
16/2
Archives of Foundry,
Year 2001, Volume 1, № 1 (2/2)
Archiwum Odlewnictwa,
Rok 2001, Rocznik 1, Nr 1 (2/2)
PAN – Katowice PL ISSN 1642-5308
ESTYMACJA CZASU KRZEPNIĘCIA ODLEWÓW
Z. IGNASZAK
1
, B. BESZTERDA
2
Politechnika Poznańska, Instytut Technologii Materiałów (1),
ul.Piotrowo 3, 61–138 POZNAŃ
Odlewnia Żeliwa ŚREM S.A., ul.Staszica 1, 63–100 ŚREM
STRESZCZENIE
Wskazano na znaczenie znajomości rzeczywistego czasu krzepnięcia całego odle-
wu lub wybranych jego elementów dla walidacji modelu symulacji. Czasy te badano
eksperymentalnie i na drodze symulacji dla przypadków szczególnych lokalizacji spoi-
ny termoelementu. Analizowano zarejestrowane podczas eksperymentu krzywe sty-
gnięcia i ich pierwsze pochodne, porównując je ze zmianami temperatury w samej spoi-
nie i w jej otoczeniu. obliczonymi przy pomocy systemu symulacyjnego
Key words: solidification time, thermocouple, simulation, cooling curve, derivative.
1.WPROWADZENIE
Walidacja energetyczna modelu opisującego krzepnięcie polega na eksperymen-
talnym potwierdzeniu, że ilość ciepła rzeczywiście odprowadzona do formy przez cały
odlew lub/i przez jego poszczególne elementy jest zgodna z wynikiem symulacji [1].
Takie porównanie dokonywane być może przez porównanie temperaturowych krzy-
wych stygnięcia z eksperymentu i symulacji czyli zarejestrowanych wskazań termoele-
mentu rzeczywistego i „wirtualnego”. Ilość i sposób przekazywania formie utajonego
ciepła krzepnięcia podczas odprowadzania ciepła z odlewu, w globalnym bilansie ilości
ciepła, co wynika z uwzględnienia ciepła akumulacyjnego, stanowi o kształcie krzywej
stygnięcia. Stosowanie ceramicznych, ochronnych osłon termoelementów zakłóca na
sposób „inercyjny” postać krzywej stygnięcia. Ponadto przemieszczenie termoelementu
do stref oddalonych od osi cieplnej czy też od centralnego punktu węzła cieplnego,
powoduje pojawienie się opóźnienia w stosunku do idealnej krzywej stygnięcia. Taka
prawie idealna krzywa stygnięcia może wystąpić tylko w dwóch przypadkach: dla eks-
1
dr hab. inż. prof. Politechniki Poznańskiej, zenon.ignaszak@put.poznan.pl
2
mgr inż., bebogdan@oz-srem.com.pl

perymentu – przystosowaniu miniaturowych termoelementów, które w przypadku sto-
pów żelaza nie wytrzymują szoku termomechanicznego, dla testu wirtualnego – jest
obrazem zrzutu wartości wyliczonych podczas symulacji dla wskazanego adresu (ele-
mentu dyskretyzacji).
W artykule analizowano prawidłowości wynikające z porównania obu rodzajów
krzywych stygnięcia oraz wskazano na praktyczne wykorzystanie tego faktu.
2.
IDENTYFIKACJA STANU CIEPLNEGO UKŁADU ODLEW–FORMA
Stosowanie eksperymentu jako środka do uwiarygodnienia modelu użytego w sy-
mulacji czyli do tzw. walidacji modelu, jest uznanym sposobem wartościującym wynik
prognozowania stanu cieplnego układu odlew–forma. Jeżeli eksperyment ten ma na celu
tylko porównanie jakości odlewu (lokalizacji wad i ich natężenia) to walidację tę należy
uważać jako częściową (opiera się o porównanie stanu wad typu porowatość). Dla
prostszych opracowań technologicznych, np. form jednomateriałowych, bez stosowania
ochładzalników, otulin, itp. można uważać tę opcję walidacji za zadowalającą.
