POLITECHNIKA LUBELSKA |
WYDZIAŁ MECHANICZNY |
Str. 1 |
|
PROCES TECHNOLOGICZNY
CZĘŚCI TYPU WAŁEK
NUMER RYSUNKU 1.0 |
|||
TECHNOLOG |
DATA |
SPRAWDZAJĄCY |
|
|
27.11.2012 |
|
|
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
PROCES TECHNOLOGICZNY - (spis dokumentacji) |
Str. 2 |
||||
Spis dokumentów procesu technologicznego: |
||||||
L.p.: |
Nazwa dokumentu: |
Strona dokumentu w procesie technologicznym: |
Ilość Stron: |
Nazwa części:
WAŁEK |
||
1 |
Karta tytułowa |
1 |
1 |
|
||
2 |
Karta procesu technologicznego - spis dokumentacji |
2 |
1 |
|
||
3 |
Karta półfabrykatu |
3 |
1 |
Założona wielkość produkcji (sztuk):
800 |
||
4 |
Karta technologiczna zbiorcza - (plan operacji) |
5 |
1 |
|
||
5 |
Instrukcja obróbki cieplnej |
6 |
1 |
|
||
6 |
Karty operacyjne |
5-11 |
7 |
|
||
7 |
Karta kontrolna |
12 |
1 |
|
||
8 |
Karta normowania czasu |
13 |
1 |
Proces zawiera stron:
14 |
||
9 |
Spis pomocy warsztatowych |
14 |
1 |
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
Technolog:
Katarzyna Sułek |
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA PÓŁFABRYKATU |
Str. 3 |
|||
|
NAZWA CZĘŚCI: |
Wałek |
|
||
|
L.p.: |
Rodzaj materiału, wymiary: |
|||
|
1 |
Nazwa materiału: |
Stal |
||
|
2 |
Gatunek materiału: |
45 |
||
|
3 |
Rodzaj półfabrykatu: |
Pręt stalowy |
||
|
4 |
Stan dostawy: |
Znormalizowany |
||
|
5 |
Twardość materiału półfabrykatu: |
24-28 |
||
|
6 |
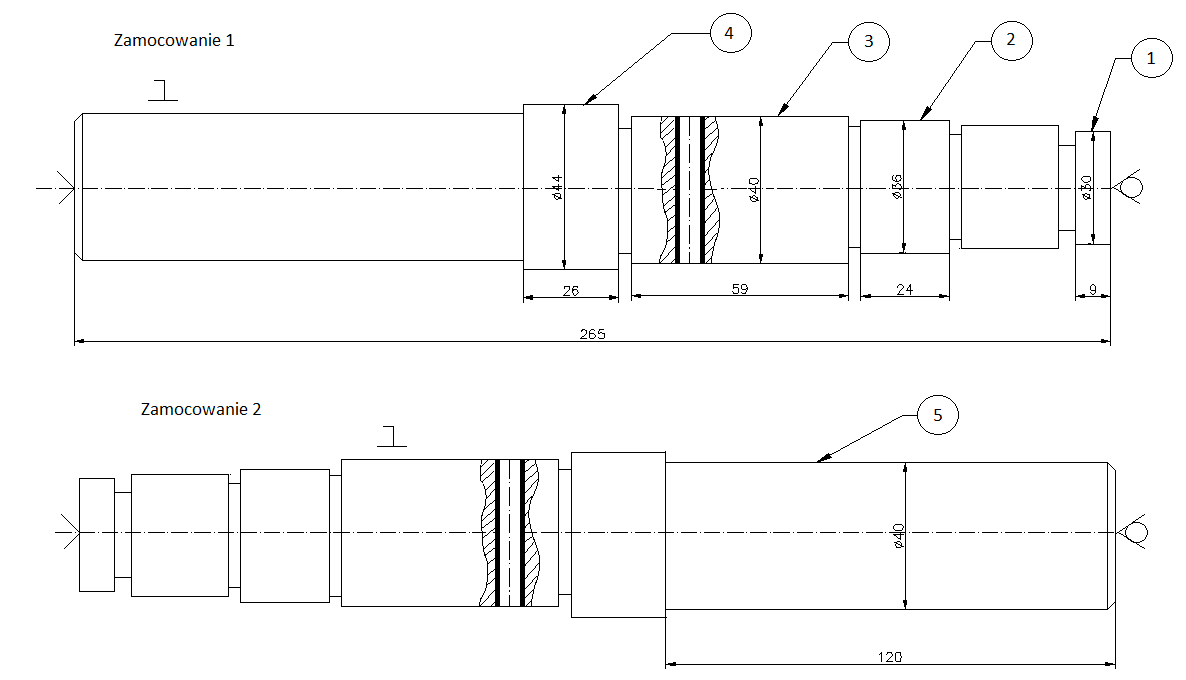
Wymiary gabarytowe części: |
265 x 44 |
||
|
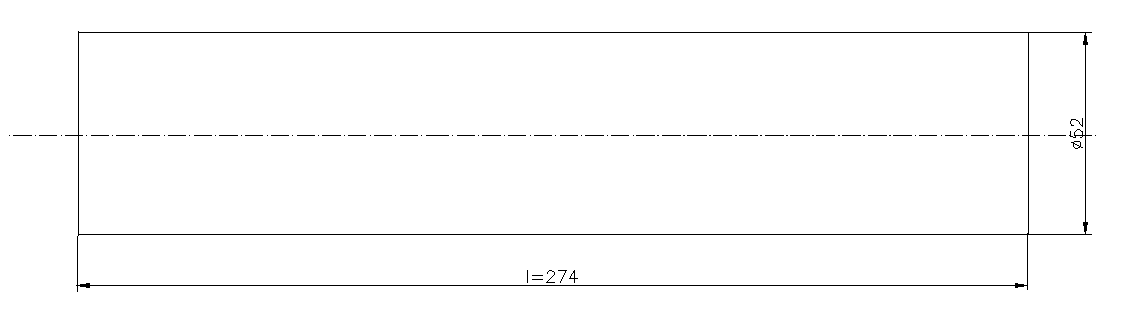
7 |
Wymiary półfabrykatu: |
φ52x8000 |
||
|
8 |
Materiał bez cięcia: |
φ52x273 |
||
|
9 |
Materiał z naddatkiem na cięcie: |
φ36x280 |
||
|
10 |
Ilość części z półfabrykatu: |
27 |
||
|
11 |
Naddatek na uchwycenie przy cięciu: |
|
||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA TECHNOLOGICZNA ZBIORCZA (PLAN OPERACJI) |
Str. 4 |
||||
Numer operacji |
Nazwa operacji |
Stanowisko |
Norma czasu w godz. |
|||
|
|
Nazwa |
Symbol |
Tj |
Tpz |
|
10 |
CIĘCIE |
PIŁA TARCZOWA |
CS 315 L |
0,73 |
6 |
|
|
|
|
|
|
|
|
20 |
ULEPSZANIE CIEPLNE |
PIEC KOMOROWY |
IZO 2.0 |
|
|
|
|
|
|
|
|
|
|
30 |
PLANOWANIE CZÓŁ I WYKONANIE NAKIEŁKÓW |
TOKARKA |
TUB-32 |
|
|
|
|
|
|
|
|
|
|
40 |
TOCZENIE ZGRUBNE |
TOKARKA |
TUB-32 |
|
|
|
|
|
|
|
|
|
|
50 |
TOCZENIE KSZTAŁTUJĄCE |
TOKARKA |
TUB-32 |
