M Feld TBM484
484
11. Projektowanie procesu technologicznego części klasy korpus
7. W korpusach mających więcej niż jedną oś z zasadniczymi otworami, stopniowanie średnic powinno być w jednym kierunku, co umożliwi obróbkę współosiowych otworów równoległych przy jednym położeniu korpusu (rys. 11.5a). Otwory przedstawione na rys. 11.5b zmuszają do zmiany pozycji przedmiotu obrabianego.
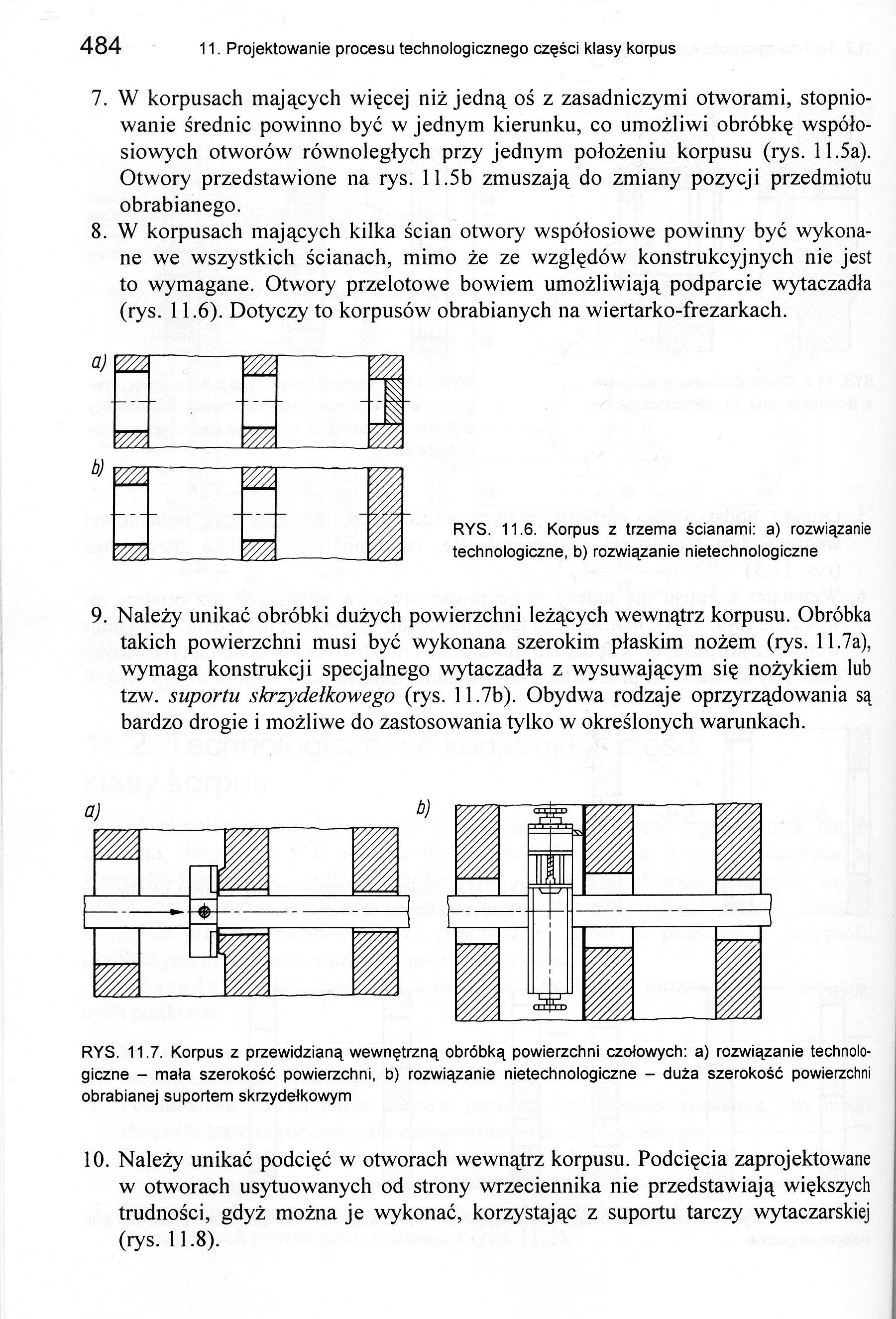
8. W korpusach mających kilka ścian otwory współosiowe powinny być wykonane we wszystkich ścianach, mimo że ze względów konstrukcyjnych nie jest to wymagane. Otwory przelotowe bowiem umożliwiają podparcie wytaczadła (rys. 11.6). Dotyczy to korpusów obrabianych na wiertarko-frezarkach.
