I Ręczne spawanie łukowe
1.Rodzaje złączy spawanych, rodzaje spoin i pozycje spawania. Rozróżniamy złącza: doczołowe, zakładkowe, przylgowe, kątowe, narożne, teowe, krzyżowe. Spoiny mogą być: czołowe, pachwinowe, grzbietowe, otworowe. W zależności od kształtu wyróżniamy spoiny: I, V, Y, U, X, K, J, B, 1/2V, 2*U. Pozycje spawania: podolna, naboczna, naścienna, okapowa, pułapowa.
2. Charakterystyka elektrod otulonych.
Zależnie od przeznaczenia rozróżniamy następujące elektrody: a) do spawania stali konstrukcyjnych, niskowęglowych i niskostopowych; b) do stali konstrukcyjnych stopowych (np. nierdzewnych); c) do żeliwa; d) do napawania zwykłą stalą i metalami twardymi; e) do spawania i napawania metali nieżelaznych. Elektrody otulone dzieli się na cienko-, średnio- i grubootulone. Grubość otuliny wynosi odpowiednio 10-20% średnicy drutu, 20-40%, ponad 40%. W skład otuliny wchodzą: a) składniki ułatwiające jonizację (związki sodu, potasu i wapnia); b) składniki wydzielające gazy (kreda, marmur, celuloza); c) składniki mineralne wytwarzające żużel (skaleń, wapień, krzemionka, ruda manganowa); d) stopy metalu i rudy zawierające żelazo, mangan, krzem, nikiel, chrom, tytan; e) składniki łączące sproszkowane materiały na otulinę w plastyczną masę (szkło wodne, dekstryna).Zależnie od składu chemicznego otuliny wyróżniamy elektrody: a) kwaśne („A”) zawierające w otulinie dużo tlenków Fe, Mn, Si; b) zasadowe („B”) zawierające w otulinie dużo węglanów Ca i Mg oraz fluoryt; c) celulozowe („C”) zawierające w otulinie dużo związków organicznych; d) utleniające („O”)zawierające głownie tlenki żelaza; e) rutynowe („R”) zawierające w otulinie dużo tlenków rutylu (TiO2). Elektrody mają średnice: 2-2,5 (długość 350mm) -3,25-4-5-6 (długość 450mm). Przykład. oznacz: ER 546-rutynowa gruba.
3. Podział spawarek do spawania elektrycznego ręcznego: Spawarki łukowe dzieli się na: a) spawarki prądu stałego: -przetwornice i prostowniki spawalnicze. b) spawarki prądu przemiennego. - transformatory. Klasyfikacja urządzeń elektrycznych stosowanych jako źródła prądu do ręcznego spawania łukowego jest przedmiotem polskiej normy.
4. Schemat elektryczny i zasada działania transformatora spawalniczego. Transformator spawalniczy z dławikiem na wspólnym rdzeniu: Transformatory tego typu mają 3 uzwojenia: pierwotne 1 i wtórne 2 nawinięte na dwu głównych kolumnach rdzenia, a uzwojenie 3 połączone w szereg z uzwojeniem wtórnym i umieszczone na górnej dodatkowej części rdzenia, jest urządzeniem dławiącym. Indukowana w nim SEM w czasie obciążenia jest przeciwnie skierowana do napięcia wtórnego i powoduje opadanie charakterystyki statycznej transformatora. Regulacja prądu spawania odbywa się przez zmianę wielkości szczeliny powietrznej w obwodzie uzwojenia dławiącego (przesuwając ruchomą część rdzenia dławika).
5. Charakterystyka statyczna spawarki
Charakterystyką statyczną nazywamy krzywą ilustrującą zależność między napięciem i natężeniem prądu w obwodzie roboczym przy zmiennym oporze bez jarzenia się łuku. Kształt krzywych w okolicach napięcia roboczego, w pasie oznaczonym jako zakres pracy ma duże znaczenie. Im krzywa jest bardziej stroma, tym mniejszy wpływ mają zmiany napięcia na natężenie prądu.
