Programowanie OSN ręczne – przykład, opracował dr inż. Jacek Habel
Przykład ręcznego programowania OSN
Wytyczne i zalecenia dla programowania ręcznego na przykładzie układu sterowania NUMS:
1.
Licznik układu sterowania sumuje algebraicznie przyrosty – współrzędne przyrostowe
!!!
2. Nie można umieścić w 1 bloku więcej niż jedną funkcję tego samego typu,
3. Funkcje są pamiętane do wycofania lub podania nowej wartości,
4.
Ruch szybki G00
– przyrost podawany jest z dokładnością
0.01
[mm]
stąd dla ∆X = 40 mm -> G00 X+40
00
5. Ruch roboczy G01
– przyrost podawany jest z dokładnością
0.001
[mm]
stąd dla ∆X = 25.1 mm -> G01 X+25
100
6.
Posuw dla G94 [mm/min]
jest podawany z dokładnością
0.1
[mm/min]
stąd dla f=5 [mm/min] -> F5
0
7.
Posuw dla G95 [mm/obr]
jest podawany z dokładnością
0.001
[mm/obr]
stąd dla f=0.5 [mm/obr] -> F
500
8.
Prędkość obrotową
podajemy albo za pomocą liczby kodowej np.
S01
(gdzie 01
nr kodowy ustalonej prędkości) albo wartości np.
S1500
(n = 1500 [obr/min])
9.
Wybór narzędzia i korektora
odbywa się za pomocą polecenia T