|
|
|
|
|
|
|
|
|
|
60 |
WIERCENIE OTWORU POPRZECZNEGO |
WIERTARKA |
WKA-25 |
|
|
|
|
|
|
|
|
|
|
70 |
SZLIFOWANIE |
SZLIFIERKA DO WAŁKÓW |
SWA-10a |
|
|
|
|
|
|
|
|
|
|
80 |
KONTROLA JAKOŚCI |
|
|
|
|
|
POLITECHNIKA LUBELSKA |
KARTA OPERACYJNA
|
Str. 5 |
|||||||||||||||||||||||||
|
Stanowisko |
Symbol |
Nazwa operacji |
Nr operacji |
|||||||||||||||||||||||
|
Piła tarczowa |
CS 315 L |
Cięcie |
10 |
|||||||||||||||||||||||
|
Nr |
Nazwa zabiegu |
Wyposażenie |
||||||||||||||||||||||||
|
|
|
Przyrządy |
Narzędzia |
Sprawdziany |
||||||||||||||||||||||
|
1. |
Ciąć φ52 na l=274 |
Imadło PJMP-100 |
NPFE 630/6 NWV1 |
Suwmiarka MJA 400 |
||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||
Nr zabiegu |
1. |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
Głębokość |
52 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
Ilość przejść |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
V [m/min] |
20 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
n[obr/min] n[2h/min] |
122 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
p[mm/…] |
0,7 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
Chłodziwo |
Emulsja |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|||||||||||||||||||||||||||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
INSTRUKCJA OBRÓBKI CIEPLNEJ |
Nr operacji |
Str. 6 |
||||||||||||||||||||||||
|
NAZWA OPERACJI |
ULEPSZANIE CIEPLNE |
20 |
|
|||||||||||||||||||||||
|
NAZWA CZĘŚCI |
WAŁEK |
Urządzenie |
||||||||||||||||||||||||
|
GATUNEK MATERIAŁU |
45 |
Nazwa |
Symbol |
|||||||||||||||||||||||
|
STAN DOSTAWY |
NORMALIZOWANY |
Piec komorowy oporowy |
IZO-2.O |
|||||||||||||||||||||||
|
TWARDOŚĆ |
POWIERZCHNI |
HRC =28 |
Dodatkowe informacje |
|||||||||||||||||||||||
|
|
RDZENIA |
HRC=24 |
Wielkość komory pieca: 250x400x250 mm
Moc/napięcie: 6kW / 400V |
|||||||||||||||||||||||
|
Grubość warstwy utwardzonej [mm] |
|
|
||||||||||||||||||||||||
|
Warunki wymagane przy obróbce cieplnej (dodatkowe) |
|
|
||||||||||||||||||||||||
Parametry obróbki cieplnej |
|||||||||||||||||||||||||||
Lp. |
Czynności |
Grzanie |
Chłodzenie |
Twardość |
|||||||||||||||||||||||
|
|
Temp. ładowania |
Czas podgrzewania |
Temp. grzania |
Czas grzania |
Ośrodek |
Temp. |
Czas |
HRC |
HB |
HV |
||||||||||||||||
1. |
Hartowanie |
820 - 860 [°C] |