II Półautomatyczne spawanie w osłonie gazów ochronnych
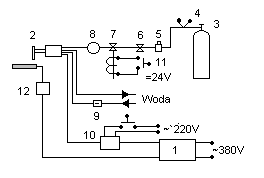
1. Budowa stanowiska do spawania metodą MAG: Schemat: 1-spawarka, 2-uchwyt, 3-butla z argonem, 4-reduktor, 5-przepływomierz, 6-zawór regulacyjny gazu, 7-zawór elektromagnetyczny, 8-zbiornik bezpieczeństwa, 9-wskażnik obiegu wody, 10-jonizator, 11-przycisk sterowniczy, 12-bateria kondensatorów lub akumulatory.
2. Schemat spawania MIG oraz zastosowanie metody: Metoda MIG, czyli spawania w osłonie gazów obojętnych (argonu i helu) elektrodą topliwą stosowana jest głównie do stali stopowych (nierdzewnych kwaso - i żaroodporne oraz innych stali stopowych) 1-5 oraz metali nieżelaznych (aluminium i jej stopy, miedź i jej stopy, tytan, magnez i jego stopy). Charakterystyczną cechą metody MIG jest stosowanie drutu o małej średnicy, topiącego się z dużą szybkością przy dużych natężeniach prądu. Dzięki wysokiej gęstości prądu łuk wtapia się w metal rodzimy na znaczną głębokość, tak że rowek spoiny może być wąski, częściowo lub całkowicie nieukosowany, co zmniejsza zużycie spoiwa i zwiększa szybkość spawania (wydajność).
3. Schemat spawania TIG oraz zastosowanie metody: Schemat: 1-spawarka, 2-uchwyt, 3-butla z argonem, 4-reduktor, 5-przepływomierz, 6-zawór regulacyjny gazu, 7-zawór elektromagnetyczny, 8-zbiornik bezpieczeństwa, 9-wskażnik obiegu wody, 10-jonizator, 11-przycisk sterowniczy, 12-bateria kondensatorów lub akumulatory, 13 - podajnik drutu
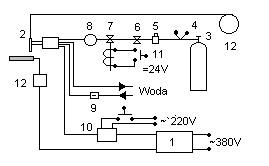
W metodzie spawania TIG łuk jarzy się między elektrodą wolframową i przedmiotem. Nietopliwa elektroda umieszczona jest w przewodzie, przez który dopływa do łuku strumień gazu obojętnego. Elektrody wolframowe wyrabiane są z czystego, sproszkowanego wolframu (czasem z dodatkiem 1-2 % dwutlenku toru) za pomocą spiekania w wysokich temperaturach w atmosferze wodoru. Przycisk sterowniczy jest na uchwycie; naciskając go spawacz włącza jonizator i dopływ prądu do elektrody, a zawór elektromagnetyczny otwiera przepływ gazu obojętnego (najczęściej argonu). Po zakończeniu spawania, zwalniając przycisk, wyłącza prąd, natomiast gaz wydostaje się jeszcze przez kilkanaście sekund, chłodząc rozgrzaną elektrodę i nie dopuszczając do jej utlenienia. Czas zwłoki zaworu po zgaśnięciu łuku nastawia się w granicach 0 - 60s.
4. Charakterystyka gazów ochronnych oraz podstawowe zasady doboru gazu ochronnego. W wyniku doświadczeń laboratoryjnych stwierdzono, że role ochronną w procesach spawalniczych zapewniają gazy: obojętne - argon i hel oraz dwutlenek węgla i wodór. W praktyce stosuje się również ich mieszaniny czyste lub z domieszką tlenu (1-3%). Jedną z zalet spawania w osłonie gazów ochronnych jest wyeliminowanie żużla pokrywającego przy zwykłym spawaniu łukowym ścieg. Wypływający z dyszy gaz ochronny osłania nie tylko jeziorko metalu, ale również sąsiednie strefy materiału rodzimego co ma duże znaczenie przy spawaniu materiałów silnie reagujących w stanie nagrzanym z powietrzem (stale wysokostopowe, metale lekkie, tytan).
5. Podstawowe parametry spawania metodą MAG. Parametry: - prąd spawania: 70-450 A; - prędkość posuwu elektrody: 75-750 m/h; - średnica elektrody: 0,6; 0,8; 1,2; 1,6; 2,0; 2,4; - zużycie CO2: 8-20 l/min.
