PICT0108 (4)
208 J. Bcndkowski, G. Radziejowska
5.2. Klasyfikacja materiałów zaopatrzeniowych metodą ABC i XYZ 1
CEL: zapewnienie sprawnego przebiegu procesu zaopatrzenia poprzez klasyfikację materiałów i dobór odpowiednich sposobów postępowania.
Przedmiot badań
Badane przedsiębiorstwo prowadzi działalność produkcyjną, usługową i handlową w branży informatyczno - telekomunikacyjnej (IT). Podstawową grupą produktów są obudowy teleinformatyczne, wykonywane jako produkcja na zamówienie. W skład wyrobów wchodzą elementy standardowe, wspólne dla całej serii produkcyjnej i elementy specjalne wg życzeń klientów. Asortyment materiałowy jest zróżnicowany, obejmuje 18 podstawowych pozycji materiałowych. Zapotrzebowanie na materiały określane jest na bieżąco przy ścisłej współpracy komórek zaopatrzenia z działem technicznego przygotowania produkcji. [Dostawcami są producenci (60% zakupów), detaliści (17%) oraz pośrednicy (23%). Głównych dostawców jest 14. Są to dostawcy krajowi i zagraniczni. Czas realizacji dostaw jest bardzo różny (od 3 do 7 dni, a nawet czasami więcej). Przeprowadzone badania wykazały, że występują zakłócenia wywołane odchyleniami w ilości zamawianych materiałów (56%), w terminach dostaw (25%) i w jakości otrzymanych materiałów (19%). Mają one wpływ na przebieg procesu produkcyjnego. Opóźnienia wymuszają dokonywanie zakupów „awaryjnych", które zwiększają koszty zakupów.
Metoda badań
W celu usprawnienia procesu zaopatrzenia dokonano selektywnego podziału materiałów ze względu na ich logistyczną użyteczność i wartość dla przedsiębiorstwa. Zastosowano metody kwalifikacji ABC i XYZ. Kombinacja metod ABC i XYZ pozwoliła na ustalenie sposobu postępowania dla wyodrębnionych grup materiałowych.
Metoda ABC
Dla potrzeb kwalifikacji wprowadzono następujące oznaczenia:
Nazwy materiałów: T\, Ti,..., T„
IlOŚĆ: X|,X2.....Xm
Cena: ci, ej,..., cm
Wartość: W|, wz,..., w*.
