14 Odparafinowanie ciężkich frakcji destylatu z ropy naftowej.
Wprowadzenie
Wysokiej jakości oleje smarowe produkowane są z rop parafinowych. Destylaty olejowe i oleje pozostałościowe z rop parafinowych zawierają stałe węglowodory, które powodują ich wysoką temperaturę krzepnięcia. Aby obniżyć temperaturę krzepnięcia olejów należy usunąć z nich stałe węglowodory. Służą do tego celu procesy odparafinowania.
Do węglowodorów krystalizujących z frakcji naftowych należą wysokocząsteczkowe węglowodory parafinowe, a także naftenowe, naftenowo aromatyczne i aromatyczne zawierające długie łańcuchy alkilowe o budowie normalnej i słabo rozgałęzionej.
Rozmieszczenie stałych węglowodorów w poszczególnych destylatach olejowych jest następujące:
w nisko wrzących destylatach olejowych występują przeważnie normalne węglowodory parafinowe,
w miarę wzrostu temperatury wrzenia destylatów stopniowo zmniejsza się zawartość w nich n-parafin, a wzrasta ilość stałych węglowodorów cyklicznych,
w pozostałościach znajdują się głównie stałe węglowodory cykliczne.
Tak więc w miarę wzrostu temperatury wrzenia frakcji znajdujące się w niej stałe węglowodory zawierają coraz mniej
n-parafin.
Stałe węglowodory wydzielające się z lekkich frakcji olejowych, zawierających przeważnie węglowodory n-parafinowe, dają duże kryształy, natomiast cykliczne stałe węglowodory z wyżej wrzących frakcji i pozostałości dają kryształy drobne. Najprostszym sposobem usunięcia stałych, wykrystalizowanych węglowodorów jest ich odsączenie. Proces ten był stosowany do lekkich destylatów olejowych zawierających duże kryształy węglowodorów n-parafinowych. Polegał on na oziębieniu frakcji, a następnie odfiltrowaniu wydzielonych węglowodorów na prasach filtracyjnych.
Destylaty ciężkie musiały być najpierw rozcieńczone frakcja benzynową w celu obniżenia ich lepkości. Następnie mieszanina była chłodzona, a wydzielone drobne kryształy oddzielone przez wirowanie. Rozpuszczalnik usuwano w procesie destylacji.
Oba te procesy miały szereg wad. Odparafinowanie bez użycia rozpuszczalnika mogło być stosowane tylko do lekkich frakcji olejowych, a oddzielenie stałych węglowodorów od oleju wymagało zastosowania bardzo niewygodnych w użyciu pras filtracyjnych. Odparafinowanie frakcji ciężkich w środowisku benzyny wymagało stosowania bardzo niskich temperatur chłodzenia (np. aby otrzymać olej o temp. krzepnięcia - 15°C, należało całość schłodzić do -35°C). Proces ten był więc mało ekonomiczny. Stosowane w tym procesie wirowanie nie jest najlepszym sposobem oddzielania fazy stałej od cieczy.
W związku z tym poszukiwano takich metod odparafinowania, które:
dawały oleje odparafinowane o temperaturach krzepnięcia bardziej zbliżonych do temperatury filtracji (mniejszy temperaturowy gradient odparafinowania),
byłyby mniej uciążliwe bez konieczności stosowania wirowania lub pras filtracyjnych,
mogły być stosowane dla wszystkich surowców olejowych,
Pierwsza instalacja przemysłowa, w której użyto innego rozpuszczalnika niz. benzyna, została uruchomiona w roku 1927 przez towarzystwo Indian Refining Co. Zastosowana wówczas została mieszanina acetonu z benzenem
Dobór rozpuszczalnika
Rozpuszczalnik powinien nie tylko rozpuszczać olej i wytrącać stałe węglowodory, ale także zapewniać mały gradient temperaturowy odparafinowania i dobrą filtrowalność. Temperaturowy gradient odparafinowania (TGO) jest to różnica miedzy temperaturą procesu odparafinowania i temperaturą krzepnięcia oleju odparafinowanego. Im niższy jest temperaturowy gradient odparafinowania, tym proces jest bardziej ekonomiczny. Rozpuszczalnik o optymalnych własnościach najczęściej uzyskuje się przez zmieszanie w odpowiednim stosunku różnych rozpuszczalników. Większość instalacji przemysłowych, stosuje mieszaninę węglowodorów aromatycznych (benzen, toluen) z ketonem (aceton, metyloketon).