xx
kk, gdzie
xx
– nr narzędzia w głowicy narzędziowej, kk – nr korektora zapisanego w układzie
sterowania. Układ NUMS ma po 16 korektorów dla osi X i osi Z (numeracja od 01 do 16)
Wywołanie T0101 – obrót głowicy do narzędzia 1 i korektor nr 1
Po zakończeniu pracy narzędzia należy obowiązkowo odwołać korektę
: T0100
10.
Program zaczynamy pisać od ustalenia punktu B
– początku programu. Wybieramy go
ustalając dobieg do przedmiotu, około 3-5 mm od czoła przedmiotu Z
d
oraz 5-10 mm ponad
największą średnicę X
d
.
11.
Dla tak przyjętego punktu B zerujemy licznik układu OSN
.
12. Na karcie programowania OSN wpisujemy kolejne współrzędne punktów trajektorii
(pomijając te które się nie zmieniają – układ je pamięta!)
1
1
3
3
.
.
Obliczamy wartości przyrostów dla osi X i Z wg wzoru:
∆
X
X
=
=
X
X
n
n
–
–
X
X
n-1
∆
Z
Z
=
=
Z
Z
n
n
–
–
Z
Z
n-1
n-1
n-1
14. Obliczamy stan licznika dla osi X i Z wg wzoru:
X
i
= X
i-1
+ ∆
X
X
Z
Z
i
i
=
=
Z
Z
i-1
+
+
∆
Z
Z
i-1
Przykład:
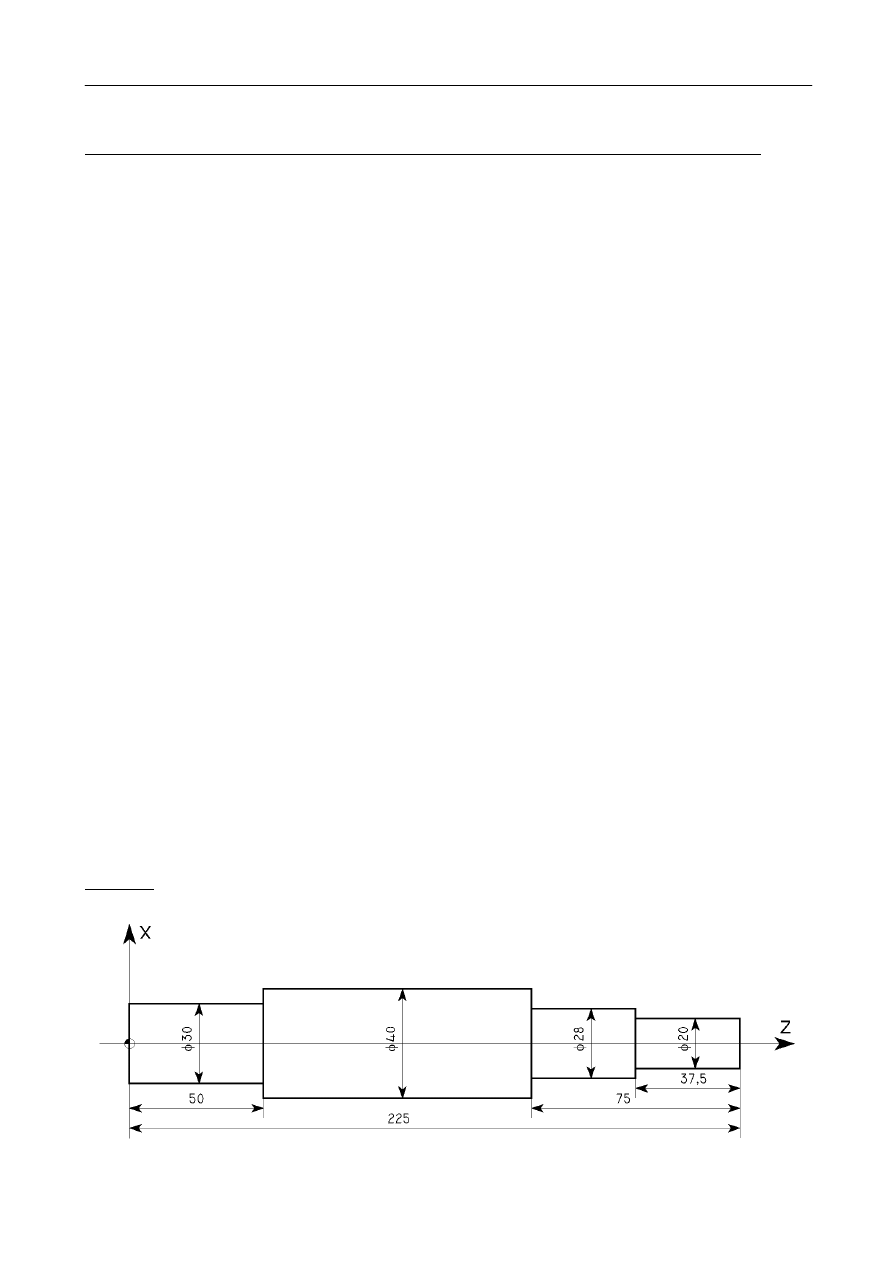
