
PODRĘCZNIK PROGRAMU HACCP Advantage, wersja 2.0
GMP Advantage
HACCP Advantage
HACCP Advantage Plus
+


HACCP Advantage Podręcznik programu
Autorzy
Molly Elliott, Troy Jenner, Pat Johnson oraz Cynthia Menyhart, Ontario Ministry of Agriculture, Food and Rural
Affairs (OMAFRA).
Projekt oraz opracowanie graficzne Johna Giraldi, OMAFRA
Opracowanie
Pat Johnson, Jennifer Aitkens, Vivian Webb, Ontario Ministry of Agriculture, Food and Rural Affairs (OMAFRA).
Specjalne podziękowanie
Niniejsza publikacja została przygotowana z pomocą następujących osób:
Heather Kinnear, Andrea Smallwood, Luis Garcia, Rick Bond, Ontario Ministry of Agriculture, Food and Rural
Affairs (OMAFRA), the Canadian Food Inspection Agency, Alberta Ministry of Agriculture, Food, and Rural
Development, Manitoba Agriculture and Food, T & R Sargent Farms Ltd., Fulton Food Safety Consultants and
IBM Business Consulting Services.
Jak uzyskać informacje o programie HACCP w Ontario?
W celu uzyskania informacji na temat HACCP w Ontario lub egzemplarza niniejszej publikacji, proszę dzwonić pod
numer linii HACCP OMAFRA: 1-888-466-2372, wewn. 64752 lub wysyłać zamówienia dotyczące HACCP na
adres HACCP. Advantage@omafra.gov.on.ca
W celu uzyskania informacji lub innych publikacji ministerstwa, proszę dzwonić: 1-888-466-2372 z terenu Ontario,
lub pod numer linii TTY dla osób niesłyszących: (519) 826-4702, wysłać swoje zamówienie e-mailem na adres
products@omafra.gov.on.ca lub odwiedzić stronę intenetową OMAFRA: www.gov.on.ca/omafra
Na stronie tej znajduje się pełna lista produktów i usług OMAFRA. Zamówienia można przesyłać faksem pod
numer (519) 826-2633 lub pocztą na adres:
Government Information Centre OMAFRA,
1 Stone Road West, Guelph, ON N1G 4Y2
Wydane przez Ontario Ministry of Agriculture, Food and Rural Affairs
©Queen's Printer of Ontario, 2003, 2005
Toronto, Canada
ISBN 0-7794-9415-6


HACCP Advantage, wersja 2.0
Podręcznik programu


Spis treści
Wstęp do programu
1
GMP Avantage ( warunki wstępne)
Wstęp do GMP Advantage
5
TABELA 1 Sumaryczna tabela standardówGMP Advatage
8
PROGRAMY KONTROLI
P1 Praktyki personelu
P1.1 Program praktyk personelu
11
P2 Transport, rozładunek, przenoszenie i przechowywanie
P2.1 Program transportu, rozładunku, przenoszenia i przechowywania 12
P3 Sanityzacja
P3.1 Program sanityzacji
13
P4 Konserwacja sprzętu
P4.1 Program konserwacji prewencyjnej i kalibracji
14
P5 Kontrola szkodników
P5.1 Program kontroli szkodników
15
P6 Wycofywanie
P6. Program wycofywania
16
P7 Zdatność wody
P7.1 Program uzdatniania wody
17
P7.2 Program monitoringu zdatności wody
18
SZKOLENIE
T1 Praktyki personelu
T1.1 Szkolenie w zakresie praktyk personelu
21
T2 Transport, rozładunek, przenoszenie i przechowywanie
T2.1 Szkolenie w zakresie transportu, rozładunku, przenoszenia
i przechowywania
22
T3 Sanityzacja
T3.1 Szkolenie w zakresie sanityzacji
23
T4 Konserwacja sprzętu
T4.1 Szkolenie w zakresie konserwacji prewencyjnej i kalibracji
24
T5 Kontrola szkodników
T5.1 Szkolenie w zakresie kontroli szkodników
25
T6 Wycofywanie
T6.1 Szkolenie w zakresie wycofywania
26
T7 Zdatność wody
T7.1 Szkolenie w zakresie uzdatniania wody
27
T7.2 Szkolenie w zakresie monitoringu zdatności wody
28
T8 Krytyczny punkt kontroli
T8.1 Szkolenie w zakresie krytycznego punktu kontroli
29
T9 Technologia procesu
T9.1 Szkolenie w zakresie sprzętu i wyspecjalizowanych procesów
30

Spis treści
ŚRODKI KONTROLI OPERACYJNEJ
01 Praktyki personelu
01.1Praktyki higieny osobistej
33
01.2 Mycie rąk
34
01.3 Odzież/obuwie/nakrycie głowy
35
01.4 Przechowywanie - Odzież/przyrządy/sprzęt
36
01.5 Rany i obrażenia
37
01.6 Oznaki choroby
38
01.7 Dostęp i ruch
39
01.8 Użycie środków chemicznych
40
01.9 Środki chemiczne stosowane podczas pracy
41
02 Transport, rozładunek, przenoszenie i przechowywanie
02.1 Pojazdy transportowe
42
02.2 Praktyki w zakresie załadunku i rozładunku
43
02.3 Produkty otrzymane
44
02.4 Warunki transportu
45
02.5 Zwrócone i niepełnowartościowe produkty żywnościowe
46
02.6 Kontrola alergenów
47
02.7 Opakowanie
48
02.8 Praktyki w zakresie przechowywania
49
02.9 Przechowywanie środków chemicznych
50
02.10 Gospodarka odpadami
51
03 Sanityzacja
03.1 Czyszczenie i sanityzacja
52
03.2 Ocena przed startem
53
04 Konserwacja sprzętu
04.1 Konserwacjia prewencyjna i monitoring kalibracji
54
05 Kontrola szkodników
05.1 Monitoring kontroli szkodników
55
06. Wycofywanie
06.1 Monitoring kodu produktu/oznakowania
56
06.2 Wycofywanie symulowane
57
07 Zdatność wody
07.1 Monitoring uzdatniania wody
58
07.2 Monitoring zdatności wody
59
ŚRODKI KONTROLI ŚRODOWISKOWEJ
E1 Lokalizacja i konstrukcja zakładu
E1.1 Teren i otoczenie
63
E1.2 Część zewnętrzna budynku
64
E2 Sposób zaprojektowania zakładu
E2.1 Kontrola wzajemnego skażania
65
E2.2 Pomieszczenia dla personelu
66
Spis treści
E3 Wnętrze zakładu
E3.1 Wewnętrzne struktury i wyposażenie stałe
67
E3.2 Oświetlenie
68
E3.3 Instalacje oświetleniowe
69
E3.4 Jakość powietrza i wentylacja
70
E3.5 Systemy odprowadzania wody i ścieków
71
E4 Sprzęt
E4.1 Projekt, konstrukcja i instalacja sprzętu
72
E4.2 Pojemniki i sprzęt do usuwania odpadów
73
E4.3 Stanowiska mycia rąk
74
E5 Zaopatrzenie w wodę
E5.1 Dostateczne zaopatrzenie i ochrona wody, lodu i pary
75
HACCP Advantage
Wstęp do HACCP Advantage
79
Formularz nr.1: Opis produktu
81
Formularz nr.2: Składniki i materiały otrzymane
82
Formularz nr.3: Schemat technologiczny
83
Formularz nr.4: Schemat zakładu
84
Formularz nr.5: Opis czynników ryzyka i określanie krytycznych
punktów kontroli
85
Formularz nr.6:Schemat technologiczny z krytycznymi punktami
kontroli
88
Formularz nr.7: Czynniki ryzyka poza kontrolą
89
Formularz nr.8: Matryca HACCP
90
HACCP Advantage Plus +
HACCP Advantage Plus
93
TABELA 1 Sumaryczna tabela standardów HACCP Advantage Plus+ 94
PROGRAMY KONTROLI Plus+
P10.1 Program wykrywalności
97
P11.1 Program bezpieczeństwa
98
SZKOLENIE Plus+
T10.1 Szkolenie w zakresie wykrywalności
99
T11.1 Szkolenie w zakresie bezpieczeństwa
100
ŚRODKI KONTROLI OPERACYJNEJ Plus+
010.1 Materiały otrzymane
101
010.2 Materiały w trakcie przetwarzania oraz materiały wysyłane 102
011.1 Identyfikacja pracowników oraz kontrola personelu
103
011.2 Dostęp do pomieszczeń wrażliwych
104
011.3 Kontrola transportów przybywających i wysyłanych
105
011.4 Kontrola inwentarza
106
011.5 Inspekcje bezpieczeństwa
107
ŚRODKI KONTROLI ŚRODOWISKOWEJ Plus+
E11.1. Bezpieczeństwo zakładu
108
Objaśnienie terminów
111


Program HACCP Advantage
|
Wstęp
Witamy w imieniu podręcznika do programu HACCP Advantage, wersja 2.0. Program HACCP Advantage oparty jest na
zasadach HACCP (Hazard Analysis and Critical Control Point) i został opracowany przez Ontario Ministry of Agriculture, Food
and Rural Affairs. Program HACCP Advantage został zaprojektowany jako praktyczny, opłacalny i prewencyjny system
bezpieczeństwa żywności dla wszystkich zakładów przetwórstwa żywności nie zarejestrowanych federalnie, niezależnie od ich
rozmiaru, produktów oraz rozmiarów przerobu.
Obecnie w wersji 2.0 Programu HACCP Advantage, OMAFRA opracował 3-etapowy system kierowania bezpieczeństwem
ż
ywności, który ułatwi małej i średniej wielkości przetwórcom żywności wprowadzenie systemu HACCP ( programy oparte na
HACCP stanowią inną całość w odróżnieniu od programówy HACCP) bezpieczeństwa żywności, który spełni ich wymogi w
zakresie bezpieczeństwa żywności. Te nowe programy – GMP Advantage, HACCP Advantage and HACCP Advantage Plus
+
-
w całości obejmują wszystkie elementy oryginalnego systemu GMP Advantage, jak również nowe programy w celu sprostania
zmieniającym się wymaganiom współczesnych systemów bezpieczeństwa żywności.
GMP Advantage
Dobre praktyki wytwarzania (GMP- Good Manufacturing Practices) stanowią podstawę każdego efektywnego programu
bezpieczeństwa żywności. GMP Advantage zajmuje się czynnikami ryzyka związanymi z personelem oraz środowiskiem
przetwarzania. Oprócz programów wstępnych, zawartych w oryginalnym HACCP Advantage, zawiera on nowy Standard
Ś
rodków Kontroli Operacyjnej dla „Wycofywania symulowanego”. Pod-rozdział „Transport, rozładunek i przechowywanie”
został również poszerzony o włączenie „przenoszenia”. Oprócz standardów oraz sugerowanych procedur monitoringu,
powinienieś wyszczególnić działania zaradcze oraz wymagania dotyczące dokumentacji dla każdego standardu.
HACCP Advantage
HACCP Advantage obejmuje części składowe GMP Advantage, jak również osiem formularzy planów HACCP. W HACCP
Advantage podane są środki niezbędne przy obchodzeniu się z produktem oraz z czynnikami ryzyka związanymi z procesami
specyficznymi dla Twojego zakładu, produktami, jak również z czynnikami ryzyka związanymi z personelem i środowiskiem
przetwarzania, które są już kontrolowane przez GMP Advantage.
HACCP Advantage Plus
+
HACCP Advantage Plus
+
obejmuje GMP Advantage i
HACCP Advantage, jak również dwie nowe grupy programów
dotyczące kwestii wykrywalności i bezpieczeństwa. Ochrona dostaw żywności odgrywa podstawowe znaczenie w obecnym
klimacie bezpieczeństwa. W tym obecnie stosowanym programie wykrywalność oraz bezpieczeństwo są elementami składowymi
w pełni udokumentowanymi, co jest istotnym krokiem dla ochrony konsumentów oraz Twojej inwestycji na wypadek kryzysu
bezpieczeństwa.
Podczas, gdy każdy etap zwiększa bezpieczeństwo żywności oraz potencjalnie zwiększa pokupność Twoich produktów, program,
który wybierzesz lub w jakim stopniu go wdrożysz, zależeć będzie od zasięgu Twojego rynku, zapotrzebowania dostawców oraz
poziomu ryzyka bezpieczeństwa w Twojej działalności. Canadian General Standards Board wystawia certifikaty dla każdego z
poziomów programu HACCP Advantage na terenie Ontario.
Przepisy bezpieczeństwa żywności
Programy HACCP Advantage uzupełniają przepisy bezpieczeństwa żywności, lecz nie zastępują ich. Należy dołożyć starań, aby
zakłady, procesy oraz procedury spełniały prowincjonalne przepisy bezpieczeństwa żywności.
Materiały pomocnicze
Możliwe jest wdrożenie jakiegokolwiek z tych trzech programów przy uyciu tylko podręcznika programu HACCPAdvantage,
jednak niektórzy przedsiębiorcy mogą uznać specjalistyczne porady konsultanta z zewnątrz za użyteczne. Przewodnik HACCP
Advantage, opracowany jako dodatek do tego podręcznika, może być pomocny w rozwiązywaniu wielu częstych problemów.
Kopię przewodnika można uzyskać przez skontaktowanie się z numerem telefonu 1-888-466-2372, wewnętrzny 64752, lub
odwiedzenie strony internetu Ministerstwa.
www.omafra.gov.on.ca
.
Pełny system kierowania bezpieczeństwem żywności uzależniony jest od solidnych umiejętności kierownictwa oraz od
nieustannego monitoringu. Wymaga również rozległej znajomości zakładu, w którym ten program jest wdrażany, gruntownego
rozumienia zasad bezpieczeństwa żywności i HACCP, jak również świadomości czynników ryzyka związanych z produkowaną
ż
ywnością.
Podręcznik programu HACCP Advantage, wersja 2.0 1

GMP Advantage
(Programy wstępne)
5. Standardy programów wstępnych GMP Advantage
6. TABELA 1 Sumaryczna tabela standardów programów wstępnych GMP Advantage


GMP Advantage
|
Wstęp
Witamy w GMP Advantage
GMP Advantage s t a n o w i p i e r w s z y e t a p p r o g r a m u HACCP Advantage.
GMP Advantage zajmuje się czynnikami
ryzyka związanymi z personelem oraz środowiskim wytwarzania.
GMP Advantage dzieli się na cztery grupy programu:
•
programy kontroli -
są to piesemne programy, określające w jaki sposób będziesz kontrolować czynniki ryzyka
żywności;
•
szkolenia –
zapewniają, że Twoi pracownicy odbędą odpowiednie szkolenia, konieczne dla nich w celu
wprowadzania oraz utrzymywania programów kontroli;
•
środki kontroli operacyjnej
– zapewniają, że pisemne programy są wdrażane efektywnie przez odpowiednio
przeszkolony personel; oraz
•
środki kontroli środowiskowej
– zapewniają, że projekt oraz konstrukcja Twojego zakładu stwarzają bezpieczne
środowisko dla przetwarzania żywności.
Strona dla każdego standardu jest zorganizowana po następującymi tytułami:
•
Co stanowi standard? –
jest to
rezultat, który trzeba osiągnąć, aby spełnić warunki danego standardu. Należy
zaprojektować i wdrożyć efektywny program, który spełnia cel danego standardu.
•
Jakie przepisy
dotyczą
tego standardu?
– niektóre aspekty artykułów spożywczych podlegają przepisom oraz
mają dodatkowe wymagania dotyczące bezpieczeństwa żywności związane z danym standardem. Te odniesienia do
przepisów kierują Twoją uwagę na wymagania przepisów.
•
Jakie są czynniki ryzyka?
–
ta część objaśnia, dlaczego istnieje standard i jaki czynnik (czynniki) ryzyka ma za
zadanie kontrolować.
•
Jak możesz spełniać warunki standardu?
–
ta część zawiera proponowane działania monitoringu, często
stosowane w branży przetwórstwa spożywczego
.
•
Czy przestrzegasz przepisów
?
–
ta część zawiera sugerowane procedury monitoringu, które można wdrożyć, aby
spełnić warunki danego standardu.
Musisz osiągnąć wytyczony rezultat, wprowadzić procedury monitoringu oraz wyszczególnić podjęte działania zaradcze
oraz dokumentację wymaganą dla spełnienia każdego z warunków standardu. Podczas dokonywania monitoringu
jakiegokolwiek standardu GMP, prowadź zapisy swoich obserwacji oraz działania zaradcze, podjęte w celu spełnienia
warunków tego standardu. Dokumentacja powinna identyfikować wszystkie zapisy, jakie powstaną w rezultacie działań
monitoringu. Wiecej inormacji dotyczących t ego procesu m ożesz znal eźć w przewodni ku HACCP Advantage.
Co stanowi nową wersję 2.0?
Program GMP Advantage zastępuje wcześniejsze Programy Wstępne HACCP Advantage. Wymagało to dokonania zmian
kilku nazw. Zmiany nazw są tylko kosmetyczne
; w rzeczywistości treść każdego standardu jest taka sama i w
całości kontroluje te same czynniki ryzyka bezpieczeństwa żywności na terenie Twojego zakładu
przetwórstwa.
1.
Nazwa Programy wstępne HACCP została zmieniona na Dobre Praktyki Przetwarzania albo
GMP.
2.
Wersja 1 HACCP Advantage zawierala pod-grupę standardów, które nosiły specyficzną nazwę GMP. Nazwa tej
pod-grupy została zmieniona na „Praktyki personelu”.
Oprócz wyżej wymienionych zmian nazw, wprowadzono kilka nowych zmian w Dobrych Praktykach Przetwarzania.
Obejmują one:
3.
Nowy standard 06.2 Wycofywanie symulowane został dodany do Środków Konroli Operacyjnej. Ten standard
wymaga zaplanowania, wykonania oraz udokumentowania wycofywań symulowanych w celu przetestowania
efektywności udokumentowanego Programu Wycofywania (P6.1). Zakłady, które posiadają obecnie certyfikaty
ACCP Advantage, w przyszłości będą musiały dodać ten standard do swojej kolejnej kontroli ksiąg.
4.
Wszystki odniesienia do Meat Inspection Act zostały zamienione odniesieniami do nowego Przepisy dotyczące
Mięsa (O. Reg. 31/05) z g o d n i e z n o w y m Food Safety and Quality Act, 2001. Wszystkie rzeźnie
zarejestrowane poza federacją oraz wolno-stojące zakłady mięsne muszą spełniać te nowe przepisy.
5.
Pod-rozdział “Transport, Rozładunek i Przechowywanie” został poszerzony o włączenie również
przenoszenia i nosi obecnie tytuł “Transport, Rozładunek, Przenoszenie i Przechowywanie”. Standardy t e
z a p e w n i a j ą , ż e s k ł a d n i k i , ż y w n o ś ć , m a t e r i a ł y o p a k o w a ń o r a z g o t o w e p r o d u k t y s ą z a w s z e
p r z e n o s z o n e w s p o s ó b b e z p i e c z n y i z a b e z p i e c z a j ą c y p r z e d s k a ż e n i e m .
Podręcznik programu HACCP Advantage, wersja 2.0 5
W przewodniku HACCP Advantage znajdziesz wskazówki oraz wiele przykładów, które ułatwią Ci wdrożenie programu
GMP Advantage.
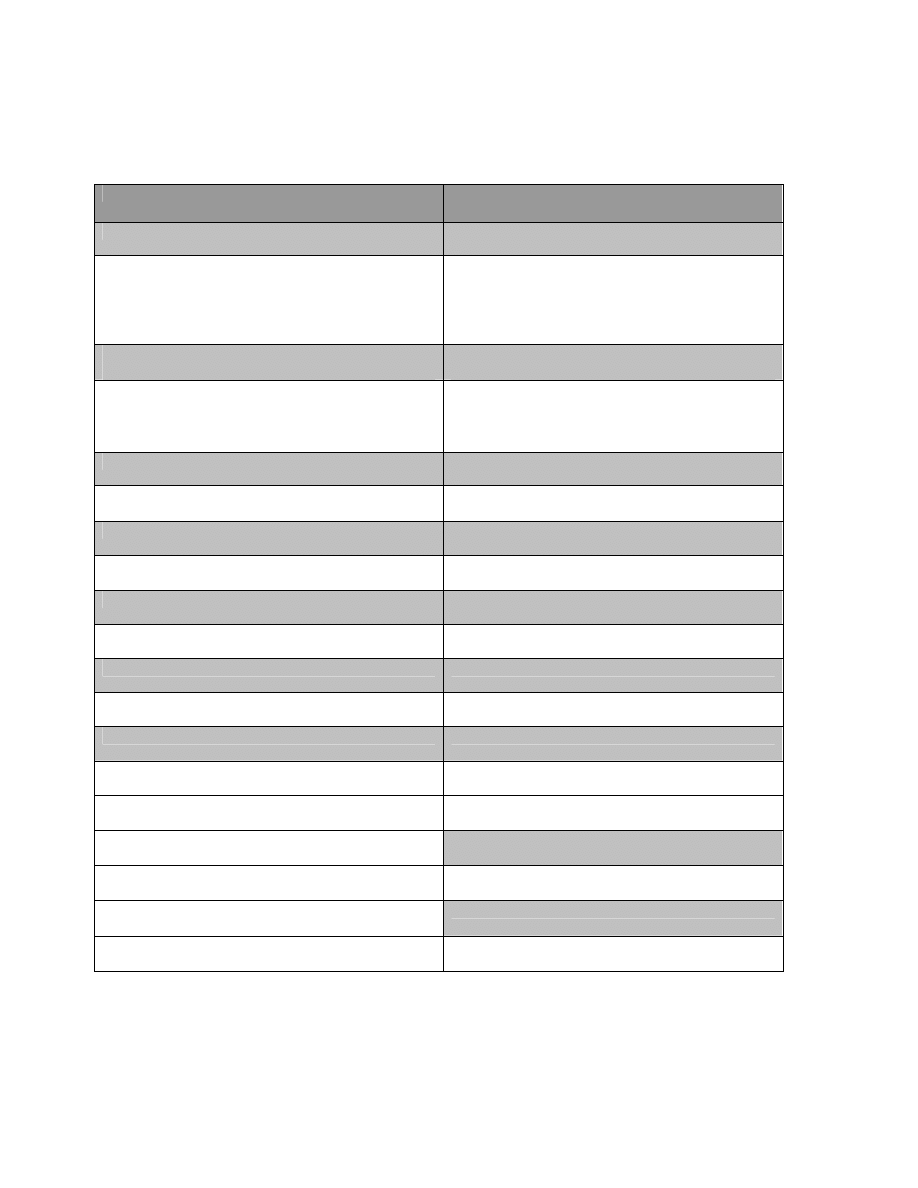
TABELA 1 Sumaryczna tabela standardów GMP Advantage
PROGRAMY KONTROLNE
SZKOLENIE
P1 Praktyki personelu
T1 Praktyki personelu
P1.1 Program praktyk personelu
T1.1 Szkolenie w zakresie praktyk personelu
P2 Transport, rozładunek, przenoszenie i
przechowywanie
T2 Transport, rozładunek, przenoszenie i
przechowywanie
P2.1 Program transportu, rozładunku, przenoszenia i
przechowywania
T2.1 Szkolenie w zakresie transportu, rozładunku,
przenoszenia i przechowywania
P3 Sanityzacja
T3 Sanityzacja
P3.1 Sanityzacja
T3.1 Sanityzacja
P4 Konserwacja sprzętu
T4 Konserwacja sprzętu
P4.1 Program Konserwacji Prewencyjnej i Kalibracji
T4.1 Szkolenie w zakresie konserwacji prewencyjnej
i kalibracji
P5 Kontrola szkodników
T5 Kontrola szkodników
P5.1 Program kontroli szkodników
T5.1 Szkolenie w zakresie kontroli szkodników
P6 Wycofywanie
T6 Wycofywanie
P6.1 Program wycofywania
T6.1 Szkolenie w zakresie wycofywania
P7 Zdatność wody
T7 Zdatność wody
P7.1 Program uzdatniania wody
T7.1 Szkolenie w zakresie uzdatniania wody
P7.2 Program monitoringu zdatności wody
T7.2 Szkolenie w zakresie monitoringu zdatności
wody
T8 Krytyczny punkt kontroli
T8.1 Szkolenie w zakresie krytycznego punktu
kontroli
T9 Technologia procesu
T9.1 Szkolenie w zakresie sprzętu i
wyspecjalizowanych procesów
6 Podręcznik programu HACCP Advantage
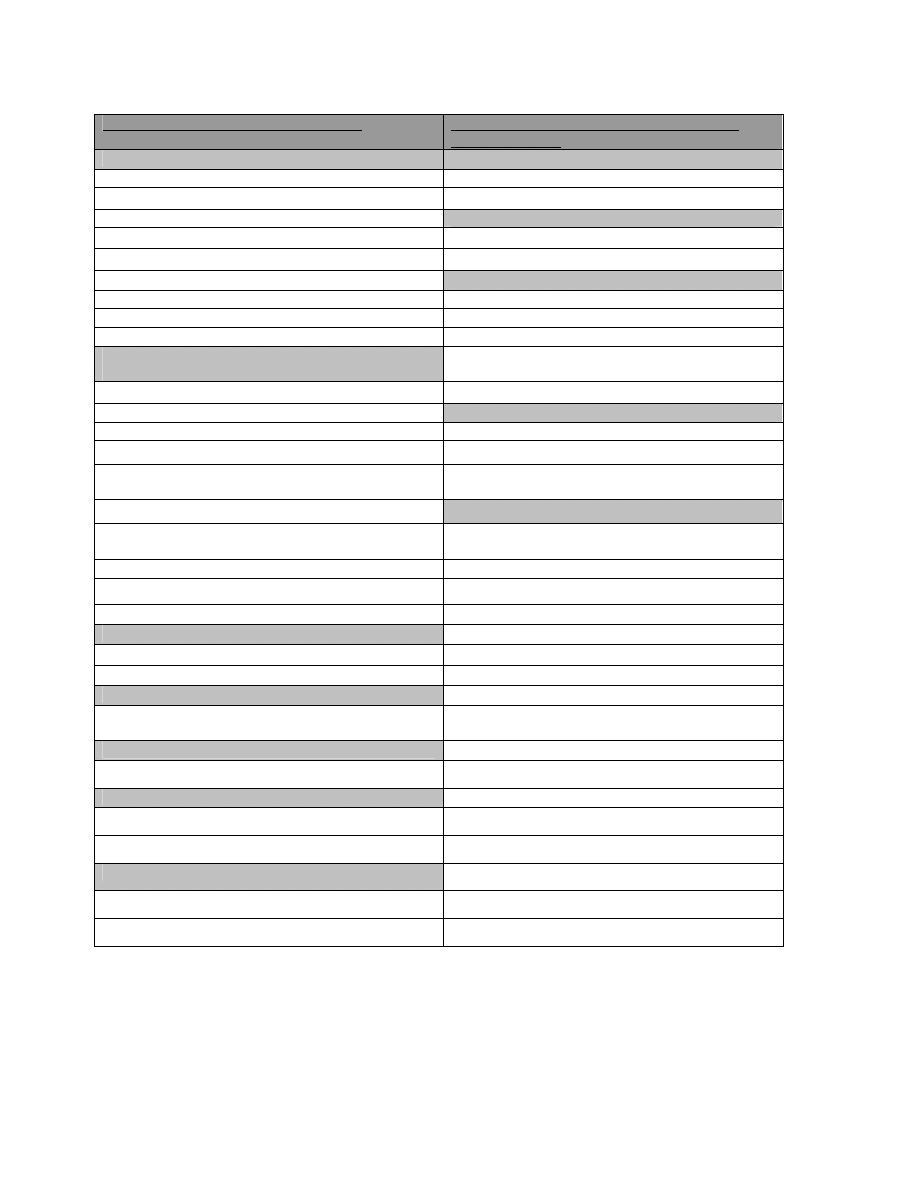
TABELA 1 Sumaryczna tabela standardów GMP Advantage
ŚRODKI KONTROLI OPERACYJNEJ
ŚRODKI ŚRODOWISKOWEJ KONTROLI
OPERACYJNEJ
01 Praktyki personelu
E1 Lokalizacja i konstrukcja zakładu
01.1 Higiena osobista/ praktyki
E1.1 Teren i otoczenie
01.2 Mycie rąk
E1.2 Część zewnętrzna budynku
01.3 Odzież/obuwie/nakrycie głowy
E2 Sposób zaprojektowania zakładu
01.4 Przechowywanie - Odzież/przyrządy/sprzęt
E2.1 Kontrola wzajemnego skażania
01.5 Rany i obrażenia
E2.2 Pomieszczenia dla personelu
01.6 Oznaki choroby
E3 Wnętrze zakładu
01.7 Dostęp i ruch
E3.1 Wewnętrzne struktury i wyposażenie stałe
01.8 Użycie środków chemicznych
E3.2 Oświetlenie
01.9 Środki chemiczne stosowane podczas pracy
E3.3 Instalacje oświetleniowe
02 Transport, rozładunek, przenoszenie i
przechowywanie
E3.4 Jakość powietrza i wentylacja
02.1 Pojazdy transportowe
E3.5 Systemy odprowadzania wody i ścieków
02.2 Praktyki w zakresie załadunku i rozładunku
E4 Sprzęt
02.3 Produkty otrzymane
E4.1 Projekt, konstrukcja i instalacja sprzętu
02.4 Warunki transportu
E4.2 Pojemniki i sprzęt do usuwania odpadów
02.5 Zwrócone i niepełnowartościowe produkty
ż
ywnościowe
E4.3 Stanowiska mycia rąk
02.6 Kontrola alergenów
E5 Zaopatrzenie w wodę
02.7 Opakowanie
E5.1 Dostateczne zaopatrzenie i ochrona wody, lodu
i pary
02.8 Praktyki w zakresie przechowywania
02.9 Przechowywanie środków chemicznych
02.10 Gospodarka odpadami
03 Sanityzacja
03.1 Czyszczenie i sanityzacja
03.2 Ocena przed startem
04 Konserwacja sprzętu
04.1 Program konserwacji prewencyjnej i monitoring
kalibracji
05 Kontrola szkodników
05.1 Monitoring kontroli szkodników
06. Wycofywanie
06.1 Monitoring kodu produktu/oznakowania
06.2 Wycofywanie symulowane
07 Zdatność wody
07.1 Monitoring uzdatniania wody
07.2 Monitoring zdatności wody
Podręcznik programu HACCP Advantage, wersja 2.0 7

PROGRAMY KONTROLI
P1 Praktyki personelu
11
P1.1 Program praktyk personelu
P2 Transport, rozładunek, przenoszenie i przechowywanie
12
P2.1 Program transportu, rozładunku, przenoszenia i przechowywania
P3 Sanityzacja
13
P3.1 Program sanityzacji
P4 Konserwacja sprzętu
14
P4.1 Program konserwacji prewencyjnej i kalibracji
P5 Kontrola szkodników
15
P5.1 Program kontroli szkodników
P6 Wycofywanie
16
P6. Program wycofywania
P7 Zdatność wody
17
P7.1 Program uzdatniania wody
18
P7.2 Program monitoringu zdatności wody

P1 Praktyki personelu
P1.1 Program Praktyk Personelu
Co stanowi standard?
Program Praktyk Personelu zostaje opracowany na piśmie i jest
aktualizowany w miarę potrzeb. Program przedstawia w zarysie
efektywne wewnętrzne przepisy higieny żywnośći i procedury
mające na celu ochronę bezpieczeństwa żywności i jej zdatności.
Jako minimum, program ten w zarysie przedstawia praktyki
personelu, przepisy i procedury dotyczące wytwarzania w
następujących dziedzinach: praktyki higieny osobistej, mycie rąk,
używanie i przechowywanie odzieży, obuwia, nakryć głowy, sprzętu
i przyrządów, stan zdrowia i obrażeń, właściwe trasy ruchu, użycie
ś
rodków chemicznych oraz, w uzasadnionych przypadkach,
ustalenie rodzaju alergenów oraz związane z nimi kontrole i
procedury wymagane w celu ochrony bezpieczeństwa i zdatności
produktów żywnościowych.
Jakie są czynniki ryzyka?
Personel zakładu odgrywa wiodącą rolę w produkcji bezpiecznej
ż
ywności. Personel nie przestrzegający dobrych praktyk
wytwarzania może spowodować biologiczne, chemiczne lub
fizyczne skażenie żywności. Opracowanie programu dobrych
praktyk wytwarzania może zredukować czynniki ryzyka i
zminimalizować niebezpieczeństwo skażenia.
Jak można spełnić warunki tego standardu?
•
Opracować na piśmie program opisujący przepisy, procedury i
kontrole w zakładzie dotyczące:
- Stan zdrowia personelu:
•
personel musi poinformować kierownictwo gdy wie, że cierpi
na chorobę, która może być przenoszona za pośrednictwem
ż
ywności,
•
personelowi nie wolno dotykać nieosłoniętej żywności w
okresach choroby, oraz
•
obrażenia i otwarte rany muszą zostać zabezpieczone i osłonięte
nieprzemakalnym opatrunkiem przed przystąpieniem do pracy;
- Praktyki higieniczne personelu:
•
odpowiednie procedury mycia rąk,
•
właściwe użycie odzieży, obuwia, przyrządów i sprzętu,
•
zakaz noszenia biżuterii,
•
zakaz jedzenia i picia w pomieszczeniach, gdzie przetwarza się
lub przechowuje żywność, oraz
•
zakaz palenia, żucia tytoniu, żucia gumy i spluwania, a także
- Inne praktyki personelu:
•
procedury postępowania, gdy produkt upadnie na podłogę
•
regulowany dostęp i ruch na terenie zakładu,
•
procedury kontroli w kwestii szkła i stłuczek
•
właściwe stosowanie i przechowywanie środków chemicznych,
oraz
•
procedury niezbędne dla ochrony bezpieczeństwa i zdatności
ż
ywności.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Nie dotyczy
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
Regularnie, co pewien czas,
weryfikuj swój pisemny
Program Praktyk Personelu,
aby sprawdzić, czy jest
aktualny i odpowiedni dla
działalności zakładu.
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 11
P2 Transport, rozładunek, przenoszenie
i
przechowywanie
P2.1 Program transportu, rozładunku, przenoszenia
i
przechowywania
Co stanowi standard?
Program Transportu, Rozładunku, Przenoszenia i Przechowywania
zostaje opracowany na piśmie i jest aktualizowany w miarę potrzeb.
Program zawiera efektywne wewnętrzne przepisy i procedury
mające na celu ochronę bezpieczeństwa żywności i jej zdatności
podczas transportu, rozładunku, przenoszenia i przechowywania.
Program ustala role, obowiązki oraz instrukcje dotyczące
odbierania, wysyłania, przenoszenia oraz przechowywania
materiałów.
Jakie są czynniki ryzyka?
Otrzymywane i wysyłane materiały, które nie zostaną odpowiednio
rozładowane, przetransportowane, przenoszene lub przechowywane
mogą być źródłem skażeń biologicznych, fizycznych i chemicznych.
Materiały otrzymane, przenoszone lub wysłane w nieodpowiednim
stanie (np. niewłaściwa temperatura, niewłaściwy produkt, w stanie
uszkodzonym), w nieodpowiednim pojemniku lub w nieodpowiedni
sposób mogą stać się przyczyną skażeń. Poprzez zapewnienie
odpowiednich warunktów transportu, rozładunku, przenoszenia i
przechowywania otrzymywanych i wysyłanych materiałów można
zredukować ryzyko biologicznego, chemicznego i fizycznego
skażenia produktów żywnościowych.
Jak można spełnić warunki tego standardu?
•
Opracować na piśmie Program Transportu, Rozładunku,
Przenoszenia i Przechowywania, zawierający przepisy,
procedury i kontrole obejmujące:
•
specyfikacje i kryteria inspekcji (sprawdziany
wzrokowe, testowanie sensoryczne, mikrobiologiczne)
dotyczące otrzymywanych i wysyłanych produktów
ż
ywności oraz materiałów opakowań (np.
temperatura, stan, przedstawienie świadectwa analizy);
•
specyfikacje i kryteria inspekcji dla przybywających i
wysyłanych pojazdów transportowych (np.
nieuszkodzona konstrukcja, czyste, wolne od
szkodników, odpowiednie dla wybranego celu, z
regulacją temperatury);
•
załadunek, wyładunek i ułożenie otrzymywanych i
wysyłanych materiałów, oraz
•
procedury i przepisy dotyczące przechowywawania
składników, produktów gotowych oraz produktów
przetrzymywanych lub podejrzanych;
•
dokumentacja wymagana dla celu indentyfikacji
otrzymywanych lub wysyłanych materiałów oraz
wykazania, że spełniono kryteria rozładunku i
transportu; oraz
•
identyfikacja i kontrola alergenów.
12 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Standards of Compliance
Food Safety and
Quality Act, 2001
O.Reg. 31/05,
s.136(1)(2), 138(1)(2)
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
Regularnie, co pewien czas,
weryfikuj swój pisemny
Program Transportu,
Rozładunku, Przenoszenia i
Przechowywania, aby
sprawdzić, czy jest aktualny i
odpowiedni dla działań w
zakresie transportu,
przenoszenia i rozładunku.
Notuj swoje spostrzeżenia,
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.

