M Feld TBM631
631
13.7. Kształtowanie zębów kół zębatych walcowych
Szlifowanie obwiedniowe może być realizowane jedną ściernicą mającą zarys zęba zębatki (rys. 13.80a), dwoma ściernicami, które w złożeniu dają również ząb zębatki (rys. 13.80b), i ściernicą ślimakową (rys. 13.80c), która podobnie jak frez ślimakowy w przekroju prostopadłym do linii zwoju daje ząb zębatki.
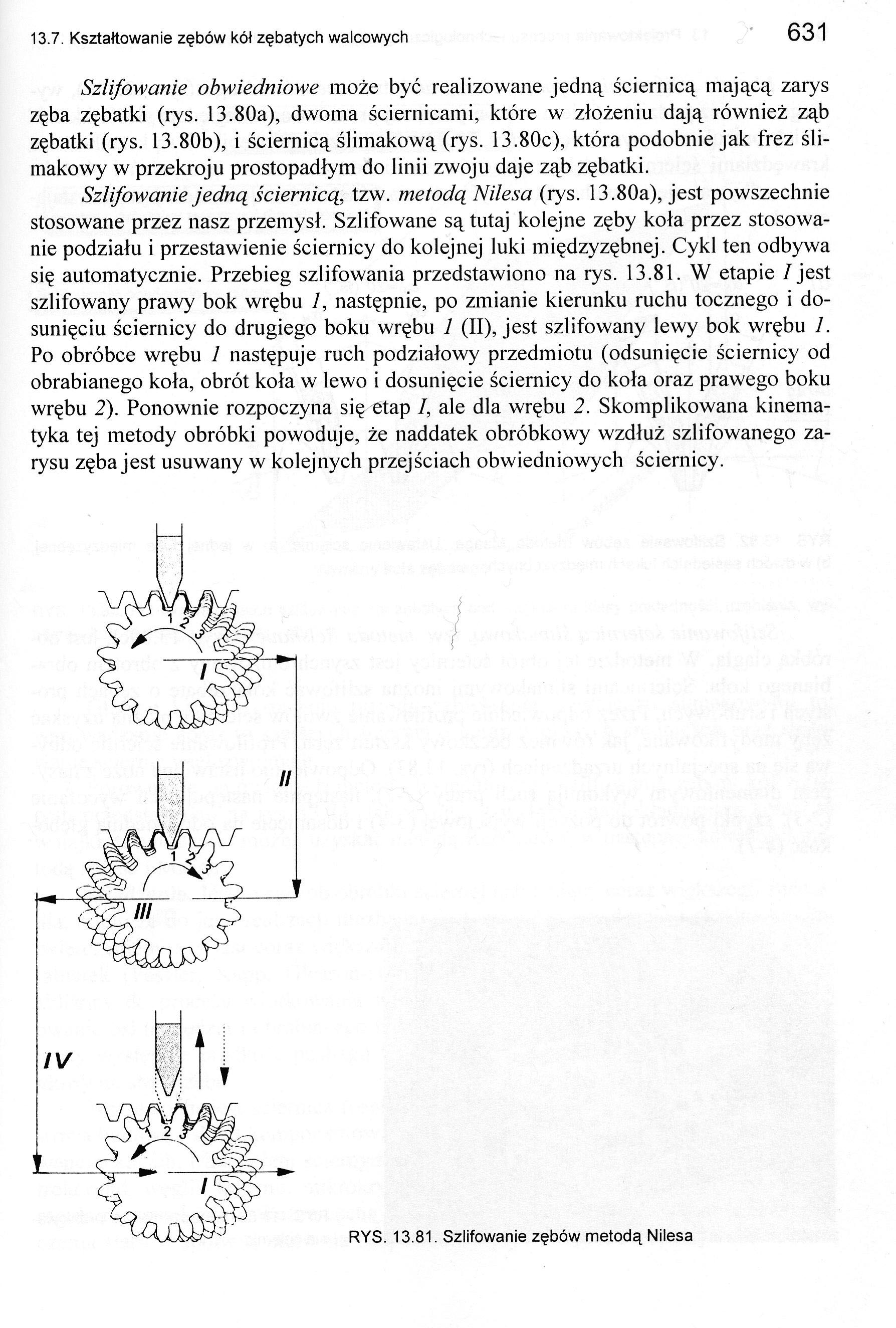
Szlifowanie jedną ściernicą, tzw. metodą Nilesa (rys. 13.80a), jest powszechnie stosowane przez nasz przemysł. Szlifowane są tutaj kolejne zęby koła przez stosowanie podziału i przestawienie ściernicy do kolejnej luki międzyzębnej. Cykl ten odbywa się automatycznie. Przebieg szlifowania przedstawiono na rys. 13.81. W etapie / jest szlifowany prawy bok wrębu /, następnie, po zmianie kierunku ruchu tocznego i do-sunięciu ściernicy do drugiego boku wrębu 1 (II), jest szlifowany lewy bok wrębu 1. Po obróbce wrębu 1 następuje ruch podziałowy przedmiotu (odsunięcie ściernicy od obrabianego koła, obrót koła w lewo i dosunięcie ściernicy do koła oraz prawego boku wrębu 2). Ponownie rozpoczyna się etap I, ale dla wrębu 2. Skomplikowana kinematyka tej metody obróbki powoduje, że naddatek obróbkowy wzdłuż szlifowanego zarysu zęba jest usuwany w kolejnych przejściach obwiedniowych ściernicy.
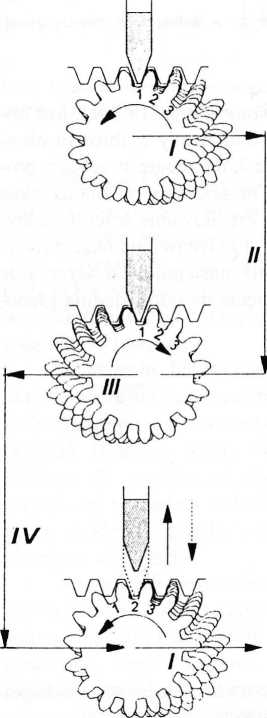
RYS. 13.81. Szlifowanie zębów metodą Nilesa
Wyszukiwarka
Podobne podstrony:
M Feld TBM639 639 13.7. Kształtowanie zębów kół zębatych walcowych Proces łuszczenia może być prowad
M Feld TBM599 599 13.7. Kształtowanie zębów kół zębatych walcowych Obróbkę otworu prowadzi się specj
