1
Program
zagospodarowania
odpadów
budowlanych
- gruz betonowy
i ceglany
Marek Pilawski, Jerzy Sułek

2
Spis treści
1. Wprowadzenie ........................................................................................................................ 4
1.1 Skala problemu zagospodarowania produktów przerobu gruzu budowlanego ................ 4
1.2 Odpady niebezpieczne związane z rozbiórką obiektów budowlanych - azbest ............... 6
2. Klasyfikacja odpadów dotycząca gruzu budowlanego .......................................................... 6
3. Prawodawstwo dotyczące odpadów w aspekcie wejścia do UE ............................................ 7
4. Gruz betonowy ..................................................................................................................... 10
4.1 Metody uzyskiwania, ..................................................................................................... 11
4.2 Linie technologiczne ...................................................................................................... 12
4.3 Kierunki wykorzystania ................................................................................................. 19
4.4 Atesty i aprobaty niezbędne do szerokiego stosowania ................................................. 19
5. Gruz ceglany ........................................................................................................................ 39
5.1 Metody uzyskiwania i linie technologiczne, .................................................................. 40
5.2 Kierunki wykorzystania ................................................................................................. 40
6. Zakłady zajmujące się wykorzystaniem gruzu betonowego i ceglanego w Polsce ............. 40
7. Materiały na podbudowy dróg wykonywane z zastosowaniem drobnych frakcji gruzu
budowlanego ........................................................................................................................ 41
8. Kompozyty krzemianowo-popiołowe, ................................................................................. 42
8.1 Opis technologii wykonywania kompozytu krzemianowo-popiołowego, materiały
wyjściowe, sposób wykonywania w skali technicznej................................................... 42
8.2 Parametry fizyko-mechaniczne kompozytu krzemianowo-popiołowego ...................... 46
8.2.1 Wytrzymałość na ściskanie ..................................................................................... 46
8.2.2 Współczynnik filtracji K
10
...................................................................................... 50
8.2.3 Mrozoodporność kompozytu ................................................................................... 54
8.2.4 Zagadnienia związane z wymywalnością poszczególnych składników kompozytu -
Problemy ochrony środowiska ................................................................................. 55
8.3 Metody pozyskiwania składników kompozytu - popiół lotny, szkło wodne ................. 58
8.4 Spółki eksploatujące składowiska popiołów lotnych w Polsce - adresy osoby do
kontaktu .......................................................................................................................... 58
8.5 Kierunki zastosowania kompozytu krzemianowo-popiołowego ................................... 59
8.6 Wykaz obiektów na których zastosowano kompozyt krzemianowo-popiołowy z
podaniem wielkości, inwestora, wykonawcy prac uszczelniających, kosztów wykonania
........................................................................................................................................ 61

3
8.7 Wskaźniki ekonomiczne uzyskiwane przy zastosowaniu kompozytów krzemianowo-
popiołowych ................................................................................................................... 64
9. Betony URRICHEM (USA) ................................................................................................. 65
9.1 Składniki tworzące betony URRICHEM, ...................................................................... 66
9.1.1 Własności fizyko-chemiczne odczynnika URRICHEM ......................................... 66
9.1.2 Cechy i własności odczynnika URRICHEM .......................................................... 66
9.2 Kierunki zastosowań technologii URRICHEM, ............................................................ 67
9.2.1 Zastosowanie technologii URRICHEM przy budowie dróg oraz w kopalniach do
wypełniania wyrobisk górniczych.
........................................................................... 67
9.2.2 Stabilizowanie - zestalanie odpadów
...................................................................... 68
9.2.3 Zastosowanie technologii URRICHEM do budowy zapór wodnych, kanałów
wodnych i regulacji rzek
.......................................................................................... 68
9.2.4 Betonowe bloki budowlane
...................................................................................... 68
9.2.5 Stabilizacja i zestalanie metali toksycznych i materii organicznej
......................... 73
10. Betony z aktywatorem EN-1 (USA) - opis technologii EN-1, ........................................... 75
10.1 Kierunki zastosowań .................................................................................................... 75
10.2 Technologia wykonywania prac stabilizujących podłoże przy zastosowaniu EN-1, ... 75
10.3 Wykaz obiektów na których zastosowano technologię EN-1 wraz z referencjami .... 76
11. Materiały do uszczelnień i wzmacniania podłoża: wały przeciwpowodziowe, zbiorniki
wodne, składowiska - kompozyt krzemianowo-popiołowy, beton URRICHEM ............... 77
12. Możliwości ilościowe zagospodarowania odpadów budowlanych - gruz betonowy i
ceglany ................................................................................................................................. 77
13. Wnioski, propozycje, możliwości kooperacji i współpracy . ............................................ 78
14. Literatura ............................................................................................................................ 80

4
1. Wprowadzenie
W ostatnim czasie znacznie wzrosła ilość odpadów budowlanych deponowanych na
składowiskach odpadów komunalnych. W dużych aglomeracjach jak wynika z ostatnich
badań odpady budowlane kierowane na wysypiska odpadów komunalnych stanowią blisko 30
% ogólnej masy odpadów komunalnych. Tak znaczny wzrost tej grupy odpadów wynika ze
zwiększonego ruchu budowlanego, jak również jest rezultatem dużych zmian w asortymencie
stosowanych materiałów budowlanych.
W kraju odpady budowlane dostarczane na składowiska odpadów komunalnych w znacznym
stopniu wykorzystywane są do budowy dróg eksploatacyjnych oraz na warstwy
przykrywające. Nie zagospodarowuje to jednak całej ilości wytwarzanych odpadów
budowlanych dlatego na większości składowisk odpadów gruz budowlany składowany jest
osobno w celu wykorzystania go w okresie późniejszym.
Maksymalne wykorzystanie odpadów budowlanych jest możliwe tylko przy odpowiednio
zaprogramowanym systemie gromadzenia i usuwania tych odpadów. Planując organizację
placu budowy należy przewidzieć selektywne gromadzenie odpadów budowlanych z
podziałem na składniki mające charakter surowców wtórnych. W sposób selektywny należy
również wywozić te odpady do zakładu przetwórczego, jak i na składowisko.
Odpady budowlane, a zwłaszcza gruz budowlany oraz grunt z wykopów, z uwagi na
możliwość ich wtórnego wykorzystania, powinny być na składowiskach gromadzone
selektywnie, jak nakazuje art. 10 ustawy z dnia 27 kwietnia 2001 r. o odpadach
(Dz.U.2001.62.628 z dnia 20 czerwca 2001 r.).
1.1 Skala problemu zagospodarowania produktów przerobu gruzu
budowlanego
Odpady budowlane powstające zarówno w wytwórniach materiałów budowlanych jak i
podczas budowy, demontażu i prac remontowych, stanowią cenny surowiec wtórny.
Głównym ilościowo składnikiem odpadów budowlanych jest gruz betonowy, ceglany i
ceramiczny. Materiały te po prostym przetworzeniu stanowią pełnowartościowe kruszywo
5
budowlane mogące znaleźć zastosowanie zarówno przy produkcji materiałów i elementów
budowlanych, jak i podczas budowy obiektów budowlanych i dróg.
Odpady powstające podczas produkcji materiałów budowlanych, zwłaszcza gruz i
niepełnowartościowe cegły czy bloki, w zasadzie są w pełni zawracane do produkcji. Ta
grupa odpadów powstająca podczas budowy, remontów i modernizacji, w większości
przypadków kierowana jest na miejskie składowiska odpadów.
Do grupy odpadów budowlanych, które aktualnie mogą być w pełni wykorzystane, należą:
1) gruz budowlany,
2) odpady metali żelaznych,
3) odpady metali kolorowych,
4) jednorodne odpady tworzyw sztucznych,
5) szkło,
6) grunty, kamienie,
7) opakowania i palety trwale nie zanieczyszczone.
Gruz budowlany bezpośrednio lub po rozdrobnieniu i rozfrakcjonowaniu może być
wykorzystywany do budowy fundamentów, konstrukcji betonowych, dróg, jak również do
produkcji prefabrykowanych elementów budowlanych. Największym zainteresowaniem
cieszy się przygotowane wstępnie kruszywo z odpadów budowlanych.
W wielu krajach istnieją przedsiębiorstwa, które przyjmują gruz budowlany i na bazie tych
odpadów produkują kruszywo o odpowiednich frakcjach. W większych miastach Europy
Zachodniej przy dużych składowiskach odpadów miejskich lub przemysłowych istnieją
stanowiska kruszenia gruzu budowlanego i frakcjonowania na zestawie sit.
Najprostsze wyposażenie linii przeróbki gruzu budowlanego stanowią:
1) przenośnik taśmowy z koszem zasypowym,
2) kruszarka udarowa,
3) przenośnik taśmowy,
4) oddzielacz elektromagnetyczny,
5) przesiewacz wibracyjny trzypokładowy (dla frakcji 6,10 i 20 mm),
6) przenośnik taśmowy odbiorczy.

6
1.2 Odpady niebezpieczne związane z rozbiórką obiektów budowlanych - azbest
W trakcie trwania prac rozbiórkowych obiektów budowlanych mamy do czynienia z
możliwością powstawania odpadów, które na skutek wyburzania zostały zmieszane z
odpadami niebezpiecznymi. Najczęściej mamy tak do czynienia w przypadku domów
pokrytych eternitem, domów zawierających elementy drewniane nasączane środkami
impregnującymi, bądź instalacji wyposażonych w rury zawierające azbest lub ołów.
W przypadku pozyskania takiego materiału pojawia się problem dalszego jego
wykorzystania.
Rozporządzenie Ministra Gospodarki z dnia 2 listopada 2000 r. w sprawie określenia
odpadów, które powinny być wykorzystywane w celach przemysłowych, oraz warunków,
jakie muszą być spełnione przy ich wykorzystywaniu (Dz. U. Nr 100, poz. 1078), wymienia
większość odpadów budowlanych, z wyjątkiem:
1) odpadów zawierających azbest,
2) drewna nasączonego środkami impregnacyjnymi i konserwacyjnymi,
3) odpadów asfaltów, smół i produktów smołowych,
4) gleby i gruntów z wykopów,
5) materiałów izolacyjnych z wyjątkiem wełny mineralnej.
Istnieje więc obowiązek segregacji odpadów powstających przy rozbiórce domów. Dużo
lepsze efekty segregacji uzyskuje się przy rozbiórce domów niż przy ich wyburzaniu. W
pierwszym przypadku właściwie zorganizowana rozbiórka domu pozwala na bieżąco
segregować materiały i separować materiały niebezpieczne, które uniemożliwią dalsze
wykorzystanie odpadów budowlanych. W przypadku wyburzania mechanicznego zmieszanie
materiałów jest olbrzymie i segregowanie odpadów jest bardzo utrudniona.
2. Klasyfikacja odpadów dotycząca gruzu budowlanego
Odpady budowlane w klasyfikacji odpadów stanowiącej załącznik do rozporządzenia
Ministra Ochrony Środowiska, Zasobów Naturalnych i Leśnictwa z 24 grudnia 1997 roku w
sprawie klasyfikacji odpadów (Dz. U. Nr 162, poz. 1135) wymienione są w grupie „Odpady z
budowy, remontów i demontażu obiektów budowlanych oraz drogowych” (kod 17).
W grupie tej wymienia się następujące rodzaje odpadów:

7
1) odpady materiałów i elementów budowlanych i drogowych - gruz betonowy, ceglany,
ceramiczny i asfaltowy.
2) odpady drewna, szkła i tworzyw sztucznych - odpady materiałów stosowanych do
wytwarzania okien, drzwi i meblościanek,
3) odpady asfaltów, smół i produktów smołowych - odpady materiałów izolacji
przeciwwilgociowych i pokryć dachowych,
4) złomy metaliczne - odpady z instalacji sanitarnych i elektrycznych, stali zbrojeniowej
oraz ślusarki budowlanej,
5) gleba i grunt z wykopów, kamienie i żwir,
6) odpady materiałów izolacyjnych - izolacji cieplnych i przeciwdźwiękowych.
W tej grupie nie wymienione zostały inne odpady powstające podczas budowy obiektów
budowlanych oraz remontów i rozbiórek, takich jak:
1) niewykorzystane lub przeterminowane farby, lakiery,
2) opakowania po materiałach sypkich, płynnych i mazistych,
3) oleje i smary z maszyn budowlanych.
Rozporządzenie Ministra Środowiska z dnia 14 czerwca 2000 r. w sprawie listy rodzajów
odpadów, które wytwarzający odpady może przekazać osobom fizycznym nie prowadzącym
działalności gospodarczej do wykorzystania na ich własne potrzeby (Dz. U. Nr 51, poz. 620)
wymienia w pozycjach:
31. Odpady betonu oraz gruz betonowy z rozbiórek i remontów (17 01 01)
32. Gruz ceglany (17 01 02)
jako materiały, które mogą być wykorzystywane przez osoby fizyczne.
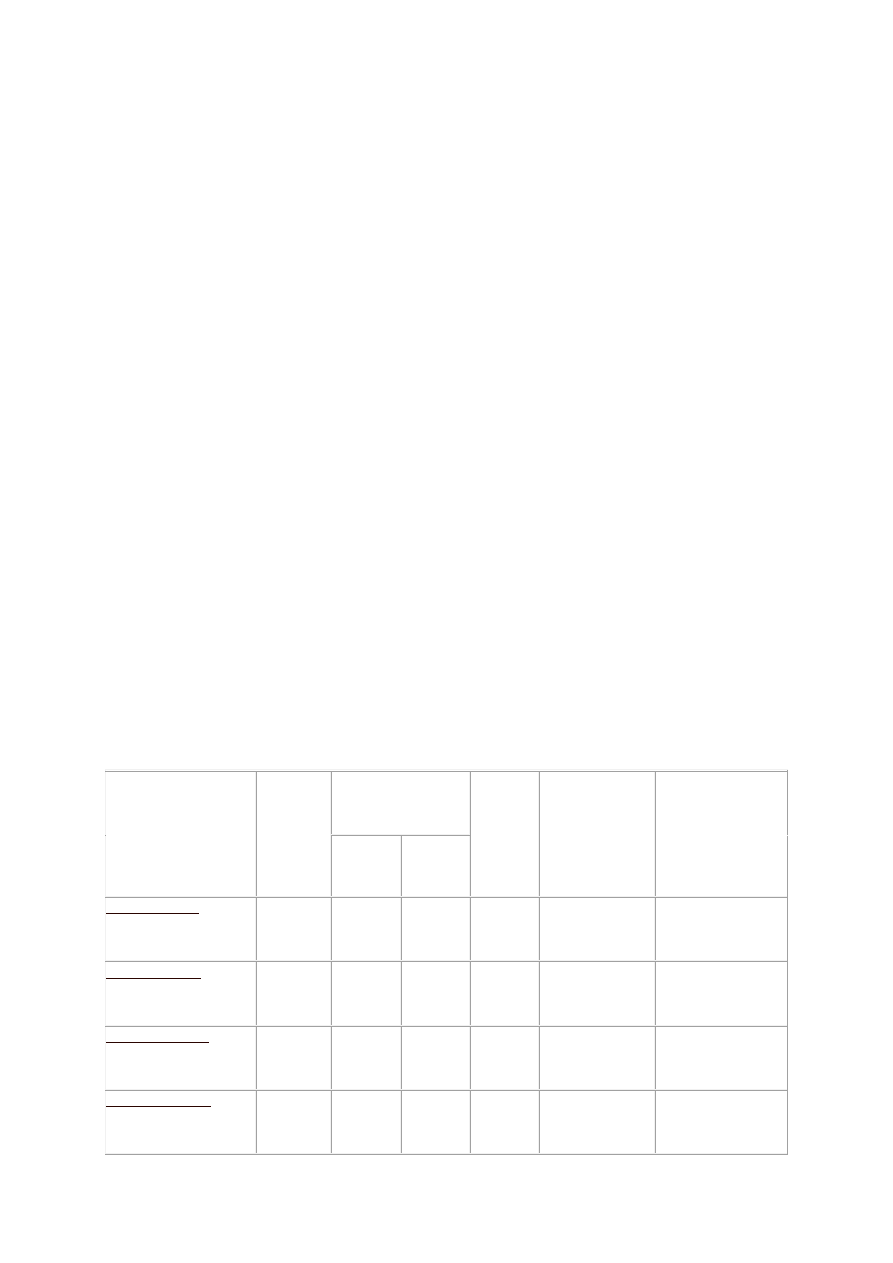
3. Prawodawstwo dotyczące odpadów w aspekcie wejścia do UE
W nowym rozporządzeniu Ministra Środowiska z dnia 27 września 2001 r. w sprawie
katalogu odpadów. (Dz.U. Nr 112, poz. 1206), które wchodzi w życie z dniem 1 stycznia
2002 roku, odpady budowlane wymienione są w grupie „Odpady z budowy, remontów i
demontażu obiektów budowlanych oraz infrastruktury drogowej (włączając glebę i ziemię z
terenów zanieczyszczonych) kod - 17. W grupie tej wymienia się następujące rodzaje
odpadów (przedstawiono je w Tablicy 1):
8
Tablica 1
17
Odpady z budowy, remontów i demontażu obiektów budowlanych
oraz infrastruktury drogowej (włączając glebę i ziemię z terenów
zanieczyszczonych)
17 01
Odpady materiałów i elementów budowlanych oraz infrastruktury
drogowej (np. beton, cegły, płyty, ceramika)
17 01 01
Odpady betonu oraz gruz betonowy z rozbiórek i remontów
17 01 02
Gruz ceglany
17 01 03
Odpady innych materiałów ceramicznych i elementów wyposażenia
17 01 06*
Zmieszane lub wysegregowane odpady z betonu, gruzu ceglanego, odpadowych
materiałów ceramicznych i elementów wyposażenia zawierające substancje
niebezpieczne
17 01 07
Zmieszane odpady z betonu, gruzu ceglanego, odpadowych materiałów
ceramicznych i elementów wyposażenia inne niż wymienione w 17 01 06
17 01 80
Usunięte tynki, tapety, okleiny itp.
17 01 81
Odpady z remontów i przebudowy dróg
17 01 82
Inne nie wymienione odpady
17 02
Odpady drewna, szkła i tworzyw sztucznych
17 02 01
Drewno
17 02 02
Szkło
17 02 03
Tworzywa sztuczne
17 02 04*
Odpady drewna, szkła i tworzyw sztucznych zawierające lub zanieczyszczone
substancjami niebezpiecznymi (podkłady kolejowe)
17 03
Odpady asfaltów, smół i produktów smołowych
17 03 01*
Asfalt zawierający smołę
17 03 02
Asfalt inny niż wymieniony w 17 03 01
9
17 03 03*
Smoła i produkty smołowe
17 03 80
Odpadowa papa
17 04
Odpady i złomy metaliczne oraz stopów metali
17 04 01
Miedź, brąz, mosiądz
17 04 02
Aluminium
17 04 03
Ołów
17 04 04
Cynk
17 04 05
Żelazo i stal
17 04 06
Cyna
17 04 07
Mieszaniny metali
17 04 09*
Odpady metali zanieczyszczone substancjami niebezpiecznymi
17 04 10*
Kable zawierające ropę naftową, smołę i inne substancje niebezpieczne
17 04 11
Kable inne niż wymienione w 17 04 10
17 05
Gleba i ziemia (włączając glebę i ziemię z terenów
zanieczyszczonych oraz urobek z pogłębiania)
17 05 03*
Gleba i ziemia, w tym kamienie, zawierające substancje niebezpieczne (np. PCB)
17 05 04
Gleba i ziemia, w tym kamienie, inne niż wymienione w 17 05 03
17 05 05*
Urobek z pogłębiania zawierający lub zanieczyszczony substancjami
niebezpiecznymi
17 05 06
Urobek z pogłębiania inny niż wymieniony w 17 05 05
17 05 07*
Tłuczeń torowy (kruszywo) zawierający substancje niebezpieczne
17 05 08
Tłuczeń torowy (kruszywo) inny niż wymieniony w 17 05 07
17 06
Materiały izolacyjne oraz materiały konstrukcyjne zawierające
azbest
17 06 01*
Materiały izolacyjne zawierające azbest
10
17 06 03*
Inne materiały izolacyjne zawierające substancje niebezpieczne
17 06 04
Materiały izolacyjne inne niż wymienione w 17 06 01 i 17 06 03
17 06 05*
Materiały konstrukcyjne zawierające azbest
17 08
Materiały konstrukcyjne zawierające gips
17 08 01*
Materiały konstrukcyjne zawierające gips zanieczyszczone substancjami
niebezpiecznymi
17 08 02
Materiały konstrukcyjne zawierające gips inne niż wymienione w 17 08 01
17 09
Inne odpady z budowy, remontów i demontażu
17 09 01*
Odpady z budowy, remontów i demontażu zawierające rtęć
17 09 02*
Odpady z budowy, remontów i demontażu zawierające PCB (np. substancje i
przedmioty zawierające PCB: szczeliwa, wykładziny podłogowe zawierające
ż
ywice, szczelne zespoły okienne, kondensatory)
17 09 03*
Inne odpady z budowy, remontów i demontażu (w tym odpady zmieszane)
zawierające substancje niebezpieczne
17 09 04
Zmieszane odpady z budowy, remontów i demontażu inne niż wymienione w 17
09 01, 17 09 02 i 17 09 03
*
- oznacza odpad niebezpieczny
4. Gruz betonowy
Gruz betonowy stanowi największy procentowo składnik materiałów budowlanych
pochodzących z wyburzeń, remontów i rozbiórek obiektów budowlanych. Rozróżnia się
zasadniczo dwa typu odpadu zwanego gruzem betonowym, pierwszy z nich nie zawiera
elementów stalowych (żelbetowych) drugi jest mieszanką betonu i zbrojenia stalowego. Oba
te materiały wymagają oddzielnego traktowania. Gruz żelbetowy wymaga na wstępie
rozdzielenia frakcji stalowej i dopiero po jej wydzieleniu można przystępować do
rozdrabniania i przesiewania uzyskiwanych frakcji w celu uzyskania pożądanych wymiarów.
Stopień rozdrabniania powinien każdorazowo wynikać z możliwości ponownego
wykorzystania materiału.
11
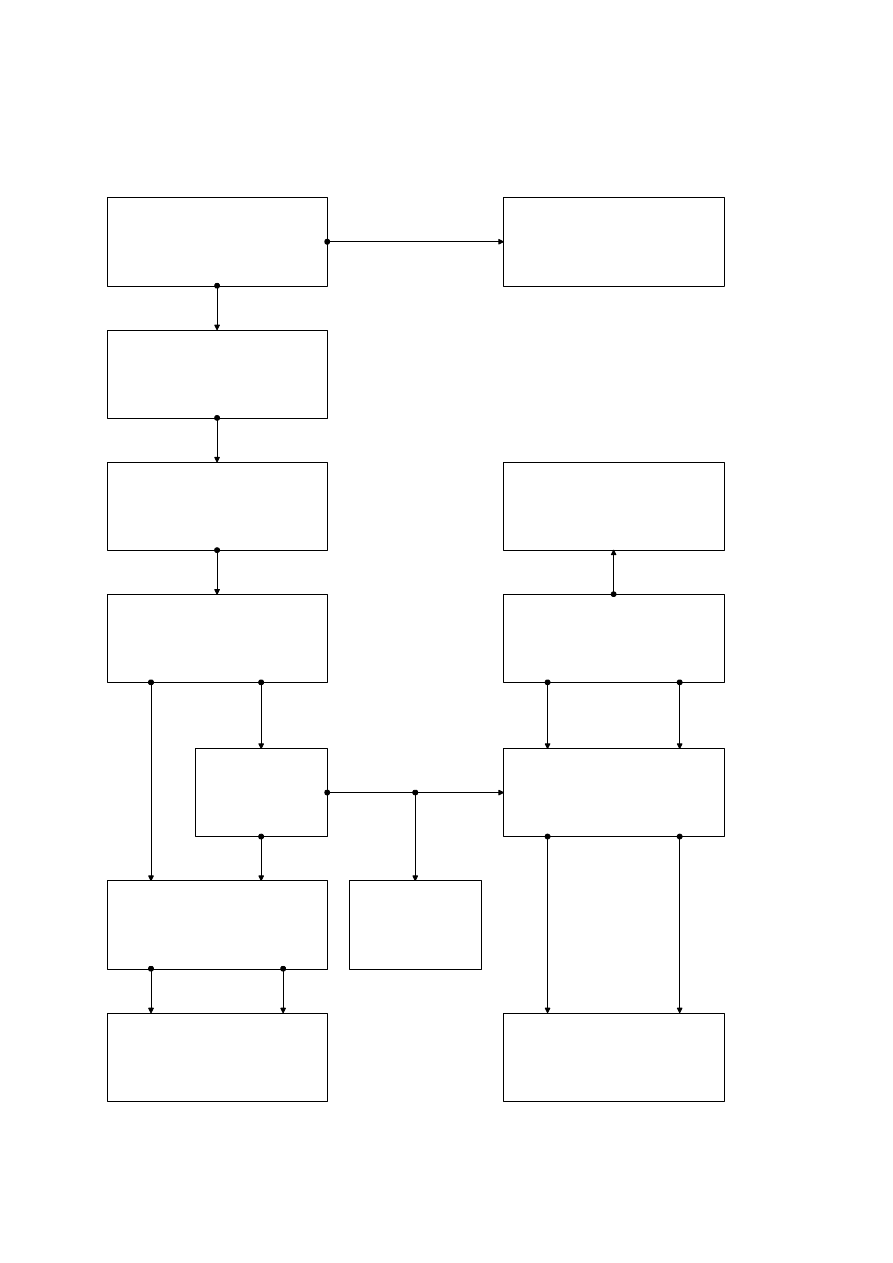
4.1 Metody uzyskiwania
Koncepcja procesu pozyskiwania i segregowania odpadów budowlanych
Sortowanie wstępne
za pomocą koparki
Gruby gruz budowlany,
części betonowe,
duże kawałki drewna i złomu
Podawanie
za pomocą ładowarki
Urządzenie
podająco-transportujące
- przenośnik płytowy
- przenośnik taśmowo-nieckowy
Bęben sortujący
Frakcja 0-45 mm
Frakcja 54-140 mm
Frakcja powyżej 140 mm
Materiały wypełniające
nadające się do użycia lub do
składowania 0, 5 mm
Sita
0-5 mm
5-15 mm
16-45 mm
Oddzielenie materiałów lekkich
Materiały wypełniające
przeznaczone do użycia
Kamienie, gruz bud.
ż
wir, piasek
Manualne sortowanie wtórne
Oddzielenie
materiałów lekkich
Do spalenia
lub na składowisko
odpadów
komunalnych
5 -15 mm
16 - 45 mm

12
4.2 Linie technologiczne
Linie technologiczne do segregacji materiałów budowlanych pochodzących z wyburzeń lub
budów, w wyniku której uzyskuje się materiał nadający się do ponownego użytku oraz
niewielkie resztki do składowania lub spalania produkowane są w wielu krajach przez wielu
wytwórców. W Polsce mocno reklamowane jest urządzenie do segregacji mieszanych
odpadów budowlanych systemem „Bausort” firmy Sutco Maschinenbau GmbH, D-51469
Bergisch-Gladbach, Britanniahutte 14 tel. 02202/2005-01 fax 02202/200570
Sutco Polska, Sosnowiec 41-208, ul. Jedności 10, tel. 032 263 2001; 032 263 1427
Parametry techniczne systemu są następujące:
Wydajność - wariant stacjonarny 10 000 - 200 000 t/rok
- wariant ruchomy 5 000 - 30 000 t/rok
Materiały uzyskiwane po segregacji:
-
frakcja 0 - 15 o ciężarze właściwym ok. 1 100 kg/m
3
-
frakcja o granulacji większej o ciężarze właściwym 900 kg/m
3
-
puszki, drewno i materiały lekkie mające dużą objętość przy ciężarze właściwym od
100 do 250 kg/m
3
Po wstępnej segregacji - za pomocą koparki usunięte zostają frakcje grube powyżej 80 cm
pozostałe odpady budowlane przekazywane są do bębna sortującego, gdzie następuje ich
podział w zależności od wielkości frakcji. Frakcja drobna oddzielana jest od materiałów
lekkich w separatorze powietrznym. Separatory magnetyczne oddzielają metale żelazne. Na
dwóch taśmociągach sortujących oddzielane są ręcznie materiały nadające się do ponownego
wykorzystania takie jak drewno, papier, tektura, tworzywa sztuczne oraz materiały nie
nadające się do wykorzystania.
Innym rozwiązaniem urządzenia do sortowania gruzu budowlanego i mieszanych odpadów
budowlanych jest przykład firmy Horstmann - producent - Budowa Urządzeń i Technika
Ekologiczna Sp. z o.o. 62-100 Wągrowiec, ul. Kcyńska 100 tel. 067 621041 tel./fax 0 67 620
165
Linia sortownicza tej firmy składa się z następujących elementów:
1. Przesiewacz wstrząsowy przegubowy
2. Taśmociąg wznoszący
3. Przesiewacz bębnowy
4. Taśmociąg sortowni pierwszej
5. Pomost sortowniczy z kabiną

13
6. Taśmociąg wylotowy frakcji średniej
7. Taśmociąg wylotowy frakcji średniej
8. Sortownik powietrzny
9. Taśmociąg sortowni
10. Taśmociąg wylotowy frakcji drobnej
11. Maszyna przesiewająca
12. Taśmociąg wlotowy
13. Opadowy rozdzielacz powietrzny
14. Sortowanie dodatkowe
15. Taśmociąg wylotowy
Załącznik 1- przedstawia schemat powyższej linii sortowniczej
Kolejnym rozwiązaniem może być linia technologiczna kruszenia elementów żelbetowych i
gruzu ceglanego firmy „MAKRUM” S.A.- Pomorskie Zakłady Budowy Maszyn 85-676
Bydgoszcz, ul. Leśna 11-19 tel. 0 52 412051 do 59 fax 0 52 41 18 31
Linia ta znajduje zastosowanie do rozdrabniania odpadów budowlanych, takich jak elementy
ś
cian lub inne fragmenty budowli z betonu zbrojonego oraz gruz powstały z rozbiórki
budowli. Wyposażenie technologiczne linii zostało tak dobrane, że układ ten bez zmiany
ustawienia urządzeń może być wykorzystywany alternatywnie do kruszenia jednego z
wymienionych wyżej odpadów. Urządzenia linii pracują we wzajemnych blokach
elektrycznych i przystosowane są do pracy na otwartej przestrzeni be z zadaszenia.
Parametry techniczne linii są następujące:
Wydajność
-
10 m3/h
Max. gabaryty kruszonych elementów betonowych
160 x 2650 x 6000 mm
Wielkość uzyskanego kruszywa
0 - 30 mm
Zainstalowana moc
ok. 135 kW
Masa całkowita urządzeń
ok. 66 ton
Zajmowana powierzchnia (bez pól odkładczych)
25 x 30 m
Linia sortownicza tej firmy składa się z następujących elementów:
1. Podawacz bloków
2. Zgniatacz wahadłowy
3. Odbieralnik stali
4. Lej zasypowy przenośnika