Rozważmy przykład toczenia jednego ustawienia następującego wałka:
1
Programowanie OSN ręczne – przykład, opracował dr inż. Jacek Habel
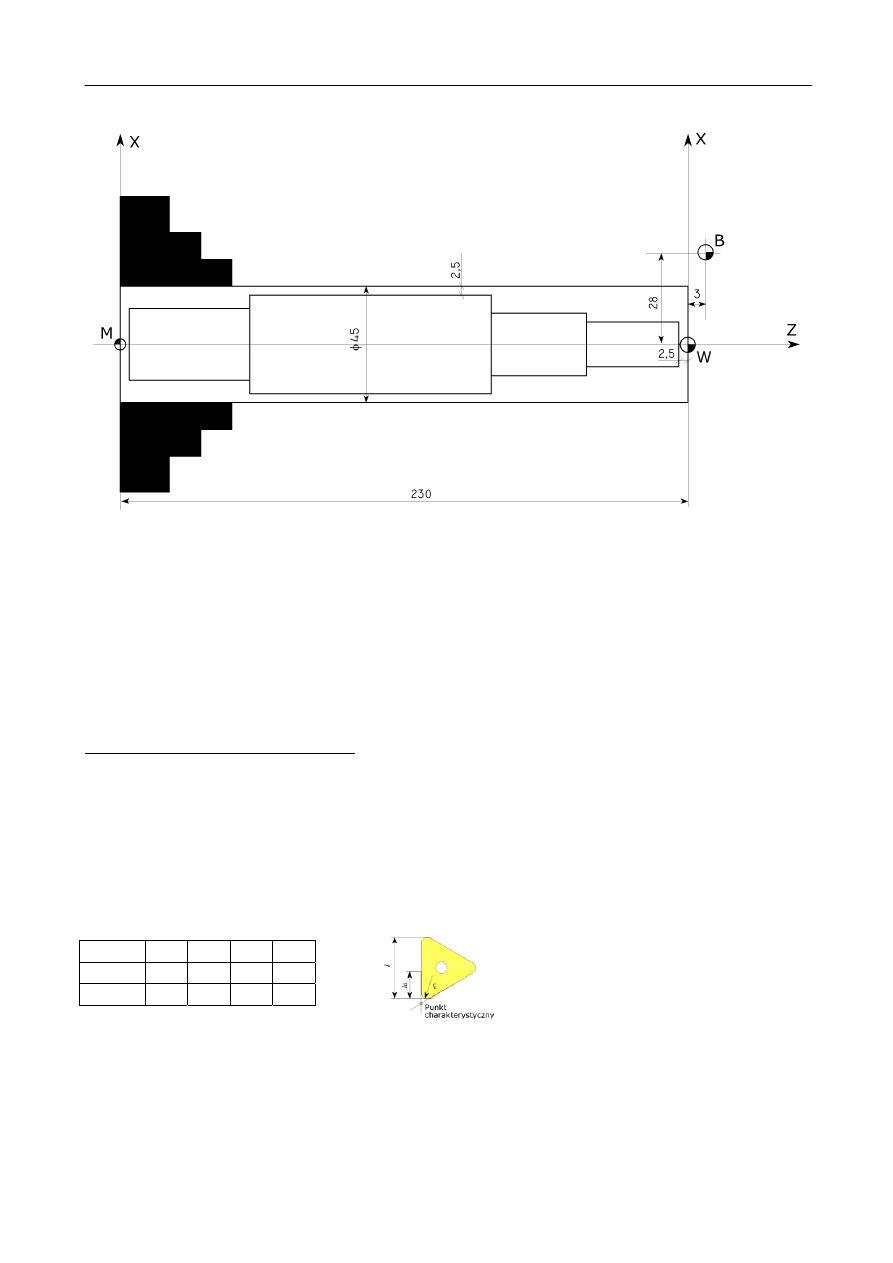
Pierwszymi krokami są: dobranie półfabrykatu, określenie sposobu ustalenia i dobór uchwytów,
właściwe przyjęcie układów współrzędnych i punktów charakterystycznych:
Dobieramy półfabrykat z pręta walcowanego
φ45-230, czyli średnica większa o 5 mm od
największej przedmiotu obrabianego oraz naddatek jednostronny na planowanie powierzchni
czołowej wynosi 2.5 mm. Sposób zamocowania PO (przedmiotu obrabianego) w uchwycie
szczękowym, stąd obróbka jest konieczna w dwóch zamocowaniach (uchwyt ogranicza dostęp do
niektórych powierzchni obrabianych).
Przyjmujemy punkt charakterystyczny W związany z przedmiotem obrabianym i układ
współrzędnych na prawej powierzchni czołowej wałka (półfabrykatu). Następnie, zgodnie z
zaleceniami, przyjmujemy punkt B – punkt zerowy programu (punkt pomiarowy, punkt bezpiecznej
wymiany narzędzia) – oddalony od czoła o 3 mm oraz ponad osią Z o 28 mm.