Benzen i toluen bardzo dobrze rozpuszczają olej, ale także rozpuszczają węglowodory stałe. Zastosowanie więc ich samych powodowałoby duży temperaturowy gradient odparafinowania, a wytrącająca się faza stałą miałaby strukturę utrudniającą filtrację.
Aceton i wyższe ketony natomiast nie rozpuszczają dobrze oleju, ale wytrącają stałe węglowodory w takiej postaci, że łatwo jest je odfiltrować i pozostaje w nich bardzo mało oleju. Nazywa się te substancje niekiedy antyrozpuszczalnikami, ponieważ osłabiają zdolność rozpuszczania takich substancji jak toluen. Mieszanina tych dwu rodzajów rozpuszczalników posiada własności zniżone do rozpuszczalnika idealnego.
Mogłoby się wydawać, że korzystne jest zastosowanie mieszaniny bardzo bogatej w antyrozpuszczalnik, ponieważ gradient temperaturowy odparafinowania będzie niski, a filtracja ułatwiona. Przy zbyt dużej ilości antyrozpuszczalnika w mieszaninie może jednak nastąpić rozdzielenie faz. Polega ono na wytrąceniu przez rozpuszczalnik części fazy olejowej. Obniża się wydajność odparafinowanego oleju, gdyż cenne komponenty olejowe przechodzą do gazu parafinowego. Tego zjawiska należy unikać.
Bardzo ważnym parametrem procesu odparafinowania jest temperaturowy gradient odparafinowania. Poniżej zestawiono TGO dla najczęściej stosowanych rozpuszczalników:
Temperaturowy gradient odparafinowania zależy nie tylko od rozpuszczalnika i warunków jego użycia, ale także od temperatury krzepnięcia, jaką chce się uzyskać dla oleju odparafinowanego, a także od charakteru tego oleju.
Temperaturowy gradient odparafinowania Tabela A
benzyna |
20-29°C |
propan |
15 - 20°C |
dwuchloroetan + benzen (22% + 78%) |
6 - 8°C |
aceton + benzen + toluen (30% + 35% + 35%) |
7 -12% |
metyloketon + benzen + toluen (40% + 40% + 20%) |
3 - 8°C |
aceton + toluen |
10 -12°C |
metyloketon + toluen (60% + 40%) |
8 - 10°C |
metyloizobutyloketon |
0 - 3°C |
Rozpuszczalniki przemysłowe
Ketony
Najbardziej rozpowszechnionym rozpuszczalnikiem w praktyce przemysłowej są ketony, stosowane w mieszaninie z innymi rozpuszczalnikami, np. metyloetyloketon - benzen - toluen i aceton - benzen - toluen. Perspektywicznym rozpuszczalnikiem jest metyloizobutyloketon, przy czym w przypadku jego zastosowania nie ma już potrzeby dodawania węglowodoru aromatycznego. Metoda ketonowa jest bardzo elastyczna i nadaje się dla bardzo różnych surowców. Temperaturowy gradient odparafinowania jest niski (0- 10°C), wydajność odparafinowanego oleju wysoka, a zaolejenie gazu niewielkie. Wytrącające się stałe węglowodory mają strukturę umożliwiającą stosowanie dużych szybkości chłodzenia i filtracji. Do oddzielenia wydzielonej fazy stałej stosuje się obrotowe filtry próżniowe.
Propan
Propan ma bardzo małą lepkość, dodaje się go w znacznie mniejszych ilościach niż inne rozpuszczalniki. Dzięki małej lepkości roztworów w niskich temperaturach, oziębianie prowadzi się bardzo szybko, uzyskiwane są także duże szybkości filtracji. Wadą propanu jest wysoki temperaturowy gradient odparafinowania. Instalacja odparafinowania propanem składa się z tych samych podstawowych elementów, co instalacja odparafinowania w roztworze ketonów. Podstawowe różnice wynikają z faktu, że propan ma temperaturę wrzenia - 45°C i aby był cieczą , należy proces prowadzić pod ciśnieniem.
