POLITECHNIKA LUBELSKA
Wydział Mechaniczny
Projekt z organizacji produkcji
Prowadzący: Wykonał:
Dr I. Suseł Jarosław Magier
MD 105.2a
1. Projektowanie struktury produkcyjnej i wydzielenie komórek produkcyjnych pierwszego stopnia w systemie rytmicznej produkcji.
1.1 Ustalenie programu spływu produkcji i programu uruchomienia produkcji, zadania godzinowego taktu i spływu
Tabela 1.1
Nr detalu |
Ndi [ szt/rok] |
Ni
|
Fi [godz/rok] |
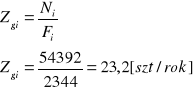
Zgi [szt/godz] |
godz/rok] |
16 |
52000 |
54392 |
2344 |
23,2 |
0,043 |
18 |
46000 |
48116 |
|
20,5 |
0,049 |
21 |
40000 |
41840 |
|
17,8 |
0,056 |
24 |
34000 |
35564 |
|
15,2 |
0,066 |
Korygowany program produkcji:
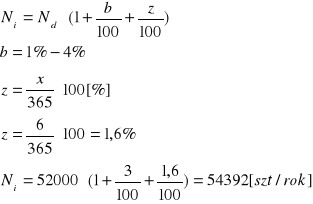
Fundusz czasu pracy;
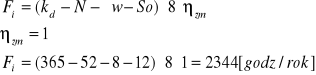
Jedna sobota w miesiącu wolna
Zadanie godzinowe:
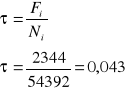
Takt produkcji:
Jarosław Magier
X = 6 (liczba liter w nazwisku)
Y = 8 (liczba liter w imieniu)
1.2 Obliczanie współczynnika obciążeń poszczególnych typów stanowisk roboczych danymi detalooperacyjnymi
Tabela 1.2
Nr detalu |
Numer operacji |
Symbol stanowiska roboczego |
tij godz/szt |
φj |
tijk godz/szt |
Mgi szt/godz |
tpz godz/szt |
ηij |
||
16
|
10 |
RH 25 |
0,03 |
1,30 |
0,023 |
43,3 |
0,30 |
0,536 |
||
|
20 |
TUB 40 |
0,17 |
1,40 |
0,13 |
8,2 |
0,40 |
2,817 |
||
|
30 |
WS 15 |
0,01 |
1,30 |
0,0077 |
130 |
0,20 |
0,178 |
||
|
40 |
FYC 26 |
0,05 |
1,30 |
0,038 |
26 |
0,20 |
0,892 |
||
|
50 |
WS 15 |
0,02 |
1,30 |
0,015 |
65 |
0,20 |
0,357 |
||
|
60 |
Ślus. |
0,01 |
1,30 |
0,0077 |
130 |
0,10 |
0,178 |
||
18 |
10 |
WCC 30 |
0,02 |
1,30 |
0,015 |
65 |
0,30 |
0,316 |
||
|
20 |
SBB 75 |
0,14 |
1,30 |
0,107 |
9,3 |
0,15 |
2,207 |
||
|
30 |
TUD 60 |
0,15 |
1,30 |
0,115 |
8,7 |
0,30 |
2,359 |
||
|
40 |
FYC 26 |
0,21 |
1,30 |
0,161 |
6,2 |
0,20 |
3,311 |
||
|
50 |
TUD 60 |
0,18 |
1,30 |
0,138 |
7,2 |
0,30 |
2,851 |
||
|
60 |
Ślus. |
0,02 |
1,30 |
0,015 |
65 |
0,10 |
0,316 |
||
21 |
10 |
RNA 14 |
0,03 |
1,10 |
0,027 |
36,7 |
0,50 |
0,486 |
||
|
20 |
FNB 26 |
0,02 |
1,10 |
0,018 |
55 |
0,40 |
0,325 |
||
|
30 |
WS 15 |
0,03 |
1,10 |
0,027 |
36,7 |
0,50 |
0,486 |
||
|
40 |
Ślus. |
0,01 |
1,10 |
0,009 |
110 |
0,15 |
0,162 |
||
|
50 |
SWA 10 |
0,05 |
1,10 |
0,045 |
22 |
0,20 |
0,811 |
||
24 |
10 |
TUD 60 |
0,16 |
1,10 |
0,145 |
6,9 |
0,40 |
2,199 |
||
|
20 |
WS 15 |
0,15 |
1,30 |
0,136 |
8,7 |
0,40 |
1,754 |
||
|
30 |
FYC 26 |
0,17 |
1,10 |
0,154 |
6,5 |
0,30 |
2,334 |
||
|
40 |
WCC 30 |
0,18 |
1,10 |
0,163 |
6,1 |
0,20 |
2,487 |
||
|
50 |
FNB 26 |
0,03 |
1,10 |
0,027 |
36,7 |
0,40 |
0,413 |
||
|
60 |
WCC 30 |
0,15 |
1,30 |
0,136 |
8,7 |
0,30 |
1,754 |
||
Ustalenie ilości potrzebnych stanowisk roboczych.