Dla obróbki zgrubnej wałka zostaną wykonane dwa zabiegi:
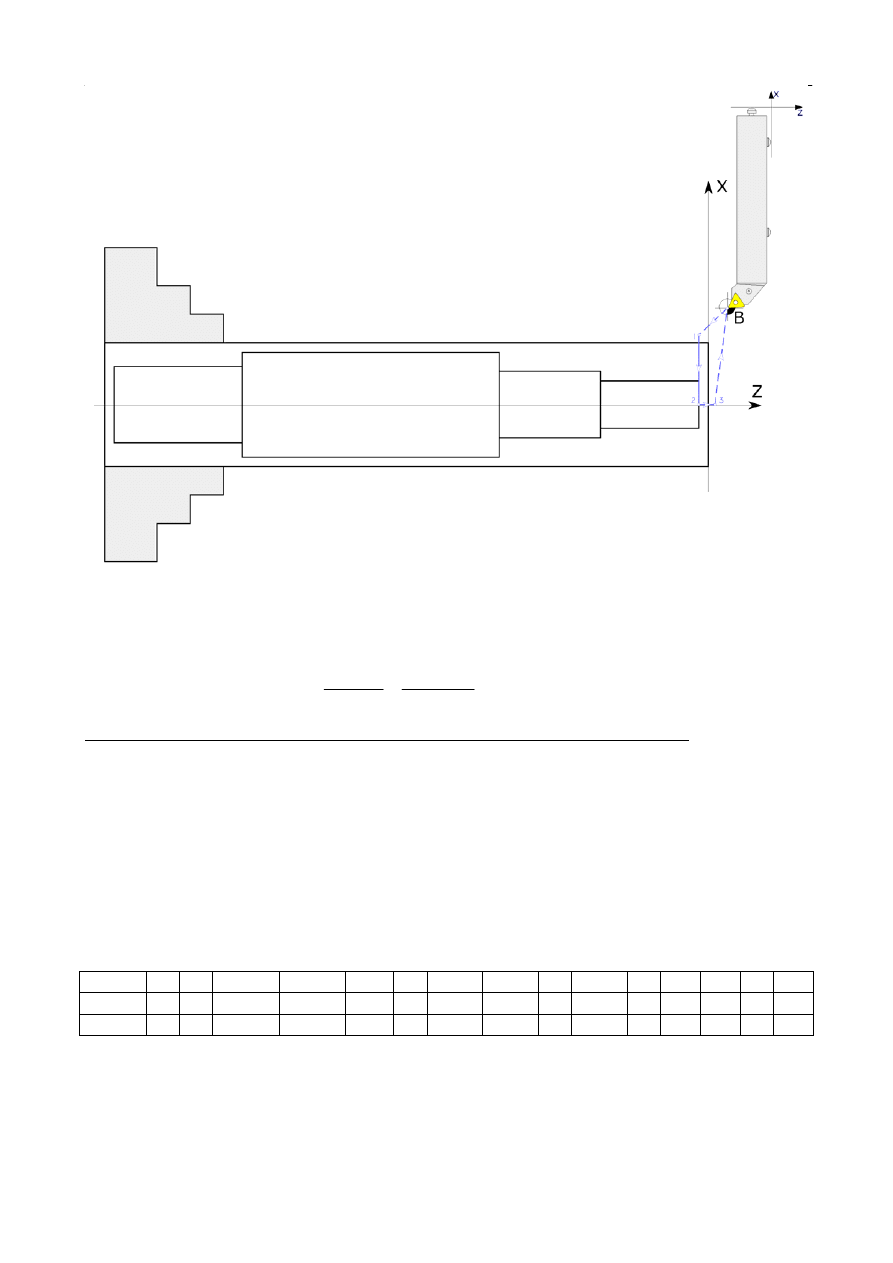
1. Planowanie powierzchni czołowej:
Do tego zabiegu należy dobrać właściwe narzędzie, w tym przypadku nóż tokarski składany
do planowania (ważny tu jest kierunek obróbki – pionowo na dół – stąd odpowiednie usytuowanie
płytki oraz kąt przystawienia krawędzi skrawającej
κ
r
). Ponieważ układ sterowania NUMS posiada
interpolator liniowy (możliwość równoczesnego przemieszczania w dwu osiach X i Z), trajektoria
narzędzia (droga przemieszczania się punktu charakterystycznego wierzchołka ostrza) może być
następująca (patrz rysunek poniżej): B-1-2-3-B. Linia przerywana oznacza ruch szybki ustawczy
(dojazd, odjazd, G00), linia ciągła natomiast ruch roboczy skrawania (G01). Teraz należy
wyznaczyć współrzędne tych punktów w układzie W związanym z PO:
Punkt B 1 2 3
X
28 24.5
0 0
Z
3 -2.5
-2.5 2
Uwagi:
1. Punkty dojazdu do obróbki (1) i odjazdu po obróbce (3) ustalamy, ze względów bezpieczeństwa
obróbki, w pewnej odległości od przedmiotu obrabianego – tu 2 mm.
