koła zębate: -żeliwa szare (ZL 250, ZL 300, ZL 350), Żeliwa sferoidalne: (Zs45010, Zs50007, Zs60003), -staliwa
konstrukcyjne węglowe (L350II) w stanie normalizowanym (pracujące przy niezbyt dużych obciążeniach), staliwo
stopowe konstrukcyjne (L35G) - stale węglowe i stopowe: [stan wyżarzony lub normalizowany]: stale węglowe zwykłej
jakości: E295 (St5), E355 (St6), E360 (St7); stale węglowe wyższej jakości: C35, C45; stale stopowe: 18G2A, 45G2, 35SG
stale węglowe wyższej jakości: 45, 55, 40H; stale stopowe konstrukcyjne: 30H, 35HM, 30HGS, 35HGS, (na koła przekładni:
40H, 40HM, 45HM stopowe ulepszone cieplnie: 40HN, 45HN
panwie łożysk ślizgowych: brązy są dobrymi materiałami o dużej twardości i wytrzymałości, nadają się do pracy w
warunkach obciążeń zmiennych uderzeniowych np B10, B555, B476. Mosiądze: mają mniejszą wytrzymałość niż brązy ale
za to mają lepszą odporność na podwyższone temperatury np. MM47, MM55, MA58. Stopy łożyskowe: najczęściej stopy
cyny, ołowiu, miedzi i antymonu np. Ł16 (w przypadku obciążeń statycznych, nacisk do 10MPa), Ł6 (obciążenia
uderzeniowe)
narzędzia do obróbki mechanicznej metali: Stali szybkotnącej używa się do wytwarzania noży tokarskich, frezów, wierteł
i innych narzędzi skrawających nagrzewających się w czasie pracy do wysokich temperatur SW18, SW7M, SW12C, SKC,
SK5V, SK5M, SK8M, SK10V). węgliki spiekane
osie i wały: stal konstrukcyjna węglowa zwykłej jakości (St3. St4, St5,St6,St7), stal konstrukcyjna węglowa wyższej jakości
(25, 35 ,45), konstrukcyjne stopowe do ulepszania cieplnego (40H, 30HGS, 35HGS), stale stopowe konstrukcyjne do
nawęglania (15H, 20H, 14HG, 20HG),
narzędzia do obróbki ręcznej: praca na zimno (N5, N6, N8, 10); na gorąco (N7G, N8G)
korpusy obrabiarek i ciężkich maszyn: Staliwo, żeliwo, Stale stopowe do Fe – C dodane pierwiastki stopowe (Cu, Ni),
L20G, L35G, L30GS, L800, L600,
wykres Haicha Qr=Re, Zrj=0,56Rm, Ztc=Zrc
podać cechy dobrego materiału na panwie łożysk.
dobra odkształcalność, odporność na zatarcie, wytrzymałość na naciski, wytrzymałość zmęczeniowa, odporność na
korozję, dobre przewodnictwo cieplne, odpowiednia rozszerzalność cieplna, korzystna struktura materiałowa, dobra
obrabialność, niska cena.