III Automatyczne spawanie łukiem krytym pod topnikiem.
1. Metody zabezpieczania grani. Jednym z 6-sposobów zabezpieczania grani są podkładki -750 miedziane lub stalowe (stosowane,6; 0,8; 1,2; 1,6 wówczas,0;2,4; - gdy podkładka może zostać w materiale - 5 spawanym). Kolejnym sposobem jest ręczne 20% podpawanie grani. Zabezpieczenia takie zapobiegają wypływaniu metalu spoiny ze szczeliny między blachami.
2. Zasada doboru drutu i topnika. Średnicę drutu (elektrody) dobiera się zależnie od rodzaju metalu i grubości łączonych elementów oraz parametrów technologii spawania (natężenia prądu). Skład topników zależy od rodzaju metalu spawanego i drutu, od grubości metalu i spoiwa oraz wymaganych własności wytrzymałościowych spoiny i metody spawania. Ponadto powinien uwzględniać dodatkowe ilości składników, które mogą ulec stopieniu a mają wpływ na cech połączenia. Jako surowce do 0-450 % wyrobu topnika stosowane są: krzemian potasu, ruda manganowa, krzemionka, skaleń, fluoryt, rutyl, kaolin, bauksyt, tłuczka szkła okiennego, magnezyt. Ziarnistość topnika obejmuje szereg stopni od 0,1 do 3mm. Skład topników zależy od rodzaju metalu spawanego i drutu, od grubości metalu i spoiwa oraz od wymaganych własności wytrzymałościowych spoin i metody spawania. Drut elektrodowy do spawania zwykłej stali miękkiej powinien zawierać 1-2 % manganu, ponieważ drut taki jest bardzo kosztowny, to zazwyczaj niezbędną ilość manganu dodaje się do topnika. Mangan w topniku występuje w postaci tlenku manganu MnO. Rozróżniamy następujące gatunki topnika: - niskomanganowy 0-12 % MnO; - średinomanganowy 15-25% MnO; - wysokomanganowy powyżej 30% MnO. Odpowiednio stosujemy drut zawierający mangan:
- wysokomanganowy 1,5-2,5 % Mn;
- średniomanganowy 0,8-1,2 % Mn;
- niskomanganowy 0,3-0,6 % Mn;
Dodatkowo topnik zawiera fluorek wapnia CaF, który ułatwia spawanie blach skorodowanych, powoduje, że tlenek żelaza nie przedostaje się do spoiny w postaci zanieczyszczenia. Należy pamiętać o tym aby przed przystąpieniem do spawania oczyścić blachy z wszelkich nieczystości. Na czystość spoiny wpływa również stopień wysuszenia topnika, należy go suszyć w temperaturze ok.300C przez 2 godziny.
4. Metody regulacji szybkości podawania drutu elektrodowego: Metoda zależna. Prędkość posuwu elektrody jest regulowana przez napięcie obwodu roboczego. Gdy napięcie wzrasta (luk wydłuża się), prędkość posuwu drutu w kierunku łuku wzrasta, łuk skraca się i napięcie jego maleje; w ten sposób napięcie i natężenie utrzymuje się na stałym poziomie. Metoda niezależna opiera się na samoczynnym utrzymywaniu się szybkości topienia drutu na pewnym poziomie, do którego dobiera się stałą prędkość odwijania drutu.
5. Charakterystyka metody. Główną cechą spawania łukiem krytym jest znaczna wydajność uzyskiwana dzięki temu, że elektrodę można odciążyć znacznie większym prądem niż przy spawaniu ręcznym elektrodą otuloną. Duża szybkość topienia się drutu wymaga samoczynnego podawania jej do miejsca jarzenia się łuku, dlatego proces stosuje się jako półautomatyczny lub automatyczny. Nie nastręcza to jednak dużych problemów, a wydajność znacznie wzrasta. Spawanie pod topnikiem eliminuje pryskanie i utlenianie się metalu, a powstały na spoinie gorący żużel stabilizuje temperaturę bezpośredniego otoczenia spoiny i jest łatwo usuwalny po ostygnięciu. Metoda stosowana jest w szczególności do łączenia grubych blach. Wadą metody jest jedna pozycja spawania - podolna oraz konieczność stosowania podkładek przy wykonywaniu połączeń doczołowych.
