
Z
AKŁAD
P
ROJEKTOWANIA
T
ECHNOLOGII
Laboratorium:
Elastyczne systemy wytwarzania
Instrukcja 3
Temat: Programowanie współpracy obrabiarki CNC i
manipulatora przemysłowego
Opracował: mgr inż. Arkadiusz Pietrowiak
mgr inż. Jakub Wojciechowski

I.
Stanowisko laboratoryjne
Jednym z elementów Elastycznego Systemu Wytwarzania jest strefa maszyn
obróbkowych. W jej skład wchodzą min. dwie obrabiarki sterowane numerycznie. Jest to
tokarka Mirac oraz frezarka Triac. Oba urządzenia wyposażone zostały w wewnętrzny
magazyn narzędzi. Oprócz obrabiarek stanowisko wyposażono także w niewielki robot
przemysłowy firmy Mitsubishi poruszający się po torze jezdnym. Zadaniem robota jest
przenoszenie elementów obrabianych pomiędzy linią transportową Elastycznego Systemu
a obrabiarkami. Elementy do obróbki pobierane są z palet i osadzane w uchwytach
odpowiedniej obrabiarki (odpowiednio w imadle hydraulicznych lub wrzecionie tokarki),
a po zakończonej obróbce są zwracane na oczekującą paletę.
Cała strefa maszyn obróbkowych sterowana jest za pomocą komputerów, dzięki
czemu wyeliminowano konieczność obecności operatora w strefie działających urządzeń.
Trzy komputery sterują kolejno:
a) Tokarką – dzięki zaimplementowanemu środowisku programowemu pozwala na
tworzenie programów z użyciem kodu G oraz wcześniejszą symulacje obróbki,
b) Frezarką – j.w.
c) Całym systemem – w programie FMS Control możliwe jest sterowanie obiema
obrabiarkami w zakresie czynności ogólnych tj. otwieranie/zamykanie drzwi a
także poszczególnymi obrabiarkami - poprzez wywoływanie odpowiednich
programów z pamięci komputerów sterujących. W tym środowisku odbywa się
także programowanie robota Mitsubishi przy zastosowaniu dedykowanych komend
i poleceń.
W skład stanowiska laboratoryjnego wchodzi również szafa centralna
zapewniająca zasilanie wszystkim urządzeniom w strefie obróbkowej tj. komputery,
obrabiarki czy robot Mitsubishi. Robot posiada niezależną szafę zasilająca oraz pilot, przy
pomocy którego nastawiane są jego pozycje.

Rysunek 1 Stanowisko laboratoryjne – strefa obrabiarek sterowanych numerycznie
II.
Sterowanie robotem
Pozycjonowanie robota Mitsubishi odbywa się za pomocą pilota sterującego
połączonego z szafą zasilająco-sterującą. Ustawione przy użyciu pilota pozycje mogą być
następnie „przechwytywane” do programu FMS Control poprzez wywołanie
odpowiednich komend. Dla sterowania za pomocą pilota konieczne jest jego włączenie
– w przypadku aktywnego stanu stopu awaryjnego zostanie to zasygnalizowane
dźwiękiem. Podczas pracy automatycznej robota pilot musi być wyłączony.
Przyciski po lewej stronie pilota (w kolorze żółtym) służą do wyboru sposobu
pozycjonowania robota – domyślnie, po każdorazowym załączeniu panelu, sterowanie
odbywa się układzie wewnętrznym robota. Do sterowania robotem w tym układzie używane
są przyciski znajdujące się po prawej stronie pilota (przyciski białe). Robot posiada 5 osi
obrotowych oraz chwytak, działający w cyklu binarnym. W układzie wewnętrznym
kolejnymi osiami sterujemy za pomocą przycisków:
X+/- oś 1, obrót korpusu,
Y+/- oś 2, pochylenia ramienia dolnego,
Z+/- oś 3, pochylenia ramienia górnego,
P+/- oś 4, pochylenie chwytaka,
R+/- oś 5, obrót chwytaka,
O/C – zamknięcie/rozwarcie szczęk.

