5. Wyniki doświadczenia i ich analiza.
Przy wyliczaniu sił teoretycznych użyłem następujących wzorów i przeliczników:
Gdzie:
Fth - maksymalna siła teoretyczna,
g - grubość ciętego materiału,
l -długość linii cięcia, w naszym przypadku:
Rt - wytrzymałość materiału na cięcie,
Jako Rt przyjąłem następującą wartość:
1 kG = 9.80665 N
Wytrzymałość na rozciąganie Rm użytych materiałów zestawiłem w tabeli (mosiądz M63 był w stanie twardym):
Materiał |
Aluminium A1 |
Miedź M1E |
Mosiądz M63 |
Stal głębokotłoczna SSB |
Rm [ MPa ] |
80 |
220 |
290 |
320 |
5.1 Wpływ rodzaju materiału na wykrawanie.
Materiał
|
g [ mm ] |
D [ mm ] |
Rt [ MPa ] |
Fex [ kG ] |
Fex [ kN ] |
Fth [ kN ] |
Aluminium A1 |
0.92 |
40.3 |
56 |
850 |
8.336 |
6.523 |
Miedź M1E |
0.97 |
40.25 |
154 |
2200 |
21.575 |
18.889 |
Mosiądz M63 |
0.98 |
40.3 |
210 |
3300 |
32.362 |
26.056 |
Stal głębokotłoczna SSB |
0.97 |
40.3 |
224 |
3250 |
31.872 |
27.509 |
5.2 Wpływ grubości materiału na wykrawanie.
Do wykrawania użyliśmy próbek ze stali głębokotłocznej SSB o grubości nominalnej g0.
Wykorzystuję wyżej wymienione zależności i przeliczniki
Jako g0 przyjąłem grubość nominalną blachy do wykrawania.
g0 [ mm ]
|
g [ mm ] |
D [ mm ] |
Rt [ MPa ] |
Fex [ kG ] |
Fex [ kN ] |
Fth [ kN ] |
0.6 |
0.58 |
40.3 |
224 |
1900 |
18.633 |
16.449 |
0.8 |
0.79 |
40.3 |
224 |
2600 |
25.497 |
22.404 |
1.0 |
0.97 |
40.3 |
224 |
3250 |
31.872 |
27.509 |
2.0 |
2.0 |
40.3 |
224 |
7500 |
73.55 |
56.72 |
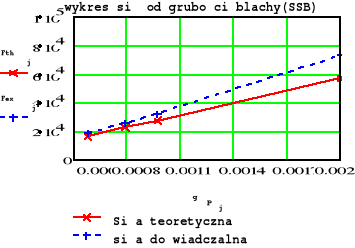
Wnioski:
Z otrzymanych wykresów można odczytać , że ze wzrostem grubości materiału rośnie siła wykrawania.
Podczas wykonywania ćwiczenia można było zauważyć, że od strony stempla widoczny jest zadzior . Występuje też strefa chropowata , która powstała w fazie pękania materiału. Natomiast w czasie plastycznego płynięcia materiału utworzyła się warstwa błyszcząca. Podczas fazy plastycznych odkształceń utworzyła się strefa lekko zaokrąglona.
Wykrawanie jest najczęściej stosowane przy seryjnej produkcji ,ponieważ zapewnia szybkie otrzymanie wyrobu o powtarzalnym kształcie . Jest ona jednak mało opłacalna dla krótkich serii zen względu na duże koszty wykonania wykrojnika.
Wyszukiwarka
Podobne podstrony:
Logika matematyczna, ltm wyklad 02
LTM, LASERY-3, Labolatorium Laserowych Technologi Metali
LTM, LASER6, DATA:
PrzeróbkaPlastyczna, Wykrawanie, Jędruszczak Bartłomiej
LTM, LASER 7a, POLITECHNIKA ˙WI˙TOKRZYSKA
LTM, LASER5a, Budowa obrabiarki laserowej.
Logika matematyczna, ltm wyklad 05
LTM, LASER ~1, LABORATORIUM Z PODST
LTM, LAS SP~2, LABORATORIUM LTM
51185702 Ciecie i wykrawanie id Nieznany (2)
Logika matematyczna ltm wyklad 05
62 MT 02 Wykrawacz uniwersalny
Wykrawarka obuwnicza
3) technologia (wykrawanie, wytlaczanie)
LTM, PROGRA~1, Data:
LTM, LASER 4
LTM, LASER5
LTM, LAS SP~3, LABORATORIUM LTM
więcej podobnych podstron