2. Ponieważ ze względu na istniejący promień zaokrąglenia naroża ostrza narzędzia punkt
charakterystyczny leży poza narzędziem, należy to tutaj również uwzględnić, gdyż powierzchnia
czołowa nie zostanie obrobiona do końca (zostanie „dziubek”). Trzeba zawsze trochę „przejechać”
poniżej osi X, czyli współrzędna X punktu (2) i (3) powinna wynosić np. dla promienia r
ε
= 0.8: -1
2
Programowanie OSN ręczne – przykład, opracował dr inż. Jacek Habel
Ustalmy jeszcze parametry obróbki:
Głębokość skrawania a
p
:
2.5 [mm]
Prędkość skrawania v
c
: 200
[m/min]
Posuw f: 0.3
[mm/obr]
Obliczamy prędkość obrotową wrzeciona n dla średnicy D = 45 [mm]
1414
45
14
.
3
200
1000
1000
=
⋅
⋅
=
⋅
⋅
=
D
v
n
c
π
[obr/min]
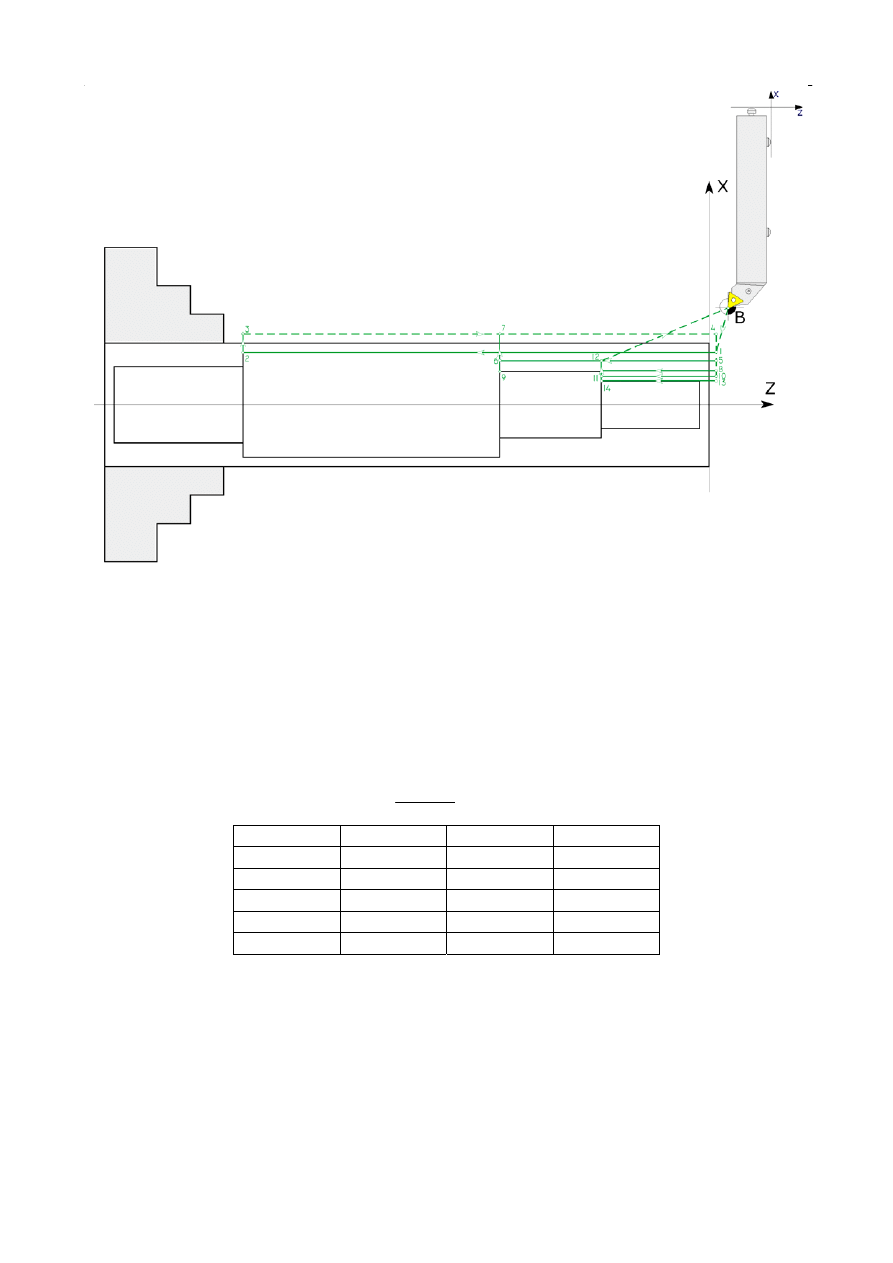
2. Obróbka zgrubna wzdłużna konturu zewnętrznego (powierzchni cylindrycznych)
Do tego zabiegu należy dobrać właściwe narzędzie, w tym przypadku nóż tokarski składany
do toczenia zewnętrznego wzdłużnego (ważny tu jest kierunek obróbki – poziomy – stąd
odpowiednie usytuowanie płytki oraz kąt przystawienia krawędzi skrawającej
κ
r
, który dla obróbki
zgrubnej powinien wynosić 45
°÷75°, lecz przy obróbce na gotowo odsadzeń prostopadłych w
kierunku ruchu narzędzia kąt ten powinien być wówczas większy od 90
°!).