14
5. Zbiornik
6. Kruszarki szczękowe
7. Wyposażenie elektryczne
8. Przenośniki taśmowe
9. Pole odkładcze elementów prefabrykowanych
10. Pole odkładcze odzyskanej stali
11. Podajniki wibracyjne
Załącznik 2- przedstawia schemat powyższej linii sortowniczej
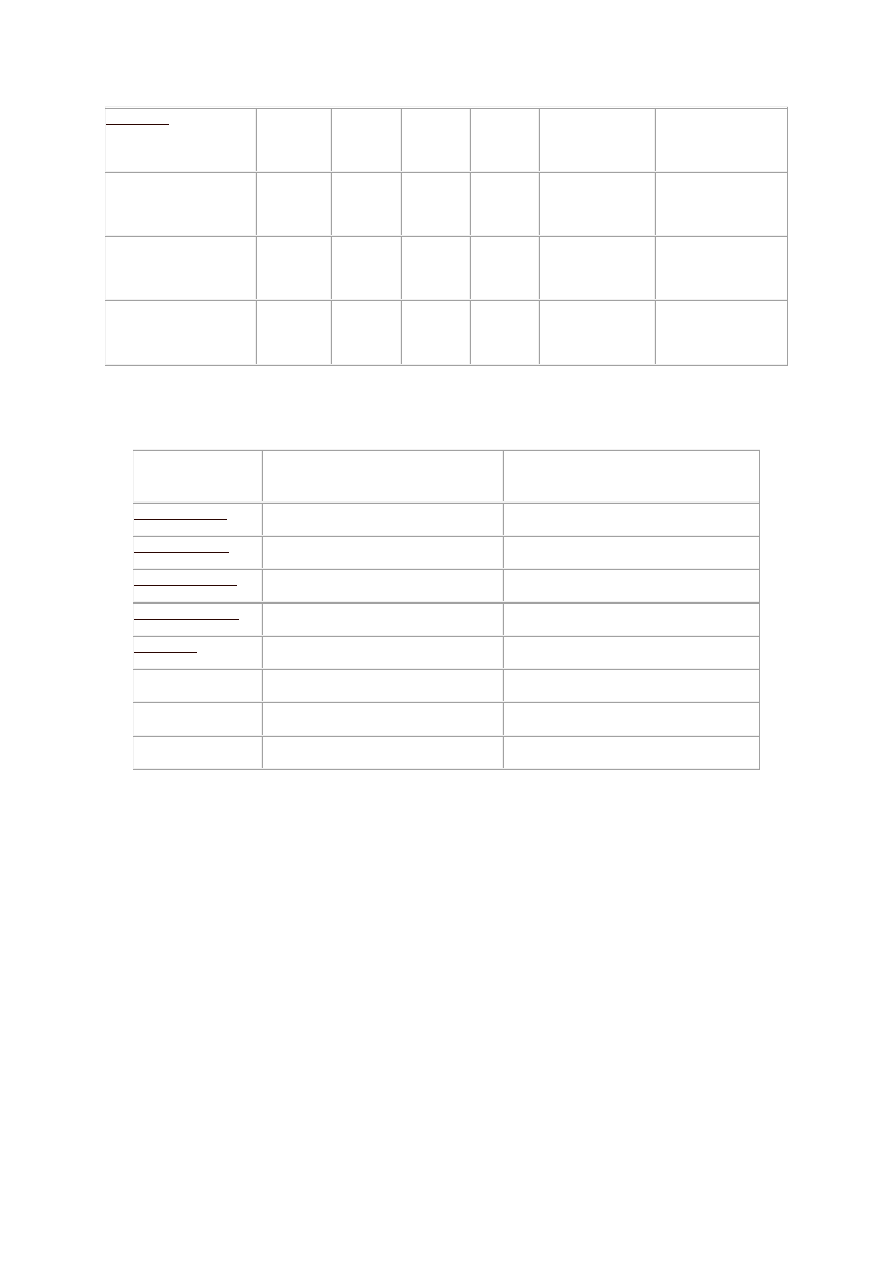
Ta sama firma dostarcza uniwersalną linię technologiczną recyklingu asfaltu i odpadów
budowlanych, dostosowaną do rozdrabniania odpadów budowlanych np. rozbiórki domów
(złom betonowy zbrojony i niezbrojony, cegła) oraz do przerabiania do powtórnego
wykorzystania zerwanego z dróg asfaltu.
Parametry techniczne tego urządzenia są następujące:
Wydajność 20 - 45 m3/h
Wielkość nadawy do 200 mm
Wielkość produktu 0 - 6 6-10 10 - 20 mm
Zainstalowana moc ok. 98 kW
Masa całkowita urządzeń ok. 28 ton
Linia sortownicza składa się z następujących elementów:
1. Przenośnik taśmowy
2. Kruszarka udarowa
3. Zsyp kruszarki
4. Przenośnik taśmowy PTP
5. Oddzielacz elektromagnetyczny
6. Przesyp dwudrożny
7. Przesiewacz wibracyjny trzypokładowy
8. Przenośnik taśmowy PTP
9. Przenośnik taśmowy PTP
10. Konstrukcje wsporcze
11. Konstrukcje wsporcze
Załącznik 3- przedstawia schemat powyższej linii sortowniczej.
15
Tablica 2
Charakterystyka Techniczna Kruszarek Szczękowych Produkcji „Makrum” Bydgoszcz
Typ Kruszarki
40.31
40.27
40.28
40.15
40.17
Szerokość komory
wlotowej
140 mm
220 mm
320 mm
400 mm
800 mm
Długość komory
wlotowej
600 mm
600 mm
600 mm
700 mm
1000 mm
Maksymalna wielkość
brył podawanego
materiału
130 mm
200 mm
270 mm
350x650
mm
750x900
mm
Zakres regulacji
szczeliny
5-20 mm
15-55 mm
35-75 mm
50-100 mm 80-180 mm
Moc silnika napędowego
10 kW
22 kW
22 kW
40 kW
75 kW
Orientacyjna wydajność
teoretyczna
4,5-7 m
3
/h
3-10 m
3
/h
6-15 m
3
/h
8-30 m
3
/h
22-90 m
3
/h
Całkowita masa
kruszarki z napędem
4438 kg
3240 kg
3460 kg
11950 kg
38100 kg
Masa kruszarki bez
napędu
4238 kg
2910 kg
3115 kg
10930 kg
35700 kg
Wymiary gabarytowe:
długość
2690 mm
1490 mm
1545 mm
2420 mm
4550 mm
szerokość
1560 mm
1390 mm
1390 mm
1860 mm
2650 mm
wysokość
1660 mm
1125 mm
1125 mm
1635 mm
3320 mm
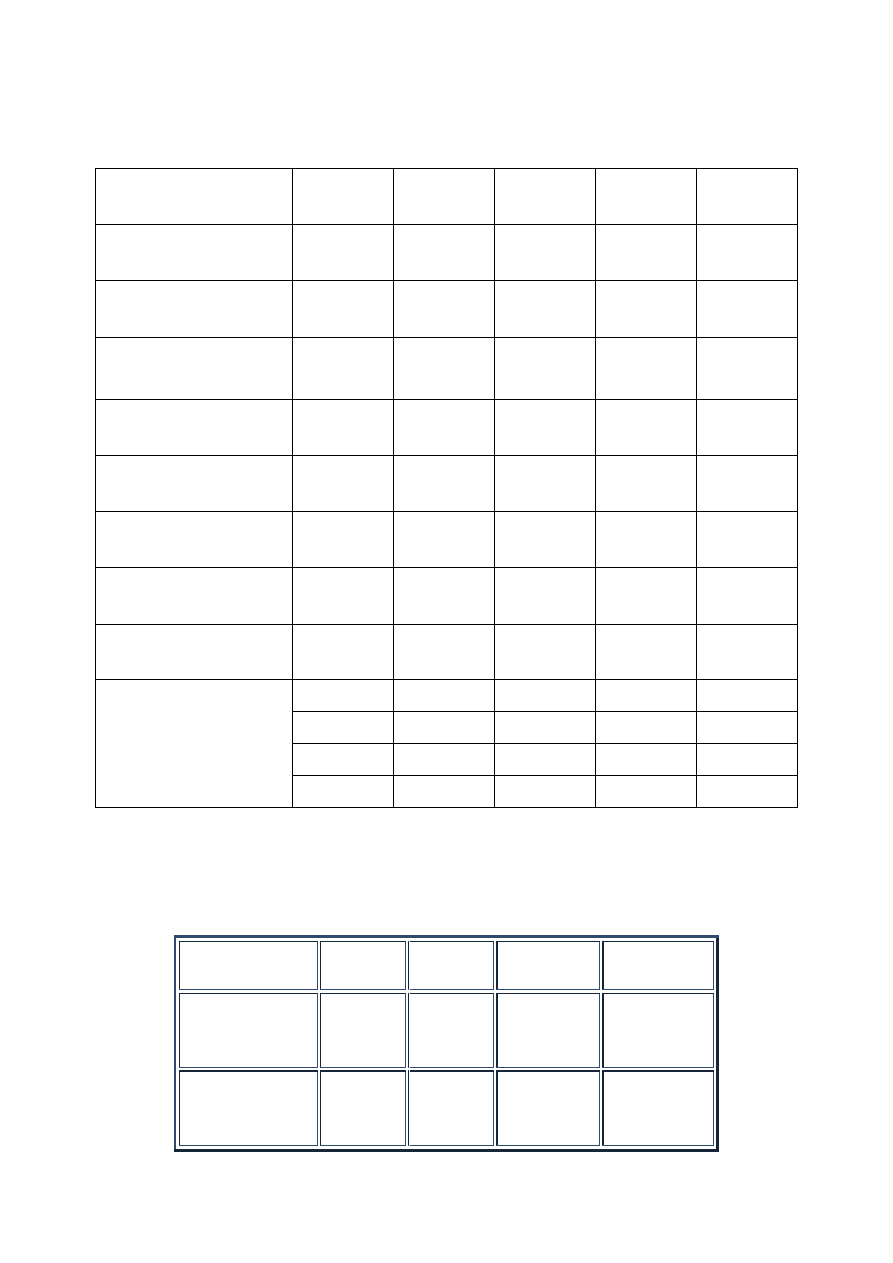
Tablica 3
ŁZG S.A. 99-100 Łęczyca, ul. Kopalniana 9 tel. 042 721 34 41 do 46, fax 042 718 12 78
Systemy sortujące i do recyklingu -
KRUSZARKI -
maksymalna wielkość ziarna
podawanego: 200-300 mm
PFC
PMC
PGC
PKC
maksymalna
wielkość ziarna
podawanego
4-35 mm
6-60 mm
10-100 mm
20-180 mm
produkt na
wyjściu w
ś
wietle 5 mm:
60-80%
50-75%
40-60%
30-50%
16
Typoszereg kruszarek i zestawów kruszących firmy Legmet Zakłady Mechaniczne Sp. z
o.o. ul. Złotoryjska 178 - 184 tel. 0 76 8511 100, fax 076 8522 609
Zestawy kruszące szczękowe: ZKDS 130/75*, ZKMS 100/55*, KDSn 130/75E**
Kruszarki szczękowe: KWS 40/20 E**
Zestawy kruszące udarowe: ZKDU 120/130*, ZKMU 100/110*,
KKL 50E**, KKL 100E**
* zestawy kruszące w wersji samojezdnej (opcjonalnie: przesuwne lub stacjonarne)
** kruszarki oferowane w wersji stacjonarnej
1. Zastosowanie
Zestawy kruszące szczękowe ZKDS 130/75, ZKMS 100/55, KDSn 130/75E są
przeznaczone do kruszenia materiałów o wytrzymałości na ściskanie do 300 Mpa takich jak:
odpady budowlane, bazalt, granit, amfibolit, gnejs, kwarcyt, wapienie, dolomity itp. Ilość
zanieczyszczeń ilasto - gliniastych w nadawie nie powinna przekraczać 15% a wilgotność
10%.
Kruszarki szczękowe KWS 40/20 E przystosowane są do instalacji w ciągach
technologicznych jako kruszarka wstępnego kruszenia.
Zestawy kruszące udarowe ZKDU 120/130, ZKMU 100 / 110, KKL 50E i KKL 100 E
są przeznaczone do kruszenia materiałów mineralnych i odpadów budowlanych o dużej i
17
ś
redniej twardości, podatnych na rozdrabnianie udarowe np. granit, dolomit, wapienie.
Kruszarki udarowe mogą być również stosowane do recyklingu materiałów odpadowych
drogownictwa i budownictwa, takich jak: beton, gruz budowlany z rozbiórki, asfaltobeton itp.
Powstałe
kruszywo
charakteryzuje
się
wysoką
kubicznością.
Zabudowa kruszarek na gąsienicowym podwoziu samojezdnym oraz napęd spalinowy dają
następujące korzyści :
•
Eliminację transportu technologicznego - praca kruszarki bezpośrednio na wyrobisku
•
Zmniejszenie kosztów - obsługa kruszarki przez operatora koparki lub ładowarki
•
Możliwość samodzielnego przemieszczania kruszarki w obrębie wyrobiska
konieczności korzystania z urządzeń dźwigowych i transportu specjalnego.
Kontenerowe kruszarki udarowe: KKL 50E i KKL 100E, dzięki możliwości transportu przy
wykorzystaniu nośnika kontenerów i napędowi elektrycznemu, są doskonałymi urządzeniami
do pracy w zabudowie miejskiej i strefach ochronnych. Dzięki wielu proekologicznym
usprawnieniom (zapewniającym zgodność z rygorystycznymi normami emisji: hałasu,
wibracji,
zapylenia)
kruszarki
te
są
przyjazne
dla
ś
rodowiska.
Tablica 4
Dane techniczne
Typ kruszarki
Moc /
Rodzaj
napędu
Wydajność
[ m
3
/h]
Ciężar
[ t ]
Wymiary
wlotu
[ mm ]
Zakres regulacji
szczeliny /
stopień
rozdrobnienia
Gruz
Granit
ZKDS 130 / 75
294 kW /
spal.
70 - 110 55 - 70
52
1290 * 800
40-155 [mm]
ZKMS 100 / 55
184 kW /
spal.
39 - 60 26 - 40
29,5
1000 * 550
40-105 [mm]
ZKDU 120 / 130
295 kW /
spal.
84 - 110 55 - 70
51,5
1020 * 1260
1:10 - 1:50
ZKMU 100 / 110
185 kW /
spal.
39 -60 26 - 70
29,5
1020 * 800
1:10 - 1:50
18
KKL 50 E
75 kW /
elektr.
11 - 35 7,5 - 24
21,5
570 * 800
1:10 - 1:50
KKL 100E
110 kW /
elektr.
39 -60 26 - 40
25,5
1020 * 800
1:10 - 1:50
KDSn 130/75E
110 kW /
elektr.
70 - 110 55 - 70
31,5
800 * 1290
50 - 145 [mm]
KWS 40 / 20E
132 kW /
elektr.
84 - 140 55 - 93
39
1250 * 1000
100 - 220 [mm]
Tablica 5
Wymiary
Typ kruszarki
Podczas pracy
(szerokość / wysokość / długość)
Podczas transportu
(szerokść / wysokość / długość)
ZKDS 130 / 75
4 760 * 4 420 * 12 280
2 840 * 3 430 * 12 280
ZKMS 100 / 55
4 700 * 4 000 * 12 800
2 500 * 3 100 * 12 700
ZKDU 120 / 130
4 760 * 4 420 * 12 280
2 840 * 3 430 * 12 280
ZKMU 100 / 110
4 700 * 4 100 * 12 800
2 500 * 3 320 * 11 100
KKL 50 E
2 250 * 3 280 * 9 140
2 140 * 2 745 * 12 700
KKL 100E
2 700 * 3 280 * 9 140
2 590 * 2 745 * 12 700
KDSn 130/75E
2 794 * 4 394 * 8 939
2 500 * 2 800 * 8 400
KWS 40 / 20E
wg indywidualnej zabudowy
wg indywidualnej zabudowy
Legmet oferuje zestawy kruszące w wersjach konstrukcyjnych (samojezdnych, przesuwnych,
stacjonarnych) i kompletacjach (opcjonalnie: separator magnetyczny, system zraszania,
system automatycznego smarowania itp.) dostosowanych do indywidualnych potrzeb
klientów.
Innym rozwiązaniem są kruszarki „KUE-KEN” z podwójną dźwignią łamacza firmy Brown
Lenox Deutschland GmbH, L-6940 Niederanven, Trierer Strasse 188 (Luxemburg) tel. 00352
348777,348778, fax 00352 348784
Parametry techniczne tej kruszarki są następujące:
Wydajność do 300 t/h przy mocy 60 kW
Rozwarcie szczęk łamacza do 1065 x 915 mm
Hałaśliwość do 73 dcB w odl. 25 m