W przypadku technologii bardziej złożonych i form wielomateriałowych, walidacji „na
obecność wad” powinna towarzyszyć walidacja energetyczna. Tylko przy pozytywnym
jej wyniku można mówić o ilościowej zgodności przebiegu procesów cieplnych (rze-
czywistego i wirtualnego) i uwiarygodnić wynik prognozy dot. wad. Niedostępny dla
użytkownika algorytm prognozujący stan wad (znany jedynie twórcy kodu symulacyj-
nego) zostanie wtedy oceniony jako dający lub nie, podstawy prowadzące do jakościo-
wego i/lub ilościowego uogólnienia skuteczności prognozy.
Korzystanie z poszczególnych narzędzi post–processingu, zwłaszcza typu gradien-
towego [7, 8] jest sensowne tylko w przypadku, gdy ilościowo potwierdzona jest zgod-
ność co do wirtualnej i rzeczywistej ilości ciepła wymienianego w układzie odlew–
forma. Eksperyment jest relatywnie łatwy lecz czy można zgodność tę oceniać także w
przypadku dowolnego odlewu przemysłowego ?
Wiadomym jest, że wprowadzenie termoelementu kontrolnego do wnętrza odlewu
przemysłowego przeważnie nie jest możliwe. Nawet jeżeli wykorzysta się w tym celu
otwory które nie są rdzeniowane, wiercone podczas obróbki skrawaniem, to na prze-
szkodzie stoi fakt możliwego uszkodzenia narzędzia skrawającego przez kwarcową
osłonę termoelementu.
Okazuje się jednak, że pewne szczególne lokalizacje termoelementu są akcepto-
walne w praktyce odlewów przemysłowych. Termoelement umieścić można w war-
stwie powierzchniowego naddatku na obróbkę (osłonki kwarcowe są łatwe do usunięcia
przez ich wycięcie narzędziem ściernym na oczyszczalni). Można również umieścić
termoelement w rejonie styku odlew–forma. Inną możliwością jest umieszczenie termo-
elementu w nadlewie (tutaj głębokość umieszczenia termoelementu jest dowolna i zale-
ży od celu eksperymentu). Termoelementy instalowane w rejonie styku odlew–forma
nie muszą posiadać charakterystyk osiągających maksymalną spodziewaną temperaturę
we wnęce formy, gdyż w tym miejscu temperatura jest znacząco niższa.

3. KRZYWA STYGNIĘCIA W KOŃCOWEJ FAZIE KRZEPNIĘCIA ODLEWU
Wywołany w latach 80–tych, w ramach prac w problemie CPBP 02.09, problem
tzw. krzywej bazowej (akumulacyjnej) na wykresie różniczkowej krzywej stygnięcia
krzepnącego odlewu, spotkał się z ożywioną dyskusją środowiska. Ostatecznie wykaza-
no, że fakt występowania silnego piku na krzywej pochodnej stygnięcia nie należy wią-
zać z sugerowanym przez niektóre zachodnie publikacje „ujemnym ciepłem krystaliza-
cji” [2] lecz z gwałtownym zanikiem resztek cieczy [3, 4]. Wykazano przy tym, że
stosując mikromodelowanie (modelowanie zarodkowania i wzrostu kryształów globu-
larnych) ostatnie partie cieczy przechodzą w stan stały w chwili kiedy na krzywej tem-
peraturowej występuje punkt przegięcia równoznaczny z minimum pierwszej pochodnej
dT/dt. W związku z tym potwierdzono utożsamianie umownego końcowego czasu
krzepnięcia z tą właśnie chwilą czasu. Faktycznie, rzeczywista krzywa stygnięcia posia-
da również taki punkt przegięcia, przy czym ten fragment krzywej może być dodatkowo
modyfikowany przez występowanie mikrosegregacji i opóźnienie wywołane bezwład-
nością termoelementu. Oba zjawiska nie wchodzą jako elementy fizycznego modelu
procesu krzepnięcia. Wpływ bezwładności zostanie poddany testowi.