35 min |
850 [°C] |
25 min |
Olej |
18 [°C] |
35 min |
|
|
|
||||||||||||||||
2. |
Odpuszczanie |
550 - 660 [°C] |
18 min |
520 [°C] |
30 min |
Olej |
18 [°C] |
20 min |
24-28 |
|
|
||||||||||||||||
3. |
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
4. |
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
POLITECHNIKA LUBELSKA |
KARTA OPERACYJNA
|
Str. 7 |
||||||||||||||||
|
Stanowisko |
Symbol |
Nazwa operacji |
Nr operacji |
||||||||||||||
|
Tokarka |
TUB-32 |
Planowanie czół i wykonanie nakiełków |
30 |
||||||||||||||
|
Nr |
Nazwa zabiegu |
Wyposażenie |
|||||||||||||||
|
|
|
Przyrządy |
Narzędzia |
Sprawdziany |
|||||||||||||
|
1. |
Toczyć powierzchnię czołową zgrubnie zachowując wymiar 270 |
Uchwyt samocentrujący trójszczękowy PUTm200
Uchwyt centrujący do nawiertaka PTRa
Zderzak |
Nóż boczny wygięty prawy NNBc 4023 S20
Nóż czołowy prawy NNBk 2525-S20
Nawiertak NWRd 3,15 |
Suwmiarka MAUb 150 |
|||||||||||||
|
2. |
Toczyć powierzchnię czołową kształtująco zachowując wymiar 269 |
|
|
|
|||||||||||||
|
3. |
Nawiercać nakiełek typu B3,15 na długości 8 |
|
|
|
|||||||||||||
|
4. |
Toczyć zgrubnie φ42 na długości 140 |
|
|
|
|||||||||||||
|
5. |
Toczyć powierzchnię czołową zgrubnie zachowując wymiar 267 |
|
|
|
|||||||||||||
|
6. |
Toczyć powierzchnię czołową kształtująco zachowując wymiar 265 |
|
|
|
|||||||||||||
|
7. |
Nawiercać nakiełek typu B3,15 na długości 8 |
|
|
|
|||||||||||||
Nr zabiegu |
1. |
2. |
3. |
4. |
5. |
6. |
7. |
|
|
|
|
|
|
|
||||
Głębokość |
3 |
1 |
8 |
8 |
3 |
2 |
8 |
|
|
|
|
|
|
|
||||
Ilość przejść |
1 |
1 |
2 |
2 |
1 |
1 |
2 |
|
|
|
|
|
|
|
||||
V [m/min] |
140 |
55 |
10 |
140 |
140 |
55 |
10 |
|
|
|
|
|
|
|
||||
n[obr/min] n[2h/min] |
857 |
417 |
75 |
1061 |
891 |
350 |
75 |
|
|
|
|
|
|
|
||||
p[mm/…] |
0,7 |
0,7 |
0,1 |
0,7 |
0,7 |
0,7 |
0,1 |
|
|
|
|
|
|
|
||||
Chłodziwo |
Emulsja |
|
|
|
|
|
|
|
||||||||||
|
||||||||||||||||||
POLITECHNIKA LUBELSKA |
KARTA OPERACYJNA
|
Str. 8 |
||||||||||||||||
|
Stanowisko |
Symbol |
Nazwa operacji |
Nr operacji |
||||||||||||||
|
Tokarka |
TUB-32 |
Toczenie zgrubne |
40 |
||||||||||||||
|
Nr |
Nazwa zabiegu |
Wyposażenie |
|||||||||||||||
|
|
|
Przyrządy |
Narzędzia |
Sprawdziany |
|||||||||||||
|
1. |
Toczyć zgrubnie φ 45,9 na dł. 145 |
Zabierak PZTa-50 Kieł obrotowy PZKk-3 Kieł stały PZKb-3 |
