytkowania maszyn przez pracowni-dukt, w przypadku importu na potrzeby
kÛw podczas pracy, Dz. U. Nr 191, poz. 1596, 2002
w≥asne, rÛwnieø wprowadza siÍ produkt na
[5] Polski Komitet Normalizacyjny, PN-EN 60204-1
teren wspÛlnego rynku, a wiÍc istnieje ko-
BezpieczeÒstwo maszyn. Wyposaøenie elektrycz-niecznoúÊ zadeklarowania zgodnoúci z wy-
ne maszyn. CzÍúÊ 1: Wymagania ogÛlne., 2006
maganiami zasadniczymi. Wed≥ug tej samej
[6] Polski Komitet Normalizacyjny, PN-EN ISO 13850
definicji modernizacja wykonana w sposÛb
BezpieczeÒstwo maszyn ñ Stop awaryjny ñ Zasady nie generujπcy zmiany statusu maszyny
projektowania., 2006
na Ñjak nowaî moøe byÊ jak najbardziej zre-
[7] Trajdos M., Monkiewicz W., Os≥ony w systemie alizowana wewnÍtrznymi si≥ami uøytkow-bezpieczeÒstwa maszyny, BezpieczeÒstwo Prze-nika. Oczywiúcie odpowiedzialnoúÊ w tym
mys≥owe. Tom 2., 2008, 117-121
wypadku pozostaje przy pracodawcy, ktÛry
[8] Niechoda Z., Schweitzer T., Normalizacja dobro-jest jednoczeúnie uøytkownikiem.
wolna i bezpieczeÒstwo, BezpieczeÒstwo Przemys≥owe. Tom 2., 2008, 9-11
Oznakowanie
[9] Polski Komitet Normalizacyjny, PN-EN ISO 13857
ostrzegawcze
BezpieczeÒstwo maszyn ñ Odleg≥oúci bezpieczeÒ-
stwa uniemoøliwiajπce siÍganie koÒczynami gÛrny-Kolejnym istotnym problemem jest kwe-
mi i dolnymi do stref niebezpiecznych., 2008
stia oznakowania ostrzegawczego maszyny.
[10] Polski Komitet Normalizacyjny, PN-EN 999+A1
Jest to ostatni, trzeci etap procesu redukcji BezpieczeÒstwo maszyn ñ Umiejscowienie wy-ryzyka znanego z normy PN-EN ISO 12100-
posaøenia ochronnego ze wzglÍdu na prÍdkoúci 1 [12]. Oczywiúcie tak zdefiniowany proces
zbliøania czÍúci cia≥a cz≥owieka (oryg.)., 2008
redukcji ryzyka wystÍpuje tylko w wymaga-
[11] Polski Komitet Normalizacyjny, PN-EN 953 Ma-niach zasadniczych, ale wymagania mini-
szyny ñ BezpieczeÒstwo ñ OgÛlne wymagania
malne [4] rÛwnieø okreúlajπ koniecznoúÊ od-
dotyczπce projektowania i budowy os≥on sta≥ych powiedniego oznakowania maszyny: ÑMa-i ruchomych, 1999
szyny wyposaøa siÍ w: [...] znaki ostrzegaw-
[12] Polski Komitet Normalizacyjny, PN-EN ISO 12100-cze i oznakowania konieczne do zapewnie-1 BezpieczeÒstwo maszyn ñ PojÍcia podstawowe, nia bezpieczeÒstwa pracownikÛw.î
ogÛlne zasady projektowania ñ CzÍúÊ 1: Podstawo-Poniewaø stosowane znaki sπ dla wszyst-
wa terminologia, metodologia, 2005
kich urzπdzeÒ takie same, moøna korzystaÊ
[13] Occupation Health and Safety Assessment Se- REKLAMA z zaleceÒ normy PN-EN 60204-1 (rys. 4),
ries 18001, 2007
np. w zakresie:
[14] Polski Komitet Normalizacyjny, PN-EN ISO 9001
z oznakowania punktu przy≥πczenia prze-
Systemy zarzπdzania jakoúciπ ñ Wymagania, 2009
wodu ochronnego (punkt 8.2.6 [6]),
[15] Ustawa Kodeks Pracy, Dz. U. Nr 21, poz. 94, 1998
z oznakowania zagroøenia poraøeniem
elektrycznym (punkt 16.2.1 [6]),
mgr inø. Marek Trajdos,
z czy oznakowania zagroøenia gorπcπ po-
Autor jest pracownikiem
wierzchniπ (punkt 16.2.2 [6]).