W [4] wskazano na fakt rejestrowania efektu temperaturowego w punktach od-
dalonych od centrum cieplnego odlewu, wywołanego oddziaływaniem końca wydziela-
nia ciepła utajonego czyli zanikiem istnienia fazy ciekłej w tym centrum. Nie analizo-
wano przy tym położenia punktów minimum pochodnych krzywych stygnięcia odpo-
wiadających tym punktom na osi czasu. Stwierdzono jedynie, że ”jest ono słabsze i
odnosi się do momentu końca krzepnięcia całego odlewu”. Badanie tego okresu jest
przedmiotem testowania i szczególnej analizy w niniejszym artykule.
4. OPIS EKSPERYMENTÓW NUMERYCZNEGO I RZECZYWISTEGO
Testowi numerycznemu (badaniom symulacyjnym) poddano przypadek rejestracji
temperatury przy pomocy termoelementu osłoniętego rurką kwarcową w trzech punk-
tach krzepnącej płyty z żeliwa. Układowi pomiarowemu nadano geometrię zgodną z
rzeczywistością, definiując jednocześnie dane materiałowe jego elementów składowych
(rys.1). Wirtualne punkty pomiaru temperatury umieszczono w miejscu odpowiadają-
cym spoinie termoelementu i jej otoczeniu. Badania symulacyjne przeprowadzono przy
użyciu kodu symulacyjnego Magma w Odlewni Żeliwa ŚREM S.A.
Celem testu była ocena poziomu zakłócenia odpowiedzi termoelementu rzeczywi-
stego przez inercyjne oddziaływanie osłonki kwarcowej i odprowadzanie ciepła ze
spoiny przez elektrody.
Według niektórych opinii zakłócenia te w istotny sposób uniemożliwiają nie tylko
pomiar rzeczywistej maksymalnej temperatury początkowej metalu (to wydaje się
oczywiste), ale również deformują kształt krzywej na końcu krzepnięcia. Na rys.2 poka-
zano schematycznie testowane przypadki. Wynik testu dla okresu początkowego
(rys.3a) wskazuje, że czas opóźnienia wskazania temperatury rzeczywistej (błąd dyna-

miczny) pokrywa się zadowalająco z eksperymentem, a oszacowana stała czasowa
inert
wynosi około 20 sekund. Po czasie 3 x
inert
błąd statyczny jest pomijalnie mały.
Ten sam wynik (rys.3b) odniesiony do okresu końcowego krzepnięcia (zanik fazy
ciekłej) pokazuje praktycznie nieistotny dla tego konkretnego przypadku (osłonka
kwarcowa o średnicy 8 mm, średnica łączna termoelementów 1 mm) wpływ obciążenia
inercyjnego na oszacowanie czasu krzepnięcia ( 0,1 %).
Na rys.4 przedstawiono porównanie minimum pochodnych dla trzech położeń
termoelementu. Wynika z niego, że oddalenie spoiny termoelementu od centrum ciepl-
nego powoduje zgodne z oczekiwaniem przesunięcie (opóźnienie) punktu przegięcia –
sygnalizującego koniec krzepnięcia – zależne od grubości ścianki odlewu i szybkości
odprowadzania ciepła (gradientu temperatury na przekroju). Opóźnienie to możliwe jest
do wyliczenia analitycznego. Dla przypadku płyty o nieskończonej grubości można
wyprowadzić je i przybliżyć zależnością [5] :
= x
2
/ 2a
(1)
gdzie x jest odległością między centrum cieplnym płyty (osią) i punktem pomiaru tem-
peratury, zaś a współczynnikiem dyfuzyjności temperatury dla materiału odlewu ( a =
/ c
). Dla dowolnego kształtu, wymiarów i intensywności stygnięcia łatwiej posłużyć
się wynikiem symulacji odnosząc punkt, w którym umieszczono termoelement do punk-
tu o dokładnie tej samej współrzędnej lokalizacji termoelementu wirtualnego. Porówna-
nie położenia pochodnych obu krzywych umożliwi wyciągnięcie wniosku odnośnie
zgodności czasów krzepnięcia. W obu przypadkach, w celu lokalizacji minimum dT/dt
można wykorzystać drugą pochodną (por. rys. 4). Przykład wykorzystania opisanej
procedury przedstawiono w rozdziale 5.