IV Spawanie i cięcie gazowe
1. Budowa butli acetylenowej, budowa i zasada działania reduktora spawalniczego. Butle acetylenowe: Acetylen C2H2 uzyskuje się poprzez reakcję karbidu i wody wg. reakcji: CaC2+2H2O=C2H2+Ca(OH)2
Acetylen-spośród wszystkich gazów palnych ma najsilniejszą skłonność do wybuchu, tworzy z powietrzem mieszaninę wybuchową w zakresie 2,2-81 % , a z tlenem 2,8-93 %. Acetylen z miedzią tworzy związek, który po podgrzaniu lub uderzeniu łatwo wybucha, dlatego nie wolno w instalacji acetylenowej stosować miedzi i jej stopów zawierających powyżej 70% Cu. W stanie gazowym nie wolno sprężać acetylenu powyżej 1,5atm, ponieważ łatwo wtedy wybucha nawet na wskutek mocnego wstrząsu (samoistny wybuch). Przechowywanie acetylenu w butli pod wyższym ciśnieniem jest możliwe tylko wtedy, gdy jest on rozpuszczony w acetonie. Ciśnienie acetylenu w butli wynosi max. 15atm. Butla 40 litrowa zawiera 5,5 do 6,0kg acetylenu. Aby acetylen nie wydzielił się z acetonu butla wypełniona jest masą porowatą (acetonem porowatym, który działa jak gąbka; 1 litr acetonu rozpuszcza w sobie 375 litrów acetylenu). Butle acetylenowe są malowane na żółto.
2. Rozkład temperatur w płomieniu oraz zasada regulacji rodzaju płomienia i doboru mocy cieplnej palnika.
Płomień acetylenowo - tlenowy: płomień normalny - składa się z wyraźnego krótkiego jądra oraz ze słabo świecącej kity, stosuje się go do spawania stali. Powstaje on ze spalania w powietrzu mieszanki acetylenu z czystym tlenem w stosunku objętościowym teoretycznie 1-1 (praktycznie więcej o 10-20% tlenu w stosunku do acetylenu). Płomień normalny jest płomieniem redukującym tlenki, dlatego jest możliwe spawanie na powietrzu. płomień nawęglający - jądro przechodzi w świecący stożek, nieodpowiedni do spawania stali, występuje tu nadmiar acetylenu. płomień utleniający metal - jądro zaostrza się i kita skraca się, niepożądany przy spawaniu (tlenki osłabiają metal, powstają pęcherze w spoinie).
3. Metody spawania gazowego. Istnieją trzy metody spawania: - w prawo - palnik pochylony jest w tym kierunku, w którym postępuje spawanie. Płomień skierowany jest na spoinę już wykonaną, jądro znajduje się wewnątrz rowka, koniec drutu zaś między palnikiem a spoiną już wykonaną; - w lewo - palnik jest pochylony w kierunku odwrotnym do kierunku narastania spoiny, palnik znajduje się między drutem a spoiną już wykonaną; - w górę - przy ustawieniu blach w płaszczyźnie pionowej.
4. Warunki cięcia termicznego tlenem. Aby cięcie tlenowe mogło nastąpić muszą być spełnione warunki dotyczące metalu ciętego: - temperatura spalania metalu w czystym tlenie powinna być niższa niż temperatura topienia metalu; - temperatura topnienia tlenków metalu powinna być niższa niż temperatura topnienia metalu; - przewodność cieplna nie powinna być zbyt duża , aby możliwe było ogrzanie metalu na wąskiej przestrzeni do temperatury spalania. Z metali i stopów przemysłowych warunki te spełniają tylko stale konstrukcyjne węglowe i niskostopowe .
5. Czynniki wpływające na jakość krawędzi cięcia termicznego tlenem. Jakość i ekonomiczność procesu cięcia zależy od: - mocy płomienia podgrzewającego; - ciśnienia tlenu; - średnicy dyszy tlenowej; - odległości duszy od palnika; - prędkości posuwu palnika.