P3 Sanityzacja
P3.1 Program sanityzacji
Co stanowi standard?
Program Sanityzacji zostaje opracowany na piśmie i jest aktualizowany w miarę
potrzeb. Program zawiera efektywne wewnętrzne przepisy i procedury w zakresie
czynności sanityzacyjnych, które mogą wpłynąć na bezpieczeństwo i zdatność
ż
ywności. Program ustala role, obowiązki oraz instrukcje dotyczące zasad i metod
efektywnego czyszczenia i sanityzacji, bezpiecznego obchodzenia się ze środkami
chemicznymi, inspekcje specjalne oraz działania oceny przed dokonaniem operacji,
obowiązujące na terenie danego zakładu instrukcje i częstotliwość czyszczenia
sprzętu, przyrządów, pomieszczeń i wysyłanych pojazdów transportowych, oraz
zapisy, które należy wykonywać i przechowywać.
Jakie są czynniki ryzyka?
Pozostałości żywności i brud mogą być źródłem skażeń. Nieodpowiednia lub
niedostateczna sanityzacja może prowadzić do skażenia żywności, składników,
opakowań i powierzchni stykających się z żywnością. Niewłaściwe stężenie
ś
rodków chemicznych, niewłaściwe użycie lub spłukiwanie może prowadzić
zarówno do skażeń chemicznych (np. osady środków chemicznych spowodowane
niedostatecznym płukaniem, środki chemicznie nie wymagające spłukiwania
stosowane w stężeniu wyższym od dozwolonego) jak i biologicznych (np. bakterie
nieskutecznie usuwane z powierzchni stykających się z żywnością). Skażenie mogą
także powodować alergeny, które nie zostały skutecznie usunięte z powierzchni
styku lub poprzez wzajemne skażenie podczas czyszczenia w trakcie pracy.
Jak można spełnić warunki tego standardu?
•
Opracować na piśmie efektywny Program Sanityzacji, zawierający:
- procedury czyszczenia sprzętu, pomieszczeń i przyrządów, w tym:
•
personel odpowiedzialny za poszczególne czynności,
•
kolejność czynności wymaganych dla efektywnego czyszczenia i
sanityzacji,
•
wymagane środki chemiczne,
•
właściwe obchodzenie się i stosowanie środków chemicznych do
sanityzacji (np. odpowiednie stężenia, czas zastosowania),
•
instrukcje w sprawie demontażu i montażu sprzętu,
•
czynności w zakresie inspekcji,
•
wymagania w zakresie dokumentacji, oraz
•
metody zapobiegania lub minimalizowania ryzyka wzajemnego
skażenia
- harmonogram sanityzacji dla wszystkich urządzeń, pomieszczeń i
przyrządów,
- procedury utrzymania porządku i sanityzacji wymagane w trakcie pracy (np.
przy zmianie linii produktów), oraz
- monitoring efektywności (np. pobieranie wymazów).
- użycie wyłącznie środków chemicznych do sanityzacji, zatwierdzonych w
“Reference Listing of Accepted Construction, Packaging Materials and
Non-Food Chemical Agents” i opublikowanych przez Canadian Food
Inspection Agency;
- Podlegające dokumentacji procedury czyszczenia obejmują gdy dotyczy:
•
usuwanie z powierzchni zanieczyszczeń dużych rozmiarów,
•
stosowanie roztworu detergentu dla rozpuszczenia zanieczyszczeń i
bakterii,
•
płukanie wodą pitną w celu usunięcia rozpuszczonych
zanieczyszczeń i resztek detergentu,
•
czyszczenie na sucho lub inne odpowiednie metody usuwania i
zbierania osadów i zanieczyszczeń, oraz
•
tam, gdzie jest konieczna, sanityzację z następującym po niej
płukaniem, chyba że instrukcje producenta stwierdzają, że nie
istnieje naukowo uzasadniona potrzeba płukania.
Jakie przepisy dotyczą
danego standardu?
Food Safety and Quality
Act, 2001 O.Reg. 31/05,
s.47(1)(2)(10)
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O.1990, Reg.761
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
Regularnie, co pewien czas,
weryfikuj swój pisemny
Program Sanityzacji, pod
kątem kompletności,
dokładności i dostosowania
do działalności zakładu.
Notuj swoje spostrzeżenia.
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 13

P4 Konserwacja sprzętu
P4.1 Program konserwacji prewencyjnej i kalibracji
Co stanowi standard?
Program Konserwacji Prewencyjnej i Kalibracji zostaje opracowany na
piśmie i jest aktualizowany w miarę potrzeb. Program zawiera
efektywne wewnętrzne przepisy i procedury dla zapewnienia, aby
sprzęt i urządzenia, które mogą mieć wpływ na bezpieczeństwo
ż
ywności funkcjonowały zgodnie z przeznaczeniem oraz dla ochrony
bezpieczeństwa i zdatności produktów żywnościowych. Program ustala
role, obowiązki, częstotliwość oraz instrukcje dotyczące skutecznych
czynności konserwacji prewencyjnej i kalibracji, a także zapisy, które
należy wykonywać i przechowywać.
Jakie są czynniki ryzyka?
Niewłaściwie konserwowany lub kalibrowany sprzęt może prowadzić
do zakażenia żywności, składników lub opakowań. Zużyty lub źle
konserwowany sprzęt (np. pogięty, popękany) może być źródłem
fizycznych czynników ryzyka (np. łuszczący się metal, nakrętki,
ś
rubki) lub zawierać siedliska bakterii. Nadmierne oliwienie sprzętu
może spowodować zakażenie chemiczne. Sprzęt i urządzenia
stosowane do pomiaru parametrów wpływających na bezpieczeństwo
ż
ywności muszą być poddawane odpowiedniej kalibracji. Jeśli sprzęt
lub przyrządy pomiarowe używane przy krytycznym monitoringu
procesu (np. odczyn pH, aktywność wody, temperatura gotowania,
stężenie składników o limitowanym użyciu, wykrywanie metalu) nie
będą dokładne, mogą one być przyczyną czynników ryzyka w stosunku
do żywności (np. niedokładne termometry mogą prowadzić do
bakteryjnego czynnika ryzyka).
Jak można spełnić warunki tego standardu?
•
Opracować na piśmie skuteczny Program Konserwacji
Prewencyjnej i Kalibracji zawierający:
- procedury konserwacji i kalibracji sprzętu oraz urządzeń
mogących wpływać na bezpieczeństwo żywności, w tym:
•
personel odpowiedzialny za poszczególne czynności,
•
opis czynności konserwacji prewencyjnej, które należy
wykonać (np. smarować, oliwić, czyścić lub zmieniać
filtry w urządzeniach),
•
opis czynności kalibracji, które należy wykonać (np.
kalibracja termometru, przyrządu do mierzenia
aktywności wody, wagi),
•
wymaganą kolejność czynności przy konserwacji
prewencyjnej i kalibracji.
•
wymagane materiały (np. smary, rozcieńczalniki)
•
wymagania w zakresie dokumentacji, oraz
•
metody zapobiegania i minimalizacji wzajemnego
skażenia, a także
- harmonogram konserwacji prewencyjnej i kalibracji lub
częstotliwość czynności.
•
Przygotować program konserwacji prewencyjnej i kalibracji, który
zapewni funkcjonowanie sprzętu zgodnie z przeznaczeniem i
pozwoli zapobiec powstaniu jakichkolwiek fizycznych,
biologicznych lub chemicznych czynników ryzyka.
14 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05,
s.46(1)(2)(7), 99(7)
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
Regularnie, co pewien
czas, weryfikuj swój
pisemny Program
Konserwacji Prewencyjnej
i Kalibracji, pod kątem
kompletności, dokładności
i dostosowania do
działalności zakładu.
Notuj swoje spostrzeżenia.
aby wykazać, że istotnie
przeprowadzono
monitoring. Postaw swoje
inicjały oraz datę na tym
zapisie

P5 Kontrola szkodników
P5.1 Program kontroli szkodników
Co stanowi standard?
Program Kontroli Szkodników zostaje opracowany na piśmie i jest
aktualizowany w miarę potrzeb. Program zawiera efektywne
wewnętrzne przepisy i procedury w celu zapobiegania wnikaniu i
gnieżdżeniu się szkodników, w celu wykrywania i eliminowania
szkodników oraz w celu ochrony bezpieczeństwa i zdatności żywności.
Program ustala role, obowiązki, częstotliwość oraz instrukcje dotyczące
skutecznych czynności kontroli szkodników, a także zapisy, które
należy wykonywać i przechowywać.
Jakie są czynniki ryzyka?
Szkodniki (np. owady, gryzonie lub ptaki) mogą skażać produkty
ż
ywnościowe, składniki, opakowania oraz powierzchnie stykające się z
ż
ywnością. Szkodniki wewnątrz lub wokół zakładu mogą powodować
skażenie poprzez odchody, larwy oraz nieżywe owady lub zwierząta
albo ich fragmenty.
Jak można spełnić warunki tego standardu?
•
Opracować na piśmie skuteczny Program Kontroli Szkodników
zawierający:
- procedury kontroli szkodników wewnątrz i na zewnątrz zakładu,
w tym:
•
personel odpowiedzialny za poszczególne czynności,
•
czynności, które należy wykonać,
•
potrzebne środki chemiczne,
•
metody właściwego obchodzenia się i stosowania
ś
rodków chemicznych kontroli szkodników, aby zapobiec
przekroczeniu dopuszczalnych ilości osadów,
•
rodzaj i lokalizację przyrządów kontroli szkodników (np.
pułapki, trutki na owady),
•
wymagania w zakresie dokumentacji, oraz
•
metody zapobiegania i minimalizacji wzajemnego
skażenia, a także
- harmonogram kontroli szkodników lub częstotliwość czynności.
•
Dopilnować, aby ptaki i zwierzęta, poza przeznaczonymi na ubój,
nie dostały się na teren zakładu.
•
Stosować wyłącznie pestycydy zarejestrowane zgodnie z ustawą
Pest Control Products Act
oraz przepisami.
•
Stosować wyłącznie zatwierdzone pestycydy, wymienione w
publikacji "Reference Listing of Accepted Construction, Packaging
Materials and Non-Food Chemical Agents" wydanej przez
Canadian Food Inspection Agency.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05,
s.48(1)(2)(7)
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
Regularnie, co pewien
czas, weryfikuj swój
pisemny Program Kontroli
Szkodników pod kątem
kompletności, dokładności
i dostosowania do
działalności zakładu.
Notuj swoje spostrzeżenia.
aby wykazać, że istotnie
przeprowadzono
monitoring. Postaw swoje
inicjały oraz datę na tym
zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 15

P6 Wycofywanie
P6. Program wycofywania
Co stanowi standard?
Program Wycofywania zostaje opracowany na piśmie i jest aktualizowany w
miarę potrzeb. Program ten zawiera efektywne wewnętrzne przepisy i procedury
pozwalające na identyfikację i kompletne, szybkie wycofanie dowolnego
podejrzanego produktu żywnościowego. Program ustala role i obowiązki,
szczegóły i metody przeprowadzania czynności związanych z wycofywaniem, a
także zapisy, które należy wykonywać i przechowywać. W ustalonych
odstępach czasu program wycofywania jest testowany pod kątem skuteczności i
kompletności.
Jakie są czynniki ryzyka?
Wycofywanie produktów żywnościowych może być spowodowane przez
zagrożenia : biologiczne (np. Salmonella), chemiczne (np. nieujawnione
alergeny), lub fizyczne (np. obce ciała) Szybkie odzyskanie kontroli nad
podejrzanymi partiami produktu jest kluczową sprawą dla zapobieżenia lub
zminimalizowania zagrożenia konsumenta.
Jak można spełnić warunki tego standardu?
•
Opracować na piśmie skuteczny Program Wycofywania, uwzględniający:
- personel odpowiedzialny za koordynację i realizację wycofywania, wraz z
numerami telefonów oraz opisem roli każdej z osób,
- procedury wymagane w celu identyfikacji, lokalizacji i kontroli (np.
przetrzymania pod nadzorem) wycofanych produktów, aż do czasu gdy zostaną
zużytkowane (np. zużyte do innych celów niż spożycie przez ludzi, uznane za
bezpieczne do spożycia przez ludzi, przetworzone w sposób zapewniający ich
bezpieczeństwo),
- procedury sprawdzania możliwości istnienia innych skażonych produktów
oraz ich lokalizacji i objęcia kontrolą,
- metody sprawdzania skarg nabywców i reagowania na nie.
- możliwość dotarcia do nazwisk, adresów i informacji kontaktowych
klientów i dostawców jeśli zaistnieje taka potrzeba,
- procedury testowania efektywności programu wycofywania poprzez
symulowane wycofywanie w ustalonych odstępach czasu
- procedury powiadamiania miejscowego biura CFIA i innych odpowiednich
czynników urzędowych w przypadku wycofania, oraz
- wymagania w zakresie dokumentacji.
16 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05,
s.137(1)
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O. 1990. O.Reg.
761.s.127(2);
s. 129(3)(4)
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
Regularnie, co pewien
czas, przeprowadź
symulowaną operację
wycofania aby
sprawdzić efektywność
i możliwości programu
wycofywania w kwestii
szybkiej identyfikacji,
lokalizacji i kontroli
produktu(ów).
Regularnie, co pewien
czas, weryfikuj swój
pisemny program
wycofywania pod
kątem kompletności,
dokładności i
dostosowania do
działalności zakładu.
Notuj swoje
spostrzeżenia. aby
wykazać, że istotnie
przeprowadzono
monitoring. Postaw
swoje inicjały oraz datę
na tym zapisie.

P7 Zdatność wody
P7.1 Program uzdatniania wody
Co stanowi standard?
Tam, gdzie nie stosuje się wody pitnej z wodociągów komunalnych, Program
Uzdatniania Wody zostaje opracowany na piśmie i jest aktualizowany w miarę
potrzeb. Zadaniem programu jest zapewnić, aby woda, lód lub para stosowane w
procesach lub aplikacjach, które mogą mieć wpływ na bezpieczeństwo żywności
spełniały wymagania kompetentnych urzędów w zakresie nadawania się do
picia. Program opisuje także efektywne procedury uzdatniania wody w celu
ochrony bezpieczeństwa i zdatności żywności. Program ustala role i obowiązki,
częstotliwość, instrukcje i metody skutecznego uzdatniania wody oraz zapisy,
jakie należy wykonywać i przechowywać.
Jakie są czynniki ryzyka?
Woda, lód i para wodna dostarczana do zakładu mogą być źródłem skażenia.
Ponieważ wodę, lód i parę wodną można stosować w rozmaitych celach (np.
sanityzacja, mycie rąk, jako środek pomocniczy przy przetwarzaniu
składników), woda nienadająca się do picia może prowadzić do skażenia (np.
bakteriami E. coli) żywności, składników, powierzchni stykających się z
ż
ywnością lub personelu. Uzdatniona woda (np. woda z kotła, chlorowana, ze
sztucznego kanału) może stać się źródłem skażeń, jeśli uzdatnianie chemiczne
lub proces uzdatniania zostały przeprowadzone w sposób nieprawidłowy.
Jak można spełnić warunki tego standardu?
•
Opracować na piśmie skuteczny Program Uzdatniania Wody dla wody
niepochodzącej z wodociągów komunalnych, wody z odzysku i wody
uzdatnionej, uwzględniający:
- procedury uzdatniania wody, w tym:
•
personel odpowiedzialny za poszczególne czynności,
•
czynności uzdatniania wody, które należy wykonać (np.
chlorowanie, ozonowanie, uzdatnianie wody z kotłów),
•
potrzebne środki chemiczne,
•
odpowiednie obchodzenie się i stosowanie środków chemicznych
do uzdatniania wody (np. odpowiednie stężenia),
•
metody zapobiegania lub minimalizacji wzajemnego skażania,
oraz
•
wymagania w zakresie dokumentacji,
- harmonogram uzdatniania wody i częstotliwość czynności, oraz
- procedury zapewniające skuteczność filtrów do wody oraz ich utrzymanie w
stanie higieny.
•
Stosować wyłącznie środki chemiczne przeznaczone do stosowania w
kotłach, wymienione w publikacji "Reference Listing of Accepted
Construction Materials, Packaging Materials and Non-Food Chemical
Products" wydanej przez Canadian Food Inspection Agency lub też takie
ś
rodki chemiczne, dla których producent posiada pismo o braku zastrzeżeń
(letter of no objection) wydane przez Health Canada.
•
Dopilnować, aby woda z odzysku lub przeznaczona do ponownego użycia
była uzdatniana i utrzymywana w takim stanie, aby nie stanowiła
zagrożenia dla bezpieczeństwa i zdatności produktów żywnościowych.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Nie dotyczy
Produkty mleczarskie:
Nie dotyczy
Wszystkie:
Safe Drinking Water
Act (Ontario, 2002)
O. Reg. 169/03 Ontario
Drinking - Water
Quality Standards
Regulation, O.Reg.
170/03 Drinking Water
Systems
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
Regularnie, co pewien
czas, weryfikuj swój
pisemny Program
Uzdatniania Wody pod
kątem kompletności,
dokładności i
dostosowania do
działalności zakładu.
Notuj swoje
spostrzeżenia. aby
wykazać, że istotnie
przeprowadzono
monitoring. Postaw
swoje inicjały oraz datę
na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 17

P7 Zdatność wody
P7.2 Program monitoringu zdatności wody
Co stanowi standard?
Program Monitoringu Zdatności Wody zostaje opracowany na
piśmie i jest aktualizowany w miarę potrzeb. Program ma zapewnić,
aby woda, lód lub para stosowane w procesach lub aplikacjach
zakładu, które mogą mieć wpływ na bezpieczeństwo żywności,
spełniały wymagania kompetentnych urzędów w zakresie zdatności
do picia. Program opisuje także skuteczne procedury pobierania i
badania próbek wody, lodu i pary w celu ochrony bezpieczeństwa i
zdatności żywności. Program ustala role i obowiązki, częstotliwość,
instrukcje i metody skutecznego pobierania i badania próbek wody
oraz zapisy, jakie należy wykonywać i przechowywać.
Jakie są czynniki ryzyka?
Woda, lód i para wodna mogą być źródłem biologicznego lub
chemicznego skażenia. Ponieważ wodę, lód i parę wodną można
stosować w rozmaitych celach (np. sanityzacja, mycie rąk, jako
składnik lub środek pomocniczy przy przetwarzaniu), istotne jest
pobieranie i badanie próbek wody w celu potwierdzenia jej
zdatności do picia. Możliwe są m.in. skażenia wody bakteriami (np.
E.coli
) i środkami chemicznymi (np. stosowanymi w kotłach).
Jak można spełnić warunki tego standardu?
•
Opracować na piśmie skuteczny program monitoringu zdatności
wody, uwzględniający:
- procedury pobierania i badania próbek wody, w tym:
•
personel odpowiedzialny za poszczególne czynności,
opis czynności pobierania i badania próbek wody, które należy
wykonać (np. analizy do przeprowadzenia - poziom zawartości
chloru, liczba płyt aerobowych, miano coli, miano coli typu
kałowego , poziom środków chemicznych w kotłach),
•
wymagana kolejność czynności przy pobieraniu i
badaniu próbek wody,
•
oznaczenie potrzebnych środków chemicznych i
odczynników,
•
przesyłka próbki do uznanego laboratorium, jeśli
dotyczy, oraz
•
wymagania w zakresie dokumentacji (zapisy powinny
uwzględniać źródło wody, miejsce pobrania próbki,
wynik analizy, wykonawcę badania oraz datę próbki).
- harmonogram pobierania i badania próbek wody i częstotliwość
czynności, oraz
- działania, jakie należy podjąć gdy wyniki badania wody
wykażą, że kryteria dla wody pitnej nie zostały spełnione.
18
Podręcznik programu HACCP Advantage , wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05, s.32 (1)
(2) (3),
34(1a)(2ab)(3ab)
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
Regularnie, co pewien czas,
weryfikuj swój pisemny
Program Uzdatniania Wody
pod kątem kompletności,
dokładności i dostosowania
do działalności zakładu.
Notuj swoje spostrzeżenia.
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.
SZKOLENIE
T1 Praktyki personelu
21
T1.1 Szkolenie w zakresie praktyk personelu
T2 Transport, rozładunek i przechowywanie
22
T2.1 Szkolenie w zakresie transportu, rozładunku i przechowywania
T3 Sanityzacja
23
T3.1 Szkolenie w zakresie sanityzacji
T4 Konserwacja sprzętu
24
T4.1 Szkolenie w zakresie konserwacji prewencyjnej i kalibracji
T5 Kontrola szkodników
25
T5.1 Szkolenie w zakresie kontroli szkodników
T6 Wycofywanie
26
T6.1 Szkolenie w zakresie wycofywania
T7 Zdatność wody
27
T7.1 Szkolenie w zakresie uzdatniania wody
28
T7.2 Szkolenie w zakresie monitoringu zdatności wody
T8 Krytyczny punkt kontroli
29
T8.1 Szkolenie w zakresie krytycznego punktu kontroli
T9 Technologia procesu
30
T9.1 Szkolenie w zakresie sprzętu i wyspecjalizowanych procesów


T1 Praktyki personelu
T1.1 Szkolenie w zakresie praktyk personelu
Co stanowi standard?
Szkolenia w zakresie Praktyk Personelu zostaje przeprowadzone i
jest aktualizowane w miarę potrzeb, aby zapewnić personelowi
zrozumienie i wyczerpującą znajomość przepisów i procedur
niezbędnych do ochrony bezpieczeństwa i zdatności produktów
ż
ywnościowych. Szkolenie odbywa się wystarczająco często, aby
personel aktualizował swoje umiejętności na bieżąco.
Jakie są czynniki ryzyka?
Personel zakładu odgrywa wiodącą rolę w produkcji bezpiecznej
ż
ywności. Pracownicy oraz odwiedzający, którzy nie przestrzegają
odpowiednich praktyk personelu mogą spowodować biologiczne,
chemiczne lub fizyczne skażenie żywności( np. wpadnięcie biżuterii
w żywność, niekontrolowane kichanie nad żywnością). Szkolenie
zwiększa świadomość możliwych czynników ryzyka oraz
odpowiedzialności personelu w zakresie minimalizacji ryzyka
skażenia.
Jak można spełnić warunki tego standardu?
•
Przeszkolić cały personel w zakresie pojęć i przepisów
efektywnego programu praktyk personelu, w tym także
wszystkich elementów programu posiadanego na piśmie w
ramach realizacji zaleceń rozdziału P1.1. Program Praktyk
Personelu.
•
Rutynowo sprawdzać i aktualizować szkolenie, aby zapewnić
mu adekwatność i aktualność.
•
Poddawać personel szkoleniu zaraz po zatrudnieniu, po czym
zapewniać kursy powtarzania wiadomości w odpowiednich
odstępach czasu.
•
Po zakończeniu szkolenia personelu odnotować datę, rodzaj
szkolenia, nazwisko instruktora oraz nazwisko uczestnika
(uczestników) w postaci trwałego zapisu.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05,
s.57(1)(2)(3)
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
Regularnie, co pewien czas,
weryfikuj swoje szkolenie w
zakresie Praktyk Personelu,
aby sprawdzić, czy jest
aktualne i odpowiednie dla
działalności zakładu.
W ustalonych odstępach
czasu sprawdzaj dokumenty
szkolenia personelu pod
kątem zgodności z
przepisami i ze stanem
faktycznym oraz
kompletności.
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 21

T2 Transport, rozładunek, przenoszenie i
przechowywanie
T2.1 Szkolenie w zakresie transportu, rozładunku,
przenoszenia i przechowywania
Co stanowi standard?
Szkolenie w zakresie transportu, rozładunku, przenoszenia i
przechowywania zostaje przeprowadzone i jest aktualizowane w
miarę potrzeb, aby zapewnić personelowi zajmującemu się
czynnościami związanymi z transportem, rozładunkiem i
przechowywaniem zrozumienie i wyczerpującą znajomość procedur
niezbędnych do ochrony bezpieczeństwa i zdatności produktów
ż
ywnościowych. Szkolenie odbywa się wystarczająco często, aby
personel aktualizował swoje umiejętności na bieżąco.
Jakie są czynniki ryzyka?
Orzybywające i wysyłane materiały, które nie zostaną odpowiednio
rozładowane, przechowywane, przenoszone lub przetransportowane
mogą być źródłem skażeń biologicznych, chemicznych i fizycznych.
Materiały otrzymane lub wysłane w nieodpowiednim stanie (np.
niewłaściwa temperatura, niewłaściwy produkt, w stanie
uszkodzonym), w nieodpowiednim pojemniku lub w nieodpowiedni
sposób mogą stać się przyczyną skażeń. Materiały, które są
przenoszone niedbale lub które są nieodpowiednio przechowywane
(np. niewłaściwie przykryte, nie przechowywane w lodówce)
prowadzą do skażeń. Odpowiednie przeszkolenie pracowników
zajmujących się transportem lub rozładunkiem zmniejsza ryzyko
biologicznego, chemicznego i fizycznego skażenia produktów
ż
ywnościowych.
Jak można spełnić warunki tego standardu?
•
Przeszkolić wyznaczony personel w zakresie pojęć, przepisów i
procedur efektywnego programu transportu, rozładunku,
przenoszenia i przechowywania, w tym także wszystkich
elementów programu posiadanego na piśmie w ramach
realizacji zaleceń rozdziału P2.1. Program Transportu,
Rozładunku, Przenoszenia i Przechowywania.
•
Rutynowo sprawdzać i aktualizować szkolenie, aby zapewnić
mu adekwatność i aktualność.
•
Poddawać personel szkoleniu zaraz po zatrudnieniu, po czym
zapewniać kursy powtarzania wiadomości w odpowiednich
odstępach czasu.
•
Po zakończeniu szkolenia personelu odnotować datę, rodzaj
szkolenia, nazwisko instruktora oraz nazwisko uczestnika
(uczestników) w postaci trwałego zapisu.
22 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05, s.57(1)
Dairy:
Milk Act (Ontario) O.Reg.
761, s.87
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
Regularnie, co pewien czas,
weryfikuj swoje szkolenie w
zakresie Transportu,
Rozładunku, Przenoszenia i
Przechowywania, aby
sprawdzić, czy jest aktualne i
odpowiednie dla czynności
transportu i rozładunku.
W ustalonych odstępach
czasu sprawdzaj dokumenty
szkolenia personelu
zajmującego się transportem,
przenoszeniem i
wyładunkiem pod kątem
zgodności z przepisami i ze
stanem faktycznym oraz
kompletności.
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.

T3 Sanityzacja
T3.1 Szkolenie w zakresie sanityzacji
Co stanowi standard?
Szkolenie w zakresie sanityzacji zostaje przeprowadzone i jest
aktualizowane w miarę potrzeb, aby zapewnić personelowi
zajmującemu się czynnościami związanymi z sanityzacją
zrozumienie i wyczerpującą znajomość procedur niezbędnych do
ochrony bezpieczeństwa i zdatności produktów żywnościowych.
Szkolenie odbywa się wystarczająco często, aby personel
aktualizował swoje umiejętności na bieżąco.
Jakie są czynniki ryzyka?
Niedostateczna lub nieodpowiednia sanityzacja może prowadzić do
skażenia (np. rozmnażania się bakterii, osadów po chemicznych
ś
rodkach czyszczących). Niewłaściwe stężenie środków
chemicznych, niewłaściwe użycie lub spłukiwanie może prowadzić
do skażenia żywności środkami chemicznymi do sanityzacji.
Odpowiednie przeszkolenie pracowników zajmujących się
sanityzacją zmniejsza ryzyko biologicznego, chemicznego lub
fizycznego skażenia żywności.
Jak można spełnić warunki tego standardu?
•
Przeszkolić wyznaczony personel w zakresie pojęć, przepisów i
procedur efektywnego programu sanityzacji, w tym także
wszystkich elementów programu posiadanego na piśmie w
ramach realizacji zaleceń rozdziału P3.1. Program Sanityzacji.
•
Rutynowo sprawdzać i aktualizować szkolenie, aby zapewnić
mu adekwatność i aktualność.
•
Poddawać szkoleniu personel zajmujący się sanityzacją zaraz
po zatrudnieniu, po czym zapewniać kursy powtarzania
wiadomości w odpowiednich odstępach czasu.
•
Po zakończeniu szkolenia personelu odnotować datę, rodzaj
szkolenia, nazwisko instruktora oraz nazwisko uczestnika
(uczestników) w postaci trwałego zapisu.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05, s.49(2b),
57(1)
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
Regularnie, co pewien czas,
weryfikuj swoje szkolenie w
zakresie sanityzacji, aby
sprawdzić, czy jest aktualne i
odpowiednie dla czynności
związanych z sanityzacją.
W ustalonych odstępach
czasu sprawdzaj dokumenty
szkolenia personelu
zajmującego się sanityzacją
pod kątem zgodności z
przepisami i ze stanem
faktycznym oraz
kompletności.
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 23

T4 Konserwacja sprzętu
T4.1 Szkolenie w zakresie konserwacji prewencyjnej i
kalibracji
Co stanowi standard?
Szkolenie w zakresie konserwacji prewencyjnei i kalibracji zostaje
przeprowadzone i jest aktualizowane w miarę potrzeb, aby zapewnić
personelowi zajmującemu się czynnościami związanymi z
konserwacją prewencyjną i kalibracją zrozumienie i wyczerpującą
znajomość procedur niezbędnych do ochrony bezpieczeństwa i
zdatności produktów żywnościowych. Szkolenie odbywa się
wystarczająco często, aby personel aktualizował swoje umiejętności
na bieżąco.
Jakie są czynniki ryzyka?
Niedbale lub niewłaściwie przeprowadzane czynności konserwacji
lub kalibracji mogą prowadzić do skażenia. Personel wykonujący
czynności konserwacji i kalibracji może stać się źródłem skażenia
biologicznego (np. stając na sprzęcie lub urządzeniach aby wykonać
pracę na wysokości ), skażenia chemicznego (np. smar
nieodpowiedni dla żywności) lub skażenia fizycznego (np. narzędzia
lub inne przedmioty, które wpadną do produktu lub sprzętu).
Niewłaściwie wykonywane czynności konserwacyjne mogą
powodować wadliwe funkcjonowanie sprzętu, co może prowadzić
do przecieku smaru, środków chemicznych, rozwoju bakterii lub
skażenia uszkodzonym sprzętem. Odpowiednie przeszkolenie
personelu wykonującego czynności związane z konserwacją i
kalibracją zmniejsza ryzyko biologicznego, chemicznego i
fizycznego skażenia żywności.
Jak można spełnić warunki tego standardu?
•
Przeszkolić wyznaczony personel w zakresie pojęć, przepisów i
procedur efektywnego programu konserwacji prewencyjnej i
kalibracji, w tym także wszystkich elementów programu
posiadanego na piśmie w ramach realizacji zaleceń rozdziału
P4.1. Program Konserwacji Prewencyjnej i Kalibracji.
•
Rutynowo sprawdzać i aktualizować szkolenie, aby zapewnić
mu adekwatność i aktualność.
•
Poddawać szkoleniu personel zajmujący się konserwacją zaraz
po zatrudnieniu, po czym zapewniać kursy powtarzania
wiadomości w odpowiednich odstępach czasu.
•
Po zakończeniu szkolenia personelu odnotować datę, rodzaj
szkolenia, nazwisko instruktora oraz nazwisko uczestnika w
postaci trwałego zapisu.
24 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05, s.57(1)
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
Regularnie, co pewien czas,
weryfikuj swoje szkolenie w
zakresie Konserwacji
Prewencyjnej i Kalibracji,
aby sprawdzić, czy jest
aktualne i odpowiednie dla
czynności związanych z
monitoringiem konserwacji
sprzętu i działań zaradczych.
Regularnie, co pewien czas,
weryfikuj dokumenty
szkolenia personelu
zajmującego się konserwacją
pod kątem zgodności z
przepisami i ze stanem
faktycznym oraz
kompletności.
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.