RYS. 11.6. Korpus z trzema ścianami: a) rozwiązanie technologiczne, b) rozwiązanie nietechnologiczne
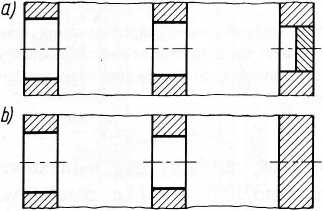
9. Należy unikać obróbki dużych powierzchni leżących wewnątrz korpusu. Obróbka takich powierzchni musi być wykonana szerokim płaskim nożem (rys. 11.7a), wymaga konstrukcji specjalnego wytaczadła z wysuwającym się nożykiem lub tzw. suportu skrzydełkowego (rys. 11,7b). Obydwa rodzaje oprzyrządowania są bardzo drogie i możliwe do zastosowania tylko w określonych warunkach.
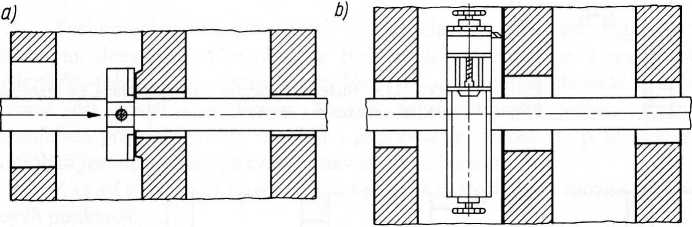
RYS. 11.7. Korpus z przewidzianą wewnętrzną obróbką powierzchni czołowych: a) rozwiązanie technologiczne - mała szerokość powierzchni, b) rozwiązanie nietechnologiczne - duża szerokość powierzchni obrabianej suportem skrzydełkowym
10. Należy unikać podcięć w otworach wewnątrz korpusu. Podcięcia zaprojektowane w otworach usytuowanych od strony wrzeciennika nie przedstawiają większych trudności, gdyż można je wykonać, korzystając z suportu tarczy wytaczarskiej (rys. 11.8).
Wyszukiwarka
Podobne podstrony:
M Feld TBM482 482 11. Projektowanie procesu technologicznego części klasy korpus Ra20/tia10/ RaS/Ra^
M Feld TBM488 488 11. Projektowanie procesu technologicznego części klasy korpus11.5.1. Ramowy proce
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM492 492 11. Projektowanie procesu technologicznego części klasy korpus odprężające. Trasow
M Feld TBM494 494 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.18. Głowica
M Feld TBM496 496 11. Projektowanie procesu technologicznego części klasy korpus ś
M Feld TBM498 498 11. Projektowanie procesu technologicznego części klasy korpus Szlifowanie jako ob
M Feld TBM500 500 11. Projektowanie procesu technologicznego części klasy korpus wysokich dokładnośc
M Feld TBM502 502 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.33. Rozwiąz
M Feld TBM506 506 11. Projektowanie procesu technologicznego części klasy korpus Skrobanie jest obró
M Feld TBM508 508 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.42. Wytacza
M Feld TBM510 510 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.46. Zderzak
M Feld TBM512 512 11. Projektowanie procesu technologicznego części klasy korpus ny mogą być dwie lu
M Feld TBM514 514 11. Projektowanie procesu technologicznego części klasy korpus wierzchnie można ob
M Feld TBM516 516 11. Projektowanie procesu technologicznego części klasy korpus11.7.1. Obróbka częś
M Feld TBM522 522 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.65. Obróbka
M Feld TBM530 530 11. Projektowanie procesu technologicznego części klasy korpus11.8.2. Proces techn
M Feld TBM540 540 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.78 (cd.)
M Feld TBM486 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.9. Korpus maty4
więcej podobnych podstron