96 (137)
VA A. Tokarki
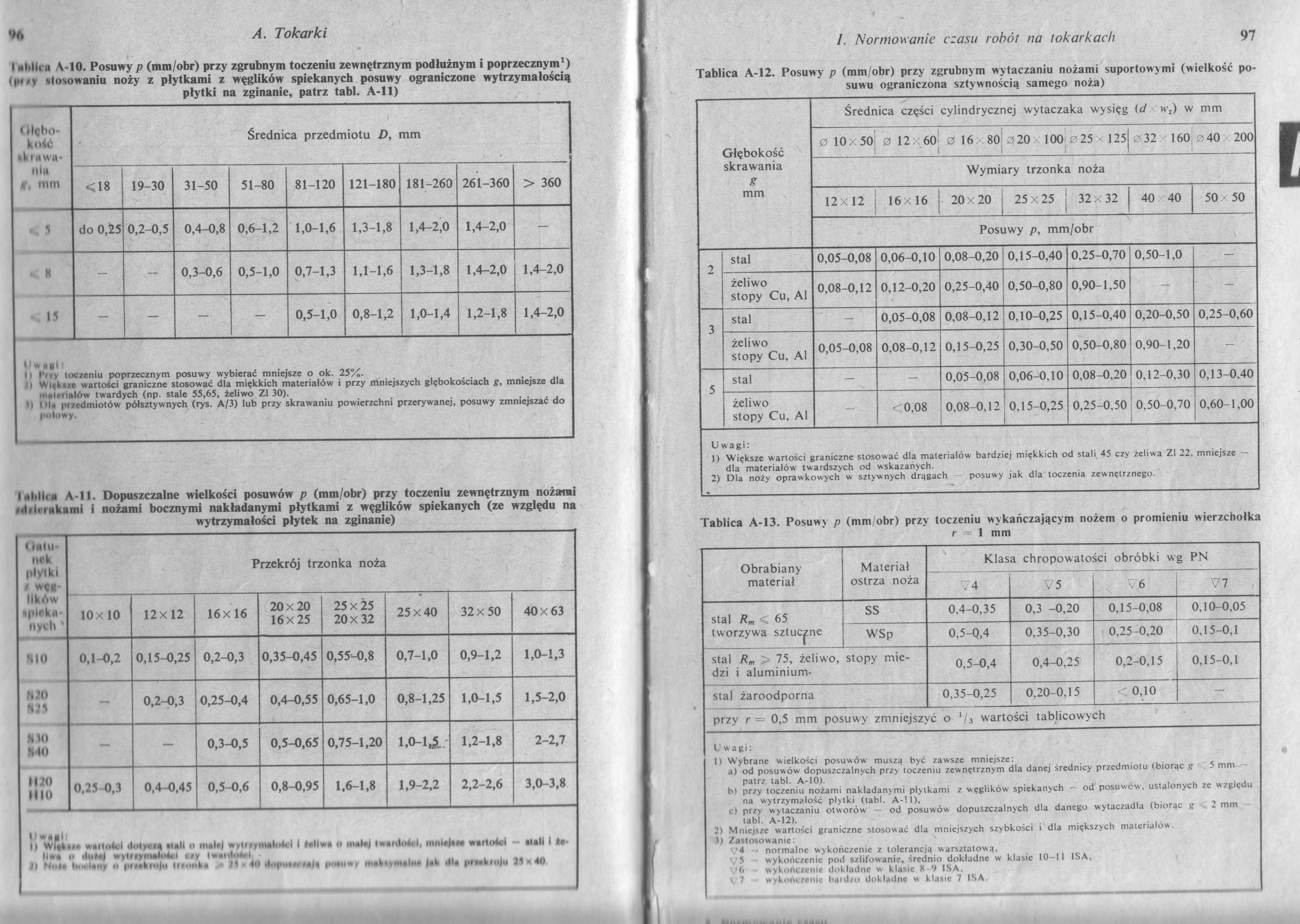
i „lilii ,i A-10. Posuwy p (mm/obr) przy zgrubnym toczeniu zewnętrznym podłużnym i poprzecznym') ||<im stosowaniu noży z płytkami z węglików spiekanych posuwy ograniczone wytrzymałością
płytki na zginanie, patrz tabl. A-l!)