T5 Kontrola szkodników
T5.1 Szkolenie w zakresie kontroli szkodników
Co stanowi standard?
Szkolenie w zakresie kontroli szkodników zostaje przeprowadzone i
jest aktualizowane w miarę potrzeb, aby zapewnić personelowi
zajmującemu się czynnościami związanymi z kontrolą szkodników
zrozumienie i wyczerpującą znajomość procedur niezbędnych do
ochrony bezpieczeństwa i zdatności produktów żywnościowych.
Szkolenie odbywa się wystarczająco często, aby personel
aktualizował swoje umiejętności na bieżąco.
Jakie są czynniki ryzyka?
Niedbale przeprowadzone lub nieodpowiednie czynności kontroli
szkodników mogą prowadzić do skażenia (np. skażenia żywności
pestycydami lub skażenia przez szkodniki, które przedostają się na
teren zakładu). Właściwe szkolenie personelu przeprowadzającego
czynności kontroli szkodników zmniejsza ryzyko skażenia
ż
ywności.
Jak można spełnić warunki tego standardu?
•
Dopilnować odpowiedniego przeszkolenia personelu
zajmującego się czynnościami związanymi z kontrolą
szkodników, za pomocą jednej z następujących metod:
- sprawdzić, czy przedsiębiorcy wynajęci do kontroli szkodników
lub pracownicy są uprawnieni do stosowania pestycydów w
zakładzie produkującym żywność, lub
- przeszkolić wyznaczony personel w zakresie pojęć, przepisów i
procedur efektywnego programu kontroli szkodników, w tym
także wszystkich elementów programu posiadanego na piśmie
w ramach realizacji zaleceń rozdziału P5.1. Program Kontroli
Szkodników.
•
Na początku zatrudnienia/rozpoczęcia prac i w odpowiednich
odstępach czasu:
- sprawdzać kwalifikacje wynajętych przedsiębiorców lub
uprawnionych pracowników w zakresie kontroli szkodników,
lub
- poddawać szkoleniu personel wykonujący czynności kontroli
szkodników i ponawiać szkolenie w odpowiednich odstępach
czasu.
•
Po zakończeniu szkolenia personelu odnotować datę, rodzaj
szkolenia, nazwisko instruktora oraz nazwisko uczestnika
(uczestników) w postaci trwałego zapisu.
•
Rutynowo sprawdzać i aktualizować szkolenie, aby zapewnić
mu adekwatność i aktualność.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality
Act, 2001 O.Reg. 31/05,
s.57(1)
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
Regularnie, co pewien czas,
weryfikuj kwalifikacje
przedsiębiorców z zewnątrz
zajmujących się kontrolą
szkodników, dopilnuj, aby
harmonogram szkolenia był
realizowany oraz sprawdzaj
szkolenie w zakresie kontroli
szkodników pod kątem
aktualności i efektywności.
Regularnie, co pewien czas,
weryfikuj dokumenty
szkolenia personelu
zajmującego się kontrolą
szkodników pod kątem
zgodności z przepisami i ze
stanem faktycznym oraz
kompletności.
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 25

T6 Wycofywanie
T6.1 Szkolenie w zakresie wycofywania
Co stanowi standard?
Szkolenie w zakresie wycofywania produktów zostaje
przeprowadzone i jest aktualizowane w miarę potrzeb, aby zapewnić
personelowi zajmującemu się czynnościami związanymi z
wycofywaniem zrozumienie i wyczerpującą znajomość procedur
niezbędnych do ochrony bezpieczeństwa i zdatności podejrzanej
ż
ywności. Szkolenie odbywa się wystarczająco często, aby personel
aktualizował swoje umiejętności na bieżąco.
Jakie są czynniki ryzyka?
Wycofywanie produktów żywnościowych może być skutkiem
działania czynników ryzyka biologicznych (np. Salmonella),
chemicznych (np. nieujawnione alergeny) lub fizycznych (np. obce
ciała). Szybkie odzyskanie kontroli nad podejrzanymi partiami
produktu jest kluczową sprawą dla zapobieżenia lub
zminimalizowania zagrożenia konsumenta.
Jak można spełnić warunki tego standardu?
•
Szkolić wyznaczony personel w zakresie pojęć, przepisów i
procedur efektywnego programu wycofywania, w tym także
wszystkich elementów programu posiadanego na piśmie w
ramach realizacji zaleceń rozdziału P6.1. Program
Wycofywania.
•
Przeprowadzać symulowane wycofywanie w określonych
odstępach czasu aby upewnić się, że wszystkie wymagane
produkty żywnościowe dają się zlokalizować w krótkim czasie i
ż
e szkolenie w zakresie wycofywania jest odpowiednie.
•
Rutynowo sprawdzać i aktualizować szkolenie, aby zapewnić
mu adekwatność i aktualność.
•
Poddawać szkoleniu cały personel odpowiedzialny za elementy
programu wycofywania i ponawiać szkolenie w odpowiednich
odstępach czasu.
•
Po zakończeniu szkolenia personelu odnotować datę, rodzaj
szkolenia, nazwisko instruktora oraz nazwisko uczestnika
(uczestników) w postaci trwałego zapisu.
26 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality
Act, 2001 O.Reg. 31/05,
s.57(1)
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
Regularnie, co pewien czas,
weryfikuj szkolenie w
zakresie wycofywania pod
kątem aktualności i
adekwatności w stosunku do
czynności monitoringu
wycofywania i działań
zaradczych.
Regularnie, co pewien czas,
weryfikuj dokumenty
szkolenia personelu
zajmującego się
wycofywaniem produktów
pod kątem zgodności z
przepisami i ze stanem
faktycznym oraz
kompletności.
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.

T7 Zdatność wody
T7.1 Szkolenie w zakresie uzdatniania wody
Co stanowi standard?
Szkolenie w zakresie uzdatniania wody zostaje przeprowadzone i
jest aktualizowane w miarę potrzeb, aby zapewnić personelowi
zajmującemu się czynnościami związanymi z uzdatnianiem wody
zrozumienie i wyczerpującą znajomość procedur niezbędnych do
ochrony bezpieczeństwa i zdatności produktów żywnościowych.
Szkolenie odbywa się wystarczająco często, aby personel
aktualizował swoje umiejętności na bieżąco.
Jakie są czynniki ryzyka?
Woda, lód i para wodna dostarczana do zakładu mogą być źródłem
skażenia. Ponieważ wodę, lód i parę wodną można stosować w
rozmaitych celach (np. sanityzacja, mycie rąk, jako składnik, jako
ś
rodek pomocniczy przy przetwarzaniu), woda nienadająca się do
picia może prowadzić do skażenia żywności, składników,
powierzchni stykających się z żywnością lub personelu. Uzdatniona
woda (np. woda z kotła, chlorowana, ze sztucznego kanału) może
stać się źródłem skażeń jeśli uzdatnianie chemiczne lub proces
uzdatniania zostały przeprowadzone w sposób nieprawidłowy.
Jak można spełnić warunki tego standardu?
•
Szkolić wyznaczony personel w zakresie pojęć, przepisów i
procedur efektywnego programu uzdatniania wody, w tym
także wszystkich elementów programu posiadanego na piśmie
w ramach realizacji zaleceń rozdziału P7.1 Program
Uzdatniania Wody.
•
Rutynowo sprawdzać i aktualizować szkolenie, aby zapewnić
mu adekwatność i aktualność.
•
Poddawać szkoleniu personel odpowiedzialny za czynności
uzdatniania wody i ponawiać szkolenie w odpowiednich
odstępach czasu.
•
Po zakończeniu szkolenia personelu odnotować datę, rodzaj
szkolenia, nazwisko instruktora oraz nazwisko uczestnika
(uczestników) w postaci trwałego zapisu.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05, s.57(1)
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
Regularnie, co pewien czas,
weryfikuj szkolenie w
zakresie uzdatniania wody
pod kątem aktualności i
adekwatności.
Regularnie, co pewien czas,
weryfikuj dokumenty
szkolenia personelu
zajmującego się
uzdatnianiem wody pod
kątem zgodności z
przepisami i ze stanem
faktycznym oraz
kompletności.
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 27

T7 Zdatność wody
T7.2 Szkolenie w zakresie monitoringu zdatności wody
Co stanowi standard?
Szkolenie w zakresie monitoringu zdatności wody zostaje
przeprowadzone i jest aktualizowane w miarę potrzeb, aby zapewnić
personelowi zajmującemu się czynnościami związanymi z
monitoringiem zrozumienie i wyczerpującą znajomość przepisów i
procedur niezbędnych do ochrony bezpieczeństwa i zdatności
produktów żywnościowych. Szkolenie odbywa się wystarczająco
często, aby personel aktualizował swoje umiejętności na bieżąco.
Jakie są czynniki ryzyka?
Woda, lód i para wodna mogą być źródłem skażeń biologicznych
lub chemicznych. Ponieważ wodę, lód i parę wodną można
stosować w rozmaitych celach (np. sanityzacja, mycie rąk, jako
składnik lub środek pomocniczy przy przetwarzaniu), istotne jest
pobieranie i badanie próbek wody w celu potwierdzenia jej
zdatności do picia. Możliwe są m.in. skażenia wody bakteriami (np.
E.coli
) i środkami chemicznymi (np. stosowanymi w kotłach).
Jak można spełnić warunki tego standardu?
•
Szkolić wyznaczony personel w zakresie pojęć, przepisów i
procedur efektywnego programu monitoringu zdatności wody,
w tym także wszystkich elementów programu posiadanego na
piśmie w ramach realizacji zaleceń rozdziału P7.2 Program
Monitoringu Zdatności Wody.
•
Rutynowo sprawdzać i aktualizować szkolenie, aby zapewnić
mu adekwatność i aktualność.
•
Poddawać szkoleniu personel odpowiedzialny za czynności
monitoringu zdatności wody i ponawiać szkolenie w
odpowiednich odstępach czasu.
•
Po zakończeniu szkolenia personelu odnotować datę, rodzaj
szkolenia, nazwisko instruktora oraz nazwisko uczestnika
(uczestników) w postaci trwałego zapisu.
28 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05, s.57(1)
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
Regularnie, co pewien czas,
weryfikuj szkolenie w
zakresie monitoringu
zdatności wody pod kątem
aktualności i adekwatności.
Regularnie, co pewien czas,
weryfikuj dokumenty
szkolenia personelu
zajmującego się
monitoringiem zdatności
wody pod kątem zgodności z
przepisami i ze stanem
faktycznym oraz
kompletności.
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.

T8 Krytyczny punkt kontroli (CCP)
T8.1 Szkolenie w zakresie krytycznego punktu kontroli
Co stanowi standard?
Szkolenie w zakresie krytycznego punktu kontroli (CCP) zostaje
przeprowadzone i jest aktualizowane w miarę potrzeb, aby zapewnić
personelowi zajmującemu się czynnościami związanymi z CCP
zrozumienie i wyczerpującą znajomość procedur niezbędnych do
ochrony bezpieczeństwa i zdatności produktów żywnościowych.
Szkolenie odbywa się wystarczająco często, aby personel
aktualizował swoje umiejętności na bieżąco.
Jakie są czynniki ryzyka?
Krytyczne punkty kontroli zostają ustalone dla czynników ryzyka,
których nie są w stanie objąć programy wstępne. Zadaniem CCP jest
redukcja, kontrola i eliminacja potencjalnych czynników ryzyka.
Jeżeli procedury CCP nie będą odpowiednio wykonywane i
monitorowane, ucierpi na tym bezpieczeństwo żywności. Jeśli
personel wykonujący procedury CCP nie jest odpowiednio
przeszkolony, mogą wystąpić biologiczne, chemiczne lub fizyczne
czynniki ryzyka
Jak można spełnić warunki tego standardu?
•
Szkolić wyznaczony personel w zakresie pojęć i procedur
efektywnego planu HACCP, w tym także wszystkich
elementów dokumentacji opracowanej na piśmie w związku z
Formularzem 8 planu HACCP. Dla każdego CCP opracować
szkolenie, uwzględniające przepisy, procedury i środki kontroli
w zakresie:
-
limitów krytycznych,
-
czynności monitoringu (jak sprawdzać, czy warunki
limitów krytycznych zostały spełnione),
-
działań zaradczych (co robić, jeśli warunki limitów
krytycznych nie są spełnione),
-
wymaganych dokumentów dla potwierdzenia monitoringu
CCP i, w razie potrzeby, wykazania podjętych działań
korygujących , oraz
-
dopilnowania, aby personel odpowiedzialny za monitoring
CCP stwierdzonych w procesie produkcyjnym
przedsiębiorstwa przechodził szkolenie przed objęciem
obowiązków w związku z daną czynnością lub procedurą.
•
Rutynowo sprawdzać i aktualizować szkolenie, aby zapewnić
mu adekwatność i aktualność.
•
Poddawać szkoleniu CCP personel odpowiedzialny za
monitoring krytycznych punktów kontroli zaraz po zatrudnieniu
i ponawiać szkolenie w odpowiednich odstępach czasu.
•
Po zakończeniu szkolenia personelu odnotować datę, rodzaj
szkolenia, nazwisko instruktora oraz nazwisko uczestnika
(uczestników) w postaci trwałego zapisu.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05, s.57(1)
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
Regularnie, co pewien czas,
weryfikuj szkolenie w
zakresie CCP pod kątem
aktualności i adekwatności w
stosunku do czynności
monitoringu CCP i działań
zaradczych.
Regularnie, co pewien czas,
weryfikuj dokumenty
szkolenia personelu
zajmującego się CCP pod
kątem zgodności z
przepisami i ze stanem
faktycznym oraz
kompletności.
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 29

T9 Technologia procesu
T9.1 Szkolenie w zakresie sprzętu i wyspecjalizowanych
procesów
Co stanowi standard?
Program szkolenia w zakresie sprzętu i wyspecjalizowanych
procesów zostaje opracowany na piśmie i jest aktualizowany w
miarę potrzeb, w celu dopilnowania, aby personel przydzielony do
obsługi specjalistycznego sprzętu, który może wpływać na
bezpieczeństwo i zdatność żywności, posiadał zrozumienie i
wyczerpującą znajomość procedur niezbędnych do ochrony
bezpieczeństwa i zdatności produktów żywnościowych. Szkolenie
odbywa się wystarczająco często, aby personel aktualizował swoje
umiejętności na bieżąco.
Jakie są czynniki ryzyka?
Technologia wyspecjalizowanych procesów zwykle zmienia
właściwości produktów żywnościowych. Jeśli technologia ta nie
funkcjonuje prawidłowo lub jest obsługiwana przez niedostatecznie
wyszkolony personel, może dojść do skażenia, co wpłynie na
bezpieczeństwo i zdatność żywności.
Jak można spełnić warunki tego standardu?
•
Opracować na piśmie program szkolenia lub harmonogram
szkolenia poza zakładem, który zabezpieczy osiągnięcie
poziomu wiedzy odpowiedniego dla zapewnienia
bezpieczeństwa i zdatności żywności przez personel
odpowiedzialny za obsługę specjalistycznego sprzętu lub
technologii, które mogą wpływać na bezpieczeństwo i zdatność
ż
ywności.
•
Rutynowo sprawdzać i aktualizować szkolenie, aby zapewnić
mu adekwatność i aktualność.
•
Na początku okresu zatrudnienia i w odpowiednich odstępach
czasu:
-
Poddać szkoleniu personel, który obsługuje
wyspecjalizowany sprzęt lub technologię, lub
-
organizować odpowiednie szkolenie poza zakładem (np.
kurs szkolenia przeprowadzany przez producenta sprzętu)
•
Po zakończeniu szkolenia personelu odnotować datę, rodzaj
szkolenia, nazwisko instruktora oraz nazwisko uczestnika
(uczestników) w postaci trwałego zapisu.
30 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05, s.57(1),
99(4f)
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
W ustalonych odstępach
czasu sprawdzaj, czy
harmonogram szkolenia poza
zakładem jest realizowany
zgodnie z pisemnym planem
lub weryfikuj pisemny
program szkolenia w zakresie
specjalistycznego sprzętu lub
technologii pod kątem
aktualności i efektywności.
W ustalonych odstępach
czasu, weryfikuj dokumenty
szkolenia w zakresie
wyspecjalizowanego sprzętu
lub technologii pod kątem
zgodności z przepisami i ze
stanem faktycznym oraz
kompletności.
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.

ŚRODKI KONTROLI OPERACYJNEJ
01 Praktyki personelu
33
01.1 Praktyki osobiste
34
01.2 Mycie rąk
35
01.3 Odzież/obuwie/nakrycie głowy
36
01.4 Przechowywanie - Odzież/przyrządy/sprzęt
37
01.5 Rany i obrażenia
38
01.6 Oznaki choroby
39
01.7 Dostęp i ruch
40
01.8 Użycie środków chemicznych
41
01.9 Środki chemiczne stosowane podczas pracy
02 Transport, rozładunek, przenoszenie i przechowywanie
42
02.1 Pojazdy transportowe
43
02.2 Praktyki w zakresie załadunku i rozładunku
44
02.3 Produkty otrzymane
45
02.4 Warunki transportu
46
02.5 Zwrócone i niepełnowartościowe produkty żywnościowe
47
02.6 Kontrola alergenów
48
02.7 Opakowanie
49
02.8 Praktyki w zakresie przechowywania
50
02.9 Przechowywanie środków chemicznych
51
02.10 Gospodarka odpadami
03 Sanityzacja
52
03.1 Czyszczenie i sanityzacja
53
03.2 Ocena przed startem
04 Konserwacja sprzętu
54 04.1 Konserwacjia prewencyjna i monitoring kalibracji
05 Kontrola szkodników
55
05.1 Monitoring kontroli szkodników
06 Wycofywanie
56
06.1 Monitoring kodu produktu/oznakowania
57 06.2 Wycofywanie symulowane
07 Zdatność wody
58
07.1 Monitoring uzdatniania wody
59
07.2 Monitoring zdatności wody


01 Praktyki personelu
01.1 Praktyki higieny osobistej
Co stanowi standard?
Wszyscy członkowie personelu przestrzegają zasad osobistego
postępowania pozwalających zapobiec lub zminimalizować skażenia
ż
ywności, składników, opakowań i powierzchni stykających się z
ż
ywnością. Pracownicy nie jedzą, nie używają tytoniu, nie żują
gumy, nie spluwają, nie kichają ani nie kaszlą na produkty
ż
ywnościowe ani na powierzchnie stykające się z żywnością, ani też
nie podejmują żadnych innych czynności mogących stwarzać
ryzyko w pomieszczeniach, w których żywność lub opakowania są
przetwarzane, przenoszone lub przechowywane. Przedmioty mogące
spowodować skażenie (np. biżuteria) zostają zdjęte lub odpowiednio
przykryte przed rozpoczęciem pracy. Personel zachowuje
odpowiedni stopień czystości osobistej.
Jakie są czynniki ryzyka?
Możliwość skażenia żywności, składników, opakowań i
powierzchni stykających się z żywnością przez mikroorganizmy lub
fizyczne czynniki skażenia znacznie wzrasta jeżeli takie czynności,
jak jedzenie, picie, żucie gumy, używanie tytoniu, noszenie biżuterii
czy spluwanie odbywają się w pomieszczeniach, gdzie znajduje się
ż
ywność. Obce ciała znajdujące się w produktach żywnościowych
mogą prowadzić do skarg lub obrażeń ciała konsumentów.
Członkowie personelu, którzy nie przestrzegają odpowiedniego
stopnia higieny osobistej mogą skażać żywność.
Jak można spełnić warunki tego standardu?
•
Dopilnować, aby personel przestrzegał zasad, które zapobiegną
lub zminimalizują skażenia żywności, składników, opakowań i
powierzchni stykających się z żywnością, co obejmuje:
-
zakaz wnoszenia własnego jedzenia, napojów lub leków do
pomieszczeń, gdzie przetwarza się i przechowuje żywność,
-
zakaz palenia, żucia tytoniu, żucia gumy i spluwania,
-
zakaz noszenia biżuterii (lub odpowiednie jej zakrycie),
lakieru do paznokci, sztucznych rzęs czy paznokci, itp., w
pomieszczeniach, gdzie przetwarza się i przechowuje
ż
ywność,
-
zakaz stosowania pojemników szklanych (z wyjątkiem
tylko tych przeznaczonych dla wytwarzanych produktów)
w pomieszczeniach, gdzie przetwarza się i przechowuje
ż
ywność, oraz
-
zakaz stosowania przedmiotów, które mogą spowodować
fizyczne skażenie (np. odznaki, broszki, klamerki do
włosów) w pomieszczeniach, gdzie przetwarza się i
przechowuje żywność.
•
Dopilnować, aby personel zachowywał odpowiedni stopień
czystości osobistej (np. prysznic lub kąpiel przed
przystąpieniem do pracy).
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality
Act, 2001 O.Reg. 31/05,
s.53 (5)(6)(7)
Produkty mleczarskie:
The Milk Act (Ontario)
O.Reg.
761, s.80
Inne:
The Health Protection and
Promotions Act (Ontario)
O.Reg.
562, s.65-s.67
Czy przestrzegasz
przepisów?
W ustalonych odstępach czasu
sprawdzaj, czy wszyscy
członkowie personelu postępują
odpowiednio w kwestii
zapobiegania skażeniu żywności,
składników, opakowań oraz
powierzchni wchodzących w
kontakt z żywnością. Sprawdzaj,
czy personel zgłaszający się do
pracy utrzymuje odpowiedni
poziom czystości i higieny
osobistej.
Notuj swoje spostrzeżenia aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę
na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 33

01 Praktyki personelu
01.2. Mycie rąk
Co stanowi standard?
Aby uniknąć skażenia żywności lub je zminimalizować, wszyscy
członkowie personelu wchodzący do pomieszczeń, gdzie przetwarza
się lub przetrzymuje żywność lub też wchodzący w kontakt z
ż
ywnością, składnikami, opakowaniami lub powierzchniami styku z
ż
ywnością, myją ręce w sposób efektywny. Mycie rąk odbywa się
przy użyciu ciepłej wody pitnej, mydła i higienicznych aparatów
suszących zaraz po wejściu do pomieszczeń, gdzie przetwarza się i
przetrzymuje żywność, przed zetknięciem się z żywnością,
składnikami, opakowaniami lub powierzchniami stykającymi się z
ż
ywnością, po przerwach w pracy lub skorzystaniu z toalety oraz
gdy ręce ulegną skażeniu.
Jakie są czynniki ryzyka?
Personel to częste źródło skażenia bakteryjnego żywności,
składników, opakowań i powierzchni stykających się z żywnością.
Ponieważ na rękach osób dotykających żywności mogą się
przenosić także alergeny, należy przestrzegać odpowiedniej
procedury mycia rąk po zetknięciu się z produktami zawierającymi
alergeny. Odpowiednie i częste mycie rąk pomaga zmniejszyć
możliwość skażenia bakteriami.
Jak można spełnić warunki tego standardu?
•
Dopilnować, aby personel mył ręce często i w odpowiedni
sposób przy każdym wejściu na teren zakładu lub do
pomieszczenia, gdzie odbywa się praca, po skorzystaniu z
pomieszczeń dla pracowników (np. pokoju śniadaniowego,
toalety, szatni) oraz po każdej czynności, która może
spowodować skażenie rąk (np. zawiązywanie butów, kichanie,
kaszel).
34 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality
Act, 2001 O.Reg. 31/05,
s.53 (1)(2)(3)(7)
Produkty mleczarskie:
Nie dotyczy
Inne:
The Health Protection and
Promotions Act (Ontario)
O.Reg.
562, s.65
Czy przestrzegasz
przepisów?
W ustalonych odstępach czasu
sprawdzaj, czy członkowie
personelu odpowiednio
przestrzegają procedur mycia rąk.
Notuj swoje spostrzeżenia aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę
na tym zapisie.

01 Praktyki personelu
01.3 Odzież/obuwie/nakrycie głowy
Co stanowi standard?
Odzież, obuwie i nakrycia głowy noszone przez personel i
odwiedzających w pomieszczeniach, gdzie przetwarza się lub
przetrzymuje żywność zapobiegają lub minimalizują skażenie
ż
ywności, składników, opakowań lub powierzchni styku z
ż
ywnością. Odzież, obuwie i nakrycia głowy używane w zakładzie
są przechowywane w sposób, który pozwala na uniknięcie lub
zminimalizowanie skażenia żywności, składników, opakowań i
powierzchni stykających się z żywnością.
Jakie są czynniki ryzyka?
Wzajemne skażanie mikroorganizmami lub śladowymi ilościami
alergenów jest zwykle spowodowane bezpośrednim lub pośrednim
przenoszeniem mikroorganizmów lub alergenów z ludzi na produkty
ż
ywnościowe, składniki, opakowania lub powierzchnie stykające się
z żywnością. Wzajemne skażanie może być spowodowane
niehigieniczną odzieżą lub obuwiem (np. odzież zabrudzona).
Jak można spełnić warunki tego standardu?
•
Dopilnować, aby personel i osoby odwiedzające nosiły
odpowiednią odzież (np. kitle, fartuchy, rękawiczki, nakrycia
głowy, osłony twarzy lub obuwie) w pomieszczeniach, gdzie
znajdują się odkryte artykuły żywnościowe, składniki,
opakowania i powierzchnie stykające się z żywnością.
•
Dopilnować, aby odzież, obuwie i nakrycia głowy były trwałe i
nadawały się do czyszczenia lub też były przeznaczone do
jednorazowego użytku.
•
Dopilnować, aby personel wkładał odpowiednią odzież i
obuwie przed wejściem do pomieszczeń, w których przetwarza
się lub przechowuje żywność.
•
Dopilnować, aby odzież, obuwie i nakrycia głowy były czyste
(tzn. wolne od zabrudzeń) oraz w dobrym stanie (np. bez
luźnych nitek, dziur).
•
Przeznaczyć odpowiednie pomieszczenia na przechowywanie
odzieży (np.fartuchów, rękawic, kitli) oraz obuwia, które nie
doprowadzą do wzajemnego skażania.
•
Dopilnować, aby personel odpowiednio przechowywał odzież i
obuwie w wyznaczonych pomieszczeniach.
•
Dopilnować, aby odzież i obuwie nie były noszone ani
wnoszone do pomieszczeń zakładu, w których może dojść do
skażenia (np. pomieszczenia służące do różnych rodzajów
przetwórstwa – surowe lub gotowane, pomieszczenia dla
pracowników, poza zakładem).
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality
Act, 2001 O.Reg. 31/05,
s.53 (1)(2)(3)(7)
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O.1990 O.Reg. 761, s.80(2),
s.107(1)
Inne:
The Health Protection and
Promotions Act (Ontario)
O.Reg.
562, s. 11; s.65; s.67
Czy przestrzegasz
przepisów?
W ustalonych odstępach czasu
sprawdzaj, czy wszyscy
członkowie personelu noszą
odpowiednią odzież do
wykonywanej czynności oraz czy
odzież jest czysta i w dobrym
stanie. Kontrolę taką należy
przeprowadzać o różnych porach,
aby dopilnować noszenia odzieży
odpowiedniej do każdego rodzaju
czynności przez personel
wykonujący wszelkie czynności
(np. operacyjne, sanityzacyjne,
konserwacyjne).
Notuj swoje spostrzeżenia aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę
na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 35

01 Praktyki personelu
01.4 Przechowywanie - Odzież/przyrządy/sprzęt
Co stanowi standard?
Odzież (włącznie z obuwiem i nakryciami głowy) przyrządy i sprzęt
używany w zakładzie są przechowywane i traktowane w sposób,
który zapobiega lub minimalizuje skażenia żywności, składników,
opakowań i powierzchni stykających się z żywnością.
Jakie są czynniki ryzyka?
Wzajemne skażanie mikroorganizmami lub śladowymi ilościami
alergenów jest zwykle spowodowane bezpośrednim lub pośrednim
przenoszeniem mikroorganizmów lub alergenów z ludzi na produkty
ż
ywnościowe, składniki, opakowania lub powierzchnie stykające się
z żywnością. Niewłaściwe przechowywanie lub obchodzenie się z
odzieżą, przyrządami lub sprzętem może być źródłem wzajemnego
skażenia (np. brudna odzież pozostawiona na powierzchni stykającej
się z żywnością, używanie skażonych przyrządów).
Jak można spełnić warunki tego standardu?
•
Przeznaczyć odpowiednie pomieszczenia dla przechowywania
odzieży (np. fartuchów, rękawiczek, kitli), przyrządów i
sprzętu, które nie spowodują wzajemnego skażania.
•
Dopilnować, aby personel odpowiednio przechowywał odzież,
przyrządy i sprzęt w wyznaczonych pomieszczeniach.
•
Dopilnować, aby odzież, przyrządy i sprzęt nie były wnoszone
do pomieszczeń zakładu, w których może dojść do
potencjalnego skażenia (np. pomiędzy pomieszczeniami
przetwarzającymi gotowe i surowe produkty, pomieszczenia dla
pracowników, na zewnâtrz zakładu).
36 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality
Act, 2001 O.Reg. 31/05,
s.50(8)
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O.1990 O.Reg. 761, s.86(1)
Inne:
The Health Protection and
Promotions Act (Ontario)
O.Reg.
562, s. 11; s.56; s.58-59; s.65;
s.67; s.81
Czy przestrzegasz
przepisów?
W ustalonych odstępach czasu
sprawdzaj, czy wszyscy
członkowie personelu
przechowują odzież, obuwie,
przyrządy i sprzęt w
wyznaczonych pomieszczeniach.
Sprawdzaj, czy odzież, obuwie,
przyrządy i sprzęt nie jest
noszony lub wnoszony do
pomieszczeń zakładu, które mogą
doprowadzić do ich skażenia.
Notuj swoje spostrzeżenia aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę
na tym zapisie.

01 Praktyki personelu
01.5 Rany i obrażenia
Co stanowi standard?
Członkowie personelu mający otwarte skaleczenia lub rany nie
dotykają odkrytej żywności, składników, opakowań ani powierzchni
stykających się z żywnością bez podjęcia kroków w celu
zapobieżenia bezpośredniemu lub pośredniemu skażeniu żywności.
Jeżeli dojdzie do powstania skaleczeń lub ran podczas czynności
przetwarzania lub przechowywania żywności, podjęte zostają środki
dla zapewnienia usunięcia z obiegu podejrzanej żywności, składnika
lub opakowań oraz wyczyszczenia i dezynfekcji powierzchni
stykających się z żywnością.
Jakie są czynniki ryzyka?
Otwarte skaleczenia i rany, które nie są odpowiednio
zabandażowane lub osłonięte mogą stanowić źródło skażeń
biologicznych.
Jak można spełnić warunki tego standardu?
•
Dopilnować, aby personel posiadający otwarte skaleczenia lub
rany podjął odpowiednie kroki w celu zapobieżenia skażeniu
ż
ywności, składników, opakowań i powierzchni stykających się
z żywnością, w tym:
-
odpowiednie zabezpieczenie wszystkich otwartych
skaleczeń i ran nieprzemakalnymi bandażami lub
opatrunkami;
-
zmienianie wszystkich nieprzemakalnych opatrunków na
tyle często, aby zapewnić stałe zabezpieczenie, oraz
-
natychmiastowe zgłaszanie kierownictwu wszystkich
skaleczeń i ran odniesionych w miejscu pracy, w celu
udzielenia odpowiedniej pierwszej pomocy i nałożenia
ochronnego opatrunku.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality
Act, 2001 O.Reg. 31/05,
s.50(8)
Produkty mleczarskie:
Nie dotyczy
Inne:
Health Protection and
Promotion Act (Ontario)
O.Reg. 562, s.26
Czy przestrzegasz
przepisów?
W ustalonych odstępach czasu
kontroluj personel aby sprawdzić,
czy wszystkie skaleczenia i rany
są dokładnie przykryte
nieprzemakalnym opatrunkiem
lub bandażami.
Notuj swoje spostrzeżenia aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę
na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 37

01 Praktyki personelu
01.6 Oznaki choroby
Co stanowi standard?
Członkowie personelu, o których wiadomo lub podejrzewa się, że są
chorzy lub są nosicielami choroby przenoszonej za pośrednictwem
produktów żywnościowych nie wchodzą do żadnych pomieszczeń,
w których przetwarza się lub przechowuje żywność. Nie dotykają
oni produktów żywnościowych, składników, opakowań ani
powierzchni stykających się z żywnością bez podjęcia działań w
celu zapobieżenia skażeniu.
Jakie są czynniki ryzyka?
Personel cierpiący na choroby przenoszone za pośrednictwem
ż
ywności (np. Salmonella, wirusowe zapalenie wątroby A) może
przenieść te choroby na żywność i w rezultacie zarazić konsumenta.
Jak można spełnić warunki tego standardu?
•
Dopilnować, aby personel cierpiący na choroby przenoszone za
pośrednictwem żywności nie dotykał ani nie pracował w
pobliżu żywności, składników, opakowań i powierzchni
stykających się z żywnością.
•
Dopilnować, aby personel natychmiast zgłaszał kierownictwu
wszelkie zachorowania, objawy lub znane przypadki
nosicielstwa chorób przenoszonych za pośrednictwem
ż
ywności.
•
Dopilnować poddania badaniu lekarskiemu osoby pracującej z
ż
ywnością , jeśli jest ono podyktowane względami klinicznymi
lub epidemiologicznymi.
•
Dopilnować, aby wymienione poniżej objawy były zgłaszane
kierownictwu, w celu rozważenia ewentualnej potrzeby badania
lekarskiego lub odsunięcia od pracy przy żywności:
-
ż
ółtaczka,
-
biegunka,
-
wymioty,
-
gorączka,
-
ból gardła z gorączką,
-
zmiany skórne (np. czyraki, skaleczenia) w widoczny
sposób zainfekowane, lub
-
wycieki z ucha, oka lub nosa.
38 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality
Act, 2001 O.Reg. 31/05,
s.56(1)
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O.1990 O.Reg. 761, s.107(1)
Inne:
The Health Protection and
Promotions Act (Ontario)
O.Reg.
562, s.65(1); s.66
Czy przestrzegasz
przepisów?
W ustalonych odstępach czasu
kontroluj personel aby sprawdzić,
czy nie wykazuje objawów
choroby lub oznak złego stanu
zdrowia (np. częste wyjścia do
toalety, wymioty). Dopilnuj, aby
członkowie personelu chorzy lub
tacy, o których wiadomo, że są
nosicielami choroby przenoszonej
za pośrednictwem żywności nie
dotykali odkrytych produktów
ż
ywnościowych, składników,
opakowań ani powierzchni
stykających się z żywnością.
Notuj swoje spostrzeżenia aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę
na tym zapisie.

01 Praktyki personelu
01.7 Dostęp i ruch
Co stanowi standard?
Wstęp osób jest kontrolowany, w celu zapobieżenia lub
ograniczenia skażenia produktów żywnościowych, składników,
opakowań i powierzchni stykających się z żywnością. Personel
przestrzega ustalonych zasad ruchu w celu zapobieżenia lub
ograniczenia skażenia produktów żywnościowych, składników,
opakowań i powierzchni stykających się z żywnością.
Jakie są czynniki ryzyka?
Wzajemne skażanie mikroorganizmami lub alergenami jest zwykle
spowodowane bezpośrednim lub pośrednim przenoszeniem
mikroorganizmów lub alergenów z ludzi na produkty żywnościowe,
składniki, opakowania lubi powierzchnie stykające się z żywnością.
Personel i osoby odwiedzające mogą stanowić źródło skażenia
produktów żywnościowych, składników, opakowań i powierzchni
stykających się z żywnością jeśli ich ruch i czynności nie są
kontrolowane. Jeśli wstęp do zakładu nie jest kontrolowany i nie
przestrzega się ustalonych tras poruszania się, może nastąpić
skażenie.
Jak można spełnić warunki tego standardu?
•
Kontrolować dostęp na teren zakładu w celu niedopuszczenia
do wejścia osób nieuprawnionych lub zminimalizowania ich
dostępu.
•
Opracować odpowiednie trasy ruchu dla personelu i osób
odwiedzających oraz dopilnować ich przestrzegania, w celu
zmniejszenia możliwości wzajemnego skażania.
•
Dopilnować, aby personel oraz osoby odwiedzające
przestrzegali wyznaczonych tras ruchu i procedur poruszania się
po terenie, w celu zmniejszenia ryzyka skażenia (np. personel
mający do czynienia z surowym mięsem nie wchodzi do
pomieszczeń, w których znajdują się produkty gotowe do
spożycia).
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality Act,
2001 O.Reg. 31/05, s.55
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
W ustalonych odstępach czasu
sprawdzaj, czy dostęp do zakładu
jest ograniczony i czy personel
oraz osoby odwiedzające
przestrzegają wyznaczonych tras
ruchu i procedur poruszania się
po terenie, w celu zmniejszenia
ryzyka skażenia.
Notuj swoje spostrzeżenia aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę
na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 39

01 Praktyki personelu
01.8 Użycie środków chemicznych
Co stanowi standard?
Ś
rodki chemiczne są mieszane w czystych, prawidłowo
oznaczonych pojemnikach, w odpowiednich stężeniach, przy czym
ich dozowaniem i przenoszeniem zajmuje się wyłącznie uprawniony
i odpowiednio przeszkolony personel. Środki chemiczne mogą być
używane w zakładzie przetwórstwa produktów żywnościowych i nie
stanowią zagrożenia jeśli są stosowane prawidłowo.
Jakie są czynniki ryzyka?
Ś
rodki chemiczne stosowane do sanityzacji mogą być przyczyną
braku skuteczności czynności sanityzacyjnych lub powstawania
osadów środków chemicznych na sprzęcie i powierzchniach jeżeli
nie są dozowane i przenoszone przez odpowiednio przeszkolony
personel, zgodnie z instrukcją użycia. Środki chemiczne do
konserwacji i smarowania, jeżeli nie są dozowane i przenoszone w
odpowiedni sposób, mogą prowadzić do skażenia (np. nadmiernej
ilości smaru). Środki chemiczne mieszane lub przechowywane w
zanieczyszczonych lub nieodpowiednio oznaczonych pojemnikach
mogą stanowić źródło skażenia produktów żywnościowych,
składników, opakowań lub powierzchni stykających się z żywnością
jeśli środki chemiczne nie są używane zgodnie z przeznaczeniem.
Jak można spełnić warunki tego standardu?
•
Dopilnować, aby środki chemiczne stosowane w zakładzie były
wymienione w publikacji "Reference Listing of Accepted
Construction Materials, Packaging Materials and Non-Food
Chemical Products" wydanej przez Canadian Food Inspection
Agency lub też aby producent posiadał pismo o braku
zastrzeżeń (letter of no objection) wydane przez Health Canada.
•
Dopilnować, aby środki chemiczne były odmierzane, w celu
zabezpieczenia odpowiedniego stężenia, aby zapewnić
efektywność czynności sanityzacji lub konserwacji.
•
Dopilnować, aby personel stosujący środki chemiczne (np.
ś
rodki do sanityzacji, do konserwacji, smary i rozcieńczalniki)
był odpowiedno przeszkolony i posiadał pozwolenie na dostęp
do środków chemicznych oraz ich stosowanie.
•
Dopilnować, aby personel obchodził się ze środkami
chemicznymi w taki sposób, aby nie dopuścić lub
zminimalizować skażenia produktów żywnościowych,
składników, opakowań i powierzchni stykających się z
ż
ywnością.
•
Dopilnować, aby personel używał właściwie oznaczonych
pojemników do wydzielania i przechowywania środków
chemicznych oraz odpowiednio czyścił lub płukał te pojemniki
po zakończeniu czynności.
40 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality Act,
2001 O.Reg. 31/05, s.55
Produkty mleczarskie:
Nie dotyczy
Inne:
Health Protection and
Promotion Act (Ontario)
O.Reg. 562, 2.63; s.79
Czy przestrzegasz
przepisów?
W ustalonych odstępach czasu
sprawdzaj, czy dozowanie i
dostęp do środków chemicznych
są ograniczone do
przeszkolonego personelu.
Dopilnuj, aby wszelkie działania
dotyczące środków chemicznych,
ich mieszanie i zastosowanie
uwzględniały odpowiednie
stężenia oraz taki sposób
postępowania, który zapobiegnie
lub zminimalizuje skażenie.
Dopilnuj, aby pojemniki
stosowane do mieszania i
przechowywania środków
chemicznych były odpowiednio
oznaczone, używane tylko
zgodnie z przeznaczeniem oraz
odpowiednio czyszczone lub
płukane po użyciu.
Notuj swoje spostrzeżenia aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę
na tym zapisie.