V KONTROLA ZŁĄCZ SPAWANYCH
1. Etapy kontroli prac spawalniczych
I Kontrola wstępna. 1.Analiza dokumentacji: - określenie klasy konstrukcji spawanych (klasy 1 2 3; PN - EN B C D); -określenie klasy wadliwości spoiny (1 2 3 4 5; PN - EN B C D); - określenie czy dokumentacja techniczna jest zatwierdzona przez organ odbierający konstrukcję; - czy zakład ma dopuszczenie do danej konstrukcji. 2.Analiza spawaczy: - sprawdzenie książki spawacza (uprawnień);- czy spawacz posiada odpowiednie uprawnienia ponadpodstawowe. 3.Kontrola materiałów podstawowych: - atesty hutnicze; - oznaczenia materiałów. 4.Kontrola materiałów dodatkowych: - elektrody (ważne certyfikaty); - gazy; - druty.
II Kontrola bieżąca (międzyoperacyjna )
1.Kontrola przygotowania elementów do spawania: - oczyszczenie elementów do spawania na odległość 20mm; - osuszenie elektrod. 2.Kontrola parametrów spawania. 3.Czy spawaczem jest ten który ma uprawnienia i czy spawa on zgodnie z technologią.
III Kontrola ostateczna i odbiór konstrukcji spawanych: 1.Oględziny zewnętrzne. 2.Badania nieniszczące: - badania radiograficzne: A - pęcherz; B - żużel; Fc - podtopienie lica; a - kulisty ; b - zwarty; Bb - brak przetopu; 1 - 5 stopień wielkości wady - wymiar wady w odniesieniu do grubości; 1 - 5 stopień nasilenia - ilość wad na długości; R - radiograficzne; 1 - pierwsza klasa (np.: Aa11(R1)); - badania ultradźwiękowe- trudna interpretacja co to za wada; - badania magnetyczne; - badania magnetyczno - proszkowe (dla materiałów ferromagnetycznych). 3.Badania niszczące (mechaniczne i technologiczne): - na rozciąganie; - na zginanie; - na udarność; - twardości. W materiałach występują następujące wady: 1.wewnętrzne; 2.zewnętrzne. Pęknięcia są najgroźniejszą wadą i każde pęknięcie dyskwalifikuje spoinę. W przypadku stwierdzenia pęknięcia należy wyciąć wadę na całej długości i głębokości i poprawić połączenie.
VI. Zgrzewanie i lutowanie.
1. Definicje: Zgrzewanie elektryczne oporowe polega na silnym rozgrzaniu i mechanicznym docisku w czasie przepływu prądu przez łączone elementy. Prąd, płynąc przez metalowy przewodnik, trafia na opór uzależniony od oporności właściwej, długości przewodnika i pola przekroju. Oporność właściwa dla każdego metalu jest inna. Najmniejszą oporność ma srebro 0,016 i miedź 0,0178. Oporność właściwa aluminium wynosi 0,03, a stali przeciętnie 0,15. Do pokonania oporu przepływu prądu w przewodniku zużywa się energię elektryczną. Ta energia zostaje zamieniona na ciepło. Ilość wydzielającego się ciepła podczas przepływu prądu jest proporcjonalna do poszczególnych oporów. Tam gdzie jest większy opór, wydzieli się więcej ciepła. Opór zależy tylko od rodzaju zgrzewanego materiału. Natomiast opór styku między elektrodą a blachą oraz opór styku między blachami zależy nie tylko od materiału zgrzewanych elementów, ale przede wszystkim od stanu powierzchni. Lutowanie jest to proces łączenia metali, w którym części lutowane mają wyższą temperaturę topnienia niż materiał łączący. Przy lutowaniu nie zachodzi stopienie lutu z materiałem łączonym; połączenie uzyskuje się przez przyczepność lutu do materiału i wzajemną ich dyfuzję, wskutek czego otrzymuje się złącze o innej wytrzymałości niż wytrzymałość materiałów użytych na to złącze. Podstawowym warunkiem otrzymania prawidłowego złącza lutowanego jest dobór właściwego lutu oraz sposób przygotowania części łączonych, a także umiejętny wybór technologii lutowania. Lutowanie dzieli się na twarde i miękkie. Lutowaniem twardym nazywa się proces lutowania odbywający się w temperaturze powyżej 450°C. Lutowaniem miękkim - proces lutowania odbywający się w temperaturze poniżej 450°C.