Rysunek 2 Robot Mitsubishi (po prawej) oraz pilot sterujący (po lewej)
III.
FMS Control
Program FMS Control stanowi centralny punkt układu sterowania stanowiskiem
obróbki. W sytuacji wykonania polecenia obróbki wykonywany jest zapisany w nim
program wraz ze wszystkimi zawartymi w nim odniesieniami.
Przed przystąpieniem do pracy w programie należy kolejno bazować
transporter oraz robota przy użyciu dostępnych przycisków – nie wykonanie tych
czynności uniemożliwia wykonanie zapisanego programu.
Podstawowe funkcje stosowane w programowaniu robota oraz całego stanowiska
przedstawiono w tabeli 1. Pozostałe funkcje znajdują się w załączniku do instrukcji.
Komenda
Opis
Triac.open()
Otwarcie drzwi frezarki.
Triac.close()
Zamknięcie drzwi frezarki.
Triac.unfix()
Otwarcie imadła frezarki.
Triac.fix()
Zamknięcie imadła frezarki.
Transporter.move(x)
Przesunięcie transportera na pozycję x.
LRobot.getPos()
„Przechwycenie aktualnej pozycji robota
Robot.command("x")
Komenda robota, gdzie x może przyjmować:
go – otwarcie chwytaka,
gc – zamknięcie chwytaka,
ti y – czekanie (y – czas w 0,1s)
mp z – pozycja (z – pobrana wartość położenia)
Tabelka 1 Podstawowe funkcje sterujące stacji FMS Control
IV.
Przebieg ćwiczenia – cz. 1.
1. Uruchomić całą strefę obróbkową oraz otworzyć program FMS Control,
2. Zapisać program pobierający element z palety,
3. Stosując komendy obsługi frezarki napisać program mocowania elementu w
imadle frezarki
4. Na kolejnych etapach sprawdzać poprawność działania programu,
5. Wykonać program.
V.
Obróbka na maszynie CNC
Programowanie frezarki TRIAC PC następuje przy użyciu znormalizowanego
języka poleceń G-code (tab. 2), przy pomocy, którego można zdefiniować podstawowe
czynności prowadzące do obróbki elementu na obrabiarce CNC.
G00 Xn Yn Zn
Ruch szybki, bez obróbki, n – pozycja w mm, odpowiednio w osi
X, Y i Z, np. G00 X140 Y100 Z10 (szybki dojazd na pozycję
(140, 100, 10))
G01 Xn Yn Zn
Ruch liniowy, n – pozycja w mm, odpowiednio w osi X, Y i Z, np.
G01 Z0 (ruch liniowy w osi Z, na pozycję Z =0).
G02 Xn Yn Zn CXc
Yc
Ruchy kołowy zgodnie z ruchem wskazówek zegara, n – pozycja
końcowa w mm, odpowiednio w osi X, Y i Z, c – pozycja środa
okręgu w mm, odpowiednio w X i Y.
G03 Xn Yn Zn CXc
Yc
Ruchy kołowy przeciwnie do ruchu wskazówek zegara, n –
pozycja końcowa w mm, odpowiednio w osi X, Y i Z, c – pozycja
środa okręgu w mm, odpowiednio w X i Y.
Ff
f – posuw narzędzia w mm/min, parametr ten może być dodany do
każdego polecenia ruchu (G01, G02, G03), np. G01 X140 Y100
Z0 F300
G04 Dd
Oczekiwanie, d – czas oczekiwania w sekundach.
M03 Ss
Uruchomienie wrzeciona, s – prędkość obrotowa w obr./min.
M05
Zatrzymanie wrzeciona.
M02
Zakończenie programu.