01 Praktyki personelu
01.9 Środki chemiczne stosowane podczas pracy
Co stanowi standard?
Ś
rodki chemiczne stosowane w procesach produkcji są przenoszone
i przechowywane w taki sposób, aby nie dopuścić do skażenia
produktów żywnościowych, składników, opakowań i powierzchni
stykających się z żywnością. Środki chemiczne stosowane w
procesach produkcji znajdują się w odpowiednio oznaczonych
pojemnikach lub dozownikach.
Jakie są czynniki ryzyka?
Ś
rodki chemiczne stosowane w procesach produkcji mogą stanowić
ź
ródło skażenia produktów żywnościowych, składników, opakowań
i powierzchni stykających się z żywnością jeśli czynności
przenoszenia, mieszania i przechowywania tych środków nie są
wykonywane prawidłowo (np. środki chemiczne w niezakrytych
pojemnikach mogą się rozlać). Nadmierne spryskiwanie (overspray)
ś
rodkami chemicznymi do sanityzacji może prowadzić do
chemicznego lub biologicznego skażenia podczas czynności
czyszczenia w trakcie pracy.
Jak można spełnić warunki tego standardu?
•
Dopilnować, aby środki chemiczne (np. środki do sanityzacji,
do konserwacji, smary, rozcieńczalniki) stosowane podczas
pracy w pomieszczeniach, gdzie znajduje się żywność były
przechowywane i obchodzono się z nimi w sposób pozwalający
uniknąć lub zminimalizować skażenia produktów
ż
ywnościowych, składników, opakowań lub powierzchni
stykających się z żywnością.
•
Dopilnować, aby czynności czyszczenia wymagane podczas
pracy były wykonywane w sposób opisany w Programie
Sanityzacji (P3.1) i nie stwarzały możliwości skażenia
produktów żywnościowych, składników, opakowań lub
powierzchni stykających się z żywnością.
•
Dopilnować, aby czynności konserwacyjne wymagane podczas
pracy nie stwarzały możliwości skażenia produktów
ż
ywnościowych, składników, opakowań i powierzchni
stykających się z żywnością.
•
Podjąć działania, aby zapobiec możliwości skażenia produktów
ż
ywnościowych, składników, opakowań lub powierzchni
stykających się z żywnością środkami chemicznymi
znajdującymi się w pomieszczeniach, gdzie znajduje się
ż
ywność (np. przykryć pokrywą z tworzywa lub stosować
zasłony).
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality
Act, 2001 O.Reg. 31/05,
s.49(1)
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O
1990. O.Reg. 761 s.43 (1)
Inne:
The Health Protection and
Promotion Act (Ontario)
O.Reg.
562, s.63; s.79
Czy przestrzegasz
przepisów?
W ustalonych odstępach czasu
kontroluj obchodzenie się ze
ś
rodkami chemicznymi oraz ich
przechowywanie podczas pracy
zakładu, aby zapobiec lub
zminimalizować możliwość
skażenia produktów
ż
ywnościowych, składników,
opakowań i powierzchni
stykających się z żywnością.
Obserwuj czynności sanityzacji i
konserwacji wykonywanym w
trakcie pracy zakładu aby
upewnić się, że stosowanie
ś
rodków chemicznych nie
powoduje skażenia.
Notuj swoje spostrzeżenia aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę
na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 41

02 Transport, rozładunek, przenoszenie i
przechowywanie
02.1 Pojazdy transportowe
Co stanowi standard?
Pojazdy transportowe i pojemniki używane do transportu produktów
ż
ywnościowych, składników lub opakowań są odpowiednie do tego
celu, a ich konstrukcja pozwala na efektywne przeprowadzenie
sanityzacji oraz kontroli szkodników. Przybywające i wyjeżdżające
pojazdy i pojemniki są sprawdzane przed i podczas rozładunku i
załadunku, pod kątem odpowiadania przeznaczeniu.
Jakie są czynniki ryzyka?
Produkty żywnościowe, składniki i opakowania mogą ulec skażeniu
podczas transportu jeżeli pojazd transportowy lub pojemnik nie jest
odpowiedni dla transportowanych materiałów. Pojazdy transportowe
lub pojemniki które nie są odpowiednio skonstruowane lub
wyczyszczone mogą powodować szereg czynników ryzyka, takich
jak: skażenie fizyczne kurzem i ciałami obcymi, skażenie chemiczne
z powodu nieodpowiednich powierzchni lub śladowych ilości
ś
rodków chemicznych przewożonych poprzednio i skażenie
biologiczne z powodu niedostatecznie wyczyszczonych fragmentów
pojazdu, które mogą prowadzić do rozwoju mikrobów.
Jak można spełnić warunki tego standardu?
•
Dopilnować, aby przybywające i wyjeżdżające pojazdy
transportowe i pojemniki stosowane do transportu żywności,
składników i opakowań były wykonane z materiałów
pozwalających na przeprowadzenie efektywnej sanityzacji i
kontroli szkodników oraz nie były przyczyną żadnych
biologicznych, chemicznych ani fizycznych czynników ryzyka.
•
Dopilnować, aby przybywające i wyjeżdżające pojazdy
transportowe i pojemniki stosowane do transportu żywności,
składników i opakowań były poddawane inspekcji w celu
zapewnienia odpowiedniej czystości, konserwacji, stanu i
odpowiedniego charakteru w stosunku do transportowanych
materiałów.
•
Dopilnować, aby pojazdy transportowe i pojemniki pozwalały
na skuteczne rozdzielenie żywności lub produktów w
przypadkach, gdy nie mogą one być przewożone razem.
•
W przypadku stosowania cystern, sprawdzić obecność
ś
wiadectwa czyszczenia lub odpowiedniego zapisu (np. metka
mycia) przed rozpoczęciem załadunku lub rozładunku.
•
Dopilnować, aby personel zajmujący się transportem i
rozładunkiem znał wszystkie procedury niezbędne do ochrony
bezpieczeństwa i zdatności żywności.
•
Tam, gdzie dotyczy, zwłaszcza przy transporcie luzem,
pojemniki i pojazdy transportowe są oznaczane "For Food Use
Only" (tylko do przewożenia żywności) i są używane wyłącznie
do tego celu.
42 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality
Act, 2001 O.Reg. 31/05,
s.134(1)
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O
1990. O.Reg. 761, s.35(1);
s.36(1),(2); s.39; s.44(1),(2);
s.45(1)
Inne:
The Health Protection and
Promotion Act (Ontario)
O.Reg.
562, s.18
Czy przestrzegasz
przepisów?
W ustalonych odstępach czasu,
przy wysyłaniu, rozładunku,
obchodzeniu się i
przechowywaniu, sprawdzaj, czy
przeprowadza się kontrole
pojazdów transportowych pod
kątem odpowiadania
przeznaczeniu (np. czystość, stan
techniczny, oznaki skażenia).
Dopilnuj, aby inspekcje pojazdów
transportowych i pojemników
były wykonywane wyłącznie
przez personel, który ukończył
szkolenie w zakresie Transportu,
Rozładunku, Przenoszenia i
Przechowywania (T2.1).
Notuj swoje spostrzeżenia aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę
na tym zapisie.

02 Transport, rozładunek, przenoszenie i
przechowywanie
02.2 Praktyki w zakresie załadunku i rozładunku
Co stanowi standard?
Zawartość pojazdów transportowych i pojemników jest
załadowywana, układana, rozładowywana i przenoszona w sposób
chroniący bezpieczeństwo i zdatność żywności.
Jakie są czynniki ryzyka?
Zatrucie lub uszkodzenie produktów żywnościowych, składników i
opakowań może nastąpić podczas transportu albo załadunku lub
wyładunku jeżeli nie są odpowiednio przestrzegane procedury
wysyłki i rozładunku. W przypadku niewłaściwego przenoszenia,
załadunku lub wyładunku towarów może dojść do skażenia z
rozmaitych przyczyn (np. podnośniki widłowe mogą przebić
pojemniki z produktami, powodując wniknięcie mikroorganizmów
lub fizycznych czynników skażenia; niedopuszczalne sąsiedztwo
produktów może powodować wzajemne skażenia). Uszkodzenia
przy transporcie mogą powodować odsłonięcie produktów
ż
ywnościowych, prowadzące do skażenia i psucia.
Jak można spełnić warunki tego standardu?
•
Dopilnować, aby produkty żywnościowe, składniki i
opakowania były wystarczająco zabezpieczone, dobrze
zapakowane lub umieszczone w odpowiednich pojemnikach
przed transportem i po dostarczeniu.
•
Dopilnować, aby wyjeżdżające towary były ładowane i
układane w sposób zapobiegający lub minimalizujący
przesuwanie i uszkodzenia podczas transportu.
•
Dopilnować, aby wyjeżdżające towary zostały tak ułożone, aby
produkty, które nie powinny stykać się ze sobą były
odpowiednio rozdzielone (np. surowe i gotowane, produkty
ż
ywnościowe i nieżywnościowe, alergeny i nie-alergeny).
•
Dopilnować, aby przybywające materiały były wyładowywane i
przechowywane w sposób nie powodujący uszkodzeń ani
skażeń.
•
Dopilnować, aby przybywające i wyjeżdżające towary miały
odpowiednią temperaturę.
•
Dopilnować, aby praktyki stosowane przy załadunku i
wyładunku nie powodowały uszkodzeń ani skażeń żywności,
składników ani opakowań.
•
Dopilnować, aby środki chemiczne nie były odbierane razem z
ż
ywnością, składnikami i opakowaniami lub też były odbierane
w innym punkcie zakładu, w celu zapobieżenia lub
minimalizacji wzajemnego skażania.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Nie dotyczy
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O
1990. O.Reg. 761, s.122(1g)
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
W ustalonych odstępach czasu
sprawdzaj, czy produkty
ż
ywnościowe, składniki i
opakowania są odpowiednio
zabezpieczone, układane i
załadowywane lub
wyładowywane przy wysyłaniu i
rozładunku, w sposób, który
zapobiega lub minimalizuje
uszkodzenia i skażenia. Dopilnuj,
aby załadunek i wyładunek
produktów żywnościowych,
składników i opakowań był
wykonywany wyłącznie przez
personel, który ukończył
szkolenie w zakresie Transportu,
Rozładunku, Przenoszenia i
Przechowywania (T2.1).
Notuj swoje spostrzeżenia aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę
na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 43

02 Transport, rozładunek, przenoszenie i
przechowywanie
02.3 Produkty otrzymane
Co stanowi standard?
Przybywające do zakładu produkty żywnościowe, składniki i
opakowania zostają sprawdzone pod względem ryzyka dla
bezpieczeństwa żywności i poddane kontroli dla ochrony ich
bezpieczeństwa i zdatności.
Jakie są czynniki ryzyka?
Zapobieganie skażeniu produktów żywnościowych, składników i
opakowań zaczyna się od kontroli materiałów przybywających do
zakładu. Nieodpowienie kontrolowanie tych materiałów może
prowadzić do skażenia produktów, niedostatecznego przetworzenia
lub udzielenia niewłaściwych informacji o produkcie.
Niebezpieczne składniki i materiały przysyłane do zakładu mogą
być przyczyną wyprodukowania niebezpiecznych produktów bez
względu na to, jakie kroki zostają podjęte w zakładzie. Podczas
transportu może dojść do skażenia lub uszkodzenia żywności,
składników i opakowań.
Jak można spełnić warunki tego standardu?
•
Używać wyłącznie odpowiednich surowców i składników o
dobrej jakości. Nie przyjmować żadnych surowców ani
składników o których wiadomo, że zawierają pasożyty,
niepożądane mikroorganizmy, pestycydy, leki weterynaryjne
lub substancje toksyczne, rozkładające się czy też obce, które
nie zostałyby sprowadzone do bezpiecznego poziomu drogą
normalnego sortowania czy przetwarzania.
•
Opracować specyfikacje dla przywożonych składników i
opakowań.
•
Po otrzymaniu składników i opakowań przeprowadzić inspekcję
wzrokową, aby sprawdzić, czy:
-
otrzymane towary są od właściwego dostawcy,
-
otrzymane towary nie wykazują śladów skażenia, zepsucia
czy uszkodzenia,
- otrzymane towary są w odpowiedniej temperaturze i nie
wykazują oznak rozmrożenia,
-
otrzymane towary zgadzają się z wymienionymi w
zamówieniu (np. dostarczono właściwe składniki lub
opakowania).
44 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality Act,
2001 O.Reg. 31/05,
s.63(2)(3)(4), 78(2), 84, 101,
132
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O
1990. O.Reg. 761.s.49(1)(2);
s.50(3); s.51(1)(2)
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
W ustalonych odstępach czasu
kontroluj przyjmowanie
przysłanych składników i
opakowań aby sprawdzić, czy nie
ma śladów skażenia lub
uszkodzenia. Sprawdź, czy
otrzymane towary na pewno
pochodzą od właściwego
dostawcy i porównaj ich listę z
zamówieniem. Dopilnuj, aby
odbioru produktów
ż
ywnościowych, składników i
opakowań dokonywał wyłącznie
personel, który ukończył
szkolenie w zakresie Transportu,
Rozładunku, Przenoszenia i
Przechowywania (T2.1).
Sprawdź, czy specyfikacje dla
wszystkich otrzymanych
produktów są aktualne.
Notuj swoje spostrzeżenia aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę
na tym zapisie.

02 Transport, rozładunek, przenoszenie i
przechowywanie
02.4 Warunki transportu
Co stanowi standard?
Produkty żywnościowe, składniki i opakowania są chronione przed
skażeniem, uszkodzeniem i zepsuciem podczas transportu.
Jakie są czynniki ryzyka?
Jeśli produkty żywnościowe nie są przewożone w odpowiednich
warunkach, może nastąpić zepsucie (np. rozwój mikrobów,
powstanie toksyn). Uszkodzony produkt może ulec skażeniu (np.
obcymi ciałami, mikroorganizmami).
Jak można spełnić warunki tego standardu?
•
Dopilnować, aby temperatura w pojazdach transportowych była
odpowiednia dla zapobieżenia lub zminimalizowania zepsucia
produktów żywnościowych.
•
Dopilnować, aby pojazdy-chłodnie były wyposażone w
przyrządy do pomiaru temperatury, w celu jej kontrolowania.
•
Wprowadzić inne niezbędne rodzaje kontroli (np. wilgotności)
w miarę potrzeb, dla zapobieżenia lub zminimalizowania
zepsucia produktów żywnościowych.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality
Act, 2001 O.Reg. 31/05,
s.77(1), 33,(1)(2)
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O
1990. O.Reg. 761, s.122(1g)
Inne:
The Health Protection and
Promotions Act (Ontario)
O.Reg.
562, s.11; s.28; s.33(2); s.34-35
Czy przestrzegasz
przepisów?
W ustalonych odstępach czasu
podczas rozładunku i załadunku
sprawdzaj, czy warunki
transportu są odpowiednie dla
zapobiegania lub minimalizacji
zepsucia produktów
ż
ywnościowych. Spradzaj
przyrządy do mierzenia
temperatury oraz wszelkie inne
przyrządy kontrolne
przeznaczone do zapobiegania
lub minimalizowania zepsucia.
Notuj swoje spostrzeżenia aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę
na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 45

02 Transport, rozładunek, przenoszenie i
przechowywanie
02.5 Zwrócone i niepełnowartościowe produkty
ż
ywnościowe
Co stanowi standard?
Zwrócone, niepełnowartościowe lub podejrzane produkty
ż
ywnościowe, składniki i opakowania są starannie oznaczone,
przechowywane i kontrolowane w celu oceny pod kątem
bezpieczeństwa żywności oraz podjęcia decyzji o dalszym
postępowaniu.
Jakie są czynniki ryzyka?
Zwrócony produkt opuścił obszar kontroli zakładu i mógł
znajdować się w nieodpowiednich warunkach (np. niewłaściwa
temperatura, złe warunki przechowywania), które spowodowały
skażenie produktu. Produkty niepełnowartościowe lub podejrzane
również mogą być skażone. Produkty zwrócone i
niepełnowartościowe lub podejrzane, które nie zostaną poddane
kontroli, mogą prowadzić do skażenia innych produktów.
Jak można spełnić warunki tego standardu?
•
Identyfikować, izolować i kontrolować zwrócone,
niepełnowartościowe lub podejrzane produkty żywnościowe w
celu zapobieżenia lub zminimalizowania ponownego użycia lub
wysyłki zanim można będzie przeprowadzić odpowiednie
badanie lub ocenę.
•
Wyznaczyć osobne pomieszczenie w zakładzie (np. suchy
magazyn, chłodziarkę, zamrażarkę) do przechowywania
produktów zwróconych i niepełnowartościowych lub
podejrzanych.
•
Wyznaczyć i przeszkolić personel odpowiedzialny za badanie i
ocenę zwróconych produktów żywnościowych oraz produktów
ż
ywnościowych niepełnowartościowych i podejrzanych.
46 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Nie dotyczy
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O
1990. O.Reg. 761, s.122(1)
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
W ustalonych odstępach czasu
sprawdzaj, czy zwrócone,
wadliwe lub podejrzane produkty
są odpowiednio oznaczane,
izolowane i kontrolowane w celu
zapobieżenia skażeniu.
Notuj swoje spostrzeżenia aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę
na tym zapisie.

02 Transport, rozładunek, przenoszenie i
przechowywanie
02.6 Kontrola alergenów
Co stanowi standard?
Zapobieganie obecności nieujawnionych alergenów w produktach
ż
ywnościowych poprzez kontrolę przenoszenia, przechowywania i
użycia produktów wywołujących reakcje alergiczne oraz sprzętu
stosowanego przy ich przetwarzaniu. Kontrolowanie ponownego
przetwarzania produktów zawierających alergeny. Wprowadzenie
procedur zapewniających uwzględnienie w deklaracji składników
wszelkich alergenów zawartych w danym produkcie.
Jakie są czynniki ryzyka?
Alergeny to substancje, które mogą wywoływać reakcje alergiczne u
niektórych osób. Reakcją alergiczną może być zarówno niewielkie
podrażnienie skóry, jak i anafilaksja (tzn. ostra reakcja alergiczna).
Jeśli składniki i produkty zawierające alergeny nie są kontrolowane,
może nastąpić skażenie produktów nie zawierających alergenów.
Akcje wycofywania żywności są w dużym procencie spowodowane
obecnością w produkcie żywnościowym składnika wywołującego
alergie, który nie został wymieniony w deklaracji składników.
Jak można spełnić warunki tego standardu?
•
Planować harmonogram produkcji w taki sposób, aby
zmniejszyć możliwość wzajemnego skażania alergenami.
•
Czyścić i dezynfekować sprzęt po przetwarzaniu produktu
zawierającego alergen i przed obróbką produktu nie
zawierającego alergenów.
•
Wyznaczyć pomieszczenia do przechowywania i
przetrzymywania dla składników i produktów zawierających
alergeny.
•
Dopilnować, aby składniki lub produkty zawierające składniki
wywołujące reakcje alergiczne były odpowiednio oznaczone
(np. pojemniki w określonym kolorze, metki, etykiety).
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Nie dotyczy
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
W ustalonych odstępach czasu
sprawdzaj, czy przenoszenie,
przechowywanie i użycie
składników i produktów
mogących wywołać reakcje
alergiczne zmniejsza
prawdopodobieństwo
wzajemnego skażenia alergenami
(np. stosuje się pojemniki w
określonych kolorach, alergeny są
odpowiednio oznaczone lub
kontrolowane i trzymane osobno i
harmonogram produkcji
zmniejsza ryzyko skażenia
alergenami).
Notuj swoje spostrzeżenia aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę
na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 47

02 Transport, rozładunek, przenoszenie i
przechowywanie
02.7 Opakowanie
Co stanowi standard?
Projekty opakowań i stosowane w nich materiały nie stanowią
zagrożenia dla bezpieczeństwa i zdatności produktów
ż
ywnościowych oraz umożliwiają odpowiednie oznaczanie.
Jakie są czynniki ryzyka?
Opakowanie spełnia ważne zadanie w zakresie ochrony produktów
ż
ywnościowych przed elementami środowiska. Jeśli rodzaj
opakowania (tzn. projekt i surowce) nie są odpowiednie i
wystarczające w stosunku do produktu i jego środowiska, produkt
może ulec skażeniu. Jeśli surowce lub gazy stosowane w
opakowaniach są toksyczne, mogą one stanowić zagrożenie dla
bezpieczeństwa i zdatności żywności. Jeśli opakowania są
przeznaczone do ponownego użytku, ich rodzaj i materiał, z którego
są wykonane muszą umożliwiać w razie potrzeby czyszczenie i
sanityzację. W przeciwnym wypadku może dojść do wzajemnego
skażenia.
Jak można spełnić warunki tego standardu?
•
Dopilnować, aby materiały użyte do opakowania chroniły
produkt przed zewnętrznym skażeniem w planowanych
warunkach przechowywania i stosowania.
•
Dopilnować, aby materiały opakowaniowe, w tym gazy, nie
były toksyczne i nie stanowiły zagrożenia dla bezpieczeństwa i
zdatności produktów żywnościowych w planowanych
warunkach przechowywania i stosowania.
•
Stosować opakowania wielokrotnego użytku trwałe i łatwe do
czyszczenia i sanityzacji.
•
Dopilnować, aby projekt i materiały opakowań pozwalały na
odpowiednie oznaczenie zawartości.
•
Dopilnować, aby opakowanie chroniło produkt przed
uszkodzeniem.
•
Dopilnować, aby oznaczenia na opakowaniu spełniały wymogi
ustaw Consumer Packaging and Labelling Act oraz Food and
Drugs Act
.
48 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality
Act, 2001 O.Reg. 31/05,
s.115(4), 127, 128,
129(1)(2)(3)
Produkty mleczarskie:
Nie dotyczy
Inne:
The Health Protection and
Promotions Act (Ontario)
O.Reg.
562, s.36; s.59
Czy przestrzegasz
przepisów?
W ustalonych odstępach czasu
sprawdzaj, czy projekty
opakowań i stosowane w nich
materiały nie stanowią zagrożenia
dla bezpieczeństwa i zdatności
produktów żywnościowych.
Notuj swoje spostrzeżenia aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę
na tym zapisie.

02 Transport, rozładunek, przenoszenie i
przechowywanie
02.8 Praktyki w zakresie przechowywania
Co stanowi standard?
Produkty żywnościowe, składniki i opakowania są przetwarzane,
przenoszone i przechowywane w warunkach zabezpieczających ich
bezpieczeństwo i zdatność. Produkty żywnościowe, składniki i
opakowania są poddawane rotacji w celu ochrony ich bezpieczeństwa i
zdatności.
Jakie są czynniki ryzyka?
Jeżeli produkty żywnościowe nie są przenoszone, przetwarzane i
przechowywane w odpowiednio kontrolowanych warunkach, może
dojść do zepsucia (tzn. rozwoju bakterii, powstawania toksyn). Jeśli
pojemniki i opakowania składników i żywności nie są chronione
podczas przechowywania, może dojść do skażenia mikroorganizmami,
ś
rodkami chemicznymi i ciałami obcymi (np. owadami, kurzem,
odpryskami drewna). Jeśli produkty żywnościowe i składniki nie są
poddawane odpowiedniej rotacji, może zostać przekroczony ich termin
ważności, co zwiększy ryzyko dla konsumentów. Jeśli produkty
ż
ywnościowe, składniki i opakowania nie są odpowiednio
przechwywane i poddawane rotacji, może dojść do fizycznego skażenia
produktów z powodu nagromadzenia kurzu i odpadków.
Jak można spełnić warunki tego standardu?
•
Aby zapobiec lub zminimalizować skażenie mikroorganizmami,
ś
rodkami chemicznymi i ciałami obcymi, należy przykrywać i
chronić żywność, składniki i opakowania podczas przechowywania
i przenoszenia oraz podczas sprzątania pomieszczenia.
•
Przechowywać żywność, składniki i opakowania ponad podłogą i z
daleka od ścian pomieszczenia w celu zapobieżenia lub
minimalizacji skażeń.
•
Wprowadzić odpowiednie procedury rotacji żywności, składników
i opakowań (np. first in, first out) dla zapobieżenia lub
minimalizacji skażeń, uszkodzeń lub zepsucia produktów
ż
ywnościowych (np. korozja prowadząca do wycieków, upłynięcie
okresu przechowywania).
•
Dopilnować, aby pomieszczenia służące do przechowywania
ż
ywności zostały zaprojektowane i skonstruowane w celu:
- umożliwienia odpowiedniej konserwacji i czyszczenia;
- niedopuszczenia do wniknięcia i zagnieżdżenia się szkodników;
- umożliwienia efektywnej ochrony żywności przed skażeniem
podczas przechowywania.
•
Dopilnować, aby wartości temperatury w pomieszczeniach do
przechowywania i przetwarzania, chłodniach oraz zamrażarkach
były odpowiednie dla zapobiegania lub minimalizacji zepsucia
ż
ywności. Systemy kontroli temperatury muszą uwzględniać:
- rodzaj żywności (np. aktywność wody, odczyn pH, poziom
początkowy i rodzaje mikroorganizmów);
- przewidywany okres przechowywania produktu;
- metodę pakowania i przetwarzania; oraz
- planowany sposób użycia produktu (np. dalsze gotowanie lub
przetwarzenie, gotowy do spożycia).
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality Act,
2001 O.Reg. 31/05, s.
30(1abc)(4)(5)(6),
51(1)(2)(3)(4)(5), 52(1), 83(1),
96(1)(2)(3), 115(3), 129(4)
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O
1990. O.Reg. 761, s.78(1);
s.81(1)(2)
Inne:
The Health Protection and
Promotions Act (Ontario)
O.Reg.
562, s.11; s.23; s.26-29; s.37; s.42-
46; s.59
Czy przestrzegasz przepisów?
W ustalonych odstępach czasu
sprawdzaj, czy produkty
ż
ywnościowe, składniki i
opakowania są odpowiednio
przechowywane, aby uniknąć lub
zminimalizować skażenie, psucie i
uszkodzenia. Dopilnuj, aby
przestrzegano właściwych procedur
rotacji produktów żywnościowych,
składników i opakowań.
Notuj swoje spostrzeżenia aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę na
tym zapisie.
W ustalonych odstępach czasu
monitoruj przyrządy pomiaru
temperatury w chłodniach aby
sprawdzić, czy panuje odpowiednia
temperatura dla zapobieżenia lub
zminimalizowania zepsucia
ż
ywności.
Dopilnuj, aby wszelkie inne
przyrządy kontrolne przeznaczone
do zapobiegania lub
minimalizowania zepsucia
ż
ywności funkcjonowały
prawidłowo i zgodnie z
przeznaczeniem. Notuj swoje
spostrzeżenia aby wykazać, że
istotnie przeprowadzono
monitoring. Postaw swoje inicjały
oraz datę na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 49

02 Transport, rozładunek, przenoszenie i
przechowywanie
02.9 Przechowywanie środków chemicznych
Co stanowi standard?
Ś
rodki chemiczne nie stanowiące składników oraz substancje
niebezpieczne są zabezpieczone podczas przechowywania i nie są
przechowywane razem z produktami żywnościowymi, składnikami,
opakowaniami i powierzchniami stykającymi się z żywnością.
Składniki mogące stanowić niebezpieczeństwo są przechowywane
w sposób kontrolowany, który zapewnia bezpieczeństwo i zdatność
ż
ywności.
Jakie są czynniki ryzyka?
Jeśli środki chemiczne oraz substancje niebezpieczne nie są
zabezpieczone podczas przechowywania i są przechowywane razem
z produktami żywnościowymi, składnikami, opakowaniami i
powierzchniami stykającymi się z żywnością może dojść do
skażenia produktów żywnościowych (np. rozlanie, przypadkowe
użycie, wyciek).
Jak można spełnić warunki tego standardu?
•
Przechowywać środki chemiczne oraz substancje niebezpieczne
(np. środki chemiczne do uzdatniania wody i stosowania w
kotłach, środki do sanityzacji, pestycydy, farby, rozcieńczalniki
lub inne środki chemiczne i substancje niebezpieczne nie
przeznaczone do stosowania przy żywności lub
powierznchniach stykających się z żywnością) w wyznaczonym
pomieszczeniu, w celu zapobieżenia lub zminimalizowania
wzajemnego skażenia żywności, składników, opakowań i
powierzchni stykających się z żywnością.
50 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality
Act, 2001 O.Reg. 31/05,
s.49(2)
Produkty mleczarskie:
Nie dotyczy
Inne:
The Health Protection and
Promotions Act (Ontario)
O.Reg. 562, s.59; s.63
Czy przestrzegasz
przepisów?
W ustalonych odstępach
czasu sprawdzaj, czy
przechowywane środki
chemiczne i substancje
niebezpieczne są
odpowiednio zabezpieczone i
oddzielone od produktów
ż
ywnoścowych, składników i
opakowań, w celu
zapobieżenia lub
minimializacji wzajemnego
skażania.
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.

02 Transport, rozładunek, przenoszenie i
przechowywanie
02.10 Gospodarka odpadami
Co stanowi standard?
Z odpadami obchodzi się, przechowuje ich i usuwa w sposób, który
zapewnia bezpieczeństwo i zdatność żywności.
Jakie są czynniki ryzyka?
Jeśli z odpadami nie są obchodzi się i przechowuje ich odpowiednio,
może dojść do skażenia produktów żywnościowych, składników,
opakowań i powierzchni stykającymi się z żywnością (np. odpady
mogą wejść w kontakt z żywnością, być siedliskiem szkodników).
Jeżeli pomieszczenia w zakładzie, w których przechowuje się lub
usuwa odpady nie są utrzymywane w dobrym stanie higienicznym,
personel lub sprzęt może powodować wzajemne skażanie (np.
ocierając się o odpady, usuwając odpady na bok). Odpady
zgromadzone na terenie wokół zakładu mogą być siedliskiem
szkodników.
Jak można spełnić warunki tego standardu?
•
Dopilnować, aby odpady nie gromadziły się w
pomieszczeniach, gdzie znajduje się lub jest przechowywana
ż
ywność ani na terenie otaczającym zakład.
•
Zapewnić odpowiednie i właściwie zabezpieczone
pomieszczenia i pojemniki (np. pojemniki z pokrywą) dla
przechowywania odpadów do chwili usunięcia.
•
Dopilnować, aby wewnętrznie i zewnętrzne obszary,
pomieszczenia i pojemniki przeznaczone do przechowywania
odpadków były odpowiednie do ilości wytwarzanych odpadów
i były czyszczone na tyle często, aby nie dopuścić do powstania
warunków mogących spowodować wzajemne skażanie lub
zagnieżdżenie się szkodników.
•
Usuwać odpady na tyle często, aby nie dopuścić do warunków
mogących spowodować wzajemne skażenie lub zagnieżdżenie
się szkodników.
•
Dopilnować, aby procedury usuwania odpadów nie prowadziły
do wzajemnego skażania.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05, s.50(6),
85(1)(2)(3),
86(1)(2)(3)(4),
87(1)(2)(3)(4),
88(1)(2)(3), 89(3),
90(2),
91(1)(2)(3)(4)(5)(6)
Produkty mleczarskie:
Nie dotyczy
Inne:
The Health Protection and
Promotions Act (Ontario)
O.Reg. 562, s.20, s.57; s.59
Czy przestrzegasz
przepisów?
W ustalonych odstępach
czasu sprawdzaj, czy
przenoszenie i
przechowywanie odpadów
nie prowadzi do skażenia
produktów żywnoścowych,
składników, opakowań lub
powierzchni stykających się z
ż
ywnością. Sprawdzaj, czy
miejsca do przechowania
odpadów i pojemniki na
odpady są czyste, schludne i
odpowiednie do ilości
wytwarzanych odpadów.
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 51

03 Sanityzacja
03.1 Czyszczenie i sanityzacja
Co stanowi standard?
Procedury czyszczenia i sanityzacji są realizowane zgodnie z
wymogami Programu Sanityzacji (P3.1) w celu ochrony
bezpieczeństwa i zdatności żywności.
Jakie są czynniki ryzyka?
Jeśli procedury czyszczenia i sanityzacji nie są realizowane zgodnie
z wymogami Programu Sanityzacji (P3.1), może dojść do
niewłaściwej lub niedostatecznej sanityzacji. Niedostateczna
sanityzacja może powodować skażenia produktów żywnościowych,
składników, opakowań i powierzchni stykających się z żywnością.
Niewłaściwe stężenia i stosowanie środków chemicznych lub
procedury ich spłukiwania mogą powodować skażenia chemiczne
(np. osady środków chemicznych w wyniku niedostatecznego
spłukiwania, środki chemiczne nie wymagające spłukiwania
stosowane w niedopuszczalnie wysokich stężeniach) oraz
biologiczne (np. bakterie nie zostają skutecznie usunięte z
powierzchni stykających się z żywnością). Skażenia mogą być także
powodowane przez alergeny, które nie zostały skutecznie usunięte z
powierzchni stykających się z żywnością przez wzajemne skażanie
przy czyszczeniu podczas pracy.
Jak można spełnić warunki tego standardu?
•
Sprawdzać, czy procedury czyszczenia i sanityzacji są
realizowane zgodnie z wymogami pisemnego Programu
Sanityzacji (P3.1) w celu dopilnowania, aby sprzęt i wszystkie
części zakładu były odpowiednio czyszczone i sanityzowane w
celu zapobieżenia lub minimalizacji skażenia.
•
Dopilnować, aby personel zajmujący się sanityzacją znał
procedury sanityzacji niezbędne do zapewnienia
bezpieczeństwa i zdatności żywności.
52 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05, s.45(2),
47(3)(4)(5)(9),
50(1)(2)(3)(4)(7)(8)
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O 1990. O.Reg. 761,
s.39; s.41; s.86
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
W ustalonych odstępach
czasu obserwujczynności
sanityzacji aby dopilnować,
ż
eby były wykonywane
zgodnie z instrukcjami w
podręczniku sanityzacji (np.
odpowiednia kolejność
czynności i środków
chemicznych, odpowiednia
temperatura wody, objętość i
ciśnienie). Sprawdzaj, czy
czynności sanityzacji są
skuteczne poprzez
przeprowadzenie inspekcji
lub próby efektywności (np.
pobrania wymazu). Dopilnuj,
aby wszyscy członkowie
personelu wykonujący
czynności sanityzacji mieli
ukończone szkolenie w
zakresie sanityzacji (T3.1).
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.