19
Przeznaczony do kruszenia materiał podawany jest do zasobnika - podajnik wibracyjny
przemieszcza materiał po ruszcie z podłogą sitową. Odsiana drobnica poprzez centralny kanał
dostaje się bezpośrednio na taśmociąg główny lub może być odprowadzana bocznie na inny
transporter taśmowy (wyposażenie dodatkowe). Kruszony między szczękami materiał (bez
tarcia) opada swobodnie na taśmociąg główny, następnie magnetyczny oddzielacz elementów
metalowych ( z rozdrobnionego materiału ) wychwytuje i przekazuje je na kolejny boczny
przenośnik taśmowy.
Załącznik 4- przedstawia schemat powyższej kruszarki
4.3 Kierunki wykorzystania
Gruz budowlany bezpośrednio lub po rozdrobnieniu i rozfrakcjonowaniu może być
wykorzystywany do budowy fundamentów, konstrukcji betonowych, dróg, jak również do
produkcji prefabrykowanych elementów budowlanych. Największym zainteresowaniem
cieszy się przygotowane wstępnie kruszywo z odpadów budowlanych. Zastosowanie jest jak
widać dość szerokie. Przy właściwej organizacji prac i koordynacji ilość transportu
niezbędnego do przewiezienia dużych objętości gruzu budowlanego jest ograniczona do
minimum. Elementy rozbiórkowe mogą być wykorzystane bezpośrednio na placu budowy np.
jako element mieszanki betonowej niezbędnej do prac budowlanych na miejscu wyburzonego
budynku czy budowli.
4.4 Atesty i aprobaty niezbędne do szerokiego stosowania
Aby wyroby zawierające gruz budowlany mogły znaleźć szersze zastosowanie producent
wyrobów bazujących na wykorzystywanym gruzie budowlanym powinien zadbać o
dopuszczenie wyrobów budowlanych do obrotu i stosowania. W tym celu powinien w
zależności od kierunku zastosowania odpadów budowlanych wystąpić do odpowiednich
instytucji o wydanie certyfikatów i aprobat w niezbędnym zakresie. Poniżej przedstawiono
sposób postępowania w celu uzyskania wymienionych certyfikatów i aprobat.
NORMY, APROBATY, CERTYFIKATY
WYRÓB BUDOWLANY
Przedmiotem systemu dopuszczania do obrotu i stosowania w budownictwie są wyroby
budowlane, zdefiniowane w Prawie budowlanym, jako wyroby wytworzone w celu

20
wbudowania, wmontowania, zainstalowania lub zastosowania w sposób trwały w obiekcie
budowlanym. W rozumieniu ustawy nie są wyrobami budowlanymi maszyny, urządzenia i
instalacje służące do celów technologiczno-produkcyjnych, związanych z przeznaczeniem
obiektu.
System dopuszczania wyrobów budowlanych do obrotu i stosowania w budownictwie oparty
jest na zasadzie, że przy wykonywaniu robót budowlanych należy stosować wyroby
budowlane o właściwościach użytkowych umożliwiających - poprawnie zaprojektowanym i
wykonanym obiektom budowlanym - spełnienie wymagań podstawowych, do których zalicza
się:
•
bezpieczeństwo konstrukcji,
•
bezpieczeństwo pożarowe,
•
bezpieczeństwo użytkowania,
•
odpowiednie warunki higieniczne i zdrowotne oraz ochronę środowiska,
•
ochronę przed hałasem i drganiami,
•
oszczędność energii i odpowiednią izolacyjność cieplną przegród.
Wymagania podstawowe, wprowadzone do polskich przepisów budowlanych zgodnie z
Dyrektywą Rady nr 89/106/EWG "Wyroby budowlane", stanowią punkt odniesienia w ocenie
przydatności tych wyrobów do stosowania w budownictwie.
Wyrób budowlany może być przeznaczony:
•
do jednostkowego stosowania w określonym obiekcie budowlanym,
•
do obrotu i powszechnego stosowania w budownictwie.
WYRÓB BUDOWLANY PRZEZNACZONY DO JEDNOSTKOWEGO
ZASTOSOWANIA
Wyrób budowlany jest dopuszczany do stosowania w określonym obiekcie budowlanym na
podstawie pisemnego oświadczenia dostawcy wyrobu. Oświadczenie takie powinno zawierać:
- nazwę i adres dostawcy,
- nazwę wyrobu i miejsce jego wytworzenia,
- identyfikację dokumentacji technicznej, według której wyrób został wykonany (powołanie

21
się na tę dokumentację lub jej dołączenie),
- stwierdzenie zgodności wyrobu z dokumentacją techniczną oraz z przepisami i
obowiązującymi normami,
- nazwę i adres budowy, na którą wyrób jest przeznaczony,
- miejsce i datę wystawienia oświadczenia oraz podpis osoby wydającej oświadczenie.
Indywidualna dokumentacja wyrobu, wykonana przez projektanta obiektu lub z nim
uzgodniona, powinna zawierać opis rozwiązania konstrukcyjnego, charakterystykę
materiałową, opis właściwości użytkowych wyrobu oraz określać warunki jego wbudowania,
wmontowania, zainstalowania lub zastosowania w danym obiekcie budowlanym.
Indywidualną dokumentację techniczną wyrobu oraz oświadczenie dostawcy należy dołączyć
do dokumentacji budowy. W Rozporządzeniu Ministra Spraw Wewnętrznych i Administracji
z 5 sierpnia 1998 r. określone zostały szczegółowe wymagania dotyczące treści oświadczenia
dostawcy wyrobu oraz zawartości indywidualnej dokumentacji technicznej takiego wyrobu.
WYRÓB BUDOWLANY PRZEZNACZONY DO OBROTU I POWSZECHNEGO
STOSOWANIA W BUDOWNICTWIE
Wyrób budowlany przeznaczony do obrotu i powszechnego stosowania w budownictwie musi
być zgodny z jednym z trzech następujących dokumentów odniesienia:
•
z kryteriami technicznymi - w odniesieniu do wyrobów podlegających certyfikacji na
Znak Bezpieczeństwa,
•
z właściwą przedmiotowo Polską Normą wyrobu,
•
z Aprobatą Techniczną w odniesieniu do wyrobu, dla którego nie ustanowiono
Polskiej Normy lub wyrobu, którego właściwości użytkowe (odnoszące się do
wymagań podstawowych) różnią się istotnie od właściwości określonych w Polskiej
Normie.
Zgodność z dokumentem odniesienia jest potwierdzana następującymi procedurami
atestacyjnymi:
•
certyfikacją na Znak Bezpieczeństwa - na wyrób wydawany jest Certyfikat na Znak
Bezpieczeństwa; wykaz wyrobów objętych certyfikacją na Znak Bezpieczeństwa oraz
jednostki wydające certyfikaty określa Zarządzenie Dyrektora Polskiego Centrum
Badań i Certyfikacji z 28 marca 1997 r.;
22
•
certyfikacją zgodności - na wyrób wydawany jest Certyfikat Zgodności z Polską
Normą lub Certyfikat Zgodności z Aprobatą Techniczną; Certyfikaty Zgodności
wydają jednostki certyfikujące, akredytowane w PCBC;
•
deklaracją zgodności producenta - na wyrób producent wydaje Deklarację Zgodności
z Polską Normą lub Deklarację Zgodności z Aprobatą Techniczną; zasady
wydawania i wzór deklaracji zgodności określa Rozporządzenie Ministra Spraw
Wewnętrznych i Administracji z 31 lipca 1998 r.
Są to dokumenty dopuszczające wyrób budowlany do obrotu i powszechnego stosowania w
budownictwie.
Znak budowlany Znak bezpieczeństwa
Posiadanie certyfikatu na Znak Bezpieczeństwa B, Certyfikatu lub Deklaracji Zgodności
upoważnia producenta do umieszczania na wyrobach Znaku Budowlanego oznaczającego
dopuszczenie wyrobu do obrotu i powszechnego stosowania w budownictwie. Wzór znaku i
zasady umieszczania go na wyrobie określono w Rozporządzeniu Ministra Spraw
Wewnętrznych i Administracji z 31 lipca 1998 r.
Certyfikacja zgodności jest obowiązkowa w odniesieniu do wyrobów budowlanych,
służących do ochrony przeciwpożarowej lub wyrobów, dla których wymagania takie określa
Polska Norma lub Aprobata Techniczna. Wyroby te mogą być wprowadzane do obrotu i
stosowania wyłącznie na podstawie Certyfikatu Zgodności.
Wybrane wyroby służące do ochrony przeciwpożarowej, które mogą być wprowadzane do
obrotu i stosowane wyłącznie na podstawie Certyfikatu Zgodności:
•
Elementy budowlanych zabezpieczeń przeciw-pożarowych o deklarowanej odporności
ogniowej lub dymoszczelności (jednostka certyfikująca - ITB):
1) drzwi, bramy;
2) przeszklenia zewnętrzne i wewnętrzne;
3) farby, powłoki, płyty, natryski ogniochronne do zabezpieczania konstrukcji
stalowych;

23
4) klapy przeciwpożarowe i odcinające do przewodów wentylacyjnych;
5) kratki wentylacyjne przeciwpożarowe;
6) przepusty instalacyjne;
7) lekkie ściany działowe i osłonowe.
•
Techniczne zabezpieczenia przeciwpożarowe (jednostka certyfikująca - ITB):
1) wentylatory do oddymiania;
2) klapy dymowe;
3) żaluzje dymowe;
4) okna oddymiające;
5) rękawy ewakuacyjne.
•
Zabezpieczenia ogniochronne o deklarowanym stopniu palności, stopniu
rozprzestrzeniania ognia lub płomienia:
1) farby, powłoki, impregnaty, płyty, natryski ogniochronne do zabezpieczania
konstrukcji drewnianych, materiałów drewnianych i drewnopochodnych (jednostki
certyfikujące - CNBOP, ITB);
2) impregnaty, farby, natryski ogniochronne do zabezpieczania materiałów
włókienniczych (jednostki certyfikujące - CNBOP, ITB);
3) farby, natryski, dodatki do zabezpieczania kabli elektrycznych ograniczające
palność (jednostka certyfikująca - ITB).
•
Wyroby i materiały budowlane o deklarowanym stopniu palności lub stopniu
rozprzestrzeniania ognia:
1) wyroby i materiały z domieszkami organicznymi (jednostka certyfikująca - ITB);
2) wykładziny i posadzki podłogowe (jednostki certyfikujące - CNBOP, ITB);
3) wykładziny ścienne i sufitowe (jednostki certyfikujące - CNBOP, ITB);
4) sufity podwieszane (jednostki certyfikujące - CNBOP, ITB);
5) ocieplenia ścian zewnętrznych budynków (jednostka certyfikująca - ITB);
6) pokrycia dachowe (jednostka certyfikująca - ITB).
Skróty oznaczają: Centrum Naukowo-Badawcze Ochrony Przeciwpożarowej (CNBOP) i
Instytut Techniki Budowlanej (ITB).
W odniesieniu do wyrobów budowlanych nie podlegających obowiązkowej certyfikacji na
Znak Bezpieczeństwa lub certyfikacji zgodności, atestacja jest dokonywana - zgodnie z
wyborem producenta - na drodze certyfikacji zgodności lub przez zadeklarowanie przez niego

24
zgodności.
W funkcjonowaniu systemu dopuszczania wyrobów budowlanych do obrotu i stosowania
szczególną rolę odgrywa Aprobata Techniczna i Deklaracja Zgodności producenta wyrobu
budowlanego.
Aprobata Techniczna jest pozytywną oceną techniczną wyrobu, stwierdzając jego
przydatność do stosowania w budownictwie. Aprobaty Techniczne są wydawane na wyroby,
dla których nie ma Polskich Norm. Są zatem uzupełnieniem norm, ustanawianych dla
znanych i sprawdzonych w praktyce wyrobów budowlanych. W sytuacji braku norm na
nowoczesne wyroby budowlane, Aprobaty Techniczne umożliwiają bezpieczne wdrażanie
nowych wyrobów na polski rynek.
O Aprobatę Techniczną mogą ubiegać się wyłącznie producenci wyrobów budowlanych lub
ich pełnomocnicy. Aprobaty Techniczne są udzielane na pięć lat - na wyroby budowlane
stosowane pojedynczo lub wprowadzane do obrotu w komplecie (w zestawach o określonych
właściwościach użytkowych). Aprobata Techniczna nie jest jednak dokumentem
dopuszczającym wyrób do stosowania w budownictwie; stanowi natomiast podstawę do
wydania Deklaracji lub Certyfikatu Zgodności. Aprobaty Techniczne są udzielane przez 17
jednostek, upoważnionych do tego typu działalności przez Ministra Spraw Wewnętrznych i
Administracji.
Deklaracja Zgodności może być wydana wyłącznie po zastosowaniu przez producenta
procedur obejmujących:
- pełne badanie wyrobu (badanie typu), wykonane przez laboratorium producenta lub, na jego
zlecenie, w innym laboratorium, przy zachowaniu zakresu i metod badań określonych we
właściwym dla wyrobu dokumencie odniesienia (w Polskiej Normie lub w Aprobacie
Technicznej);
- systematyczne kontrolowanie procesów produkcyjnych wyrobu (zakładowa kontrola
produkcji);
- badanie gotowych wyrobów, wykonywane bezpośrednio przez producenta wyrobu lub – na
jego zlecenie - przez inną jednostkę, zgodnie z ustalonym programem badań.
Deklaracja Zgodności jest wydawana na każdą partię wyrobu, określoną w ustalonym dla
tego wyrobu programie badań. Zakres informacji, które powinny znaleźć się w Deklaracji
Zgodności oraz jej wzór zostały określone w Rozporządzeniu Ministra Spraw Wewnętrznych
i Administracji z 31 lipca 1998 r.

25
Spełnienie przez wyroby budowlane wymogów nałożonych przez Prawo budowlane nie
zwalnia z obowiązku uzyskania certyfikatów, atestów i opinii, wynikających z odrębnych
przepisów (np. z Ustawy o dozorze technicznym czy z Prawa energetycznego).
WYROBY BUDOWLANE ZWOLNIONE Z ATESTACJI ZGODNOŚCI
Spośród wyrobów przeznaczonych do obrotu i powszechnego stosowania wydzielono wyroby
nie mające istotnego wpływu na spełnienie wymagań podstawowych oraz wyroby
wytwarzane i stosowane według tradycyjnie uznanych zasad sztuki budowlanej. Wyroby te są
dopuszczone do obrotu i powszechnego stosowania w budownictwie na mocy prawa, bez
konieczności przeprowadzania oceny przydatności, atestacji zgodności oraz ich znakowania.
Wykaz wyrobów budowlanych nie mających istotnego wpływu na spełnianie wymagań
podstawowych oraz wyrobów wytwarzanych i stosowanych według uznanych zasad sztuki
budowlanej:
1) żeliwne kratki wentylacyjne, w stosunku do których nie określono wymagań dot.
odporności ogniowej (SWW 0614-67);
2) aluminiowe elementy budowlane z kształtowników: okapniki płaskie, obudowy słupów i
listwy przypodłogowe (SWW 0624-336, -337, -338);
3) aluminiowe osłony instalacji budowlanych: osłony grzejników, wywietrzników i wnęk
instalacyjnych, rastry dekoracyjne, drzwiczki rewizyjne do zaworów i rozetki do rur (SWW
0624-351, -352, -353, -355, -359);
4) aluminiowe żaluzje budowlane: zewnętrzne stałe, międzyszybowe nastawne i wewnętrzne
nastawne, dla których nie określono wymagań dot. odporności ogniowej (SWW 0624-441, -
444, -445);
5) aluminiowe, ścienne osłony wykończeniowe: narożnikowe, okapowe i osłony słupów
(SWW 0624-531, -532, -536);
6) stalowe elementy ogrodzeniowe, budowlane - wyłącznie elementy do ogrodzeń do 2,20 m
wysokości (SWW 0625-38);
7) stalowe osłony instalacji budowlanych: osłony grzejników, wywietrzników, wnęk
instalacyjnych, osłony dekoracyjne (rastry) oraz drzwiczki rewizyjne do zaworów, rozetki do
rur i kratki wentylacyjne stalowe, bez regulacji wielkości otworu wlotowego (SWW 0625--
351, -352, -353, -355, -359);
8) elementy budowlane z płaskowników i taśm stalowych: okapniki i listwy progowe (SWW
0625-396, -397);