Nóż boczny odsadzony prawy NNBe 2020 S20
Nóż przecinak |
Suwmiarka MAUb 150 |
|||||||||||||
|
2. |
Toczyć zgrubnie φ 41,9 na dł. 119 |
|
|
|
|||||||||||||
|
3. |
Toczyć zgrubnie φ 37,9 na dł. 60 |
|
|
|
|||||||||||||
|
4. |
Toczyć zgrubnie φ 33,9 na dł. 36 |
|
|
|
|||||||||||||
|
5. |
Toczyć zgrubnie φ 31,9 na dł. 9 |
|
|
|
|||||||||||||
|
6. |
Toczyć kształtująco φ41,9 na dł. 120 |
|
|
|
|||||||||||||
|
7. |
Wykonać fazkę 2/45 na φ32 |
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
Nr zabiegu |
1. |
2. |
3. |
4. |
5. |
6. |
7. |
|
|
|
|
|
|
|
||||
Głębokość |
4,1 |
4,0 |
4,0 |
6,0 |
2,0 |
8,1 |
2,0 |
|
|
|
|
|
|
|
||||
Ilość przejść |
2 |
1 |
1 |
2 |
1 |
2 |
1 |
|
|
|
|
|
|
|
||||
V [m/min] |
160 |
160 |
160 |
160 |
160 |
150 |
160 |
|
|
|
|
|
|
|
||||
n[obr/min]
|
1019 |
1110 |
1213 |
1544 |
1592 |
1137 |
1592 |
|
|
|
|
|
|
|
||||
p[mm/…] |
0,5 |
0,5 |
0,5 |
0,6 |
0,4 |
0,6 |
0,4 |
|
|
|
|
|
|
|
||||
Chłodziwo |
Emulsja |
|
|
|
|
|
|
|
||||||||||
|
||||||||||||||||||
POLITECHNIKA LUBELSKA |
KARTA OPERACYJNA
|
Str. 9 |
|||||||||||||||||
|
Stanowisko |
Symbol |
Nazwa operacji |
Nr operacji |
|||||||||||||||
|
Tokarka wielonożowa |
TWB-32 |
Toczenie kształtujące |
50 |
|||||||||||||||
|
Nr |
Nazwa zabiegu |
Wyposażenie |
||||||||||||||||
|
|
|
Przyrządy |
Narzędzia |
Sprawdziany |
||||||||||||||
|
1. |
Toczyć kształtująco φ44,4 na dł. 145 |
Kieł obrotowy PZKk-3
Zabierak PZTa-50 |
NNZa 1616 S20
NNBe 1010 S20
NNPa 1208 S20
NNPa 1610 S20
|
Suwmiarka MAUb 150 |
||||||||||||||
|
2. |
Toczyć kształtująco φ40,4 na dł. 119 |
|
|
|
||||||||||||||
|
3. |
Toczyć kształtująco φ36,4 na dł. 60 |
|
|
|
||||||||||||||
|
4. |
Toczyć kształtująco φ32 na dł. 36 |
|
|
|
||||||||||||||
|
5. |
Toczyć kształtująco φ30,4 na dł. 9 |
|
|
|
||||||||||||||
|
6. |
Toczyć podcięcie 3×0,1×φ43 |
|
|
|
||||||||||||||
|
7. |
Toczyć podcięcie 3×0,1× φ36 |
|
|
|
||||||||||||||
|
8. |
Toczyć podcięcie 3×0,1× φ32 |
|
|
|
||||||||||||||
|
9. |
Toczyć podcięcie 3×0,1× φ28 |
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
Nr zabiegu |
1. |
2. |
3. |
4. |
5. |
6. |
7. |
8. |
9. |
|
|
|
|
|
|
||||
Głębokość |
1,5 |
1,5 |
1,5 |
1,5 |
1,5 |
0,1 |
0,1 |
0,1 |
0,1 |
|
|
|
|
|
|
||||
Ilość przejść |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
|
|
|
|
|
|
||||
V [m/min] |
180 |
180 |
180 |