przy czym: w, = c,-x, /= l,2,...,m.
Studia przypadków-łogistyka zaopatrzenia_ 209
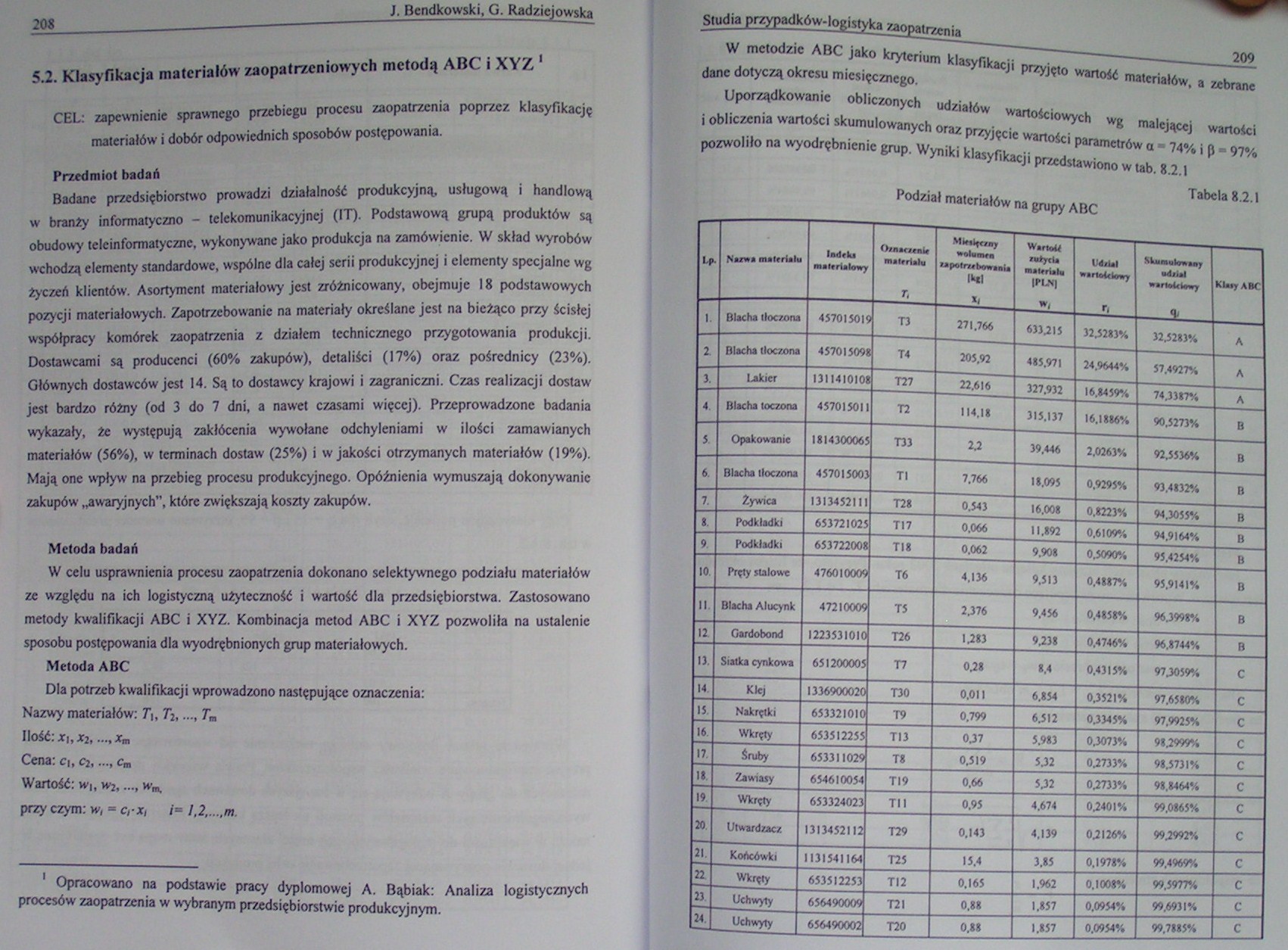
W metodzie ABC jako kryterium klasyfikacji przyjęto wartość materiałów, a zebrane dane dotyczą okresu miesięcznego.
Uporządkowanie obliczonych udziałów wartościowych wg malejącej wartości i obliczenia wartości skumulowanych oraz przyjęcie wartości parametrów a - 74% i jł = 97% pozwoliło na wyodrębnienie grup. Wyniki klasyfikacji przedstawiono w lab. 8.2.1
Tabela 8.2.1
Podział materiałów na grupy ABC
|
1* |
Naima materiału |
lodek* materiałowy |
OiaKłiaW materiału |
Mierifcmy wolumen xa potrzebowania M |
WartoM raftyria materiału IPIN| |
Udział mnatdony |
Skumulowany od siat trartokiowy ■ |
kuy ABC |
|
Ił |
*i |
»l |
n |
* _ | ||||
|
1. |
Blacha tłoczona |
457015019 |
T3 |
271.766 |
611415 |
324283% |
124211% |
A |
|
2 |
Blacha tłoczona |
457015091 |
T4 |
205,92 |
485,971 |
24.9644% |
57,4927% |
A |
|
i. |
LaJcicr |
1311410101 |
T27 |
22,616 |
327,932 |
16,8459% |
744187% |
A |
|
4. |
Blacha toczona |
45701501 |
T2 |
Il4.lt |
315,137 |
16,1886% |
90.5273% |
B |
|
5. |
Opakowanie |
181430006 |
T33 |
24 |
39.446 |
2,0263% |
92,5536% |
8 |
|
i. |
Blacha tłoczona |
45701500 |
Tl |
7,766 |
11.095 |
0,9295% |
93.4832% |
B |
|
7. |
Żywica |
I3I3452II |
T28 |
0.543 |
16.008 |
0.8221% |
944055% |
B |
|
s. |
Podkładki |
65372102. |
TI7 |
0,066 |
11,892 |
0,6109% |
94,9164% |
B |
|
9. |
Podkładki |
65372200 |
TI8 |
0,062 |
9.908 |
04090% |
95,4254% |
B |
|
10 |
Pręty stalowe |
47601000* |
T6 |
4,136 |
9,513 |
0,4887% |
95,9141% |
B |
|
II. |
Blacha Alucynk |
4721000* |
T5 |
2476 |
9,456 |
0,4858% |
964998% |
B |
|
IZ |
Gordobond |
122353101 ( |
T26 |
14» |
9,231 |
0,4746% |
96,8744% |
B |
|
IJ. |
Siatka cynkowa |
65120000! |
T7 |
041 |
8,4 |
0.4115% |
974059% |
C |
|
14. |
Klej |
I33690002C |
T30 |
0.011 |
6.854 |
04521% |
97.6580% |
c |
|
IS. |