3. Schemat zgrzewarki punktowej, przebieg procesu zgrzewania, program zgrzewania.
W zgrzewarkach punktowych występuje oprócz oporów omowych opór indukcyjny. Obwód zgrzewania działa podobnie jak cewka indukcyjna. Jeśli w obwód zgrzewania zostanie wprowadzony metal magnetyczny, np. stal węglowa mająca zdolność do zagęszczania linii sił magnetycznych, to powstanie dodatkowy opór, zwany indukcyjnym. Będzie on tym większy, im więcej stali znajdzie się w polu działania indukcyjnego wtórnego obwodu. Im obwód zgrzewania obejmuje większą powierzchnię, przy wysuniętych elektrodach, tym większy jest opór indukcyjny po wprowadzeniu metalu w pole działania indukcyjnego. Zgrzewanie jest ekonomiczniejsze, gdy wysięg elektrod jest jak najmniejszy. Proces zgrzewania punktowego powinien się tak odbywać, żeby najpierw nastąpił docisk elektrod, następnie przepływ prądu. Po jego ukończeniu dopiero powinien być zwolniony docisk elektrod. Czas docisku elektrod powinien więc obejmować czas przepływu prądu. Jeśli jest odwrotnie, czas działania prądu jest dłuższy niż docisk elektrod, to występuje przede wszystkim widoczne silne iskrzenie metalu. Powstają opory mogące wystąpić w środku zgrzeiny, dyskwalifikujące jej wykonanie.
4. Lutowanie miękkie stosuje się do złączy szczelnych i połączeń przewodów elektrycznych oraz tam, gdzie się nie wymaga większej wytrzymałości. Luty miękkie dobrze zwilżają powierzchnię, co daje dobry kontakt prądowy między łączonymi elementami, mają też małą twardość, dużą plastyczność, co pozwala na przenoszenie małych obciążeń dynamicznych. Na luty miękkie używa się różnych stopów na osnowie metali o niskiej temperaturze topnienia. Najczęściej stosuje się luty na osnowie ołowiu, cyny i cynku. Najczęściej stosowanymi lutami są stopy na osnowie cyny. Czysta cyna jest droga i ma małą wytrzymałość. Stopy cynowe polepszają własności wytrzymałościowe lutów. Czysty ołów jako lut nie jest stosowany, ponieważ z większością metali nie tworzy trwałych związków. Natomiast bardzo często stosowany jest do lutowania miedzi, mosiądzu i stali jako stop. Luty na osnowie cynku do lutowania miedzi, stopów miedzi i stali węglowych nie dają zadowalających wyników. Stopy cynku z aluminium, kadmem i cyną nadają się z dużym powodzeniem do lutowania aluminium i jego stopów. Podstawowymi składnikami topników, do lutowania miękkiego są: chlorek cynku, chlorek amonu, chlorek potasu, kwas solny i kwas ortofosforowy. Składniki te stosowalne są jako roztwory wodne lub spirytusowe. Najpowszechniej stosowany jest 30% roztwór wodny chlorku cynku. Po lutowaniu złącze należy dobrze przemyć gorącą wodą , w przeciwnym bowiem razie będzie korodowało. Topniki zawierające chlorek cynku stosowane są do lutowania prawie wszystkich metali i stopów z wyjątkiem części cynowych i cynowanych, do których należy stosować roztwór wodny kwasu solnego (ok.50%). Mieszanina różnych proporcji chlorku cynku i kwasu solnego stosowana jest do lutowania części ze stali nierdzewnych. Inną grupą topników nie powodujących korozji są topniki oparte na kalafonii i różnych tłuszczach. Wadą tych topników jest to, że są mało aktywne i raczej odgrywają rolę ochronną złącza lutowanego. Do lutowania miękkiego najczęściej stosuje się lutownice. Zadaniem lutownic jest roztopienie lutu i naniesienie go na powierzchnie lutowane przy jednoczesnym nagrzaniu części lutowanych.
