Instrukcja
spawania szyn termitem
Id-5 (D-7)
Tekst ujednolicony uwzgl
ę
dniaj
ą
cy:
1) tekst instrukcji przyj
ę
tej zarz
ą
dzeniem Nr 4/2005 Zarz
ą
du PKP Polskie Linie Kolejowe S.A.
z dnia 10 marca 2005 r.
2) zmiany wprowadzone zarz
ą
dzeniem Nr 16/2009 Zarz
ą
du PKP Polskie Linie Kolejowe S.A.
z dnia 29 czerwca 2009 r.
Warszawa, 2005 rok
Zał
ą
cznik
do zarz
ą
dzenia Nr 4/2005
Zarz
ą
du PKP Polskie Linie Kolejowe S.A.
z dnia 10 marca 2005 r.

Wła
ś
ciciel: PKP Polskie Linie Kolejowe S.A.
Wydawca: PKP Polskie Linie Kolejowe S.A.
Biuro Dróg Kolejowych
ul. Targowa 74, 03-734 Warszawa
tel. 22 47 326 87
www.plk-sa.pl, e-mail: ilk@plk-sa.pl
Wszelkie prawa zastrze
ż
one.
Modyfikacja, wprowadzanie do obrotu, publikacja, kopiowanie i dystrybucja
w celach komercyjnych, cało
ś
ci lub cz
ęś
ci instrukcji,
bez uprzedniej zgody PKP Polskie Linie Kolejowe S.A. – s
ą
zabronione

PKP POLSKIE LINIE KOLEJOWE S.A.
3
stan na dzie
ń
30 lipca 2009 r.
SPIS TRE
Ś
CI
ROZDZIAŁ I POSTANOWIENIA WPROWADZAJ
Ą
CE ........................................................... 5
§ 1. Przedmiot instrukcji ....................................................................................................... 5
§ 2. Przepisy i normy zwi
ą
zane ze spawaniem szyn termitem ............................................. 5
ROZDZIAŁ II SPAWANIE SZYN TERMITEM .......................................................................... 5
§ 3. Metody spawania .......................................................................................................... 5
§ 4. Zakres stosowania spawania szyn termitem ................................................................. 5
§ 5. Podstawowe wymagania przy spawaniu szyn termitem ................................................ 6
§ 6. Dru
ż
yna spawalnicza i kwalifikacje spawaczy ............................................................... 6
§ 7. Materiały spawalnicze ................................................................................................... 7
§ 8. Sprz
ę
t spawalniczy ...................................................................................................... 10
§ 9. Wymagania ogólne wykonania zł
ą
czy spawanych ...................................................... 11
§ 10. Temperatury wymagane przy spawaniu szyn i rozjazdów ......................................... 11
§ 11. Spawanie rozjazdów ................................................................................................. 12
§ 12. Ci
ę
cie szyn ................................................................................................................ 13
§ 13. Proces technologiczny spawania .............................................................................. 14
§ 14. Bezpiecze
ń
stwo i higiena pracy ................................................................................ 14
ROZDZIAŁ III KONTROLI WYKONANIA I ODBIORU ZŁ
Ą
CZY SZYNOWYCH
SPAWANYCH TERMITEM ..................................................................................................... 16
§ 15. Kontrola robót spawalniczych .................................................................................... 16
§ 16. Odbiór zł
ą
cza spawanego termitem .......................................................................... 16
ZAŁ
Ą
CZNIKI .......................................................................................................................... 22
Zał
ą
cznik 1 Spawanie szyn termitem metod
ą
SoWoS ....................................................... 22
Zał
ą
cznik 2 Spawanie szyn termitem metod
ą
SoW-L75 .................................................... 33
Zał
ą
cznik 3 Spawanie szyn obrabianych cieplnie metod
ą
SoWoS-HC .............................. 35
Zał
ą
cznik 4 Spawanie szyn termitem metod
ą
SoWoS-P .................................................... 36
Zał
ą
cznik 5 Spawanie szyn termitem metod
ą
PLA ............................................................ 38
Zał
ą
cznik 6 Spawanie szyn termitem metod
ą
AP 25.......................................................... 44
Zał
ą
cznik 7 Spawanie szyn termitem metod
ą
PLA 68........................................................ 46
Zał
ą
cznik 8 Spawanie szyn termitem metod
ą
SkV ............................................................. 48
Zał
ą
cznik 9 Spawanie szyn termitem metod
ą
SkV-L75...................................................... 49

PKP POLSKIE LINIE KOLEJOWE S.A.

PKP POLSKIE LINIE KOLEJOWE S.A.
5
stan na dzie
ń
30 lipca 2009 r.
ROZDZIAŁ I
Postanowienia wprowadzaj
ą
ce
§ 1.
Przedmiot instrukcji
Przedmiotem instrukcji jest technologia spawania szyn termitem w torach, rozjazdach
i skrzy
ż
owaniach z u
ż
yciem form suchych prefabrykowanych.
Instrukcja dotyczy szyn kolejowych typu 60E1 (UIC60) i 49E1 (S49) wytworzonych z gatunku
stali:
- R260, 900A, St90PA, St72P – szyny surowe,
- R350HT – szyny z główk
ą
obrobion
ą
cieplnie,
- St90PA – szyny obrobione cieplnie w całej obj
ę
to
ś
ci.
§ 2.
Przepisy i normy zwi
ą
zane ze spawaniem szyn termitem
1. Id-1 (D-1) Warunki techniczne utrzymania nawierzchni na liniach kolejowych.
2. Warunki techniczne wykonania i odbioru szyn kolejowych WTWiO-ILK3-5181-2/2004E.P.
z dnia 01.09.2004 r.
3. PN-EN 13674-1:2004 Kolejnictwo – Tor – Szyna – Cz
ęść
I: Szyny kolejowe Vignole’a
o masie 46 kg/m i wi
ę
kszej.
4. BN-83/9313-04. Rozjazdy i skrzy
ż
owania torów. Wymagania i badania.
5. ZN-85/0646-14. Szyny normalnotorowe S49-0 i UIC60-0 ze stali konwertorowej obrobione
cieplnie.
6. PN-EN 287-1 Egzaminowanie spawaczy - stale.
7. Kodeks Nr UIC860 Techniczne warunki dostaw szyn.
ROZDZIAŁ II
Spawanie szyn termitem
§ 3.
Metody spawania
Niniejsza instrukcja dotyczy spawania termitowego szyn kolejowych nast
ę
puj
ą
cymi
metodami, po dopuszczeniu do stosowania w torach zarz
ą
dzanych przez PKP PLK S.A.:
1. metoda SoWoS
2. metoda SoW-L75
3. metoda SoW-HC
4. metoda SoWoS-P
5. metoda PLA
6. metoda AP 25
7. metoda PLA 68
8. metoda SkV
9. metoda SkV-L75
Podstawow
ą
metod
ą
spawania szyn termitem w torach PKP PLK S.A. jest metoda SoWoS
bez nadlewu, z górnym wst
ę
pnym podgrzewaniem ko
ń
ców ł
ą
czonych szyn.
§ 4.
Zakres stosowania spawania szyn termitem
1. Spawanie szyn termitem z u
ż
yciem form suchych stosuje si
ę
do spawania szyn nowych
oraz starych u
ż
ytecznych.
2. Instrukcja dotyczy prac spawalniczych przy:

PKP POLSKIE LINIE KOLEJOWE S.A.
6
stan na dzie
ń
30 lipca 2009 r.
1) ł
ą
czeniu szyn w torach,
2) ł
ą
czeniu szyn i kształtowników w rozjazdach i skrzy
ż
owaniach torów,
3) spawaniu zł
ą
czy szynowych izolowanych klejono-spr
ęż
onych z szynami,
4) naprawie p
ę
kni
ę
tych szyn.
3. Metody spawania ze wzgl
ę
du na odległo
ść
mi
ę
dzy powierzchniami czołowymi ł
ą
czonych
szyn dziel
ą
si
ę
na metody z normalnym luzem (25mm) stosowane przy standardowym
ł
ą
czeniu szyn i metody z szerokim luzem (50, 68, 75 [mm]) traktowane jako metody
naprawcze.
4. Metody z szerokim luzem powinny by
ć
stosowane w nast
ę
puj
ą
cych przypadkach:
−
wielko
ść
luzu pomi
ę
dzy ko
ń
cami szyn przekracza 26 mm,
−
podj
ę
to decyzj
ę
o wyci
ę
ciu spoiny termitowej z normalnym luzem lub zgrzeiny
w celach naprawczych i odst
ą
piono od wbudowania wstawki szynowej,
−
wymieniane s
ą
cz
ęś
ci rozjazdowe o długo
ś
ci podstawowej po wyci
ę
ciu
uszkodzonych elementów rozjazdu wraz ze spoinami z normalnym luzem,
−
wyst
ę
puje p
ę
kni
ę
cie pionowe szyny, jednocze
ś
nie mo
ż
liwe jest obci
ę
cie
powierzchni czołowych z zachowaniem wymaganej prostopadło
ś
ci, a luz
spawalniczy mie
ś
ci si
ę
w wymaganym zakresie.
5. Szyny mo
ż
na spawa
ć
, gdy ró
ż
nica ich wysoko
ś
ci nie przekracza 1 mm, przy czym
powierzchnie i kraw
ę
dzie toczne powinny by
ć
w jednej płaszczy
ź
nie.
6. W torach głównych zasadniczych nie wolno spawa
ć
szyn otworowanych.
7. W pozostałych torach przystosowanych do pr
ę
dko
ś
ci jazdy poci
ą
gów V
≤
50km/h
(w rozjazdach torów stacyjnych V
≤
40km/h) dopuszcza si
ę
spawanie szyn z otworami na
ś
ruby łubkowe pod warunkiem,
ż
e nie ma p
ę
kni
ęć
i rys przy otworach, a ko
ń
ce szyn s
ą
zgniecione nie wi
ę
cej ni
ż
2 mm.
8. Ze wzgl
ę
du na technologie spawalnicze, szyn
ę
traktujemy jako nie otworowan
ą
, gdy
odległo
ść
mi
ę
dzy ko
ń
cem szyny, a najbli
ż
sz
ą
kraw
ę
dzi
ą
otworu wynosi min. 100 mm.
§ 5.
Podstawowe wymagania przy spawaniu szyn termitem
Dla zapewnienia dobrej jako
ś
ci zł
ą
czy spawanych termitem organizatorzy i wykonawcy robót
musz
ą
:
1. Wykonywa
ć
prace spawalnicze zgodnie z technologi
ą
podan
ą
w niniejszej instrukcji.
2. Powierza
ć
te prace spawaczom, którzy maj
ą
odpowiednie uprawnienia potwierdzone
dokumentem uznania wydanym przez PKP PLK S.A. Centrum Diagnostyki
(1)
, Wydział
Spawalnictwa, Odbiorów i Bada
ń
Nawierzchni Kolejowej.
§ 6.
Dru
ż
yna spawalnicza i kwalifikacje spawaczy
1. Skład dru
ż
yny spawalniczej jest zale
ż
ny od miejsca wykonywania i zakresu robót
spawalniczych. Najmniejsz
ą
dru
ż
yn
ę
stanowi
ą
spawacz i pomocnik spawacza.
2. Spawanie szyn termitem mog
ą
wykonywa
ć
spawacze, którzy:
-
uko
ń
czyli kurs spawania lub przecinania gazowego,
-
uko
ń
czyli kurs spawania termitem szyn w torach i rozjazdach kolejowych,
-
posiadaj
ą
uprawnienia do spawania szyn odpowiedni
ą
metod
ą
wymienion
ą
w § 3.
3. Spawacz pracuj
ą
cy w torach powinien posiada
ć
identyfikator ze zdj
ę
ciem, numerem
identyfikacyjnym i terminem wa
ż
no
ś
ci odpowiednich uprawnie
ń
. Numery identyfikacyjne
nadaje PKP PLK S.A. Centrum Diagnostyki
(1)
, Wydział Spawalnictwa, Odbiorów i Bada
ń
PKP POLSKIE LINIE KOLEJOWE S.A.
7
stan na dzie
ń
30 lipca 2009 r.
Nawierzchni Kolejowej.
4. Do spawania szyn w torze mog
ą
by
ć
dopuszczeni tylko spawacze, którzy uzyskali
pozytywny wynik egzaminu okresowego po
ś
wiadczony dokumentem uznania oraz
posiadaj
ą
identyfikator wydany przez PKP PLK S.A. Centrum Diagnostyki
(1)
, Wydział
Spawalnictwa, Odbiorów i Bada
ń
Nawierzchni Kolejowej.
§ 7.
Materiały spawalnicze
W torach PKP PLK S.A. wolno u
ż
ywa
ć
tylko materiały posiadaj
ą
ce odpowiednie atesty
i aprobaty techniczne, uznane i umieszczone na li
ś
cie „Materiałów spawalniczych
dopuszczonych do stosowania w torach PKP PLK S.A.”, któr
ą
wydaje Centrum Diagnostyki
(1)
,
Wydział Spawalnictwa, Odbiorów i Bada
ń
Nawierzchni Kolejowej.
1. Porcje termitowe.
1) Do spawania szyn termitem mo
ż
na stosowa
ć
porcje termitowe zgodnie z wymogami
technologicznymi i dopuszczeniem.
2) Dobór porcji termitu w zale
ż
no
ś
ci od typu szyn i gatunku stali oraz metody spawania
zawieraj
ą
Zał
ą
czniki do niniejszej Instrukcji.
3) Przy spawaniu szyn o ró
ż
nej wytrzymało
ś
ci (np. Rm=700 MPa z Rm=880 MPa) nale
ż
y
wybiera
ć
porcj
ę
dla szyny o wy
ż
szej wytrzymało
ś
ci, a w przypadku szyny surowej
z szyn
ą
obrobion
ą
cieplnie (np. Rm=880 MPa z Rm=1080 MPa) nale
ż
y wybra
ć
porcj
ę
dla szyny o ni
ż
szej wytrzymało
ś
ci.
4) Porcje termitowe nale
ż
y przechowywa
ć
w suchych pomieszczeniach, chroni
ć
przed
wilgoci
ą
i uszkodzeniem. Porcje wolno otwiera
ć
bezpo
ś
rednio przed napełnieniem
tygla.
5) Zabrania si
ę
u
ż
ywa
ć
porcji uszkodzonych lub zawilgoconych, jak równie
ż
dosypywania i ujmowania mieszanki z porcji. Zawilgoconych porcji nie wolno stosowa
ć
nawet wówczas, gdy zostan
ą
osuszone.
2. Wykładziny tygla.
1) Słu
żą
do przeprowadzania w nich reakcji porcji termitowych. U wylotu wykładziny
znajduje si
ę
otwór na wymienne tulejki spustowe.
2) Nale
ż
y stosowa
ć
wykładziny ceramiczne, które odznaczaj
ą
si
ę
du
żą
wytrzymało
ś
ci
ą
i odporno
ś
ci
ą
na wysokie temperatury.
3. Tulejki samospustowe.
1) Słu
żą
do zamkni
ę
cia otworu spustowego w wykładzinie tygla, a po reakcji termitu
w tyglu - do samoczynnego spustu płynnego stopiwa do formy.
2) Składaj
ą
si
ę
z cz
ęś
ci ceramicznej oraz palnych i topliwych przekładek reguluj
ą
cych
moment rozpocz
ę
cia spustu. W skład opakowania wchodzi równie
ż
proszek
uszczelniaj
ą
cy.
Uwaga do ust. 1-3:
Dopuszcza si
ę
stosowanie tygli jednorazowego u
ż
ytku z wbudowan
ą
tulejk
ą
samospustow
ą
i odpowiedni
ą
mieszank
ą
termitow
ą
, ustawianych bezpo
ś
rednio na formach spawalniczych.
4. Zapały błyskawiczne.
1) Słu
żą
do wywoływania reakcji termitowej w tyglu.
2) Nie wolno przechowywa
ć
ich w jednym pojemniku z porcjami termitowymi. Zaleca si
ę
przechowywa
ć
je w innym ni
ż
porcje termitowe pomieszczeniu.
5. Formy suche prefabrykowane.

PKP POLSKIE LINIE KOLEJOWE S.A.
8
stan na dzie
ń
30 lipca 2009 r.
1) Do wykonywania zł
ą
czy szynowych nale
ż
y u
ż
ywa
ć
form suchych prefabrykowanych.
2) Dobór form spawalniczych jest uzale
ż
niony od typu szyn i metody spawania.
6. Masa uszczelniaj
ą
ca.
1) Słu
ż
y do uszczelniania formy i wykładziny tygla.
2) Powinna by
ć
przygotowana i stosowana zgodnie z wymogami dopuszczonych
technologii spawania.
7. Gazy techniczne: propan-butan i tlen.
1) Jako paliwa do podgrzewania szyn nale
ż
y stosowa
ć
mieszaniny gazów propanu-
butanu z tlenem.
2) Butle nale
ż
y u
ż
ywa
ć
w pozycji stoj
ą
cej. Przy spadku ci
ś
nienia propanu-butanu w butli
poni
ż
ej ci
ś
nienia roboczego wskutek niskiej temperatury otoczenia, butl
ę
z propanem-butanem wstawi
ć
do pojemnika (o
ś
rednicy 600 mm i wysoko
ś
ci ok. 500
mm) wypełnionego ciepł
ą
wod
ą
o temperaturze nieprzekraczaj
ą
cej 40°C lub
zastosowa
ć
odpowiednie poł
ą
czenie dwóch butli.
3) Propan-butan nale
ż
y pobiera
ć
przez reduktor z dwoma manometrami za pomoc
ą
przewodów o długo
ś
ci min. 6 m (optymalna długo
ść
- 20 m). Zabrania si
ę
u
ż
ywa
ć
przewodów propanowych do innych gazów (np. tlenu).
4) Do poboru tlenu z butli nale
ż
y u
ż
ywa
ć
reduktora o wydajno
ś
ci minimum 6 m³/h,
w którym manometr niskiego ci
ś
nienia powinien mie
ć
zakres 0-1,5 MPa.
5) Przy pobieraniu tlenu do podgrzewania nale
ż
y stosowa
ć
si
ę
do instrukcji obsługi
palnika propanowo-tlenowego.
8. Szyny i wstawki szynowe.
1) Szyny w torach i rozjazdach oraz wstawki szynowe przeznaczone do spawania musz
ą
odpowiada
ć
wymaganiom norm wymienionych w § 2.
2) Spawa
ć
nale
ż
y tylko szyny proste. Dopuszcza si
ę
jedynie wygi
ę
cie ko
ń
ców szyn na
długo
ś
ci 1,5 m w płaszczy
ź
nie poziomej oraz pionowej w kierunku ku górze, nie
przekraczaj
ą
ce 0,7 mm, za
ś
w przypadku szyn przeznaczonych na linie o V=200 km/h
– 0,4 mm. Wygi
ę
cie ko
ń
ców ku dołowi jest niedopuszczalne.
3) Szyny przeznaczone do spawania powinny mie
ć
płaszczyzn
ę
czołow
ą
prostopadł
ą
do
osi podłu
ż
nej szyny. Dopuszczalna tolerancja wynosi 0,6 mm w ka
ż
dym kierunku.
4) Przy naprawie p
ę
kni
ęć
lub wbudowywaniu wstawek szynowych, odległo
ś
ci pomi
ę
dzy
zł
ą
czami musz
ą
mie
ć
nast
ę
puj
ą
ce, minimalne długo
ś
ci:
a) 12 m na liniach o dopuszczalnych pr
ę
dko
ś
ciach wi
ę
kszych od 160 km/h,
b) 8 m na liniach o dopuszczalnej pr
ę
dko
ś
ci maksymalnej równej lub wi
ę
kszej od 140
km/h, ale mniejszej lub równej 160 km/h,
c) 6 m na liniach o dopuszczalnej pr
ę
dko
ś
ci maksymalnej mniejszej od 140 km/h.
5) Dokładn
ą
długo
ść
wstawki nale
ż
y tak okre
ś
li
ć
, aby spoiny wypadły w
ś
rodku pola
mi
ę
dzy podkładami.
6) Przed rozpocz
ę
ciem prac spawalniczych lub ci
ę
cia szyn, nale
ż
y ustali
ć
rodzaj
i gatunek stali szynowej według tabeli nr 1.
9
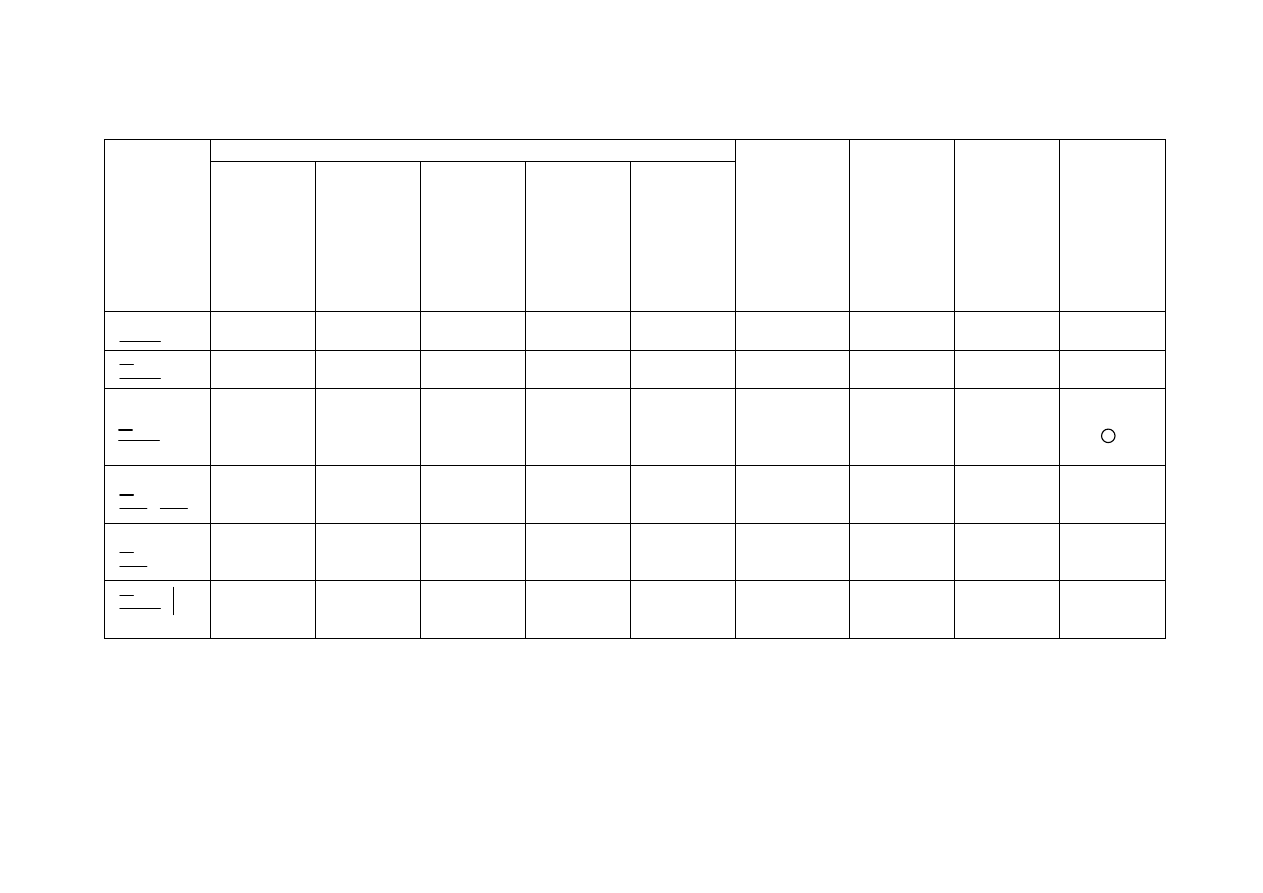
TABELA nr 1
Oznaczenia, opis i niektóre parametry stali szynowych stosowanych w torach zarz
ą
dzanych przez PKP Polskie Linie
Kolejowe S.A.
oznaczenie
gatunku
i obróbki
cieplnej stali
szynowej
(znaki liniowe
wypukłe
odwalcowane
na szynie)
Oznaczenie gatunku stali wg
Oznaczenie
stali
szynowych
Zakres
twardo
ś
ci
HB
Rm
N/mm²
min.
Uwagi
WTWiO
ILK3-
5181/2/200
4 E.P.
UIC
860
WT/-JD
15.014
PN-84/
H-93421
ZN-85/
0646-14
R220
700
700
St 72 P
W
ę
glowo
manganowa
220-260
700
R260
900A
900A
St 90 PA
W
ę
glowo
manganowa
260-300
880
--
--
--
St 90 PA
W
ę
glowo
manganowa
obrobiona
cieplnie
320-390
1080
*/
R 350HT
900A
W
ę
glowo
manganowa
obr. cieplnie
350-390
1175
DO
(Donawitz)
**/
HT
W
ę
glowo
manganowa
obr. cieplnie
350-390
1175
HY
(Corus)
**/
W
ę
glowo
manganowa
obr. cieplnie
350-390
1175
TTH
(Corus)
**/
*/ szyny obrabiane cieplnie w całej obj
ę
to
ś
ci produkowane w Hucie Katowice w latach 1985 – 1993 dodatkowo cechowane były przez
nanoszenie w hucie znaków wkl
ę
słych w postaci pier
ś
cieni o
ś
rednicy 15-20 mm, na szyjce szyny po przeciwnej stronie znaków wypukłych,
w odległo
ś
ci 0,5-2,0 m od jej ko
ń
ców.
**/ główka szyny obrobiona cieplnie do uzyskania struktury drobnego perlitu o twardo
ś
ci 350 – 390 HB.
Dla szyn z gatunku stali R350 mog
ą
by
ć
stosowane inne znaki liniowe (kreski walcownicze) dla oznaczenia gatunku stali.
s
ta
n
n
a
d
z
ie
ń
3
0
li
p
c
a
2
0
0
9
r
.
P
K
P
P
O
L
S
K
IE
L
IN
IE
K
O
L
E
J
O
W
E
S
.A
.
9

PKP POLSKIE LINIE KOLEJOWE S.A.
10
stan na dzie
ń
30 lipca 2009 r.
§ 8.
Sprz
ę
t spawalniczy
Do wykonywania robót spawalniczych w torach PKP nale
ż
y stosowa
ć
sprz
ę
t wła
ś
ciwy dla
dopuszczonej technologii spawalniczej i b
ę
d
ą
cy w dobrym stanie technicznym.
1. Tygiel z osprz
ę
tem.
1) Tygiel wielokrotnego u
ż
ycia do spawania szyn termitem składa si
ę
z blaszanego
korpusu (obudowy), w którym osadzona jest wykładzina. U wylotu tygla (w wykładzinie
tygla) znajduje si
ę
otwór na wymienn
ą
tulejk
ę
samospustow
ą
. Do nakrywania tygla
podczas reakcji słu
ż
y pokrywa.
2) Dobór tygla zale
ż
y od wielko
ś
ci stosowanej porcji i technologii.
3) Gdy na
ś
ciankach wykładziny tygla utworzy si
ę
p
ę
kni
ę
cie, to wykładzin
ę
nale
ż
y
wymieni
ć
. Grubo
ść
ż
u
ż
la osadzaj
ą
cego si
ę
na wykładzinie tygla wielokrotnego u
ż
ytku
nie powinna przekracza
ć
8 mm.
4) Tygiel jednorazowy z wbudowan
ą
tulejk
ą
nale
ż
y stosowa
ć
zgodnie z instrukcj
ą
producenta.
2. Stojak do mocowania form, tygla i palnika.
1) Funkcj
ę
i rodzaj stojaka okre
ś
la metoda spawania.
2) Stan techniczny powinien zapewnia
ć
prawidłowo
ść
mocowania w/w elementów
i spełnia
ć
warunki BHP.
3. Uzbrojenie formy.
W skład uzbrojenia formy wchodz
ą
obejmy form, których konstrukcja uzale
ż
niona jest od
metody spawania.
4. Palnik do podgrzewania wst
ę
pnego ko
ń
ców szyn powinien odpowiada
ć
stosowanej
metodzie spawania i wymogom producenta.
5. Przyrz
ą
dy kontrolno-pomiarowe.
Przyrz
ą
dy słu
żą
ce do wykonywania, kontroli i odbiorów robót spawalniczych musz
ą
by
ć
przynajmniej raz w roku sprawdzane w zakresie ich dokładno
ś
ci pomiarowej.
W skład przyrz
ą
dów pomiarowych wchodz
ą
:
1) Liniał elektroniczny z zapisem komputerowym o bazie pomiarowej długo
ś
ci 1 m
i dokładno
ś
ci min. 0,02 mm do sprawdzania prostoliniowo
ś
ci zł
ą
czy szynowych
w torach o pr
ę
dko
ś
ci 160 km /h i wi
ę
kszej.
2) Liniał o długo
ś
ci 1 m, kliny pomiarowe i szczelinomierze do ustawiania ko
ń
ców szyn
oraz sprawdzania prostoliniowo
ś
ci zł
ą
czy szynowych z dokładno
ś
ci
ą
pomiaru min.
0,05 mm w torach o pr
ę
dko
ś
ci mniejszej ni
ż
160 km /h.
3) Sprawdzian do pomiaru wielko
ś
ci luzu spawalniczego.
4) Termometr szynowy.
5) Stoper.
6) Ta
ś
ma pomiarowa o długo
ś
ci minimum 10m.
6. Urz
ą
dzenia do obróbki mechanicznej zł
ą
cza.
1) Piły tarczowe do ci
ę
cia szyn z uchwytem mocuj
ą
cym.
2) Przeno
ś
ne hydrauliczne obcinarki do mechanicznego usuwania nadlewów.
3) Szlifierki z prowadnic
ą
tarczy
ś
ciernej do szlifowania powierzchni tocznej i bocznych
główki szyny w zł
ą
czu.
4) Szlifierki rozjazdowe i k
ą
towe do szlifowania powierzchni w miejscach trudno
dost
ę
pnych.