Podaj sposoby wyznaczania naprężeń dopuszczalnych:
- przy obciążeniach statycznych k=Q/x
Q
Q –gr. plastyczności, x
Q
–wspł. Bezpieczeństwa k=R
r
/xr R
r
– wytrzymałość doraźna,
- przy obciążeniach zmiennych, x
Z
–wspł. Bezpieczeństwa k=Z/x
Z
Z- wytrzymałość zmęczeniowa
-Wartość naprężeń dopuszczalnych przy zginaniu, skręcaniu i ścinaniu: k
g
=αk
r
, k
s
=βk
r
, k
t
=γk
r
-Wartość dop. nacisków powierzchniowych dla połączeń spoczynkowych wyznaczamy z: p
s
=0,8k
c
, p
j
=0,8k
cj
, p
o
=0,4k
cj
Projektowanie
– jest to opracowanie informacji o sposobie zaspokajania potrzeb
Konstruowanie
–działanie polegające na doborze cech konstrukcyjnych czyli materiałów geometrycznych i dynamicznych
Algorytm projektowania: projektowanie→proces technologiczny→instrumentalizacja działań→zaspokajanie potrzeb
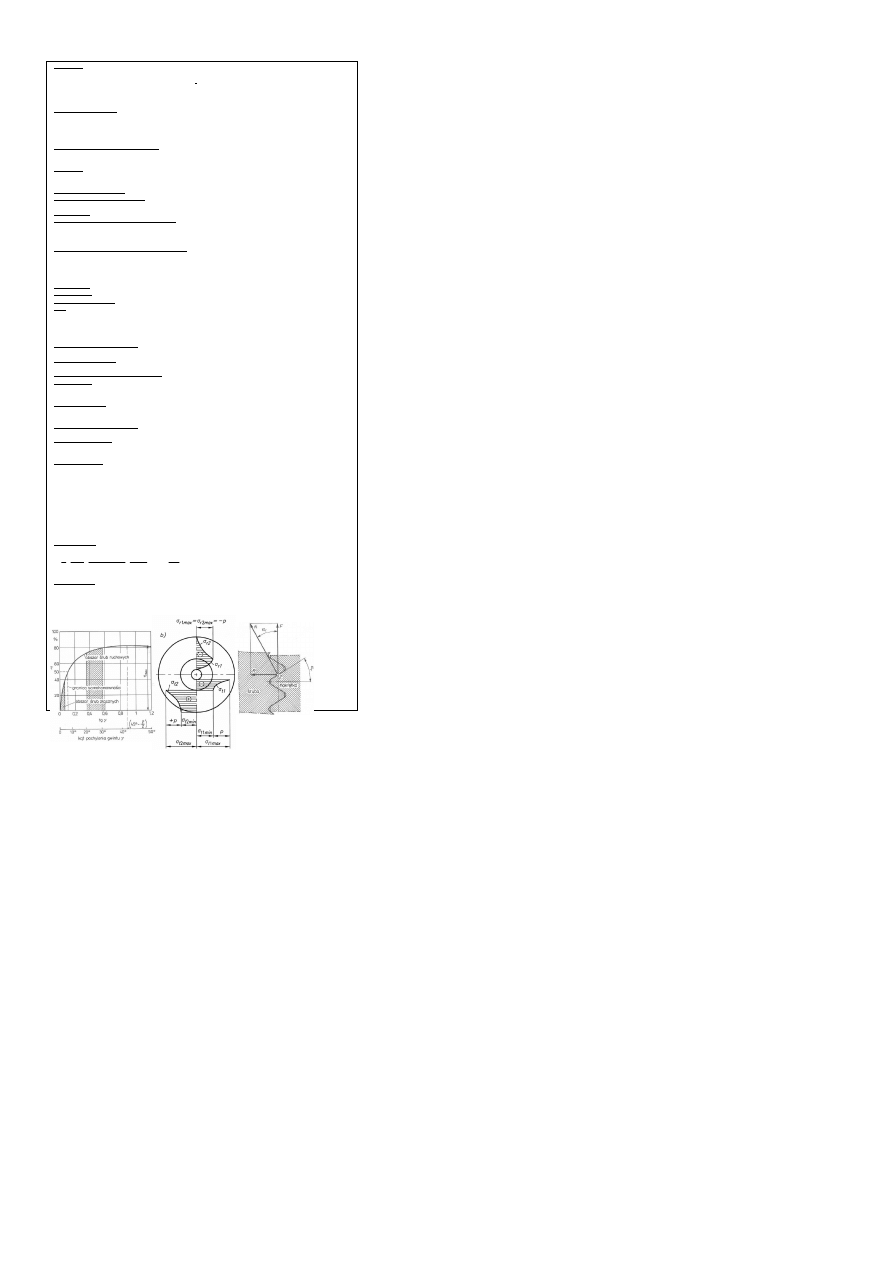
Karb
wszelkie nieciągłości poprzecznych przekrojów przedmiotu lub zmiany krzywizn powierzchni ograniczających
przedmiot (rowki, otwory, gwinty) Wartość współczynnika
α
k
zależy od: stosunku promienia krzywizny dna karbu
ρ
do
promienia lub połowy szerokości przekroju r w elementach płaskich w płaszczyźnie karbu, oraz od stosunku promienia
połowy szerokości elementu R w miejscu nie osłabionym karbem do promienia r.
β
k
- współczynnik działania karbu-
stosunek wytrzymałości próbek gładkich bez karbu do wytrzymałości próbek gładkich z karbem
połączenie czopa z piastą kołkiem na ścinanie
τ
t
=4M
0
/(π*dc*d^2) ≤k
t
, Na nacisk powierzchniowy między czopem a
kołkiem: p
max
=6M
0
/(d*d
c
2
)≤p
dop
, Na nacisk między tuleją a kołkiem: p
max
=2M
0
/gp*d*(dc+gp) ≤p
dop
sprzęgło cierne stożkowe
T=Nμ=P
w
*μ/sinα=Pw*μ
’
, μ
’
=μ/sinα, M
t
=TD/2=(P
w
μ’D)/2, p=N/(πDb)=P
w
/(πDbsinα) ,
p=(2M
t
sinα)/(DμπDbsinα)= 2M
t
/πD
2
μb≤p
dop
połączenie czopa z piastą klinem i wpustem
p=F/((h/2)l
o
i≤p
dop
F=2Ms/d, L = L
0
+ b
Punkt przyporu – miejsce chwilowego styku zębów Linia przyporu – utworzona przez kolejne punkty przyporu, Kąt
przyporu – kąt, który tworzy linia przyporu ze styczną do kół tocznych Łuk przyporu – łuk jaki zakreśla na kole tocznym
ząb od chwili wej do wyjścia z przyporu Liczba przyporu – stosunek długości łuku przyporu do podziałki na kole tocznym.