Proponowana trajektoria narzędzia może być następująca (patrz rysunek poniżej):
B-1-2-3-4-5-6-7-4-8-9-7-4-10-11-12-5-13-14-12-B.
Linia przerywana oznacza ruch szybki ustawczy (dojazd, odjazd, G00), linia ciągła natomiast
ruch roboczy skrawania (G01). Teraz należy wyznaczyć współrzędne tych punktów w układzie W
związanym z PO:
Punkt
B
1
2 3 4 5
6 7 8
9 10
11
12
13
14
X
28 20 20
24.5 24.5 17 17
24.5 14 14
12 12 17 10 10
Z
3 2 -182.5 -182.5 2 2 -77.5 -77.5 2 -77.5 2 -40 -40 2 -40
Uwagi:
1. Obróbka konturu zewnętrznego realizowana jest w wielu przejściach ze względu na kształt
powierzchni obrabianych jak i ze względu na wielkość naddatku do usunięcia (głębokość
skrawania). Zwykle przyjmuje się, że przejścia wykonuje się na tą samą głębokość (w przykładzie
są one różne!).
3
Programowanie OSN ręczne – przykład, opracował dr inż. Jacek Habel
2. Ponieważ prędkość obrotowa wrzeciona (wzór na n) zależy od średnicy D obrabianej
powierzchni to dla zachowania stałej prędkości skrawania v
c
należy tą wartość korygować dla
każdego przejścia. Spotyka się również, że prędkość obrotowa n jest ustalana dla największej
średnicy D obrabianej w danym zabiegu i nie jest ona zmieniana – pamiętać należy tutaj że ma to
wpływ na skrócenie okresu trwałości ostrza T [min]!
Ustalmy jeszcze parametry obróbki:
Prędkość skrawania v
c
: 200
[m/min]
Posuw f: 0.3
[mm/obr]
Dla każdego przejścia roboczego obliczamy głębokość skrawania a
p
[mm] i prędkość obrotową
wrzeciona n wg wzoru:
D
v
n
c
⋅
⋅
=
π
1000
[obr/min]
Przejście
D [mm]
a
p
[mm]
n [obr/min]
1-2 40 2.5 1
591
5-6 34 3 1
872
8-9 28 3 2
273
10-11 24
2
2
652
13-14 20
2
3
183
Program NC dla tego przykładu znajduje się na karcie programowania OSN.
4
Wyszukiwarka
Podobne podstrony:
NX CAM Programowanie sciezek dla obrabiarek CNC nxcamp
Podstawa programowa dla gimnazjum
program dla zandarmerii wojskowej 1
Planowanie programu dla zdrowia Nieznany (4)
PROGRAMOWANIE w c dla chetnych
Asembler Kurs Programowania Dla Srednio Zaawansowanych S Kruk www !OSIOLEK!com
Indywidualny program dla dziecka, dla dzieci, rewalidacja indywidualna
Charakterystyka nowej podstawy programowej dla przedszkoli i klas początkowych, Współczesne koncepcj
programowanie dla platformy jav 4pr id 826455
pomoc programowania na tokarki cnc
Planowanie programu dla zdrowia Nieznany
INDYWIDUALNY PROGRAM DLA DZIECKA Z ZESPOŁEM DOWNA I NIEPEŁNOSPRAWNOŚCIĄ INTELEKTUALNĄ W STOPNIU UMIA
Lista kodów ISO G dla kontrolera CNC Heidenhain
więcej podobnych podstron