Tabela 1.3
Symbol stanowiska Nr. detalu |
RH25 |
TUB40 |
WS15 |
FYC26 |
Ślus. |
WCC30 |
SBB75 |
TUD60 |
RNA14 |
FNB26 |
SWA10 |
16 |
|
|
|
|
|
|
|
|
|
|
|
18 |
|
|
|
|
|
|
|
|
|
|
|
21 |
|
|
|
|
|
|
|
|
|
|
|
24 |
|
|
|
|
|
|
|
|
|
|
|
|
0,536 |
2,817 |
2,775 |
6,537 |
0,656 |
4,557 |
2,207 |
7,409 |
0,486 |
0,738 |
0,811 |
LO |
1 |
3 |
3 |
7 |
1 |
5 |
3 |
8 |
1 |
1 |
1 |
1.4 Przydział detalooperacji do poszczególnych stanowisk roboczych
Tabela 1.4
Stan.robocze |
RH 25 |
TUB 40 |
WS 15 |
||||||
Nr. stanowiska Nr.wyrobu |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
16 |
|
|
|
|
|
|
|
|
|
18 |
|
|
|
|
|
|
|
|
|
21 |
|
|
|
|
|
|
|
|
|
24 |
|
|
|
|
|
|
|
|
|
|
0,536 |
0,939 |
0,939 |
0,939 |
0,178 |
0,802 |
0,877 |
0,877 |
|
|
0,3 |
0,4 |
0,4 |
0,4 |
0,4 |
0,8 |
0,4 |
0,4 |
|
X |
0,65 |
6,55 |
6,55 |
6,55 |
0,49 |
4,04 |
3,25 |
3,25 |
|
Stan.robocze |
FYC 26 |
||||||||
Nr. stanowiska Nr.wyrobu |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
|
16 |
|
|
|
|
|
|
|
|
|
18 |
|
|
|
|
|
|
|
|
|
21 |
|
|
|
|
|
|
|
|
|
24 |
|
|
|
|
|
|
|
|
|
|
0,892 |
0,828 |
0,828 |
0,828 |
0,828 |
0,778 |
0,778 |
0,778 |
|
|
0,2 |
0,2 |
0,2 |
0,2 |
0,2 |
0,3 |
0,3 |
0,3 |
|
X |
1,85 |
1,16 |
1,16 |
1,16 |
1,16 |
1,35 |
1,35 |
1,35 |
|
Stan.robocze |
Ślus. |
WCC 30 |
SBB 75 |
||||||
Nr. stanowiska Nr.wyrobu |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
16 |
|
|
|
|
|
|
|
|
|
18 |
|
|
|
|
|
|
|
|
|
21 |
|
|
|
|
|
|
|
|
|
24 |
|
|
|
|
|
|
|
|
|
|
0,656 |
0,829 |
0,829 |
0,829 |
0,877 |
0,877 |
0,736 |
0,736 |
0,736 |
|
0,55 |
0,2 |
0,2 |
0,2 |
0,3 |
0,3 |
0,15 |
0,15 |
0,15 |
X |
1,60 |
1,85 |
1,85 |
1,85 |
2,44 |
2,44 |
0,57 |
0,57 |
0,57 |
Stan.robocze |
TUD 60 |
|||||||||
Nr. stanowiska Nr.wyrobu |
26 |
27 |
28 |
29 |
30 |
31 |
32 |
33 |
34 |
35 |
16 |
|
|
|
|
|
|
|
|
|
|
18 |
|
|
|
|
|
|
|
|
|
|
21 |
|
|
|
|
|
|
|
|
|
|
24 |
|
|
|
|
|
|
|
|
|
|
|
0,786 |
0,786 |
0,786 |
0,713 |
0,713 |
0,713 |
0,713 |
0,733 |
0,733 |
0,733 |
|
0,3 |
0,3 |
0,3 |
0,3 |
0,3 |
0,3 |
0,3 |
0,4 |
0,4 |
0,4 |
X |
1,40 |
1,40 |
1,40 |
1,04 |
1,04 |
1,04 |
1,04 |
1,50 |
1,50 |
1,50 |
Stan.robocze |
RNA 14 |
FNB 26 |
SWA 10 |
Nr. stanowiska Nr.wyrobu |
36 |
37 |
38 |
16 |
|
|
|
18 |
|
|
|
21 |
|
|
|
24 |
|
|
|
|
0,486 |
0,738 |
0,811 |
|
0,5 |
0,3 |
0,3 |
X |
0,97 |
1,14 |
1,59 |
Uporządkowanie zbiorów detali
Tabela 1.5
Nr stanow Nr detalu |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
16 |
I |
I |
I |
I |
I |
|
|
|
I |
|
|
|
|
|
|
|
I |
|
|
|
|
|
|
|
|
|
|
|
|
|
18 |
|
|
|
|
|
I |
|
|
|
I |
I |
I |
I |
|
|
|
I |
|
|
|
|
|
I |
I |
I |
I |
I |
I |
I |
I |
21 |
|
|
|
|
|
I |
|
|
|
|
|
|
|
|
|
|
I |
|
|
|
|
|
|
|
|
|
|
|
|
|
24 |
|
|
|
|
|
|
I |
I |
|
|
|
|
|
I |
I |
I |
|
I |
I |
I |
I |
I |
|
|
|
|
|
|
|
|
Nr stanow Nr detalu |
31 |
32 |
33 |
34 |
35 |
36 |
37 |
38 |
16 |
|
|
|
|
|
|
|
|
18 |
I |
I |
|
|
|
|
|
|
21 |
|
|
|
|
|
I |
I |
I |
24 |
|
|
I |
I |
I |
|
I |
|
Tablica podobieństw technologicznych detali
Tabela 1.6
Nr. detalu
|
16 |
18 |
21 |
24 |
16
|
|
0,095 |
0,2 |
0 |
18
|
0,095 |
|
0,235 |
0 |
21
|
0,2 |
0,235 |
|
0,111 |
24
|
0 |
0 |
0,111 |
|
∑Wpti
|
0,295 |
0,330 |
0,546 |
0,111 |
Współczynnik podobieństwa technologicznego:
Lpti - liczba operacji wykonana na jednym stanowisku roboczym dla dwóch porównawczych detali.
Lcpti - całkowita liczba stanowisk porównawczych detali.

Uporządkowanie zbiorów stanowisk roboczych oraz wydzielenie komórek roboczych KP |