Rodzaje smarowania: a)obiegowe, gdzie smar/olej znajduje się w ciągłym obiegu (smarowanie pod ciśnieniem,
pierścienie smarujące); b)przelotowe, gdzie smar/olej spływa do zbiornika na zużyty smar/olej (smarownice knotowe);
c)zanurzeniowe, gdy czop i panewka zalane są na stałe
kryterium doboru łożysk tocznych: 1. ogr. wymiarowe łożysk,2. wielkości i kierunki obciążenia, 3. prędkość obrotowa, 4.
możliwość ograniczenia błędu współosiowości 5. wymagana dokładność i cichobieżność 6. sztywność ułożyskowania
Graniczna liczba zębów zg=(2y)/sin^2(α) = 17,1 =>17;
Współczynnik przesunięcia zarysu: x1=y*(zg-z1)/zg , x2=y*(zg-z2)/zg
Dla α=20: αt=21 55’ 45.5’’ , invαt=0,01985, invαw=0,014904
Korekcja zazębienia:
a0=(z1+z2/2)*m, an=a0*(cos α0/cos αt), αt=arctg(tg α0/cosβ) [β=0], invαt=2*(x1+x2/z1+z2)*tg α0+inv αw => x1+x2
dla przypadku korekcji P mamy: x1=x1+x2, x2=0 dokonujemy korekcji tylko jednego koła x1=x2 podział połówkowy ;
x2=x1*z1/z2 podział proporcjonalny
korecja: z1=15, i=2, m=5, ar=115 – sprawdzić jaką zastosowano korekcje i wymienić kryteria jej stosowania i=z2/z1=>
z2= i*z1 =30 a0=(d1+d2)/2= (m/2)*(z1+z2)=112,5 a0 rożne od ar. Z tego wynika że zastosowano korekcję typu P.
Korekcja P- przesunięcie zarysu ze zmianą odległości osi (X+X). Stosuje się gdy z
1
+z
2
<2z
g
, oraz gdy względy konstrukcyjne
wymagają zmiany odległości osi. Po zastosowaniu przesunięcia zarysu x
1
,x
2
osie kół ulegają rozsunięciu i nowa odległość
osi będzie równa a
p
=a
0
+(x
1
+x
2
)*m- odległość pozorna. Aby skasować luz obwodowy zbliża się koła na odległość
a
r
=a
0
*cos
α
0
/cos
α
t
α
t
toczny kąt przyporu a
0
=z
1
+z
2
/2*m inv
α
t
=2*(x
1
+x
2
)/(z
1
+z
2
)*tg
α
0
+inv
α
0
Dla zachowania luzu wierzchołkowego należy ściąć głowy o k
m
=a
p
+a
m
gwint sprawność warunek samohamowności γ ≤ρ’ tgγ=h/πD, tgρ’= μ/cos α
r
2
(
( '))
(
')
u
s
w
s
s
L
d tg
Q
Q h
tg
L
M
d tg
Q
tg
π
γ
γ
η
π
π
γ ρ
γ ρ
⋅ ⋅
⋅
⋅
=
=
=
=
⋅
⋅ ⋅
+
⋅
+
'
cos
r
F
T
N
F
µ
µ
α
= ⋅ =
= ⋅
'
'
/ cos
r
tg
ρ
µ
µ
α
=
=
Wpusty służą do osadzania na walach i osiach różnych części maszyn (kola zębate). Zadaniem wpustu jest przenoszenie
momentu obrotowego z wału na współpracujące części. Polaczenie wpustowe oblicza się na nacisk powierzchniowy.
p=F/(h/2)l
o
i≤p
dop
F=2Ms/d, F- siła obwodowa, Ms- moment skręcający na wale, d- średnica czopa, l
0
-czynna długość
wpustu, h- wys. Wpustu, i –liczba wpustów, L = L
0
+ b, L
0
– czynna długość wpustu b- szerokość wpustu
Wyszukiwarka
Podobne podstrony:
Ladny rysunek
rysunek rodziny ppt
Rysunek techniczny 4
inny projekt, Rysunek piwnic
0656PWsrT Rysunek 02 03
Podnośnik śrubowy rysunek złożeniowy
0656PWsrTz1 Rysunek 09b
lawa fund rysunek
0656PWsrT Rysunek 06 04
0656PWsrT Rysunek 02 01
G2 4pbZUDP Rysunek 02 02
powtórzenie wiadomości, Pomoce do zajęć, Technika, rysunek techniczny, pismo techniczne
RYSUNEK TECHNICZNY
tabliczka, Gospodarka Przestrzenna, GP semestr II, Rysunek tech. i planistyczny
więcej podobnych podstron