03 Sanityzacja
03.2 Ocena przed startem
Co stanowi standard?
Zakład rozpoczyna działalność dopiero po przeprowadzeniu z
zadawalającym wynikiem oceny przed startem, w celu ustalenia, czy
istnieją odpowiednie warunki dla przetwarzania i przenoszenia
ż
ywności. Jeżeli czynności sanityzacji mają odbywać się podczas
pracy, ocena przed startem dokonywana jest przed wznowieniem
pracy.
Jakie są czynniki ryzyka?
Jeśli inspekcja przed startem nie zostanie przeprowadzona przed
rozpoczęciem pracy, niedostateczna lub niewłaściwa sanityzacja
może pozostać niewykryta. Niedostateczna sanityzacja może
prowadzić do skażenia produktów żywnościowych, składników,
opakowań i powierzchni stykających się z żywnością. Niewłaściwe
stężenia i stosowanie środków chemicznych lub procedury ich
spłukiwania mogą powodować skażenia chemiczne (np. osady
ś
rodków chemicznych w wyniku niedostatecznego spłukiwania,
ś
rodki chemiczne nie wymagające spłukiwania stosowane w
niedopuszczalnie wysokich stężeniach) oraz biologiczne (np.
bakterie nie zostają skutecznie usunięte z powierzchni stykających
się z żywnością). Skażenia mogą być także powodowane przez
alergeny, które nie zostały skutecznie usunięte z powierzchni
stykających się z żywnością lub wzajemnym skażaniem przy
czyszczeniu podczas pracy.
Jak można spełnić warunki tego standardu?
•
Dopilnować, aby wyznaczony personel realizował procedury
inspekcji wyszczególnione w pisemnym programie sanityzacji,
w stosunku do sprzętu oraz pomieszczeń, przed rozpoczęciem
pracy, a także przed jej wznowieniem tam, gdzie ma to
zastosowanie. Procedury inspekcji sprawdzają widoczną
czystość sprzętu i pomieszczeń (tzn. wolne od żywności,
resztek, brudu) oraz, w razie potrzeby, przeprowadzenie
sanityzacji.
•
Rozważ uwzględnienie kontroli szkodników i temperatury oraz
konserwacji sprzętu w swojej ocenie przed startem.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05,
s.47(6)(7)(8)(9), 51(1)
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
W ustalonych odstępach
czasu sprawdzaj, czy
inspekcje przed startem są
przeprowadzane zgodnie z
wymaganiami. Dopilnuj, aby
wszyscy członkowie
personelu przeprowadzający
inspekcje przed startem mieli
ukończone szkolenie w
zakresie sanityzacji (T3.1).
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 53

04 Konserwacja sprzętu
04.1 Konserwacja prewencyjna i monitoring kalibracji
Co stanowi standard?
Procedury konserwacji prewencyjnej i kalibracji są realizowane
zgodnie z wymogami Programu Konserwacji Prewencyjnej i
Kalibracji (P4.1) w celu ochrony bezpieczeństwa i zdatności
ż
ywności.
Jakie są czynniki ryzyka?
Jeśli procedury konserwacji prewencyjnej i kalibracji nie są
realizowane zgodnie z wymogami Programu Konserwacji
Prewencyjnej i Kalibracji (P4.1), może dojść do skażenia produktów
ż
ywnościowych, składników i opakowań. Zużyty lub źle
konserwowany sprzęt (np. pogięty, popękany) może być źródłem
fizycznych czynników ryzyka (np. łuszczący się metal, nakrętki,
ś
rubki) lub zawierać siedliska bakterii. Nadmierne oliwienie sprzętu
może spowodować skażenie chemiczne. Sprzęt i urządzenia
stosowane do pomiaru parametrów wpływających na
bezpieczeństwo żywności muszą być poddawane odpowiedniej
kalibracji. Jeśli sprzęt lub przyrządy pomiarowe używane przy
monitoringu krytycznych elementów procesu produkcji (np. odczyn
pH, aktywność wody, temperatura gotowania, stężenie składników o
limitowanym użyciu, wykrywanie metalu) nie będą dokładne, mogą
one być przyczyną czynników ryzyka w stosunku do żywności (np.
niedokładne termometry mogą prowadzić do bakteryjnego czynnika
ryzyka).
Jak można spełnić warunki tego standardu?
•
Przeprowadzać procedury konserwacji prewencyjnej i kalibracji
tak, jak zostało zapisane w Programie Konserwacji
Prewencyjnej i Kalibracji (P4.1).
•
Dopilnować, aby personel zajmujący się konserwacją
prewencyjną i kalibracją otrzymał należyte przeszkolenie dla
ochrony bezpieczeństwa i zdatności żywności.
54 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05,
s.30(5)(6), 45(1),
46(3)(4)(5)(6), 99(4)
Produkty mleczarskie:
Nie dotyczy
Inne:
The Health Protection and
Promotions Act (Ontario)
O.Reg. 562, s.49
Czy przestrzegasz
przepisów?
W ustalonych odstępach
czasu sprawdzaj, czy
procedury konserwacji
prewencyjnej i kalibracji
przeprowadzane są tak, jak
zostało zapisane w Programie
Konserwacji Prewencyjnej i
Kalibracji (P4.1). Dopilnuj,
aby procedury konserwacji
prewencyjnej i kalibracji
przeprowadzane były tylko
przez tych członków
personelu, którzy przeszli
szkolenie w zakresie
Konserwacji Prewencyjnej i
Kalibracji (T4.1).
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.

05 Kontrola szkodników
05.1 Monitoring kontroli szkodników
Co stanowi standard?
Procedury kontroli szkodników są realizowane zgodnie z
wymogami Programu Kontroli Szkodników (P5.1) w celu ochrony
bezpieczeństwa i zdatności żywności.
Jakie są czynniki ryzyka?
Jeśli procedury czyszczenia i sanityzacji nie są realizowane zgodnie
z wymogami Programu Kontroli Szkodników (P5.1), szkodniki
mogą spowodować skażenie produktów żywnościowych,
składników, opakowań i powierzchni stykających się z żywnością.
Szkodniki wewnątrz lub wokół zakładu mogą powodować skażenie
poprzez odchody, larwy oraz martwe owady lub zwierzêta albo ich
fragmenty.
Jak można spełnić warunki tego standardu?
•
Czynności kontroli szkodników są realizowane zgodnie z
wymogami Programu Kontroli Szkodników (P5.1), w celu
dopilnowania, aby wszystkie części zakładu były wolne od
szkodników.
•
Personel zajmujący się kontrolą szkodników zna wszystkie
procedury kontroli szkodników (np. posiada pozwolenie na
przenoszenie i stosowanie pestycydów) niezbędne dla
zapewnienia bezpieczeństwa i zdatności żywności.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05,
s.48(3)(4)(5)(6)
Standards of Compliance
F1.07.01.02
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O 1990. O.Reg. 761,
s.77(1f)
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
W ustalonych odstępach
czasu sprawdzaj, czy
czynności w zakresie kontroli
szkodników są wykonywane
zgodnie z instrukcjami
zawartymi w podręczniku
kontroli szkodników (np.
zastosowanie odpowiednich
pestycydów, odpowiednia
obsługa pułapek). Dopilnuj,
aby czynności kontroli
szkodników były
przeprowadzane tylko przez
tych członków personelu,
którzy spełniają warunki co
do szkolenia w zakresie
kontroli szkodników (T5.1).
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 55
06. Wycofywanie
06.1 Monitoring kodu produktu/oznakowania
Co stanowi standard?
Produkty żywnościowe przechowywane w zakładzie lub wywożone
z niego są zaopatrzone we właściwe metki i oznaczone kodem partii
lub znakiem rozpoznawczym produktu.
Jakie są czynniki ryzyka?
Kontrola metkowania ma istotne znaczenie dla dopilnowania, aby na
produkcie żywnościowym znalazła się właściwa etykieta.
Niewłaściwe etykiety mogą wprowadzać w błąd i powodować
zagrożenie dla zdrowia konsumentów uczulonych na składniki,
które zawiera niewłaściwie oznaczony produkt żywnościowy.
Niewłaściwe zakodowanie dat ważności może spodować zbyt długie
przetrzymywanie produktu przez konsumentów, co może
doprowadzić do potencjalnego zepsucia. Niewłaściwe metkowanie
lub kodowanie może utrudnić lub uniemożliwić wycofanie produktu
w przypadku ujawnienia się jakiegoś czynnika ryzyka związanego z
niewłaściwie oznaczonym lub zakodowanym produktem.
Jak można spełnić warunki tego standardu?
•
Dopilnować, aby wszystkie produkty były odpowiednio
oznaczone i aby metka zawierała dokładne informacje o
produkcie znajdującym się w opakowaniu (np. zawierała
deklarację wszystkich składników, posiadała wszystkie
informacje wymagane przez ustawę Consumer Packaging and
Labelling Act
i przepisy).
•
Dopilnować, aby produkty żywnościowe były zaopatrzone w
odpowiednie informacje oraz instrukcje (na produkcie lub
przekazane wraz z produktem) umożliwiające osobie, do której
rąk zostanie przekazany produkt, prawidłowe i bezpieczne
obchodzenie się z nim, wystawianie, przechowywanie,
przygotowanie i użycie produktu.
•
Wprowadzić procedury zapewniające prawidłowe użycie metek
(np. wierzchy i spody wiązek etykiet są sprawdzane wzrokowo
przed użyciem).
•
Wdrożyć system identyfikacji i przechowywania różnych
rodzajów etykiet.
•
Dopilnować, aby wszystkie gotowe produkty były odpowiednio
zakodowane (np. zaopatrzone w datę produkcji, datę ważności,
oznaczenie partii).
•
Stworzyć opis kodu partii oraz identyfikatorów produktów i
włączyć je do Programu Wycofywania opisanego w P6.1.
56 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality
Act, 2001 O.Reg. 31/05,
s.48(3)(4)(5)(6)
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O 1990. O.Reg. 761,
s.127(2), O.Reg. 753.s.9
Inne:
The Health Protection and
Promotions Act (Ontario)
O.Reg. 562, s.36; s.40; s.52
Czy przestrzegasz
przepisów?
W ustalonych odstępach
czasu obserwuj czynności
metkowania i kodowana aby
sprawdzić, czy produkty są
odpowiednio metkowane i
kodowane. Dopilnuj, aby
personel zajmujący się
wycofywaniem był po
przeszkoleniu w zakresie
wycofywania (T6.1).
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.

06. Wycofywanie
06.2 Wycofywanie symulowane
Co stanowi standard?
Pisemne procedury wycofywania są testowane poprzez
dokonywanie wycofywań symulowanych zgodnie z Programem
Wycofywania (P.6.1). Wycofywania symulowane są efektywne w
celu ustalenia gdzie znajduje się dany produkt, partia/transport w
określonym przedziale czasu. Wycofywania symulowane
dokonywane są przez przeszkolony personel dostatecznie często,
aby system wycofywania był aktualny i funkcjonował właściwie.
Jakie są czynniki ryzyka?
Wycofywanie żywności mogą być spowodowane wieloma
czynnikami ryzyka z wewnątrz lub zewnątrz zakładu. Szybkie
odzyskanie kontroli nad uszkodzonymi partiami produktów ma
kluczowe znaczenie dla zapobieżenia oraz zmniejszenia czynników
ryzyka dla konsumentów.
Jak możesz spełnić warunki tego standardu?
•
Ustal częstotliwość testowania procedur wycofywania.
•
Przeprowadzaj wycofywania symulowane zgodnie z
planem wycofywania przedstawionym w Programie
Wycofywania (P6.1).
•
Uważnie wybieraj produkty do wycofywań symulowanych,
tak aby system został całkowicie przetestowany.
•
Dopilnuj, aby próbne wycofywanie było kontynuowane
dotąd, aż cała partia/transport zostaną zlokalizowane.
•
Ustal władze odpowiedzialne za nadzorowanie procedur
wycofywania.
•
Prowadź wykaz informacji dotyczących kontaktów z
klientami, która będzie Ci pomocna w procesach
wycofywania symulowanego.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05,
s.137(2)(3)
Produkty mleczarskie:
N/A.
Inne:
N/A
Czy przestrzegasz
przepisów?
W ustalonych odstępach
czasu sprawdzaj zapisy
dotyczące wycofań
symulowanych, aby upewnić
się, że spełniają one
wymagania częstotliwości
oraz że wycofywania
symulowane są
przeprowadzane właściwie.
Dopilnuj, aby personel
zajmujący się wycofywaniem
był po przeszkoleniu w
zakresie wycofywania (T6.1).
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 57

07 Zdatność wody
07.1 Monitoring uzdatniania wody
Co stanowi standard?
Czynności uzdatniania wody przeprowadzane są zgodnie z
Programem Uzdatniania Wody (P7.1) w celu ochrony
bezpieczeństwa i zdatności produktów żywnościowych.
Jakie są czynniki ryzyka?
Jeśli czynności uzdatniania wody nie są przeprowadzane tak, jak
zapisano w Programie Uzdatniania Wody (P7.1), może dojść do
skażenia dostaw wody (np. obecność mikroorganizmów, zbyt
wysoki poziom związków chemicznych). Ponieważ wodę, lód i parę
wodną można stosować w rozmaitych celach (np. sanityzacja, mycie
rąk, jako składnik lub środek pomocniczy przy przetwarzaniu),
woda nienadająca się do picia może prowadzić do zakażenia (np.
bakteriami E.coli) żywności, składników, powierzchni stykających
się z żywnością i personelu. Uzdatniona woda (np. woda z kotła,
chlorowana, ze sztucznego kanału) może stać się źródłem skażeń
jeśli uzdatnianie chemiczne lub proces uzdatniania zostały
przeprowadzone w sposób nieprawidłowy.
Jak można spełnić warunki tego standardu?
•
Przeprowadzać czynności uzdatniania wody tak, jak zapisano w
Programie Uzdatniania Wody (P7.1), w celu dopilnowania, aby
zaopatrzenie przedsiębiorstwa w wodę zawierało wodę pitną i
wolną od skażeń.
•
Dopilnować, aby personel zajmujący się uzdatnianiem wody
był w stanie wykonywać niezbędne czynności.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05,
s.137(2)(3)
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
W ustalonych odstępach
czasu sprawdzaj, czy
czynności uzdatniania wody
wykonywane są tak, jak
zapisano w Programie
Uzdatniania Wody (P7.1)
(np. czy stosuje się
odpowiednie środki
chemiczne i właściwą
częstotliwość uzdatniania).
Dopilnuj, aby personel
zajmujący się uzdatnianiem
wody był po przeszkoleniu w
zakresie uzdatniania wody
(T7.1).
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.
58 Podręcznik programu HACCP Advantage, wersja 2.0

07 Zdatność wody
07.2 Monitoring zdatności wody
Co stanowi standard?
Czynności monitoringu zdatności wody przeprowadzane są zgodnie
z Programem Monitoringu Zdatności Wody (P7.2) w celu ochrony
bezpieczeństwa i zdatności produktów żywnościowych.
Jakie są czynniki ryzyka?
Jeśli czynności monitoringu zdatności wody nie są przeprowadzane
tak, jak zapisano w Programie Monitoringu Zdatności Wody (P7.2),
obecność skażenia w wodzie może nie zostać wykryta. Ponieważ
wodę, lód i parę wodną można stosować w rozmaitych celach (np.
sanityzacja, mycie rąk, jako składnik lub środek pomocniczy przy
przetwarzaniu), woda nizdatna do picia może prowadzić do
zakażenia (np. bakteriami E.coli) żywności, składników,
powierzchni stykających się z żywnością i personelu. Uzdatniona
woda (np. woda z kotła, chlorowana, ze sztucznego kanału) może
stać się źródłem skażeń jeśli uzdatnianie chemiczne lub proces
uzdatniania zostały przeprowadzone w sposób nieprawidłowy.
Jak można spełnić warunki tego standardu?
•
Dopilnować, aby czynności monitoringu zdatności wody były
przeprowadzane tak, jak zapisano w Programie Uzdatniania
Wody (P7.2), w celu dopilnowania, aby zaopatrzenie
przedsiębiorstwa w wodę zawierało wodę pitną i wolną od
skażeń.
•
Dopilnować, aby personel zajmujący się realizacją Programu
Monitoringu Zdatności Wody (P7.2) był odpowiednio
przeszkolony
•
Dopilnować, aby personel zajmujący się pobieraniem i
badaniem próbek był w stanie wykonywać niezbędne
czynności.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality
Act, 2001 O.Reg. 31/05,
s.37(1)(2), 39, 41(1),
99(1)(2)
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz
przepisów?
W ustalonych odstępach
czasu sprawdzaj, czy
czynności monitoringu
zdatności wody wykonywane
są tak, jak zapisano w
Programie Monitoringu
Zdatności Wody (P7.2) (np.
kontroluje się wyniki w celu
sprawdzenia, czy źródło
wody nadal zawiera wodę
pitną, bada się próbki
pobrane z odpowiednio
wyznaczonych punktów).
Dopilnuj, aby personel
zajmujący się monitoringiem
zdatności wody był po
przeszkoleniu w zakresie
monitoringu zdatności wody
(T7.2).
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 59

ŚRODKI KONTROLI
ŚRODOWISKOWEJ
E1 Lokalizacja i konstrukcja zakładu
63
E1.1 Teren i otoczenie
64
E1.2 Część zewnętrzna budynku
E2 Sposób zaprojektowania zakładu
65
E2.1 Kontrola wzajemnego skażania
66
E2.2 Pomieszczenia dla personelu
E3 Wnętrze zakładu
67
E3.1 Wewnętrzne struktury i wyposażenie stałe
68
E3.2 Oświetlenie
69
E3.3 Instalacje oświetleniowe
70
E3.4 Jakość powietrza i wentylacja
71
E3.5 Systemy odprowadzania wody i ścieków
E4 Sprzęt
72
E4.1 Projekt, konstrukcja i instalacja sprzętu
73
E4.2 Pojemniki i sprzęt do usuwania odpadów
74
E4.3 Stanowiska mycia rąk
E5 Zaopatrzenie w wodę
75
E5.1 Dostateczne zaopatrzenie i ochrona wody, lodu i pary


E1 Lokalizacja i konstrukcja zakładu
E1.1 Teren i otoczenie
Co stanowi standard?
Zakład jest oddalony i chroniony od potencjalnych źródeł
zewnętrznych czynników skażenia, które mogłyby negatywnie
wpływnąć na bezpieczeństwo i zdatność żywności. Teren wokół
zakładu jest tak utrzymywany, aby zapobiec lub zminimalizować
obecność szkodników i czynników skażenia.
Jakie są czynniki ryzyka?
Zewnętrzne źródła skażenia (np. nadmierna ilość kurzu, przykre
zapachy, dym, obecność szkodników, zawieszone w powietrzu
czynniki skażenia bakteryjnego i chemicznego) mogą prowadzić do
skażenia wewnątrz zakładu. Woda gromadząca się wokół zakładu
stwarza idealne warunki dla rozwoju drobnoustrojów.
Jak można spełnić warunki tego standardu?
•
Zlokalizować zakład na terenie wolnym od źródeł zewnętrznych
czynników skażenia, które mogłyby wpływać na
bezpieczeństwo lub zdatność żywności (np. czynniki skażenia
zawieszone w powietrzu), lub wprowadzić dostateczne środki
kontroli i konsekwentnie je stosować. W szczególności,
usytuować zakład z daleka, lub chronić go, od następujących
czynników:
- obszary zanieczyszczenia środowiska oraz procesy
przemysłowe, które stwarzają poważne zagrożenie w zakresie
skażenia żywności;
- obszary ulegające zalaniu, chyba że wprowadzono dostateczne
zabezpieczenia;
- obszary często nawiedzane przez szkodniki, oraz
- obszary, z których nie da się skutecznie usunąć odpadów
stałych lub płynnych.
•
Podjąć właściwe kroki, aby zabezpieczyć żywność, składniki,
opakowania i powierzchnie stykające się z żywnością od
zewnętrznych czynników skażenia.
•
Przechowywać odpadki i śmieci na zewnątrz, w taki sposób, i
usuwać z taką częstotliwością, aby zminimalizować możliwość
skażenia i zagnieżdżenia się szkodników (np. szczelnie
zamknięte pojemniki).
•
Nie przechowywać sprzętu i innych przedmiotów na terenie
otaczającym zakład jeśli nie ma środków kontroli,
pozwalających na odpowiednie utrzymanie terenu (np.
wyznaczone miejsce przechowywania, harmonogram prac
porządkowych na posesji).
•
Dopilnować, aby otoczenie zakładu i posesja były czyste,
schludne i dobrze utrzymane (np. strzyżenie krzewów,
usuwanie rozrzuconych odpadków).
•
Dopilnować, aby otoczenie zakładu i posesja posiadały
odpowiedni system odprowadzania wody, aby uniknąć jej
gromadzenia lub je zminimalizować.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality
Act, 2001 O.Reg. 31/05,
s.14(1bcd)(2ab)
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O 1990. O.Reg. 761,
s.97(1)
Inne:
The Health Protection and
Promotions Act (Ontario)
O.Reg. 562, s.11
Czy przestrzegasz
przepisów?
W ustalonych odstępach
czasu sprawdzaj, czy zakład
jest zabezpieczony przed
potencjalnymi źródłami
zewnętrznych czynników
skażenia, które mogłyby
stanowić zagrożenie dla
bezpieczeństwa lub zdatności
ż
ywności (np. teren
otaczający zakład jest wolny
od stojącej wody,
szkodników, rozrzuconych
odpadków).
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 63

E1 Lokalizacja i konstrukcja zakładu
E1.2 Część zewnętrzna budynku
Co stanowi standard?
Zewnętrzna elewacja zakładu jest strukturalnie kompletna oraz
odpowiednia dla czynności wykonywanych wewnątrz. Zewnętrzna
część budynku jest zabezpieczona przed wniknięciem i
zagnieżdżeniem się szkodników oraz wniknięciem zewnętrznych
czynników skażenia.
Jakie są czynniki ryzyka?
Jeżeli zakład jest zbudowany z materiałów nietrwałych lub
nieodpowiednich dla rodzaju pracy zakładu, mogą do niego wniknąć
czynniki skażenia. Nieodpowiednie lub złe warunki w zakładzie
mogą stanowić źródło zagrożeń dla wykonywanych tam czynności
(np. uszkodzony dach może być przyczyną wniknięcia wody
deszczowej lub szkodników).
Jak można spełnić warunki tego standardu?
•
Zaprojektować i zbudować zakład tak, aby środowisko
wewnętrzne było chronione od zewnętrznych czynników
skażenia.
•
Dopilnować, aby zakład (np. ściany, dach) posiadał solidną
konstrukcję i był utrzymywany w dobrym stanie (np. bez
widocznych uszkodzeń).
•
Podjąć działania w celu minimalizacji wnikania i gnieżdżenia
się szkodników, owadów i czynników skażenia (np. bez dziur i
niezabezpieczonych otworów, odpowiednia izolacja na
drzwiach zewnętrznych).
•
Zakryć wloty powietrza i otwory lub zaopatrzyć je w
odpowiednie siatki.
64 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05,
s.15(1f)(5)
Produkty mleczarskie:
Milk Act (Ontario) R.R.O.
1990. O.Reg. 761.s.77(1)
Inne:
The Health Protection and
Promotions Act (Ontario)
O.Reg. 562, s.11
Czy przestrzegasz
przepisów?
W ustalonych odstępach
czasu sprawdzaj zewnętrzną
część zakładu pod kątem
warunków mogących
prowadzić do skażenia
ż
ywności, składników,
opakowań lub powierzchni
stykających się z żywnością.
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.

E2 Sposób zaprojektowania zakładu
E2.1 Kontrola wzajemnego skażania
Co stanowi standard?
Projekt zakładu lub kontrole operacyjne pozwalają na higienę
czynności, w tym także ochronę przed wzajemnym skażeniem
ż
ywności, składników, opakowań i powierzchni stykających się z
ż
ywnością.
Jakie są czynniki ryzyka?
Jeżeli zakład nie zapewnia odpowiedniego odseparowania czynności
nie dających się pogodzić, może dojść do wzajemnego skażenia.
Niewystarczające odseparowanie może prowadzić do skażenia
mikrobiologicznego (np. produkty gotowe do spożycia skażone
produktem surowym, gotowy produkt skażony odpadami) lub
skażenia chemicznego (np. alergeny).
Jak można spełnić warunki tego standardu?
•
Odseparować czynności, które mogłyby spowodować
wzajemne skażenie, za pomocą przegrody, wyznaczenia
stanowisk pracy, sprzętu przeznaczonego tylko do określonego
celu lub w inny skuteczny sposób.
•
Przygotować rysunek lub szkic, określający czynności
wykonywane w każdym pomieszczeniu (np. pomieszczenie z
chłodziarkami, pomieszczenie do mycia sprzętu, pomieszczenie
do obróbki surowych produktów). Uwzględnić trasy ruchu
personelu, żywności, składników, opakowań, środków
chemicznych i odpadów.
•
Ustalić, w których miejscach może dojść do wzajemnego
skażenia (np. zanieczyszczone surowe warzywa i warzywa
przetworzone, produkty gotowane i surowe, produkty
ż
ywnościowe nadające się do spożycia i odpady) i wprowadzić
zabezpieczenia w razie potrzeby (np. separacja fizyczna lub
separacja operacyjna) w celu zapobieżenia lub minimalizacji
wzajemnego skażenia.
•
Usytuować pomieszczenia dla pracowników tak, aby zapobiec
lub zminimalizować skażenie pomieszczeń do przetwarzania
lub przenoszenia żywności.
•
Wybudować lub wyznaczyć odpowiednie pomieszczenia
zakładu do produkcji wyłącznie określonych rodzajów
produktów (np. surowe, gotowane, zawierające alergeny) lub
określonych czynności (np. czyszczenia przyrządów).
•
Planować czynności produkcyjne tak, aby zapobiec lub
zminimalizować możliwości wzajemnego skażenia (np. produkt
surowy po produkcie gotowanym, produkty zawierający
alergeny po produktach nie zawierających alergenów).
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05,
s.15(1acd)(2)(3)(4),
20(1)(2)(3), 20.1,
22(1)(2)(3)(4), 24(2),
25(2), 26(2), 29(1),
30(1d)(2)(3), 42, 43,
50(5)
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O 1990. O.Reg. 761,
s.77(1)
Inne:
The Health Protection and
Promotions Act (Ontario)
O.Reg. 562, s.11
Czy przestrzegasz
przepisów?
W ustalonych odstępach
czasu sprawdzaj, czy
czynności mogące
spowodować wzajemne
skażenie są rozdzielone
fizycznie, za pomocą
operacyjnych środków
kontroli lub w inny skuteczny
sposób.
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 65

E2 Sposób zaprojektowania zakładu
E2.2 Pomieszczenia dla personelu
Co stanowi standard?
Łazienki, szatnie i stołówki oraz pomieszczenie (pomieszczenia)
wypoczynkowe znajdują się w zakładzie i są tak utrzymywane, aby
umożliwić przestrzeganie higieny osobistej w celu ochrony
bezpieczeństwa i zdatności produktów żywnościowych. Łazienki są
wyposażone w odpowiednie oświetlenie i wystarczającą liczbę
spłukiwanych toalet oraz stanowisk mycia rąk, są wolne od
skroplonej pary, nadmiernej wilgoci i zapachów oraz są tak
zaprojektowane, aby zapobiec lub zminimalizować skażenie.
Jakie są czynniki ryzyka?
Jeżeli brak jest odpowiednich łazienek, szatni i stołówek, może
dojść do skażenia. Niewystarczające zaopatrzenie w łazienki może
prowadzić do skażenia bakteryjnego ze względu na
nieprzestrzeganie zasad higieny osobistej. Brak odpowiedniego
pomieszczenia do przebrania się w odzież roboczą stworzy okazję
do wniknięcia do zakładu zewnętrznych czynników skażenia (np.
drobnoustroje na odzieży noszonej na zewnątrz). Jedzenie i picie w
pomieszczeniach do produkcji może prowadzić do skażenia ze
strony spożywanej żywności. Złe utrzymanie łazienek, szatni i
stołówek może prowadzić do przedostania się czynników skażenia
do pomieszczeń produkcyjnych i magazynów.
Jak można spełnić warunki tego standardu?
•
Dopilnować, aby zakład był wyposażony w łazienki, szatnie,
stołówki i inne niezbędne pomieszczenia dla personelu,
odpowiednie dla ilości personelu oraz wykonywanych przez
niego czynności.
•
Zapewnić wystarczającą ilość spłukiwanych toalet oraz
stanowisk mycia rąk w stosunku do ilości personelu
pracującego w zakładzie.
•
Wyposażyć łazienki w oświetlenie, dla ułatwienia czynności
higienicznych, oraz w wywietrzniki dla skutecznego usuwania
zapachów.
•
Zapewnić, aby łazienki, szatnie i stołówki były zaprojektowane
i utrzymywane w sposób umożliwiający zapobieganie lub
zminimalizowanie skażenia żywności, składników, opakowań
lub powierzchni stykających się z żywnością.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and
Quality Act, 2001
O.Reg. 31/05,
s.27(2)(3ab)(4)(6)(7),
28(1)(2)(3)
Produkty mleczarskie:
Nie dotyczy
Inne:
The Health Protection and
Promotions Act (Ontario)
O.Reg. 562, s; s. 68, s.69
Czy przestrzegasz
przepisów?
W ustalonych odstępach
czasu sprawdzaj, czy
łazienki, szatnie i stołówki są
wystarczające dla ilości
personelu, czy są
odpowiednio wyposażone i
utrzymywane w dobrym
stanie.
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.
66 Podręcznik programu HACCP Advantage, wersja 2.0

E3 Wnętrze zakładu
E3.1 Wewnętrzne struktury i wyposażenie stałe
Co stanowi standard?
Wewnętrzne pomieszczenia, struktury i wyposażenie stałe są odpowiednie i utrzymywane
odpowiednio do działań wykonywanych wewnątrz. Podłogi, ściany, stropy, konstrukcje
zawieszone, drzwi, okna, schody i inne struktury nadają się do czyszczenia, są
odpowiednio utrzymane, nie wykazują śladów zużycia, które mogłoby spowodować
skażenie oraz są odpowiednie do czynności wykonywanych w danym pomieszczeniu. Stan
wewnętrznych pomieszczeń, struktur i wyposażenia stałego chroni bezpieczeństwo i
zdatność żywności.
Jakie są czynniki ryzyka?
Materiały, które mogą być przyczyną biologicznych, chemicznych i fizycznych czynników
ryzyka, nie powinny być stosowane do budowy wnętrza zakładu. Materiały, których nie da
się skutecznie czyścić, mogą przyczynić się do powstania złych warunków higienicznych
(np. obecność drobnoustrojów, pleśni). Materiały nietrwałe lub nieodpowiednie w
stosunku do warunków lub czynności wykonywanych w danym pomieszczeniu mogą ulec
zniszczeniu, co prowadzi do nieodpowiednich warunków (np. złuszczanie się, odpadanie,
rdza, sypiące się materiały).
Jak można spełnić warunki tego standardu?
•
Dopilnować, aby wewnętrzne struktury, powierzchnie i wyposażenie (np. stropy,
drzwi, ściany) były tak skonstruowane i utrzymane w takim stanie, który nie stwarza
biologicznych, chemicznych ani fizycznych czynników ryzyka dla żywności,
składników, opakowań lub powierzchni stykających się z żywnością (np. łuszcząca
się farba, rdza, korozja, nagromadzenie osadu żywności, kurz, pleśń).
•
Dopilnować, aby wewnętrzne struktury, powierzchnie i wyposażenie (np. stropy,
drzwi, ściany) nadawały się do czyszczenia oraz, w razie potrzeby, do sanityzacji.
•
W szczególności dopilnować, aby wnętrze budynku spełniało następujące warunki w
przypadkach, gdy jest to konieczne dla ochrony bezpieczeństwa i zdatności żywności:
- powierzchnie ścian, ścianek działowych i podłóg są wykonane z materiałów, które
nie wywołują toksycznych skutków, jeśli są używane zgodnie z przeznaczeniem;
- ściany i przepierzenia mają gładką powierzchnię;
- konstrukcja podłóg umożliwia odpowiednie odwadnianie i czyszczenie;
- wykonanie i wykończenie sufitów i podwieszonych elementów minimalizuje
gromadzenie brudu, kondensację i spadające zanieczyszczenia;
- okna są łatwe do mycia i ich konstrukcja minimalizuje gromadzenie brudu;
- w razie potrzeby okna są zamocowane na stałe;
- drzwi mają gładkie, nie wchłaniające wilgoci powierzchnie, są łatwe do czyszczenia
i sanityzacji;
- powierzchnie robocze wchodzące w bezpośredni kontakt z żywnością są w dobrym
stanie, łatwe do mycia, konserwacji i sanityzacji, oraz
- powierzchnie robocze wchodzące w bezpośredni kontakt z żywnością są wykonane z
gładkich, nie wchłaniających wilgoci materiałów i w warunkach normalnej
eksploatacji nie reagują z żywnością, detergentami i środkami sanityzującymi.
•
Okna są szczelne i wyposażone w dobrze dopasowane, nadające się do czyszczenia
siatki, aby zapobiec lub zminimalizować wnikanie szkodników.
•
Okna są zabezpieczone lub wykonane z materiałów nie ulegających rozbiciu w
pomieszczeniach, gdzie rozbicie mogłoby spowodować skażenie żywności,
składników, opakowań i powierzchni stykających się z żywnością.
•
Drzwi są skonstruowane tak, aby zapobiec lub zminimalizować wnikanie szkodników
(np. zamykają się automatycznie).
•
Struktury wewnętrzne są wykonane z materiałów wymienionych w publikacji
"Reference Listing of Accepted Construction Materials, Packaging Materials and
Non-Food Chemical Products", wydanej przez Canadian Food Inspection Agency lub
dla których producent posiada pismo o braku sprzeciwu (letter of no objection) od
Health Canada.
Jakie przepisy dotyczą danego
standardu?
Mięso i Drób:
Food Safety and Quality Act,
2001 O.Reg. 31/05,
s.16(1)(2)(3), 17(2b), 49(1)
Produkty mleczarskie:
Nie dotyczy
Inne:
Health Protection and Promotion
Act (Ontario) O.Reg. 562, s.11;
s.22; s.23; s.59
Czy przestrzegasz przepisów?
W ustalonych odstępach czasu
sprawdzaj, czy materiały użyte do
budowy wnętrza zakładu (np. podłogi,
ś
ciany, stropy, struktury podwieszone
pod sufitem, okna, drzwi, schody) nie
stanowią źródła skażenia, są w dobrym
stanie oraz są możliwe do utrzymania w
czystości i odpowiednie w stosunku do
czynności wykonywanych w danym
pomieszczeniu.
Notuj swoje spostrzeżenia aby wykazać,
ż
e istotnie przeprowadzono monitoring.
Postaw swoje inicjały oraz datę na tym
zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 67

E3 Wnętrze zakładu
E3.3 Oświetlenie
Co stanowi standard?
Zakład posiada odpowiednie oświetlenie dla ułatwienia przeprowadzanych czynności, w
tym przetwarzania, inspekcji, czyszczenia i sanityzacji oraz konserwacji.
Zaprojektowanie i rodzaj oświetlenia nie prowadzą do pomyłek w ocenie produktów
ż
ywnościowych.
Jakie są czynniki ryzyka?
Jeżeli oświetlenie nie jest wystarczające aby pozwolić na inspekcję żywności lub gdy
ź
ródło światła zmienia naturalną barwę produktów żywnościowych, może dojść do
niewłaściwej oceny wyglądu żywności. Jeśli ilość oświetlenia nie jest dostateczna dla
wykonania wymaganych prac (np. czyszczenia i konserwacji sprzętu), może to stwarzać
możliwość skażenia biologicznego, chemicznego lub fizycznego.
Jak można spełnić warunki tego standardu?
•
Dopilnować, aby iloś oświetlenia była dostateczna w stosunku do czynności
wykonywanych w danym pomieszczeniu (np. inspekcja produktów, sanityzacja,
konserwacja, wzrokowa ocena pomieszczeń ).
•
Dopilnować, aby źródła światła nie zmieniały naturalnej barwy ani wyglądu
produktów żywnościowych tam, gdzie przeprowadzana jest ich ocena.
68 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality
Act, 2001 O. Reg. 31/05,
s.17(1ab)
Produkty mleczarskie:
Nie dotyczy
Inne:
The Health Protection and
Promotions Act (Ontario)
O.Reg. 562, s.13
Czy przestrzegasz
przepisów?
W ustalonych odstępach
czasu sprawdzaj, czy
intensywność oświetlenia jest
wystarczająca dla prac
wykonywanych w każdym z
pomieszczeń. W razie
potrzeby sprawdź, czy
oświetlenie nie zmienia
naturalnej barwy produktów
ż
ywnościowych.
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.