Tabela 1.7
Nr stan. Nr.detal. |
1 |
2 |
3 |
4 |
5 |
9 |
17 |
6 |
10 |
11 |
12 |
13 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
31 |
32 |
16 |
I |
I |
I |
I |
I |
I |
I |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18 |
|
|
|
|
|
|
I |
I |
I |
I |
I |
I |
I |
I |
I |
I |
I |
I |
I |
I |
I |
I |
21 |
|
|
|
|
|
|
I |
I |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
24 |
|
|
|
|
|
|
|
|
|
|
|
|
|
KP|1 |
|
|
|
|
|
|
||
Nr stan. Nr. detal. |
36 |
37 |
38 |
7 |
8 |
14 |
15 |
16 |
18 |
19 |
20 |
21 |
22 |
33 |
34 |
35 |
37 |
16 |
|
|
|
|
|
|
|
|
|
KP|1 |
|
|
|
|
|
||
18 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
21 |
I |
I |
I |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
24 |
|
|
|
I |
I |
I |
I |
I |
I |
I |
I |
I |
I |
I |
I |
I |
|
2. Projektowanie harmonogramów.
2.1 Określenie wielkości partii produkcyjnej dla wytypowanych wyrobów oraz wyznaczenie liczby partii transportowej Lpt.
Tabela 2.1
Nr. detalu |
Zg [szt/godz] |
Xp [godz.] |
S [szt.] |
g0 [kg] |
gp [kg] |
gw [kg] |
LPT [szt] |
pti [szt] |
Si [szt] |
16 |
23,2 |
8 |
185,6 |
3 |
556,8 |
200 |
3 |
61 |
183 |
18 |
20,5 |
|
164 |
3,5 |
574 |
|
3 |
54 |
162 |
21 |
17,8 |
|
142,4 |
4 |
569,6 |
|
3 |
47 |
141 |
S = Zg * Xp
gp = S * g0
gw - ładownośc środka transportowego
2.2 Wyznaczenie czasu wykonania detalooperacji na poszczególnych stanowiskach.
Tabela 2.2
Nr. Stanow. Nr. detalu |
1 |
2 |
3 |
4 |
5 |
6 |
5 |
17 |
6 |
16 |
|
|
|
|
|
|
|
|
|
18 |
|
|
|
|
|
|
|
|
|
21 |
|
|
|
|
|
|
|
|
|
Nr. Stanow. Nr. detalu |
23 |
24 |
25 |
26 |
27 |
28 |
10 |
11 |
12 |
16 |
|
|
|
|
|
|
|
|
|
18 |
|
|
|
|
|
|
|
|
|
21 |
|
|
|
|
|
|
|
|
|
Nr. Stanow. Nr. detalu |
13 |
29 |
30 |
31 |
32 |
17 |
36 |
37 |
6 |
16 |
|
|
|
|
|
|
|
|
|
18 |
|
|
|
|
|
|
|
|
|
21 |
|
|
|
|
|
|
|
|
|
Nr. Stanow. Nr. detalu |
17 |
38 |
16 |
|
|
18 |
|
|
21 |
|
|
2.3 Określenie czasu wykonywania wyrobu.
2.3.1 Szeregowy
![]()
Ot szer. 16 = 183 * (0,023 + 0,042 + 0,0077 + 0,038 +0,015 + 0,0077) = 24,4 godz.
Ot szer. 18 = 162 * (0,015 + 0,038 + 0,036 + 0,041 + 0,045 + 0,02) = 31,6 godz.
Ot szer. 21 = 141 * (0,03 + 0,02 + 0,03 + 0,01 + 0,05) = 19,7 godz.
Kolejność wprowadzania detali do produkcji: 18, 16, 21
2.3.2. Szeregowo - równoległy.
![]()
mniejszy

Kolejność wprowadzania detali do produkcji: 16, 18, 21
2.6. Współczynnik wydłużenia cyklu produkcyjnego
Wc.p.- współczynnik wydłużenie cyklu produkcyjnego