W szczególności konstrukcja filtrów jest bardziej skomplikowana. Niekiedy propan jest stosowany także w charakterze czynnika chłodzącego.
Rozpuszczalniki chlorowe
W starych instalacjach stosowane są trójchloroetylen C2HCl3 i dwuchloroetan C2H4Cl2 w mieszaninie z benzenem. Stałe węglowodory oddzielane są za pomocą wirówek. Około roku 1960 przedsiębiorstwo Edeleanu wprowadziło nowy proces odparafinowania rozpuszczalnikowego, w którym stosowany jest rozpuszczalnik DiMe. Stanowi on mieszaninę dwuchlorometanu CH2Cl2 z 1,2,-dwuchloroetanem CH2Cl-CH2Cl w stosunku objętościowym od 30:70 do 50:50. TGO dla tego procesu wynosi ok. 3°C, a kryształy stałych węglowodorów oddzielane są na obrotowych filtrach próżniowych.
Wadą rozpuszczalników chlorowych jest możliwość wydzielania przez nie chlorowodoru, który działa korodująco na elementy instalacji.
Ogólny schemat wszystkich procesów odparafinowania rozpuszczalnikowego jest taki sam i przedstawiony został na rysunku.
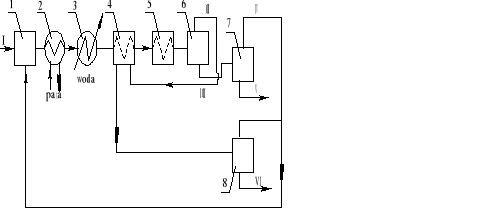
Rys. Schemat procesów odparafinowania olejów metodą rozpuszczalnikową: 1 - mieszalnik, 2 - parowe wymienniki ciepła, 3 - chłodnice wodne, 4 - chłodnice z roztworem oleju odparafinowanego, 5 - chłodnice z odparowującym czynnikiem chłodzącym, 6 - oddzielacz fazy stałej od ciekłej, 7 - regenerator rozpuszczalnika z mieszaniny petrolatum, 8 - regenerator rozpuszczalnika z mieszaniny z olejem odparafinowanym; I - surowiec, II - roztwór oleju odparafinowanego, III - roztwór petrolatum, IV - rozpuszczalnik, V - petrolatum, VI - olej odparafinowany
Odparafinowywany olej miesza się w określonym stosunku z rozpuszczalnikiem w mieszalniku 1. Następnie mieszanina poddawana jest obróbce cieplnej w parowych wymiennikach ciepła 2. Ogrzana mieszanina chłodzona jest stopniowo
w chłodnicach wodnych 3, następnie w aparatach 4, w których oziębianie przebiega kosztem wymiany ciepła z zimnym roztworem odparafinowanego oleju, a w końcu w aparatach 5 oziębianych odparowującym amoniakiem lub innym czynnikiem chłodniczym.
Oziębiona mieszanina zawierająca wydzielone z roztworu kryształy kierowana jest do urządzeń oddzielających fazę stalą od ciekłej. Otrzymuje się przy tym roztwór odparafinowanego oleju w rozpuszczalniku i mieszaninę stałych węglowodorów z niewielką ilością oleju i rozpuszczalnika.
Roztwory odparafinowanego oleju, po wymianie ciepła z mieszaniną wyjściową z rozpuszczalnikiem w aparatach 4, oraz mieszanina gazu z rozpuszczalnikiem kierowane odpowiednio do regeneratorów 7 i 8 dla regeneracji rozpuszczalnika. Zregenerowany rozpuszczalnik jest zawracany do procesu.
Podstawowe parametry procesu
Na wynik odparafinowania wpływa wiele czynników, a przede wszystkim stosunek rozpuszczalnik : surowiec, szybkość chłodzenia. Im wyższa jest lepkość surowca, tym większe stosuje się rozcieńczenie. Przy zbyt dużej ilości rozpuszczalnika zwiększa się ilość rozpuszczonych w nim stałych węglowodorów, co podwyższa temperaturę krzepnięcia odparafinowanego oleju. W praktyce rozcieńczenie jest dobierane w zależności od charakteru przerabianego surowca i stosowanego rozpuszczalnika. Dla rozpuszczalnika kretonowego stosunek ten wynosi od 3:1 do 6: 1.