PKP POLSKIE LINIE KOLEJOWE S.A.
11
stan na dzie
ń
30 lipca 2009 r.
§ 9.
Wymagania ogólne wykonania zł
ą
czy spawanych
1. Przygotowanie do spawania szyn, rozjazdów i wstawek szynowych nale
ż
y wykonywa
ć
zgodnie z warunkami uj
ę
tymi w Prawie Budowlanym, Warunkach technicznych Id-1 (D-1)
oraz niniejszej instrukcji.
2. Spawanie szyn, rozjazdów i wstawek szynowych nale
ż
y wykonywa
ć
według uprzednio
sporz
ą
dzonego planu spawania lub naprawy, zatwierdzonego przez Zakład Linii
Kolejowych.
3. Przed spawaniem szyn w torze eksploatowanym nale
ż
y tor odpowiednio przygotowa
ć
tj. uzupełni
ć
podsypk
ę
oraz wyregulowa
ć
tor w planie i profilu. Tor lub rozjazd przed
spawaniem powinien by
ć
wła
ś
ciwie podbity. (nie dotyczy nowo układanego toru lub
rozjazdu, który mo
ż
na spawa
ć
na placu/„na boso”).
4. Przed spawaniem szyn układanych lub ju
ż
uło
ż
onych w torze z zachowaniem
odpowiedniego luzu spawalniczego, po obu stronach styku nale
ż
y zdj
ąć
przytwierdzenia
szyn, co najmniej na 3 kolejnych podkładach. Mo
ż
liwe jest u
ż
ycie
ś
rub stopowych lub
przytwierdze
ń
spr
ęż
ystych do wyregulowania ko
ń
ców szyn.
§ 10.
Temperatury wymagane przy spawaniu szyn i rozjazdów
1. W czasie spawania szyn termitem w torach dokonujemy pomiaru temperatury szyn
termometrem szynowym.
Spawanie szyn nie przytwierdzonych (w torze lub poza torem) mo
ż
na wykonywa
ć
przy
temperaturze szyn nie ni
ż
szej ni
ż
+5°C.
2. Zabrania si
ę
spawa
ć
szyny w czasie opadów atmosferycznych.
3. Podczas wykonywania prac spawalniczych w torach bezstykowych nale
ż
y kierowa
ć
si
ę
postanowieniami zawartymi w Warunkach technicznych Id-1 (D-1) odno
ś
nie:
1) Spawania szyn w torach bezstykowych i przy ł
ą
czeniu torów z rozjazdami oraz
spawania rozjazdów ze sob
ą
.
2) Wbudowywania wstawek szynowych lub usuwania p
ę
kni
ęć
szyn oraz zakładania
opórek przeciwpełznych.
3) Przytwierdzania szyn do podkładów podczas układania torów bezstykowych.
4) Regulacji napr
ęż
e
ń
.
4. Prace spawalnicze wymienione w ust. 3 powinny by
ć
prowadzone w temperaturach
neutralnych.
5. Jako temperatur
ę
neutraln
ą
wg Warunków technicznych Id-1 (D-1) ustalono dla
wszystkich typów szyn zakres od +15°C do +30°C.
6. Temperatury przytwierdzania wszystkich torów bezstykowych układanych na PKP PLK
S.A. musz
ą
mie
ś
ci
ć
si
ę
w granicach temperatury neutralnej podanej w ust. 5.
7. Z uwagi na mo
ż
liwo
ść
powstania jam skurczowych, nie wolno dopu
ś
ci
ć
do wyst
ą
pienia sił
rozci
ą
gaj
ą
cych w gor
ą
cej spoinie do chwili ostygni
ę
cia jej do temperatury poni
ż
ej 500°C.
8. Przy wykonywaniu prac spawalniczych w torach bezstykowych nale
ż
y stosowa
ć
si
ę
do
postanowie
ń
zawartych w zał
ą
czniku nr 7 do Warunków technicznych Id-1 (D-1).
Zastosowanie napr
ęż
aczy szynowych lub podgrzewaczy szyn musi by
ć
zgodne
z obowi
ą
zuj
ą
cymi instrukcjami ich obsługi oraz procesem technologicznym układania
i utrzymania toru bezstykowego.
PKP POLSKIE LINIE KOLEJOWE S.A.
12
stan na dzie
ń
30 lipca 2009 r.
§ 11.
Spawanie rozjazdów
1. Przygotowanie do spawania rozjazdów nale
ż
y wykonywa
ć
zgodnie z warunkami
spawania rozjazdów i skrzy
ż
owa
ń
torów zawartych w Warunkach technicznych Id-1 (D-1)
oraz niniejszej instrukcji.
2. Przy spawaniu styków w rozje
ź
dzie nale
ż
y upewni
ć
si
ę
, czy luzy spawalnicze zostały
uwzgl
ę
dnione w produkcji rozjazdów zgodnie z dokumentacj
ą
.
3. Przed spawaniem nale
ż
y sprawdzi
ć
prostopadło
ść
styków pocz
ą
tku i ko
ń
ca rozjazdu.
4. W celu zapewnienia prawidłowej pracy zwrotnic nale
ż
y sprawdzi
ć
, a w razie potrzeby
poprawi
ć
, poło
ż
enie iglic wzgl
ę
dem opornic (naznaczony punkt na opornicy).
5. Styki wewn
ę
trzne w rozje
ź
dzie mo
ż
na spawa
ć
przy temperaturze szyny wynosz
ą
cej min.
+5°C.
6. Spawanie zewn
ę
trznych styków rozjazdu z torem bezstykowym nale
ż
y wykonywa
ć
w temperaturze neutralnej tj. od +15ºC do +30ºC, po dokładnym wyregulowaniu rozjazdu
w planie i profilu.
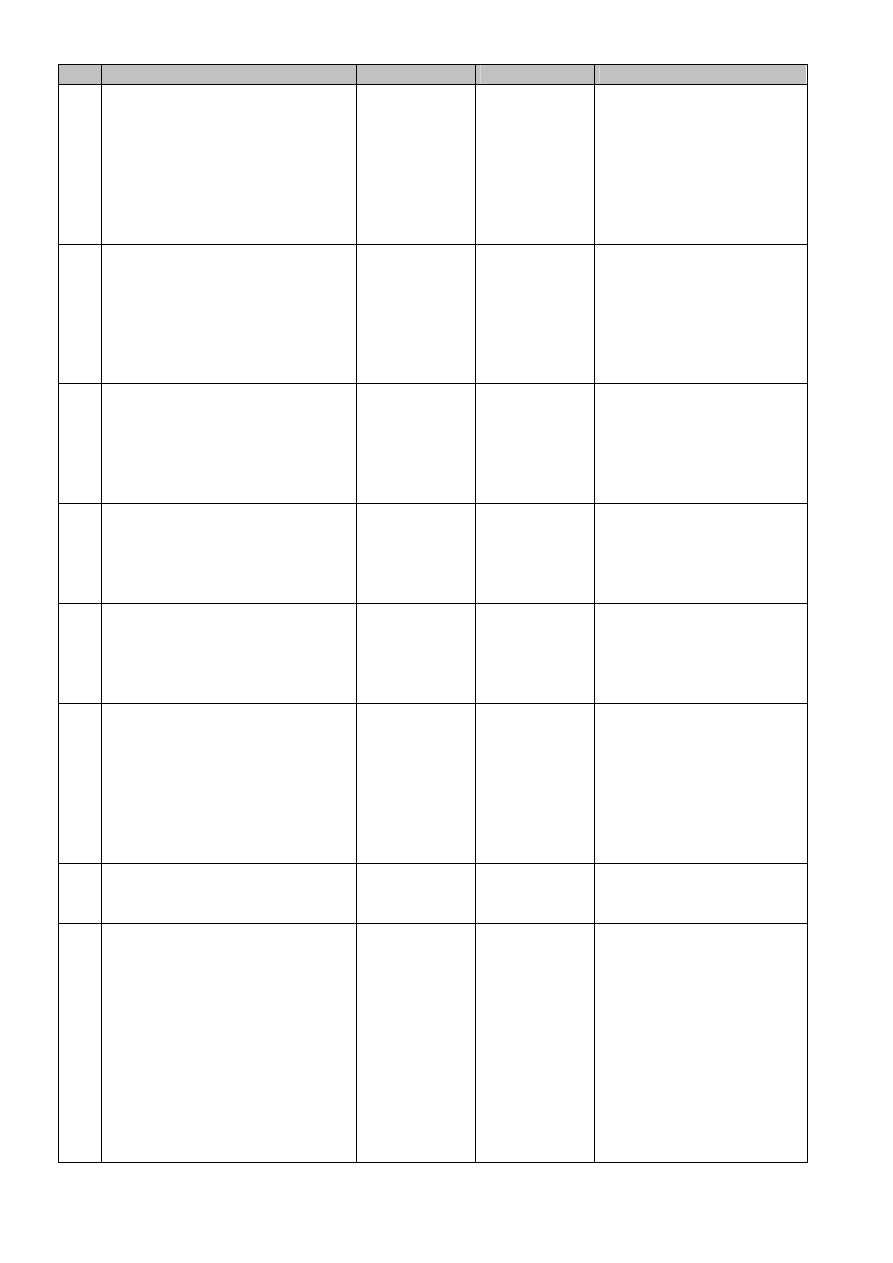
7. Spawanie styków rozjazdu nale
ż
y wykonywa
ć
spawaj
ą
c z szynami ł
ą
cz
ą
cymi kolejno:
1) Kierownice (pierwsz
ą
le
żą
c
ą
na kierunku zasadniczym).
2) Krzy
ż
ownice.
3) Opornice.
4) Iglice.
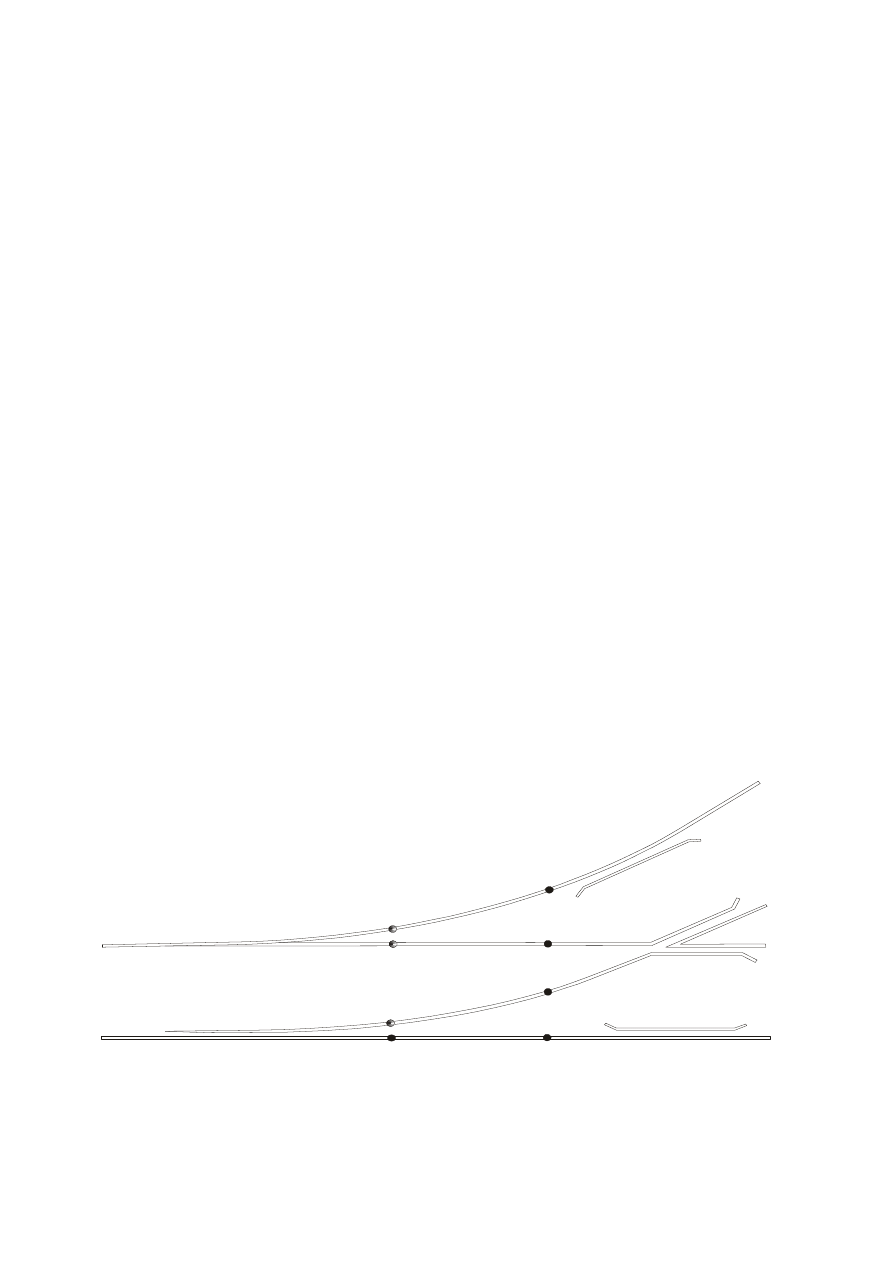
Kolejno
ść
wykonywania wewn
ę
trznych poł
ą
cze
ń
spawanych w rozje
ź
dzie zwyczajnym
przedstawia rysunek 1.
8. Do spawania iglic z szynami ł
ą
cz
ą
cymi mo
ż
na przyst
ą
pi
ć
po wystygni
ę
ciu zł
ą
czy
spawanych poprzednio i zbadaniu poło
ż
enia iglic z uwzgl
ę
dnieniem 2 mm skurczu spoiny.
9. Po spawaniu, iglice rozjazdu musz
ą
przekłada
ć
si
ę
lekko, a zamkni
ę
cia nastawcze
działa
ć
prawidłowo. Kontrole prawidłowo
ś
ci działania nale
ż
y wykona
ć
wspólnie
z pracownikiem odpowiedzialnym za wła
ś
ciwe działanie urz
ą
dze
ń
nastawczych
i kontrolnych rozjazdu.
6
7
8
5
1
2
3
4
Rys. 1. Kolejno
ść
spawania styków wewn
ę
trznych w rozje
ź
dzie.
PKP POLSKIE LINIE KOLEJOWE S.A.
13
stan na dzie
ń
30 lipca 2009 r.
§ 12.
Ci
ę
cie szyn
1. Miejsce ci
ę
cia szyn nale
ż
y tak usytuowa
ć
, aby wykonana spoina znalazła si
ę
w
ś
rodku
pola mi
ę
dzy podkładami.
2. Ci
ę
cie szyn w torach głównych przed spawaniem powinno by
ć
wykonane pił
ą
mechaniczn
ą
. W torach bocznych dopuszcza si
ę
ci
ę
cie szyn o wytrzymało
ś
ci
Rm
≤
880 MPa i mniejszej palnikiem, pod warunkiem wykonania tego bezpo
ś
rednio przed
spawaniem. Przed przyst
ą
pieniem do ci
ę
cia szyn palnikiem, w obszarze ci
ę
cia na
długo
ś
ci 50 cm, nale
ż
y podgrza
ć
równomiernie cały przekrój poprzeczny szyny do
temperatury ok. 50
°
C.
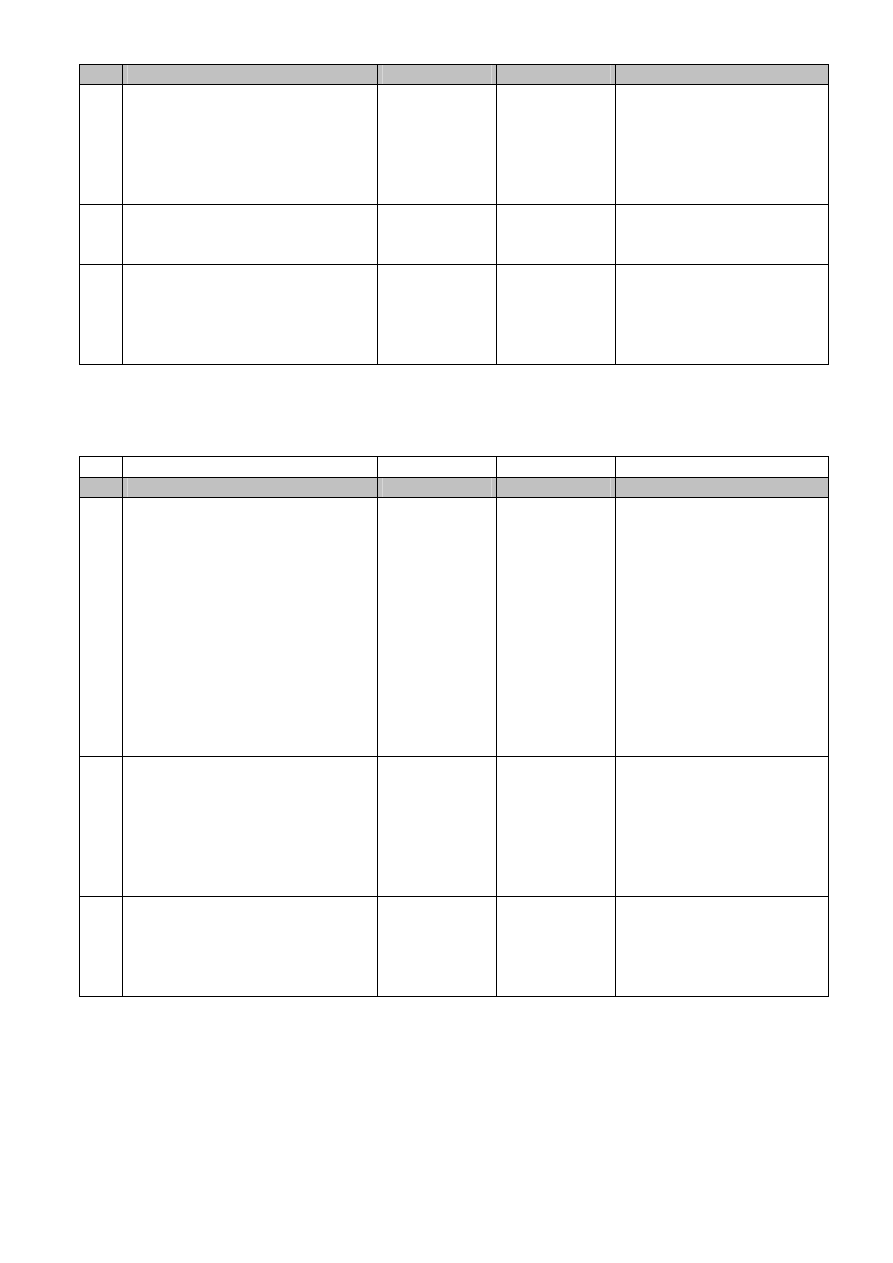
3. W przypadku nie wykonywania spoiny bezpo
ś
rednio po ci
ę
ciu palnikiem, w celu
unikni
ę
cia zmian strukturalnych, nale
ż
y bezpo
ś
rednio przed ci
ę
ciem podgrza
ć
szyn
ę
do
temperatury w zakresie 400-500
°
C w obszarze 10 cm po obu stronach linii ci
ę
cia, zgodnie
z rysunkiem 2.
4. Dla zachowania prostopadło
ś
ci ci
ę
cia szyn, ci
ę
cie przy u
ż
yciu palnika nale
ż
y wykona
ć
z zastosowaniem odpowiedniego szablonu (prowadnika) oraz wózka.
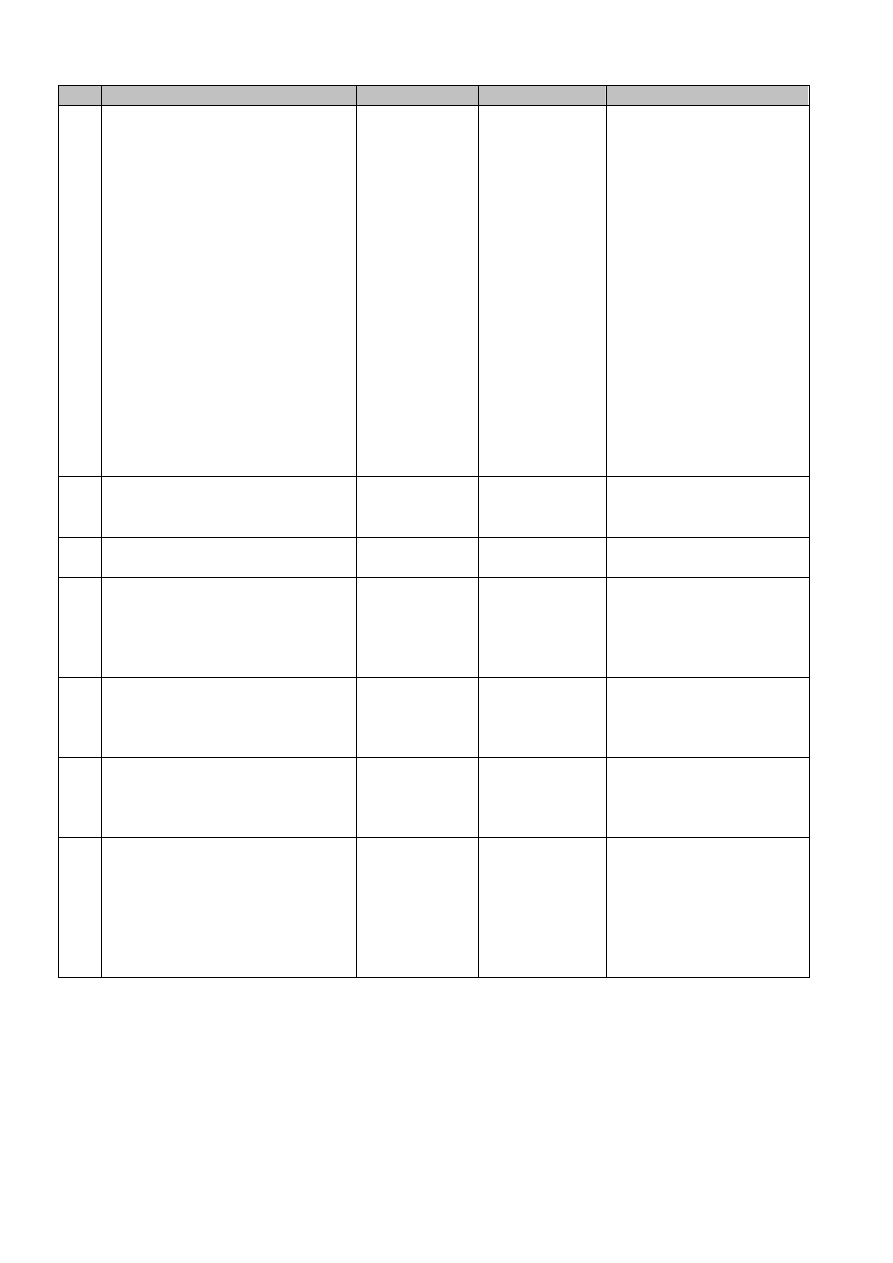
5. Ci
ę
cie nale
ż
y rozpoczyna
ć
od kraw
ę
dzi stopki posuwaj
ą
c si
ę
poprzez szyjk
ę
do główki.
Nast
ę
pnie doci
ąć
stopk
ę
z drugiej strony, a potem główk
ę
od strony rozpocz
ę
cia ci
ę
cia
szyny jak na rysunku 3.
6. Ci
ę
cie opisane powy
ż
ej mo
ż
na wykonywa
ć
pod warunkiem braku sił
ś
ciskaj
ą
cych
w miejscu ci
ę
cia szyny. W przypadku, gdy zachodzi podejrzenie wyst
ę
powania sił
ś
ciskaj
ą
cych (np. z powodu wysokiej temperatury szyny), niedopuszczalne jest
rozpoczynanie ci
ę
cia od stopki.
50 C
50 C
10cm 10cm
50 cm
50 cm
400 - 500 C
Rys. 2. Miejsca podgrzewania obszarów szyny przed ci
ę
ciem palnikiem
PKP POLSKIE LINIE KOLEJOWE S.A.
14
stan na dzie
ń
30 lipca 2009 r.
1
2
3
Rys. 3. Kolejno
ść
etapów i kierunki ci
ę
cia szyny.
§ 13.
Proces technologiczny spawania
Proces technologiczny spawania szyn termitem z u
ż
yciem form suchych prefabrykowanych
składa si
ę
z nast
ę
puj
ą
cych operacji:
1. przygotowanie i ustawienie styku szyn do spawania,
2. zało
ż
enie i uszczelnienie form,
3. napełnienie i ustawienie tygla,
4. podgrzewanie ko
ń
ców szyn,
5. spawanie (reakcja i spust),
6. zdj
ę
cie formy i obróbka zł
ą
cza.
Szczegółowy opis wykonywanych operacji i czynno
ś
ci został uj
ę
ty w zał
ą
cznikach 1÷ 9.
§ 14.
Bezpiecze
ń
stwo i higiena pracy
1. Uwagi ogólne.
1) Spawanie termitowe szyn mog
ą
wykonywa
ć
spawacze dopuszczeni do prac
spawalniczych oraz odpowiednio przeszkoleni pod wzgl
ę
dem bezpiecze
ń
stwa
i higieny pracy w zakresie robót na torach.
2) Roboty spawalnicze szyn nadzoruje wyznaczony pracownik. Jest on odpowiedzialny
za przestrzeganie przepisów BHP oraz wła
ś
ciw
ą
organizacj
ę
pracy podczas
wykonywania zł
ą
czy spawanych. Pracownik ten musi posiada
ć
uko
ń
czony kurs
uprawniaj
ą
cy do kontroli wykonania i odbioru spawalniczych robót nawierzchni
kolejowej.
3) Spawacz jest zobowi
ą
zany do przestrzegania przepisów przeciwpo
ż
arowych oraz
bezpiecze
ń
stwa i higieny pracy w zakresie zwi
ą
zanym z u
ż
yciem butli z gazami oraz
sprz
ę
tu spawalniczego.
4) Przy wykonywaniu robót spawalniczych nale
ż
y przestrzega
ć
:
a) wymogów zawartych w Prawie Budowlanym,