26
9) stalowe żaluzje budowlane: zewnętrzne stałe, międzyszybowe nastawne i wewnętrzne
nastawne - wyłącznie żaluzje, dla których nie określono wymagań dot. odporności ogniowej
(SWW 0625-441, -444, -445);
10) stalowe elementy budowlane do czyszczenia obuwia (SWW 0625-45);
11) stalowe, wspornikowe elementy budowlane: uchwyty do rynien i rur spustowych,
uchwyty do rur kanalizacyjnych, uchwyty wykonywane tradycyjnie do rur instalacji zimnej i
ciepłej wody, c.o., wsporniki i uchwyty do grzejników członowych i grzejników z rur
gładkich i ożebrowanych oraz uchwyty do chorągwi (SWW 0625-481, -482, -483, -484, -485,
-489);
12) stalowe kraty i okiennice budowlane, stałe i rozwieralne, z wyjątkiem krat i okiennic
rozwieralnych, montowanych w przejściach ewakuacyjnych w budynkach (SWW 0625-54);
13) wrzeciądze budowlane (SWW 0654-18);
14) zabezpieczające okucia budowlane (SWW 0654-3 bez -31, -33);
15) pozostałe wyroby z tworzyw sztucznych stosowane w budownictwie: otuliny ochronne z
pianki PE i PU do przewodów instalacji c.o. i c.w.u. prowadzonych podtynkowo w bruzdach,
elementy do mocowania izolacji termicznej na rurach instalacji c.o. i c.w.u. oraz kratki
wentylacyjne bez regulacji wielkości otworu wlotowego (SWW 1365-9);
16) kruszywo budowlane - mineralne nie kruszone - wyłącznie kruszywo (piasek naturalny,
ż
wir, otoczaki, pospółka, mieszanka kruszywowa) przeznaczone do wytwarzania betonu o
klasie nie większej niż 15 (SWW 1411-1);
17) kamienne elementy ścienne - z wyjątkiem elementów stosowanych w ścianach
pomieszczeń stałego pobytu ludzi (od strony wewnętrznej) (SWW 1412);
18) kamienne elementy budowlane, obrobione - z wyjątkiem elementów stosowanych w
pomieszczeniach stałego pobytu ludzi (SWW 1413-2);
19) brukowiec (SWW 1413-4);
20) kostka drogowa (SWW 1413-5);
21) krawężniki kamienne (SWW 1413-6);
22) bitumiczna mączka wapienna (SWW 1416-211);
23) kreda malarska (mielona) (SWW 1418-32);
24) gruz budowlany (SWW 1419-1);
25) gipsowe elementy dekoracyjne (SWW 1436-9);
26) kafle (SWW 1445-1);
27) elementy urządzeń osiedli z betonu - wyłącznie słupki ogrodzeniowe i płytki (deski)
ogrodzeniowe do ogrodzeń do 2,20 m wysokości (SWW 1456-11, -12);

27
28) budowlane elementy dekoracyjne z alabastru i malachitu (SWW 1482-3);
29) wapno gaszone na mokro (lasowane) (SWW 1484-2);
30) tarcica sosnowa nieobrzynana ogólnego przeznaczenia (SWW 1711-11);
31) tarcica świerkowa i jodłowa nieobrzynana ogólnego przeznaczenia (SWW 1712-21);
32) tarcica modrzewiowa nieobrzynana ogólnego przeznaczenia (SWW 1711-31);
33) tarcica modrzewiowa obrzynana ogólnego przeznaczenia (SWW 1711-32);
34) tarcica podłogowa - strugana, iglasta (SWW 1715-4);
35) drewniane listwy przyścienne (SWW 1715-5);
36) wrota drewniane klepkowe i wrota drewniane deskowe - wyłącznie wrota otwierane
ręcznie, w stosunku do których nie określono wymagań dot. izolacji cieplnej, akustyczności,
odporności ogniowej lub dymoszczelności (SWW 1733-31);
37) listwy do drewnianej stolarki otworowej (SWW 1733-84);
38) boazerie z drewna (SWW 1734-21);
39) ogrodzenia z drewna i materiałów drewnopochodnych (SWW 1734-3);
40) pozostała stolarka budowlana (osobno nie wymieniona): gonty, parapety, progi,
okiennice, osłony instalacji budowlanych i elementy dekoracyjne z drewna (SWW 1734-9);
41) komplety elementów budynków letnich jedno-kondygnacyjnych, drewnianych, wolno
stojących (SWW 1735-12);
42) komplety elementów drewnianych altan (SWW 1735-91);
43) tapety papierowe (SWW 1829-91);
44) elementy do budowy kominków z odkrytym paleniskiem.
UPROSZCZONY SYSTEM POTWIERDZANIA ATESTÓW I CERTYFIKATÓW
(dla produktów wytwarzanych przez firmy z krajów, z którymi Polska zawarła porozumienie
o wzajemnym uznawaniu certyfikatów)
Uproszczony tryb wydawania Aprobaty Technicznej
Jednostka aprobująca w Polsce stosuje indywidualny tryb i zakres postępowania
aprobacyjnego dla wyrobu, na który została wydana Europejska Aprobata Techniczna zgodna
z Dyrektywą 89/106/EWG lub wyrobu zgodnego z europejską normą zharmonizowaną. Tryb
ten obejmuje wyłącznie sprawdzenie zgodności właściwości użytkowych i własności
technicznych wyrobu z polskimi przepisami szczegółowymi, w tym techniczno-budowlanymi
oraz Polskimi Normami wprowadzonymi do obowiązkowego stosowania (Rozporządzenie
Ministra Spraw Wewnętrznych i Administracji z 05.08.98 (Dz. U. z 1998 r. nr 107, poz. 679).

28
Uproszczony tryb potwierdzania certyfikatów
Wyroby pochodzące z kraju, z którym Polska zawarła porozumienie w sprawie uznawania
certyfikatu zgodności lub deklaracji producenta, są dopuszczone do obrotu po weryfikacji
tych dokumentów, dokonywanej przez polskie jednostki certyfikujące (Ustawa o badaniach i
certyfikacji; Dz. U. z 1999 nr 70, poz. 776).
W stosunku do wybranych wyrobów wprowadzono obowiązek wystawienia deklaracji
zgodności producenta (dla wyrobów wyprodukowanych w Polsce lub kraju, z którym Polska
zawarła porozumienie w sprawie uznawania deklaracji zgodności producenta) lub obowiązek
certyfikacji na Znak Bezpieczeństwa (dla wyrobów wyprodukowanych w kraju, z którym
takiego porozumienia nie ma) - wykaz wyrobów w tabelach zamieszczonych na stronach 548-
555 (Projekt Rozporządzenia Rady Ministrów dotyczącego obowiązkowej certyfikacji na
Znak Bezpieczeństwa i obowiązkowej Deklaracji Zgodności mającego zastąpić Zarządzenie
Dyrektora Polskiego Centrum Badań i Certyfikacji z 28 marca 1997 r.).
NAJWAŻNIEJSZE USTAWY I ROZPORZĄDZENIA
1) Prawo budowlane, Ustawa z 7 lipca 1994 r. i jej późniejsze nowelizacje (Dz. U. z 1994 r.
Nr 89, poz. 414 z późniejszymi zmianami);
2) Projekt Rozporządzenia Rady Ministrów dotyczącego obowiązkowej certyfikacji na Znak
Bezpieczeństwa i obowiązkowej Deklaracji Zgodności mającego zastąpić Zarządzenie
Dyrektora Polskiego Centrum Badań i Certyfikacji z 28 marca 1997 r. zmieniające
Zarządzenie w sprawie ustalenia wykazu wyrobów podlegających obowiązkowi zgłoszenia do
certyfikacji na Znak Bezpieczeństwa i oznaczania tym znakiem (M. P. z 1997 r. nr 22, poz.
216);
3) Rozporządzenie Ministra Spraw Wewnętrznych i Administracji z 5 sierpnia 1998 r. w
sprawie aprobat i kryteriów technicznych oraz jednostkowego stosowania wyrobów
budowlanych (Dz. U. z 1998 r. Nr 107, poz. 679) określające:
•
szczegółowe zasady i tryb dopuszczania wyrobów budowlanych do jednostkowego
stosowania w obiekcie budowlanym,
•
szczegółowe zasady i tryb udzielania, uchylania lub zmiany Aprobat Technicznych i
zasady odpłatności z tego tytułu,
•
jednostki organizacyjne upoważnione do wydawania Aprobat Technicznych,

29
•
zakres oraz szczegółowe zasady i tryb opracowywania i zatwierdzania kryteriów
technicznych;
4) Rozporządzenie Ministra Spraw Wewnętrznych i Administracji z 31 lipca 1998 r. w
sprawie systemów oceny zgodności, wzoru Deklaracji Zgodności oraz sposobu znakowania
wyrobów budowlanych dopuszczonych do obrotu i powszechnego stosowania (Dz. U. z 1998
r. Nr 113, poz. 728) określające:
•
systemy oceny zgodności wyrobu budowlanego z Polską Normą lub z Aprobatą
Techniczną,
•
wzór Deklaracji Zgodności wyrobów budowlanych,
•
sposób znakowania wyrobów budowlanych dopuszczonych do obrotu i powszechnego
stosowania w budownictwie;
5) Rozporządzenie Ministra Spraw Wewnętrznych i Administracji z 22 kwietnia 1998 r. w
sprawie wyrobów służących do ochrony przeciwpożarowej, które mogą być wprowadzane do
obrotu i stosowania wyłącznie na podstawie Certyfikatu Zgodności (Dz. U. z 1998 r. Nr 55,
poz. 362).
6) Rozporządzenie Ministra Spraw Wewnętrznych i Administracji z 24 lipca 1998 r. w
sprawie wykazu wyrobów budowlanych nie mających istotnego wpływu na spełnienie
wymagań podstawowych oraz wyrobów wytwarzanych i stosowanych według uznanych
zasad sztuki budowlanej (Dz. U. z 1998 r. Nr 99, poz. 637) określające listę wyrobów
budowlanych, sporządzoną w układzie asortymentowym według "Systematycznego wykazu
wyrobów". Wyroby
wymienione w rozporządzeniu nie podlegają procedurom
(dopuszczającym wyroby budowlane do obrotu i powszechnego stosowania w budownictwie)
określonym
w
art.
10.
ust.
2.
pkt.
1.
Prawa
budowlanego.
SYSTEM WPROWADZANIA WYROBÓW BUDOWLANYCH DO OBROTU W UNII
EUROPEJSKIEJ
Europejski system oceny zgodności
Aby wyrób wyprodukowany w jakimkolwiek kraju Unii Europejskiej lub do niego
importowany mógł zostać legalnie wprowadzony na rynek wspólnoty, musi spełnić
wymagania europejskiego systemu oceny zgodności. W systemie tym wyróżnić można dwa
obszary: dobrowolny i obowiązkowy - regulowany.

30
W obszarze dobrowolnym podstawą funkcjonowania są normy europejskie EN 45000,
ustalające zasady działania jednostek certyfikujących i laboratoriów badawczych oraz normy
serii ISO 9000 dotyczące wymagań funkcjonowania i oceny systemów jakości w
przedsiębiorstwach. Przedsiębiorstwa dobrowolnie występują o odpowiednie atesty i
certyfikaty ze względów prestiżowych - aby uwiarygodnić dobrą jakość swoich produktów i
kształtować pozytywny wizerunek firmy.
Natomiast obszar regulowany oparty jest na wymaganiach zawartych w dyrektywach
"nowego podejścia". Dyrektywy są wspólnotowymi aktami prawnymi, które służą
ujednolicaniu (harmonizacji) przepisów obowiązujących w krajach członkowskich.
Dyrektywy "nowego podejścia"
Dyrektywy "nowego podejścia" nie określają szczegółowych wymagań technicznych, jakie
poszczególne produkty muszą spełniać. Zawierają jedynie ogólne wymagania, zwane
wymaganiami podstawowymi, które odnoszą się do ochrony zdrowia, środowiska i
zapewnienia bezpieczeństwa. Istotne jest również to, że o ile wcześniej wydawane dyrektywy
miały zazwyczaj charakter norm zalecanych do stosowania, o tyle dyrektywy "nowego
podejścia" muszą być wdrożone przez wszystkie państwa członkowskie.
Podstawową zasadą zawartą w każdej z dyrektyw jest założenie, że dany produkt może być
wprowadzony na rynek, jeśli produkowany jest według Norm Technicznych
Zharmonizowanych tzn. Norm Europejskich, które zostały wdrożone do systemu norm
krajowych danego państwa. W przypadku braku norm zharmonizowanych pod pewnymi
warunkami mogą być stosowane normy krajowe.
Wyroby wyprodukowane zgodnie z Normami Zharmonizowanymi spełniają wymagania
podstawowe dyrektyw.
Uprawnia je to do uzyskania znaku CE, a następnie do swobodnego wprowadzenia do obrotu
na rynku.
Dyrektywa dotycząca wyrobów budowlanych
W zakresie wyrobów budowlanych podstawowe znaczenie ma Dyrektywa Rady 89/106/EWG
w sprawie zbliżania przepisów dotyczących wyrobów budowlanych. Dyrektywę stosuje się
do wyrobów budowlanych w takim zakresie, w jakim odnoszą się do nich wymagania
podstawowe dotyczące obiektów budowlanych, w których dane wyroby będą montowane.
Wymagania podstawowe odnoszą się do obiektów, nie zaś do samych wyrobów
budowlanych, ale mają wpływ na charakterystykę techniczną wyrobu. Wymaganiami
podstawowymi są nośność i stateczność, bezpieczeństwo pożarowe, higiena, zdrowie i

31
ś
rodowisko, bezpieczeństwo użytkowania, ochrona przed hałasem, oszczędność energii i
izolacja cieplna.
Wyroby budowlane, gwarantujące spełnianie wymagań podstawowych przez obiekty, w
których są one stosowane, mogą być dopuszczone do obrotu. Muszą one uzyskać
oznakowanie CE, które potwierdza ich zgodność z normami zharmonizowanymi
przewidzianymi dla danego typu wyrobu lub Europejską Aprobatę Techniczną, wydaną w
oparciu o procedurę przedstawioną w Dyrektywie 89/106/EWG. Europejska Aprobata
Techniczna jest pozytywną oceną techniczną przydatności wyrobu do zamierzonego
stosowania, uzależnioną od spełniania wymagań podstawowych przez obiekty budowlane, w
których wyrób jest stosowany. Obecnie zharmonizowane normy europejskie dotyczące
wyrobów budowlanych są w trakcie opracowywania (uzgadniania). Tak więc dopuszczanie
do obrotu i stosowania w budownictwie jest w dalszym ciągu regulowane w poszczególnych
krajach Unii własnymi, krajowymi przepisami.
Przewiduje się opracowanie ok. 600 Europejskich Norm Zharmonizowanych na wyroby
budowlane oraz ok. 30 Wytycznych dla Europejskich Aprobat Technicznych. Dotychczas
uzgodniono tylko 3 Wytyczne dla Aprobat. Nie udało się natomiast wprowadzić ani jednej
Europejskiej Normy Zharmonizowanej dotyczącej wyrobów budowlanych. Planowano, że
pierwszych 50 norm zostanie wprowadzonych do stosowania w 2000 roku. W latach
następnych wdrażanych miało być po ok. 200 norm rocznie. Oznacza to, że wdrażanie
Dyrektywy w krajach członkowskich Unii rozpoczęło się od 2000 roku.
Znakowanie CE
Znak CE (Conformite Europeennee - zgodność europejska), umieszczony na wyrobie lub
opakowaniu oznacza jego zgodność z wymaganiami podstawowymi zawartymi w
dyrektywach "nowego podejścia". Jeśli wyrób podlega kilku dyrektywom, umieszczenie
oznaczenia CE informuje o zgodności ze wszystkimi dyrektywami. Znakowanie nie powinno
oznaczać zgodności ze szczególnymi procedurami ani też wskazywać dyrektywy lub normy, z
którą jest zgodne. Ta informacja powinna być zawarta w certyfikacie lub deklaracji. Znak CE
ma zastąpić wszystkie narodowe znaki określające zgodność z krajowymi uregulowaniami
prawnymi.
Wspomniane wymagania i zasady dotyczące znaku CE obejmują zarówno wyroby
wyprodukowane w Unii Europejskiej, jak i importowane.
Produkty importowane, np. z Polski, muszą więc, jeżeli wchodzą w zakres obszaru
regulowanego, uzyskać oznaczenie CE. W tym celu polscy producenci lub eksporterzy muszą
mieć przedstawiciela w Unii Europejskiej, który przejmie za nich odpowiedzialność. Jest to

32
konieczne dlatego, że polski producent nie podlega jurysdykcji europejskiej i nie można
wobec niego stosować sankcji w przypadku nieuczciwego posłużenia się znakiem CE.
Sytuacja taka będzie miała miejsce aż do czasu uzyskania przez Polskę członkostwa w Unii
Europejskiej.
W Unii Europejskiej wyodrębnia się procedury oceny zgodności zwane modułami. Procedury
te obejmują z reguły fazy projektowania i produkcji. Poszczególne dyrektywy określają
procedury oceny zgodności, które muszą być stosowane przez producenta dla wyrobów
objętych daną dyrektywę. Wybór modułu zależy od rodzaju wyrobu.
Najczęściej stosowanymi w Unii formami zademonstrowania zgodności z wymaganiami
podstawowymi są:
a) deklaracja zgodności wydana przez producenta lub importera w oparciu o badania własne
lub zlecone
b) certyfikat niezależnej, notyfikowanej organizacji.
Uzyskanie przez wyrób znaku CE pozwala na jego swobodny obrót na rynku Wspólnoty. Jeśli
przy znaku CE umieszczono oznaczenie cyfrowe - jest to numer notyfikowanej jednostki
certyfikującej uczestniczącej w wydawaniu oceny zgodności, natomiast brak takiego
oznaczenia świadczy o tym, że wydana została deklaracja producenta.
Na przykład, gdy producent wybiera formę deklaracji zgodności i ma odpowiednią
dokumentację potwierdzając zgodność wyrobu z wymaganiami dyrektywy, znakuje go CE i
wprowadza do obrotu. Niezbędna dokumentacja zawiera ocenę, która powinna być poparta
badaniami, gdyż podczas ewentualnej kontroli "policji rynkowej" producent musi wykazać,
na jakiej podstawie stwierdził, że wyrób jest zgodny z dyrektywą. Zakłada się, że producent
jest uczciwy i sam może deklarować zgodność wyrobu.
Ten typ dopuszczenia dotyczy jednak tylko wyrobów stwarzających małe zagrożenie. W
wypadku produktów stwarzających większe zagrożenie konieczny jest udział niezależnej
jednostki badawczej lub certyfikującej. Powyższe oceny zgodności funkcjonują ponadto w
systemie opartym na regulacjach prawnych dotyczących odpowiedzialności producenta za
wyrób. Odpowiedzialność za szkody spowodowane przez wadliwe wyroby spada na
producenta nawet wtedy, gdy nie wynikają one bezpośrednio z jego winy (wg Dyrektywy
85/374/EWG). Ważna jest również Dyrektywa 92/59/EWG dotycząca ogólnego
bezpieczeństwa wyrobów. Zgodnie z tą dyrektywą producent powinien umieścić na swoim
wyrobie instrukcję użytkowania oraz informacje dotyczące ewentualnego ryzyka, związanego
z użytkowaniem produktu.