E3 Wnętrze zakładu
E3.3 Instalacje oświetleniowe
Co stanowi standard?
Ż
arówki i instalacje oświetleniowe w pomieszczeniach, gdzie znajduje się odkryta
ż
ywność, składniki, opakowania i powierzchnie stykające się z żywnością są
wyposażone w bezodpryskowe żarówki lub osłony zabezpieczajâce przed rozbiciem, w
celu zapobieżenia lub minimalizacji skażenia żywności w przypadku rozbicia szkła.
Jakie są czynniki ryzyka?
Jeżeli żarówka lub część oświetlenia ulegnie rozbiciu nad odkrytymi produktami
ż
ywnościowymi, składnikami, opakowaniami lub powierzchniami stykającymi się z
ż
ywnością, może zaistnieć fizyczny czynnik ryzyka.
Jak można spełnić warunki tego standardu?
•
Wyposażyć urządzenia oświetleniowe i żarówki zawieszone ponad żywnością,
składnikami, opakowaniami i powierzchniami stykającymi się z żywnością w
bezodpryskowe żarówki lub osłony w celu zapobieżenia lub minimalizacji skażenia
w przypadku rozbicia.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality
Act, 2001 O.Reg. 31/05,
s.17(2a)
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O
1990. O.Reg. 761, s.77(1)
Inne:
The Health Protection and
Promotions Act (Ontario)
O.Reg. 562, s.11; s.126
Czy przestrzegasz
przepisów?
W ustalonych odstępach
czasu sprawdzaj, czy żarówki
i instalacje oświetleniowe są
osłonięte w tych
pomieszczeniach, gdzie
znajduje się odkryta żywność,
składniki, opakowania i
powierzchnie stykające się z
ż
ywnością. Sprawdzaj, czy
ż
arówki i instalacje są nadal
w dobrym stanie
technicznym.
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 69

E3 Wnętrze zakładu
E3.4 Jakość powietrza i wentylacja
Co stanowi standard?
Zakład posiada i stosuje wentylację w celu odprowadzenia z pomieszczeń nadmiaru
ciepła, wilgoci, pary, oparów, dymu, zawieszonych cząstek i kondensacji. Otwory
wentylacyjne posiadają siatki lub filtry, które są łatwe do czyszczenia lub wymiany.
Systemy wentylacyjne nie pozwalają na przepływ powietrza z pomieszczeń skażonych
do czystych.
Jakie są czynniki ryzyka?
Zanieczyszczone powietrze (tzn. zawierające bakterie, kurz, zapachy, skroploną parę)
doprowadzone do zakładu jest potencjalnym źródłem czynników skażenia.
Niedostateczna wentylacja może prowadzić do powstawania kondensacji pary, co może
być źródłem bakteryjnych czynników skażenia. Przepływ skażonego powietrza przez
zakład również może być źródłem bakteryjnych czynników skażenia.
Jak można spełnić warunki tego standardu?
•
Dopilnować, aby zakład został wyposażony w wentylację umożliwiającą
dostateczną wymianę powietrza dla stałego dostarczania czystego powietrza i
usuwania powietrza skażonego. W szczególności celem zapewnienia odpowiedniej
wentylacji naturalnej lub mechanicznej jest:
- minimalizacja skażenia żywności przenoszonego drogą powietrzną (np. Przez
aerozole lub kropelki kondensacji);
- kontrola temperatury w pomieszczeniach;
- kontrola zapachów, które mogą wpływać na zdatność żywności, oraz
- kontrola wilgotności w przypadkach, gdy jest to konieczne w celu zapewnienia
bezpieczeństwa i zdatności żywności.
•
Zainstalować i utrzymywać sprzęt wymagający wentylacji w sposób zapewniający
usuwanie wilgoci, oparów, dymu i zapachów.
•
Zaprojektować i skonstruować systemy wentylacji w taki sposób, aby powietrze nie
przepływało z pomieszczeń skażonych do czystych.
•
Dopilnować, aby system wentylacyjny mógł być konserwowany i oczyszczany w
razie potrzeby.
•
Dopilnować, aby filtry i podobne urządzenia dały się łatwo wyjąć w celu
oczyszczania oraz wymiany lub też pozwalały na czyszczenie w miejscu
zainstalowania.
•
Zmieniać lub czyścić filtry i podobne urządzenia dostatecznie często, aby zapewnić
stały dopływ świeżego powietrza.
•
Dopilnować, aby dopływ powietrza do zakładu minimalizował czynniki skażenia
zawieszone w powietrzu.
•
Tam, gdzie to konieczne odprowadzać opary z urządzeń na zewnątrz budynku, aby
zapobiec nadmiernej kondensacji pary.
70 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality
Act, 2001 O.Reg. 31/05,
s.18(1)
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O
1990. O.Reg. 761, s.77(1)
Inne:
The Health Protection and
Promotions Act (Ontario)
O.Reg. 562, s.11; s.15
Czy przestrzegasz
przepisów?
W ustalonych odstępach
czasu sprawdzaj, czy system
wentylacji jest odpowiedni
dla czynności wykonywanych
w zakładzie.
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.

E3 Wnętrze zakładu
E3.5 Systemy odprowadzania wody i ścieków
Co stanowi standard?
Zakład posiada i stosuje systemy odprowadzania wody i ścieków, które są poddawane
konserwacji w celu ochrony bezpieczeństwa i zdatności produktów żywnościowych
oraz zaopatrzenia w wodę pitną. Systemy odprowadzania wody i ścieków są
wyposażone w mechanizmy zapobiegające cofaniu sie ścieków i nie istnieją żadne
połączenia pomiędzy systemami odprowadzania wody lub ścieków i przewodami
doprowadzającymi wodę pitną. Nie dochodzi do gromadzenia się wody i cieczy w
postaci kałuż lub też są one szybko likwidowane.
Jakie są czynniki ryzyka?
Niedostateczne systemy odwadniania lub odprowadzania ścieków mogą prowadzić do
wzajemnego skażania żywności, składników, opakowań, powierzchni stykających się z
ż
ywnością lub wody pitnej (np. zatkanie przewodów prowadzące do zalania). Gdy brak
jest mechanizmów zapobiegających cofaniu się ścieków (np. syfony, wyloty
wentylacyjne), gazy ściekowe , szkodniki, drobnoustroje lub inne czynniki skażenia
mogą wniknąć do zakładu poprzez kanalizację. Skażenie przewodów odwadniających w
podłodze zwiększa możliwość skażenia wnętrza zakładu. Gromadzenie się wody
odpadowej w kałużach stwarza doskonałe warunki do rozwoju drobnoustrojów, które
mogą zostać przeniesione do innych partii zakładu (np. na butach, sprzęcie, wężach
gumowych). Wzajemne połączenia między systemami kanalizacyjnymi do wody pitnej i
skażonej mogą prowadzić do skażenia źródła zaopatrzenia w wodę pitną.
Jak można spełnić warunki tego standardu?
•
Skonstruować system odprowadzania wody lub ścieków w zakładzie tak, aby
zapobiec wzajemnemu skażaniu żywności, składników, opakowań, powierzchni
stykających się z żywnością lub źródeł zaopatrzenia w wodę pitną.
•
Wyposażyć systemy odprowadzania wody lub ścieków w odpowiednie
mechanizmy zapobiegające cofaniu się cieczy.
•
Dopilnować, aby nie było wzajemnych połączeń między zaopatrzeniem w wodę
pitną i niepitną .
•
Dopilnować, aby systemy odwadniania lub kontrole operacyjne (np. osuszanie
ś
cierką) skutecznie zapobiegały lub likwidowały kałuże cieczy gromadzące się na
podłodze.
•
Dopilnować, aby przewody odwadniające, ich pokrywy i syfony były regularnie
poddawane czyszczeniu i sanityzacji.
•
Kontrolować przewody odprowadzające ścieki, które przebiegają bezpośrednio
ponad lub poprzez pomieszczenia produkcyjne, w celu zapobieżenia skażeniu.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality
Act, 2001 O.Reg. 31/05,
s.18(1)(3),
19(1)(2)(3)(4)(5)
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O
1990. O.Reg. 761, s.77(1),
s.97(2)
Inne:
The Health Protection and
Promotions Act (Ontario)
O.Reg. 562, s.11, s.57
Czy przestrzegasz
przepisów?
W ustalonych odstępach
czasu sprawdzaj, czy systemy
odprowadzania wody i
ś
cieków nie stanowią źródła
skażenia żywności,
składników, opakowań,
powierzchni stykających się z
ż
ywnością lub dostaw wody
pitnej (np. nie występuje
gromadzenie się cieczy,
mechanizmy zapobiegające
cofaniu sie ścieków działają
skutecznie). Sprawdzaj, czy
rury wodociągowe, które
przebiegają bezpośrednio
ponad pomieszczeniami do
produkcji i przechowywania
lub przez te pomieszczenia,
są poddawane konserwacji
lub kontroli w celu
zapobieżenia skażeniu.
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 71

E4 Sprzęt
E4.1 Projekt, konstrukcja i instalacja sprzętu
Co stanowi standard?
Sprzęt i przyrządy, które mogą wpływać na bezpieczeństwo żywności, są
skonstruowane z materiałów nietoksycznych, nie wykazują śladów zniszczenia, które
mogłoby doprowadzić do skażenia żywności oraz są łatwe do czyszczenia, sanityzacji i
konserwacji. Projekt, lokalizacja, budowa oraz instalacja sprzętu sprzyjają efektywnym
czynnościom oceny, konserwacji i sanityzacji. Zaopatrzenie w odpowiedni sprzęt i
urządzenia pozwala na ochronę bezpieczeństwa i zdatności żywności podczas
przeprowadzanych procesów. Sprzęt funkcjonuje zgodnie z przeznaczeniem.
Jakie są czynniki ryzyka?
Sprzęt źle skonstruowany lub utrzymany może stwarzać możliwość wystąpienia
biologicznych, chemicznych i fizycznych czynników ryzyka. Wygięcia, pęknięcia i
szczeliny mogą być miejscem gromadzenia się resztek i siedliskiem drobnoustrojów.
Gromadzące się produkty żywnościowe mogą zawierać alergeny, które mogą
spowodować wzajemne skażenie. Sprzęt źle skonstruowany lub utrzymany może
powodować skażenie produktów żywnościowych fizycznymi czynnikami ryzyka (np.
odłamkami metalu). Niewłaściwa instalacja sprzętu może stwarzać sytuację, w której
pewnych części lub partii sprzętu nie sposób będzie odpowiednio czyścić, sanityzować
lub kontrolować. Sprzęt, który nie może być odpowiednio kontrolowany może
powodować niewykrycie czynników ryzyka. Powierzchnie sprzętu stykające się z
ż
ywnością, które nie są przystosowane do wykonywanych na nim czynności mogą
stanowić czynnik ryzyka dla produktów (np. środki chemiczne wyciekające z tworzyw
sztucznych, ołów). Sprzęt, który nie funkcjonuje zgodnie z przeznaczeniem może
doprowadzić do powstania niebezpiecznego produktu (np. niedostateczne odkażanie w
wysokich temperaturach).
Jak można spełnić warunki tego standardu?
•
Stosować sprzęt zaprojektowany i skonstruowany w taki sposób, aby nie stwarzał
biologicznych, chemicznych i fizycznych czynników ryzyka dla żywności, składników
lub opakowań.
•
Stosować sprzęt, którego konstrukcja pozwala na łatwe czyszczenie, sanityzację oraz
inspekcję (np. niepogięty, bez szczelin, właściwie zespawany).
•
Stosować sprzęt zaprojektowany i zainstalowany odpowiednio do przeznaczenia oraz
dla zapewnienia bezpieczeństwa i zdatności żywności (np. odpowiednie zamontowanie
sprzętu, zapewnienie wentylacji lub odpływu wody, uwzględnienie mechanizmów
zapobiegających cofaniu się ścieków lub przeprowadzanie próby dystrybucji ciepła).
•
Dopilnować, aby sprzęt i urządzenia były odpowiednie dla przeprowadzanych działań
(np. podgrzewanie, oziębianie, gotowanie, schładzanie lub zamrażanie danej objętości
produktu).
•
Dopilnować, aby odpowiednie wykrywacze lub czujniki były rozmieszczone tam, gdzie
są niezbędne.
•
Zainstalować sprzęt w sposób, który ułatwi czyszczenie, inspekcję i konserwację.
•
Dopilnować, aby powierzchnie stykające się z żywnością były wykonane z gładkich,
niewchłaniających innych substancji materiałów i nie reagowały z żywnością,
detergentami i środkami sanityzacji w normalnych warunkach pracy.
•
Zaprojektować sprzęt mogący wpływać na bezpieczeństwo żywności tak, aby pozwalał
na monitoring i kontrolę takich parametrów, jak temperatura, wilgotność, przepływ
powietrza oraz wszelkie inne parametry mogące wpływać na bezpieczeństwo i zdatność
ż
ywności. Zadaniem tych wymagań jest zapewnienie:
- wyeliminowania szkodliwych lub niepożądanych drobnoustrojów i ich toksyn,
zredukowania ich liczby do bezpiecznego poziomu lub efektywnej kontroli ich
przetrwania i rozrostu;
- możliwości monitorowania krytycznych limitów ustalonych w planach HACCP tam,
gdzie należy, oraz
- szybkiego osiągania i utrzymania teperatury i innych warunków niezbędnych dla
bezpieczeństwa i zdatności żywności.
Jakie przepisy dotyczą
danego standardu?
Mięso i Drób:
Food Safety and Quality
Act, 2001 O.Reg. 31/05,
s.23(1)(2)(3), 24(1),
25(1), 26(1),
31(1)(2)(3)(4)(5), 32(2)
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O
1990. O.Reg. 761, s,40;
s.77(1),(2),(3)
Inne:
The Health Protection and
Promotions Act (Ontario)
O.Reg. 562, s.11; s.18; s.19;
s.24; s.29; s.56; s.58; s.69
Czy przestrzegasz
przepisów?
W ustalonych odstępach
czasu sprawdzaj cały sprzęt
aby się przekonać, czy nie
stwarza zagrożenia dla
ż
ywności i czy jego
powierzchnie dadzą się
czyścić, sanityzować,
kontrolować i konserwować.
Notuj swoje spostrzeżenia
aby wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz
datę na tym zapisie
72 Podręcznik programu HACCP Advantage, wersja 2.0

E4 Wnętrze zakładu
E4.2 Pojemniki i sprzęt do usuwania odpadów
Co stanowi standard?
Pojemniki i narzędzia używane do zbierania i przetrzymywania odpadów oraz
niejadalnych niebezpiecznych substancji są odpowiednio oznaczone,
funkcjonują we właściwy sposób, nie wykazują śladów zniszczenia, które
mogłoby prowadzić do skażenia żywności oraz dają się czyścić i
konserwować. Pojemniki i narzędzia są czyszczone przed wniesieniem ich do
pomieszczenia, w którym przetwarza się, przenosi lub przechowuje żywność.
Jakie są czynniki ryzyka?
Jeśli pojemniki i narzędzia używane do odpadów nie są wyraźnie oznaczone,
może dojść do niewłaściwego użycia pojemników (np. trzymania w
pojemniku na odpady produktów żywnościowych przeznaczonych do
spożycia) oraz wzajemnego skażenia. Jeśli pojemniki i narzędzia używane do
przechowywania i przenoszenia odpadów nie są tak zaprojektowane i
skonstruowane, aby zapobiec lub zminimalizować wzajemne skażanie (np. nie
dopuścić do przecieków), materiały odpadowe mogą się wylać lub wysypać i
spowodować skażenie żywności (np. poprzez personel lub sprzęt). Jeżeli
pojemniki i narzędzia używane przy odpadach nie są tak zaprojektowane i
skonstruowane, aby umożliwić czyszczenie, mogą one być źródłem
czynników skażenia po ponownym umieszczeniu ich w pomieszczeniach,
gdzie przetwarza się lub przechowuje żywność.
Jak można spełnić warunki tego standardu?
•
Wyraźnie oznaczać pojemniki i narzędzia stosowane przy gromadzeniu i
przechowywaniu odpadów (np. określony kolor, czytelne znaki).
•
Dopilnować, aby pojemniki i narzędzia stosowane przy gromadzeniu i
przechowywaniu odpadów były wykonane z materiałów nadających się
do czyszczenia, były odpowiednie do swojego przeznaczenia i
odpowiednio do niego konserwowane.
•
Dopilnować, aby w uzasadnionych przypadkach pojemniki były
wykonane z trwałego materiału, szczelne i nie stanowiły źródła
czynników skażenia w stosunku do żywności, składników, opakowań lub
powierzchni stykających się z żywnością.
•
Stosować pojemniki i narzędzia pozwalające na czyszczenie i
konserwację.
•
Dopilnować, aby pojemniki na odpadki były zabezpieczone, w celu
minimalizacji skażenia pomieszczeń, w których przenosi się i
przechowuje żywność (np. sprzęt z pokrywami, zabezpieczony przed
wysypaniem się zawartości, odpowiedni rozmiar).
•
Dopilnować, aby pojemniki i narzędzia stosowane przy odpadkach
zostały wyczyszczone przed wniesieniem ich do pomieszczeń do obróbki
lub przechowywania.
•
Tam, gdzie wskazane stosować pojemniki zaopatrzone w zamki, aby
zapobiec umyślnemu lub przypadkowemu skażeniu żywności.
Jakie przepisy dotyczą danego
standardu?
Mięso i Drób:
Food Safety and Quality Act, 2001
O.Reg. 31/05, s.50(6)
Produkty mleczarskie:
Nie dotyczy
Inne:
The Health Protection and Promotions
Act (Ontario)
O.Reg. 562, s.20, s.57
Czy przestrzegasz przepisów?
W ustalonych odstępach czasu
sprawdzaj, czy pojemniki i narzędzia
do odpadków nie stanowią źródła
czynników skażenia żywności,
składników, opakowań lub powierzchni
stykających się z żywnością (np.
wyraźnie oznaczone, w dobrym stanie,
czyszczone w miarę potrzeb).
Notuj swoje spostrzeżenia aby
wykazać, że istotnie przeprowadzono
monitoring. Postaw swoje inicjały oraz
datę na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 73

E4 Sprzęt
E4.3 Stanowiska mycia rąk
Co stanowi standard?
Dostateczna liczba dogodnie ulokowanych i łatwo dostępnych stanowisk
mycia rąk znajduje się w pomieszczeniach, gdzie przetwarza się lub przenosi
osłoniętą żywność, składniki i opakowania oraz w łazienkach i innych
miejscach, gdzie są niezbędne w celu zapobiegania lub minimalizacji
skażenia. Stanowiska mycia rąk są odpowiednio zainstalowane i utrzymywane
oraz są zaopatrzone w ciepłą wodę pitną, mydło, higieniczne suszarki oraz
pojemnik na odpady nadający się do czyszczenia.
Jakie są czynniki ryzyka?
Personel stanowi główne źródło czynników skażenia. Wykazano, że
odpowiednie i częste mycie rąk zmniejsza liczbę drobnoustojów obecnych na
osobach z personelu oraz na produktach, z jakimi mają do czynienia. Jeżeli
liczba stanowisk mycia rąk nie jest dostateczna lub znajdują się one w trudno
dostępnych pomieszczeniach, są mniejsze szanse na to, że personel będzie mył
ręce. Jeśli stanowiska mycia rąk nie są odpowiednio zaopatrzone, czynność
mycia rąk może się okazać nieskuteczna. Stanowiska mycia rąk mogą stać się
ź
ródłem skażenia jeśli nie są odpowiednio skonstruowane i utrzymane (np.
bez użycia rąk, stosowane wyłącznie do mycia rąk, sprzątane)
Jak można spełnić warunki tego standardu?
•
Zaopatrzyć pomieszczenia, w których przetwarza się i przenosi żywność
w dostateczną liczbę dogodnie rozmieszczonych stanowisk mycia rąk w
stosunku do ilości personelu oraz wykonywanych czynności.
•
Dopilnować, aby łazienki posiadały odpowiednią liczbę stanowisk mycia
rąk w stosunku do ilości personelu.
•
Dopilnować, aby stanowiska mycia rąk nie stanowiły źródła skażenia dla
personelu (np. nie wymagały użycia rąk).
•
Wyposażyć stanowiska mycia rąk w:
- mydło,
- ciepłą wodę pitną,
- higieniczne suszarki, oraz
- trwałe i nadające się do czyszczenia pojemniki na odpadki.
•
Dopilnować, aby stanowiska mycia rąk nie były używane w żadnych
innych celach (np. do mycia przyrządów).
•
W uzasadnionych przypadkach zapewnić urządzenia do dezynfekcji rąk.
Jakie przepisy dotyczą danego
standardu?
Mięso i Drób:
Food Safety and Quality Act, 2001
O.Reg. 31/05, s.27(2)(3cd)
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O 1990. O.Reg.
761, s.78(1)
Inne:
The Health Protection and Promotions
Act (Ontario)
O.Reg. 562, s.20; s.68;
Czy przestrzegasz przepisów?
W ustalonych odstępach czasu
sprawdzaj, czy istnieje dostateczna
liczba dogodnie usytuowanych
stanowisk mycia rąk w stosunku do
ilości personelu oraz wykonywanych
czynności. Sprawdzaj, czy stanowiska
mycia rąk są zaopatrzone w ciepłą
wodę pitną, mydło oraz suszarki
higieniczne, a także pojemniki na
odpadki nadające się do czyszczenia.
Sprawdzaj, czy stanowiska mycia rąk
nie stanowią źródła skażenia i czy są
używane tylko zgodnie
z przeznaczeniem.
Notuj swoje spostrzeżenia aby
wykazać, że istotnie przeprowadzono
monitoring. Postaw swoje inicjały oraz
datę na tym zapisie.
74 Podręcznik programu HACCP Advantage, wersja 2.0

E5 Zaopatrzenie w wodę
E5.1 Dostateczne zaopatrzenie i ochrona wody, lodu i pary
Co stanowi standard?
Woda pitna, lód i para wodna są dostarczane w ilościach, temperaturach i pod
ciśnieniem, jakich wymagają działania w zakresie sanityzacji oraz produkcji.
Zapewnione są odpowiednie urządzenia do przechowywania wody, jej
uzdatniania, dystrybucji i kontroli temperatury, w celu ochrony
bezpieczeństwa i zdatności żywności.
Jakie są czynniki ryzyka?
Jeżeli woda, lód i para wodna nie są dostarczane w odpowiednich ilościach,
temperaturach i pod odpowiednim ciśnieniem, może to wpłynąć negatywnie
na właściwe wykonywanie pewnych czynności (np. mycie rąk, sanityzacja,
płukanie produktów). Brak odpowiedniej ilości, ciśnienia lub temperatury
może być przyczyną skażeń.
Jak można spełnić warunki tego standardu?
•
Zapewnić dostarczanie odpowiednich ilości wody, lodu i pary, pod
odpowiednim ciśnieniem i w odpowiednich temperaturach, dla
wszystkich wykonywanych czynności w zakresie sanityzacji i produkcji,
takich jak:
- mieszanie i zastosowanie środków chemicznych;
- czynności mycia rąk
- przetwórstwo (płukanie produktów);
- płukanie sprzętu, oraz
- użycie jako składnika.
•
Dopilnować, aby woda niezdatna do picia (np. woda używana do
gaszenia pożarów) posiadała osobny system przechowywania i
dystrybucji.
•
Dopilnować, aby systemy wody niezdatnej do picia były oznaczone i nie
miały połączenia z obiegiem wody pitnej ani nie pozwalały na zwrot do
niego (np. przerywacze próżni, zawory).
Jakie przepisy dotyczą danego
standardu?
Mięso i Drób:
Food Safety and Quality Act,
2001 O.Reg. 31/05, s.26(1),
32(1), 33,
34(1bcd)(2cde)(3c)(4ab)
Produkty mleczarskie:
The Milk Act (Ontario)
R.R.O 1990. O.Reg.
761, s.78(1)
Inne:
The Health Protection and Promotions
Act (Ontario)
O.Reg. 562, s.20; s.31
Czy przestrzegasz przepisów?
W ustalonych odstępach czasu
sprawdzaj, czy dostarczane są
dostateczne ilości wody, lodu i pary dla
zaspokojenia wszystkich potrzeb w
zakresie sanityzacji i operacji, oraz czy
ich ciśnienie i temperatura są
odpowiednie.
Notuj swoje spostrzeżenia aby
wykazać, że istotnie przeprowadzono
monitoring. Postaw swoje inicjały oraz
datę na tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 75


HACCP Advantage
79
Wst
ęp do
HACCP Advantage
81
Formularz nr.1: Opis produktu
82
Formularz nr.2: Składniki i materiały otrzymane
83
Formularz nr.3: Schemat technologiczny
84
Formularz nr.4: Schemat zakładu
85
Formularz nr.5: Opis czynników ryzyka i określanie krytycznych
punktów kontroli
88
Formularz nr.6: Schemat technologiczny z krytycznymi punktami
kontroli
89
Formularz nr.7: Czynniki ryzyka poza kontrolą
90
Formularz nr.8: Matryca HACCP

HACCP Advantage Wstęp
Witamy w HACCP Advantage
HACCP Advantage
stanowi drugi etap programu HACCP Advantage. Jak
już zostało w zarysie przedstawione we wstępie do niniejszego podręcznika,
HACCP Advantage
obejmuje wszystkie wymogi programu GMP
Advantage.
GMP Advantage powininen efektywnie funkcjonować zanim
zostaną wdrożone jakiechkolwiek plany HACCP Advantage
Ten rozdział podręcznika HACCP Advantage zawiera formularze planów,
które stosowane są do określania kontroli czynników ryzyka związanych ze
szczególnymi produktami żywności, składnikami lub szczególnymi
procesami przetwarzania.
Formularze planów HACCP spełniają siedem zasad przedstawionych w
Codex Alimentarius Comission (bliższe wyjaśnienia dotyczące tych zasad,
znajdziesz w przewodniku HACCP Advantage). Wypełnienie tych
formularzy będzie wymagać wyczerpującej znajomości Twojego zakładu
produkcyjnego, a także składników i produktów przetwarzanych w tym
zakładzie.
Formularze te wytyczą Krytyczne Punkty Kontroli (CCP) – punkty, w
których istotne czynniki ryzyka mogą być opanowane oraz zidentyfikują
ś
rodki kontroli bezpieczeństwa żywności, niezbędne dla usunięcia,
zapobieżenia lub zredukowania czynnika ryzyka do poziomu
dopuszczalnego. Formularze planów HACCP będą Ci również pomocne
przy ustalaniu i wdrażaniu monitoringu, działań zaradczych, weryfikacji i
procesu prowadzenia dokumentacji.
Przewodnik HACCP Advantage dostarczy Ci bardziej szczegółowych
wskazówek, przykładów wypełnionych formularzy HACCP oraz
zastosowanych Punktów Kontroli Krytycznej, co pomoże Ci we wdrażaniu
programu HACCP Advantage.
Co stanowi nową wersję 2.0?
W wersji 2.0 formularzy planu wprowadzone zostały tylko trzy małe zmiany
w formularzach zawartych w oryginalnym podręczniku do programu
HACCP
Advantage
.
•
Formularz 1wymaga obecnie od użytkowników dopilnowania, aby
zarówno ich gotowy produkt jak i receptura tego produktu spełniały
wymogi federalnego
Food and Drugs Act
.
•
Formularz 2 został uproszczony i skrócony poprzez połączenie
identyfikacji czynników ryzyka dla składników, narzędzi
wytwarzania oraz materiałów opakowań w jednym pytaniu.
•
Formularz 5 został uproszczony, a trzy decydujące pytania zostały
sformułowane wyraźniej w celujego łatwiejszego korzystania i
rozumienia.
Spis formularzy planu
HACCP
Formularz nr.1:
Opis produktu
Formularz nr.2:
Składniki i materiały otrzymane
Formularz nr.3:
Schemat technologiczny
Formularz nr.4:
Schemat zakładu
Formularz nr.5:
Opis czynników ryzyka i określanie
krytycznych punktów kontroli
Formularz nr.6: Schemat
technologiczny z krytycznymi
punktami kontroli
Formularz nr.7:
Czynniki ryzyka poza kontrolą
Formularz nr.8:
Matryca HACCP
Podręcznik programu HACCP Advantage, wersja 2.0 79

Formularz nr.1: Opis produktu
Nazwa planu: ________________
Nazwa
pro-
duktu
Rodzaj
produktu:
np.
gotowany
surowy, po
obróbce,
gotowy do
jedzenia)
Cechy
produktu:
(np. PH,
Aw,
zasolenie,
stan
skupienia,
inne)
Gotowy
produkt i
receptura
spełniają
wymogi
ustawy Food
and Drug Act
(T/N)?
Metka spełnia
wymogi ustawy
Consumer
Packaging and
Labelling Act
i
przepisów (T/N)?
Produkt zawiera
limitowane składniki
określone w ustawie
Food and Drug Act
(T/N)? Jeśli tak,
wymienić te składniki
Czy produkt
zawiera alergeny wg
definicji Health
Canada (T/N)? Jeśli
tak, wymienić
alergeny
Okres
przecho-
wywania
produktu
Instrukcje w
zakresie
przechowywania
(np. przechowywać
w stanie świeżym,
zamrożonym,
kontrola
wilgotności, gotowy
do obróbki cieplnej)
Przeznaczenie produktu:
uwzględnić specjalne
instrukcje w zakresie
dostawy, specjalne grupy
konsumentów (np. osoby
starsze, z osłabionymi
układem
odpornościowym, itp.)
81 Podręcznik programu HACCP Advantage, wersja 2.0
Formularz nr.2: Składniki i materiały otrzymane
Nazwa planu: _______________________________________
LISTA SKŁADNIKÓW
Ustal potencjalne biologiczne, chemiczne lub fizyczne czynniki ryzyka związane z każdym z nich. Odpowiedz na każde z pytań i wpisz w pola tabeli
"B" jeśli istnieje biologiczny czynnik ryzyka, "C" w przypadku ryzyka chemicznego i "F" jeśli istnieje fizyczny czynnik ryzyka.
Wymień wszystkie otrzymane
surowce, sprzęt używany w
przetwarzaniu/materiały
opakowań oraz składniki obok
nazwy produktu.
Czy istnieje możliwość biologicznego
czynnika skażenia w związku z tym
produktem (np. bakterie, pasożyty)?
Czy istnieje możliwość chemicznego
czynnika skażenia w związku z tym
produktem (np. pozostałości
antybiotyków, pestycydów, problem
alergenów)?
Czy istnieje możliwość fizycznego czynnika
skażenia w związku z tym produktem? Rozważyć
zarówno elementy metalowe jak niemetalowe (np.
problemy ochrony środowiska - kamienie, brud;
obce ciała - igły, kości).
82 Podręcznik programu HACCP Advantage, wersja 2.0

Formularz nr.3: Schemat technologiczny
Nazwa planu:
_________________________
•
Opracuj schemat technologiczny procesu produkcji.
•
Ponumeruj wszystkie etapy procesu i ustal, czy istnieją biologiczne, chemiczne lub fizyczne czynniki ryzyka
związane z każdym z tych etapów
- Czy istnieje możliwość wystąpienia biologicznego czynnika ryzyka związana z danym etapem (np.
skażenie bakteriami, bakterie na powierzchni, rozmnażanie się bakterii)?
- Czy istnieje możliwość wystąpienia chemicznego czynnika ryzyka związana z danym etapem (np. osady
pozostałe po sanityzacji, skażenie chemiczne)?
- Czy istnieje możliwość wystąpienia fizycznego czynnika ryzyka związana z danym etapem (np. łuszcząca
się farba, metal lub kontakt z metalem)?
Podręcznik programu HACCP Advantage, wersja 2.0 83