5. POMIAR CZASÓW KRZEPNIĘCIA. PRZYKŁADY EKSPERYMENTÓW. [6]
Pierwszy przykład pochodzi z testu właściwości materiałów izolacyjnych (wymiary
odlewu próbnego (200x200x800 mm). Rys. 5 pokazuje szczegół wnęki formy z termoe-
lementami oraz krzywe stygnięcia z ich pochodnymi, wykorzystanymi do oznaczenia
czasu krzepnięcia danego odlewu. Przykład drugi : nadlewy wykonano z zastosowa-
niem różnych materiałów na osłony otulające. Ich średnica (600 i 700 mm) uniemożli-
wiała stosowanie techniki pomiaru w środku cieplnym (deformacja osłonki kwarcowej,
kosztowny termoelement PtRh–Pt –duże ryzyko jego termomechanicznego uszkodze-
nia). Stosując specjalne rozwiązanie i montaż termoelementu w rejonie kontaktu odlew
staliwny – forma, otrzymano krzywą umożliwiającą dobre oszacowania czasu krzepnię-
cia nadlewów.
Powierzchnie adiabatyczne (bez wymiany ciepła)
X – zmienna głębokość zanurzenia rzeczywistego termoelementu w odlewie
Te1 , Te9, Te3, Te16 – pozycje termoelementów wirtualnych
Rys.1 Szczegóły geometryczne i dane materiałowe miejsc pomiaru temperatury w odlewie
płyty 200 mm
Fig.1 Geometrical and material data details of temperature measurement places in the cast-
ing (200 mm )
Te9
Te16
Te3
Rys.2 Trzy przypadki pozycji termoelementu w odlewie: x=100, x=20 i x=0 mm.
Fig.2 Three cases of thermocouple position in the casting: x=100, x=20 i x=0 mm.
Rys.3 Opóźnienie odpowiedzi rzeczywistego termoelementu. a – zalewanie,
b – koniec krzepnięcia
Fig 3 Delay of real thermocouple replay. a – filling of the mould,
b – end of solidification
1100
1150
1200
1250
1300
1350
0
20
40
60
80
100
120
czas [s]
T
[°C]
1130
1134
1138
1142
1146
1150
32600
32700
32800
32900
33000
czas [s]
T
[°C]
-0,022
-0,017
-0,012
-0,007
-0,002
dT/
dt
[°C/s]
Te9
Te1
Te9
Te1
Rys.4 Efekty końca krzepnięcia centrum płyty na krzywych wirtualnych stygnięcia
(Te1) dla różnych x [mm]. Pokazano wykorzystanie pierwszych i drugich po-
chodnych krzywych stygnięcia
Fig.4 Solidification end effect of the plate centre on the cooling virtual curves (Te1) for
different x [mm]. The 1
st
and 2
nd
derivatives are shown.
0
100
200
300
400
500
600
700
800
900
1000
1100
1200
1300
1400
0
10000
20000
30000
40000
50000
czas [s]
T
[°C]
-0,025
-0,02
-0,015
-0,01
-0,005
0
dT/
dt
[
°C/s]
-0,025
-0,015
-0,005
0,005
30000
32000
34000
36000
38000
40000
dT/
dt
[
°C/s]
-5
-4
-3
-2
-1
0
1
d2T/
dt
2
[°C/s2
]
x=0
x=20
x=100
x=100
x=0
x=100
x=20
x=0
d2T/dt2 – x=0
Rys. 5 Test materiałów izolacyjnych. Miejsca pomiaru i krzywe stygnięcia z pochod-
nymi (staliwo)
Fig. 5 Insulating material test. Measurement places and cooling curves with derivatives
(steel).
6. PODSUMOWANIE
Stosując metody symulacyjne i eksperymentalne wykazano, że możliwe jest wy-
znaczenie czasu krzepnięcia odlewów, w tym staliwnych wielkogabarytowych, stosując
relatywnie proste rozwiązania techniki pomiaru przy pomocy termoelementów. Uzy-
skano w ten sposób możliwość walidacji energetycznej wyników symulacji krzepnięcia
odlewów przemysłowych.