180 |
180 |
250 |
250 |
250 |
250 |
|
|
|
|
|
|
||||
n[obr/min]
|
1246 |
1364 |
1508 |
1686 |
1364 |
1851 |
2211 |
2488 |
2734 |
|
|
|
|
|
|
||||
p[mm/obr] |
0,2 |
0,2 |
0,2 |
0,2 |
0,2 |
0,05 |
0,05 |
0,05 |
0,05 |
|
|
|
|
|
|
||||
Chłodziwo |
Emulsja |
|
|
|
|
|
|
||||||||||||
|
|||||||||||||||||||
POLITECHNIKA LUBELSKA |
KARTA OPERACYJNA
|
Str. 10 |
||||||||||||||||||||
φ6 H7 |
+0.012 |
|
Stanowisko |
Symbol |
Nazwa operacji |
Nr operacji |
||||||||||||||||
|
-0.000 |
|
Wiertarka |
WKA-25 |
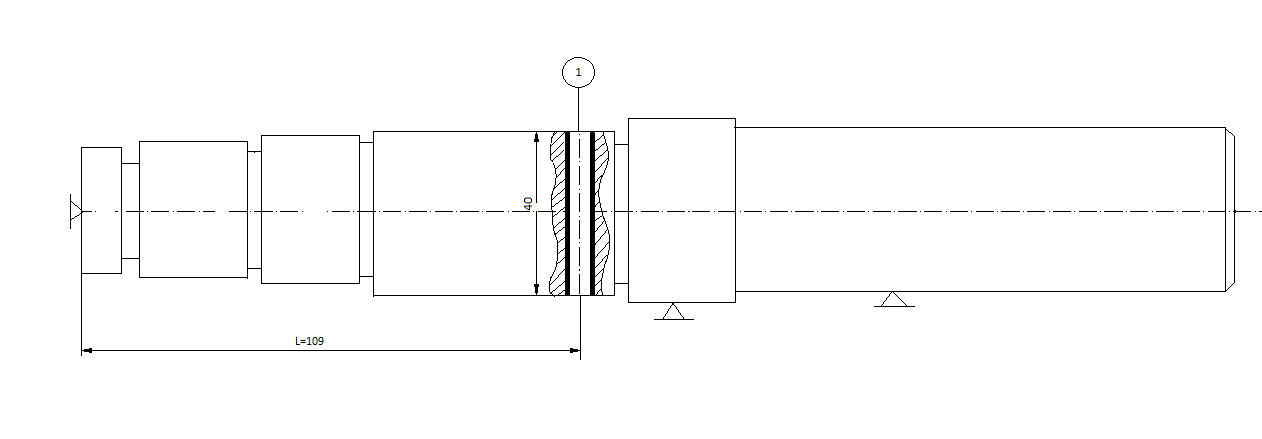
Wiercenie otworu poprzecznego |
60 |
||||||||||||||||
|
|
|
|
|
||||||||||||||||||
|
Nr |
Nazwa zabiegu |
Wyposażenie |
|||||||||||||||||||
|
|
|
Przyrządy |
Narzędzia |
Sprawdziany |
|||||||||||||||||
|
1. |
Wiercić otwór przelotowy φ5 na dł. L=109 |
Imadło maszynowe PJPt-100 |
Wiertło kręte NWKa φ5×52×86
Rozwiertak zdzierak φ5,5 NRTa DIN 208 A
Rozwiertak wykańczak NRTc DIN 208 A HSS φ6×138 |
Suwmiarka MAUb 150 Mikrometr do otworów MMSa 25 |
|||||||||||||||||
|
2. |
Rozwiercać zgrubnie φ5,5 na dł. 109 |
|
|
|
|||||||||||||||||
|
3. |
Rozwiercać wykańczająco φ6 otwór na dł. L=109 |
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|||||||||||||||||
Nr zabiegu |
1. |
2. |
3. |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
Głębokość |
5 |
0,5 |
0,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
Ilość przejść |
1 |
1 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
V [m/min] |
25 |
25 |
25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
n[obr/min] n[2h/min] |
1035 |
796 |
796 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
p[mm/…] |
0,25 |
0,6 |
0,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
POLITECHNIKA LUBELSKA |
KARTA OPERACYJNA
|
Str.11 |
|||||||||||||||||||||||||||
φ30 f7 |
-0.020 -0.041 |
|
Stanowisko |
Symbol |
Nazwa operacji |
Nr operacji |
|||||||||||||||||||||||
φ36 f7 |
-0.025 -0.041 |
|
Szlifierka do wałków |
SWA-10a |
Szlifowanie |
70 |
|||||||||||||||||||||||
φ40 f7 |
-0.030 -0.060 |
|
|
|
|
|
|||||||||||||||||||||||
φ44 h7 |
0.000 -0.025 |
|
|
|
|
|
|||||||||||||||||||||||
|
-0.050 -0.089 |
|
Nr |
Nazwa zabiegu |
Wyposażenie |
||||||||||||||||||||||||
|
|
|
Przyrządy |
Narzędzia |
Sprawdziany |
||||||||||||||||||||||||
|
1. |
Szlifować φ30 f7 na długość l=9 |
Kieł stały PZKb3