M Feld TBM601 601 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.28. Kształtowanie zębów k
M Feld TBM603 603 13.7. Kształtowanie zębów kół zębatych walcowych TABLICA 13.2. Zespoły modułowych
M Feld TBM609 609 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.42. Struganie zębów wg ko
M Feld TBM613 613 13.7. Kształtowanie zębów kół zębatych walcowych Ruch dosuwowy narzędzia na odpowi
M Feld TBM617 617 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.59. Zasada frezowania koł
M Feld TBM621 621 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.65. Przyrząd do walcowani
M Feld TBM623 623 13.7. Kształtowanie zębów kół zębatych walcowych Szczególnie dotyczy to kół zębaty
M Feld TBM625 625 13.7. Kształtowanie zębów kół zębatych walcowych Zarówno przy jednym, jak i drugim
M Feld TBM633 633 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.84. Porównanie metod szli
M Feld TBM635 635 13.7. Kształtowanie zębów kół zębatych walcowych Wielkościami charakterystycznymi
M Feld TBM637 637 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.90. Gładzenie: a) gładzen
M Feld TBM607 13.7. Kształtowanie zębów kół zębatych walcowych 607 RYS. 13.40. Przeciągacz zamocowan
M Feld TBM611 13.7. Kształtowanie zębów kół zębatych walcowych G1 1 Podstawową zal
M Feld TBM643 643 13.9. Kształtowanie zębów kół zębatych stożkowych b) / / i X ) i W y^ II
M Feld TBM645 645 13.9. Kształtowanie zębów kół zębatych stożkowych13.9.1.4. Obróbka metodą bezwióro
M Feld TBM587 587 13.5. Dokładność wykonania kół zębatych Dla każdej klasy dokładności ustala się ok
M Feld TBM589 589 13.5. Dokładność wykonania kół zębatych - odchyłka podziałki przypora fphr - jest
więcej podobnych podstron