PKP POLSKIE LINIE KOLEJOWE S.A.
15
stan na dzie
ń
30 lipca 2009 r.
b) Warunków technicznych utrzymania nawierzchni na liniach kolejowych Id-1 (D-1)
w zakresie nadzoru nad robotami oraz warunków bezpiecze
ń
stwa przy
prowadzeniu robót nawierzchniowych,
c) przepisów BHP.
2. Odzie
ż
ochronna.
1) W czasie pracy spawacze i ich pomocnicy powinni by
ć
ubrani w ognioodporn
ą
odzie
ż
ochronn
ą
, przy czym klapy kieszeni marynarek musz
ą
by
ć
na wierzchu, a nogawki
spodni wyło
ż
one na wierzch obuwia, aby nie dopu
ś
ci
ć
do zatrzymania si
ę
odprysków
gor
ą
cego metalu i
ż
u
ż
lu na ubraniu. Obuwie noszone przez spawaczy powinno łatwo
zdejmowa
ć
si
ę
z nóg.
2) Podczas spawania spawacz powinien mie
ć
odpowiednio nakryt
ą
głow
ę
(beretem lub
czapk
ą
bez daszka). Do ochrony r
ą
k nale
ż
y u
ż
ywa
ć
pi
ę
ciopalcowych spawalniczych
r
ę
kawic ochronnych.
3) Przy ci
ę
ciu gazowym, oczyszczaniu i obcinaniu nadlewów spoin nale
ż
y stosowa
ć
okulary ochronne.
4) Ka
ż
da dru
ż
yna spawalnicza powinna by
ć
wyposa
ż
ona w apteczk
ę
pierwszej pomocy.
3.
Ś
rodki ochrony indywidualnej, odzie
ż
i obuwie robocze pracownicy wykonuj
ą
cy prace
spawalnicze otrzymuj
ą
zgodnie z Tabel
ą
Norm przydziału
ś
rodków ochrony indywidualnej
oraz odzie
ż
y i obuwia roboczego, stanowi
ą
c
ą
zał
ą
cznik do Regulaminu pracy jednostki
organizacyjnej zatrudniaj
ą
cej pracowników.
Zabronione jest wykonywanie prac spawalniczych bez u
ż
ywania przez pracowników
ś
rodków ochrony indywidualnej oraz odzie
ż
y i obuwia roboczego.
4. Składowanie mieszanek termitowych i zapałów błyskawicznych.
Porcje mieszanek termitowych i zapały błyskawiczne nale
ż
y przechowywa
ć
w suchych
pomieszczeniach.
1) Porcji termitowych nie wolno przechowywa
ć
razem z zapałami błyskawicznymi.
Materiały te nie mog
ą
by
ć
składowane razem z materiałami palnymi lub ułatwiaj
ą
cymi
spalanie.
2) Zapały błyskawiczne nale
ż
y przechowywa
ć
w specjalnych pudełkach, które nale
ż
y
zamyka
ć
po ka
ż
dorazowym wyj
ę
ciu zapału. Zapałów nie wolno przechowywa
ć
w ubraniu.
5. Zapalanie mieszanki i spust stopiwa.
1) Spawacz po zapaleniu mieszanki termitowej w tyglu powinien odsun
ąć
si
ę
od tygla na
odległo
ść
ok. 5 m. Pozostali pracownicy przed zapaleniem mieszanki powinni odsun
ąć
si
ę
na odległo
ść
ponad 5 m i pozosta
ć
tam do czasu zako
ń
czenia spustu.
2) Osobom postronnym nie wolno zbli
ż
a
ć
si
ę
do stanowiska spawalniczego na odległo
ść
mniejsz
ą
ni
ż
5 m.
3) Przy zbli
ż
aniu si
ę
pojazdów szynowych lub podczas ich przejazdu po s
ą
siednim torze
nie wolno zapala
ć
mieszanki termitowej w tyglu.
4) Przebieg spawania nale
ż
y obserwowa
ć
przez okulary ochronne - spawalnicze.
5) Je
ż
eli porcja mieszanki termitowej zapali si
ę
albo nast
ą
pi wyciek płynnego stopiwa
z nieszczelnego tygla lub niedokładnie uszczelnionej formy, to do gaszenia nale
ż
y
u
ż
ywa
ć
suchego piasku. Ze wzgl
ę
du na mo
ż
liwo
ść
spowodowania eksplozji, do
gaszenia nie wolno u
ż
ywa
ć
wody!
PKP POLSKIE LINIE KOLEJOWE S.A.
16
stan na dzie
ń
30 lipca 2009 r.
ROZDZIAŁ III
Kontroli wykonania i odbioru zł
ą
czy szynowych spawanych termitem
§ 15.
Kontrola robót spawalniczych
1. Kontroli robót spawalniczych mo
ż
e dokonywa
ć
pracownik aktualnie zatrudniony w PKP
Polskie Linie Kolejowe S.A., maj
ą
cy uko
ń
czony kurs z zakresu kontroli wykonania
i odbioru robót spawalniczych nawierzchni kolejowej.
2. Obowi
ą
zkiem kontroluj
ą
cego roboty spawalnicze jest sprawdzenie prawidłowo
ś
ci
wykonania robót zgodnie z niniejsz
ą
instrukcj
ą
.
3. W razie stwierdzenia,
ż
e roboty prowadzone s
ą
niezgodnie z obowi
ą
zuj
ą
cymi przepisami,
kontroluj
ą
cy powinien natychmiast je wstrzyma
ć
, informuj
ą
c o tym zakład pracy spawaczy
oraz wła
ś
ciw
ą
terytorialnie jednostk
ę
PKP PLK S.A.
4. Kontroli powinna by
ć
poddana ka
ż
da grupa spawalnicza przynajmniej jeden raz w roku.
5. Kontrola robót powinna obejmowa
ć
:
1) Kontrol
ę
wst
ę
pn
ą
.
2) Kontrol
ę
w czasie spawania (kontrol
ę
mi
ę
dzyoperacyjn
ą
).
3) Kontrol
ę
ko
ń
cow
ą
.
6. W ramach kontroli wst
ę
pnej nale
ż
y sprawdzi
ć
:
1) Posiadanie przez spawaczy kwalifikacji zgodnych z § 6 niniejszej Instrukcji.
2) Prawidłowo
ść
przygotowania zł
ą
cza do spawania, ze zwróceniem uwagi na podbicie
toru w miejscu robót.
3) Szyny i materiały spawalnicze zgodnie z § 3 i § 7 niniejszej Instrukcji.
4) Stan techniczny sprz
ę
tu spawalniczego zgodnie z § 8 niniejszej Instrukcji.
5) Bezpiecze
ń
stwo i warunki pracy:
a) Znajomo
ść
przepisów z zakresu bhp i ochrony przeciwpo
ż
arowej przy pracach
spawalniczych wykonywanych bezpo
ś
rednio w torach.
b) Wyposa
ż
enie spawaczy termitowych w odzie
ż
ochronn
ą
i sprz
ę
t ochrony osobistej.
7. Kontrola mi
ę
dzyoperacyjna
Polega na bie
żą
cej obserwacji i sprawdzeniu czy proces technologiczny spawania jest
zgodny
z
zastosowan
ą
metod
ą
oraz
postanowieniami
niniejszej
Instrukcji.
W przypadku stwierdzenia istotnych uchybie
ń
w przestrzeganiu technologii wykonania
spoin przez spawacza, nale
ż
y odsun
ąć
go od czynno
ś
ci i skierowa
ć
na egzamin
sprawdzaj
ą
cy.
8. Kontrola ko
ń
cowa
Kontrol
ę
ko
ń
cow
ą
przeprowadza si
ę
po wst
ę
pnym odbiorze spoiny przez spawacza
termitowego.
W zakres kontroli ko
ń
cowej wchodz
ą
czynno
ś
ci okre
ś
lone w § 16, za wyj
ą
tkiem
konieczno
ś
ci sporz
ą
dzenia protokołu odbioru.
§ 16.
Odbiór zł
ą
cza spawanego termitem
1. Odbioru robót spawalniczych mo
ż
e dokonywa
ć
pracownik aktualnie zatrudniony w PKP
Polskie Linie Kolejowe S.A., maj
ą
cy uko
ń
czony kurs z zakresu kontroli wykonania
i odbioru robót spawalniczych nawierzchni kolejowej.
2. Odbiorom musz
ą
by
ć
poddane wszystkie zł
ą
cza spawane w torach, rozjazdach
i skrzy
ż
owaniach.

PKP POLSKIE LINIE KOLEJOWE S.A.
17
stan na dzie
ń
30 lipca 2009 r.
3. Dokonuj
ą
cy odbioru zł
ą
cza spawanego powinien:
1) Przeprowadzi
ć
ogl
ę
dziny.
2) Wykona
ć
pomiar geometrii zł
ą
cza.
3) Dokona
ć
odpowiednich wpisów w protokole odbioru zł
ą
czy według zał
ą
czonego wzoru
nr 1 lub nr 2, (je
ż
eli odbiór dokonuje si
ę
po naprawie zł
ą
cza).
4. Ogl
ę
dziny
1) Ogl
ę
dziny wst
ę
pne:
a) Odległo
ść
wykonanej spoiny od zł
ą
cza spawanego, zgrzewanego albo zł
ą
cza
łubkowego powinna by
ć
zgodna z § 7 ust. 8 pkt. 4 niniejszej Instrukcji.
b) Powierzchnia toczna i powierzchnie boczne główki szyny w strefie spoiny musz
ą
by
ć
oszlifowane do profilu szyny, a pozostałe oczyszczone z resztek masy
formierskiej i pozbawione nadlewów technologicznych.
c) Zł
ą
cze musi by
ć
trwale oznakowane (odcisk stempla) znakiem spawacza oraz dat
ą
wykonania (miesi
ą
c i dwie ostatnie cyfry roku) w odległo
ś
ci 200 mm od osi spoiny
na zewn
ę
trznej powierzchni bocznej główki szyny.
2) Ogl
ę
dziny szczegółowe.
Spoina termitowa powinna tworzy
ć
jednolite poł
ą
czenie spawanych ko
ń
ców szyn.
a) Brak wtopienia, braki metalu w spoinie w obr
ę
bie stopki i szyjki, oraz p
ę
kni
ę
cia
id
ą
ce w gł
ą
b spoiny s
ą
wadami dyskwalifikuj
ą
cymi poł
ą
czenie.
b) Pory i p
ę
cherze wychodz
ą
ce na zewn
ą
trz spoiny, wtr
ą
cenia piaskowe i
ż
u
ż
lowe s
ą
wadami dyskwalifikuj
ą
cymi spoin
ę
, je
ż
eli:
c) w obszarze nadlewu wchodz
ą
w przekrój szyny i ich gł
ę
boko
ść
jest wi
ę
ksza ni
ż
3 mm,
d) ich całkowita powierzchnia przekracza 0,5 cm² w nadlewie stopki lub 2 cm²
w nadlewie szyjki i główki szyny.
e) Kształt nadlewu spoiny niezgodny z zarysem formy jest wad
ą
dyskwalifikuj
ą
c
ą
poł
ą
czenie,
f) Braki metalu w spoinie do 1,5 cm³ wyst
ę
puj
ą
ce w główce szyny mog
ą
by
ć
uzupełnione przez napawanie, jednak w przypadku braku takiej mo
ż
liwo
ś
ci, zł
ą
cze
powinno by
ć
wyci
ę
te.
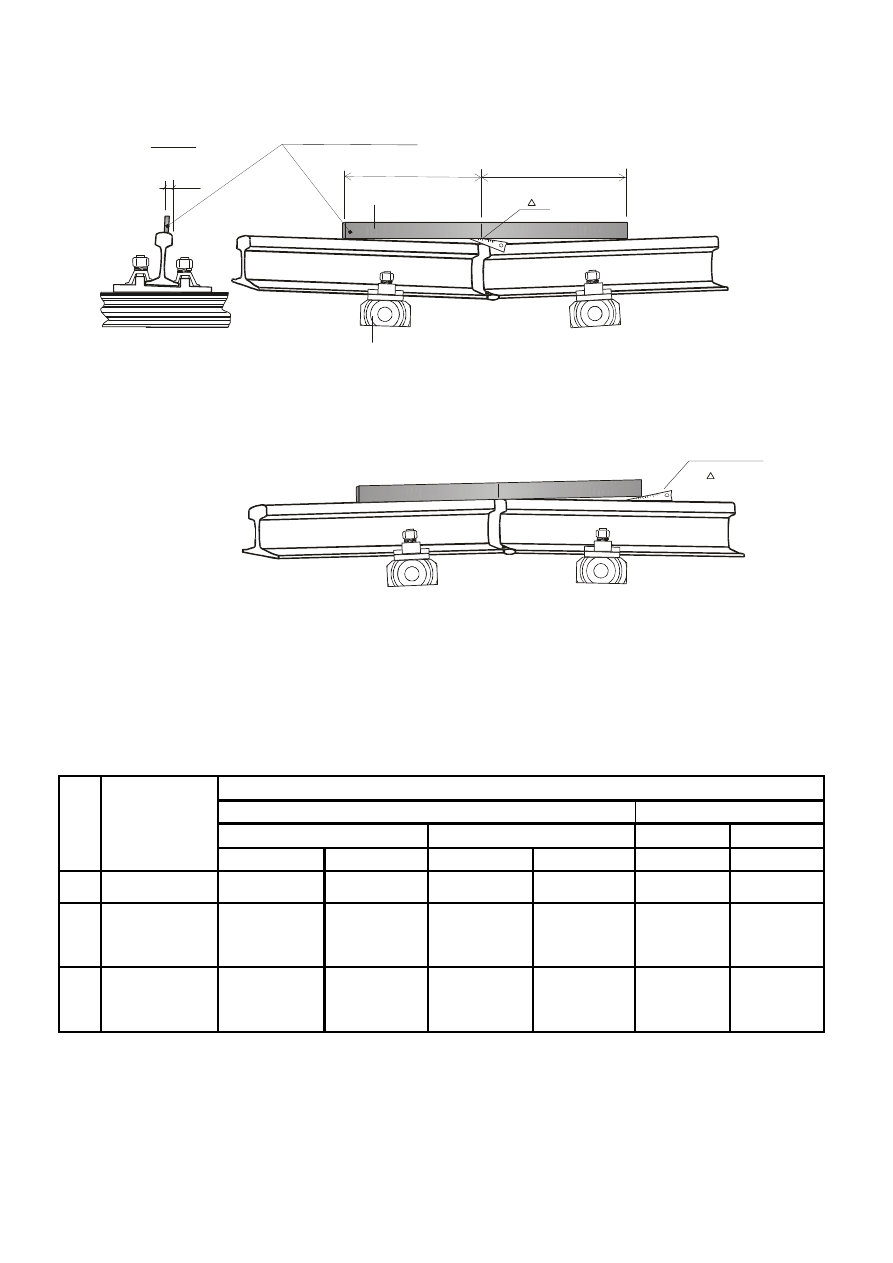
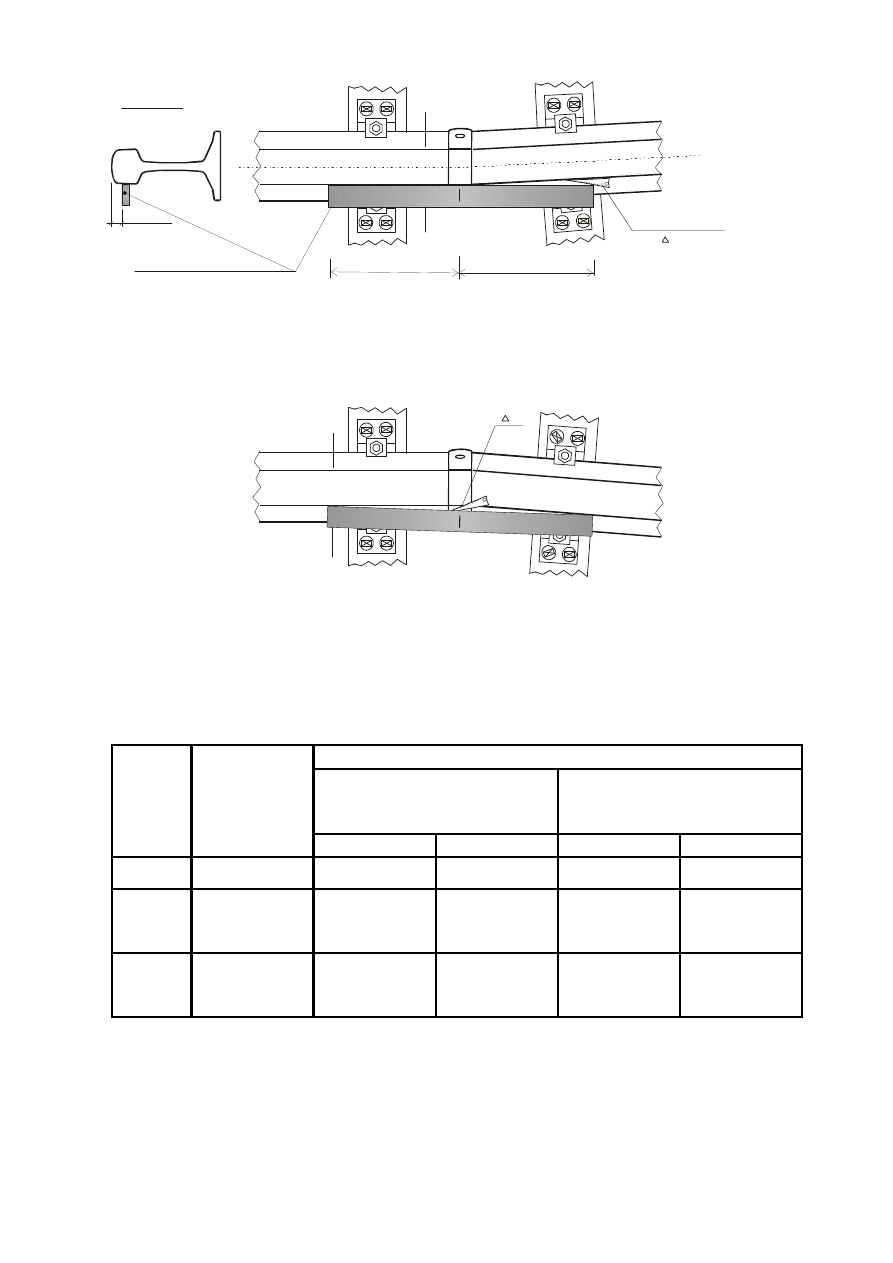
5. Geometria zł
ą
cza
1) Prostoliniowo
ść
zł
ą
cza spawanego sprawdza si
ę
przy pomocy:
a) Liniału o długo
ś
ci 1 m oraz klinów pomiarowych lub szczelinomierza
z dokładno
ś
ci
ą
min. 0,05 mm w torach i rozjazdach o pr
ę
dko
ś
ci mniejszej od 160
km/h.
b) Liniału elektronicznego o bazie pomiaru 1 m i dokładno
ś
ci min. 0,02 mm
z mo
ż
liwo
ś
ci
ą
wydruku
bezpo
ś
redniego
lub
po
ś
redniego
(współpraca
z komputerem) - w torach i rozjazdach o pr
ę
dko
ś
ci 160 km/h i wi
ę
kszej.
2) Prostoliniowo
ść
pionow
ą
zł
ą
cza nale
ż
y sprawdza
ć
na powierzchni tocznej główki
szyny w odległo
ś
ci 20 mm od kraw
ę
dzi szyny. Sposób pomiaru prostoliniowo
ś
ci
pionowej przy pomocy liniału przedstawia rysunek 4, a dopuszczalne odchyłki tabela
nr 2.
3) Prostoliniowo
ść
poziom
ą
zł
ą
cza nale
ż
y sprawdza
ć
na powierzchni bocznej główki
szyny 14 mm poni
ż
ej powierzchni tocznej.
PKP POLSKIE LINIE KOLEJOWE S.A.
18
stan na dzie
ń
30 lipca 2009 r.
Sposób pomiaru prostoliniowo
ś
ci poziomej przy pomocy liniału przedstawia rysunek 5,
a dopuszczalne odchyłki tabela nr 3.
6. Wst
ę
pny odbiór wykonanego zł
ą
cza po obróbce ostatecznej przeprowadza spawacz,
dokonuj
ą
c wszystkich pomiarów i ogl
ę
dzin zgodnie z § 16. Wyniki pomiarów wpisuje do
„Rejestru wykonanych spoin” - wzór nr 3.
Ka
ż
dy spawacz jest zobowi
ą
zany posiada
ć
indywidualny „Rejestr wykonanych spoin”.
W przypadku wyst
ą
pienia wad, spawacz podejmuje decyzj
ę
o naprawie lub wyci
ę
ciu
zł
ą
cza.
7. Ultrad
ź
wi
ę
kowe badania defektoskopowe zł
ą
czy spawanych powinny by
ć
wykonywane
dla:
(1)
1) V > 140 km/h wszystkie zł
ą
cza, przez pracowników Centrum Diagnostyki lub przez
pracowników firm zewn
ę
trznych przed odbiorem ostatecznym;
(1)
2) V
≤
140 km/h na podstawie decyzji podj
ę
tej przez upowa
ż
nionego przedstawiciela
zleceniodawcy, po przeprowadzonych badaniach wizualnych;
(1)
3) Jednostki organizacyjne Centrali Spółki powinny zleca
ć
wykonywanie bada
ń
do
Centrum Diagnostyki. Badania te pracownicy Centrum Diagnostyki powinni
wykonywa
ć
nieodpłatnie.
(1)
7a Pracownicy
firm
zewn
ę
trznych
b
ę
d
ą
dopuszczeni
do
prowadzenia
bada
ń
defektoskopowych poł
ą
cze
ń
w szynach na sieci PKP Polskie Linie Kolejowe S.A.
w przypadku uko
ń
czenia kursu podstawowego i doszkalaj
ą
cego, według programu
szkolenia opracowanego w Centrali Spółki, w zakresie „Ultrad
ź
wi
ę
kowe badanie poł
ą
cze
ń
spawanych lub zgrzewanych w szynach kolejowych” oraz uzyskaj
ą
w Centrum
Diagnostyki
ś
wiadectwo dopuszczenia do prowadzenia bada
ń
spoin i zgrzein metod
ą
ultrad
ź
wi
ę
kow
ą
.
(1)
7b Firmy prowadz
ą
ce badania poł
ą
cze
ń
w szynach kolejowych powinny by
ć
wyposa
ż
one
w sprz
ę
t do bada
ń
defektoskopowych oraz we wzorcowe szynowe zł
ą
cza (spawane
i zgrzewane), w których:
(1)
1) brak wad;
(1)
2) wyst
ę
puj
ą
wady powstałe podczas wykonywania poł
ą
cze
ń
;
(1)
3) wyst
ę
puj
ą
wady powstałe w trakcie eksploatacji;
(1)
4) wyst
ę
puj
ą
wady sztuczne.
(1)
7c Personel kwalifikowany prowadz
ą
cy badania ultrad
ź
wi
ę
kowe spoin powinien:
(1)
1) wykazywa
ć
si
ę
znajomo
ś
ci
ą
przepisów obowi
ą
zuj
ą
cych w PKP Polskie Linie Kolejowe
S.A. w tym m.in. „Wytycznych ultrad
ź
wi
ę
kowych bada
ń
zł
ą
czy szynowych
zgrzewanych i spawanych Id-17”:2005 r. oraz „Instrukcji bada
ń
defektoskopowych
szyn spoin i zgrzein w torach kolejowych Id-10 (D-16)”: 2005 r.” oraz „Katalogu wad
w szynach”:2005 r.;
(1)
2) dokumentowa
ć
sprawno
ść
sprz
ę
tu w ramach kontroli codziennej, miesi
ę
cznej
i w okresach rocznych, zgodnie z dokumentami opracowanymi w IG na podstawie
norm PN-EN 12668-1, PN-EN 12668-2, PN-EN 12668-3;
(1)
3) przekazywa
ć
do Centrum Diagnostyki raz miesi
ą
cu karty bada
ń
defektoskopowych
przebadanych zł
ą
czy oraz sporz
ą
dza
ć
w okresach półrocznych sprawozdania
wg opracowanych wzorów.
(1)
8. Odbioru ostatecznego zł
ą
cza w torze dokonuje pracownik z uprawnieniami okre
ś
lonymi
w § 16 ust. 1 niniejszej Instrukcji. Wyniki ogl
ę
dzin i pomiarów wraz z dat
ą
wpisuje do