Kieł obrotowy PZMb3
Zabierak PZTa-50 |
Ściernica tarczowa NSAa50x10 |
Sprawdziany szczękowe MSLb 27-33 MSLb 33-45 |
||||||||||||||||||||||||
|
2. |
Szlifować φ36 f7 na długość l=24 |
|
|
|
||||||||||||||||||||||||
|
3. |
Szlifować φ40 f7 na długość l=59 |
|
|
|
||||||||||||||||||||||||
|
4. |
Szlifować φ44 h7 na długość l=26 |
|
|
|
||||||||||||||||||||||||
|
5. |
Szlifować φ40 e8 na długość l=120 |
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
Nr zabiegu |
1. |
2. |
3. |
4. |
5. |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
Głębokość |
0,4 |
0,4 |
0,4 |
0,4 |
0,4 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
Ilość przejść |
1 |
1 |
1 |
1 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
V [m/min] |
9 |
9 |
9 |
9 |
9 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
n[obr/min] n[2h/min] |
63 |
63 |
63 |
63 |
63 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
p[mm/…] |
0,03 |
0,03 |
0,03 |
0,03 |
0,03 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|||||||||||||||||||||||||||||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA KONTROLNA |
Str. |
|||||||||||||||||||||||||||
|
MATERIAŁ |
45 |
NUMER OPERACJI |
90 |
12 |
||||||||||||||||||||||||
|
Lp. |
Nazwa czynności kontrolnej |
Narzędzia pomiarowe |
% spr pow. |
|||||||||||||||||||||||||
|
|
|
Nazwa |
Symbol |
|
||||||||||||||||||||||||
|
1. |
Sprawdzić otwór Φ6H7
|
MDAh 4-9,5 |
Φ6H7 |
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
KARTA NORMOWANIA CZASU |
Str. 13 |
|||||||
|
Operacja nr |
10 |
Wg strony dokumentacji |
5 |
|
||||
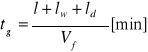
ld- droga dobiegu = 3 mm lw- droga wybiegu = 3 mm l= 52 mm vf = 2400 vc=20 [m/min] fZ = 6 [mm/ząb] Zt = 3,5 vf = vc ⋅fz ⋅Zt
|
Nazwa operacji (zabiegu) |
Rodzaj czasu |
Czas |
||||||
|
|
|
Symbol |
[min] |
|||||
|
Cięcie
|
Główny |
tg |
0,24 |
|||||
|
|
Pomocniczy |
tp |
0,41 |
|||||
|
|
Wykonania tw= tg+ tp |
tu |
0,65 |
|||||
|
CS 315 L |
Uzupełniający tu=12% tw |
tw |
0,08 |
|||||
|
|
Jednostkowy tj= tw+ tu |
tj |
0,73 |
|||||
|
Wielkość partii n=800
|
Przygotowawczo-zakończeniowy
|
tpz |
6 |
|||||
|
|
Norma czasu na partię N=tpz+n *tj |
N |
590 |
|||||
POLITECHNIKA LUBELSKA |
SPIS POMOCY WARSZTATOWYCH |
Str. |
|||||||
|
|
14 |
|||||||
NARZĘDZIA SKRAWAJĄCE |
NARZĘDZIA POMIAROWE |
PRZYRZĄDY I UCHWYTY |