33
Konieczne zmiany w systemie polskim
W Polsce system dopuszczenia wyrobów do obrotu opiera się na nieco odmiennych zasadach
niż w Unii Europejskiej. System zapewnienia bezpieczeństwa wyrobów oparty jest na
obowiązkowej certyfikacji na Znak Bezpieczeństwa dla wybranych wyrobów oraz na
udzielaniu deklaracji lub certyfikacji zgodności z Polskimi Normami lub Aprobatami
Technicznymi. Posiadanie deklaracji lub certyfikatu upoważnia producenta do oznakowania
produktu Znakiem Budowlanym. W Polsce zamiast Znakowania CE występują więc Znak
Bezpieczeństwa i Znak Budowlany oraz inne dodatkowe oznakowania (UDT, efektywność
energetyczna - dawne GIGE-E itp.), wynikające z odpowiednich ustaw. W ramach procesu
zbliżania prawa polskiego do prawa Wspólnoty, w najbliższych latach będą stopniowo
wprowadzane elementy systemu europejskiego, aż do jego całkowitego przyjęcia w
momencie przystąpienia Polski do Unii Europejskiej.
Ustawę o badaniach i certyfikacji zastąpi docelowo, będąca w stanie zaawansowanych prac
legislacyjnych, ustawa o krajowym systemie oceny zgodności, która ma być w pełni zgodna z
prawem Wspólnoty. Również prace nad ustawą o odpowiedzialności producenta za wyrób są
daleko zaawansowane. Konieczne jest też systematyczne wdrażanie dyrektyw "nowego
podejścia". Ma to umożliwić przejście od obowiązkowej certyfikacji na Znak Bezpieczeństwa
do formuły wspólnotowej zgodności wyrobów z dyrektywami "nowego podejścia".
W perspektywie Znak Bezpieczeństwa pozostanie krajowym znakiem bezpieczeństwa, lecz
wydawanym już w trybie dobrowolnym. Przygotowaniem do tego jest wprowadzona w 1995
roku możliwość certyfikacji na Znak Bezpieczeństwa również w trybie dobrowolnym.
WAŻNE ADRESY
Adresy urzędów, instytucji i stowarzyszeń inżynierskich oraz jednostek naukowo-
badawczych wydających aprobaty techniczne i certyfikaty
JEDNOSTKI CENTRALNE I NACZELNE
Ministerstwo Spraw Wewnętrznych i Administracji
ul. S. Batorego 5, 02-591 Warszawa
tel. (0 22) 621 02 51
Departament Budownictwa, Architektury, Geodezji i Kartografii
ul. Wspólna 2/4, 00-926 Warszawa

34
tel. (0 22) 661 80 34
faks (0 22) 621 38 72
Urząd Mieszkalnictwa i Rozwoju Miast
ul. Wspólna 2/4, 00-926 Warszawa
tel. (0 22) 661 81 11
faks (0 22) 628 58 87
Główny Urząd Nadzoru Budowlanego
ul. Krucza 38/42, 00-526 Warszawa
tel. (0 22) 661 80 09 (10)
faks (0 22) 661 81 42
Urząd Dozoru Technicznego
ul. Szczęśliwicka 34, 02-353 Warszawa
tel. (0 22) 822 30 61, 822 65 89
faks (0 22) 822 72 09
Państwowa Inspekcja Pracy
ul. M. Kopernika 36/40
00-328 Warszawa
tel. (0 22) 826 02 31;
ul. Krucza 38/42
00-926 Warszawa
tel. (0 22) 826 43 60
faks (0 22) 661 89 15
Główny Inspektorat Ochrony Środowiska
ul. Wawelska 52/54, 00-922 Warszawa
tel. (0 22) 825 00 01 (centrala)
825 33 25 (sekretariat)
faks (0 22) 825 04 65
Polski Komitet Normalizacyjny
Biuro Komitetu
ul. Elektoralna 2, 00-139 Warszawa
tel. (0 22) 620 02 41 (centrala)
faks (0 22) 620 07 41

35
STOWARZYSZENIA ZAWODOWE I INSTYTUCJE
Federacja Stowarzyszeń Naukowo-Technicznych NOT
ul. T. Czackiego 3/5, 00-043 Warszawa
tel. (0 22) 826 67 16,
826 74 61 (centrala)
faks (0 22) 827 29 49
Stowarzyszenie Architektów Polskich
Zarząd Główny
ul. Foksal 2, 00-366 Warszawa
tel. (0 22) 827 87 12
tel./faks (0 22) 827 87 13
Polski Związek Inżynierów i Techników Budownictwa
ul. T. Czackiego 3/5, 00-043 Warszawa
tel./faks (0 22) 826 86 34
Punkt Informacji i Porad Techniczno-Budowlanych (porady bezpłatne)
Stowarzyszenie Inżynierów i Techników Przemysłu Materiałów Budowlanych
ul. T. Czackiego 3/5, 00-043 Warszawa
tel./faks (0 22) 827 68 93, 826 83 55;
Zespół Ośrodków Rzeczoznawstwa ZOR
tel./faks (0 22) 826 83 55
Polskie Zrzeszenie Inżynierów i Techników Sanitarnych
ul. T. Czackiego 3/5, 00-043 Warszawa
tel./faks (0 22) 827 02 62
faks (0 22) 826 28 94
Stowarzyszenie Inżynierów i Techników Wodnych i Melioracyjnych
ul. T. Czackiego 3/5, 00-043 Warszawa
tel. (0 22) 827 38 78 (sekretariat),
826 74 61 (do 69)
wew. 302, 303, 304 (centrala)
faks (0 22) 827 38 50

36
JEDNOSTKI WYDAJĄCE APROBATY TECHNICZNE
Instytut Techniki Budowlanej (01)
ul. Filtrowa 1, 00-950 Warszawa
tel. (0 22) 825 04 71 (centrala),
825 13 03 (dyrektor), 825 29 64
faks (0 22) 825 52 86
* Wyroby budowlane nie wskazane w pkt. 02-17, a także wyroby termo- i hydroizolacyjne
oraz włóknisto-cementowe
Centralny Ośrodek Badawczo-Rozwojowy Techniki Instalacyjnej INSTAL (02)
ul. Ksawerów 21, 02-656 Warszawa
tel. (0 22) 843 71 75 (dyrektor),
843 56 17 (z-ca dyrektora),
843 77 61 (Dział Aprobat Technicznych)
faks (0 22) 843 71 65
* Wyroby z zakresu inżynierii sanitarnej
Instytut Badawczy Dróg i Mostów (04)
ul. Jagiellońska 80, 03-301 Warszawa
tel. (0 22) 811 32 31 (centrala)
faks (0 22) 811 17 92
* Wyroby z zakresu inżynierii komunikacyjnej
Instytut Ochrony Środowiska (08)
ul Krucza 5/11d, 00-548 Warszawa
tel. (0 22) 625 10 05;
ul. Kolektorska 4 (filia)
01-692 Warszawa
tel. (0 22) 833 42 41, 833 42 42 (centrala)
wew. 18 (Dział Atestów i Certyfikatów)
faks (0 22) 833 69 28, 833 85 07
* Wyroby stosowane wyłącznie do oczyszczania ścieków i przerobu osadów
Wojskowa Akademia Techniczna (09)
ul. S. Kaliskiego 2, 00-908 Warszawa
tel. (0 22) 685 90 03, 685 90 37

37
faks (0 22) 666 90 26 (Oddział Naukowy)
* Wyroby stosowane wyłącznie w budownictwie obronnym
Centrum Naukowo-Techniczne Kolejnictwa (10)
ul. gen. J. Chłopickiego 50
04-275 Warszawa
tel. (0 22) 513 13 00, 610 08 68
faks (0 22) 610 75 97
* Wyroby stosowane wyłącznie do budowy nawierzchni kolejowych
Centralny Ośrodek Badawczo-Rozwojowy Przemysłu Izolacji Budowlanej (11)
al. W. Korfantego 193, 40-157 Katowice
tel. (0 32) 58 13 73
faks (0 32) 58 35 53
* Wyroby termo- i hydroizolacyjne oraz wyroby włóknisto-cementowe
Instytut Budownictwa, Mechanizacji i Elektryfikacji Rolnictwa (14)
ul. Rakowiecka 32A, 02-532 Warszawa
tel. (0 22) 49 32 31
wew. 115 (Dział Certyfikacji)
faks (0 22) 49 17 37
* Wyroby stosowane w obiektach przeznaczonych do hodowli zwierząt oraz do
przechowywania płodów rolnych, środków produkcji rolnej i przetwórstwa rolno-
spożywczego w gospodarstwach rolnych
Instytut Melioracji i Użytków Zielonych w Falentach (15)
05-090 Raszyn (woj. mazowieckie)
tel. (0 22) 720 05 31 (do 38) (centrala)
tel./faks (0 22) 628 37 63
* Wyroby stosowane wyłącznie w budownictwie melioracyjnym
CERTYFIKACJA NA ZNAK BEZPIECZEŃSTWA B
CEBET
Centralny Ośrodek Badawczo-Rozwojowy Przemysłu Betonów
ul. Marywilska 42B, 03-042 Warszawa
tel. (0 22) 811 19 73, 811 46 55,

38
811 02 81 (centrala), 811 24 78
faks (0 22) 11 24 79
IBMER
Instytut Budownictwa, Mechanizacji i Elektryfikacji Rolnictwa
ul. Rakowiecka 32A, 02-532 Warszawa
tel. (0 22) 49 32 31 wew. 115 i 163
(Dział Certyfikacji)
faks (0 22) 49 17 37
ISiC
Instytut Szkła i Ceramiki
ul. Postępu 9, 02-676 Warszawa
tel. (0 22) 843 74 21 (do 25) (centrala),
843 19 65, 843 52 96,
843 43 01 (dyrekcja),
843 74 29 (Zakład Badań Jakości i Normalizacji)
faks (0 22) 843 17 89
ITB
Instytut Techniki Budowlanej
ul. Filtrowa 1, 00-950 Warszawa
tel. (0 22) 825 04 71 (centrala),
825 13 03 (dyrektor), 825 29 64
faks (0 22) 825 52 86
PCBC
Polskie Centrum Badań i Certyfikacji
ul. Kłobucka 23A, 02-699 Warszawa
tel. (0 22) 857 99 16 (centrala),
647 07 22 (Biuro ds. Certyfikacji)
faks (0 22) 647 12 22, 647 11 09
PCBC
Polskie Centrum Badań i Certyfikacji
Oddział w Gdańsku
ul. Grunwaldzka 417, 80-309 Gdańsk
tel. (0 58) 552 43 12, 552 06 58
faks (0 58) 552 06 54

39
SIMPTEST
Zespół Ośrodków Kwalifikacji Jakości Wyrobów
Ośrodek Badań i Certyfikacji sp. z o.o.
ul. Barbary 17, 40-053 Katowice
tel. (0 32) 51 01 12 (centrala)
tel./faks (0 32) 51 39 18
ZETOM
Zakład Badań i Atestacji
ul. Księdza bp. H. Bednorza 17
40-384 Katowice
tel. (0 32) 256 92 57,
256 92 73, 256 93 53 (centrala),
faks (0 32) 256 93 05
ATESTY HIGIENICZNE
Państwowy Zakład Higieny
ul. Chocimska 24, 00-791 Warszawa
Zakład Badania Żywności i Przedmiotów Użytkowych
tel. (0 22) 49 74 45
faks (0 22) 49 74 84
* M.in. wyroby użytkowe
Zakład Higieny Komunalnej
tel./faks (0 22) 49 78 14
* M.in. materiały budowlane
5. Gruz ceglany
Gruz ceglany stanowi składnik materiałów budowlanych pochodzących głównie z wyburzeń,
remontów i rozbiórek mieszkaniowych obiektów budowlanych. Gruz ceglany wymaga
mniejszych nakładów energii do rozdrabniania i przesiewania uzyskiwanych frakcji w celu
uzyskania pożądanych parametrów, niż w przypadku gruzu betonowego. Stopień
rozdrabniania powinien każdorazowo wynikać z możliwości ponownego wykorzystania
materiału. Jednak zakres wykorzystania materiału ceramicznego po rozdrobnieniu gruzu

40
ceglanego jest znacznie węższy niż w przypadku gruzu betonowego. Proces pozyskiwania i
segregowania gruzu ceglanego przedstawiono schematycznie w pkcie 4.1. (analogicznie jak
dla gruzu betonowego)
5.1 Metody uzyskiwania i linie technologiczne
Sposób pozyskiwania kruszywa z rozdrobnienia gruzu ceglanego nie różni się zasadniczo od
sposobu rozdrabniania i przesiewania gruzu betonowego. Przedstawione w pktach 4.2 i 4.3
zestawy firm do rozdrabniania i przesiewania gruzu budowlanego pracują zarówno przy
rozdrabnianiu gruzu betonowego jak i gruzu ceglanego .Przedstawione w ww. pktach
rozwiązania stosowane są również przy rozdrabnianiu gruzu ceglanego. Przy projektowaniu
odpowiednich instalacji należy mieć tylko świadomość, że do rozdrabniania gruzu ceglanego
stosuje się maszyny o znacznie mniejszym zużyciu energii, gdyż kruszony materiał nie
posiada tak dużych wytrzymałości na zgniatanie jak gruz betonowy.
5.2 Kierunki wykorzystania
Gruz ceglany bezpośrednio lub po rozdrobnieniu i rozfrakcjonowaniu może być
wykorzystywany ponownie do produkcji materiałów budowlanych (cegły ceramicznej - jako
materiał schudzający), budowy fundamentów, konstrukcji betonowych, dróg lokalnych, jak
również do produkcji prefabrykowanych elementów budowlanych. Niewielkie ilości mączki
ceglanej wykorzystywane są jako nawierzchnia kortów tenisowych. Ze względu na niższe
wytrzymałości zastosowanie gruzu ceglanego ma mniejsze zastosowanie głównie w
budownictwie komunalnym o niewielkich wymaganiach wytrzymałościowych. Należy dążyć
do maksymalnego wykorzystania elementów ceramicznych do ponownej zabudowy jako
materiałów ceramicznych. Często cegła pozyskana w wyniku rozbiórki posiada znakomite
parametry wytrzymałościowe i po oczyszczeniu nadaje się bezpośrednio do ponownego
wbudowania.
6. Zakłady zajmujące się wykorzystaniem gruzu betonowego i
ceglanego w Polsce
Ilość zakładów zajmujących się wykorzystaniem gruzu betonowego i ceglanego w Polsce jest
znaczna i próba wymienienia czy też klasyfikacji tych zakładów napotyka na znaczne