Formularz nr.4: Schemat zakładu
Nazwa planu: _________________
•
Opracuj schemat zakładu dla swojej jednostki, z oznaczeniem sprzętu i pomieszczeń.
•
Oznacz na planie trasę ruchu produktu i osób poprzez zakład.
•
Znajdź na planie wszystkie możliwe punkty wzajemnego skażenia, zarówno biologiczne, jak chemiczne i fizyczne.
Przykłady niektórych z nich to:
-
zmieszanie produktów surowych i gotowanych
-
produkty zawierające alergeny zmieszane z produktami nie zawierającymi alergenów
-
zmieszanie materiałów niejadalnych z produktami gotowymi
-
połączenie personelu z nieodpowiednich działów
84 Podręcznik programu HACCP Advantage, wersja 2.0
Formularz nr.5:
Opis czynników ryzyka i określanie krytycznych punktów kontroli Nazwa planu: ______________
MATERIAŁ
OTRZYMANY/
ETAP PROCESU
Wypisz wszystkie
otrzymywane
materiały, etapy
procesu, pomoce do
przetwarzania oraz
wszystkie
potencjalne punkty
wzajemnego
skażenia,
wyszczególnione w
Formularzu nr.2,
Formularzu nr. 3 i
Formularzu nr. 4.
WYPISZ WSZYSTKIE
BIOLOGICZNE, CHEMICZNE I
FIZYCZNE CZYNNIKI RYZYKA
ZWIĄZANE ZE SKŁADNIKAMI,
OTRZYMYWANYMI
MATERIAŁAMI,
PRZETWARZANIEM,
PRZEPŁYWEM PRODUKTU ITP.
Ustal, czy każdy zidentyfikowany
czynnik ryzyka jest pod kontrolą
jakiegoś programu wstępnego
(jednego lub wielu).
*Jeśli tak, wskaż "program wstępny"
oraz który rozdział programów
wstępnych kontroluje dany czynnik
ryzyka.
*Jeśli nie, przejdź do pytania (P1).
P1. Czy może środek
(środki) kontroli może
być zastosowany na
każdym etapie procesu?
*Jeśli nie, nie jest to
CCP. Wpisz „NIE” w
niniejszym formularzu i
przejdź do następnego
ustalonego czynnika
ryzyka.
*Jeśli tak, opisz środek
kontroli i przejdź do
pytania (P2).
P2. Czy jest
prawdopodobne, że
skażenie danym
czynnikiem może
przekroczyć
dopuszczalny poziom lub
może wzrosnąć do
poziomu
niedopuszczalnego?
*Jeśli nie, nie jest to
CCP. Przejdź do
następego ustalonego
czynnika ryzyka.
*Jeśli tak, przejdź do
pytania (P3).
P3. Czy ten środek
kontroli jest specjalnie
opracowany w celu
eliminacji lub
ograniczenia
prawdopodobieństwa
wystąpienia danego
czynnika ryzyka do
dopuszczalnego
poziomu?
*Jeśli nie, przejdź do
pytania (P4).
*Jeśli tak, CCP. Przejdź
do ostatniej kolumny.
P4. Czy następny etap
wyeliminuje ustalony
czynnik ryzyka lub
zredukuje jego
prawdopodobne
wystąpienie do
dopuszczalnego
poziomu?
*Jeśli nie, CCP. Przejdź
do ostatniej kolumny.
*Jeśli tak, nie jest to
CCP. Określ następny
etap i przejdź do
następnego ustalonego
czynnika ryzyka.
Numer CCP
Przejdź do
następnego
ustalonego
czynnika
ryzyka.
MATERIAŁY OTRZYMANE
:
Biologiczne
Chemiczne
Fizyczne
Biologiczne
Chemiczne
Fizyczne
Biologiczne
Chemiczne
Fizyczne
Podręcznik programu HACCP Advantage, wersja 2.0 85
Formularz nr.5:
Ois czynników ryzyka i określanie krytycznych punktów kontroli Nazwa planu: ______________
MATERIAŁ
OTRZYMANY/
ETAP PROCESU
Wypisz wszystkie
otrzymywane
materiały, etapy
procesu, pomoce do
przetwarzania oraz
wszystkie
potencjalne punkty
wzajemnego
skażenia,
wyszczególnione w
Formularzu nr.2,
Formularzu nr. 3 i
Formularzu nr. 4.
WYPISZ WSZYSTKIE
BIOLOGICZNE, CHEMICZNE I
FIZYCZNE CZYNNIKI RYZYKA
ZWIĄZANE ZE SKŁADNIKAMI,
OTRZYMYWANYMI
MATERIAŁAMI,
PRZETWARZANIEM,
PRZEPŁYWEM PRODUKTU ITP.
Ustal, czy każdy zidentyfikowany
czynnik ryzyka jest pod kontrolą
jakiegoś programu wstępnego
(jednego lub wielu).
*Jeśli tak, wskaż "program wstępny"
oraz który rozdział programów
wstępnych kontroluje dany czynnik
ryzyka.
*Jeśli nie, przejdź do pytania (P1).
P1. . Czy może środek
(środki) kontroli może
być zastosowany na
każdym etapie procesu?
*Jeśli nie, nie jest to
CCP. Wpisz „NIE” w
niniejszym formularzu i
przejdź do następnego
ustalonego czynnika
ryzyka.
*Jeśli tak, opisz środek
kontroli i przejdź do
pytania (P2).
P2. Czy jest
prawdopodobne, że
skażenie danym
czynnikiem może
przekroczyć
dopuszczalny poziom lub
może wzrosnąć do
poziomu
niedopuszczalnego?
*Jeśli nie, nie jest to
CCP. Przejdź do
następego ustalonego
czynnika ryzyka.
*Jeśli tak, przejdź do
pytania (P3).
P3. Czy ten środek
kontroli jest specjalnie
opracowany w celu
eliminacji lub
ograniczenia
prawdopodobieństwa
wystąpienia danego
czynnika ryzyka do
dopuszczalnego
poziomu?
*Jeśli nie, przejdź do
pytania (P4).
*Jeśli tak, CCP. Przejdź
do ostatniej kolumny.
P4. Czy następny etap
wyeliminuje ustalony
czynnik ryzyka lub
zredukuje jego
prawdopodobne
wystąpienie do
dopuszczalnego
poziomu?
*Jeśli nie, CCP. Przejdź
do ostatniej kolumny.
*Jeśli tak, nie jest to
CCP. Określ następny
etap i przejdź do
następnego ustalonego
czynnika ryzyka.
Numer CCP
Przejdź do
następnego
ustalonego
czynnika
ryzyka.
Etapy procesu:
Biologiczne
Chemiczne
Fizyczne
Biologiczne
Chemiczne
Fizyczne
Biologiczne
Chemiczne
Fizyczne
86 Podręcznik programu HACCP Advantage, wersja 2.0
Formularz nr.5:
Opis czynników ryzyka i określanie krytycznych punktów kontroli Nazwa planu: ______________
MATERIAŁ
OTRZYMANY/
ETAP PROCESU
Wypisz wszystkie
otrzymywane
materiały, etapy
procesu, pomoce do
przetwarzania oraz
wszystkie
potencjalne punkty
wzajemnego
skażenia,
wyszczególnione w
Formularzu nr.2,
Formularzu nr. 3 i
Formularzu nr. 4.
WYPISZ WSZYSTKIE
BIOLOGICZNE, CHEMICZNE I
FIZYCZNE CZYNNIKI RYZYKA
ZWIĄZANE ZE SKŁADNIKAMI,
OTRZYMYWANYMI
MATERIAŁAMI,
PRZETWARZANIEM,
PRZEPŁYWEM PRODUKTU ITP.
Ustal, czy każdy zidentyfikowany
czynnik ryzyka jest pod kontrolą
jakiegoś programu wstępnego
(jednego lub wielu).
*Jeśli tak, wskaż "program wstępny"
oraz który rozdział programów
wstępnych kontroluje dany czynnik
ryzyka.
*Jeśli nie, przejdź do pytania (P1).
P1. Czy może środek
(środki) kontroli może
być zastosowany na
każdym etapie procesu?
*Jeśli nie, nie jest to
CCP. Wpisz „NIE” w
niniejszym formularzu i
przejdź do następnego
ustalonego czynnika
ryzyka.
*Jeśli tak, opisz środek
kontroli i przejdź do
pytania (P2).
P2. Czy jest
prawdopodobne, że
skażenie danym
czynnikiem może
przekroczyć
dopuszczalny poziom lub
może wzrosnąć do
poziomu
niedopuszczalnego?
*Jeśli nie, nie jest to
CCP. Przejdź do
następego ustalonego
czynnika ryzyka.
*Jeśli tak, przejdź do
pytania (P3).
P3. Czy ten etap
procesu jest specjalnie
opracowany w celu
eliminacji lub
ograniczenia
prawdopodobieństwa
wystąpienia danego
czynnika ryzyka do
dopuszczalnego
poziomu?
*Jeśli nie, przejdź do
pytania (P4).
*Jeśli tak, CCP. Przejdź
do ostatniej kolumny.
P4. Czy następny etap
wyeliminuje ustalony
czynnik ryzyka lub
zredukuje jego
prawdopodobne
wystąpienie do
dopuszczalnego
poziomu?
*Jeśli nie, CCP. Przejdź
do ostatniej kolumny.
*Jeśli tak, nie jest to
CCP. Określ następny
etap i przejdź do
następnego ustalonego
czynnika ryzyka.
Numer CCP
Przejdź do
następnego
ustalonego
czynnika
ryzyka.
Schemat zakładu:
Biologiczne
Chemiczne
Fizyczne
Biologiczne
Chemiczne
Fizyczne
Biologiczne
Chemiczne
Fizyczne
Podręcznik programu HACCP Advantage, wersja 2.0 87

Formularz nr.6: Schemat technologiczny z krytycznymi punktami kontroli
Nazwa planu ___________________________
SCHEMAT TECHNOLOGICZNY PROCESU ILUSTRUJĄCY USTALONE KRYTYCZNE PUNKTY KONTROLI.
•
Posługując się Formularzem nr. 3, określ obok odpowiednich etapów, gdzie zostało ustalone istnienie krytycznych
punktów kontroli dla planu HACCP.
88 Podręcznik programu HACCP Advantage, wersja 2.0

Formularz nr.7: Czynniki ryzyka poza kontrolą
Nazwa planu:______________
CZYNNIKI RYZYKA POZA KONTROLĄ
•
Wymień wszystkie biologiczne, chemiczne i fizyczne czynniki ryzyka w Twoim zakładzie, na które dałeś odpowiedź
„NIE” w P.1 w formularzu nr.5.
•
Wymień jak dany czynnik ryzyka będzie kontrolowany przed lub po procesie przetwarzania:
-
instrukcje gotowania
-
uświadamianie społeczeństwa
-
zużycie przed określoną datą.
Czynniki ryzyka
Jakie można opanować dany czynnik ryzyka
Podręcznik programu HACCP Advantage, wersja 2.0 89
Formularz nr.8: Matryca HACCP Nazwa planu: ________________
Etap
procesu
Numer
wg
formula-
rza nr. 3
Numer
czynnika
ryzyka
CCP
Kolejne
numery
Opis czynnika
ryzyka
Określ, czy jest to
ryzyko
biologiczne,
chemiczne, czy
fizyczne. Opisz
czynnik ryzyka.
Limity
krytyczne
Określ
wartość(i)
wystarczające
dla
utrzymania
CCP pod
kontrolą
Procedury monitoringu
Ustal:
•
kto jest
odpowiedzialny za
daną czynność;
•
jaką procedurę należy
stosować;
•
jakie obserwacje lub
pomiary należy
przeprowadzić
•
jak często wykonywać
tę czynność;
•
gdzie notować
obserwacje.
Procedury odchylenia i
działania zaradcze
Jeśli monitoring wykaże
odchylenie, opisz:
•
kto podejmie działania
zaradcze;
•
jaką procedurę należy
stosować;
•
gdzie notować te
działania.
Procedury weryfikacyjne
Ustal:
•
kto jest odpowiedzialny za daną
czynność;
•
jaką procedurę należy stosować;
•
jakie obserwacje lub pomiary należy
przeprowadzić
•
jak często wykonywać tę czynność
•
gdzie notować obserwacje
Jeśli weryfikacja wykaże odchylenie, opisz:
•
kto podejmnie działania zaradcze;
•
jaką procedurę należy stosować;
•
gdzie notować te działania.
Zapisy
HACCP
Wymienić
zapisy do
wykorzystania.
90 Podręcznik programu HACCP Advantage, wersja 2.0
HACCP Advantage Plus +
93
Wstęp doHACCP Advantage Plus
+
94
TABELA 1 Sumaryczna tabela standardów HACCP Advantage Plus+
PROGRAMY KONTROLI Plus+
97
P10.1 Program wykrywalności
98
P11.1 Program bezpieczeństwa
SZKOLENIE Plus+
99
T10.1 Szkolenie w zakresie wykrywalności
100
T11.1 Szkolenie w zakresie bezpieczeństwa
ŚRODKI KONTROLI OPERACYJNEJ Plus+
101
010.1 Materiały przybywające
102
010.2 Materiały w trakcie przetwarzania oraz materiały wysyłane
103
011.1 Identyfikacja pracowników oraz kontrola personelu
104
011.2 Dostęp do pomieszczeń wrażliwych
105
011.3 Kontrola transportów przybywających i wysyłanych
106
011.4 Kontrola inwentarza
107
011.5 Inspekcje bezpieczeństwa
ŚRODKI KONTROLI ŚRODOWISKOWEJ Plus+
108
E11.1. Bezpieczeństwo zakładu


Wstęp do HACCP Advantage Plus
+
HACCP Advantage Plus+
stanowi trzeci etap programu HACCP Advantage. Jak zostało przedstawione we wstępie do
niniejszego podręcznika, HACCP Advantage Plus+ zawiera wszystkie wymogi programu GMPAdvantage oraz programu
HACCP Advantage
.
Niniejszy rozdział podręcznika zawiera 12 nowych standardów HACCP Advantage Plus+: cztery standardy
dotyczące wykrywalności oraz osiem standardów dotyczących bezpieczeństwa.
Wykrywalność i bezpieczeństwo dostaw żywności stają się bardzo ważnymi oraz żywotnymi zagadnienieniami we
współczesnym przemyśle przetwórstwa żywności. Standardy wykrywalności umożliwiają użytkownikom HACCP
Advantage Plus
+
ustalenie składników oraz gotowych produktów wstecz do ich bezpośredniego dostawcy
oraz do przodu do kolejnego klienta. Ta możliwość wykrywalności produktów żywności zarówno „do przodu
jak i wstecz” jest podstawą ochrony konsumentów w przypadku wystąpienia kryzysu bezpieczeństwa żywności.
Bezpieczeństwo zakładu przetwórstwa żywności jest również bardzo ważne. Umyślne fałszowanie lub obniżanie jakości
ż
ywości może mieć dewastujące i długotrwałe skutki nie tylko dla zdrowia konsumentów lecz również dla reputacji firmy,
która wyprodukowała uszkodzony produkt ż ywności. Zapewnienie bezpiecznego środowiska produkcji żywości jest najlepszym
zabezpieczeniem przed tego rodzaju problemem.
Obie grupy tych standardów zostały opracowane według tego samego schematu organizacyjnego co standardy GMP.
Format numeracji jest kontynuowany w miejscu, w którym kończy się numeracja standardów GMP .
Musisz osiągnąć wytyczony rezultat końcowy, wprowadzić procedury monitoringu oraz wyszczególnić działania zaradcze i
wymogi dokumentacji dla każdego standardu. Podczas dokonywania monitoringu jakiegokolwiek standardu wykrywalności
lub bezpieczeństwa dokonuj zapisów swoich obserwacji jak również wszystkich działań zaradczych, aby zapewnić
spełnienie wymogów standardu. Dokumentacja powinna identyfikować wszystkie zapisy powstałe w wyniku działań
monitoringu.
Wyspecjalizowany konsultant może udzielić Ci bardziej szczegółowych wskazówek, pomocnych przy wdrażaniu
programu HACCP Advantage Plus
+
.
Podręcznik programu HACCP Advantage, wersja 2.0 93
TABELA 2 Sumaryczna tabela standardów HACCP Advantage Plus+
PROGRAMY KONTROLI
SZKOLENIA
P10 Wykrywalność
T10 Wykrywalność
P10.1 Program wykr ywalności
T10.1 Szkolenie w zakresie wykrywalności
P11 Bezpieczeństwo
T11 Bezpieczeństwo
P11.1 Program bezpieczeństwa
T11.1 Program bezpieczeństwa
94 Podręcznik programu HACCP Advantage, wersja 2.0
TABELA 2 Sumaryczna tabela standardów HACCP Advantage Plus+
PROGRAMY KONTROLI OPERACYJNEJ
PROGRAMY KONTROLI ŚRODOWISKOWEJ
O10 Wykrywalność
O10.1 Informacje dotyczące wykrywalności
materiałów przybywających
O10.2 Informacje dotyczące wykrywalności materiałów
w trakcie przetwarzania i wysyłanych
O11 Bezpieczeństwo
E11 Bezpieczeństwo
O11.1 Identyfikacja i kontrola personelu
O11.2 Dostęp do pomieszczeń wrażliwych
011.3 Kontrola transportów przybywających i
wysyłanych
O11.4 Kontrola inwentarza
O11.5 Inspekcje bezpieczeństwa
E11.1 Bezpieczeństwo zakładu
Podręcznik programu HACCP Advantage, wersja 2.0 95


P10 Wykrywalność
P10.1 Program wykrywalności
Co stanowi standard?
Program wykrywalności jest opracowany na piśmie i jest aktualizowany w miarę potrzeb.
Program ten określa role, obowiązki oraz instrukcje związane z właściwym zbieraniem,
przechowywaniem oraz przekazywaniem informacji dotyczących wykrywalności.
Informacje dotyczące wykrywalności obejmują informacje na temat dostawcy, klienta oraz
identyfikacji produktów, komponentów i składników (z opakowaniami włącznie), które
mogą mieć wpływ na bezpieczeństwo produktu. Program wykrywalności umożliwia
odnalezienie informacji dotyczących produktów gotowych wstecz, aż do
surowców/składników, lub do przodu do klienta. Dane dotyczące wykrywalności są
przechowywane przez partnerów handlowych w ich zakładach wewnętrznie i są
udostępniane innym partnerom handlowym w razie konieczności.
Jakie są czynniki ryzyka?
Solidny program wykrywalności może zmniejszyć zasięg i naturę skażeń, potencjalne
czynniki ryzyka w łańcuchu dostaw żywności oraz ochronić zdrowie ludzi i zwierząt.
Zbieranie oraz przechowywanie informacji dotyczących wykrywalności ułatwi
identyfikację oraz weryfikację pochodzenia produktu, jego procesu przetwarzania lub
surwców. Brak systemu wykrywalności oraz/lub personelu, który dokonuje praktyk
wykrywalności, może uniemożliwić lub opóźnić identyfikację czynników ryzyka oraz/albo
zwiększyć zasięg oddziaływania tych czynników.
Jak można spełnić warunki tego standardu?
•
Opracuj pisemny program wykrywalności, który zawiera przepisy, procedury oraz kontrolę
zbierania, przechowywania oraz przekazywania kluczowych informacji dotyczących dostawców,
klientów oraz produktów.
•
Opracuj program wykrywalności, aby:
– ustalić od jakich dostawców pochodzą wszystkie surowce;
– połączyć kody partii składników z kodami gotowych produktów;
– oznaczyć kodami gotowe produkty indywidualnie lub partiami;
– połączyć kody przerobionych składników z kodami gotowych produktów, o ile zakład używa
przerobionych produktów;
– ustalić pochodzenie składników w uprzednio przygotowanych mieszankach z gotowymi
produktami, o ile zakład używa takich uprzednio przygotowanych mieszanek jako składników;
– połączyć kody gotowych produktów z kodami organizacji, które otrzymują produkt za pomocą
zapisów dotyczących dystrybucji, oraz
– zidentyfikować oraz ustalić czas i przepływ produktów przez zakład od ich otrzymania do
wysyłki i od ich wysyłki do otrzymania przez klientów.
• Opracuj system bezpiecznego zbierania, przechowywania oraz przekazywania informacji
niezbędnych dla wszystkich kluczowych punktów procesu, łącznie z transportem, rozładunkiem,
przenoszeniem i przechowywaniem.
• Połącz program wykrywalności z pisemnym programem wycofywania, ponieważ wycofywanie
wymaga informacji dotyczącyh wykrywalności.
• Tam, gdzie konieczne, połącz program wykrywalności z programami transportu, rozładunku,
przenoszenia oraz przechowywania.
• Zapisuj informacje dotyczące głównego dostawcy, firmy transportowej oraz konsumenta, łącznie z
nazwą firmy, nazwiskiem osoby kontaktowej, adresem, numerem telefonu, faksu oraz adresem e-
mail.
• Dla wszystkich składników, opakowań oraz produktów gotowych prowadź rozwinięty system
inwentarza.
• Zapisuj podstawowe informacje dotyczące:
-
produktów, komponentów (łącznie_z opakowaniami) oraz składnikami, które
muszą być zidentyfikowane na odpowiednim szczeblu, bez względu na to czy
będzie to indywidualny produkt, partia, czy zestaw, itp.;
-
rodzaj otrzymanego produktu, łącznie z jego marką oraz specyficznym
gatunkiem;
-
datę otrzymania;
-
ilość oraz rodzaj opakowania (np. 12 uncjowe butelki); oraz
-
zapisz przepływ i zastosowanie produktów, komponentów oraz składników
przez zakład/środowisko przetwarzania, aby dopilnować, że części składowe
gotowego produtu (np. surowce i składniki) mogą zostać ustalone.
Jakie przepisy dotyczą danego
standardu?
Mięso i Drób:
Nie dotyczy
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz przepisów?
W ustalonych odstępach czasu
sprawdzaj pisemny program
wykrywalności, aby dopilnować, że
jest on kompletny, dokładny oraz
aktualny pod kątem spełniania
potrzeb zakładu.
Notuj swoje spostrzeżenia, aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę na
tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 97

P11 Bezpieczeństwo
P11.1 Program bezpieczeństwa
Co stanowi standard?
Program bezpieczeństwa jest opracowany na piśmie i jest aktualizowany w miarę potrzeb.
Program ten zawiera efektywne przepisy oraz procedury zabezpieczania żywności,
składników oraz opakowań przed fałszowaniem, kradzieżą, obniżaniem jakości lub
umyślnym skażaniem. Jako minimum program ten nakreśla plan bezpieczeństwa
zawierający procedury i przepisy dotyczące postępowania w przypadku pogróżek,
umyślnego obniżania jakości produktów, kontroli oraz/lub usuwania materiałów
potencjalnie niebezpiecznych, inspekcję bezpieczeństwa zakładu, ewakuację zakładu oraz
dopuszczalne materiały i rzeczy dozwolone na terenie zakładu. Plan bezpieczeństawa
zapewnia informacje dotyczące kontaktów oraz wskazówki odnośnie powiadamiania
odpowiednich władz rządu na wypadek kryzysu bezpieczeństwa.
Jakie są czynniki ryzyka?
Umyślne fałszowanie lub obniżanie jakośći żywności może prowadzić do
rozprzestrzeniania się choroby pochodzącej z żywności, wycofania produktów oraz strat
ekonomicznych. Opracowanie systemu, który zabezpiecza przed ryzykiem oraz/lub
opanowuje je i przygotowuje zakład na wypadek umyślnegos fałszowania lub obniżenia
jakości żywności, może w znacznym stopniu zredukować lub wyeliminować potencjalne
szkody zakładu oraz zabezpieczyć przed wejściem potencjalne szkodliwej żywności do
łańcucha żywności.
Jak można spełnić warunki tego standardu?
•
Opracuj pisemny program bezpieczeństwa, ustalający przepisy zakładu,
procedury oraz kontrole w zakresie:
– postępowania w przypadku pogróżek, fałszowania lub obniżenia jakości produktów
•
powiadamiania kierownictwa przez personel o takich zajściach
•
identyfikacji, zlokalizowania oraz zabezpieczenia potencjalnie uszkodzonego
produktu
•
ś
rodków proceduralnych dla sprawdzania bezpieczeństwa produktu, zanim wejdzie
on na rynek
– kontroli lub usuwania materiałów potencjalnie niebezpiecznych:
•
materiały potencjalnie niebezpieczne (odczynniki, kultury bakteryjne itp.), są
odpowiednio poddawane kontroli w celu zapobieżenia skażenia żywności
•
procedury
usuwania niebezpiecznych materiałów lub produktów uszkodzonych są
wyraźnie ustalone
– inspecji bezpieczeństwa zakładu:
•
są ustalone procedury w celu sprawdzania strukturalnego oraz fizycznego
bezpieczeństwa zakładu we wcześniej ustalonej częstotliwości
• inspekcje bezpieczeństwa zakładu obejmują oględziny budynku, dachów, parkingów
oraz terenów okolicznych w celu wykrycia śladów fałszowania lub obniżania
jakości żywości
– ewakuacji zakładu:
•
procedury są opracowane tak, że ich stosowanie zapewnia zorganizowaną, sprawną,
bezpieczną i szybką ewakuację całego personelu, odwiedzających oraz
kontrahentów z zakładu
– listę materiałów dopuszczalnych
• opracowana jest, wywieszona i przestrzegana lista materiałów zezwolonych na
wnoszenie przez pracowników, odwiedzających oraz kontrahentów
– powiadamianie władz rządu:
• udokumentowane są
procedury powiadamiania odpowiednich władz rządu na
wypadek celowego sfałszowania produktu, obniżenia jego jakości, kradzieży lub
pogróżek
•utrzymywana jest
lista aktualnych informacji dotyczących kontaktów z władzami
rządu
•
Utwórz zespół bezpieczeństwa i poszczególnym członkom tego zespołu wyznacz
obowiązki w ramach planu bezpieczeństwa.
•
Wyznacz lidera zespołu na koordynatora bezpieczeństwa
•
Utrzymuj kontakt z laboratorium testowania na wypadek konieczności pomocy w
zbadaniu przypadków fałszowania lub obniżania jakości żywności.
98 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą danego
standardu?
Mięso i Drób:
Nie dotyczy
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz przepisów?
W ustalonych odstępach czasu
sprawdzaj pisemny program
bezpieczeństawa, aby dopilnować,
ż
e jest on aktualny i odpowiedni dla
operacji zakładu.
Notuj swoje spostrzeżenia, aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę na
tym zapisie.
P10 Wykrywalność
P10.1 Szkolenie z zakresie wykrywalności
Co stanowi standard?
Szkolenie w zakresie wykrywalności jest przeprowadzane i aktualizowane w
miarę potrzeb w celu zapewnienia, że personel rozumie i jest kompetentny w
zakresie przepisów oraz procedur niezbędnych dla zagwarantowania, że produkty
ż
ywności są wykrywalne, począwszy od składników od dostawcy/surowców, aż
do miejsca docelowego gotowego produktu.
W odpowiedniej częstotliwości przeprowadza się szkolenia w celu zapewnienia
aktualnego rozumienia przepisów przez personel.
Jakie są czynniki ryzyka?
Personel zakładu odgrywa główną rolę w zapewnieniu wykrywalności żywności.
Personel, który nie rozumie lub nie przestrzega przepisów dotyczących
wykrywalności żywności, naraża system wykrywalności na ryzyko i w związku z
tym może uniemożliwiać lub opóźniać zidentyfikowanie czynników ryzyka
oraz/lub zwiększyć zasięg oddziaływania tych czynników ryzyka. Szkolenia
poprawiają świadomość, rozumienie oraz kompetencje w zakresie wykrywalności
ż
ywności, co zmniejsza te czynniki ryzyka.
Jak można spełnić warunki tego standardu?
Przeprowadzaj szkolenie wyznaczonego personelu, włącznie z całym personelem
transportu, rozładunku, przenoszenia oraz przechowywania na temat koncepcji
i przepisów efektywnego systemu wykrywalności, włącznie z wszystkimi
elementami pisemnego programu, opracowanego w odpowiedzi na P10.1.
• Dopilnuj, aby wyznaczony personel rozumiał znaczenie stosowania
właściwych kodów indentyfikacyjnych na wszystkich szczeblach
przetwarzania produktów.
•
Rutynowo sprawdzaj oraz aktualizuj szkolenia w celu zapewnienia, że materiał
jest właściwy i bieżący.
•
Przeprowadzaj szkolenie wyznaczonego personelu przy rozpoczęciu
zatrudniania oraz szkolenia utrwalające w odpowiednich odstępach czasu.
•
Po zakończeniu szkolenia w zakresie wykrywalności zanotuj w trwałym
zapisie datę, rodzaj szkolenia, imię i nazwisko instruktora oraz nazwiska
uczestników.
Jakie przepisy dotyczą danego
standardu?
Mięso i Drób:
Nie dotyczy
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz przepisów?
W ustalonych odstępach czasu
sprawdzaj szolenia w zakresie
wykrywalności, aby dopilnować, że
są one kompletne, dokładne oraz
spełniają potrzeby zakładu w
zakresie wykrywalności.
W ustalonych odstępach czasu
sprawdzaj zapisy dotyczące
szkolenia personelu pod kątem ich
zgodności z przepisami,
kompletności oraz dokładności.
Zapisuj swoje spostrzeżenia, aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę na
tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 99

T11 Bezpieczeństwo
T11.1 Szkolenie w zakresie bezpieczeństwa
Co stanowi standard?
Szkolenie w zakresie bezpieczeństwa jest przeprowadzane i aktualizowane w
miarę potrzeb w celu zapewnienia, że personel rozumie i jest kompetentny w
zakresie przepisów oraz procedur niezbędnych dla zagwarantowania
bezpieczeństwa żywności, zakładu przetwórstwa oraz zatrudnionego w nim
personelu. Szkolenie jest przeprowadzane w odpowiedniej częstotliwości w celu
zapewnienia, że rozumienie przepisów przez personel jest aktualne.
Jakie są czynniki ryzyka?
Umyślne fałszowanie lub obniżanie jakości żywności może prowadzić do
rozprzestrzeniania się chorób pochodzących z żywności, wycofania produktu oraz
strat ekonomicznych. Szkolenie personelu zakładu w zakresie bezpieczeństwa
zwiększa jego świadomość odnośnie potencjalnego fałszowania i obniżania
jakości żywności. Szkolenia są również ważne dla zapewnienia, że personel
rozumie obowiązek zgłaszania potencjalnych wykroczeń w zakresie
bezpieczeństwa.
Jak można spełnić warunki tego standardu?
•
W ustalonych odstępach czasu przeprowadzaj wstępne przeszkolenia
w zakresie pojęć i przepisów programu bezpieczeństwa, zawierającego
uzależnione od pracowników elementy pisemnego programu, opracowanego w
odpowiedzi na pisemny Pogram Bezpieczeństwa (P11.1).
•
W ramach szkolenia wymagaj od pracowników zgłaszania jakichkolwiek
oznak możliwego fałszowania, obniżania jakości żywności lub jej
kradzieży.
•
Przeprowadź szkolenie członków zespołu bezpieczeństwa w zakresie
wszystkich elementów i przepisów programu bezpieczeństwa żywności.
•
Przeprowadź szkolenie personelu doręczającego pocztę pod kątem
rozpoznawania podejrzanej poczty oraz postępownia z nią.
•
Rutynowo sprawdzaj i aktualizuj szkolenia, aby zapewnić, że są one
włąściwe i aktualne.
•
Po zakończniu szkolenia w trwałym zapisie zanotuj datę, rodzaj
szkolenia, imię i nazwisko instruktora oraz nazwiska uczestników.
100 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą danego
standardu?
Mięso i Drób:
Nie dotyczy
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz przepisów?
W ustalonych odstępach czasu
sprawdzaj szkolenia w zakresie
bezpieczeństwa, aby dopilnować, że
są one kompletne i spełniają
wymagania zakładu w zakresie
bezpieczeństwa.
W ustalonych odstępach czasu
sprawdzaj zapisy dotyczące
szkolenia personelu pod kątem ich
zgodności z przepisami,
kompletności oraz dokładności.
Zapisuj swoje spostrzeżenia, aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę na
tym zapisie.