PKP POLSKIE LINIE KOLEJOWE S.A.
19
stan na dzie
ń
30 lipca 2009 r.
protokołu odbioru i potwierdza podpisem (Wzór nr 1 lub nr 2).
9. Terminy odbiorów ostatecznych zł
ą
czy.
Zł
ą
cza wykonane w czasie wymiany nawierzchni lub ci
ą
głej wymiany szyn powinny by
ć
odebrane w terminach odbioru eksploatacyjnego robót.
W pozostałych przypadkach odbiór nale
ż
y przeprowadzi
ć
w ci
ą
gu dwóch tygodni od daty
wykonania zł
ą
cza.
10. Odpis protokołu odbioru zł
ą
czy stanowi zał
ą
cznik do protokołu ostatecznego odbioru
robót nawierzchniowych.
11. Zł
ą
cze zakwalifikowane do wymiany musi by
ć
usuni
ę
te z toru w trybie natychmiastowym.
O takiej konieczno
ś
ci pracownik odbieraj
ą
cy spoiny powiadamia natychmiast naczelnika
Sekcji Eksploatacji.
Zł
ą
cze zakwalifikowane do naprawy nale
ż
y naprawi
ć
w terminie okre
ś
lonym w protokole
odbioru, jednak nie pó
ź
niej ni
ż
14 dni od daty odbioru.
Po naprawie lub wymianie zł
ą
cza nale
ż
y dokona
ć
ponownego odbioru sporz
ą
dzaj
ą
c
protokół ponaprawczy (Wzór nr 2).
12. Kwalifikacja spoin
Spoina uzyskuje ocen
ę
:
1) dobr
ą
, je
ż
eli nie stwierdzono wad kwalifikuj
ą
cych spoin
ę
do naprawy lub wyci
ę
cia,
2) dostateczn
ą
, je
ż
eli stwierdzono co najmniej jedn
ą
wad
ę
kwalifikuj
ą
c
ą
spoin
ę
do
naprawy,
3) niedostateczn
ą
, je
ż
eli stwierdzono co najmniej jedn
ą
wad
ę
kwalifikuj
ą
c
ą
spoin
ę
do
wyci
ę
cia
PKP POLSKIE LINIE KOLEJOWE S.A.
20
stan na dzie
ń
30 lipca 2009 r.
20 mm
500 mm
500 mm
Liniał L= 1000 mm
A
A
A-A
Klin pomiarowy
2 f
f
a)
b)
Rys. 4. Schemat sprawdzania prostoliniowo
ś
ci zł
ą
cza w płaszczy
ź
nie
pionowej:
a/ wkl
ę
sło
ść
(zani
ż
enie toku),
b/ wypukło
ść
(zawy
ż
enie toku).
TABELA nr 2
Dopuszczalne odchyłki prostoliniowo
ś
ci pionowej.
Lp.
Rodzaj wady
i jej
klasyfikacja
Odchyłki wymiaru
∆
f [mm]
Tory główne
Tory pozostałe
V>160 km/h
V
≤
160 km/h
wkl
ę
sło
ść
wypukło
ść
wkl
ę
sło
ść
wypukło
ść
wkl
ę
sło
ść
wypukło
ść
1.
Brak wady
∆
f = 0,0
∆
f
≤
0,3
*)
∆
f
≤
0,1
∆
f
≤
0,3
*)
∆
f
≤
0,5
∆
f
≤
0,5
2.
Wada
wymaga
naprawy
0,0<
∆
f
≤
0,2 0,3<
∆
f
≤
0,5 0,1<
∆
f
≤
0,3 0,3<
∆
f
≤
0,5 0,5<
∆
f
≤
0,8
0,5<
∆
f
≤
1,0
3.
Wada
wymaga
wyci
ę
cia
∆
f > 0,2
∆
f > 0,5
∆
f > 0,3
∆
f > 0,5
∆
f > 0,8
∆
f > 1,0
*)
UWAGA. Zalecany optymalny stan powykonawczy: Wypukło
ść
0,1÷ 0,3 mm
PKP POLSKIE LINIE KOLEJOWE S.A.
21
stan na dzie
ń
30 lipca 2009 r.
A
A
A - A
14 mm
500 mm
500 mm
f
Liniał L= 1000 mm
Klin pomiarowy
2 f
A
A
a)
b)
Rys. 5. Schemat sprawdzania prostoliniowo
ś
ci zł
ą
cza w płaszczy
ź
nie poziomej:
a/ wypukło
ść
(zw
ęż
enie toru), b/ wkl
ę
sło
ść
(poszerzenie toru).
TABELA nr 3
Dopuszczalne odchyłki prostoliniowo
ś
ci poziomej.
Lp.
Rodzaj wady
i jej
klasyfikacja
Odchyłki wymiaru
∆
f [mm]
Tory główne
Tory pozostałe
wypukło
ść
wkl
ę
sło
ść
wypukło
ść
wkl
ę
sło
ść
1.
Brak wady
∆
f = 0,0
∆
f
≤
0,3
∆
f
≤
0,5
∆
f
≤
0,5
2.
Wada
wymaga
naprawy
0,0 <
∆
f
≤
0,3 0,3 <
∆
f
≤
0,6 0,5 <
∆
f
≤
0,8 0,5 <
∆
f
≤
0,8
3.
Wada
wymaga
wyci
ę
cia
∆
f > 0,3
∆
f > 0,6
∆
f > 0,8
∆
f > 0,8
PKP POLSKIE LINIE KOLEJOWE S.A.
22
stan na dzie
ń
30 lipca 2009 r.
ZAŁ
Ą
CZNIKI
Zał
ą
cznik 1
Spawanie szyn termitem metod
ą
SoWoS
Według technologii firmy ELEKTRO-THERMIT, Niemcy.
1. Przygotowanie i ustawienie styku szyn do spawania
Lp.
Czynno
ść
Narz
ę
dzia
Materiał
Uwagi
1
2
3
4
5
1. Zluzowa
ć
ś
ruby stopowe lub
usun
ąć
przytwierdzenia
spr
ęż
yste co najmniej na trzech
kolejnych podkładach po obu
stronach styku. Usun
ąć
tłucze
ń
pod stykiem w ilo
ś
ci
umo
ż
liwiaj
ą
cej niezakłócon
ą
prac
ę
.
Klucze, widły,
dr
ąż
ek,
podno
ś
nik
szynowy
Luzowanie
ś
rub
stopowych i usuwanie
przytwierdze
ń
spr
ęż
ystych wykonuje si
ę
w celu wyregulowania
i prawidłowego ustawienia
ko
ń
ców szyn oraz
zmniejszenia napr
ęż
e
ń
w spoinie podczas jej
stygni
ę
cia.
2. Pod stykiem uło
ż
y
ć
blach
ę
w celu ochrony podsypki przed
zanieczyszczeniami.
Blacha
(
ś
mietniczka)
3. Przygotowa
ć
ko
ń
ce szyn:
oczy
ś
ci
ć
powierzchnie czołowe
i boczne z rdzy, farby, smarów
i brudów na szeroko
ś
ci formy tj.
na ok. 100 mm po obu stronach
styku.
Szczotka
druciana,
palnik
propanowo-
tlenowy,
pilnik
Tlen,
propan-butan
4. Sprawdzi
ć
prostopadło
ść
powierzchni czołowej do
podłu
ż
nej osi szyny.
K
ą
townik,
szczelinomier
z
Dopuszczalne odchylenia
od płaszczyzny pionowej
i poziomej prostopadłej do
osi szyny zgodnie
z § 7 ust. 9 pkt. 3.
5. W przypadku nieprostopadło
ś
ci
lub uszkodze
ń
ko
ń
ców szyn
(p
ę
kni
ę
cia, rozwarstwienia,
wykruszenia) obci
ąć
je
w odległo
ś
ci 50mm od ko
ń
ca
wady lub otworu.
Przeno
ś
na
piła
mechaniczna
z uchwytem
mocuj
ą
cym
do szyny,
stanowisko
do ci
ę
cia
tlenem,
szablon do
ci
ę
cia
palnikiem
Tarcza
ś
cierna,
tlen,
propan-butan
Szyny o zwi
ę
kszonej
wytrzymało
ś
ci nale
ż
y ci
ąć
pił
ą
według zalece
ń
zawartych w § 12.
6. Usun
ąć
zgorzelin
ę
po ci
ę
ciu
szyn tlenem, a po ci
ę
ciu pił
ą
grad oraz ewentualne
pozostało
ś
ci nadlewu starej
spoiny.
Szczotka
druciana,
przecinak,
szlifierka
r
ę
czna,
pilnik
Kamienie
szlifierskie
PKP POLSKIE LINIE KOLEJOWE S.A.
23
stan na dzie
ń
30 lipca 2009 r.
1
2
3
4
5
7. Ustawi
ć
ko
ń
ce szyn do
spawania tak, aby luz
spawalniczy wynosił 24–26
mm, a ko
ń
ce szyn na długo
ś
ci
1000 mm były wzniesione 2,4-
2,8 mm (2
∆
f) nad powierzchni
ą
toczn
ą
.
Suwmiarka,
liniał dł. 1 m,
szablon i klin
pomiarowy do
ustawienia
luzu
i wzniosu,
kliny
metalowe do
ustawiania
wzniosu
W przypadku ci
ę
cia szyn
palnikiem, ustawienie
ko
ń
ców sprawdzi
ć
dopiero po ich
wystygni
ę
ciu.
8. Sprawdzi
ć
ustawienie ko
ń
ców
szyn w płaszczy
ź
nie poziomej,
pionowej, prostoliniowo
ść
kraw
ę
dzi stopek oraz wielko
ść
luzu spawalniczego.
Suwmiarka,
liniał o dł.
1 m, kliny
pomiarowe
i szablon
uniwersalny
9. Ustawi
ć
i umocowa
ć
na główce
szyny stojak uniwersalny
w odległo
ś
ci okre
ś
lonej
szablonem.
Stojak
uniwersalny,
szablon
uniwersalny
Szablon uniwersalny
słu
ż
y do ustalenia
poło
ż
enia stojaka,
okre
ś
lenia wielko
ś
ci luzu
spawalniczego oraz
odległo
ś
ci palnika od
główki szyny i tygla od
formy.
10. Ustawi
ć
uchwyt z palnikiem w
stojaku nad powierzchni
ą
toczn
ą
główki szyny na
wysoko
ś
ci
40–45 mm.
Palnik do
podgrzewania,
uchwyt
palnika,
szablon
uniwersalny
j.w.
2. Zało
ż
enie i uszczelnienie formy
Lp.
Czynno
ść
Narz
ę
dzie
Materiał
Uwagi
1
2
3
4
5
1. Sprawdzi
ć
stan poszczególnych
cz
ęś
ci formy, zwracaj
ą
c uwag
ę
na stan powierzchni
przylegaj
ą
cych do szyny.
Kanały spustowe i otwory na
nadlewy technologiczne musz
ą
by
ć
oczyszczone.
Pilnik okr
ą
gły Cz
ęś
ci formy Do spawania w torach
głównych nale
ż
y u
ż
ywa
ć
form bez
ż
adnych
uszkodze
ń
. Formy
z niewielkimi
uszkodzeniami
powierzchni
przylegaj
ą
cych do szyny
mo
ż
na stosowa
ć
do
spawania torów
bocznych. Nale
ż
y jednak
starannie poprawi
ć
uszkodzone powierzchnie
mas
ą
formiersk
ą
.
Zawilgoconych form nie
nale
ż
y u
ż
ywa
ć
.
PKP POLSKIE LINIE KOLEJOWE S.A.
24
stan na dzie
ń
30 lipca 2009 r.
1
2
3
4
5
2. Sprawdzi
ć
dopasowanie formy
do szyny. W razie potrzeby
dopasowa
ć
przez lekkie
dotarcie.
Pilnik
j.w.
Nale
ż
y uwa
ż
a
ć
, aby
połówki formy przy
docieraniu zachowały
poło
ż
enie prostopadłe do
szyny, a górna
powierzchnia dotartego
mostka le
ż
ała poziomo
w formie.
3. Pierwsz
ą
połówk
ę
formy wło
ż
y
ć
w obejm
ę
, zało
ż
y
ć
od zewn
ą
trz
na szyn
ę
symetrycznie do osi
luzu spawalniczego, a
nast
ę
pnie lekko dokr
ę
ci
ć
ś
rub
ę
dociskow
ą
ramienia urz
ą
dzenia
mocuj
ą
cego.
Obejma,
urz
ą
dzenie
mocuj
ą
ce
form
ę
Połówka
formy
Poło
ż
enie połówki formy
powinno by
ć
dokładnie
symetryczne wzgl
ę
dem
ko
ń
ców szyn.
4. Drug
ą
połówk
ę
formy z obejm
ą
,
ś
ci
ś
le dopasowa
ć
od wewn
ą
trz
do połówki formy ju
ż
zało
ż
onej
i lekko dokr
ę
ci
ć
drug
ą
ś
rub
ę
dociskow
ą
ramienia urz
ą
dzenia
mocuj
ą
cego.
Obejma,
urz
ą
dzenie
mocuj
ą
ce
form
ę
Połówka
formy
Poło
ż
enie połówki formy
powinno by
ć
dokładnie
symetryczne wzgl
ę
dem
ko
ń
ców szyn.
5. W jednej z połówek formy
nale
ż
y odłama
ć
ś
ciank
ę
kanału
spustowego w celu
umo
ż
liwienia wypływu płynnego
ż
u
ż
la.
Młotek lub
szablon
uniwersalny
6. Sprawdzi
ć
dopasowanie
mostka do form i połówek formy
do szyn, a pod stopk
ą
skontrolowa
ć
poprawno
ść
ich
ustawienia.
Pilnik
Przy spawaniu szyn
w torach z przechyłk
ą
(na łukach) powierzchni
ę
górn
ą
mostka
doprowadzi
ć
do poziomu.
7.
Ś
ruby dociskowe urz
ą
dzenia
mocuj
ą
cego dokr
ę
ci
ć
lekko
i równomiernie z obu stron
formy, dociskaj
ą
c ku górze
obydwie obejmy formy.
Sprawdzi
ć
symetryczno
ść
ustawienia formy wzgl
ę
dem
ko
ń
ców szyn.
Nale
ż
y zwraca
ć
uwag
ę
,
aby przy mocowaniu
połówek form nie
nast
ą
piło ich
przesuni
ę
cie.
8. Osłoni
ć
luz spawalniczy
i powierzchni
ę
toczn
ą
ko
ń
ców
szyn przekładk
ą
tekturow
ą
.
Przekładka
tekturowa
9. Przestrze
ń
pomi
ę
dzy
połówkami formy a szyn
ą
oraz
obejmami form starannie
uszczelni
ć
dobrze wyrobion
ą
mas
ą
formiersk
ą
o
odpowiedniej konsystencji.
Masa powinna by
ć
przygotowana min. 3 godziny
przed u
ż
yciem. Mo
ż
na
stosowa
ć
piasek uszczelniaj
ą
cy
oferowany w sprzeda
ż
y przez
producenta.
Szpachelka
w
ą
ska
Masa
formierska
(Skład masy:
3-4 cz
ęś
ci
piasku, 1
cz
ęść
glinki
kaolinowej
mielonej,
7-8% wody
/wagowo/).
Sprawdzenie wilgotno
ś
ci
masy formierskiej nale
ż
y
wykona
ć
przez
ś
ci
ś
ni
ę
cie
próbki z niej zrobionej,
która powinna zachowa
ć
nadany kształt. Masa
formierska nie powinna
by
ć
zbyt wilgotna tzn. nie
mo
ż
e pozostawia
ć
wilgotnych
ś
ladów na
dłoni.
PKP POLSKIE LINIE KOLEJOWE S.A.
25
stan na dzie
ń
30 lipca 2009 r.
1
2
3
4
5
10. Pojemnik na
ż
u
ż
el wysuszy
ć
i zało
ż
y
ć
na form
ę
pod kanał
spustowy
ż
u
ż
la oraz uszczelni
ć
mas
ą
formiersk
ą
styk
pojemnika z kanałem
spustowym.
Pojemnik
na
ż
u
ż
el
Masa
formierska
Mi
ę
dzy form
ą
a szyn
ą
nie
mog
ą
pozosta
ć
szczeliny.
11. Sprawdzi
ć
prawidłowo
ść
uszczelnienia mas
ą
uszczelniaj
ą
c
ą
.
12. Usun
ąć
poprzez
przedmuchanie tlenem
zanieczyszczenia (masa
uszczelniaj
ą
ca, piasek itp.)
znajduj
ą
ce si
ę
wewn
ą
trz formy.
R
ę
koje
ść
palnika do
podgrzewania,
w
ęż
e
Tlen
Nale
ż
y krótko
i intensywnie
przedmucha
ć
form
ę
przez
otwory na nadlewy
technologiczne.
3. Napełnienie i ustawienie tygla
Lp.
Czynno
ść
Narz
ę
dzie
Materiał
Uwagi
1
2
3
4
5
1. Sprawdzi
ć
stan tygla, a przede
wszystkim stan wykładziny
tygla. Stosowana wykładzina i
pancerz musz
ą
znajdowa
ć
si
ę
w dobrym stanie – bez p
ę
kni
ęć
i nadmiernego zu
ż
ycia.
Uchwyt tygla
ze stojakiem,
tygiel
Po spawaniu wn
ę
trze
tygla nale
ż
y ka
ż
dorazowo
oczy
ś
ci
ć
, a codziennie
przed wykonaniem
pierwszej spoiny
wysuszy
ć
palnikiem
propanowym,
podgrzewaj
ą
c go
„mi
ę
kkim” płomieniem od
strony wewn
ę
trznej do
uzyskania na zewn
ą
trz
pancerza temperatury ok.
100ºC.
2. Przy u
ż
yciu tygla z
magnezytow
ą
wykładzin
ą
zachodzi potrzeba dokładnego
usuwania
ż
u
ż
la
z powodu narastania zbyt
grubej jego warstwy.
Łom, młotek,
szczotka
stalowa
Przy stosowaniu porcji
termitowych do spawania
szyn
o wy
ż
szej wytrzymało
ś
ci
nale
ż
y
ż
u
ż
el ka
ż
dorazowo
usun
ąć
ze
ś
cian
wykładziny tygla.
3. Usun
ąć
zu
ż
yt
ą
tulejk
ę
spustow
ą
z tygla przy u
ż
yciu wybijaka.
Wybijak do
tulejek samo-
spustowych
Przy wymianie tulejki
spustowej nale
ż
y otwór
wykładziny tygla
dokładnie i ostro
ż
nie
wyczy
ś
ci
ć
.
PKP POLSKIE LINIE KOLEJOWE S.A.
26
stan na dzie
ń
30 lipca 2009 r.
1
2
3
4
5
4. Dokona
ć
starannego
zamkni
ę
cia otworu spustowego
tygla
i wyci
ą
gn
ąć
pr
ę
t ustalaj
ą
cy
W tym celu nale
ż
y:
1) w rurk
ę
ochronn
ą
z wkładk
ą
magnetyczn
ą
tulejki
samospustowej wło
ż
y
ć
pr
ę
t
ustalaj
ą
cy i wprowadzi
ć
tulejk
ę
do otworu wykładziny tygla,
2) docisn
ąć
pr
ę
t i przez lekkie
uderzenie pr
ę
ta dłoni
ą
dobrze
osadzi
ć
tulejk
ę
samospustow
ą
w otworze tygla,
3) proszek uszczelniaj
ą
cy
z opakowania umie
ś
ci
ć
równomiernie wokół rurki
ochronnej.
Pr
ę
t ustalaj
ą
cy
tulejk
ę
samospustow
ą
Proszek
uszczelniaj
ą
cy
tulejk
ę
Tulejka samospustowa
i proszek uszczelniaj
ą
cy
znajduj
ą
si
ę
w opakowaniach.
Pier
ś
cie
ń
pr
ę
ta
ustalaj
ą
cego chroni
przed dostaniem si
ę
proszku do tulejki.
5. Napełni
ć
ostro
ż
nie tygiel porcj
ą
termitu i uformowa
ć
sto
ż
ek.
Porcja termitu
(według tabeli
nr 4)
Przygotowa
ć
zapał
błyskawiczny.
6. Tygiel osłoni
ć
pokryw
ą
tygla
i ochroni
ć
przed wilgoci
ą
.
Parasol
ochronny
7. Napełniony tygiel z uchwytami
ustawi
ć
na stojaku
uniwersalnym na wła
ś
ciwej
wysoko
ś
ci i próbnie przesun
ąć
na
ś
rodek formy.
Dolna kraw
ę
d
ź
tygla nad
górn
ą
kraw
ę
dzi
ą
formy
20-25 mm.
8. Tygiel nale
ż
y ostro
ż
nie
odsun
ąć
w poło
ż
enie
umo
ż
liwiaj
ą
ce obserwacj
ę
i
podgrzewanie ko
ń
ców szyn.
9. Przed dokonaniem spustu
zabezpieczy
ć
główki i stopki
szyn z obu stron formy
osłonami blaszanymi.
Osłony
blaszane
Suchy
piasek
10. W przypadku zastosowania
tygla jednorazowego nie
wykonuje si
ę
czynno
ś
ci
podanych w punktach 1-8.
Tygiel jednorazowy ustawi
ć
centralnie, bezpo
ś
rednio na
zamontowanych formach.
Tygiel
jednorazowy
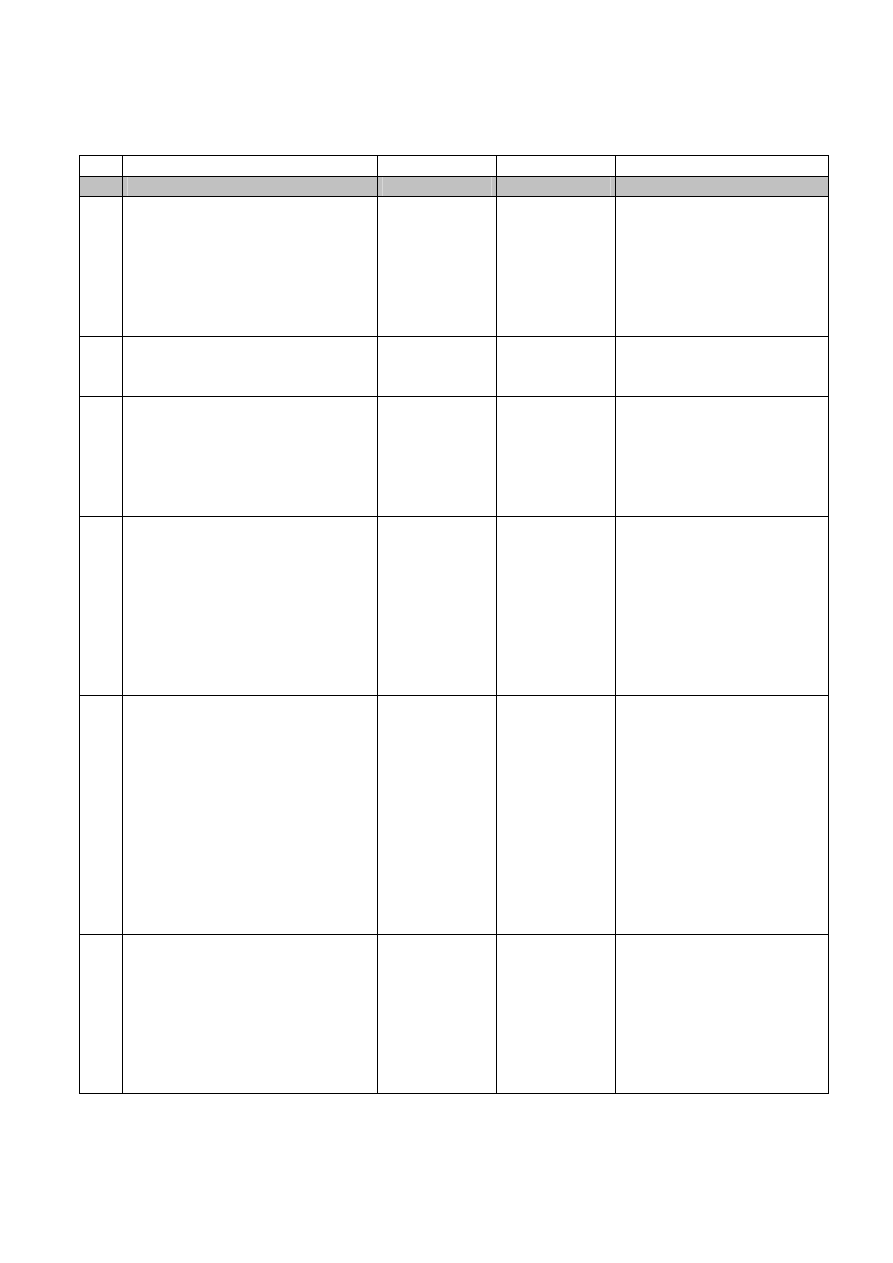
PKP POLSKIE LINIE KOLEJOWE S.A.
27
stan na dzie
ń
30 lipca 2009 r.
4. Podgrzewanie ko
ń
ców szyn
Lp.
Czynno
ść
Narz
ę
dzie
Materiał
Uwagi
1
2
3
4
5
1. Przed zapaleniem płomienia,
w palniku podgrzewaj
ą
cym
nale
ż
y najpierw otworzy
ć
zawór
tlenu, a po ok. 3 s zawór
propanu. Płomie
ń
palnika
zapala
ć
przy zmniejszonym
ci
ś
nieniu gazów.
Palnik
z przewodami
Tlen, propan
Ci
ś
nienie propanu i tlenu
w czasie podgrzewania
musi by
ć
kontrolowane na
manometrach. Płomie
ń
palnika nie powinien mie
ć
nadmiaru tlenu.
2. Po zapaleniu płomienia, nale
ż
y
wyregulowa
ć
ci
ś
nienie robocze
gazów (tabela nr 4).
Płomie
ń
wyregulowa
ć
by
jego j
ą
dro miało
15 do 20 mm.
3. Po krótkim osuszeniu
płomieniem pojemnika na
ż
u
ż
el, palnik z uchwytem
ustawi
ć
centrycznie nad form
ą
w urz
ą
dzeniu mocuj
ą
cym i
lekko dokr
ę
ci
ć
ś
rub
ę
ustalaj
ą
c
ą
.
Odległo
ść
dyszy palnika
od powierzchni tocznej
główki szyny powinna
wynosi
ć
40-45 mm (tabela nr 4).
4. Sprawdza
ć
czy płomie
ń
podgrzewaj
ą
cy jest prawidłowo
wyregulowany i czy przekroje
szyn s
ą
równomiernie
podgrzewane.
Prawidłowo
wyregulowany płomie
ń
pali si
ę
spokojnie (bez
zaburze
ń
wewn
ą
trz formy,
a jego ko
ń
ce powinny by
ć
na równej wysoko
ś
ci
i wychodzi
ć
na ok. 35 cm
ponad otwory
nadlewowe).
5. Kontrolowa
ć
temperatur
ę
nagrzania ko
ń
ców szyn.
Podgrzewanie zako
ń
czy
ć
wtedy, gdy powierzchnie
przekroju obu ko
ń
ców szyn
osi
ą
gn
ą
temperatur
ę
1000ºC
(
ż
ółty kolor
ż
arzenia)
w okre
ś
lonym czasie. Czas
podgrzewania szyn s
ą
podane
w tabeli nr 4.
W czasie podgrzewania nale
ż
y
osuszy
ć
mostek.
Pirometr
Temperatur
ę
nagrzewania
sprawdzi
ć
za pomoc
ą
pirometru lub wzrokowo
oceniaj
ą
c kolor
ż
arzenia.
6. Po zako
ń
czeniu podgrzewania
i zdj
ę
ciu palnika, za pomoc
ą
szczypiec nale
ż
y umie
ś
ci
ć
suchy mostek w górnej cz
ęś
ci
formy
i docisn
ąć
go dr
ąż
kiem
drewnianym (np. trzonkiem
młotka lub przecinaka).
Kleszcze
kowalskie,
młotek
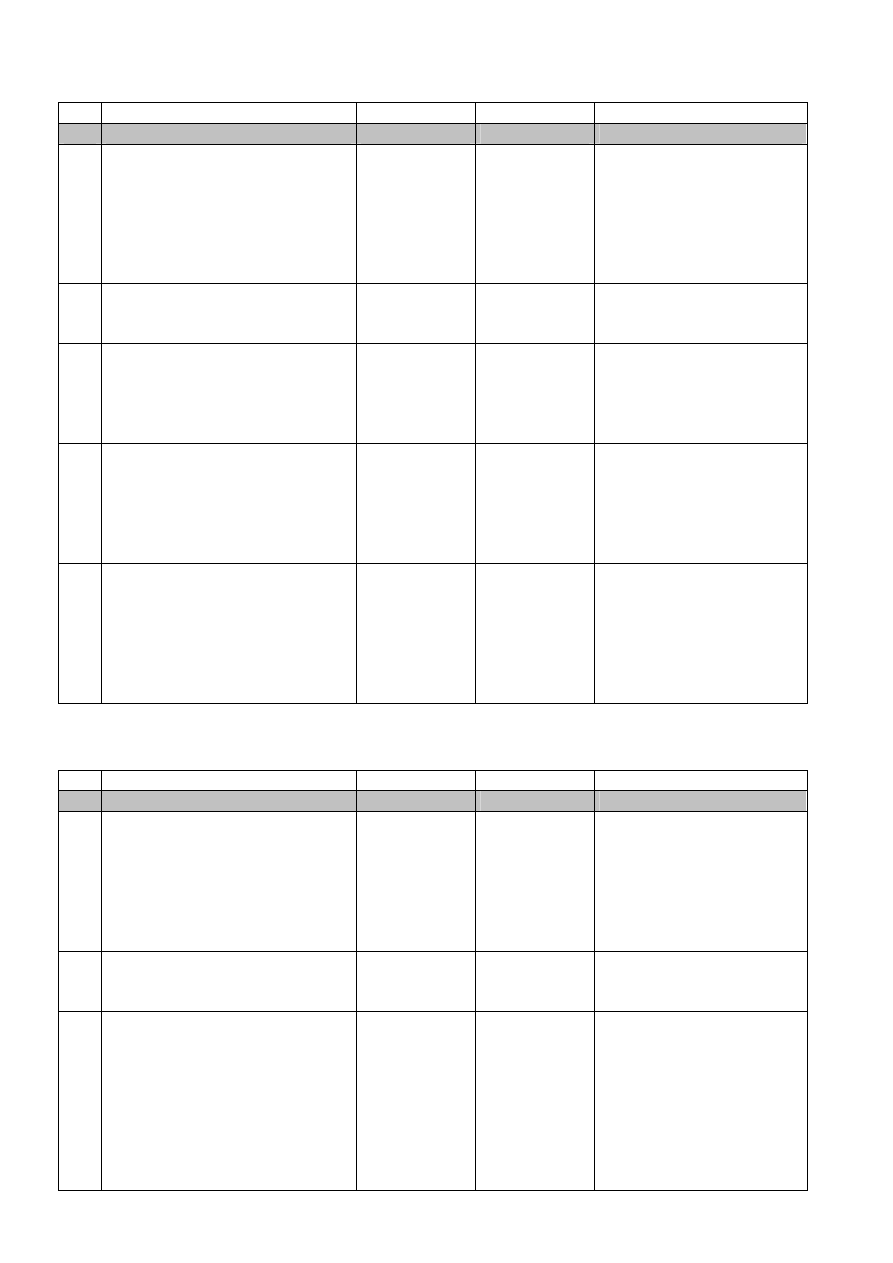
PKP POLSKIE LINIE KOLEJOWE S.A.
28
stan na dzie
ń
30 lipca 2009 r.
5. Spawanie (reakcja i spust)
Lp.
Czynno
ść
Narz
ę
dzie
Materiał
Uwagi
1
2
3
4
5
1. Ustawi
ć
napełniony tygiel nad
form
ą
(tygiel jednorazowy – na
formie) tak, aby jego wylot
znalazł si
ę
w osi pionowej
formy – przeci
ę
cie dwóch
płaszczyzn symetrii (nad
ś
rodkiem mostka).
Przed zapaleniem termitu
nale
ż
y jeszcze raz
sprawdzi
ć
uszczelnienie
formy.
2. Porcj
ę
termitow
ą
w tyglu nale
ż
y
zapali
ć
zapałem
błyskawicznym.
Zapał
błyskawiczny
Zapał zapali
ć
od palnika
i wło
ż
y
ć
w
ś
rodek
mieszanki termitowej.
3. Przy stosowaniu tulejki
samospustowej, spust płynnego
stopiwa z tygla do formy
nast
ę
puje samoczynnie.
Przebieg reakcji spawacz
powinien obserwowa
ć
przez okulary ochronne z
filtrami barwnymi
wg PN-EN 169:1996
4. Po zako
ń
czeniu spustu nale
ż
y
tygiel usun
ąć
.
Widły lub
łopata – przy
usuwaniu
tygla jedno-
razowego
Tygiel wielokrotnego
u
ż
ytku nale
ż
y chroni
ć
przed wilgoci
ą
,
szczególnie w przypadku
dalszego stosowania go
w danym dniu.
5. Odj
ąć
pojemnik na
ż
u
ż
el
i odło
ż
y
ć
na suche, niepalne
podło
ż
e, w odległo
ś
ci
bezpiecznej od miejsca
spawania.
Pojemnik
na
ż
u
ż
el
Po ostygni
ę
ciu
ż
u
ż
la
opró
ż
ni
ć
pojemnik.
Z uwagi na mo
ż
liwo
ść
wyst
ą
pienia eksplozji,
ż
u
ż
la nie wolno
wysypywa
ć
na wilgotne
podło
ż
e.
6. Zdj
ę
cie formy i obróbka zł
ą
cza
Lp.
Czynno
ść
Narz
ę
dzie
Materiał
Uwagi
1
2
3
4
5
1. Po zako
ń
czeniu spustu nale
ż
y
odczeka
ć
minimum 3,5 min.
w celu zakrzepni
ę
cia metalu.
Nast
ę
pnie zdj
ąć
ostro
ż
nie
obejmy z formy i usun
ąć
górn
ą
cz
ęść
formy ponad główk
ą
szyny.
Łom, młot,
łopata,
szczotka
stalowa,
brzeszczoty
2. Nadlewy spoiny na główce
szyny oczy
ś
ci
ć
z resztek piasku
i
ż
u
ż
la.
Szczotka
stalowa
3. Nadlewy z obszaru główki
szyny usun
ąć
za pomoc
ą
hydraulicznej obcinarki.
Obcinarka
hydrauliczna
do obcinania
nadlewu,
przecinak
kowalski, młot
3 kg,
szczotka
stalowa, łom
Podczas obróbki spoiny
uwa
ż
a
ć
, aby nie
spowodowa
ć
wbicia
resztek formy w gor
ą
cy
metal.
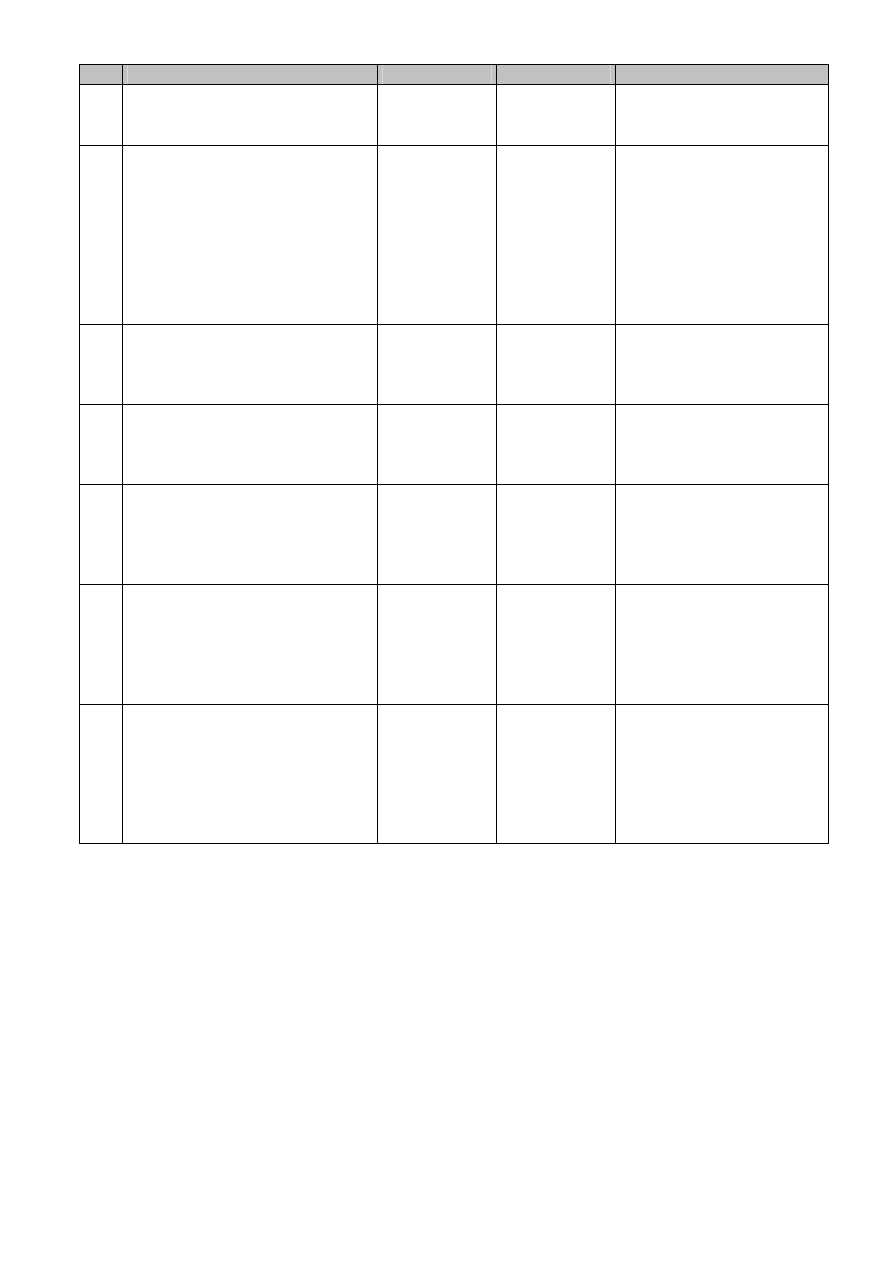
PKP POLSKIE LINIE KOLEJOWE S.A.
29
stan na dzie
ń
30 lipca 2009 r.
1
2
3
4
5
4. Przeprowadzi
ć
szlifowanie
zgrubne.
Szlifierka
Unika
ć
karbów
i nierówno
ś
ci. Pozostawi
ć
nadlew 0,5-1 mm.
5. Pionowe nadlewy na stopce
szyny pozostawi
ć
do
ostygni
ę
cia. Po ostygni
ę
ciu
odłama
ć
uderzaj
ą
c młotkiem w
kierunku główki szyny.
Młot, blacha –
ś
mietniczka
Po obróbce zgrubnej na
gor
ą
co, zł
ą
cze spawane
musi by
ć
chronione przed
szybkim chłodzeniem
(przed deszczem
i wiatrem). Jest to
szczególnie wa
ż
ne dla
szyn o podwy
ż
szonej
wytrzymało
ś
ci.
6. Po ostygni
ę
ciu spoiny do
temperatury otoczenia wyj
ąć
kliny ustalaj
ą
ce i przytwierdzi
ć
szyn
ę
.
Młotek,
łom
7. Pozostałe resztki formy i
stopiwa ostro
ż
nie usun
ąć
ze
spoiny przy u
ż
yciu t
ę
pego
przecinaka.
Przecinak,
młotek,
szczotka
stalowa
Niedopuszczalne jest
tworzenie karbów.
8. Dokładnie oszlifowa
ć
powierzchni
ę
toczn
ą
i powierzchnie boczne główki
zł
ą
cza szynowego.
Szlifierka,
liniał
pomiarowy
o długo
ś
ci 1m,
szczelinomierz
Podczas szlifowania
u
ż
ywa
ć
okularów
ochronnych.
9. Sprawdzi
ć
prostoliniowo
ść
zł
ą
cza.
Liniał
pomiarowy o
długo
ś
ci 1m,
szczelinomierz
Dopuszczalne odchyłki
prostoliniowo
ś
ci przyj
ąć
zgodnie z warunkami
kontroli wykonania
i odbioru zł
ą
czy
spawanych termitem.
10. Na zewn
ę
trznej powierzchni
bocznej główki w odległo
ś
ci
około 200 mm od osi spoiny
wybi
ć
numeratorem znak
spawacza oraz miesi
ą
c i dwie
ostatnie cyfry roku wykonania
spoiny. (np. S909 07 04)
Szczotka
druciana,
numerator,
młotek
Przed oznakowaniem
spoiny oczy
ś
ci
ć
miejsce
znakowania.
7. Zestawienie sprz
ę
tu i narz
ę
dzi do spawania szyn termitem metod
ą
SoWoS (dla
jednego zespołu spawalniczego)
1) Osprz
ę
t do spawania
Ilo
ść
a) Uniwersalny stojak do mocowania form, tygla i palnika (komplet)
1 szt.
b) Uchwyt (imak) palnika (komplet)
1 szt.
c) Uchwyt tygla (komplet)
1 szt.
d) Korpus (obudowa) tygla
2 szt.
e) Pier
ś
cie
ń
tygla
2 szt.
f) Pokrywa tygla
2 szt.
g) Pojemnik na
ż
u
ż
el
2 szt.