0
200
400
600
800
1000
1200
1400
1600
700
1060
1420
1780
2140
2500
2860
3220
3580
3940
Czas w s
Tem
per
at
ura
w
°C
-0,35
-0,3
-0,25
-0,2
-0,15
-0,1
-0,05
0
0,05
dT/
dt
w
°C/s
par Z.Ignaszak
XC
XC
X30
X30
XK
XK
XC–centrum
XK–kontakt
X30–30 mm
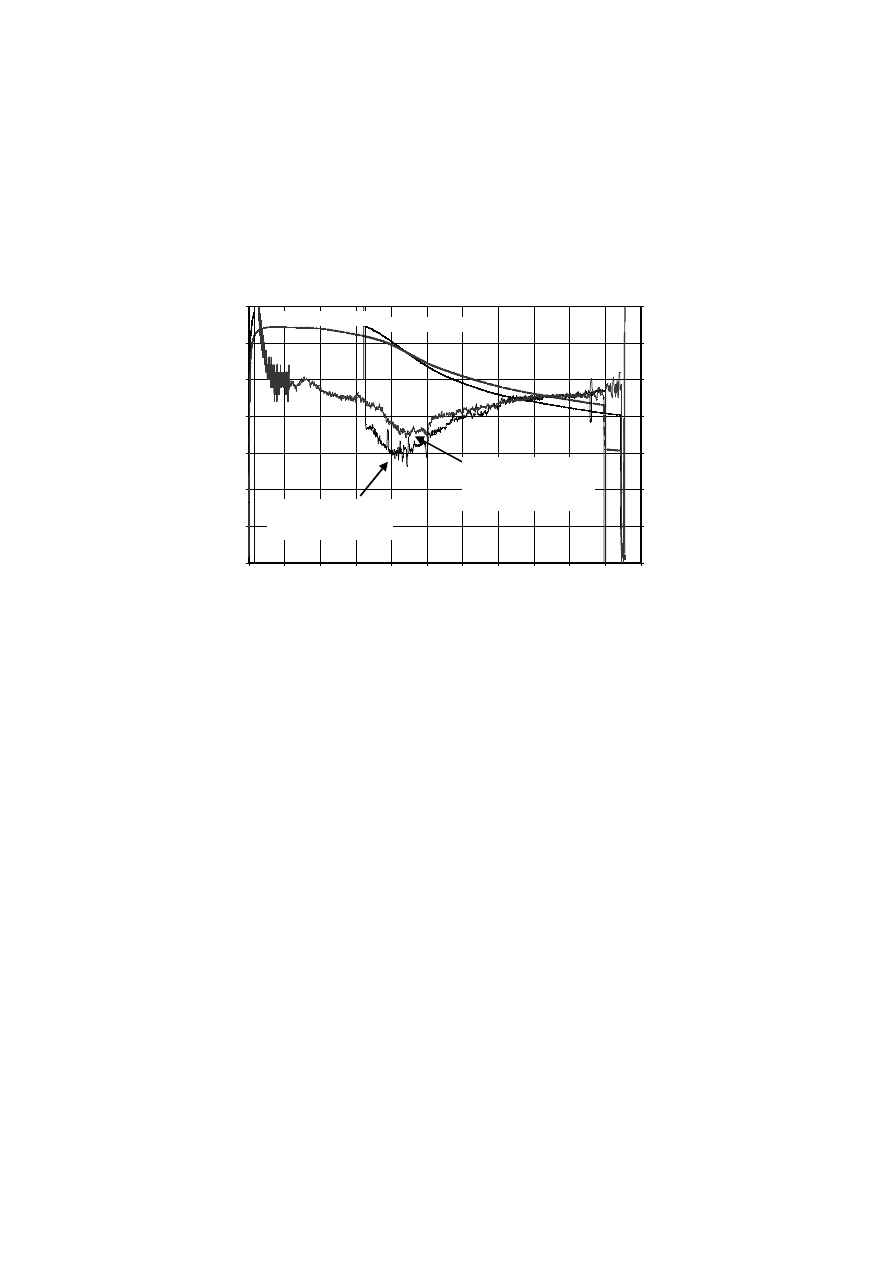
Rys. 6 Wyznaczenie czasu krzepnięcia wielkogabarytowych nadlewów staliwnych z krzy-
wych stygnięcia
Fig. 6 Determination of solidification time for heavy steel riser by means of cooling curves
LITERATURA
[1] Z. Ignaszak: Identyfikacja oddziaływania ochładzalników na krzepnięcie odlewów
staliwnych. Solidification of Metals and Alloys, 2000, vol.2, Book no 41.