|
Cilębo-kotó sk mi wit- |
Średnica przedmiotu £>, |
mm | |||||||
|
lilii min |
<18 |
19-30 |
31-50 |
51-80 |
81-120 |
121-180 |
181-260 |
261-360 |
> 360 |
|
< 5 |
do 0,25 |
0,2-0,5 |
0,4-0,8 |
0,6-1,2 |
1,0-1,6 |
1,3-1,8 |
1,4-2,0 |
1,4-2,0 |
- |
|
< H |
- |
- |
0,3-0,6 |
0,5-1,0 |
0,7-1,3 |
1,1-1,6 |
1,3-1,8 |
1,4-2,0 |
1,4-2,0 |
|
v 15 |
- |
- |
- |
- |
0,5-1,0 |
0,8-1,2 |
1,0-1,4 |
1,2-1,8 |
1,4-2,0 |
i1» .igl ■
li i‘• /v toczeniu poprzecznym posuwy wybierać mniejsze o ok. 25%. i WięktAc wartości graniczne stosować dla miękkich materiałów i przy mniejszych głębokościach g, mniejsze dla ntNleiłałów twardych (np. stale 55,65, żeliwo Zl 30).
'• • *l.t pi/cdmiotów półsztywnych (rys. A/3) lub przy skrawaniu powierzchni przerywanej, posuwy zmniejszać do połowy.
I Ml.llt u A-l 1. Dopuszczalne wielkości posuwów p (mm/obr) przy toczeniu zewnętrznym nożami oMi inknmi i nożami bocznymi nakładanymi płytkami z węglików spiekanych (ze względu na
wytrzymałości płytek na zginanie)
|
(łatu-nek płytki / węglików spiekanych " |
Przekrój trzonka noża | |||||||
|
10x 10 |
12x12 |
16x16 |
20x20 16x25 |
25x25 20x32 |
25x40 |
32x50 |
40x63 | |
|
Nit) ,s;o N23 |
0,1-0,2 |
0,15-0,25 |
0,2-0,3 |
0,35-0,45 |
0,55-0,8 |
0,7-1,0 |
0,9-1,2 |
1.0-1,3 |
|
- |
0,2-0,3 |
0,25-0,4 |
0,4-0,55 |
0,65-1,0 |
0,8-1,25 |
1,0-1,5 |
1,5-2,0 | |
|
N10 S40 |
- |
- |
0,3-0,5 |
0,5-0,65 |
0,75-1,20 |
i.o-i.ż |
1,2-1,8 |
2-2,7 |
|
1120 łtlO |
0,25-0,3 |
0,4-0,45 |
0,5-0,6 |
0,8-0,95 |
1,6-1,8 |
1.9-2,2 |
2,2-2,6 |
3,0-3,8 |
|
I 1 W«g| | I) wątłości d llwt u wyir Ił Nule In .. tuny o pr |
olyof4 tuli o mil*) wyltiymalolt l 1 łallwi o walaj lw»rd«4il, mnUja* wartości — atall 1 ta* rymaloAti t/y iwMitlofcl aafcmłti Irr.mku - II 40 d«ipu«M rai* poatiwy makłymalwa Jak *11# pr^bnijii M * 40 | |||||||
Tablica A-12. Posuwy p (mm/obr) przy zgrubnym wytaczaniu nożami suportowymi (wielkość posuwu ograniczona sztywnością samego noża)
|
Głębokość skrawania g mm |
Średnica części cylindrycznej wytaczaka wysięg (d w.) w mm | |||||||
|
0 10x50 |
0 12x60 • |
0 16 80 .520 10010 25 125 i |
0 32 160; 0 40 200 | |||||
|
Wymiary trzonka noża | ||||||||
|
12x12 j 16x16 |
20 x 20 |
25x25 ! 32x32 I |
40 40 |
50 50 | ||||
|
Posuwy p, mm/obr | ||||||||
|
2 |
stal |
0,05-0,08 |
0,06-0,10 |
0,08-0,20 |
0,15-0,40 |
0,25-0,70 |
0,50-1,0 |
- |
|
żeliwo stopy Cu, Al |
0,08-0,12 |
0,12-0,20 |
0,25-0,40 |
0,50-0,80 |
0,90-1,50 |
- |
- | |
|
3 |
stal |
- |
0,05-0,08 |
0,08-0,12 |
0,10-0,25 |
0,15-0,40 |
0,20-0,50 |
0,25-0,60 |
|
żeliwo stopy Cu, Al |
0,05-0,08 |
0,08-0,12 |
0,15-0,25 |
0,30-0,50 |
0,50-0,80 |
0,90-1,20 |
- | |
|
5 |
stal |
- |
- |
0,05-0,08 |
0,06-0,10 |
0,08-0,20 |
0.12-0,30 |
0,13-0,40 |
|
żeliwo stopy Cu, Al |
- |
<0,08 |
0,08-0,12 |
0,15-0,25 |
0,25-0,50 |
0,50-0.70 |
0,60-1,00 | |
Uwagi:
1) Większe wartości graniczne stosować dla materiałów bardziej miękkich od stali 45 czy żeliwa ZI 22, mniejsze — dla materiałów twardszych od wskazanych.