41
kłopoty. Część firm zajmuje się kompleksowo sprawą odpadów budowlanych od etapu
wyburzania i pozyskiwania materiału odpadowego tj. gruzu betonowego i ceglanego, poprzez
proces jego uzdatniania aż po konkretne oferowanie gotowych produktów uzyskiwanych z
tych odpadów. Przedstawiona poniżej lista jest tylko przedstawieniem sposobu prowadzenia
gospodarki odpadami budowlanymi przez różne firmy.
1.
Centrorom 81-319 Gdynia, ul. Śląska 23-25 tel. 058 627 58 10,18,21; fax
058 627 58 15
2.
FHUB WAPEX 41 902 Bytom ul. Cicha 18/11 tel./fax 032 282 01 41
3.
Mo-Bruk, 33 322 Nowy Sącz, ul. Korzenna 214 tel. 018 441 70 48; 018 441
70 99
4.
Gruz-bet Firma Usługowo-Handlowa, 44-177 Paniówki, ul. Zabrska 2,
tel/fax 032 238 67 51
5.
Przedsiębiorstwo „Bet-pol” s.c., ul. Fordońska 168 a, 85-766 Bydgoszcz,
tel. 052 343 59 08, 052 343 55 10; fax 052 343 67 90.
6.
Prefabet
7.
Ekomelbud S.A. Mrągowo
8.
Talbud-A, ul. Tyniecka 92 a, 32-050 Skawina
9.
BWJ "Kruszywa" Sp. z o.o, Gośniewska 46, 05-660 Warka, tel. 048 667
28 87, tel. komórkowy 0502 450 348,0502 175 462, fax 048 667 28 87
7. Materiały na podbudowy dróg wykonywane z zastosowaniem
drobnych frakcji gruzu budowlanego
Gruz budowlany może być ponownie zastosowany przy budowie dróg. W momencie gdy
Polska przystępuje do budowy autostrad i generalnie do przebudowy swej infrastruktury
przewidywany na najbliższe lata boom budowlany spowoduje niewątpliwie deficyt kruszyw.
Cena kruszyw naturalnych będzie niewątpliwie wysoka co znacznie uatrakcyjni stosowanie
odpadowych materiałów budowlanych takich jak gruz budowlany do produkcji m.in.
podbudów drogowych. Przedstawione poniżej materiały i technologie EN-1 i URRICHEM
pozwalają co dowiodły próby laboratoryjne na zamianę kruszyw naturalnych na kruszywa
uzyskiwane w procesie przeróbki gruzu betonowego. Pozwala to na wykorzystanie około 800
kg rozdrobnionego gruzu na 1 m
3
podbudowy drogowej. Ilekroć przy omawianiu technologii

42
EN-1 i URRICHEM będzie mowa o stosowaniu kruszyw grubych można traktować, że w to
miejsce stosowane powinny być kruszywa z rozdrabniania gruzu betonowego.
8. Kompozyty krzemianowo-popiołowe,
W Instytucie Budownictwa Wodnego Polskiej Akademii Nauk w Gdańsku opracowano w
latach 70 - 80 technologię wytwarzania nowego materiału budowlanego, nazwanego
"kompozytem krzemianowo-popiołowym" [4, 5, 6, 7, 15]. Kompozyt krzemianowo-
popiołowy jest mieszaniną dwóch podstawowych surowców jakimi są popioły lotne oraz
roztwór rozpuszczalnych krzemianów sodu lub potasu, znany jako szkło wodne. Wymieniona
nazwa zastrzeżona jest nie dla każdej mieszaniny wspomnianych surowców, ale dla
mieszaniny odznaczającej się określonymi cechami fizyko-mechanicznymi. Dla uzyskania
wymaganych właściwości niezbędny jest odpowiedni skład mieszaniny oraz odpowiednie jej
przetworzenie. Kompozyt krzemianowo-popiołowy można określić jako zagęszczony popiół,
którego pory wypełnione są żelem krzemianowym, spełniającym dwie funkcje. Z jednej
strony wypełnia on pory popiołu, gwarantując uzyskanie odpowiednio niskiego
współczynnika filtracji, a z drugiej strony - spełnia rolę „kleju” spajającego ziarna popiołów,
co z kolei zapewnia odpowiednią wytrzymałość mechaniczną.
W metodach IBW PAN rolę materiału wzmacnianego, wywołującego jednocześnie proces
ż
elacji, pełni popiół lotny będący uciążliwym odpadem przemysłu energetycznego. Fakt ten
jest dodatkową zaletą prezentowanego materiału, gdyż z jednej strony pozwala
wyeliminować znacznie droższe surowce budowlane lub produkty chemiczne, a z drugiej
strony jest jedną z dróg utylizacji odpadu jakim jest popiół.
8.1 Opis technologii wykonywania kompozytu krzemianowo-popiołowego,
materiały wyjściowe, sposób wykonywania w skali technicznej
Dla praktycznego zastosowania kompozytów krzemianowo-popiołowych wymagane jest
przeprowadzenie całego szeregu prac wstępnych. Należy wśród nich wymienić m. in.:
- rozpoznanie warunków hydrogeologicznych, meteorologicznych i sozologicznych wraz z
badaniami laboratoryjnymi dla ustalenia fizyko-chemicznych i mechanicznych cech
gruntów i wód;

43
- rozpoznanie możliwości uzysku popiołów, ich pobór i badania dla ustalenia optymalnego
dla konkretnych warunków składu kompozytu;
- opracowanie Projektu Technicznego;
- opracowanie Projektu Technologicznego uszczelnienia lub wzmocnienia podłoża.
Po wykonaniu ww. opracowań można przystąpić do praktycznego wdrożenia. Właściciel
Patentu (IBW PAN w Gdańsku), w trakcie i po zakończeniu wdrożenia, prowadzi na bieżąco
badania weryfikacyjne wykonanych fragmentów wykładziny uszczelniającej (lub
wzmacniającej) - po stwierdzeniu prawidłowego wykonawstwa udziela Atestu.
Kompozyt krzemianowo-popiołowy formowany jest bezpośrednio na placu budowy. Do jego
wykonania Instytut Budownictwa Wodnego PAN wykonuje każdorazowo projekt
technologiczny, który określa szczegółowo proporcje poszczególnych składników.
W przypadku składowisk odpadów komunalnych i przemysłowych będzie to popiół z
elektrofiltrów z krajowych elektrowni oraz wapno hydratyzowane i szkło wodne. Popiół po
przetransportowaniu na miejsce budowy, zostanie rozłożony warstwą zarówno na dnie jak i
na skarpach pola składowego. Zarówno w trakcie transportu jak i na budowie należy
utrzymywać odpowiednią wilgotność popiołu aby uniknąć pylenia.
W pierwszym etapie, na działkę przeznaczoną do uszczelnienia, rozkłada się równomierną
warstwę wapna hydratyzowanego. Wapno należy dokładnie wymieszać z popiołem przy
pomocy np. glebogryzarki. Po uzyskaniu jednorodnej mieszaniny, zrasza się uszczelnianą
działkę roztworem roboczym szkła wodnego. W trakcie dodawania roztworu szkła wodnego
należy dwukrotnie mieszać kompozyt w celu uzyskania jednorodnej konsystencji. Po
zakończeniu dodawania poszczególnych składników należy przystąpić do zagęszczania
wykładziny przy pomocy sprzętu budowlanego.
Sposób wykonania w skali technicznej uszczelnienia przy użyciu Kompozytu Krzemianowo-
Popiołowego wg Patentu Nr 152589 pt.: „Sposób wytwarzania dwuwarstwowej wykładziny
uszczelniająco-wzmacniającej”, który to Patent stanowi własność Instytutu Budownictwa
Wodnego PAN w Gdańsku.
Współtwórcami Patentu są:
dr inż. Bernard Quant - pełnomocnik
inż. Henryk Kałęcki
dr inż. Wacław Główka
dr Janina Nowak
polega na:

44
- dowiezieniu i rozprowadzeniu przy pomocy spychacza na gąsienicach popiołu
warstwą o określonej grubości;
- rozprowadzeniu - rozsianiu - wapna hydratyzowanego;
- skutecznym przemieszaniu przy pomocy glebogryzarki popiołu i wapna;
- przygotowaniu
odpowiedniego
roztworu
roboczego
szkła
wodnego
i
rozdeszczowaniu go dwiema porcjami za pomocą pompy o napędzie elektrycznym
lub spalinowym;
- zagęszczeniu warstwy kompozytu za pomocą spychacza na gąsienicach oraz walca
drogowego lub ładowarki typu „FADROMA”;
- przysypaniu powierzchni skarp uformowanej wykładziny ok. 5 cm warstwą humusu i
wysianiu traw.
-
Dowóz, rozprowadzanie i kontrola wilgotności popiołu
Na podstawie dotychczasowego doświadczenia zakłada się wykonywanie tzw. dziennej działki
roboczej ok. 1000 m
2
warstwy uszczelniającej w ciągu jednego dnia (zmiany).
Popiół rozprowadzać po powierzchni składowiska warstwą o odpowiedniej grubości,
W trakcie rozprowadzania popiołu należy pobrać przynajmniej próbki popiołu i określić ich
wilgotność. Wilgotność popiołu podczas wykonywania uszczelnienia nie powinna przekraczać
10 %. Większa wilgotność popiołu powodować będzie konieczność jego suszenia.
Dodawanie wapna hydratyzowanego i mieszanie
Wapno hydratyzowane należy dowieźć i składować w suchym magazynie aby nie uległo
zawilgoceniu. Po rozprowadzeniu popiołu należy na jego powierzchni rozsiać wapno w
odpowiedniej ilości. Operacji tej można dokonać siewnikiem do nawozów mineralnych lub też
ręcznie w przypadku korzystania z wapna workowanego.
Po rozsianiu wapna należy przystąpić do wymieszania popiołu z wapnem.
W przypadku stwierdzenia nierównomiernego wymieszania wapna z popiołem (wizualnie),
operację mieszania należy powtórzyć do uzyskania jednolitego koloru mieszaniny.
Przygotowanie roztworu szkła wodnego i zraszanie
Dodawanie roztworu szkła wodnego należy przeprowadzić dwuetapowo. Po każdej porcji
dodanego roztworu mieszać formowany kompozyt.

45
Do przygotowania płynów o odpowiednim stężeniu stosuje się zbiorniki metalowe o
odpowiedniej objętości. Ich sumaryczna objętość zależna będzie od sposobu rozdeszczowywania
roztworu szkła, sprzętu, zakładanego frontu prac, a także od wilgotności popiołu. W praktyce, za
wystarczającą można przyjąć objętość rzędu 8 - 10 m
3
. Zbiorniki te, lub też jeden zbiornik muszą
być zaopatrzone w króciec umożliwiający podłączenie węży przesyłowych łączących je z
pompą. Do efektywnego rozdeszczowania roztworu szkła wodnego niezbędna jest pompa o
napędzie elektrycznym lub spalinowym o wydajności nie mniejszej niż 300 dm
3
/min. Końcówka
węża, przez który będzie pompowane szkło wodne musi być zaopatrzona w specjalną
prądownicę strażacką z sitem, powodującą rozpylenie roztworu. Oczywiście dopuszcza się do
stosowania innego rodzaju sprzęt pozwalający wymieszać i rozdeszczować szkło wodne. Musi
być przy tym spełniony jedyny warunek, aby gęstość i ilość roboczego roztworu szkła
odpowiadały wymaganym i były pod kontrolą.
Ilości i stężenia roztworu szkła wodnego stosowanego w praktyce będą zależne od wilgotności
popiołu. Stężenie roboczego roztworu szkła wodnego należy kontrolować na bieżąco
gęstościomierzem (areometrem).
Zagęszczenie masy kompozytu
Po dodaniu ostatniej porcji roztworu szkła wodnego można przystępować do zagęszczania
wykładziny. Wstępnego zagęszczenia należy dokonać spychaczem na gąsienicach. Następnie, do
końcowego zagęszczenia używać należy walca drogowego o nacisku co najmniej 5 T, walca
wibracyjnego samojezdnego lub ciągnionego, ładowarki typu „FADROMA” lub też innego
sprzętu o podobnych parametrach.
Pielęgnacja wykładziny
Do czasu pokrycia powierzchni wykładziny popiołowej warstewką humusu pod wysiew traw
wykładzina powinna być odpowiednio pielęgnowana. Istota problemu polega na
niedopuszczeniu do zbytniego jej przesuszenia. W przypadku utrzymywania się dużego
nasłonecznienia i wysokich temperatur, powierzchnię wykładziny należy codziennie zraszać
wodą w ilości rzędu ok. 5 dm
3
na 1 m
2
.