Tabelka 2 Podstawowe polecenia języka G-code
Ciąg poleceń można opracować w dowolnym edytorze tekstu, jednak w przypadku
złożonych kształtów może być to zadanie żmudne i podatne na błędy. Kod można
wprowadzać również przez pulpit sterowniczy obrabiarki lub posłużyć się
oprogramowaniem CAM (ang. Computer Aided Machining). Na podstawie danych
geometrycznych 2D lub modeli 3D program taki generuje ścieżki narzędzia i ciąg poleceń,
który może zostać zinterpretowany przez układ sterowania obrabiarki.
VI.
Przebieg ćwiczenia – cz. 2.
1. Uruchomić program do grafiki wektorowej Inkscape.
2. W menu Plik->Właściwości dokumentu ustawić jednostki domyślne: mm.
3. Narysować przy pomocy narzędzi dostępnych w panelu bocznym zarys
obrabianego detalu. Wybrać miejsce dla początku układu współrzędnych.
4. Dodać punkty orientujące płaszczyznę obrazu w przestrzeni, wybrać Efekty-
>Gcodetools->Orientation Points… . Tam wybrać położenie płaszczyzny obrazu
(Z surface) oraz położenie płaszczyzny obrobionej.
5. Zdefiniować kształt i średnicę narzędzia przy użyciu polecenia Efekty-
>Gcodetools->Tools library.
6. Utworzyć ścieżki narzędzia posługując się narzędziem Efekty->Gcodetools-
>Obszar lub rysując ścieżki ręcznie.
7. Zamienić wszystkie utworzone obiekty w ścieżki (Ścieżka-> Obiekt w ścieżkę).