PKP POLSKIE LINIE KOLEJOWE S.A.
30
stan na dzie
ń
30 lipca 2009 r.
h) Obejmy formy UIC 60 (komplet)
2 szt.
i) Obejmy formy S 49 (komplet)
2 szt.
j) Wybijak (rozwiertak) tulejek samospustowych
1 szt.
k) Dr
ąż
ek ustalaj
ą
cy tulejek
1 szt.
l) Szpachla w
ą
ska
1 szt.
m)
Ś
ruby M 10 (zapasowe do tygla)
6 szt.
2) Wyposa
ż
enie do ci
ę
cia i podgrzewania ko
ń
ców szyn
Ilo
ść
a) R
ę
koje
ść
palnika
1 szt.
b) Nasadka palnika do ci
ę
cia
1 szt.
c) R
ę
koje
ść
palnika do podgrzewania ko
ń
ców szyn (np. PGD lub inne)
1 szt.
d) Nasadka palnika do podgrzewania ko
ń
ców szyn
1 szt.
e) Reduktor do propanu-butanu
1 szt.
f) Reduktor do tlenu
1 szt.
g) W
ęż
e do tlenu
20 m
h) W
ęż
e do propanu-butanu
20 m
i) Wózek do nasadki palnika do ci
ę
cia
1 szt.
j) Prowadnik (szablon) do ci
ę
cia palnikiem
1 szt.
k) Mini-bezpiecznik do propanu-butanu
1 szt.
l) Mini-bezpiecznik do tlenu
1 szt.
m) Zapalniczka do gazu
1 szt.
n) Klucz do kompletu palników
1 szt.
o) Zestaw wałeczków do czyszczenia dysz palników
1 szt.
p) Butle tlenowe
2 szt.
q) Butle propanowo-butanowe
2 szt.
3) Przyrz
ą
dy pomiarowe
Ilo
ść
a) Liniał o długo
ś
ci 1m
1 szt.
b) Szablon uniwersalny do ustawiania uchwytu tygla i wielko
ś
ci
luzu spawalniczego
1 szt.
c) Klin pomiarowy do ustawiania wzniosu ko
ń
ców szyn
2 szt.
d) Klin pomiarowy do ustawiania wielko
ś
ci luzu
1 szt.
e) Termometr szynowy
1 szt.
f) Stoper
1 szt.
g) Pirometr lub termokredki o zakresie temp. do 400ºC
1 szt.
h) Szczelinomierz (0-3 mm)
1 szt.
i) Ta
ś
ma pomiarowa o długo
ś
ci 25 m
1 szt.
4) Wyposa
ż
enie podstawowe (ogólne)
Ilo
ść
a) Przecinak płaski
ś
lusarski (1= 200-300 mm)
1 szt.
b) Młotek
ś
lusarski 1,5 kg (+ trzonek zapasowy)
1 szt.
c) Młot kowalski 3 kg (+ trzonek zapasowy)
1 szt.

PKP POLSKIE LINIE KOLEJOWE S.A.
31
stan na dzie
ń
30 lipca 2009 r.
d) Tarnik półokr
ą
gły
1 szt.
e) Pilnik płaski
1 szt.
f) Szczotka druciana
2 szt.
g) Łom stalowy (l = 750-1500 mm)
1 szt.
h) Dr
ąż
ek do przytwierdze
ń
(spr
ęż
yn) Sb3
1 szt.
i) Klucz do
ś
rub stopowych
1 szt.
j) Łopata i widły (+ zapasowy trzonek)
1 szt.
k) Pojemnik na porcje spawalnicze
1 szt.
l) Pojemnik (rynienka) na piasek pod stopk
ę
szyny
1 szt.
m) Osłony główki szyny (krótka + długa)
2 szt.
n) Wiadro na piasek (12 l )
1 szt.
o) Wiadro na wod
ę
( 12 l )
1 szt.
p) Olejarka
1 szt.
q) Parasol ochronny (komplet)
1 szt.
r) Kliny stalowe krótkie
8 szt.
s) Kliny stalowe długie
8 szt.
t) Zbiornik (naczynie) na ciepł
ą
wod
ę
do podgrzewania butli (Ø 600, h 400)
1 szt.
u) Okulary ochronne uniwersalne + zapasowe szkła (barwne i bezbarwne)
1 szt.
v) Numerator (nr ewidencyjny spawacza) stalowy
1 szt.
w) Punktak
1 szt.
5) Wyposa
ż
enie (narz
ę
dzia do zgrubnej obróbki r
ę
cznej)
Ilo
ść
a) Przecinak kowalski ( + zapasowy trzonek )
2 szt.
b) Gładzik kowalski
1 szt.
6) Urz
ą
dzenia do obróbki mechanicznej spoin
Ilo
ść
a) Obcinarka hydrauliczna (komplet)
1 kpl.
b) Szlifierka do szyn i rozjazdów (komplet) (alternatywnie
szlifierka k
ą
towa)
1 kpl.
c) Piła mechaniczna do ci
ę
cia szyn (komplet)
1 kpl.
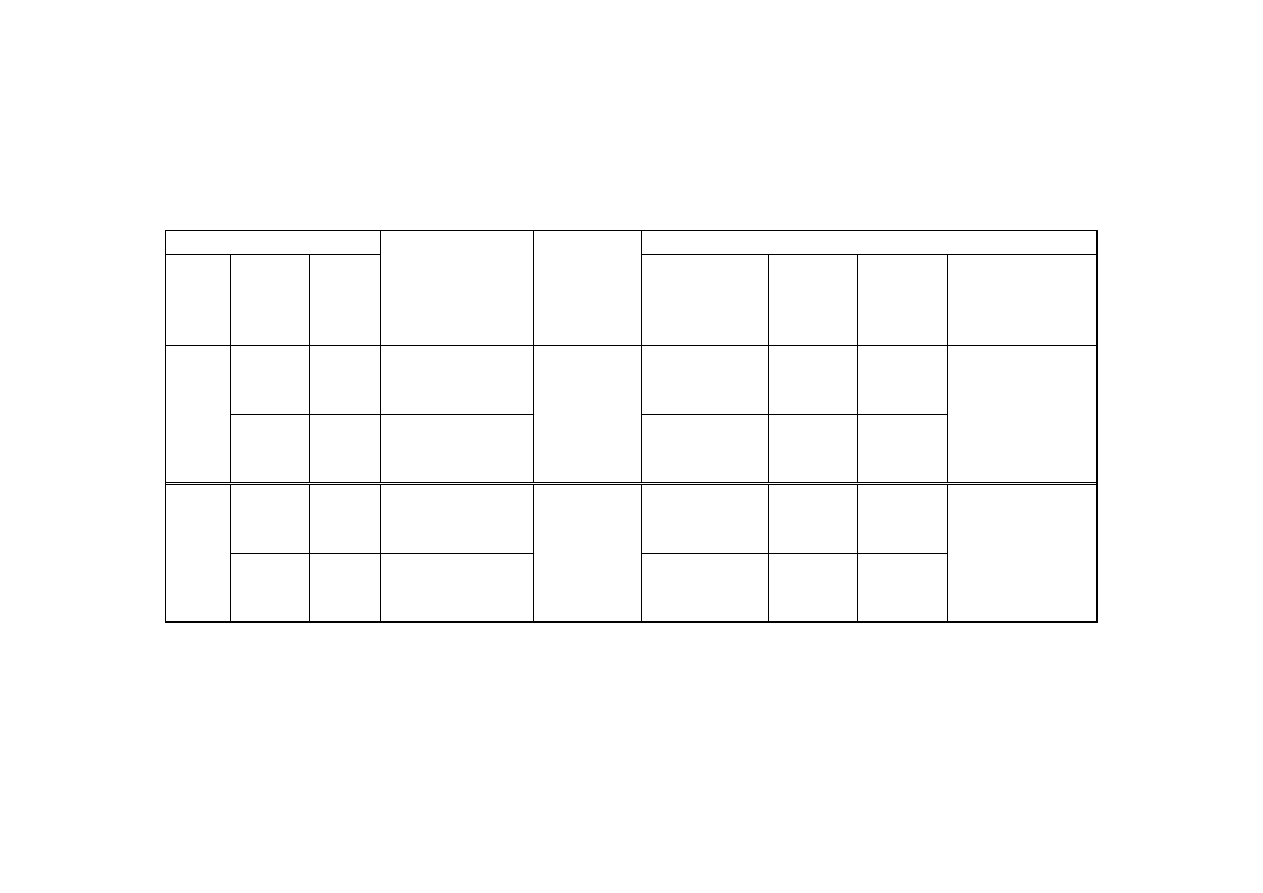
TABELA nr 4
Dobór materiałów, sprz
ę
tu i parametrów spawania w zale
ż
no
ś
ci od gatunku stali i typu szyny
Szyna
Parametry spawania
Oznaczenie
Typ
Czas
Ci
ś
nienie
propanu
Ci
ś
nienie
tlenu
Wysoko
ść
Typ
Gatunek
Rm min.
porcji
palnika
wst
ę
pnego
ustawienia palnika
stali
[MPa]
termitowej
(produkcja)
podgrzewania
nad główk
ą
szyny
[min.]
[MPa]
[MPa]
[mm]
49E1
(S 49)
St72P
700
49/70-80 SoW
65.511
6 - 7
0,10
0,45
lub
40 - 45
R260
St90PA
900A
880
49/90 SoW
55.502
6
0,15
0,30
60E1
(UIC
60)
St72P
700
60/70-80 SoW
65.511
7 - 8
0,10
0,45
lub
40 - 45
R260
St90PA
900A
880
60/90 SoW
55.502
7
0,15
0,30
UWAGI:
1. Luz spawalniczy 24 – 26 mm
2. Palnik typu 55.502 (SkV) ma prostok
ą
tn
ą
głowic
ę
z 32 otworami
s
ta
n
n
a
d
z
ie
ń
3
0
li
p
c
a
2
0
0
9
r
.
3
2
P
K
P
P
O
L
S
K
IE
L
IN
IE
K
O
L
E
J
O
W
E
S
.A
.
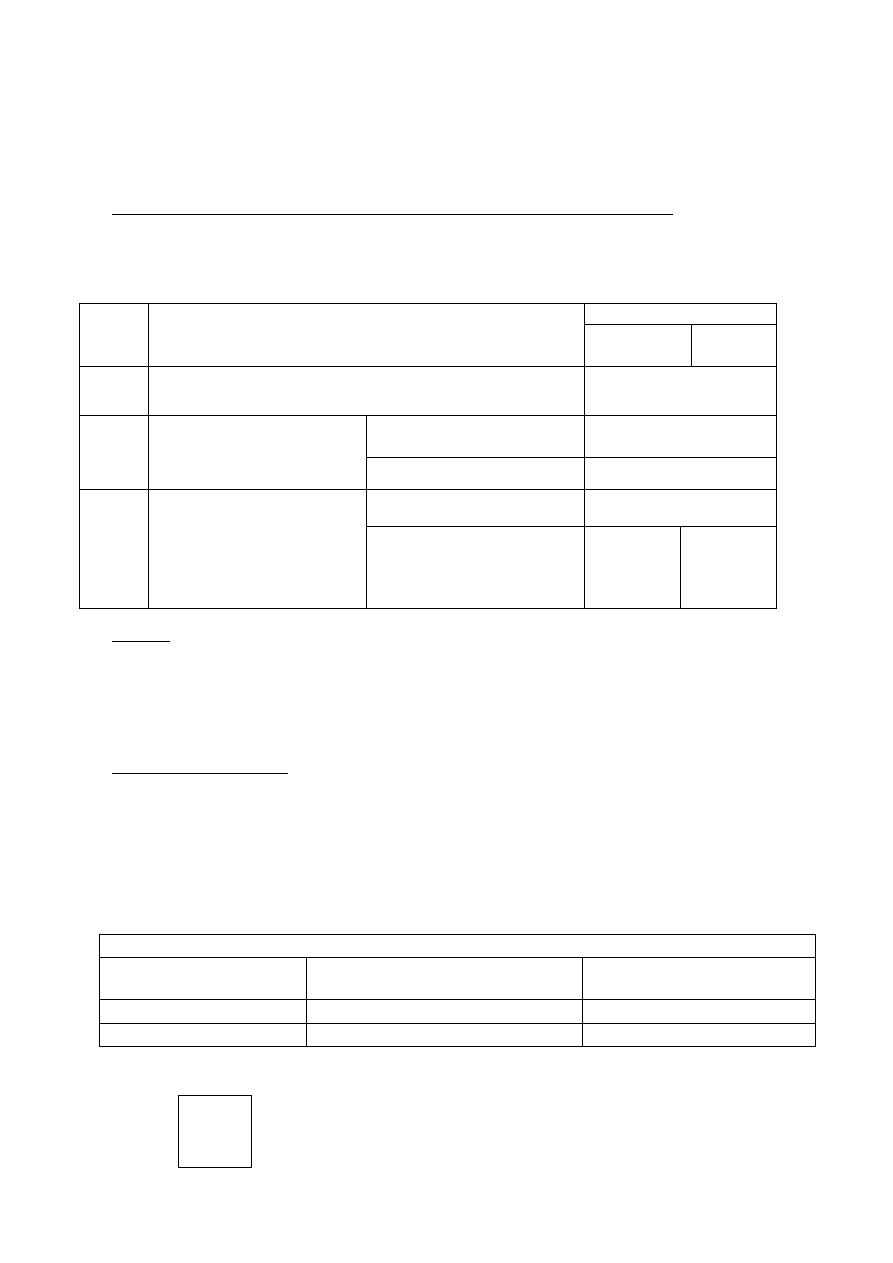
PKP POLSKIE LINIE KOLEJOWE S.A.
33
stan na dzie
ń
30 lipca 2009 r.
Zał
ą
cznik 2
Spawanie szyn termitem metod
ą
SoW-L75
Według technologii firmy ELEKTRO-THERMIT, Niemcy.
1. Parametry technologiczne spawania szyn termitem metod
ą
SoW-L75.
Proces technologiczny jest taki sam jak przy metodzie SoWoS (Instrukcja Id-1 (D1) §13 i
zał
ą
cznik 1), przy zachowaniu zmian parametrów jak poni
ż
ej:
Lp.
Parametry technologiczne
Typ szyny
49E1 (S49)
60E1
(UIC60)
1
Luz spawalniczy
65 ÷ 75 mm
2
Ustawienie ko
ń
ców szyn
przed spawaniem, wznios
(2
∆
f)
w płaszczy
ź
nie pionowej
4 -5 mm
w płaszczy
ź
nie poziomej
0
3
Czas liczony od spustu
stopiwa do tygla, po
którym nale
ż
y przyst
ą
pi
ć
do kolejnych czynno
ś
ci
technologicznych
zdj
ę
cie ramek
minimum 9 min.
obci
ę
cie nadlewów
spawalniczych
minimum
10 minut
minimum
11 minut
Uwaga
W przypadku zastosowania obcinarki nadlewów spawalniczych nie przystosowanej do
metody SoW-L75, nale
ż
y usun
ąć
górn
ą
cz
ęść
formy tu
ż
przed przyst
ą
pieniem do
czynno
ś
ci obci
ę
cia nadlewów spawalniczych.
2. Materiały spawalnicze
1) Porcja termitowa
W metodzie SoW-L75 spawania szyn termitem porcja spawalnicza składa si
ę
z porcji podstawowej, typowej dla danego typu szyny i gatunku stali szynowej I metody
spawania oraz porcji dodatkowej.
Materiały spawalnicze w/g w poni
ż
szego zestawienia
Metoda spawania SoW-L75
Typ szyny
Oznaczenie podstawowej porcji
termitowej
Oznaczenie dodatkowej
porcji termitowej
49E1 (S49)
49/90/SoW
1112
60E1 (UIC60)
60/90/SoW
1112
Oznaczenie porcji dodatkowej na opakowaniu:
- oznaczenie porcji dodatkowej
- wytrzymało
ść
Rm stali szynowej w kG/mm
2
- metoda spawania
1112
90
SoW-75
PKP POLSKIE LINIE KOLEJOWE S.A.
34
stan na dzie
ń
30 lipca 2009 r.
2) Formy spawalnicze.
W metodzie SoW-L75 spawania szyn termitem stosowane s
ą
3 cz
ęś
ciowe formy
spawalnicze dla profilów szyn 49E1 (S49) i 60E1 (UIC60) o szeroko
ś
ci dostosowanej
do zwi
ę
kszonego luzu spawalniczego o oznaczeniu SoW-L75.
3. Dodatkowy osprz
ę
t spawalniczy niezb
ę
dny do metody SoW-L75
1) rura przedłu
ż
aj
ą
ca na uchwyt tygla do stojaka uniwersalnego,
2) pier
ś
cie
ń
(wy
ż
szy) mocowany za pomoc
ą
obejmy do standardowego lub zespolonego
tygla z wykładzin
ą
typu WT2,
3) obejmy form (2 szt.) dostosowane do zwi
ę
kszonych gabarytów zestawu
(ozn. SoW-L75)
4) pojemniki na
ż
u
ż
el (2 szt.) o zwi
ę
kszonej pojemno
ś
ci.
4. Zakres stosowania metody SoW-L75:
1) przy wymianie cz
ęś
ci rozjazdowych,
2) przy naprawie p
ę
kni
ę
tych szyn (w granicach luzu 75 mm),
3) przy wyci
ę
ciu wadliwych spoin (w granicach luzu 75 mm).
5. Odbiory zł
ą
czy:
Odbiory nale
ż
y przeprowadza
ć
zgodnie z rozdziałem III niniejszej Instrukcji – Kontrola
wykonania i odbioru zł
ą
czy szynowych spawanych termitem.