Szybkość chłodzenia zależy od stosowanego rozpuszczalnika i waha się w granicach od 5°C/godz dla benzyny do 120°C/godz dla propanu. Dla każdego rozpuszczalnika istnieje optymalna szybkość oziębienia. Przy zbyt szybkim chłodzeniu mogą tworzyć się drobne kryształy, co utrudnia filtracje. Bardzo ważne znaczenie ma wstępna obróbka cieplna mieszaniny odparafinowanego oleju z rozpuszczalnikiem. Mieszaninę przed oziębieniem podgrzewa się do temperatury
o 10-15°C przewyższającej temperaturę całkowitej rozpuszczalności stałych węglowodorów. Celem obróbki cieplnej jest wyeliminowanie z roztworu kryształów, które mogłyby być dodatkowymi ośrodkami krystalizacji, a także stworzenie warunków zabezpieczających wydzielanie się z roztworów niewielkiej ilości zarodników kryształów. Przy odparafinowaniu olejów destylowanych korzystny wpływ ma dodawanie rozpuszczalnika w kilku porcjach. Uzyskuje się wówczas wzrost wydajności oleju i mniejsze zaolejenie gazu.
Inne procesy odparafinowania
Odparafinowanie mocznikiem
Mocznik (karbamid) tworzy krystaliczne produkty addycji z węglowodorami n-parafinowymi i ich pochodnymi. Zjawisko to zostało przypadkowo odkryte przez Bengena w roku 1940. Reakcja okazała się tak specyficzna, że stanowi podstawę metody wydzielania n-parafin z frakcji naftowych.
Proces tworzenia adduktów z mocznikiem przez węglowodory i inne związki zawierające długi łańcuch alkilowy o budowie normalnej można rozpatrywać jako rodzaj odwracalnej krystalizacji
węglowodór parafinowy + m mocznik ↔ addukt
m - oznacza stosunek liczby moli mocznika do liczby moli węglowodoru n-parafinowego wchodzącego w skład adduktu.
Nie istnieje teoretyczne uzasadnienie tego stosunku; empirycznie stwierdzono, że dla węglowodorów n-parafinowych może być on obliczony z równania:
m = 0,653 n + 1,51
gdzie: n - liczba atomów węgla w węglowodorze n-parafinowym.
Addukt mocznika z węglowodorami n-parafinowymi można sobie wyobrazić w postaci klatki zbudowanej z cząsteczek mocznika, w której zamknięte są cząsteczki n-parafin. W momencie tworzenia adduktu normalna, gęsto upakowana i nie posiadająca wolnej przestrzeni struktura tetragonalna mocznika przekształca się w heksagonalną. W układzie heksagonalnym cząsteczki mocznika, wykorzystując prosty łańcuch parafinowy w charakterze rdzenia, owijają się wokół niego w postaci spirali. Cząsteczki mocznika w addukcie połączone są miedzy sobą za pomocą wiązań wodorowych miedzy atomami tlenu jednej cząsteczki i atomami wodoru grupy NH2 cząsteczki drugiej. Przemiana struktury tetragonalnej mocznika w heksagonalną jest przyspieszana przez aktywatory tego procesu, którymi są np. Alkohole i ketony.
Aby opuścić klatkę, cząsteczka węglowodoru powinna pokonać przyciąganie istniejące między nią a siatką krystaliczna mocznika. Przyciąganie to pokonać można przez rozdrobnienie adduktu, podwyższenie temperatury lub rozpuszczenie mocznika tworzącego klatkę.
Do powstania kompleksu wymagana jest pewna minimalna długość prostego łańcucha węglowodoru. Dla węglowodorów n-parafinowych wynosi ona 6 atomów węgla. Trwałość kompleksu zwiększa się ze wzrostem długości prostego łańcucha alkilowego węglowodoru.
W wyniku odparafinowania frakcji naftowych mocznikiem otrzymuje się zarówno niskokrzepnące komponenty paliw i olejów specjalnych, jak i węglowodory n-parafinowe, stanowiące surowiec do syntez chemicznych. Reakcja mocznika
z n-parafinami wykorzystywana jest także w analityce naftowej.