firmy T-System Projekt
Takie znaki dostÍpne sπ rÛwnieø po pro-
mgr inø. Wies≥aw Monkiewicz
stu w handlu.
Autor jest pracownikiem
firmy Siemens
BIBLIOGRAFIA
[1] Parlament Europejski i Rada, Dyrektywa 98/37/WE
z dnia 22 czerwca 1998 r. w sprawie zbliøenia usta-wodawstw PaÒstw Cz≥onkowskich odnoszπcych siÍ
do maszyn, Dz. U. L 207 z 23.7.1998, str. 1, 1998
[2] Minister Gospodarki, Rozporzπdzenie z dnia 20
grudnia 2005 r. w sprawie zasadniczych wymagaÒ
dla maszyn i elementÛw bezpieczeÒstwa, Dz. U.
T-System Projekt Sp. z o.o.
Nr 259, poz. 2170, 2005
90-145 £Ûdü
[3] Rada WspÛlnot Europejskich, Dyrektywa
ul. Narutowicza 120/1
e-mail: marek.trajdos@t-system.com.pl
89/655/EWG z dnia 30 listopada 1989 r. dotyczπ-
ca minimalnych wymagaÒ w dziedzinie bezpie-
Siemens Sp. z o.o.
czeÒstwa i higieny uøytkowania sprzÍtu roboczego 03-821 Warszawa
ul. Øupnicza 11
przez pracownikÛw podczas pracy, 1998
e-mail: wies≥aw.monkiewicz@siemens.com
[4] Minister Gospodarki, Rozporzπdzenie z dnia 30
Wyszukiwarka
Podobne podstrony:
Wykorzystanie alternatywnych źródeł zasilania pojazdów w świetle norm i dyrektyw UE na przykładzie P
9 Zastosowanie norm żywienia i wyżywienia w pracy dietetyka
ROS wykorzystanie roslin do unieszkodliwiania osadow
Wykorzystywanie seksualne dziecka
Wykorzystanie modelu procesow w projektowaniu systemow informatycznych
przyrodnicze wykorzystanie osadow sciekowych ppt
Filozofia W10 Etyka Zagadnienie norm lepsza wersja2 0bezKanta
P MurzińskaTRiLs7 Recykling TS wykorzystywanych w medycynie
możliwości wykorzystania worda
ENERGETYCZNE WYKORZYSTANIE BIOMASY
Wykorzystanie technologii informacyjnych pokaz WTZ 4
9,10 Modele rastrowych i wektorowych danych w SIP,Mozliwosci wykorzystania SIP w architekturze krajo
Elektrycznosc statyczna wykaz obowiazujacych norm definicje
ESC poczatki i wykorzystanie
106 Efektywnosc wykorzystania Nieznany (2)
03 Wykorzystanie produktów spożywczych jako źródła
CZUJKI DYMU WYKORZYSTUJĄCE ŚWIATŁO ROZPROSZONE DO POMIARU GĘSTOŚCI OPTYCZNEJ DYMU
Gdzie leży klucz do poprawy efektywności wykorzystania energii elektrycznej w Polsce
WYKORZYSTANIE TERAPII BEHAWIORALNEJ W PRACY Z DZIECKIEM AUTYSTYCZNYM, terapia pedagogiczna, autyzm i
więcej podobnych podstron