Nakrętki |
653321010 |
79 |
0,799 |
6412 |
04345% |
97.9925% |
c |
|
16. |
Wkręty |
653512255 |
TI3 |
0,37 |
5.983 |
04071% |
984999% |
c |
|
17. |
Śruby |
653311029 |
Tl |
0,519 |
S42 |
0,2731% |
984731% |
c |
|
IS. |
Zawiasy |
654610054 |
TI9 |
0,66 |
*42 |
04733% |
98,8464% |
c |
|
19 |
Wkręty |
653324023 |
Tli |
0,95 |
4.674 |
04401% |
99.0865% |
c |
|
20. |
Utwardzacz |
I3I3452II2 |
T29 |
0,143 |
4.139 |
04126% |
994992% |
c |
|
21. |
Końcówki |
113154)164 |
T25 |
U.4 |
3.15 |
0,1971% |
99.4969% |
c |
|
22. |
Wkręty |
653512253 |
TI2 |
0,165 |
1.962 |
0.1008% |
99.5977% |
c |
|
21. |
Uchwyty |
656490009 |
T2I |
o.ss |
1,857 |
0.0954% |
994911% |
c |
|
24. |
Uchwyty |
656490002 |
T20 |
o.tt |
1,857 |
0,0954% |
99,7885% |
c |
Opracowano na podstawie pracy dyplomowej A. Bąbiak: Analiza logistycznych procesów zaopatrzenia w wybranym przedsiębiorstwie produkcyjnym.
Wyszukiwarka
Podobne podstrony:
33277 PICT0106 (4) 204 J. Bendkowski, G. Radziejowska 8.1. Klasyfikacja materiałów zaopatrzeniowych
26683 PICT0111 (4) 314 J. Bcndkowski, G. Radziejowska Przeprowadzona klasyfikacja
PICT0070 (4) 136 J. Bendkowski, G. Radziejowska 6.1. Metody klasyfikacji materiałów zaopatrzeniowych
1. Metody klasyfikacji materiałów zaopatrzeniowych na potrzeby zaopatrzenia • ABC:
33850 PICT0072 (3) 140 J. Bcndkowski, G. Radziejowska Klasyfikacja według wpływu na wyniki ekonomicz
77778 PICT0103 (4) 200 J. Bcndkowski, G. Radziejowska • środki z programów Unii Eu
PICT0022 (8) 40 J. Bcndkowski, G. Radziejowska 2.1. Charakterystyka procesu zaopatrzenia Przedsiębio
PICT0110 (4) 212_J. Bendkowski, G. Radziejowska Listę materiałów uporządkowano w kolejności rosnącyc
PICT0114 (5) 220 J. Bcndkowski, G. Radziejowska Ot = 0F(l-a)+0 -a, gdzie: Of - poprzednia ocena, O.
PICT0118 (5) 228 J. Bcndkowski, G. Radziejowska - wariant III - model oparty na wielkości dostaw rów
więcej podobnych podstron