5. Lutowanie twarde stosuje się tam, gdzie od złącza wymagamy dużej wytrzymałości. Właściwie wykonane złącza są szczelne, mają dobrą przewodność elektryczną i dużą wytrzymałość. Dzięki temu przemysł maszynowy może wykonywać różne części przez lutowanie, zamiast stosować kosztowną obróbkę skrawaniem. Po zlutowaniu część taka nie ma żadnych odkształceń, czego się nie uniknie przy spawaniu. Przy lutowaniu twardym tak się dobiera luty, żeby z materiałem lutowanym tworzyły roztwory i fazy międzymetaliczne, dzięki czemu wytrzymałość złączy znacznie wzrasta. Luty twarde są wytwarzane w postaci drutów, folii lub proszków. Ze względu na skład chemiczny luty dzielą się na: - luty na osnowie miedzi i miedziane; - luty na osnowie srebra i srebrne; - luty na osnowie aluminium; - luty na osnowie metali szlachetnych; - luty żarowytrzymałe. Najszersze zastosowanie mają miedź i luty miedziane. Miedź nadaje się do lutowania wszystkich stali węglowych i znacznej ilości stali stopowych. Temperatura topnienia miedzi wynosi 1083°C, natomiast lutowanie miedzią wymaga stosowania temperatur w granicach 1100- 1200°C. Czystą miedzią lutuje się przeważnie bez topników w atmosferach redukcyjnych, ochronnych lub w próżni. Oprócz czystej miedzi stosuje się stopy miedzi z małymi ilościami niklu, chromu lub kobaltu. Tymi lutami lutuje się przeważnie przedmioty, które po lutowaniu podlegają hartowaniu. Wadą lutów miedzianych jest to, że potrzebują stosunkowo wysokiej temperatury lutowania, co wymaga stosowania specjalnych pieców lutowniczych.
Wyszukiwarka
Podobne podstrony:
Konstrukcje metalowe - Tematy zajęć, Budownictwo S1, Semestr IV, Konstrukcje metalowe, Labolatorium
Konstrukcje metalowe - Zgrzewanie, Budownictwo S1, Semestr IV, Konstrukcje metalowe, Labolatorium, T
Konstrukcje metalowe - Spawanie gazowe 2, Budownictwo S1, Semestr IV, Konstrukcje metalowe, Labolato
Konstrukcje metalowe - Zaliczenie, Budownictwo S1, Semestr IV, Konstrukcje metalowe
Konstrukcje metalowe - Warunki cięcia tlenem, Budownictwo S1, Semestr IV, Konstrukcje metalowe, Labo
Konstrukcje metalowe 3, Budownictwo S1, Semestr IV, Konstrukcje metalowe, Labolatorium, Teoria, Migo
Konstrukcje metalowe - Spawanie automatyczne, Budownictwo S1, Semestr IV, Konstrukcje metalowe, Labo
Konstrukcje metalowe 4, Budownictwo S1, Semestr IV, Konstrukcje metalowe, Labolatorium, Teoria, Spaj
Konstrukcje metalowe - Kontrola złączy spawanych, Budownictwo S1, Semestr IV, Konstrukcje metalowe,
Konstrukcje metalowe 6, Budownictwo S1, Semestr IV, Konstrukcje metalowe, Labolatorium, Teoria, Spaj
Konstrukcje metalowe - Spajalnictwo, Budownictwo S1, Semestr IV, Konstrukcje metalowe, Labolatorium,
Konstrukcje metalowe - Spawanie elektryczne 3, Budownictwo S1, Semestr IV, Konstrukcje metalowe, Lab
Konstrukcje metalowe - Spawalnictwo, Budownictwo S1, Semestr IV, Konstrukcje metalowe, Labolatorium
Konstrukcje metalowe - Łączenie dwóch blach, Budownictwo S1, Semestr IV, Konstrukcje metalowe, Labol
Konstrukcje metalowe - Spawanie gazowe, Budownictwo S1, Semestr IV, Konstrukcje metalowe, Labolatori
więcej podobnych podstron