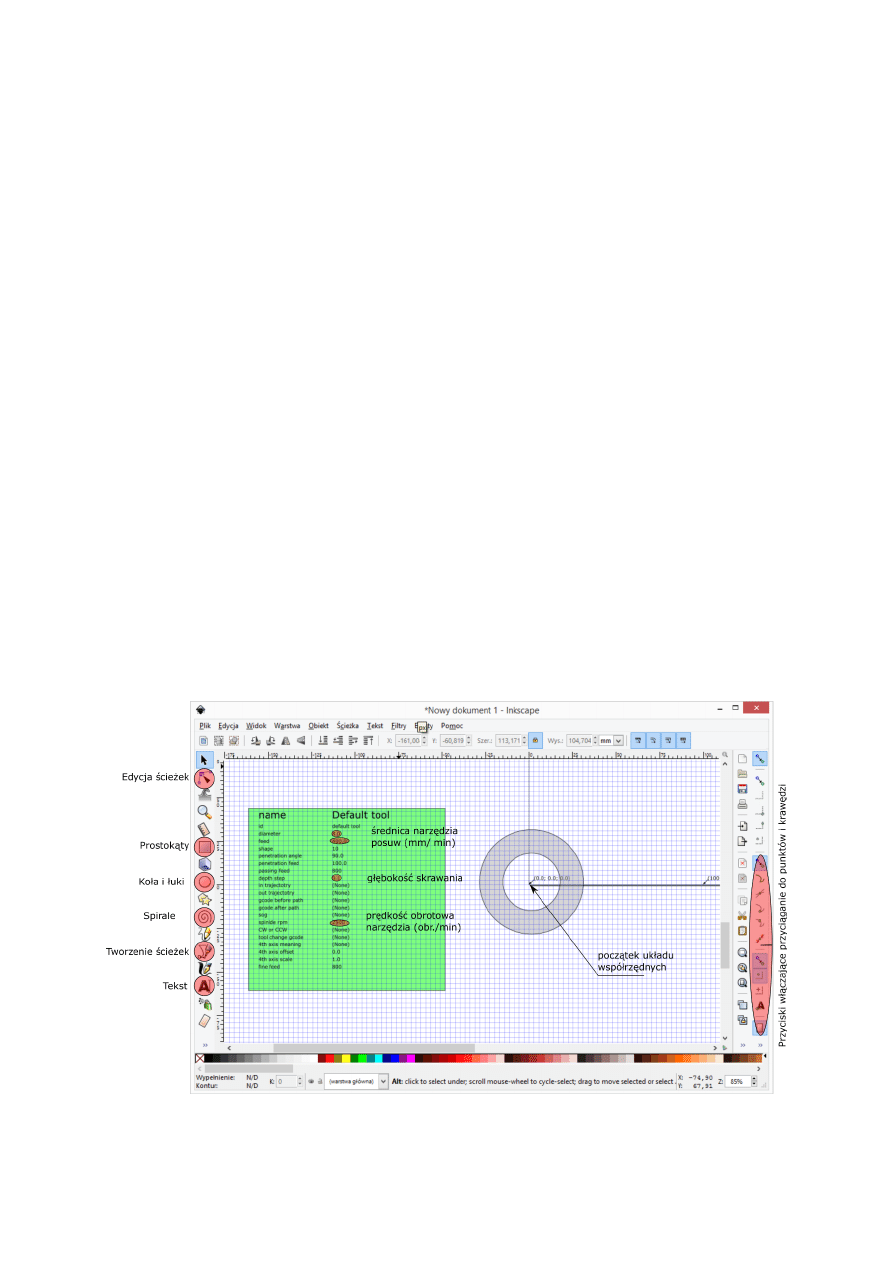
Rysunek 3 Opis interfejsu programu Inkscape
8. Przekonwertować opracowane ścieżki do ciągu poleceń G code przy użyciu
Efekty->Gcodetools->Path to Gcode. Ustawić bezpieczna płaszczyznę nad
przedmiotem do której będzie wycofywane narzędzie (Z safe height). Podać
własną nazwę i miejsce zapisu pliku.
9. Ręcznie poprawić plik zawierając kody G. Zdefiniować prędkość wrzeciona przy
poleceniu M03 dodając parametr prędkości wrzeciona (np. M3 S3000).
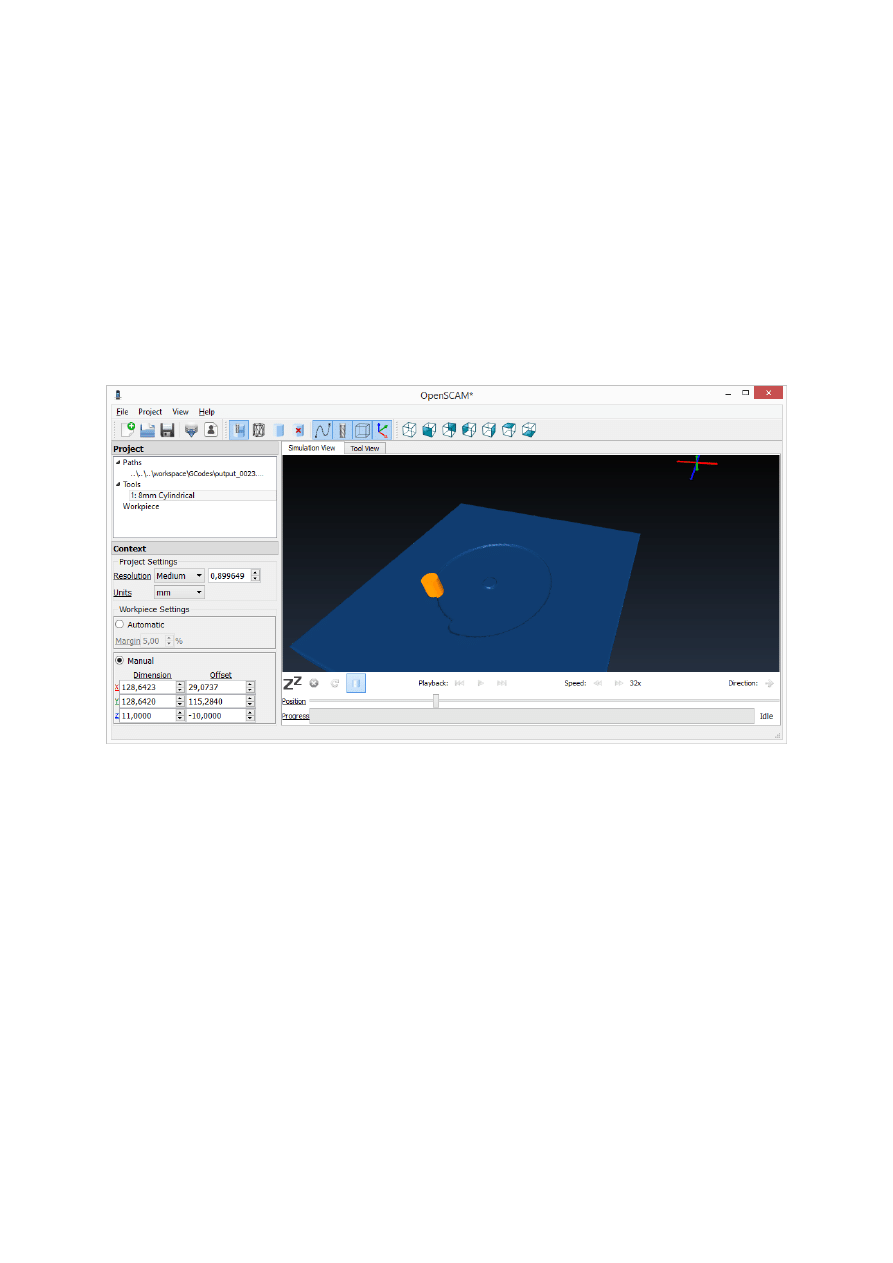
10. Sprawdzić działanie opracowanego programu przy pomocy aplikacji
OpenSCAM. Załadować utworzony plik, sprawdzić poprawność ścieżek i
wykonanej obróbki.
Rysunek 4 Kontrola działania programu w środowisku OpenSCAM
11. Pod kontrolą prowadzącego zajęcia załadować i uruchomić program na
maszynie.
VII.
Zawartość sprawozdania
1. Zapis programów realizowanych w trakcie ćwiczeń (robot + obrabiarka),
2. Dokładny opis działania programów wraz z komentarzami,
3. Opis funkcji użytych do napisania programów,
4. Wnioski nt. działania programu i samego stanowiska.

VIII.
Pytania kontrolne
1. Obliczyć ruchliwość, manewrowość i liczbę stopni swobody na przykładzie
manipulatora Mitsubishi,
2. Wymienić układy obrabiarek pozwalające na autonomiczną pracę w