PKP POLSKIE LINIE KOLEJOWE S.A.
35
stan na dzie
ń
30 lipca 2009 r.
Zał
ą
cznik 3
Spawanie szyn obrabianych cieplnie metod
ą
SoWoS-HC
Według technologii firmy ELEKTRO-THERMIT, Niemcy.
Proces technologiczny – jak przy spawaniu metod
ą
SoWoS, z uwzgl
ę
dnieniem
zwi
ę
kszenia wielko
ś
ci wzniosu ko
ń
ców spawanych szyn do warto
ś
ci 2,6-3,0 mm, mierzonej
po jednej stronie liniału 1 m (2
∆
f).
Zamiast termitu 90/SoW stosuje si
ę
termit 90-HC/ SoW.
Po obróbce zł
ą
cza, spoin
ę
poddaje si
ę
obróbce cieplnej zestawem urz
ą
dze
ń
, w skład
którego wchodzi:
- palnik do podgrzewania zł
ą
cza na powierzchni tocznej,
- stojak do mocowania palnika,
- kaptur ochronny.
Parametry obróbki cieplnej:
-
ci
ś
nienie tlenu – 0,5 MPa
-
ci
ś
nienie propanu – 0,15 MPa
-
czas nagrzewania – 100 s
-
czas chłodzenia pod kapturem ochronnym – 120 s
Główka palnika – Thermax 102 posiada otwory o
ś
rednicy 1 mm. Palnik podł
ą
czony
jest do uchwytu HESA SL 56 stosowanego przy metodzie SoWoS.
Zu
ż
ycie tlenu wynosi 14000 l /h, a propanu 4667 l /h.
Proste urz
ą
dzenie mocuj
ą
ce umo
ż
liwia zachowanie stałej wysoko
ś
ci ustawienia palnika nad
powierzchni
ą
szyny, co pozwala na uzyskanie wymaganej temperatury w strefie obróbki
cieplnej.
W celu zapobie
ż
enia gwałtownego schłodzenia nagrzanej powierzchni spoiny po
zdj
ę
ciu palnika, nakładamy na ni
ą
specjalny kaptur ochronny na okres 120 s. Zabieg ten
pozwala osi
ą
gn
ąć
w główce szyny, w strefie zł
ą
cza na gł
ę
boko
ś
ci około 10 mm, struktur
ę
drobnego perlitu . Powoduje to wyrównanie twardo
ś
ci w zł
ą
czu i materiale rodzimym główki
szyny.

PKP POLSKIE LINIE KOLEJOWE S.A.
36
stan na dzie
ń
30 lipca 2009 r.
Zał
ą
cznik 4
Spawanie szyn termitem metod
ą
SoWoS-P
Według technologii firmy ROLF PLÖTZ ELEKTROSCHMELZE, Niemcy.
Proces technologiczny jest taki sam jak przy metodzie SoWoS (§13 i zał
ą
cznik 1).
Wyst
ę
puj
ą
ce ró
ż
nice:
1.
porcje termitu zgodnie z tabel
ą
nr 5,
2.
kształt form,
3.
obejmy form,
4.
wysoko
ść
tulejek samospustowych,
5.
wygl
ą
d zapałów.
Wykorzystuj
ą
c jednorazowy tygiel 2000 SoWoS-P eliminujemy stosowanie tygla
wielokrotnego
u
ż
ytku
oraz
tulejki
samospustowej.
Wszystkie
operacje
procesu
technologicznego s
ą
takie same jak w zał.1, za wyj
ą
tkiem czynno
ś
ci okre
ś
lonych
w pkt. 3.1-3.10 (napełnianie i ustawienie tygla). Po prawidłowym ustawieniu ko
ń
ców szyn,
zało
ż
eniu formy i jej uszczelnieniu, podgrzaniu do temperatury 1000°C, tygiel 2000
zakładamy bezpo
ś
rednio na form
ę
i zapocz
ą
tkowujemy reakcj
ę
wkładaj
ą
c zapalony zapał
w otwór w pokrywie. Odpowiednie ukształtowanie dna tygla 2000, jednoznacznie i stabilnie
ustawia tygiel na formie. Po pierwszych 8 sekundach od zako
ń
czenia spustu mo
ż
na usun
ąć
pozostało
ś
ci tygla przy u
ż
yciu wideł lub łopaty. Zbyt wczesne zdj
ę
cie tygla stwarza
niebezpiecze
ń
stwo oparzenia. Czas do
ś
ci
ą
gni
ę
cia obejm i usuni
ę
cia górnej cz
ęś
ci formy
nale
ż
y zacz
ąć
odlicza
ć
od momentu zako
ń
czenia wypływu
ż
u
ż
la do misy.
.
TABELA nr 5
Dobór materiałów, sprz
ę
tu i parametrów spawania w zale
ż
no
ś
ci od gatunku stali i typu szyny
Szyna
Parametry spawania
Typ
Gatunek
stali
Oznaczenie
Typ
Czas
Ci
ś
nienie
propanu
Ci
ś
nienie
tlenu
Wysoko
ść
Rm min
porcji
palnika
wst
ę
pnego
ustawienia palnika
termitowej
(produkcja)
podgrzewania
nad główk
ą
szyny
[MPa]
[min]
[MPa]
[MPa]
[mm]
49E1
(S 49)
R260
St90PA
900A
880
S49
90
SoWoS-P
65.511
(ELEKTRO-THERMIT
)
lub
55.502
(ELEKTRO-THERMIT
)
6 - 7
0,10
0,45
40-45
0,15
0,30
60E1
(UIC
60)
R260
St90PA
900A
880
UIC60
90
SoWoS-P
65.511
(ELEKTRO-THERMIT
)
lub
55.502
(ELEKTRO-THERMIT
)
7 - 8
0,10
0,45
40-45
0,15
0,30
UWAGI:
1.
Luz spawalniczy 24–26 mm
2.
Palnik typu 55.502 (SkV) ma prostok
ą
tn
ą
głowic
ę
z 32 otworami.
s
ta
n
n
a
d
z
ie
ń
3
0
li
p
c
a
2
0
0
9
r
.
3
7
P
K
P
P
O
L
S
K
IE
L
IN
IE
K
O
L
E
J
O
W
E
S
.A
.

PKP POLSKIE LINIE KOLEJOWE S.A.
38
stan na dzie
ń
30 lipca 2009 r.
Zał
ą
cznik 5
Spawanie szyn termitem metod
ą
PLA
Według technologii firmy RAILTECH INTERNATIONAL, Francja.
1. Wprowadzenie
1) Termitowe spawanie szyn metod
ą
PLA - przy zastosowania skróconego wst
ę
pnego
podgrzewania. W procesie tym u
ż
ywa si
ę
mieszanki termitowej, form suchych
prefabrykowanych,
uszczelnianych
r
ę
cznie
mas
ą
uszczelniaj
ą
c
ą
,
tulejek
samospustowych i tygla. Wszystkie materiały potrzebne do wykonania spoiny znajduj
ą
si
ę
w jednym opakowaniu.
2) W skład poszczególnych zestawów wchodz
ą
:
a) Zestaw PLA–Lute–CS
- dwie połówki formy, cz
ęść
podstopkowa formy oraz mostek, znajduj
ą
ce si
ę
w osobnym pudełku zestawu,
- odpowiednia porcja mieszanki termitowej w szczelnym plastikowym opakowaniu,
- tulejka samospustowa.
b) Zestaw PLA-JS-CS
- dwie połówki formy, cz
ęść
podstopkowa formy, ta
ś
ma automatycznego
uszczelnienia, znajduj
ą
ce si
ę
w osobnym opakowaniu,
- odpowiednia porcja mieszanki termitowej w szczelnym plastikowym opakowaniu,
- tulejka samospustowa,
- tuba z past
ą
do uszczelnienia uzupełniaj
ą
cego.
c) Zestaw PLA-JS-CJ
- dwie połówki formy, cz
ęść
podstopkowa formy, mostek, ta
ś
ma automatycznego
uszczelnienia, znajduj
ą
ce si
ę
w osobnym opakowaniu,
- odpowiednia porcja mieszanki termitowej w szczelnym plastikowym opakowaniu,
- tuba z past
ą
do uszczelnienia uzupełniaj
ą
cego.
3) Oznaczenie symboli przy poszczególnych zestawach
a) PLA-Lute-CS
- PLA - proces spawalniczy (metoda)
- Lute - pasta do uszczelnienia r
ę
cznego w wiaderku 10 kg
- CS - tygiel zwykły do wielokrotnego u
ż
ycia i tulejka samospustowa
b) PLA-JS-CS
- PLA - proces spawalniczy (metoda)
- JS - ta
ś
ma do automatycznego uszczelnienia i tuba z past
ą
do uszczelnienia
uzupełniaj
ą
cego
- CS - tygiel zwykły do wielokrotnego u
ż
ycia i tulejka samospustowa
c) PLA-JS-CJ
- PLA - proces spawalniczy (metoda)
- JS - ta
ś
ma do automatycznego uszczelnienia i tuba z past
ą
do uszczelnienia
uzupełniaj
ą
cego
- CJ - tygiel jednorazowego u
ż
ycia z tulejk
ą
samo spustow
ą
Zestawy z tyglem jednorazowego u
ż
ycia, oprócz powy
ż
ej opisanego oznaczenia
literowego, s
ą
zamkni
ę
te za pomoc
ą
ta
ś
my klej
ą
cej koloru niebieskiego.
PKP POLSKIE LINIE KOLEJOWE S.A.
39
stan na dzie
ń
30 lipca 2009 r.
2. Wykonanie spoiny
1) Przygotowanie zł
ą
cza do spawania obejmuje nast
ę
puj
ą
ce czynno
ś
ci:
a) sprawdzenie geometrii i zu
ż
ycia spawanych szyn,
b) demonta
ż
przytwierdze
ń
szyn na długo
ś
ci umo
ż
liwiaj
ą
cej prawidłowe ustawienie
zł
ą
cza (zluzowa
ć
ś
ruby stopowe albo usun
ąć
przytwierdzenia spr
ęż
yste co
najmniej na trzech kolejnych podkładach po obu stronach styku),
c) oczyszczenie powierzchni czołowych i bocznych szyn z rdzy, farby, smarów i brudu
na długo
ś
ci około 100 mm po obu ko
ń
cach styku.
2) Przygotowanie ko
ń
ców szyn do spawania okre
ś
laj
ą
nast
ę
puj
ą
ce parametry:
a) luz spawalniczy,
b) wznios,
c) prostoliniowo
ść
pozioma.
Dla ułatwienia ustawienia ko
ń
ców szyn, zalecane jest stosowanie specjalnych
stojaków regulacyjnych.
3) Wielko
ść
luzu spawalniczego powinna wynosi
ć
25 ±2 mm. Luz mierzy si
ę
suwmiark
ą
lub sprawdzianem w czterech punktach pomiarowych, tj. 2 na zewn
ę
trznej i wewn
ę
trznej
powierzchni tocznej główki szyny oraz 2 na zewn
ę
trznej i wewn
ę
trznej kraw
ę
dzi stopki
szyny. Luz spawalniczy nie mo
ż
e ulega
ć
zmianie w trakcie wykonywania spoiny.
W razie potrzeby nale
ż
y u
ż
ywa
ć
hydraulicznego napr
ęż
acza do szyn.
4) Szyny przed spawaniem nale
ż
y ustawi
ć
tak, aby ich ko
ń
ce na długo
ś
ci 1 m były
wzniesione nad powierzchni
ą
toczn
ą
wg tabeli nr 6.
TABELA nr 6
Wielko
ś
ci parametrów przy spawaniu szyn
Profil
szyny
Luz
spawalniczy
[mm]
49E1
(S 49)
Ci
ś
nienie
gazów [MPa]
Czas
podgrze-
wania
[min]
Odległo
ść
palnika RTS
(prostok
ą
tny,
22 otwory) od
główki szyny
Czas od
spustu do
zdj
ę
cia
ramek
[min]
Czas od
spustu do
usuni
ę
cia
nadlewu
ż
u
ż
la
[min]
Czas od
spustu do
obci
ę
cia
nadlewu
[min]
tlen
propan
60E1
(UIC60)
25 ± 2
1,2÷1,
4
0,15
0,04
4
50
2÷3
~5
~6
49E1
(S 49)
5) Dobranie zestawu materiałów
Etykieta na worku plastikowym porcji termitu oznakowana jest w nast
ę
puj
ą
cy sposób:
UIC 60 PLA 25 typ szyny 60E1 (UIC 60)
metoda (PLA)
wielko
ść
luzu spawalniczego (25 mm)
D 44 PLA 25 D kategoria wagi porcji wg klasyfikacji Railtech (D44)
proces decyduj
ą
cy dla wagi porcji (PLA 25 )
kategoria twardo
ś
ci stali szyny (D)
25 NOV 93 VS 001 data produkcji (25 NOV 93)
nr serii (VS 001)
6) Przed przyst
ą
pieniem do spawania, zestaw nale
ż
y sprawdzi
ć
czy odpowiada
gatunkowi stali i typowi szyny przeznaczonej do spawania.
Szczegółowe przyporz
ą
dkowanie rodzaju porcji termitowych do spawania szyn w zale
ż
no
ś
ci
od ich typu i rodzaju oraz gatunku stali szynowej przedstawione jest w tabeli nr 7.
PKP POLSKIE LINIE KOLEJOWE S.A.
40
stan na dzie
ń
30 lipca 2009 r.
TABELA nr 7
Oznaczenia porcji termitowych w zale
ż
no
ś
ci od typu szyn oraz rodzaju i gatunku stali szynowej
Rodzaje ł
ą
czonych szyn
Gatunek stali
Typ szyny
Oznaczenie porcji termitowej
szyna surowa
↓↑
szyna surowa
St72P
↔
St72P
St72P
↔
St90PA
St72P
↔
900A
St72P
↔
R260
St90PA
↔
St90PA
St90PA
↔
900A
St90PA
↔
R260
900A
↔
900A
900A
↔
R260
R260
↔
R260
60E1
(UIC60)
UIC60 PLA25
D44 PLA (CS) 25D
UIC60 PLA25-JS
D44 PLA (CS) 25D
UIC60 PLA25-JS-CJ
D44 PLA (CJ) 25D
49E1
(S49)
S49 PLA 25
D40 PLA (CS) 25D
S49 PLA25-JS
D40 PLA (CS) 25D
S49 PLA25-JS-CJ
D40 PLA (CJ) 25D
szyna obrabiana cieplnie
↓↑
szyna obrabiana cieplnie
St90PA
↔
St90PA
St90PA
↔
R350HT
R350HT
↔
R350HT
60E1
(UIC60)
UIC60 PLA25
D44 PLA (CS) 25 (350) HT
49E1
(S49)
S49 PLA 25
D40 PLA (CS) 25 (350) HT
szyna surowa
↓↑
szyna obrabiana cieplnie
St72PA
↔
St90PA
St72
↔
R350HT
St90PA
↔
St90PA
St90PA
↔
R350HT
900A
↔
St90PA
900A
↔
R350HT
R260
↔
St90PA
R260
↔
R350HT
60E1
(UIC60)
UIC60 PLA25
D44 PLA (CS) 25 HT
lub jedna z wersji dla gatunku D
49E1
(S49)
S49 PLA25
D40 PLA (CS) 25 HT
lub jedna z wersji dla gatunku D
7) Formy musz
ą
by
ć
zało
ż
one w osi luzu spawalniczego. Sposób post
ę
powania przy
zakładaniu formy jest nast
ę
puj
ą
cy:
a) ustawi
ć
na szynie i wycentrowa
ć
stojak, dokr
ę
ci
ć
pokr
ę
tło mocuj
ą
ce do szyny,
b) zało
ż
y
ć
obejmy form na odpowiednie połówki formy, d
ź
wignia dociskaj
ą
ca płyt
ę
podstopkow
ą
musi znajdowa
ć
si
ę
w pozycji skierowanej do szyny,
c) umie
ś
ci
ć
połówk
ę
formy na szynie, wst
ę
pnie ustawi
ć
i dokr
ę
ci
ć
ś
rub
ę
motylkow
ą
ustawion
ą
na uchwycie (centrowa
ć
u góry i na dole w stosunku do osi luzu
spawalniczego),
d) dopasowa
ć
drug
ą
połow
ę
formy tak, aby obie połowy nie były przesuni
ę
te
wzgl
ę
dem siebie,
e) doko
ń
czy
ć
ustawienie i regulacj
ę
(centrowanie) cało
ś
ci – dwóch połówek form.
Odkr
ę
ci
ć
ś
rub
ę
motylkow
ą
i zacisn
ąć
ś
rub
ę
dociskow
ą
tak, aby nie uszkodzi
ć
formy zbyt mocnym dociskiem,
f) je
ż
eli tor poło
ż
ony jest w łuku nale
ż
y oszlifowa
ć
odpowiednio górn
ą
powierzchni
ę
mostka w celu zapewnienia prostopadło
ś
ci tej powierzchni do pionu,
g) sprawdzi
ć
czy wykonane czynno
ś
ci nie spowodowały przedostania si
ę
zanieczyszcze
ń
do wn
ę
trza formy i w takim przypadku, usun
ąć
je przed
zało
ż
eniem podstopkowej cz
ęś
ci formy,
h) wło
ż
y
ć
cz
ęść
podstopkow
ą
w płytk
ę
metalow
ą
i sprawdzi
ć
jej prawidłowe uło
ż
enie
(nie mo
ż
e si
ę
kołysa
ć
),
i) wło
ż
y
ć
płytk
ę
doln
ą
z cz
ęś
ci
ą
podstopkow
ą
formy w znajduj
ą
ce si
ę
po obu
stronach uchwyty, sprawdzi
ć
jej wycentrowanie w stosunku do formy, a nast
ę
pnie