[2] S. Jura: Próba matematycznego opisu procesu krystalizacji żeliwa. Proceedings
sympozjum PAN i Instytutu Odlewnictwa, Kraków 1984.
[3] W. Longa, R. Skoczylas, M. Brzeziński: Theorethical Background for Determina-
tion of Kinetics of Thermal propcesses of Solidifying Castings. Proceedings of 53
World Foundry Congress, Praque 1986.
[4] W. Kapturkiewicz: Zagadnienie końcowego etapu krystalizacji odlewu. Procee-
dings XIII Sympozjum Naukowego IT i MO AGH, Kraków 1987.
[5] G. M. Kondratiev: Tieplovye izmerenija. Masgiz, Moskva 1957
[6] Z. Ignaszak: Raporty z badań. Grupa Ferry–Capitain. Joinville 1999–2001
[7] Z. Ignaszak, P.Mikołajczak: Problem korelacji kryteriów gradientowych ze stanem
wad skurczowych. Solidification of Metals and Alloys, 2000, vol.2, Book no 41.
[8] Z. Ignaszak, P.Mikołajczak: Chosen aspects of gradient criteria correlation with
shrinkage defects in post-processing procedure of simulation code. 10th Confer-
ence and Exhibition on VIRTUAL PROTOTYPING by NUMERICAL SIMULA-
TION – EUROPAM 2000, Nantes 2000.
0
200
400
600
800
1000
1200
1400
0
2
4
6
8
10
12
14
16
18
20
22
Czas w godzinach od chwili wypełnienia formy
Temp
er
at
ur
a
w
°C
-0,05
-0,04
-0,03
-0,02
-0,01
0
0,01
0,02
dT/
dt
w
°C/s
par Z.Ignaszak
Kontakt metal-otulina A
Kontakt metal-otulina B
Strefa końca krzepnięcia
nadlewu o średnicy 700mm
otulonego materiałem A
Strefa końca krzepnięcia
nadlewu o średnicy 700mm
otulonego materiałem B
SOLIDIFICATION TIME ESTIMATION OF CASTINGS
SUMMARY
The importance of real solidification time knowledge of whole casting or its cho-
sen parts for the simulation model validation is indicated. Those times are studied by
experiment and on numerical simulation way for the specific positions of welded ther-
mocouple spot. The cooling curves recorded during experiment, and their derivatives,
are analysed. Those cases are compared with virtual temperature changes in the welded
spot of thermocouple and its environment calculated by simulation.
Recenzowała Prof. Ewa Majchrzak
Wyszukiwarka
Podobne podstrony:
16 2id 16614 Nieznany
16 Burze i pioruny 2id 16899 Nieznany (2)
16 2id 16615 ppt
16 6id 16632 Nieznany
102 106 SUPLEMENT 53 2id 11668 Nieznany
2 PE 2012 2id 21154 Nieznany (2)
1 Wprowadzenie 2id 8727 Nieznany (2)
Grishkova kompetenciya 16 id 19 Nieznany
014 2id 3218 Nieznany (2)
1informatyka 2id 19002 Nieznany (2)
2002 matura arkusz 2id 21667 Nieznany (2)
1 RNP 2id 9695 Nieznany (2)
08 2id 7222 Nieznany
1(1) 2id 10171 Nieznany
IMG 16 id 211127 Nieznany
17 02 2011 2id 17062 Nieznany (2)
2 Kurs Cubase Cz 2id 20482 Nieznany (2)
więcej podobnych podstron