Na skuteczność procesu mają wpływ granice wrzenia odparafinowywanych frakcji. Z powodów, które wymieniono poprzednio, proces nie jest stosowany do wydzielania lekkich n-parafin z benzyn. Oleje napędowe, lekkie oleje smarowe można łatwo odparafinować mocznikiem, uzyskując produkty krzepnące w niskich. W wyżej wrzących frakcjach olejowych wzrasta zawartość stałych węglowodorów nie będących n-parafinami, czyli nie tworzących adduktu z mocznikiem. Obniżenie temperatury krzepnięcia takiej frakcji w wyniku zastosowania procesu mocznikowego jest niewystarczające. W tablicy podano zależność miedzy zakresem temperatur wrzenia frakcji a temperaturami ich krzepnięcia po odparafinowaniu mocznikiem. Widać, że proces jest mało skuteczny dla typowych frakcji olejowych i nie może konkurować z odparafinowaniem niskotemperaturowym omówionym poprzednio.
Technologie procesu odparafinowania mocznikiem obejmują cztery stadia:
kontaktowanie odparafinowywanego destylatu (rozcieńczonego lub nie rozcieńczonego) ze stałym mocznikiem lub jego nasyconym roztworem,
oddzielenie krystalicznego adduktu od fazy ciekłej oraz przemywanie adduktu rozpuszczalnikiem,
rozkład adduktu i oddzielenie n-parafin od mocznika,
regenerację mocznika, rozpuszczalników i aktywatora.
Najbardziej znanym przemysłowym zastosowaniem odparafinowania mocznikiem jest proces firmy Edeleanu. W procesie tym jest stosowany nasycony roztwór mocznika, a odparafinowywana frakcja jest rozcieńczana chlorkiem metylenu, który równocześnie spełnia rolę aktywatora.
Wpływ temperatury wrzenia frakcji olejów z ropy tujmazińskiej na odparafinowanie
mocznikiem w roztworze etyloetyloketonu. Tabela B
Granice temperatur |
Temperatura |
Własności oleju odparafinowanego |
|
wrzenia frakcji (°C) |
krzepnięcia surowca (°C) |
lepkość w 50°C (mm2/s) |
temp. krzepnięcia (°C) |
300 - 400 |
12 |
7,6 |
- 49 |
380 - 420 |
32 |
22,6 |
- 21 |
420 - 500 |
39 |
41,6 |
2 |
Temperatury reakcji, zależnie od rodzaju surowca, są utrzymywane w zakresie od 20°C do 45 °C dzięki odparowaniu części chlorku metylenu, którego temperatura wrzenia wynosi 41°C. W ten sposób unika się stosowanego w innych metodach chłodzenia przeponowego. Warunki procesu są tak dobrane, że addukt wytrąca się w postaci kryształów łatwych do filtracji i przemywania. Czystość n-parafin otrzymywanych w procesie firmy Edeleanu wynosi 95-96%.
Odparafinowanie za pomocą sit molekularnych
Proces ten opiera się na selektywnej adsorpcji węglowodorów n-parafinowych. Adsorbentem są krystaliczne glinokrzemiany wapniowo-sodowe, zawierające w swej strukturze bardzo regularne kanały o średnicy 5 ![]()
. Popularnie są one nazywane sitami cząsteczkowymi 5![]()
. Z frakcji naftowych jedynie węglowodory n-parafinowe, których cząsteczki mają średnicę przekroju 4,9 ![]()
, mogą być przez sita molekularne adsorbowane. Czystość n-parafin wydzielonych tą metodą jest bardzo wysoka i przekracza 98%. Na skalę przemysłową proces jest stosowany wyłącznie do wydzielania n-parafin z frakcji paliw.
Wykonanie ćwiczenia
Sprzęt używany podczas wykonywania ćwiczenia: |
Odczynniki: |
termometr laboratoryjny o zakresie 30-100oC |
etylometyloketon |
kolba okrągłodenna o pojemności 250 cm3 |
frakcja z destylacji ropy naftowej do odparafinowania |
chłodnica zwrotna |
|
kriostat |
|
zestaw do sączenia pod zmniejszonym ciśnieniem |
|
eksykator próżniowy |
|
wyparka |
|
Przeprowadzenie odparafinowania.