|||||||
NAZWA |
SYMBOL |
NUMER OPERACJI |
NAZWA |
SYMBOL |
NUMER OPERACJI |
NAZWA |
SYMBOL |
NUMER OPERACJI |
|
Piła tarczowa |
NPFE 630/6 NWV1 |
10 |
Suwmiarka |
MJA 400 |
10 |
Imadło maszynowe |
Imadło PJMP-100 |
10, 60 |
|
Nóż boczny wygięty prawy |
NNBc 4023 S20
|
30 |
Suwmiarka MAUb |
150 |
30, 40, 50, 60 |
Uchwyt samocentrujący trójszczękowy |
PUTm200 |
30 |
|
Nóż czołowy prawy |
NNBk 2525-S20 |
30 |
Mikrometr do otworów |
MMSa 25 |
60 |
Uchwyt centrujący do nawiertaka |
PTRa |
30 |
|
Nawiertak |
NWRd 3,15 |
30 |
Sprawdziany szczękowy |
MSLb 27-33
|
70 |
Zabierak |
PZTa-50 |
40, 50, 70 |
|
Nóż boczny odsadzony |
NNBe 2020 S20
|
40 |
Sprawdziany szczękowy |
MSLb 33-45 |
70 |
Kieł obrotowy |
PZKk-3 |
40, 50 |
|
Nóż przecinak |
NNPa 1212 S20 |
40 |
Średnicówka czujnikowa |
MDAh 4-9,5 |
90 |
Kieł stały |
PZKb-3 |
40,70 |
|
Nóż tokarski prosty |
NNZa 1616 S20 |
50 |
|
|
|
Kieł obrotowy |
PZMb3 |
70 |
|
Nóż boczny odsadzony |
NNBe 1010 S20 |
50 |
|
|
|
|
|
|
|
Nóż przecinak |
NNPa 1208 S20 |
50 |
|
|
|
|
|
|
|
Nóż przecinak |
NNPa 1610 S20 |
50 |
|
|
|
|
|
|
|
Wiertło kręte |
NWKa φ5×52×86 |
60 |
|
|
|
|
|
|
|
Rozwiertak zdzierak |
NRTa φ5,5 |
60 |
|
|
|
|
|
|
|
Rozwiertak wykańczak |
NRTc φ6×138 |
60 |
|
|
|
|
|
|
|
Ściernica tarczowa |
NSAa50x10 |
70 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Wyszukiwarka
Podobne podstrony:
Dokumenty procesu, Dokumenty - technik mechatronik
Projekt Dokumentacja Techniczna
Proces wałka do Wiecha, Zarządzanie i Inżynieria Produkcji Politechnika Lubleska, podstawy technolog
Dobór naddatków i program obróbki wałka wielostopniowego, Projektowanie procesów technologicznych
Wybór wałka rozrządu, Dokumenty techniczne
Czop wałka, sem II, Rysunek Techniczny - Projekt, Rysunek Techniczny - Projekt (oce)
Przykładowe obliczenia czasów wykonania operacji technologicznych w procesie produkcyjnym wałka stop
Rozporządzenie Ministra Infrastruktury w sprawie szczegółowego zakresu i formy dokumentacji projekto
Rozporządzenie w sprawie szczegółowego zakresu i formy dokumentacji projektowej, specyfikacji techni
20 Rysunkowa dokumentacja techniczna
09 Posługiwanie się dokumentacją techniczną (2)
Dokumentacja techniczna
Instalacje budowlane Projekt Opis techniczny
05 Posługiwanie się dokumentacją techniczną (2)
więcej podobnych podstron