2) Dla noży oprawkowych w sztywnych drągach posuwy jak dla toczenia zewnętrznego.
Tablica A-13. Posuwy p (mm/obr) przy toczeniu wykańczającym nożem o promieniu wierzchołka
r — 1 mm
|
Obrabiany materiał |
Materiał ostrza noża |
Klasa chropowatości obróbki wg PN | |||
|
V 4 |
V5 |
\ 6 |
V7 | ||
|
stal Rm < 65 tworzywa sztuczne |
SS |
0,4-0,35 |
0,3 -0,20 |
0,15-0,08 |
0,10-0,05 |
|
WSp |
0,5-Q,4 |
0,35-0,30 |
0,25-0,20 |
0,15-0,1 | |
|
stal Rm > 75, żeliwo, stopy miedzi i aluminium- |
0,5-0,4 |
0,4-0,25 |
0,2-0,15 |
0,15-0,1 | |
|
stal żaroodporna |
0,35-0,25 |
0,20-0,15 |
< 0,10 |
- | |
przy r = 0,5 mm posuwy zmniejszyć o '/3 wartości tablicowych
Uwagi:
1) Wybrane wielkości posuwów muszą być zawsze mniejsze:
a) od posuwów dopuszczalnych przy toczeniu zewnętrznym dla danej średnicy przedmiotu (biorąc g 5 mm patrz tabl. A-10).
b) przy toczeniu nożami nakładanymi płytkami z węglików spiekanych — od posuwów, ustalonych ze względu na wytrzymałość płytki (tabl. A-! 1),
c) przy wytaczaniu otworów — od posuwów dopuszczalnych dla danego wytaczadla (biorąc g •„ 2 mm tabl. A-12).
2) Mniejsze wartości graniczne stosować dla mniejszych szybkości i dla miększych materiałów.
.)) Zastosowanie:
4 normalne wykończenie z tolerancją warsztatową,
V5 wykończenie pod szlifowanie, średnio dokładne w klasie 10-11 ISA,
<• wykończenie dokładne w klasie K ISA, v 7 wykom zenie haidzo dokładne w klasie 7 ISA.
Wyszukiwarka
Podobne podstrony:
340 (28) 40 B. Wiertarki i wiertarko-frezarki Tablica B-7. Posuwy p (mm/obr) przy
Norm str111 Hi /. Normowanie czasu robót na tokarkach t ablica A-38. Pnsu»> p (mm obr) pr/y podłu
Skrypt PKM 1 00055 110 Zadanie 3.6 Koto zębate przekładni tokarki (rys. 3.10) osadzono su wl i wie n
INSTRUKCJA PUG@5 7 Średnica trzpienia ustawczego wynosi: rozrządu 6.00 mm — dla walu korbowego, 10.
Jednostki dlugosci mmmm iM)@@ga 1 centymetr (cm) = 10 milimetrów
Jednostki dlugosci Matematyka dla szkoły podstawowej(1) JEDNOSTKI MydGia 1 centymetr (cm) = 10 milim
Tabela porównawcza wymiarów rur DN CALE DIN ISO 6 1/8" 10,00 mm 8 1/4" 13,50
21595 skanowanie0014 (61) Zdjęcia mikroskopowe oocyst i jaj pasożytów (15-35 x 10-24 Mm, pow. 400x)
JEDNOSTKI Oiy@@ia 1 centymetr (cm) = 10 milimetrów
foto (2) Sprawdzenie granicznych odległości: a,= 40 mm. aimn =1.5 20= 30 mm. f 12 t=12 10= 120 mm. m
- 352 - includentes; filamenta libra. Spiculae femineae 10-12 mm. longae masculis similes, e 3-4 sąu
- 353 Epillets femelles de 10-12 mm. de long, formes de 3-4 •ecailles noiratres depassant 1’achaine
CrochetChalesbyOndori071 20 10 mmi*) 3 g 1 mm w X X X . aa a x * X X r NX X X x’ c
więcej podobnych podstron