Wyznaczone przez prowadzącego ćwiczenia ilości frakcji ropy do odparafinowania oraz etylometyloketonu należy umieścić w kolbie okrągłodennej i mieszać aż do otrzymania jednorodnego roztworu. Jeśli frakcja ropy nie uległa całkowitemu rozpuszczeniu należy kolbę umieścić w łaźni wodnej pod chłodnicą zwrotną i ogrzewać do momentu całkowitego jej rozpuszczenia. Podczas ogrzewania zawartość kolby mieszamy kołysząc ją lekko.
Po zakończeniu rozpuszczania kolbę umieszczamy w kriostacie i ochładzamy jej zawartość do temperatury -15oC. Wytrącony osad odsączamy pod zmniejszonym ciśnieniem i przepłukujemy niewielką ilością (ok. 20 cm3) uprzednio schłodzonego etylometyloketonu. Sączek wraz z osadem przenosimy do eksykatora próżniowego połączonego z olejową pompą próżniową i usuwamy resztki rozpuszczalnika przez odparowanie go pod zmniejszonym ciśnieniem. Uwaga: należy unikać przenoszenia dużych ilości rozpuszczalnika do eksykatora, ponieważ jego pary zanieczyszczają olej w pompie prowadząc do obniżenia jej wydajności, co uniemożliwi uzyskanie odpowiednio niskiego ciśnienia.
Po osuszeniu ważymy sączek wraz z osadem i obliczamy jego masę odejmując masę sączka, która powinna być wyznaczona przed rozpoczęciem ćwiczenia.
Przesącz zawierający odparafinowany olej i rozpuszczalnik przenosimy do uprzednio zważonej kolby okrągłodennej. Oddestylowujemy etylometyloketon za pomocą wyparki. Ważymy kolbę i wyznaczamy masę pozostałego po odparafinowaniu oleju. Należy pamiętać również o umieszczeniu czystego i zważonego odbieralnika w wyparce, co pozwoli w łatwy sposób wyznaczyć masę odzyskanego rozpuszczalnika.
Opracowanie wyników.
Wykonać bilans masy dla oleju i rozpuszczalnika. Wyznaczyć procentową zawartość parafin w badanej frakcji ropy naftowej, procent odzyskanego etylometyloketonu i wydajność odparafinowania.
1
1
Wyszukiwarka
Podobne podstrony:
2b-pecherz, PWR Politechnika Wrocławska, INSTRUKCJE DLA STUDENTÓW Z TECHNOLOGII CHEMICZNEJ
15-smar, PWR Politechnika Wrocławska, INSTRUKCJE DLA STUDENTÓW Z TECHNOLOGII CHEMICZNEJ
2a-dym-tyt., PWR Politechnika Wrocławska, INSTRUKCJE DLA STUDENTÓW Z TECHNOLOGII CHEMICZNEJ
Zadanie z pasowania otwarte, PWR Politechnika Wrocławska, podstawy metrologii, Wykłady 2011
sciaga5, PWR Politechnika Wrocławska, podstawy inżynierii procesowej
Met i klim wykaldy sciaga, PWR Politechnika Wrocławska, Meteorologia i Klimatologia (api1990)
Struktura źródeł błędów w procesie pomiarowym, PWR Politechnika Wrocławska, podstawy metrologii, Wyk
PRZYKŁADOWE PYTANIA DLA STUDENTÓW, Technologie Ochrony Środowiska, Analiza Instrumentalna
Błędy przypadkowe Metoda pośrednia, PWR Politechnika Wrocławska, podstawy metrologii, Wykłady 2011
sciaga8, PWR Politechnika Wrocławska, podstawy inżynierii procesowej
Przedrostki stosowane do oznaczenia wielokrotności jednostek, PWR Politechnika Wrocławska, podstawy
MWG Program wykładu, PWR Politechnika Wrocławska, podstawy metrologii, WYKŁADY
metrologiaodp skp, PWR Politechnika Wrocławska, podstawy metrologii
Pracownia Metrologii i Badań Jakości, PWR Politechnika Wrocławska, podstawy metrologii, Wykłady 2011
MiK-exam, PWR Politechnika Wrocławska, Meteorologia i Klimatologia (api1990)
Test fizyka 2, PWR Politechnika Wrocławska, fizyka
więcej podobnych podstron