2.7. Uwagi i wnioski
W przypadku układu szeregowego mamy do czynienia z najdłuższym okresem technologicznym, najmniejsza liczbą operacji transportowych, dużym stopniem wykorzystania stanowisk roboczych i ciągłością produkcji. Jest to układ najłatwiejszy do organizacji i stosowany przy małej liczbie krótkich operacji i krótkich czasach trwania operacji technologicznej, przy małej wielkości partii i niskim zagospodarowaniu procesów produkcyjny. Układ szeregowo-równoległy znacznie skraca długość okresu technologicznego. W przypadku tego układu mamy do czynienia z kuzyn stopniem wykorzystania stanowisk roboczych i ciągłością produkcji, zwiększoną liczbą operacji transportowych. Układ ten stosowany jest w dużych programach produkcyjnych, produkcji seryjnej o długich i bardzo
19
Wyszukiwarka
Podobne podstrony:
Maczek Obrabiarki Projekt, Politechnika Lubelska, Studia, Studia, III rok Mech PL, Moje
pomiary ćw4+, Politechnika Lubelska, Studia, Studia, III rok Mech PL
Tomek Bodziuch Niezawodnosc, Politechnika Lubelska, Studia, Studia, III rok Mech PL, Moje
Funkcja niezawodnosci intenstwnosc uszkodzen i trwalosc, Politechnika Lubelska, Studia, Studia, III
TM III, Politechnika Lubelska, Studia, Studia, III rok Mech PL, Moje
Metoda Brinella, Politechnika Lubelska, Studia, Studia, III rok Mech PL
spaw.-zgrzewanie, Politechnika Lubelska, Studia, Studia, III rok Mech PL
organizacja produkcji, Politechnika Lubelska, Studia, Studia, III rok Mech PL, Moje
Sprawozdanie spajalnictwo 6, Politechnika Lubelska, Studia, Studia, III rok Mech PL
Spawanie met. TIG, Politechnika Lubelska, Studia, Studia, III rok Mech PL
zarządzanie-projekt, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, LAB
komputerowe wspomaganie projektowania, Politechnika Lubelska, Studia, Semestr 6, sem VI, Komputerowe
Mój proces, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, technologia
zarządzanie-projekt, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, LAB
Sprawko z sieci nr 9, Politechnika Lubelska, Studia, semestr 5, Semest V, od grzechu, mój trzeci rok
ENERGOELEKTRONIKA 3 - PROTOKÓŁ, Politechnika Lubelska, Studia, semestr 5, Semest V, od grzechu, mój
karta półfabrykatu, Politechnika Lubelska, Studia, Studia, technologia maszyn, mój projekt - technol
Karta technologiczna zbiorcza, Politechnika Lubelska, Studia, Studia, technologia maszyn, mój projek
więcej podobnych podstron