PKP POLSKIE LINIE KOLEJOWE S.A.
41
stan na dzie
ń
30 lipca 2009 r.
chwytaj
ą
c r
ę
koma d
ź
wignie dociskaj
ą
ce, obróci
ć
je jednocze
ś
nie w stron
ę
od
główki szyny,
j) po zało
ż
eniu płytki dolnej zaleca si
ę
przykry
ć
górny otwór w formie kartonem.
8) Formy nale
ż
y uszczelni
ć
na całym obwodzie w miejscach ich przylegania do szyn oraz
ł
ą
czenia połówek formy. Po uszczelnieniu formy zało
ż
y
ć
pojemnik na
ż
u
ż
el i mas
ą
uszczelniaj
ą
c
ą
wypełni
ć
szczelin
ę
mi
ę
dzy pojemnikiem a form
ą
.
9) Podgrzewanie wst
ę
pne ma za zadanie usun
ąć
z form wilgo
ć
oraz podwy
ż
szy
ć
temperatur
ę
szyn i form. W metodzie PLA bardzo wa
ż
na jest kontrola ci
ś
nienia
propanu (0,04 MPa) i tlenu (0,15 MPa) oraz czasu podgrzewania (4 minuty).
W celu prawidłowego nagrzania szyn nale
ż
y:
a) umocowa
ć
palnik w uchwycie i wycentrowa
ć
jego dysz
ę
w
ś
rodek formy (luzu
spawalniczego), przy czym odległo
ść
mi
ę
dzy ko
ń
cem dyszy palnika i główk
ą
szyny
powinna wynosi
ć
50 mm
±
3 mm,
b) zdj
ąć
palnik z uchwytu, zapali
ć
płomie
ń
, stopniowo zwi
ę
ksza
ć
ci
ś
nienie gazu a
ż
do
całkowitego otwarcia obydwóch zaworów palnika – manometry na butlach musz
ą
wówczas wskazywa
ć
warto
ś
ci podane w tabeli nr 6,
UWAGA:
W celu zapalenia palnika nale
ż
y najpierw otworzy
ć
zawór tlenu, a nast
ę
pnie
propanu. Przy gaszeniu natomiast, najpierw nale
ż
y zamkn
ąć
propan, a potem tlen.
W razie cofni
ę
cia si
ę
płomienia (gwizd) trzeba zamkn
ąć
błyskawicznie zawór
propanu, a nast
ę
pnie tlenu.
c) zapalony palnik nale
ż
y ustawi
ć
na uchwycie i sprawdzi
ć
prawidłowo
ść
procesu
podgrzewania; nie nale
ż
y zatyka
ć
otworów wylotowych płomieni,
d) w celu osuszenia mostka, poło
ż
y
ć
go obok jednego z otworów, górn
ą
powierzchni
ą
przy płomieniu,
e) w momencie ustawienia zapalonego palnika nad form
ą
nale
ż
y wł
ą
czy
ć
stoper
i pozostawi
ć
palnik na czas grzania okre
ś
lony w tabeli nr 6,
f) w czasie podgrzewania nale
ż
y przygotowa
ć
tygiel do reakcji i spustu,
g) po zako
ń
czeniu podgrzewania usun
ąć
palnik, uwa
ż
aj
ą
c by nie uszkodzi
ć
ś
cianek
wewn
ę
trznych formy, a nast
ę
pnie za pomoc
ą
odpowiednich szczypiec, wstawi
ć
mostek w górny otwór formy.
10) Przygotowanie tygla do pracy polega na jego oczyszczeniu i dokładnym osuszeniu.
Nie wolno u
ż
ywa
ć
tygla wilgotnego, gdy
ż
mo
ż
e to doprowadzi
ć
do pop
ę
kania jego
wykładziny i spowodowa
ć
silny wyprysk metalu poza tygiel, co stwarza
niebezpiecze
ń
stwo poparzenia ludzi.
Przygotowanie nowego tygla do pracy odbywa si
ę
przez:
a) podgrzewanie płomieniem:
- zapali
ć
w tyglu palnik do wst
ę
pnego podgrzewania i podgrzewa
ć
tygiel tak
długo, a
ż
jego dno za
ż
arzy si
ę
i przestanie wychodzi
ć
para wodna; przybli
ż
ony
czas podgrzewania wynosi około 20 minut,
- przed przyst
ą
pieniem do wykonania pierwszej spoiny, nale
ż
y odczeka
ć
około
pół godziny,
b) przygotowanie tygla sposobem zwanym “daremny spust”:
- wygrza
ć
tygiel palnikiem przez 5 minut,
- napełni
ć
tygiel specjaln
ą
ogrzewaj
ą
c
ą
porcj
ą
termitu (czerwone opakowanie),
zapali
ć
i dokona
ć
spustu do wysypanej suchym piaskiem miski na
ż
u
ż
el,
obróci
ć
tygiel do góry dnem i pozostawi
ć
co najmniej pół godziny nad gor
ą
cym
metalem w misce
ż
u
ż
lowej,
PKP POLSKIE LINIE KOLEJOWE S.A.
42
stan na dzie
ń
30 lipca 2009 r.
- resztki tulejki samospustowej usun
ąć
z tygla.
Przygotowanie ostudzonego, u
ż
ywanego tygla
Tygiel nale
ż
y wygrzewa
ć
przez 10-15 minut lub przeprowadzi
ć
“daremny spust”, przed
podgrzewaniem wst
ę
pnym szyn.
Po 24-godzinnej przerwie w pracy, z tyglem nale
ż
y post
ą
pi
ć
tak samo, jak
z przygotowaniem nowego tygla.
Czyszczenie tygla (usuwanie warstwy
ż
u
ż
la)
Nale
ż
y przeprowadza
ć
po 15-20 reakcjach. Zanieczyszczony tygiel traci swoj
ą
obj
ę
to
ść
co powoduje,
ż
e rozgrzany materiał stali i
ż
u
ż
la pryska na pokryw
ę
tygla.
Czyszczenie tygla przeprowadza si
ę
nast
ę
puj
ą
co:
a) pozostawiaj
ą
c kołnierz na tyglu, ostro
ż
nie oczy
ś
ci
ć
za pomoc
ą
młotka
ż
u
ż
el
z kołnierza,
b) za pomoc
ą
dr
ąż
ka do usuwania resztek tulejki samospustowej oraz młotka,
wykona
ć
rowek w
ż
u
ż
lu, a nast
ę
pnie usun
ąć
go z powierzchni wykładziny.
Post
ę
powa
ć
ostro
ż
nie, aby nie uszkodzi
ć
wykładziny tygla.
11) Ustawienie tygla
Tygiel nale
ż
y umocowa
ć
na obrotowym i wyrównanym wzgl
ę
dem szyny stojaku.
Odległo
ść
mi
ę
dzy doln
ą
kraw
ę
dzi
ą
tygla a górn
ą
kraw
ę
dzi
ą
formy powinna wynosi
ć
30 mm. Podczas przygotowania do wykonania spoiny nale
ż
y upewni
ć
si
ę
czy tygiel
ka
ż
dorazowo jest poło
ż
ony osiowo wzgl
ę
dem formy.
12) W czasie trwania wst
ę
pnego podgrzewania szyn nale
ż
y:
a) umie
ś
ci
ć
tulejk
ę
samospustow
ą
w tyglu i lekko j
ą
docisn
ąć
– umo
ż
liwia ona
dokonanie jednego spustu stopiwa z tygla, a jej pozostało
ś
ci nale
ż
y usun
ąć
w kilka
minut po zako
ń
czeniu spustu,
b) obsypa
ć
zamocowan
ą
w tyglu tulejk
ę
samospustow
ą
proszkiem uszczelniaj
ą
cym
znajduj
ą
cym si
ę
w pudełku tulejki, uwa
ż
aj
ą
c by nie przykry
ć
góry rurki,
c) wsypa
ć
powoli do tygla porcj
ę
mieszanki termitowej.
UWAGA:
Nale
ż
y u
ż
ywa
ć
porcji tylko z kompletnego zestawu. Nie wolno miesza
ć
i u
ż
ywa
ć
uszkodzonych porcji termitu oraz zamienia
ć
ich mi
ę
dzy zestawami materiałów. Nie
wolno niczego dodawa
ć
do porcji termitu.
13) Reakcja i spust
a) z chwil
ą
zako
ń
czenia podgrzewania wst
ę
pnego, wło
ż
y
ć
mostek na swoje miejsce
w formie i lekko go docisn
ąć
,
b) nasun
ąć
tygiel nad form
ę
lub ustawi
ć
na formie tygiel jednorazowy,
c) zapali
ć
mieszank
ę
termitow
ą
w tyglu za pomoc
ą
zapału – wło
ż
y
ć
zapalony zapał
do
ś
rodka porcji termitu w tyglu i przykry
ć
tygiel pokryw
ą
.
Reakcja termitowa przebiega w ci
ą
gu kilkunastu sekund. Po kilku sekundach od
zako
ń
czenia reakcji nast
ę
puje samoczynny spust stopiwa z tygla do formy. Nale
ż
y
zapewni
ć
spust na
ś
rodek mostka. Nadmiar
ż
u
ż
la wlewa si
ę
do uprzednio
zamocowanego pojemnika.
Po zako
ń
czeniu spustu tygiel oraz inne cz
ęś
ci osprz
ę
tu i narz
ę
dzia, które nie b
ę
d
ą
potrzebne do dalszego wykonania spoiny nale
ż
y usun
ąć
na bok.
14) Usuwanie pojemnika na
ż
u
ż
el
Pojemnik na
ż
u
ż
el mo
ż
e by
ć
usuni
ę
ty dopiero po zakrzepni
ę
ciu jego zawarto
ś
ci.
Pojemnik nale
ż
y odło
ż
y
ć
na uprzednio przygotowan
ą
blach
ę
-
ś
mietniczk
ę
.
Zakrzepły
ż
u
ż
el ł
ą
cz
ą
cy form
ę
z pojemnikiem nale
ż
y rozbi
ć
, aby unikn
ąć
przypadkowego podci
ą
gni
ę
cia formy przez
ż
u
ż
el i spowodowania wylania si
ę
gor
ą
cego metalu z formy.

