M Feld TBM522
522

11. Projektowanie procesu technologicznego części klasy korpus

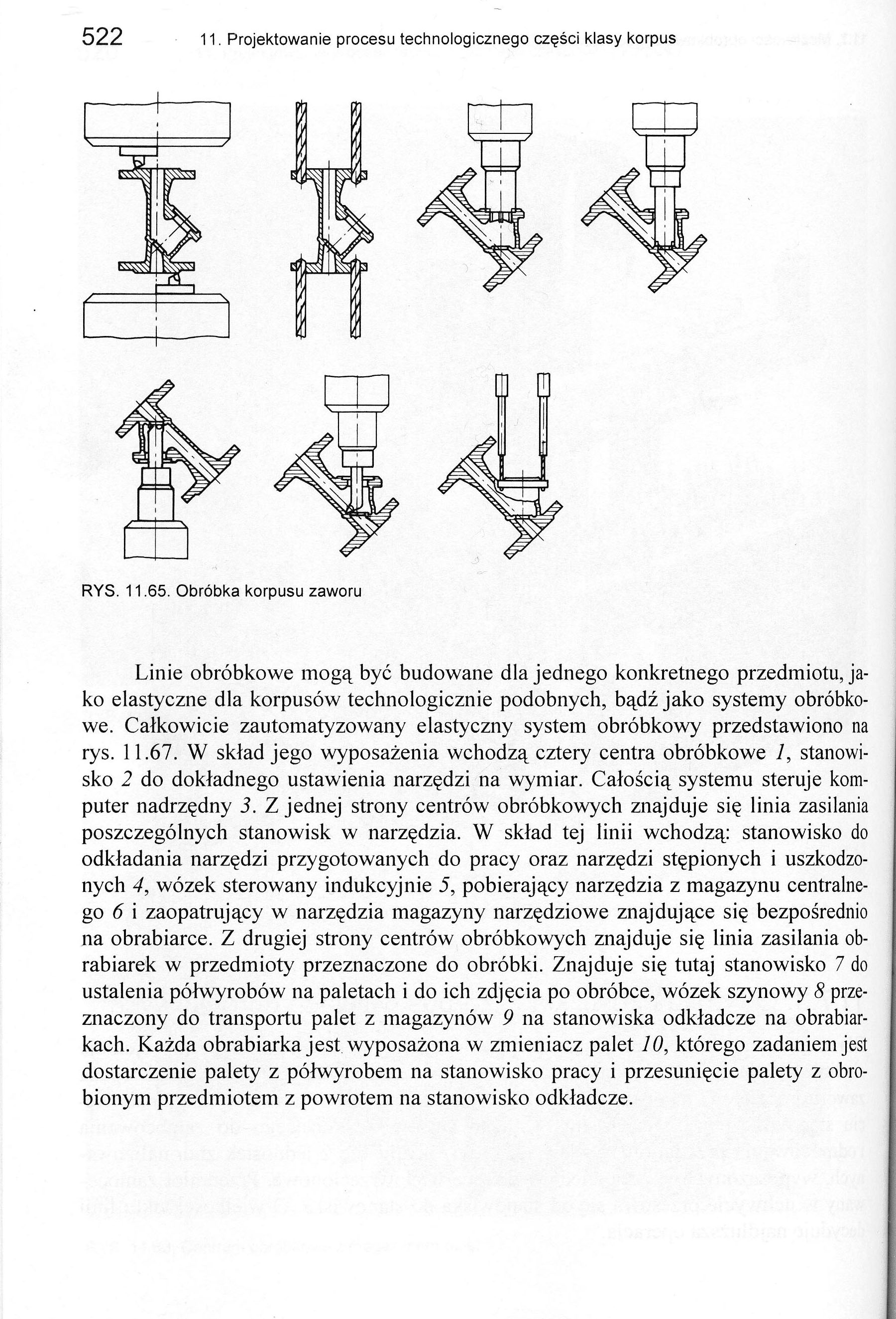
RYS. 11.65. Obróbka korpusu zaworu
Linie obróbkowe mogą być budowane dla jednego konkretnego przedmiotu, jako elastyczne dla korpusów technologicznie podobnych, bądź jako systemy obróbkowe. Całkowicie zautomatyzowany elastyczny system obróbkowy przedstawiono na rys. 11.67. W skład jego wyposażenia wchodzą cztery centra obróbkowe 1, stanowisko 2 do dokładnego ustawienia narzędzi na wymiar. Całością systemu steruje komputer nadrzędny 3. Z jednej strony centrów obróbkowych znajduje się linia zasilania poszczególnych stanowisk w narzędzia. W skład tej linii wchodzą: stanowisko do odkładania narzędzi przygotowanych do pracy oraz narzędzi stępionych i uszkodzonych 4, wózek sterowany indukcyjnie 5, pobierający narzędzia z magazynu centralnego 6 i zaopatrujący w narzędzia magazyny narzędziowe znajdujące się bezpośrednio na obrabiarce. Z drugiej strony centrów obróbkowych znajduje się linia zasilania obrabiarek w przedmioty przeznaczone do obróbki. Znajduje się tutaj stanowisko 7 do ustalenia półwyrobów na paletach i do ich zdjęcia po obróbce, wózek szynowy 8 przeznaczony do transportu palet z magazynów 9 na stanowiska odkładcze na obrabiarkach. Każda obrabiarka jest wyposażona w zmieniacz palet 10, którego zadaniem jest dostarczenie palety z półwyrobem na stanowisko pracy i przesunięcie palety z obrobionym przedmiotem z powrotem na stanowisko odkładcze.
Wyszukiwarka
Podobne podstrony:
M Feld TBM464 464 10. Projektowanie procesu technologicznego części klasy dźwignia RYS. 10.21. Obrób
M Feld TBM474 474 10. Projektowanie procesu technologicznego części klasy dźwignia
M Feld TBM482 482 11. Projektowanie procesu technologicznego części klasy korpus Ra20/tia10/ RaS/Ra^
M Feld TBM484 484 11. Projektowanie procesu technologicznego części klasy korpus 7. &nbs
M Feld TBM486 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.9. Korpus maty4
M Feld TBM488 488 11. Projektowanie procesu technologicznego części klasy korpus11.5.1. Ramowy proce
M Feld TBM490 490 11. Projektowanie procesu technologicznego części klasy korpus Korpus przedstawion
M Feld TBM492 492 11. Projektowanie procesu technologicznego części klasy korpus odprężające. Trasow
M Feld TBM494 494 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.18. Głowica
M Feld TBM496 496 11. Projektowanie procesu technologicznego części klasy korpus ś
M Feld TBM498 498 11. Projektowanie procesu technologicznego części klasy korpus Szlifowanie jako ob
M Feld TBM500 500 11. Projektowanie procesu technologicznego części klasy korpus wysokich dokładnośc
M Feld TBM502 502 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.33. Rozwiąz
M Feld TBM506 506 11. Projektowanie procesu technologicznego części klasy korpus Skrobanie jest obró
M Feld TBM508 508 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.42. Wytacza
M Feld TBM510 510 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.46. Zderzak
M Feld TBM512 512 11. Projektowanie procesu technologicznego części klasy korpus ny mogą być dwie lu
M Feld TBM514 514 11. Projektowanie procesu technologicznego części klasy korpus wierzchnie można ob
M Feld TBM516 516 11. Projektowanie procesu technologicznego części klasy korpus11.7.1. Obróbka częś
więcej podobnych podstron