elastycznym systemie produkcyjnym,
3. Wymienić i krótko opisać sposoby programowania obrabiarek CNC.
4. Omówić język G-code oraz jego podstawowe instrukcje,
5. Wymienić i scharakteryzować podstawowe parametry obróbki na frezarce oraz
tokarce,
6. Co to są programy CAM i do czego służy postprocesor.
Literatura
1. ŻUREK J., Podstawy robotyzacji – laboratorium, Poznań, Wydawnictwo Politechniki
Poznańskiej, 2004.
2. Honczarenko J., Obrabiarki sterowane numerycznie, Warszawa, WNT, 2009.
Wyszukiwarka
Podobne podstrony:
Programowanie robotów przemysłowych FANUC
pomoc programowania na tokarki cnc
programowanie dla walka w cnc predk skraw Przyklad recz progr OSN
programowanie maszyn sterowanych CNC
Programowalne Sterowniki Przemyslowe
10 Wprowadzenie do programowania robotów przemysłowych
Programowanie robotów przemysłowych FANUC
Programowanie sterownikow przemyslowych PLC J Kasprzyk
dr inż Jarosław Michalski, Sterowniki programowalne i sieci przemysłowe, Komunikacja szeregowa ET200
programowanie obrabiarek nc cnc l1
MANIPULATORY I ROBOTY PRZEMYSŁOWE, Logistyka, Przydatne materiały
Instrukcja do ćw 09 Roboty przemysłowe Programowanie robota
Programowanie układów manipulacyjnych i robotów u
korzyści z programu UE, współpaca nauki i przemysłu
Programowanie CNC
więcej podobnych podstron