010 Wykrywalność
010.1 Materiały przybywające
Co stanowi standard?
Informacje dotyczące wykrywalności dla wszystkich przybywających produktów
ż
ywności, składników, materiałów opakowań oraz produktów zwracanych są
dokładnie i sprawnie zapisywane, kiedykolwiek produkty lub materiały są
rozładowywane w zakładzie, zgodnie z pisemnym Programem Wykrywalności
(P10.1). Przybywające produkty żywności, składniki, materiały opakowań oraz
ź
ródło ich pochodzenia są dokładnie identyfikowane przy wwożeniu ich do
zakładu.
Jakie są czynniki ryzyka?
Systematyczne prowadzenie zapisów informacji dotyczących wykrywalności
podczas
rozładunku żywności, składników i materiałów opakowań jest
niezbędne dla rozwinięcia systemu wykrywalności oraz zachowania jego
integralności. Niewłaściwa identyfikacja otrzymanej żywności, składników i
materiałów opakowań oraz niestałe prowadzenie zapisów informacji dotyczących
wykrywalności obniża integralność systemu wykrywalności żywności, co może
opóźniać identyfikację materiałów niebezpiecznych i/lub rozszerzyć zasięg
oddziaływania zagrożenia w przypadku incydentu.
Jak można spełnić warunki tego standardu?
•
Dopilnuj, aby wszystkie podstawowe informacje dotyczące dostawcy
były zapisywane zgodnie z pisemnym Programem Wykrywalności
(P10.1) dla wszystkich materiałów przybywających.
•
Dopilnuj, aby istniał system, który pobiera i zapisuje informacje
dotyczące identyfikacji wszystkich przybywających produktów
ż
ywności, składników, materiałów opakowań oraz produktów
zwróconych oraz aby system ten był dostępny i stosowany w punkcie
rozładunku.
•
Zidentyfikuj bezpośrednią firmę transportową, która dowiozła materiały,
o ile nie był to dostawca, zgodnie z wytycznymi Programu
Wykrywalności (P10.1).
•
Dopilnuj, aby wszystkie przyczyny zwrotów produktów były
zapisywane.
•
Dopilnuj, aby wszystkie produkty żywnośći, składniki, materiały
opakowań oraz produkty były właściwie zidentyfikowane na
wyszczególnionym poziomie, bez względu na to czy jest to pojedynczy
produkt, partia czy zestaw. Jeśli nie ma wyszczególnionego poziomu dla
danego przybywającego produktu, należy wyszczególnić nowy
identyfikator wykrywalności i połączyć go z zapisami transportu w
punkcie rozładunku.
Jakie przepisy dotyczą danego
standardu?
Mięso i Drób:
Nie dotyczy
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz przepisów?
W ustalonych odstępach czasu
obserwuj odbiór otrzymywanej
ż
ywności, składników, materiałów
opakowań oraz produktów
zwracanych. Sprawdź, czy
wszystkie informacje dotyczące
wykrywalnośći są dostępne i są
właściwie zapisane. Sprawdź, czy
wszystkie otrzymywane składniki są
opatrzone odpowiednimi
etykietkami pod kątem zgodności z
programem wykrywalności.
Dopilnuj, aby zapisy informacji
dotyczących wykrywalności
prowadzone były wyłącznie przez
przeszkolony personel.
Zapisuj swoje spostrzeżenia, aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę na
tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 101

010 Wykrywalność
010.2 Materiały w trakcie przetwarzania i materiały wysyłane
Co stanowi standard?
Informacje dotyczące wykrywalności dla wszystkich produktów żywności,
składników i materiałów opakowań są dokładnie i sprawnie zapisywane,
kiedykolwiek produky lub materiały podczas procesu przetwarzania poddawane
są zmianom formy lub są wysyłane z zakładu, zgodnie z pisemnym Programem
Wykrywalności (P10.1). Zawartość pojazdów transportowych oraz kontenerów
opatrzona jest odpowiednimi napisami oraz, oraz dokonuje się zapisów
informacji dotyczących wykrywalności, kiedy produkty są wysyłane. Informacje
dotyczące miejsca docelowego wysyłanych produktów są pobierane i
zapisywane.
Jakie są czynniki ryzyka?
Systematyczne prowadzenie zapisów informacji dotyczących wykrywalności
podczas procesu przetwarzania i wysyłania żywności, składników i materiałów
opakowań jest niezbędne dla rozwinięcia systemu wykrywalności oraz
zachowaniajego integralności.
Niewłaściwa identyfikacja przetwarzanej i
wysyłanej żywności, składników i materiałów opakowań oraz niestale
prowadzone zapisy informacji dotyczących wykrywalności obniżają integralność
systemu wykrywalności żywności, co może opóźniać identyfikację materiałów
niebezpiecznych i/lub rozszerzyć zasięg zagrożenia w przypadku incydentu.
Jak można spełnić warunki tego standardu?
•
Dopilnuj, aby w zakładzie istniał system identyfikacji i zapisów
informacji dotyczących wykrywalności i przepływu produktów, oraz aby
ten system był stosowany dla wszystkich produktów żywności,
składników i materiałów opakowań.
•
Dokonuj zapisów informacji dotyczących wykrywalności za każdym
razem, kiedy produkt lub kontener z produktami jest transportowany w
inne miejsce lub do innego zakładu przetwórstwa, lub kiedy forma
produktu jest poddawana zmianom w danym zakładzie przetwórstwa
(np. łączenie składników, dodawanie opakowania).
•
Dopilnuj, aby dla wszystkich materiałów i produktów wysyłanych
prowadzone były zapisy wszystkich kluczowych informacji dotyczących
klientów zgodnie z pisemnym Programem Wykrywalności (P10.1).
•
Dopilnuj, aby unikatowe kody, które identyfikują produkty wysyłane
przez zakład, spełniały wymogy wykrywalności klientów oraz partnerów
łańcucha dostaw.
•
Zidentyfikuj bezpośrednią firmę transportową, która otrzymała transport,
o ile nie jest to klient, zgodnie z pisemnym Programem Wykrywalności
(P10.1)
102 Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą danego
standardu?
Mięso i Drób:
Nie dotyczy
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz przepisów?
W ustalonych odstępach czasu
obserwuj przetwarzanie i wysyłkę
ż
ywności, składników oraz
materiałów opakowań. Sprawdzaj,
czy wszystkie informacje dotyczące
wykrywalnośći są dostępne i są
właściwie zapisywane za każdym
razem kiedy żywność, składniki lub
materiały opakowań poddawane są
zmianom formy lub są wysyłane.
Dopilnuj, aby zapisy informacji
dotyczących wykrywalności
prowadzone były wyłącznie przez
przeszkolony personel.
Zapisuj swoje spostrzeżenia, aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę na
tym zapisie.
011. Bezpieczeństwo
011.1 Identyfikacja pracowników i kontrola personelu
Co stanowi standard?
Jednoznaczny system identyfikacji pracowników zakładu jest opracowany,
wdrożony oraz przestrzeganie jego jest wymane od wszystkich pracowników
przed wejściem do zakładu. System ten zawiera aktualną listę pracowników
zakładu, ich miejsce pracy oraz normalne godziny pracy. Nowi pracownicy
powinni zostać poddani sprawdzeniu ich przeszłości w celu zweryfikownia ich
identyfikacji przed rozpoczęciem zatrudnienia. Dopilnuj, aby jakikolwiek
personel wchodzący do zakładu, który nie jest w nim zatrudniony (np.
odwiedzający, kontrahenci, rewidenci) przebywał wyłącznie w częściach, w
których nie ma produktów, o ile nie znajduje się on w towarzystwie
przedstawiciela zakładu, upoważnionego przez zespół bezpieczeństwa.
Jakie są czynniki ryzyka?
Umyślne fałszowanie i obniżanie jakości żywności może prowadzić do
rozprzestrzeniania się chorób pochodzących z żywnośći, wycofania produktów
oraz strat ekonomicznych. Dopilnowanie, aby osoby z zamiarem sfałszowania
lub uszkodzenia żywności nie dostały się do zakładu jest pierwszą i najlepszą
linią obrony przed takim zagrożeniem. Jednoznaczna identyfikacja wszystkich
pracowników zakładu, odwiedzających, kontrahentów i całego personelu
wchodzącego do zakładu pomoże zabezpieczyć przed wstępem osób
nieupoważnionych.
Jak można spełnić warunki tego standardu?
•
Opracuj system identyfikacji, który jenoznacznie i unikatowo
identyfikuje wszystkich pracowników zakładu (np. karty identyfikacyjne
ze zdjęciem, składanie podpisów przy wejściu i wyjściu).
•
Stosuj ten opracowany system identyfikacji we wszystkich wejściach dla
pracowników w celu zapewnienia, że tylko upoważnieni pracownicy
oraz sprawdzeni odwiedzający mają wstęp do zakładu.
•
Dopilnuj, aby aktualna lista pracowników, zawierająca wyznaczone
miejsca i godziny pracy, była dostępna przy wejściach oraz dla
kierownictwa zakładu.
•
Dokonuj kontroli wchodzenia personelu (pracowników i
odwiedzających) zarówno podczas godzin pracy jak i poza godzinami.
•
Stosuj taki system identyfikacji, który jednoznacznie identyfikuje
pracowników w połączeniu z ich specyficzną funkcją lub miejscem
pracy (np. kolorowa odzież robocza, kolorowe/numerowane karty).
•
Dopilnuj, aby nowo-przyjęci pracownicy przed rozpoczęciem
zatrudnienia poddani zostali dokładnemu sprawdzeniu ich przeszłości w
celu zweryfikowania ich tożsamości oraz zidentyfikowania
jakiegokolwiek ryzyka z ich strony.
•
Dopilnuj, aby personel wchodzący do zakładu, którego nazwisko nie jest
umieszczone na liście pracowników, lub który nie został jednoznacznie
zidentyfikowany, przebywał tylko w częściach, gdzie nie ma żywności,
lub aby pozostawał w towarzystwie upoważnionego pracownika,
któremu znany jest zakład i plan bezpieczeństwa.
Jakie przepisy dotyczą danego
standardu?
Mięso i Drób:
Nie dotyczy
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz przepisów?
W ustalonych odstępach czasu
sprawdzaj jednoznaczny system
identyfikacji pracowników, aby
dopilnować, że jest on aktualny i
odpowiedni dla operacji danego
zakładu. Sprawdzaj nowo
zatrudnionych pracowników, aby
dopilnować, że dokonano
właściwego sprawdzenia ich
przeszłości.
Zapisuj swoje spostrzeżenia, aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę na
tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 103

011. Bezpieczeństwo
011.2 Dostęp do części wrażliwych
Co stanowi standard?
Dostęp do części krytycznych lub wrażliwych zakładu, takich jak laboratoria,
składy materiałów chemicznych lub niebezpiecznych, wewnętrzne i zewnętrzne
składy żywności, studnie, sprzęt do przetwarzania wody i lodu, centralna kontrola
przepływu powietrza, system wodny, elektryczność i gaz, jest zastrzeżony i
kontrolowany. Części zakładu, do których wstęp jest zastrzeżony wyłącznie dla
upoważnionego personelu, są zabezpieczone i wyraźnie opatrzone odpowiednimi
napisami.
Jakie są czynniki ryzyka?
Fałszowanie lub uszkadzanie części wrażliwych zakładu przetwórstwa żywności
może mieć krytyczne skutki dla bezpieczeństwa oraz zdatności żywności,
składników oraz materiałów opakowań. Części wrażliwe zakładu takie jak
laboratoria, składy materiałów chemicznych lub niebezpiecznych, wewnętrzne i
zewnętrzne składy żywności, studnie, sprzęt do przetwarzania wody i lodu,
centralna kontrola przepływu powietrza, system wodny, elektryczność i gaz są
podatne na sabotaż, który może naruszyć bezpieczeństwo i zdatność żywności,
składników oraz materiałów opakowań. Na przykład umyślne uszkodzenie
systemu oczyszczania wody może być przyczyną niebezpiecznych produktów
gotowych. Zastrzeżenie dostępu do części wrażliwych wyłącznie dla
upoważnionego personelu zabezpieczy przed umyślnym fałszowaniem oraz/lub
niezamierzonymi zakłóceniami.
Jak można spełnić warunki tego standardu?
•
Dopilnuj, aby dostęp do części/sprzętu wrażliwego lub krytycznego był
kontrolowany lub zastrzeżony przez stosowanie mechanizmów
zamykających lub innych środków zabezpieczających.
•
Do pomieszczeń, które należy dopilnować pod kątem kontroli i
bezpieczeństwa należą:
-
laboratoria
-
części składowania żywności, składników oraz materiałów
chemicznych i niebezpiecznych
-
kontrola przepływu powietrza, system wodny, dopływ gazu i
elektryczności
-
zewnętrzne przyczepy, pomieszczenia składów żywności,
zbiorniki i silosy.
•
Wyraźnie i czytelnym napisem oznacz wszystkie części, do których
wstęp jest zastrzeżony.
•
Na wstęp do części krytycznych lub wrażliwych zezwalaj
wyłącznie upoważnionym pracownikom lub kontrahentom.
•
Dostęp do pomieszczeń produkcyjnych i składów żywności
zastrzeż wyłącznie dla pracowników zakładu oraz odwiedzających
w towarzystwie upoważnionych pracowników.
104
Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą danego
standardu?
Mięso i Drób:
Nie dotyczy
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz przepisów?
W ustalonych odstępach czasu
sprawdzaj, czy dostęp do
pomieszczeń krytycznych i
wrażliwych w zakładzie jest
faktycznie zastrzeżony. Sprawdzaj,
czy pomieszczenia z zastrzeżonym
wstępem są istotnie opatrzone w
odpowiednie napisy i że
mechanizmy zamków funkcjonują
właściwie. Sprawdzaj, czy istotnie
tylko upoważnieni pracownicy lub
odwiedzający w towarzystwie
upoważnionych pracowników
znajdują się w pomieszczeniach
przetwarzania żywności lub w
pomieszczeniach składowania.
Zapisuj swoje spostrzeżenia, aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę na
tym zapisie.

011 Bezpieczeństwo
011.3 Kontrola transportów przybywających i wysyłanych
Co stanowi standard?
Zgodność przybywającej oraz wysyłanej żywności, materiałów opakowań,
produktów zwracanych oraz innych przesyłek ze specyfikacjami jest poddawana
inspekcjom w celu wykrycia śladów fałszowania, obniżania jakości lub obecności
materiałów obcych. Transporty przybywające sprawdzane są pod kątem ich
zgodności z zamówieniami lub innymi dokumentami przybywającego transportu.
Jakie są czynniki ryzyka?
Umyślne fałszowanie lub obniżanie jakości żywności może prowadzić do
rozprzestrzeniania się choroby pochodzącej z żywności, wycofania produktu oraz
strat ekonomicznych. Jeśli nie przeprowadzona zostanie inspekcja, produkt
niebezpieczny, sfałszowany lub o obniżonej jakości może wejść do łańcucha
ż
ywności. Wprowadzenie i stosowanie procedur inspekcji w punkcie przywozu
ż
ywności, składników oraz materiałów opakowań do zakładu, jak również w
punkcie wywożenia gotowych produktów z zakładu, może zmniejszyć ryzyko
takiego niebezpieczeństwa.
Jak można spełnić warunki tego standardu?
•
Dopilnuj, aby wszystkie przybywające produkty żywności, materiały
opakowań, materiały budowlane, produkty chemiczne, produkty
zwracane oraz wszystkie inne przesyłki były poddawane inspekcji na
wykrycie śladów fałszowania, obniżania jakości, kradzieży lub innej
podejrzanej działalności.
•
Wszędzie, gdzie jest to możliwe, żądaj aby transporty przybywające od
dostawców żywności i materiałów były zaplombowane numerowanymi
plombami zabezpieczającymi lub metkami, które mogą być sprawdzone
pod kątem ich zgodności ze stanem faktycznym.
•
Stosuj zabezpieczające plomby dla wszystkich wysyłanych transportów
ż
ywności.
•
Dopilnuj, aby personel dokonujący rozładunku był powiadamiany o
przybywająceym transporcie przed jego nadejściem. Pisemne
powiadomienia mogą być stosowane w celu sprawdzenia zawartości i
zgodności każdego przybywającego transportu ze stanem faktycznym.
•
Dopilnuj, aby każdy transport, który nadejdzie bez powiadomienia, był
odpowiednio sprawdzony oraz poddany inspekcji przed rozładowaniem
go w zakładzie.
•
Dopilnuj, aby pracownicy zatrudnieni przy załadunku/rozładunku
towarów zbadali podejrzane dokumenty wysyłkowe (np. dziwne
poprawki, dodatki, wymazy, podrobione dokumenty).
•
Przy wyborze dostawców żywności, składników, materiałów opakowań,
ś
rodków chemicznych i wszystkich innych materiałów weź pod uwagę
stosowanie przez dostawcę programów bezpieczeństwa żywności.
Jakie przepisy dotyczą danego
standardu?
Mięso i Drób:
Nie dotyczy
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz przepisów?
W ustalonych odstępach czasu
sprawdzaj, czy wszystkie składniki,
produkty żywność, materiały
opakowań, środki chemiczne i
wszystkie inne materiały są istotnie
poddawane inspekcji na wykrycie
ś
ladów fałszowania, obniżania
jakości, , kradzieży i innych
podejrzanych działań. Sprawdzaj,
czy wszystkie otrzymane transporty
są istotnie sprawdzane pod kątem
ich zgodności z harmonogramem
planowanych transportów.
Zapisuj swoje spostrzeżenia, aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę na
tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 105
011 Bezpieczeństwo
011.4 Kontrola inwentarza
Co stanowi standard?
Inwentarz w zakładzie poddawany jest ścisłym kontrolom i sprawdzeniom
składników, materiałów opakowań, narzędzi do przetwarzania oraz wszystkich
niebezpiecznych materiałów. Inwentarz zorganizowany jest w sposób
umożliwiający szybką identyfikację, segregację i bezpieczeństwo wszystkich
produktów, które miały związek z incydentem sfałszowania lub obniżenia jakości
produktu. Dokładny inwentarz prowadzony jest nieprzerwanie przez prowadzenie
zapisów, inspekcji oraz weryfikacji w celu umożliwienia wykrycia
niewyjaśnionych dodatkowych produktów lub usunięć z istniejących zapasów.
Jakie są czynniki ryzyka?
Umyślne fałszowanie lub obniżanie jakości żywności może prowadzić do
rozprzestrzeniania się choroby pochodzącej z żywności, wycofania produktu oraz
strat ekonomicznych. Niewyjaśnione (lub niezauważone) dodatkowe artykuły w
inwentarzu lub usunięcia z niego stanowią ryzyko działalności oszukańczej lub
umyślnego fałszowania nawet wtedy, gdy pozostały inwentarz wygląda
normalnie. Prowadzenie systemu kontroli inwentarza wykryje brakujące rzeczy
lub podejrzane dodatkowe artykuły, które nie zostały zarejestrowane podczas
rozładunku, przenoszenia i transportu. Zidentyfikowanie oraz odseparowanie
podejrzanych rzeczy z inwentarza jest ważne dla zachowania bezpieczeństwa.
Jak można spełnić warunki tego standardu?
•
Zorganizuj cały inwentarz, łącznie ze wszystkimi składnikami,
materiałami opakowań i produktami gotowymi, w sposób umożliwiający
szybkie zidentyfikowanie i odseparowanie produktu lub materiału, który
miał związek lub był przedmiotem podejrzenia o sfałszowanie,
obniżenie jakości albo skażenie.
•
Dopilnuj, aby pracownicy prowadzili zapisy wszystkich materiałów
przybywających, co umożliwi wpisanie ich do inwentarza.
•
Dopilnuj, aby pracownicy prowadzili zapisy zużycia wszystkich
składników, przyborów do wytwarzania i materiałów opakowań, co
umożliwi wypisanie ich z inwentarza oraz porównanie z
przewidywanym zużyciem ich.
•
W ustalonej częstotliwości dokonuj fizycznego podliczenia wszystkich
produktów w zakładzie i porównaj to z zapisami inwentarza. Oddziel
wszystkie produkty, które stanowią różnicę i rozpocznij działania
korekcyjne.
•
Prowadź dzienny inwentarz niebezpiecznych środków chemicznych w
sposób umożliwiający szybkie zidentyfikowanie rozbieżności.
106
Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą danego
standardu?
Mięso i Drób:
Nie dotyczy
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz przepisów?
W ustalonych odstępach czasu
sprawdzaj, czy cały inwentarz
istnieje, jest zgodny z dokumentacją
i że wszystkie dokumenty
inwentarza są aktualne. Sprawdzaj,
czy inspekcje inwentarza oraz
weryfikacje są istotnie
przeprowadzane zgodnie z
udokumentowaną częstotliwością.
Zapisuj swoje spostrzeżenia, aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę na
tym zapisie.
011 Bezpieczeństwo
011.5 Inspekcje bezpieczeństwa
Co stanowi standard?
Granice zakładu i wszystkie punkty, w których dokonanie umyślnych uszkodzeń
sprzętu lub zakładu mogłoby stanowić niebezpieczeństwo lub zagrożenie dla
ż
ywności, są monitorowane pod kątem oznak nieupoważnionej aktywności lub
wejścia we wcześniej ustalonej częstotliwości.
Jakie są czynniki ryzyka?
Umyślne fałszowanie lub obniżanie jakości żywności może prowadzić do
rozprzestrzenienia się choroby pochodzącej z żywności, wycofania produktu i
strat ekonomicznych. Niezabezpieczony zakład narażony jest na wejście osób z
zamiarem sfałszowania lub uszkodzenia żywności. Utrzymanie bezpiecznych
oraz często poddawanych inspekcjom granic zakładu powstrzyma niepożądane
lub niebezpieczne osoby od bezprawnego wkraczania na teren zakładu oraz do
samego zakładu.
Jak można spełnić warunki tego standardu?
•
Dokonuj inspekcji bezpieczeństwa sprzętu wrażliwego i wszystkich
pomieszczeń składowania, łacznie z pojazdami do przejściowego
składowania, w celu wykrycia jakichkolwiek oznak fałszowania,
kradzieży lub nadużyć.
•
Monitoruj integralność granic zakładu pod kątem oznak podejrzanej
aktywności lub nieupoważnionego wejścia.
•
Okresowo przeprowadzaj inspekcje linii wody pitnej i niepitnej w
pomieszczeniach przetwarzania żywności pod kątem ich możliwego
uszkodzenia.
•
We wcześniej ustalonej częstotliwości sprawdzaj czy kamery, zamki i
inne środki zabezpieczenia funkcjonują zgodnie z ich przeznaczeniem.
•
Rozważ wprowadzenie procedur w celu monitoringu funkcjonowania
urządzeń wrażliwych w celu zabezpieczenia produktów lub sprzętu
przed uszkodzeniem.
Jakie przepisy dotyczą danego
standardu?
Mięso i Drób:
Nie dotyczy
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz przepisów?
W ustalonych odstępach czasu,
sprawdzaj, czy monitoring granic
zakładu, wszystkich punktów
wejścia do zakładu, wszystkich
centralnych rozdzielni kontrolnych,
linii wody pitnej i niepitnej oraz
wszystkich planowanych inspekcji
bezpieczeństwa jest istotnie
przeprowadzany prawidłowo przez
przeszkolony personel zgodnie z
udokumentowaną częstotliwością.
Zapisuj swoje spostrzeżenia, aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę na
tym zapisie.
Podręcznik programu HACCP Advantage, wersja 2.0 107

E11 Bezpieczeństwo
E11.1 Bezpeczeństwo zakładu
Co stanowi standard?
Zakład jest odpowiednio zabezpieczony i zapewnia efektywne środki w celu
zniechęcenia przed nieupoważnionym wejściem na teren zakładu. Wszystkie
punkty wejścia do zakładu są chronione przez strażników, alarmy, kamery i inne
ś
rodki bezpieczeństwa.
Jakie są czynniki ryzyka?
Umyślne fałszowanie lub obniżanie jakości żywności może prowadzić do
rozprzestrzeniania się choroby pochodzącej z żywności, wycofania produktu i
strat ekonomicznych. Niezabezpieczony zakład narażony jest na wejście osób z
zamiarem sfałszowania lub obniżenia jakości żywności. Utrzymanie
bezpiecznych granic zakładu z zastosowaniem odpowiednich środków kontroli
zabezpieczy teren zakładu oraz sam zakład przed bezprawnym wejściem
niepożądanych osób.
Jak można spełnić warunki tego standardu?
•
Wszystkie punkty wejścia do zakładu są zabezpieczone przez urządzenia
bezpieczeństwa takie jak alarmy, kamery lub zamki w celu
zabezpieczenia lub monitorowania użycia punktów wejścia.
•
Granice zakładu są wyraźnie oznaczone, a najlepiej ogrodzone, w celu
zabezpieczenia przed niepożądanym wejściem. Należy umieścić napisy
„Wstęp wzbroniony”.
•
Oświetlenie na zewnątrz powinno być dostateczne, aby umożliwiało
wykrywanie niezwykłych aktywności oraz zapewniało odpowiednie
oświetlenie dla pracowników.
•
Drzwi, okna, otwory w dachach, otwory wentylacyjne, nadwozia
przyczep, wagony z silnikami i kontenery materiałów sypkich są przez
cały czas zabezpieczone (np. przez zamki, sensory).
•
Rampy załadowcze są zabezpieczane w celu uniknięcia
niesprawdzonego lub nieupoważnionego wejścia.
•
Wyjścia bezpieczeństwa mają zainstalowane alarmy i posiadają
automatycznie zamykające się drzwi, które mogą być otwierane tylko od
ś
rodka.
108
Podręcznik programu HACCP Advantage, wersja 2.0
Jakie przepisy dotyczą danego
standardu?
Mięso i Drób:
Nie dotyczy
Produkty mleczarskie:
Nie dotyczy
Inne:
Nie dotyczy
Czy przestrzegasz przepisów?
W ustalonych odstępach czasu,
sprawdzaj, czy zakład jest
faktycznie odpowiednio
zabezpieczony. Sprawdzaj, czy
granice zakładu są dobrze
oznakowane i są dobrze
monitorowane pod kątem oznak
nieupoważnionego wejścia.
Sprawdzaj, czy faktycznie
wszystkie punkty wejścia do
zakładu są efektywnie
zabezpieczone.
Zapisuj swoje spostrzeżenia, aby
wykazać, że istotnie
przeprowadzono monitoring.
Postaw swoje inicjały oraz datę na
tym zapisie.
Objaśnienie terminów


Objaśnienie terminów
Alergeny: substancje wywołujące reakcje układu odpornościowego (tzn. reakcje alergiczne) u niektórych osób.
Obniżanie jakości żywności: podrabianie żywności przez dodawanie niepełnowartościowych, toksycznych lub innych
materiałów lub składników.
Anafilaksja: ostra reakcja alergiczna.
Zatwierdzone pestycydy: wszelkie pestycydy objęte Pest Control Products Act (Ustawą o produktach do eliminacji
szkodników) i zarejestrowane przez Pest Management Regulatory Agency (Agencję Regulacji Eliminacji Szkodników).
Biologiczny czynnik ryzyka: każdy mikroorganizm lub toksyna wytwarzana przez mikroorganizmy, które mogą wywołać
chorobę po spożyciu skażonego produktu żywnościowego.
Canadian Food Inspection Agency, CFIA: (Kanadyjska Agencja Inspekcji Żywności): urząd federalny odpowiedzialny za
wszelkie usługi rządu federalnego w zakresie inspekcji żywności, zdrowia zwierząt i ochrony roślin.
Certyfikat analizy: dokumentacja oznaczająca jakościową lub ilościową właściwość danego produktu żywnościowego w
oparciu o analizę naukową.
Chemiczny czynnik ryzyka: każdy środek chemiczny, który może być toksyczny w stosunku do ludzi oraz moÒe powodować
natychmiastowe lub długoterminowe skutki w następstwie jego spożycia lub wdychania.
Consumer Packaging and Labelling Act
(Ustawa o pakowaniu i oznaczaniu produktów do sprzedaży detalicznej) ustawa
rządu federalnego ustalająca jednolitą metodę oznaczania i pakowania produktów przeznaczonych na rynek detaliczny, a także
zapobieganie nadużyciom i oszustwom dzięki umieszczeniu rzeczowych informacji na opakowaniu.
Skażenie: obecność w żywności czynników ryzyka, które mogą być szkodliwe dla ludzi. Czynniki ryzyka mogą być
biologiczne, chemiczne lub fizyczne.
Stan kontroli: stan, w którym przestrzegane są właściwe procedury i spełniane kryteria.
Środek kontroli: każda czynność lub działanie, które można zastosować w celu wyeliminowania czynnika ryzyka w stosunku
do żywności lub zredukowania go do bezpiecznego poziomu.
Działania zaradcze: kroki podjęte w celu opanowania czynnika ryzyka, określenia stanu produktu i zapobieżenia powtórzeniu
się problemu.
Krytyczny punkt kontroli (critical control point, CCP): etap lub punkt w procesie, w którym można wprowadzić stan
kontroli i w którym stan ten jest niezbędny dla zapobieżenia czynnikowi ryzyka w stosunku do bezpieczeństwa żywności lub
usunięcia tego czynnika, lub też zredukowania go do bezpiecznego poziomu.
Limit krytyczny: maksymalna lub minimalna wartość, w granicach której parametr biologiczny, chemiczny lub fizyczny musi
być kontrolowany w celu zapobieżenia, wyeliminowania lub ograniczenia występowania czynnika ryzyka dla bezpieczeństwa
ż
ywności i sprowadzenia go do bezpiecznego poziomu.
Wzajemne skażanie: fizyczny ruch, lub transfer, szkodliwych mikroorganizmów lub śladowych alergenów od jednej osoby,
przedmiotu lub produktu żywnościowego do innego.
Odchylenie: Niespełnienie limitu krytycznego.
Test efektywności: test przeznaczony do pomiaru efektywności istniejącego programu (np. pobieranie próbek materiału
mikrobiologicznego w celu pomiaru efektywności programu sanityzacji).
Zakład: każdy budynek lub teren, wraz z otoczeniem fizycznym, w którym przetwarza się lub przechowuje produkty
ż
ywnościowe.
Podręcznik programu HACCP Advantage, wersja 2.0 111

Objaśnienie terminów
First-in, first-out (FIFO): metoda kontroli stanu produktów w magazynie polegająca na rotacji produktów żywnościowych,
pomagająca zapewnić terminowe zużycie produktów żywnościowych ulegających zepsuciu.
Diagram przepływu: systematyczne przedstawienie kolejnych etapów lub operacji stosowanych w produkcji lub przy
wytwarzaniu konkretnego produktu żywnościowego.
Food and Drugs Act
(Ustawa o żywności i lekach): ustawa federalna, która zawiera przepisy dotyczące żywności, leków,
kosmetyków oraz aparatów leczniczych.
Bezpieczeństwo żywności: zapewnianie, że żywność nie wyrządzi szkody konsumentowi, o ile będzie przyrządzana i/lub
spożywana zgodnie z jej przeznaczeniem.
Food Safety and Quality and Act 2001
(Ustawa o bezpieczeństwie i jakości żywności z 2001 r.): ustawa prowincjonalna, która
zawiera przepisy dotyczące zredukowania zagrożenia bezpieczeństwa żywności.
Zdatność żywności do spożycia: zapewnienie, że żywność jest zdatna do spożycia przez ludzi zgodnie z jej przeznaczeniem
Obce ciało: każda substancja lub przedmiot, który nie jest elementem produktu żywnościowego i może po spożyciu
spowodować uraz ciała lub chorobę.
Dobre praktyki wytwarzania (GMP lub programy wstępne): praktyki oraz procedury wytwarzania stosowane w celu
zapewnienia, że personel, środowisko przetwarzania oraz inne czynniki, nie związane bezpośrednio z żywnością są
monitorowane i kontrolowane w celu stworzenia odpowiednich warunków do bezpiecznego wytwarzania produktów żywności.
HACCP: Hazard Analysis and Critical Control Point (Analiza czynników ryzyka i Krytyczny Punkt Kontroli) - system oparty
na naukowych zasadach, który zapobiega, redukuje lub eliminuje te czynniki ryzyka, które mają znaczenie dla bezpieczeństwa
ż
ywności.
Plan HACCP: Dokumenty, programy i czynności przygotowane zgodnie z zasadami HACCP, w celu kontroli czynników
ryzyka, które mają znaczenie dla bezpieczeństwa żywności.
Analiza ryzyka: proces zbierania i oceny informacji o czynnikach ryzyka oraz warunków, w jakich powstają, w celu ustalenia,
które z nich mają znaczenie dla bezpieczeństwa żywności i w związku z tym powinny znaleźć się w planie HACCP.
Czynnik ryzyka: czynnik biologiczny, chemiczny lub fizyczny w żywności lub jej stan, który może wywołać niekorzystne
skutki dla zdrowia.
Higieniczny sprzęt suszący: każde narzędzie lub technika suszenia rąk, które sprzyjają właściwej higienie osobistej (np.
suszarka do rąk, ręczniki papierowe jednorazowego użytku).
Partia: zestaw ograniczeń produktu, który został już wyprodukowany, przetworzony lub zapakowany w podobnych
warunkach.
Kod partii: każdy indywidualny numer lub oznaczenie literowe przypisane do próbki produktu (partii) określonych
rozmiarów, które jednoznacznie ją określają.
Środek chemiczny/smar do konserwacji: wszelka substancja (zwykle płyn lub pasta) stosowana przy czynnościach
konserwacji lub naprawy sprzętu (np. oliwa, smar, środek do usuwania smaru, farba).
Monitoring: przeprowadzanie uporządkowanej serii obserwacji lub pomiarów parametrów kontrolnych w celu oceny, czy
krytyczny punkt kontroli (CCP) lub dany wstępny program kontroli znajduje się pod kontrolą.
Zapisy przepływu: zdoloność zbierania szczegółowych informacji dotyczących transferowania i /lub wysyłki produktów do
innych zakładów lub pomiędzy różnymi obiektami tego samego zakładu.
112 Podr
ęcznik programu HACCP Advantage, wersja 2.0

Objaśnienie terminów
Rozdzielenie operacyjne: dotyczy rozdzielenia czynności przetwarzania, w inny sposób niż separacja fizyczna, dla
zapobieżenia zanieczyszczeniu produktów przez obce im czynności przetwórcze. Zwykle jest to rozdzielenie w czasie, po
sanityzacji lub poprzez zastosowanie jakiejś innej procedury.
Przedsiębiorca: osoba prowadząca biznes lub zajmująca się nim.
Nadmierne spryskiwanie (over spray): niewłaściwe użycie, lub nadużycie, rozpylacza wodnego do sanityzacji, które może
spowodować zanieczyszczenie żywności lub czystego sprzętu.
Opakowania: wszelki materiały lub przedmioty, które zawierają, lub mają zawierać, produkty żywnościowe, w tym materiały
do metkowania.
Pomieszczenia dla personelu: wszelkie pomieszczenia na terenie zakładu przeznaczone dla personelu lub gości, w których nie
prowadzi się przetwarzania żywności.
Personel: dotyczy wszelkich osób, które z racji swoich obowiązków przebywają na terenie zakładu, w tym pracowników, osób
zatrudnionych na umowę-zlecenie oraz audytorów.
Szkodnik: roślina, zwierzę, ptak lub owad pogarszający stan higieny otoczenia przy przetwarzaniu żywności.
Przyrząd do kontroli szkodników: każdy przyrząd mający służyć chwytaniu lub niszczeniu szkodników, lub też
zapobieganiu lub ograniczaniu ich obecności.
Fizyczny czynnik ryzyka: wszelki obcy element, mogący spowodować zranienie lub chorobę po spożyciu.
Rozdział fizyczny: chodzi o rozdzielenie czynności przetwórczych za pomocą środków fizycznych, w celu zapobieżenia
zanieczyszczeniu produktu przez obce czynności przetwórcze. Zwykle jest to ściana lub osobne pomieszczenia do
przetwarzania.
Woda pitna: woda nadająca się do picia na podstawie odpowiednich przepisów o wodzie pitnej.
Ocena przed startem (pre-operational assessment): Pełna inspekcja pomieszczenia do przetwarzania lub elementu aparatury
przetwórczej pod kątem czynników ryzyka lub problemów związanych z bezpieczeństwem żywności, przeprowadzana przed
rozpoczęciem działań związanych z przetwórstwem żywości.
Decyzja w sprawie produktu: ostateczna decyzja podjęta przy ustalaniu losu danego produktu żywnościowego, zwykle
związana z produktami żywnościowymi zatrzymanymi, podejrzanymi lub zwróconymi (np. Decyzję w sprawie produktu co do
zatrzymanych produktów mięsnych stanowiło zniszczenie).
Punkt działania regulacyjnego (regulatory action point, RAP) : dotyczy wszelkich dotatkowych wymagań w zakresie
przepisów dotyczących pewnych produktów, które są bezpośrednio związane z danym standardem programu wstępnego.
Wycofanie: system, dzięki któremu produkty, które mogą stanowić zagrożenie dla konsumentów zostają usunięte z rynku.
Zapis: wynik udokumentowania danej czynności lub pomiaru.
Reference Listing of Accepted Construction, Packaging Materials and Non-Food Chemical Agents (Podręczny spis
zatwierdzonych środków budowlanych, opakowań i nieżywnościowych środków chemicznych): aktualna lista materiałów i
nieżywnościowych środków chemicznych, które zgodnie z ustaleniami CFIA nadają się do użycia w zakładach podlegających
ustaleniom tej agencji. Publikacja ta określa, czy produkty nadają się do wykorzystania w zakładach.
Ponowna obróbka: włączenie częściowo lub całkowicie przetworzonego produktu, który został powtórnie przerobiony, do
innego produktu.
Środek chemiczny do sanityzacji: kazdy środek chemiczny używany do mycia lub sanityzacji powierzchni stykających się z
ż
ywnością lub jakichkolwiek innych powierzchni, takich jak ściany, sufity lub sprzęt.
Podręcznik programu HACCP Advantage, wersja 2.0 113

Objaśnienie terminów
Podręcznik sanityzacji: spisany podręcznik programowy zawierający opis wymagań, procedur, częstotliwości i obowiązków
w ramach programu sanityzacji danego zakładu.
Bezpieczeństwo: wdrożenie środków kontroli w celu zabezpieczenia przed umyślnym fałszowaniem produktu oraz
reagowania na pogróżki lub rzeczywiste incydenty umyślnego fałszowania produktu.
Zepsucie: proces rozkładania się produktów żywnościowych.
Fałszowanie: dokonywanie nieuprawnionych zmian lub wprowadzanie dodatków do produktu żywności w celu wyrządzenia
szkody lub znacznej zmiany stanu produktu.
Zabezpieczony przed fałszowaniem: niełatwo poddający się fałszowaniu.
Wykrywalność: możliwość odnalezienia surowców i produktów, ich pochodzenia i związanej z nimi historii, ich użycia oraz
cech charakterystycznych podczas kolejnych etapów łańcucha przetwarzania żywności.
Potwierdzanie: proces uzyskiwania dowodów na to, że elementy planu HACCP odnoszą skutek.
Sprawdzanie: zastosowanie metod, procedur, testów i innych sposobów oceny, poza monitoringiem, w celu stwierdzenia, czy
plan HACCP jest przestrzegany.
Metka mycia: zapis dokonywany zwykle dla oznaczenia, że dany element aparatury lub pojazd transportowy został poddany
odpowiednim czynnościom w zakresie sanityzacji.
Uzdatnianie wody: dodanie środków chemicznych do wody, aby nadawała się do picia lub została przygotowana do użycia w
kotle.
114 Podręcznik programu HACCP Advantage, wersja 2.0
Wyszukiwarka
Podobne podstrony:
Alpha Podrecznik programowania
Asembler Podrecznik programisty
asembler podrecznik programist Nieznany (2)
Asembler Podrecznik programisty asempp
mod perl Podrecznik programisty
c biblioteka standardowa, podręcznik programisty Y5F7SZG25QO5ALU4C6AMSXIKODGWUVID7RY665A
mod perl Podrecznik programisty modpkp
Podrecznik programowania ACS600 ver5 2 PLphpFTsg39
C Biblioteka standardowa, podręcznik programisty [HELION]
Asembler Podrecznik programisty
mod perl Podrecznik programisty modpkp
Eclipse Podrecznik programisty eclipp
Asembler Podrecznik programisty 2
PHP4 Podrecznik programisty 2
Eclipse Podrecznik programisty
C Biblioteka standardowa Podrecznik programisty
więcej podobnych podstron