PKP POLSKIE LINIE KOLEJOWE S.A.
43
stan na dzie
ń
30 lipca 2009 r.
UWAGA:
Przy usuwaniu pojemnika nale
ż
y przestrzega
ć
nast
ę
puj
ą
cych zasad:
a) nie wolno stawia
ć
pojemnika z gor
ą
cym
ż
u
ż
lem na wilgotnej ziemi oraz na
podkładzie drewnianym,
b) nie nale
ż
y wylewa
ć
z pojemnika gor
ą
cej, płynnej jego zawarto
ś
ci,
c) nie nale
ż
y wrzuca
ć
pojemnika ani jego zawarto
ś
ci do wody.
15) Zdj
ę
cie formy nale
ż
y wykona
ć
po spu
ś
cie stopiwa zgodnie z tabel
ą
nr 6.
16) Obcinanie
spoiny
nale
ż
y
przeprowadzi
ć
za
pomoc
ą
obcinarki
nadlewów
spawalniczych. No
ż
e obcinarki nale
ż
y tak wyregulowa
ć
, aby obci
ę
cie nast
ą
piło na
wysoko
ś
ci ok. 3 mm nad powierzchni
ą
toczn
ą
główki szyny. Do obcinania mo
ż
na
przyst
ą
pi
ć
po ok. 6 minutach od momentu spustu stopiwa. Nie nale
ż
y obcina
ć
spoiny
za pomoc
ą
młotka i przecinaka.
17) Usuwanie nadlewów kanałowych
a) nadlew nad powierzchni
ą
stopki nale
ż
y naci
ąć
, gdy metal jest jeszcze plastyczny.
Czynno
ść
t
ę
nale
ż
y przeprowadzi
ć
jak najszybciej, z uwagi na pó
ź
niejsze
problemy, które mog
ą
wyst
ą
pi
ć
przy obcinaniu zbyt twardego nadlewu,
b) po ostygni
ę
ciu spoiny odłama
ć
nadlew poprzez lekkie uderzenie młotkiem.
18) Szlifowanie zgrubne szlifierk
ą
do spoin nale
ż
y wykona
ć
na gor
ą
cej spoinie termitowej
bezpo
ś
rednio po wykonaniu czynno
ś
ci opisanych w ust. 2 pkt. 17 i 18a),
pozostawiaj
ą
c niewielki nadlew (0,5-1,0mm) na powierzchni tocznej i bocznej główki
szyny. Nie nale
ż
y szlifowa
ć
materiału rodzimego szyny.
19) Wykonanie obróbki ko
ń
cowej zł
ą
cza jak w zał
ą
czniku 1 ust. 6.
3. Narz
ę
dzia do spawania
Zestawienie narz
ę
dzi dla jednej dru
ż
yny spawalniczej:
1) stojak na tygiel i zaciski formy,
2) zestaw obejm bocznych form,
3) płyta podstopkowa,
4) tygiel standardowy,
5) nadstawka tygla,
6) pokrywa przeciwrozpryskowa,
7) płytka podstawy tygla wraz z tulej
ą
do nasadzania na stojak,
8) pojemnik na
ż
u
ż
el,
9) uchwyt do zakładania i wybijania tulejki,
10) szczypce do mostka,
11) palnik Railtech ze stojakiem,
12) w
ąż
do propanu długo
ś
ci 10 m Ø 10/17 mm,
13) w
ąż
do tlenu długo
ś
ci 10 m Ø 10/17 mm,
14) manometr do propanu,
15) manometr do tlenu,
16) mini-bezpiecznik do propanu,
17) mini-bezpiecznik do tlenu.
Pozostały sprz
ę
t – jak w zał
ą
czniku 1.
PKP POLSKIE LINIE KOLEJOWE S.A.
44
stan na dzie
ń
30 lipca 2009 r.
Zał
ą
cznik 6
Spawanie szyn termitem metod
ą
AP 25
Według technologii firmy RAILTECH INTERNATIONAL, Francja.
1. Wprowadzenie
1) Termitowe spawanie szyn metod
ą
AP 25 - przy zastosowaniu wst
ę
pnego
podgrzewania szyn do temperatury 950oC. W procesie tym u
ż
ywa si
ę
mieszanki
termitowej, form suchych prefabrykowanych, uszczelnianych r
ę
cznie mas
ą
uszczelniaj
ą
c
ą
, tulejek samospustowych i tygla. Wszystkie materiały potrzebne do
wykonania spoiny znajduj
ą
si
ę
w jednym opakowaniu.
2) Poszczególne zestawy s
ą
identyczne jak w metodzie PLA (zał. 5 pkt 1.2)-3)) lecz
opisane symbolem AP25
2. Wykonanie spoiny analogicznie jak w metodzie PLA (zał. 5 pkt 2.1)-4)) przy zachowaniu
parametrów uj
ę
tych w tabeli nr 8
Tabela 8
Wielko
ś
ci parametrów przy spawaniu szyn
Profil
szyny
Luz
spawalniczy
/mm/
49E1
(S 49)
Ci
ś
nienie
gazów /MPa/
Tempe-
ratura
podgrze
wania
/°C/
Odległo
ść
palnika RTS
(prostok
ą
tny,
22 otwory) od
główki szyny
Czas od
spustu do
zdj
ę
cia
ramek
/min/
Czas od
spustu do
usuni
ę
cia
nadlewu
ż
u
ż
la
/min/
Czas od
spustu do
obci
ę
cia
nadlewu
/min/
tlen
propan
60E1
(UIC60)
25 ± 2
1,2÷1,
4
0,15
0,04
950
50
3,5
~4
~5
49E1
(S 49)
3. Dobranie zestawu materiałów.
Etykieta na worku plastikowym porcji termitu oznakowana jest w nast
ę
puj
ą
cy sposób:
UIC 60 AP 25 typ szyny 60E1 (UIC 60)
metoda (AP25)
wielko
ść
luzu spawalniczego (25 mm)
D 44 AP 25 D kategoria wagi porcji wg klasyfikacji Railtech (D44)
proces decyduj
ą
cy dla wagi porcji (AP25 )
kategoria twardo
ś
ci stali szyny (D)
25 NOV 02 VS 005 data produkcji (25 NOV 02)
nr serii (VS 005)
4. Przed przyst
ą
pieniem do spawania, zestaw nale
ż
y sprawdzi
ć
czy odpowiada gatunkowi
stali i typowi szyny przeznaczonej do spawania. Szczegółowe przyporz
ą
dkowanie rodzaju
porcji termitowych do spawania szyn w zale
ż
no
ś
ci od ich typu i gatunku stali szynowej
przedstawione jest w tabeli 9.
5. Sposób post
ę
powania przy zakładaniu formy jest identyczny jak w metodzie PLA (zał. 5
pkt 2.7)a)-j),oraz pkt 2.8))
PKP POLSKIE LINIE KOLEJOWE S.A.
45
stan na dzie
ń
30 lipca 2009 r.
Tabela 9
Oznaczenia porcji termitowych w zale
ż
no
ś
ci od typu szyn oraz rodzaju i gatunku stali
szynowej
Rodzaje ł
ą
czonych szyn
Gatunek stali
Typ szyny
Oznaczenie porcji termitowej
szyna surowa
↓↑
szyna surowa
St72P
↔
St72P
St72P
↔
St90PA
St72P
↔
900A
St72P
↔
R260
St90PA
↔
St90PA
St90PA
↔
900A
St90PA
↔
R260
900A
↔
900A
900A
↔
R260
R260
↔
R260
60E1
(UIC60)
UIC60 AP25
D44 AP25 (CS) D
UIC60 AP25-JS-CJ
D44 AP25 (CJ) D
49E1
(S49)
S49 AP25
D40 AP 25 (CS) D
S49 AP25-CJ
D40 AP 25 (CJ) D
szyna obrabiana
cieplnie
↓↑
szyna obrabiana
cieplnie
St90PA
↔
St90PA
St90PA
↔
R350HT
R350HT
↔
R350HT
60E1
(UIC60)
UIC60 AP25
D44 AP25 (CS) HH
49E1
(S49)
S49 AP 25
D40 AP25 (CS) HH
szyna surowa
↓↑
szyna obrabiana
cieplnie
St72PA
↔
St90PA
St72
↔
R350HT
St90PA
↔
St90PA
St90PA
↔
R350HT
900A
↔
St90PA
900A
↔
R350HT
R260
↔
St90PA
R260
↔
R350HT
60E1
(UIC60)
UIC60 AP25
D44 AP25 (CS) HH
lub jedna z wersji dla gatunku
D
49E1
(S49)
S49 AP25
D40 AP25 (CS) HH
lub jedna z wersji dla gatunku
D
6. Podgrzewanie wst
ę
pne ma za zadanie usun
ąć
z form wilgo
ć
oraz podwy
ż
szy
ć
temperatur
ę
szyn i form. W metodzie AP25 bardzo wa
ż
na jest kontrola ci
ś
nienia propanu
(0,04 MPa) i tlenu (0,15 MPa) oraz temperatury podgrzewania (950°C).
W celu uzyskania prawidłowego nagrzania szyn nale
ż
y post
ę
powa
ć
jak w metodzie PLA
(zał. 5 pkt 2.9)a)-g))
7. Pozostałe czynno
ś
ci jak w metodzie PLA (zał. 5 pkt 2.10)-19))
8. Narz
ę
dzia do spawania identyczne jak przy PLA (zał. 5 pkt 3.).
PKP POLSKIE LINIE KOLEJOWE S.A.
46
stan na dzie
ń
30 lipca 2009 r.
Zał
ą
cznik 7
Spawanie szyn termitem metod
ą
PLA 68
Według technologii firmy RAILTECH INTERNATIONAL, Francja.
1. Wprowadzenie
1) Termitowe spawanie szyn metod
ą
PLA68 - przy zastosowaniu skróconego wst
ę
pnego
podgrzewania. W procesie tym u
ż
ywa si
ę
mieszanki termitowej, form suchych
prefabrykowanych,
uszczelnianych
r
ę
cznie
mas
ą
uszczelniaj
ą
c
ą
,
tulejek
samospustowych i tygla. Wszystkie materiały potrzebne do wykonania spoiny znajduj
ą
si
ę
w jednym opakowaniu.
2) Poszczególne zestawy s
ą
identyczne jak w metodzie PLA (zał. 5 pkt 1.2)-3)) lecz
opisane symbolem PLA 68
2. Wykonanie spoiny analogicznie jak w metodzie PLA (zał. 5 pkt 2.1)-4)) przy zachowaniu
parametrów uj
ę
tych w tabeli nr 10
Tabela 10
Wielko
ś
ci parametrów przy spawaniu szyn
Profil
szyny
Luz
spawalniczy
/mm/
Wznios
/mm/
Ci
ś
nienie
gazów /MPa/
Czas
podgrze
wania
/min/
Odległo
ść
palnika RTS
(prostok
ą
tny,
22 otwory) od
główki szyny
Czas od
spustu do
zdj
ę
cia
ramek
/min/
Czas od
spustu do
usuni
ę
cia
nadlewu
ż
u
ż
la
/min/
Czas od
spustu do
obci
ę
cia
nadlewu
/min/
tlen
propan
60E1
(UIC60)
68 ± 2
1,7
0,15
0,04
4
70
5
~6
~7
49E1
(S 49)
3. Dobranie zestawu materiałów.
Etykieta na worku plastikowym porcji termitu oznakowana jest w nast
ę
puj
ą
cy sposób:
UIC 60 PLA 68 typ szyny 60E1 (UIC 60)
metoda (PLA)
wielko
ść
luzu spawalniczego (68 mm)
D 44 PLA 68 D kategoria wagi porcji wg klasyfikacji Railtech (D44)
proces decyduj
ą
cy dla wagi porcji (PLA 68 )
kategoria twardo
ś
ci stali szyny (D)
25 NOV 02 VS 001 data produkcji (25 NOV 93)
nr serii (VS 001)
4. Przed przyst
ą
pieniem do spawania, zestaw nale
ż
y sprawdzi
ć
czy odpowiada gatunkowi
stali i typowi szyny przeznaczonej do spawania. Szczegółowe przyporz
ą
dkowanie rodzaju
porcji termitowych do spawania szyn w zale
ż
no
ś
ci od ich typu i gatunku stali szynowej
przedstawione jest w tabeli 11.
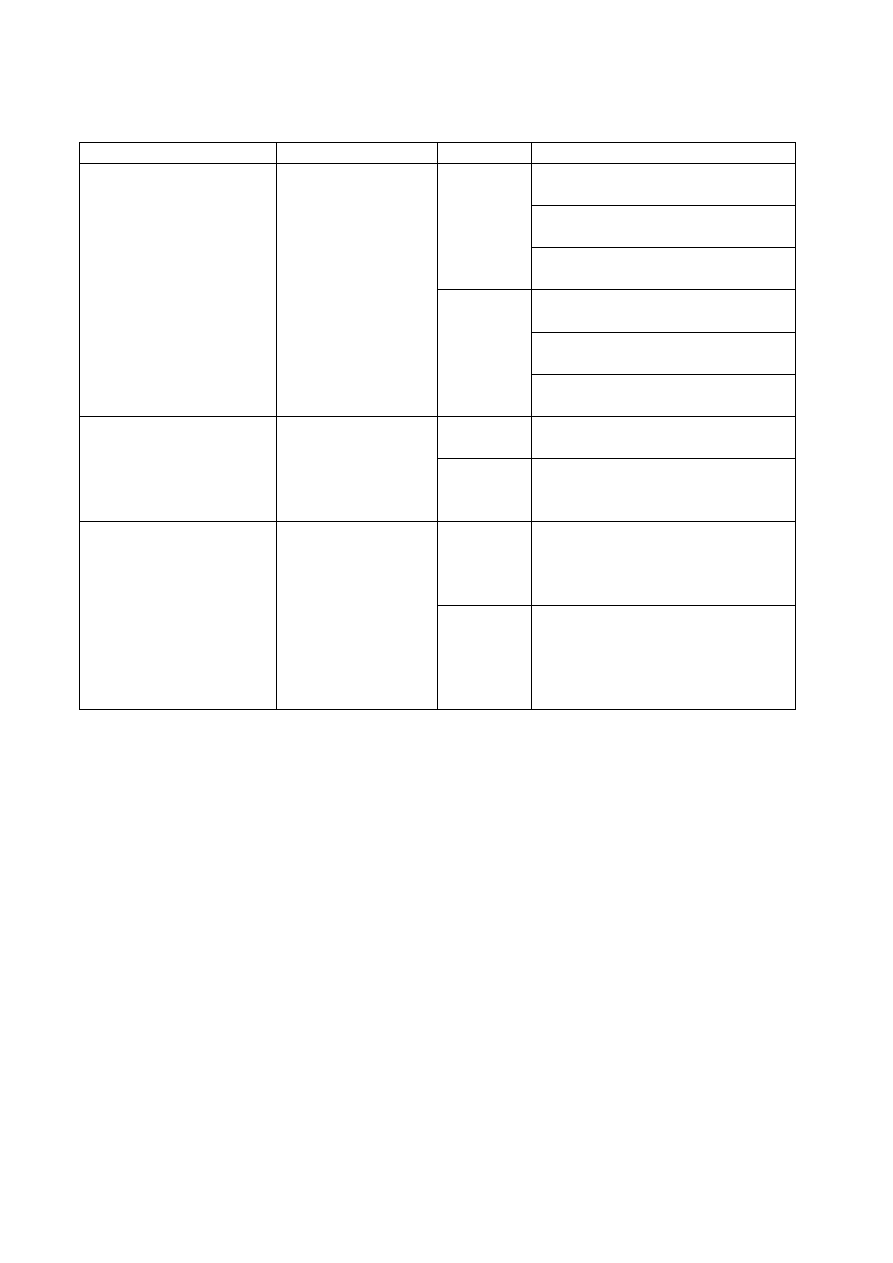
PKP POLSKIE LINIE KOLEJOWE S.A.
47
stan na dzie
ń
30 lipca 2009 r.
Tabela 11
Oznaczenia porcji termitowych w zale
ż
no
ś
ci od typu szyn oraz rodzaju i gatunku stali
szynowej
Rodzaj szyny
Gatunek stali
Typ szyny
Oznaczenie porcji termitowej
szyna surowa
↓↑
szyna surowa
St72P
↔
St72P
St72P
↔
St90PA
St72P
↔
900A
St72P
↔
R260
St90PA
↔
St90PA
St90PA
↔
900A
St90PA
↔
R260
900A
↔
900A
900A
↔
R260
R260
↔
R260
60E1
(UIC60)
UIC60 PLA68
D44 PLA (CS) 68D
UIC60 PLA68-JS
D44 PLA (CS) 68D
UIC60 PLA68-JS-CJ
D44 PLA (CJ) 68D
49E1
(S49)
S49 PLA 68
D40 PLA (CS) 68D
S49 PLA68-JS
D40 PLA (CS) 68D
S49 PLA68-JS-CJ
D40 PLA (CJ) 68D
szyna obrabiana
cieplnie
↓↑
szyna obrabiana
cieplnie
St90PA
↔
St90PA
St90PA
↔
R350HT
R350HT
↔
R350HT
60E1
(UIC60)
UIC60 PLA68
D44 PLA (CS) 68 HH
49E1
(S49)
S49 PLA 68
D40 PLA (CS) 68 HH
szyna surowa
↓↑
szyna obrabiana
cieplnie
St72PA
↔
St90PA
St72
↔
R350HT
St90PA
↔
St90PA
St90PA
↔
R350HT
900A
↔
St90PA
900A
↔
R350HT
R260
↔
St90PA
R260
↔
R350HT
60E1
(UIC60)
UIC60 PLA68
D44 PLA (CS) 68 HH
lub jedna z wersji dla gatunku
D
49E1
(S49)
S49 PLA68
D40 PLA (CS) 68 HH
lub jedna z wersji dla gatunku
D
5. Sposób post
ę
powania przy zakładaniu formy jest identyczny jak w metodzie PLA (zał. 5
pkt 2.7)a)-j),oraz pkt 2.8))
6. Podgrzewanie wst
ę
pne ma za zadanie usun
ąć
z form wilgo
ć
oraz podwy
ż
szy
ć
temperatur
ę
szyn i form. W metodzie PLA bardzo wa
ż
na jest kontrola ci
ś
nienia propanu
(0,04 MPa) i tlenu (0,15 MPa) oraz czasu podgrzewania (4 minuty).
W celu uzyskania prawidłowego nagrzania szyn nale
ż
y post
ę
powa
ć
jak w metodzie PLA
(zał. 5 pkt 2.9)a)-g))
7. Pozostałe czynno
ś
ci jak w metodzie PLA (zał. 5 pkt 2.10)-19))
8. Narz
ę
dzia do spawania identyczne jak przy PLA (zał. 5 pkt 3.).
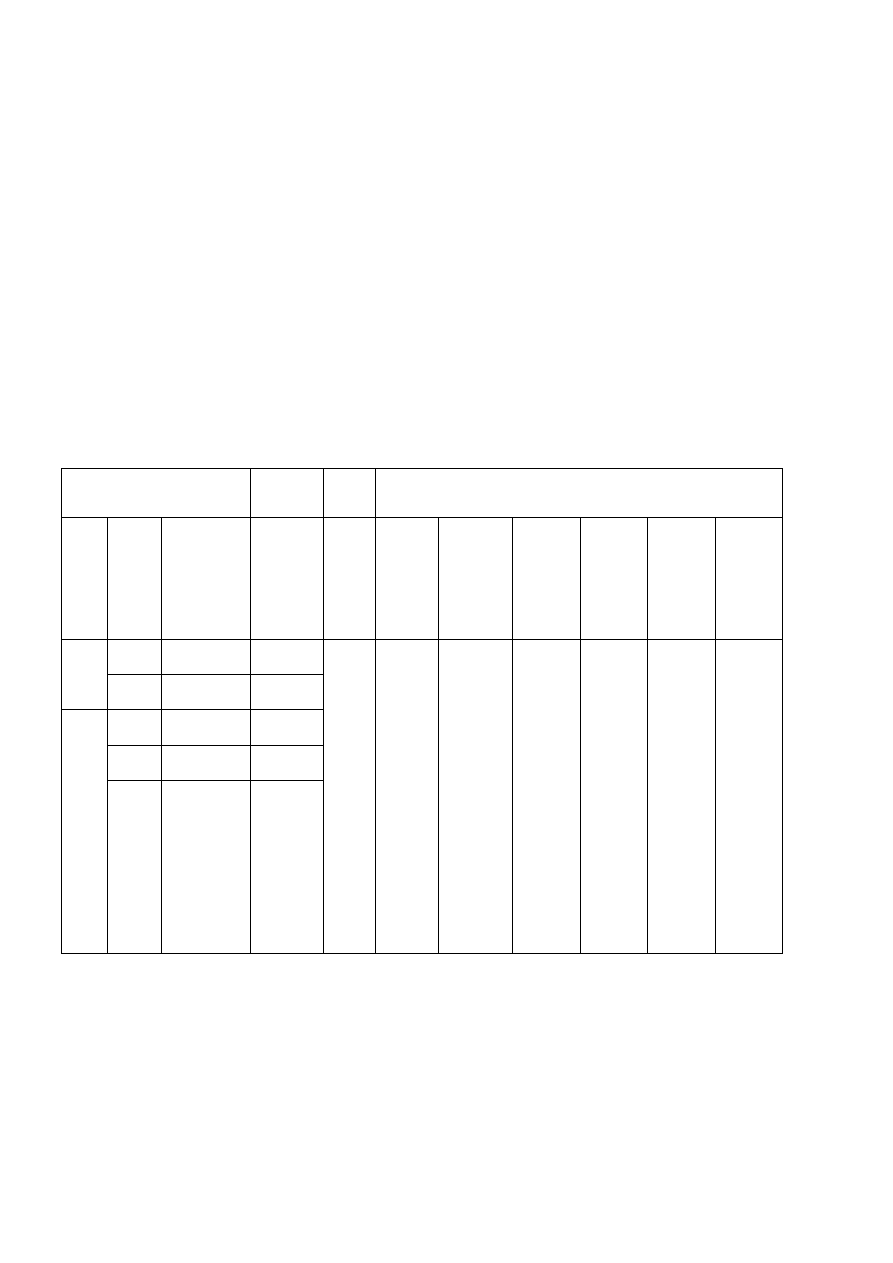
PKP POLSKIE LINIE KOLEJOWE S.A.
48
stan na dzie
ń
30 lipca 2009 r.
Zał
ą
cznik 8
Spawanie szyn termitem metod
ą
SkV
Według technologii firmy ELEKTRO-THERMIT, Niemcy.
Proces technologiczny jest taki sam jak przy metodzie SoWoS (§13 i zał
ą
cznik 1).
Wyst
ę
puj
ą
ce ró
ż
nice:
1. porcje termitu oraz parametry spawania zgodnie z tabel
ą
nr 12,
2. formy spawalnicze,
3. obejmy form,
4. konieczno
ść
zamontowania dwóch pojemników na
ż
u
ż
el,
5. szablon uniwersalny,
6. tygiel o zwi
ę
kszonej pojemno
ś
ci,
Tabela 12
Szyna
Oznaczenie
porcji
termitowej
Typ
palnika
Parametry spawania
Typ
Gatunek
stali
Wytrzymało
ść
Rm
[Mpa]
(kG/mm2)
Czas
wst
ę
pnego
podgrze-
wania
[minuty
Temperatura
ko
ń
ców
szyn
[
o
C]
Ci
ś
nienie
propanu
[Mpa]
(atm)
Ci
ś
nienie
tlenu
[Mpa]
(atm)
Wysoko
ść
palnika
nad
główk
ą
szyny
[mm]
Czas od
spustu
do
zdj
ę
cia
obejm
form
[minuty]
49E1
(S49)
St 72P
700
(72)
49/Z70-80
SkV
55.502
1 - 2
ok. 600
0,15
(1,5)
0,50
(5)
30 - 35
3 – 3,5
St90PA
880
(90)
49/Z 90
SkV
60E1
UIC60
St 72P
700
(72)
60/Z70-80
SkV
St90PA
880
(90)
60/Z 90
SkV
St90PA
obr.
ciepl.
1080-1175
110
60/Z-120
SkV,
60/Z-90
HC SkV z
przeprow
adzeniem
obróbki
cieplnej
wykonane
go zł
ą
cza
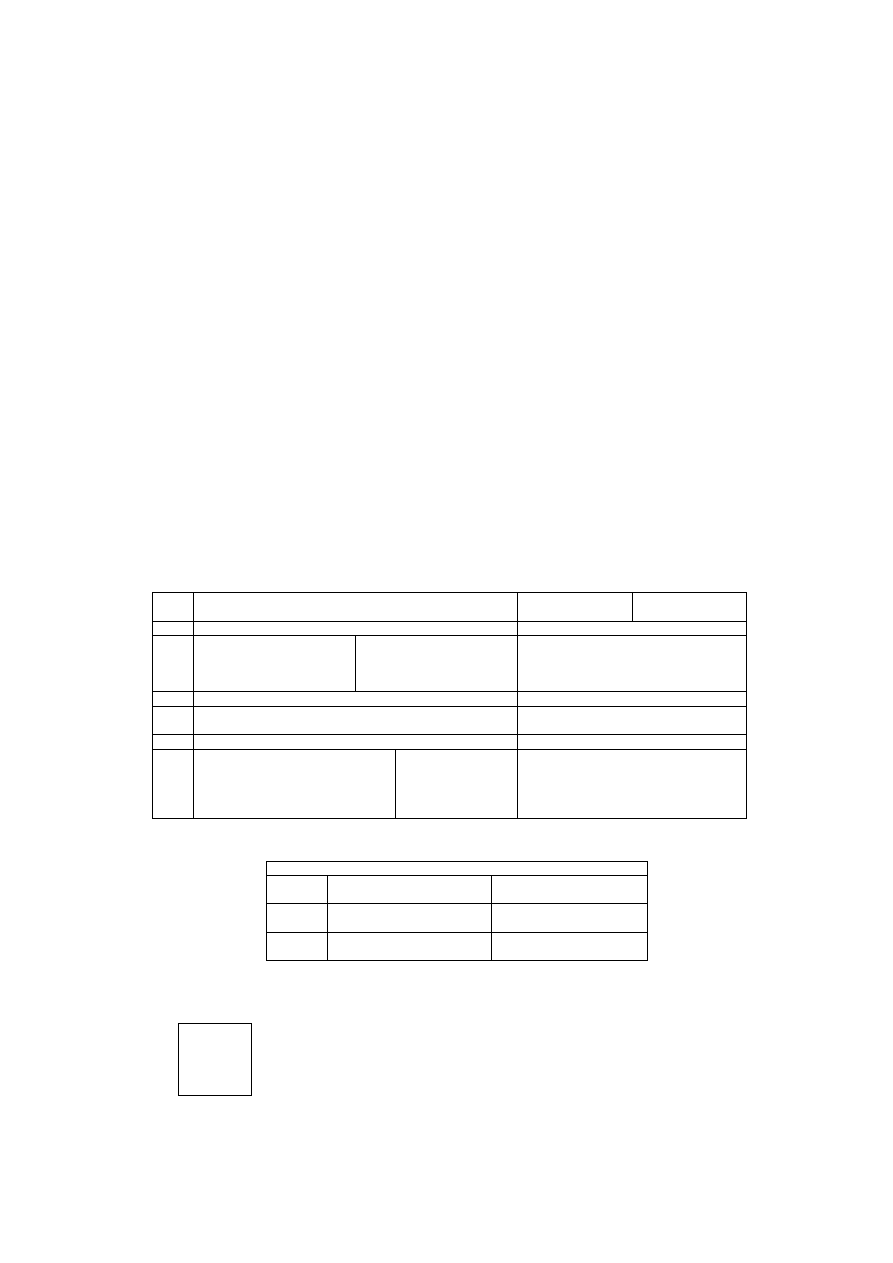
PKP POLSKIE LINIE KOLEJOWE S.A.
49
stan na dzie
ń
30 lipca 2009 r.
Zał
ą
cznik 9
Spawanie szyn termitem metod
ą
SkV-L75
Według technologii firmy ELEKTRO-THERMIT, Niemcy.
Proces technologiczny jest taki sam jak przy metodzie SkV (§13 i zał
ą
cznik 8).
Wyst
ę
puj
ą
ce ró
ż
nice:
1. parametry spawania zgodnie z tabel
ą
nr 13,
2. materiały spawalnicze - obowi
ą
zuje zasada,
ż
e porcja spawalnicza składa si
ę
z porcji
podstawowej okre
ś
lonej jednoznacznie przez podanie typu szyny i gatunku stali
szynowej metod
ą
SkV oraz porcji dodatkowej, zgodnie z tabel
ą
14
3. formy spawalnicze,
4. obejmy form,
5. konieczno
ść
zamontowania dwóch pojemników na
ż
u
ż
el o zwi
ę
kszonej pojemno
ś
ci,
6. szablon uniwersalny,
7. tygiel o zwi
ę
kszonej pojemno
ś
ci,
8. wy
ż
szy pier
ś
cie
ń
tygla
9. rami
ę
przedłu
ż
aj
ą
ce do stojaka uniwersalnego na uchwyt tygla,
Tabela 13
Lp.
Parametr technologiczny
Szyna 49E1 (S49)
Szyna 60E1
(UIC60)
1.
Luz spawalniczy
65 – 75 mm
2.
Ustawienie ko
ń
ców szyn
przed spawaniem
wznios (
∆
f)
W płaszczy
ź
nie pionowej
W płaszczy
ź
nie poziomej
2,0 – 2,4 mm
0
(niedopuszczalne przew
ęż
enie toru)
3.
Wysoko
ść
palnika nad główk
ą
szyny
45 mm
4.
Ci
ś
nienia gazów
Tlen 0,50 MPa (5,0 atm.)
Propan 0,15MPa (1,5 atm)
5.
Czas podgrzewania wst
ę
pnego
1 – 2 min.
6.
Czas liczony od spustu stopiwa
do tygla, po którym
nale
ż
y przyst
ą
pi
ć
do
kolejnych czynno
ś
ci
Zdj
ę
cie obejm form
Obci
ę
cie nadlewów
spawalniczych
7 – 8 min.
9,0 - 11, 0 min.
Tabela 14
Metoda spawania SkV - L75
Typ
szyny
Oznaczenie porcji
podstawowej
Oznaczenie porcji
dodatkowej
49E1
(S49)
49/Z-90 SkV
712/Z-90 SkV
60E1
(UIC60)
60/Z-90 SkV
712/Z-90 SkV
Oznaczenie na opakowaniu dodatkowej porcji termitowej.
- oznaczenie porcji dodatkowej
- wytrzymało
ść
Rm stali szynowej w kG/mm
2
- metoda spawania
712
90
SkV-75
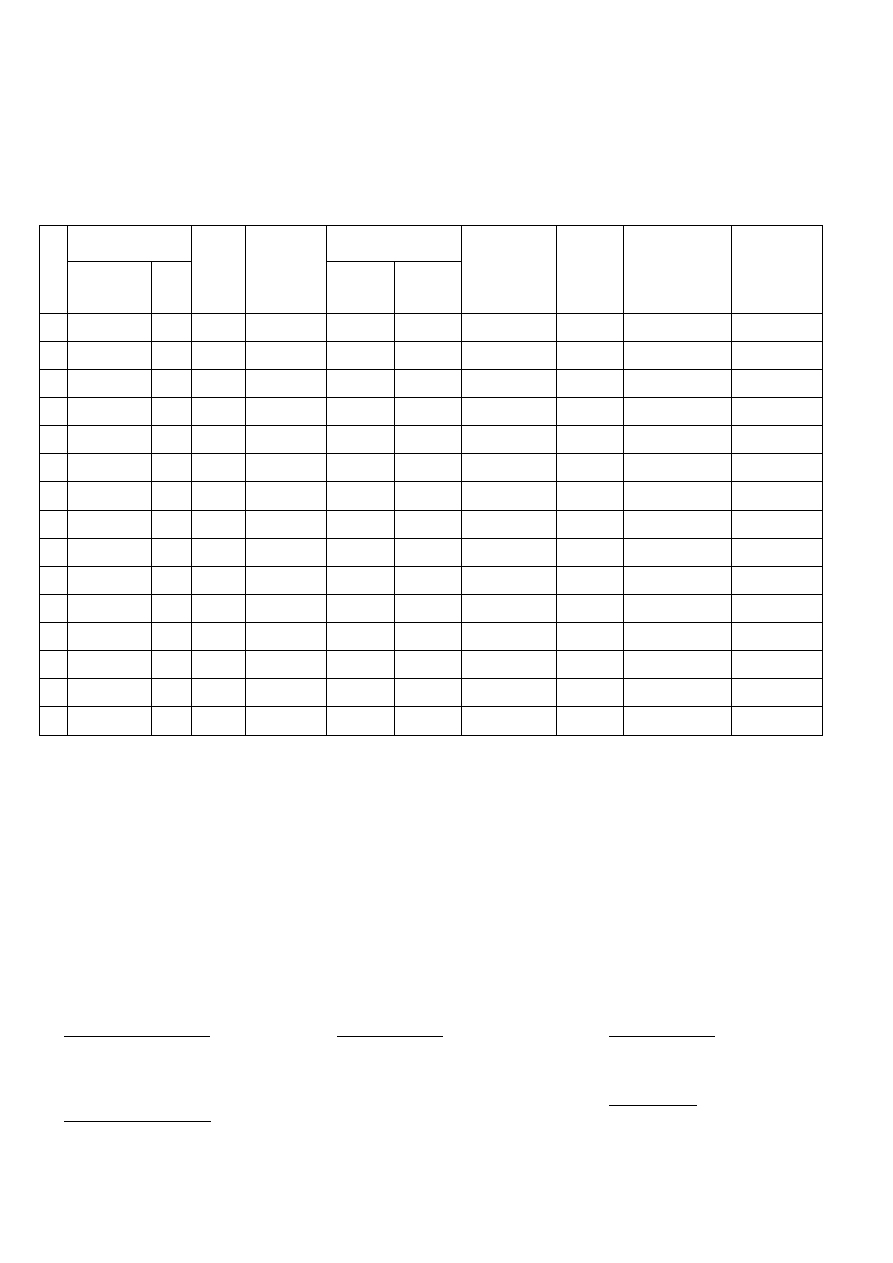
PKP POLSKIE LINIE KOLEJOWE S.A.
50
stan na dzie
ń
30 lipca 2009 r.
Wzór nr 1
PROTOKÓŁ Nr ........./........
ODBIORU ZŁ
Ą
CZY SZYNOWYCH SPAWANYCH TERMITEM* / ZGRZEWANYCH*
IZ .................................
ISE ..............................................
Linia ..................................... Nr toru ............. km od ............................. do ..............................
Stacja ............................................. rozjazd Nr .................. typ nawierzchni ............................
Ogólna ilo
ść
zł
ą
czy odebranych ..................... do naprawy ................ do wyci
ę
cia ..................
Lp.
Lokalizacja
Nr
spoiny
w
rozje
ź
dzie
Znak
spawacza
/
zgrzewa-
cza
Pomiar
prostoliniowo
ś
ci
Wyszczegól
-nienie wad
/C,D,E/
Ocena
zł
ą
cza
Sposób
usuni
ę
cia wad
UWAGI
km
tok
L, P
pionowej
/A/
poziomej
/B/
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Zł
ą
cza wykonano w okresie od .............................................. do ..............................................
Odbioru dokonał (Imi
ę
NAZWISKO, Firma):
1. Przedstawiciel wykonawcy ...................................................................................................
..................................................................................................... podpis .............................
2. Przedstawiciel Inwestora ......................................................................................................
..................................................................................................... podpis .............................
3. Uprawniony do odbioru przedstawiciel PKP PLK S.A. .........................................................
..................................................................................................... podpis .............................
Termin usuni
ę
cia wad .....................................
data odbioru ................................
Opis oznacze
ń
wad:
A. Prostoliniowo
ść
pionowa
∧
0,3 - wypukło
ść
∨
0,2 - wkl
ęś
ni
ę
cie
¯ ¯ |__0,2 - przesuni
ę
cie /ró
ż
nica poziomów
powierzchni tocznej/
B. Prostoliniowo
ść
pozioma
< 0,3 - wypukło
ść
> 0,2 - wkl
ęś
ni
ę
cie
|
_0,3 - przesuni
ę
cie /powierzchnie boczne
|
wewn
ę
trzne w ró
ż
nych płaszczyznach/
C. Wady wykonania
Fa - wyciek /brak metalu/
Fe - porowato
ść
spoiny
Db - brak wtopienia
Fk - nadmierny nadlew
Ba -
ż
u
ż
el zwarty
Bb -
ż
u
ż
el pasmowy
Bc - wtr
ą
cenie obcego metalu /napawanie/
Bd - wtr
ą
cenia piaskowe
D. P
ę
kni
ę
cia spoiny
Ea - podłu
ż
ne
Eb - poprzeczne
Ec - promieniowe
E. Wady obróbki
Pt - powierzchni tocznej
Pb - powierzchni bocznej
Ns - nie oczyszczona spoina
* niepotrzebne skre
ś
li
ć
PKP POLSKIE LINIE KOLEJOWE S.A.
51
stan na dzie
ń
30 lipca 2009 r.
Wzór nr 2
ZAŁ
Ą
CZNIK DO PROTOKOŁU ODBIORU Nr ............./.............
PROTOKÓŁ PONAPRAWCZY Nr ........./........
ODBIORU ZŁ
Ą
CZY SZYNOWYCH SPAWANYCH TERMITEM* / ZGRZEWANYCH*
IZ .................................
ISE ..............................................
Linia ..................................... Nr toru ............. km od ............................. do ..............................
Stacja ............................................. rozjazd Nr .................. typ nawierzchni ............................
Ogólna ilo
ść
zł
ą
czy odebranych ..................... do naprawy ................ do wyci
ę
cia ..................
odebranych ......................... do naprawy ................... do wyci
ę
cia ......................
L.p
.
Lokalizacja
Nr
spoiny
w
rozje
ź
-dzie
Znak
spawacza
/
zgrzewa-
cza
Pomiar
prostoliniowo
ś
ci
Wyszczegól
-nienie wad
/C,D,E/
Ocena
zł
ą
cza
Sposób
usuni
ę
cia wad
UWAGI
km
tok
L P
pionowej
/A/
poziomej
/B/
1
2
3
4
5
6
7
8
9
10
11
12
Napraw
ę
*/ nowe zł
ą
cza* wykonano w okresie od ................................... do .............................
Odbioru dokonał (Imi
ę
NAZWISKO, Firma):
1. Przedstawiciel wykonawcy ...................................................................................................
..................................................................................................... podpis .............................
2. Przedstawiciel Inwestora ......................................................................................................
..................................................................................................... podpis .............................
3. Uprawniony do odbioru przedstawiciel PKP PLK S.A. .........................................................
..................................................................................................... podpis .............................
Termin usuni
ę
cia wad .....................................
data odbioru ................................
Opis oznacze
ń
wad:
A. Prostoliniowo
ść
pionowa
∧
0,3 - wypukło
ść
∨
0,2 - wkl
ęś
ni
ę
cie
¯ ¯ |__0,2 - przesuni
ę
cie /ró
ż
nica poziomów
powierzchni tocznej/
B. Prostoliniowo
ść
pozioma
< 0,3 - wypukło
ść
> 0,2 - wkl
ęś
ni
ę
cie
|
_0,3 - przesuni
ę
cie /powierzchnie boczne
|
wewn
ę
trzne w ró
ż
nych płaszczyznach/
C. Wady wykonania
Fa - wyciek /brak metalu/
Fe - porowato
ść
spoiny
Db - brak wtopienia
Fk - nadmierny nadlew
Ba -
ż
u
ż
el zwarty
Bb -
ż
u
ż
el pasmowy
Bc - wtr
ą
cenie obcego metalu /napawanie/
Bd - wtr
ą
cenia piaskowe
D. P
ę
kni
ę
cia spoiny
Ea - podłu
ż
ne
Eb - poprzeczne
Ec - promieniowe
E. Wady obróbki
Pt - powierzchni tocznej
Pb - powierzchni bocznej
Ns - nie oczyszczona spoina
* niepotrzebne skre
ś
li
ć
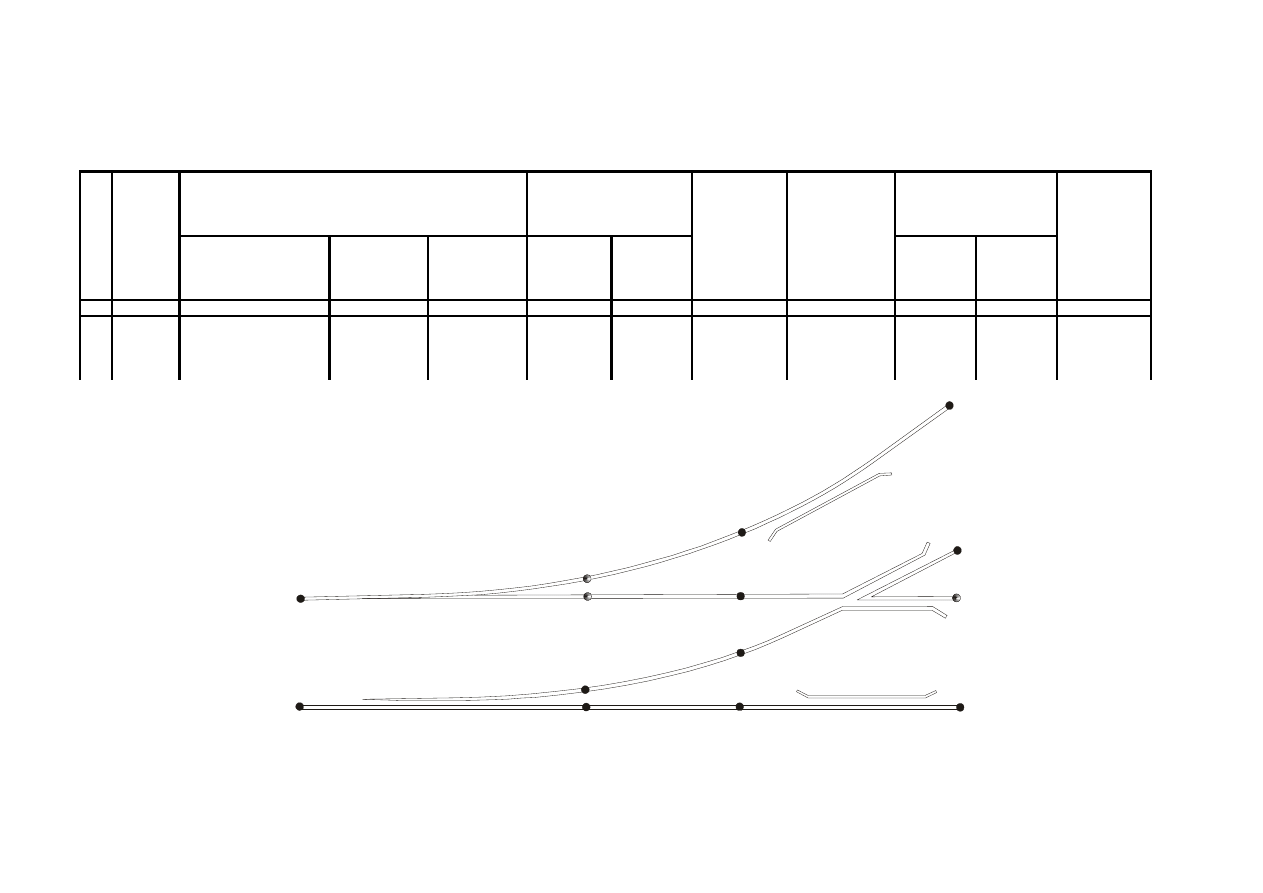
Wzór nr 3
*/ niepotrzebne skre
ś
li
ć
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Rys. 6. Numeracja wykonanych spoin w rozje
ź
dzie zwyczajnym dla potrzeb diagnostycznych i odbiorowych.
REJESTR WYKONANYCH SPOIN*/ZGRZEIN*
Nr spawacza*/zgrzewacza*................
Lp
Data
wyk.
zł
ą
cza
Lokalizacja
Pomiar
prostoliniowo
ś
ci
w płaszczy
ź
nie
Wyszcze-
gólnienie
wad
Sposób
usuni
ę
cia
wad
Ocena i podpis
Uwagi
szlak, stacja
nr toru lub
nr
rozjazdu
km, tok lub
nr spoiny
poziomej
pionowe
j
spawacz
kontrola
1
2
3
4
5
6
7
8
9
10
11
12
1
2
3
s
ta
n
n
a
d
z
ie
ń
3
0
li
p
c
a
2
0
0
9
r
.
5
2
P
K
P
P
O
L
S
K
IE
L
IN
IE
K
O
L
E
J
O
W
E
S
.A
.
POLSKIE LINIE KOLEJOWE S.A.
53
stan na dzie
ń
30 lipca 2009 r.
Z M I A N Y
Nr
porz.
Zmiana wynika z aktu
normatywnego ogłoszonego w
Biuletynie
Zmiana
obowi
ą
zuje od
dnia
Czytelny podpis
pracownika
wnosz
ą
cego zmiany
Rok
Nr
Poz.
1
2009
3
16
30 lipca 2009 r.
-
2
3
4
5
6
7
8
9
10
Uwaga : Przy wnoszeniu zmian do tekstu przepisów, nale
ż
y wskazywa
ć
numer porz
ą
dkowy
wnoszonej zmiany.
Document Outline
- ROZDZIAŁ I Postanowienia wprowadzające
- ROZDZIAŁ II Spawanie szyn termitem
- § 3. Metody spawania
- § 4. Zakres stosowania spawania szyn termitem
- § 5. Podstawowe wymagania przy spawaniu szyn termitem
- § 6. Drużyna spawalnicza i kwalifikacje spawaczy
- § 7. Materiały spawalnicze
- § 8. Sprzęt spawalniczy
- § 9. Wymagania ogólne wykonania złączy spawanych
- § 10. Temperatury wymagane przy spawaniu szyn i rozjazdów
- § 11. Spawanie rozjazdów
- § 12. Cięcie szyn
- § 13. Proces technologiczny spawania
- § 14. Bezpieczeństwo i higiena pracy
- ROZDZIAŁ III Kontroli wykonania i odbioru złączy szynowych spawanych termitem
- Załączniki
- Załącznik nr 1 - Spawanie szyn termitem metodą SoWoS
- Załącznik nr 2 - Spawanie szyn termitem metodą SoW-L75
- Załącznik nr 3 - Spawanie szyn obrabianych cieplnie metodą SoWoS-HC
- Załącznik nr 4 - Spawanie szyn termitem metodą SoWoS-P
- Załącznik nr 5 - Spawanie szyn termitem metodą PLA
- Załącznik nr 6 - Spawanie szyn termitem metodą AP 25
- Załącznik nr 7 - Spawanie szyn termitem metodą PLA 68
- Załącznik nr 8 - Spawanie szyn termitem metodą SkV
- Załącznik nr 9 - Spawanie szyn termitem metodą SkV-L75
Wyszukiwarka
Podobne podstrony:
cw 05 instrukcja id 121376 Nieznany
05 Instrukcje warunkoweid 5533 ppt
05 Instrukcje Sterujaceid 5708
instrukcja spawanie elektryczne
instrukcja spawanie gazowe
ONESTER 158 01 05 Instrukcja i Schemat
05- INSTRUKCJA BHP PRZY OBSŁUDZE PRASY HYDRAULICZNEJ, Instrukcje BHP, VII - ELEKTRYKA
spawanie szyn
Id 09 Instrukcja dla toromistrza
05.Instrukcja rozmrazania i mycia urządzeń, Haccp-Dokumentacja-przykład
05 Instrukcje Sterujace
05 Instrukcja montażu AW10
05 instrukcja dla gracza B, studia kierunek administracja, gra negocjacyjna
więcej podobnych podstron