46
Wysiew mieszanki traw
Celem zabezpieczenia skarp i korony wałów składowiska należy na ich powierzchni wytworzyć
warstwę darni. W tym celu w pierwszej kolejności należy powierzchnię wykładziny z
krzemianowanych popiołów pokryć warstwą humusu i na nią wysiewać trawy. Do zatrawiania
można przystąpić natychmiast po wykonaniu warstwy uszczelniającej, nie później jednak niż po
1 miesiącu. Z operacją wysiewu nie można zbytnio się opóźniać. Należy to wykonać w takim
terminie, aby wysiane trawy zdążyły się zakorzenić przed nastaniem zimy. Czas kiełkowania
traw na takim podłożu jest rzędu 1 miesiąca. Do wyraźnego wykiełkowania traw skarpy należy
systematycznie zraszać wodą.
8.2 Parametry fizyko-mechaniczne kompozytu krzemianowo-popiołowego
Kompozyt krzemianowo-popiołowy charakteryzowany jest przez szereg parametrów fizyko-
mechanicznych. Wśród nich wymienić należy wytrzymałość na ściskanie, współczynnika
filtracji K
10,
mrozoodporność,
8.2.1 Wytrzymałość na ściskanie
W skali technicznej istotnym parametrem jest szeroko pojmowana wytrzymałość, głównie
mechaniczna. Kompozyt krzemianowo-popiołowy musi się bowiem charakteryzować
odpowiednią odpornością na różnorakiego rodzaju bodźce mechaniczne - musi być
odpowiednio wytrzymały tak, aby przenieść naprężenia wynikające z faktu samego
składowania, jak i z pracy sprzętu na takim składowisku. Jego wytrzymałość mechaniczna
musi być również na tyle wysoka, aby aczkolwiek minimalne, ale nieuniknione w praktyce
pewne odkształcenia podłoża nie spowodowały destrukcji wykładziny uszczelniającej.
Dla pełnej charakterystyki materiału w zakresie wyżej przedstawionym wymagane byłyby
badania w bardzo szerokim zakresie jego cech mechanicznych. W szczególnych przypadkach
pewnych konkretnych wdrożeń badania takie były prowadzone (podbudowa pod halę w
Nowej Dębie). Jednak w większości przypadków, szczególnie w aspekcie weryfikacji
praktycznego wdrożenia, badania takie można ograniczyć do jednego parametru, a
mianowicie do wytrzymałości na ściskanie w jednoosiowym stanie naprężenia. Wieloletnie
prace prowadzone w IBW PAN dowiodły słuszności takiego założenia. Jednocześnie, ze
względu na trudności techniczne związane z poborem nieuszkodzonych próbek z wykonanej
już wykładziny, wprowadzono z czasem już inny sposób oceny wytrzymałości, a mianowicie
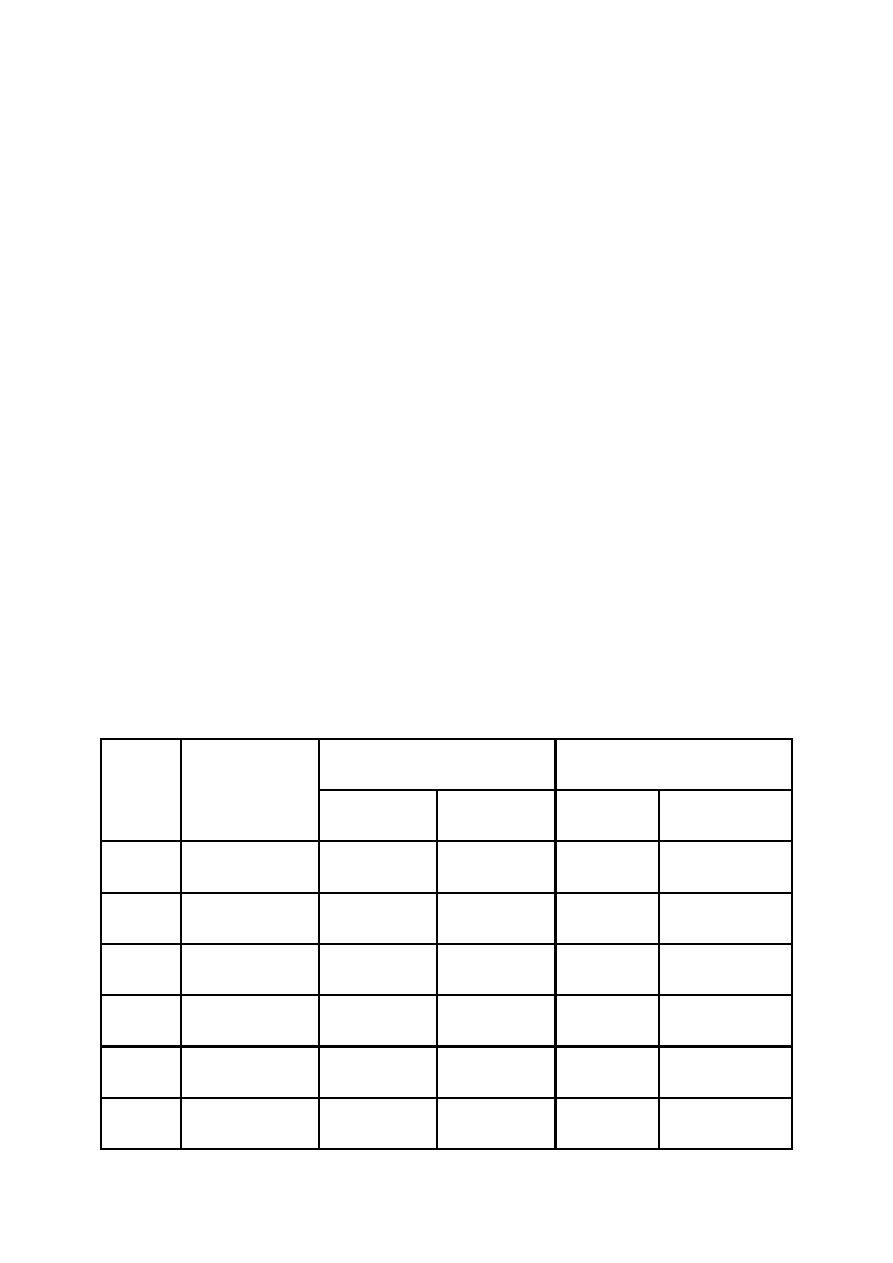
47
tzw. siłę (wytrzymałość) krytyczną na przebicie (P
k
). Badanie takie prowadzi się za pomocą
własnej (IBW PAN) konstrukcji aparatu (opartego na zasadzie działania igły Vicata),
mierzącego zagłębianie się pod wzrastającym obciążeniem płasko zakończonej igły (prętu) o
powierzchni przekroju poprzecznego równej 0,5 cm
2
. Obciążenie, przy którym następuje
ciągły przyrost „wpędu” igły bez dalszego przyrostu obciążenia przyjęto określać mianem siły
krytycznej na przebicie.
Wieloletnie doświadczenie pozwoliło na stwierdzenie, iż wykładzinę z kompozytu
krzemianowo-popiołowego można uznać za odpowiednią jeśli nacisk wynikający z
pionowego obciążenia masą minimum 100 kg, co odpowiada sile około 1 kN, na
powierzchnię 0,5 cm
2
nie powoduje przebicia wykładziny. o ile w początkowym okresie prac
prowadzono badania aż do momentu wystąpienia przebicia, to aktualnie prowadzone badania
ograniczają się do pomiaru głębokości wnikania igły przy rosnącym obciążeniu,
nieprzekraczającym jednak stu kilkudziesięciu kilogramów.
W Tablicy 6 przedstawiono na kilku przykładach wartości wytrzymałości na ściskanie osiowe
(Rs) oraz siły krytycznej na przebicie (P
k
) określone dla praktycznie wykonanych wykładzin i
porównano z wytrzymałością prób laboratoryjnych o tym samym składzie ilościowym.
Tablica 6
Wartości wytrzymałości na ściskanie osiowe po 28 dobach od wykonania (R
28
) oraz siły
krytycznej na przebicie dla kilku zastosowanych w praktyce kompozytów
Obiekt
Rok wdrożenia
Wytrzymałość R
28
[Mpa]
Siła krytyczna na przebicie
laboratorium
teren
P
k
[kN]
Wpęd [mm] dla
I
1977
1,9
1,2
-
obc. 100kN
II
1987
3,8
3,2
2,0
7
III
1989
2,3
1,8
1,6
12
IV
1991
4,4
3,5
-
4,5
V
1991
2,0
1,2
-
69
VI
1992
4,5
3,9
-
13
48
I
- zbiornik wód dołowych z Kopalni Węgla Kamiennego „Manifest Lipcowy” w
Jastrzębiu
II
- składowisko odpadów poprodukcyjnych z Mazowieckiego Przedsiębiorstwa Izolacji
Budowlanej „Izolacja” w Małkini
III
- składowisko odpadów szkodliwych z Zakładów Mechanicznych „Ursus” w Lublinie
IV
- zbiornik wody przemysłowej „Łosień II” dla Kombinatu Metalurgicznego „Huta
Katowice” w Dąbrowie Górniczej
V
- zbiornik na odpady toksyczne na składowisku odpadów komunalnych miasta Gdańsk
w Szadółkach
VI
- składowisko odpadów komunalnych w Legnicy
Okazuje się, że w warunkach technicznych, co należy uznać niemal za oczywiste, uzyskiwana
wytrzymałość jest z reguły wyraźnie niższa i przeciętnie sięga 60-70% wartości
wytrzymałości prób wykonanych w laboratorium (zdarza się jednak, że wytrzymałość prób w
skali technicznej przewyższa wytrzymałość prób laboratoryjnych). Z upływem czasu
jednakże następuje wyraźny wzrost wytrzymałości kompozytów wykonanych w skali
technicznej.
Przeprowadzone badania dowodzą, że po upływie około 4 - 5 lat wytrzymałości kompozytów
wykonanych w różnych skalach wyrównują się. Przebieg zmian wytrzymałości w czasie,
wykonanych w skali technicznej i półtechnicznej zilustrowano na czterech przykładach w
Tablicy 7.
Tablica 7
Zmiany wytrzymałości w czasie kompozytów wykonanych
w skali technicznej i półtechnicznej
Wiek
Wytrzymałość R
S
[Mpa]
Siła P
K
[kN]
wykładziny (lata)
I
II
III
IV
„0”
1,2
1,2
1,3
1,3
1
1,3
1,3
1,8
1,3
2
1,6
2,6
2,5
1,9
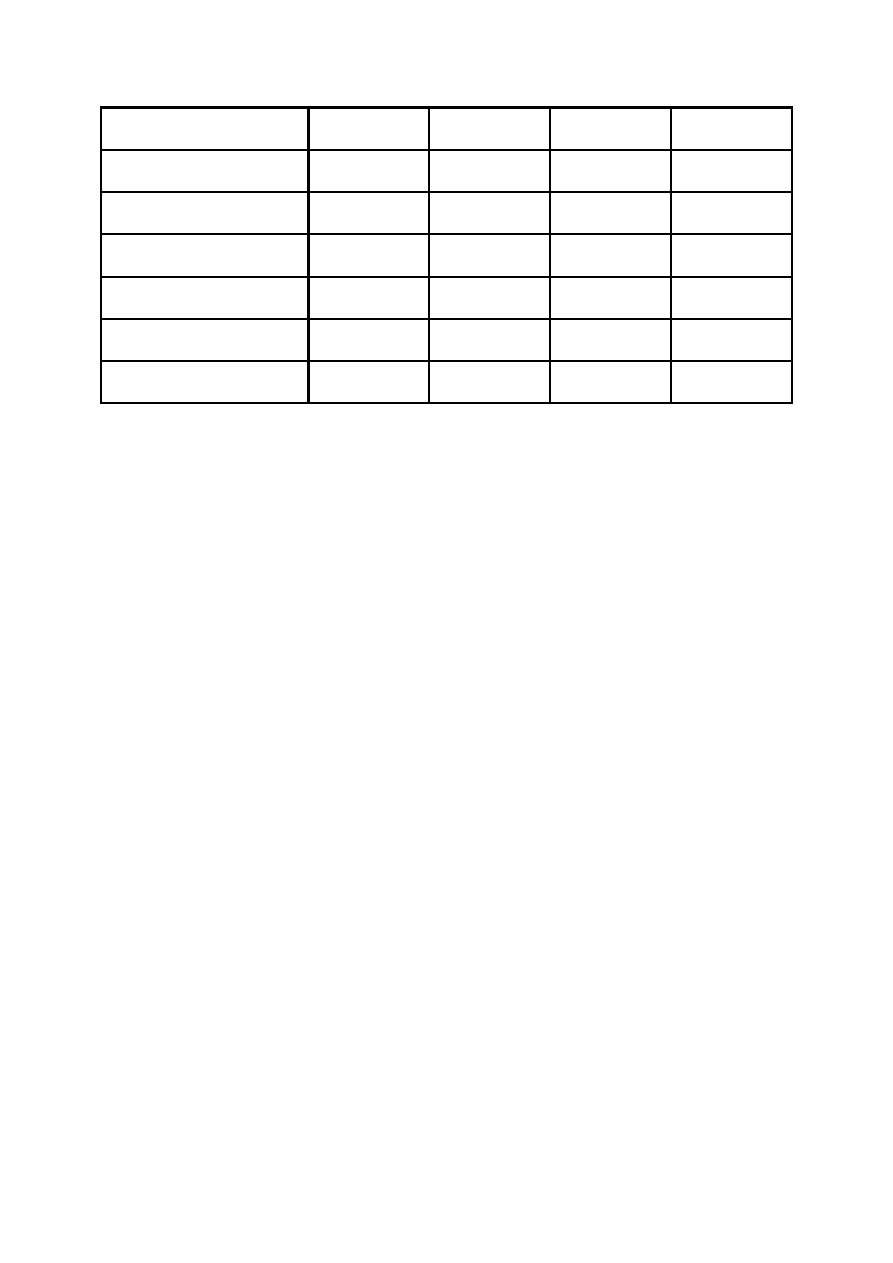
49
3
2,3
3,7
2,5
2,2
4
2,4
3,8
2,5
2,5
5
3,5
3,9
2,5
2,5
6
3,6
3,9
2,5
2,6
7
3,7
4,0
2,5
2,7
8
3,7
-
2,8
-
9
3,8
-
-
-
I
- zbiornik wód dołowych z Kopalni Węgla Kamiennego „Manifest Lipcowy” w
Jastrzębiu - technologia I
II
- zbiornik wód dołowych z Kopalni Węgla Kamiennego „Manifest Lipcowy” w
Jastrzębiu - technologia II
III
- poletko doświadczalne na bazie popiołów z EC Gdańsk
IV
- poletko doświadczalne na bazie popiołów z EC Stalowa Wola
Zagadnienie odporności na zewnętrzne czynniki mechaniczne nie sprowadza się wyłącznie do
problemu wytrzymałości na ściskanie osiowe. Wspomniano już wyżej, że materiał stosowany
na wykładziny izolacyjne układane na powierzchni gruntu muszą odznaczać się pewną
elastycznością, która pozwalać będzie na niewielkie odkształcenia, nie powodujące
negatywnych skutków w postaci jakichkolwiek spękań. Podstawowym parametrem
decydującym o takiej podatności jest zwykle moduł odkształcenia. Nie jest on jednak
parametrem uniwersalnym i może być stosowany wyłącznie przy założeniu, że ma się do
czynienia z ciałem sprężystym w myśl teorii sprężystości. Znacznie lepszym podejściem do
problemu jest ocena omawianego materiału z punktu widzenia reologii. Nie wchodząc w
szczegóły należy jedynie uzupełnić powyższy wywód informacją, że w IBW PAN
opracowano model reologiczny kompozytu krzemianowo-popiołowego w oparciu o teorię
liniowej lepkosprężystości.
Wnioski wypływające z badań reologicznych pozwalają na zgrubne co prawda ale sterowanie
właściwościami mechanicznymi kompozytu.

50
W momencie, gdy mowa jest o odporności na działanie czynników zewnętrznych musi
pojawić się pytanie odnośnie do działania czynników atmosferycznych i chemicznych. Jeśli
chodzi o wpływ czynników atmosferycznych, jedynym czynnikiem wywołującym negatywne
skutki są przemienne cykle nawilżania i suszenia (wykładzina jest całkowicie odporna na
przemarzanie). Przy pozostawieniu odkrytej na działanie deszczu i słońca powierzchni
wykładziny wykonanej z kompozytu krzemianowo-popiołowego następuje bardzo powolna,
nie mniej wyraźnie zauważalna destrukcja wykładziny postępująca od powierzchni w głąb.
Szybkość tej destrukcji jest niewielka - rzędu 1 cm na rok. Ryzyko omawianego niszczenia
wykładziny może być całkowicie wyeliminowane poprzez zastosowanie ochronnej warstwy
na powierzchni wykładziny z kompozytu - zatrawienie. Rolą tej warstwy jest przede
wszystkim utrzymywanie w miarę stałej wilgotności w warstwie hydroizolacyjnej.
Dla oceny odporności kompozytu krzemianowo-popiołowego na działanie czynników
chemicznych przeprowadzono w ogromnym zakresie badania wpływu bardzo szerokiej gamy
odpadów różnych gałęzi przemysłu, tak ciekłych jak i stałych. W laboratorium stosowano
również sztucznie przygotowane roztwory, bazujące na bardzo agresywnych związkach
chemicznych. Nie stwierdzono jakiejkolwiek grupy, czy też indywidualnego odpadu, którego
działanie na kompozyt byłoby zauważalne w postaci obniżenia wytrzymałości lub
zwiększenia współczynnika filtracji. Jedynym czynnikiem, którego działanie było
zauważalne, były stężone ługi (pH rzędu 14), działające w warunkach podwyższonej
temperatury. Takich warunków w praktyce nie spotyka się. Należy w tym miejscu nadmienić,
ż
e w szczególnych okolicznościach, gdy skład kompozytu będzie niezgodny z wymogami,
również działanie kwaśnych roztworów może okazać się groźne.
Mając to na uwadze, dla każdego wdrożenia przeprowadza się w Instytucie Budownictwa
Wodnego badania, mające na celu optymalizację składu kompozytu z punktu widzenia
szczelności, wytrzymałości mechanicznej, odporności na działanie czynników zewnętrznych,
a także ekonomii.
8.2.2 Współczynnik filtracji K
10
Uszczelnianie gruntów jest podstawowym kierunkiem zastosowania przedstawianych
kompozytów krzemianowo-popiołowych. Miernikiem ich szczelności jest wartość
współczynnika filtracji K
10
. W praktyce inżynierskiej przyjmuje się, że materiał na przepony
hydroizolacyjne gwarantujący uzyskanie współczynnika filtracji K
10
nie większego niż 10
-9
m/s daje całkowitą szczelność. Znanych jest wiele materiałów spełniających ten warunek.
Problem techniczny sprowadza się jednak do zagadnienia, by w skali z jaką ma się najczęściej

51
do czynienia, nie wystąpiły miejsca nieciągłości konkretnej przepony (rysy, szczeliny,
pęknięcia itp.). Z tego też względu uszczelnienie folią, matami bentonitowymi czy gliną, aby
było skuteczne, pociąga za sobą znaczne skomplikowanie technologii i w konsekwencji
wzrost kosztów.
Metoda IBW PAN pozwala uniknąć większości z powyższych kłopotów. Kompozyt
krzemianowo-popiołowy, w zależności od jego rodzaju, charakteryzuje się niemal
natychmiast po wykonaniu współczynnikiem filtracji K
10
rzędu 10
-9
- 10
-10
m/s. Po okresie 4-
5 tygodni następuje spadek wartości K
10
przeciętnie o rząd wielkości, a po ok. pół roku - o
dalszy rząd. Zmiany wytrzymałości i szczelności z czasem stają się coraz wolniejsze, by
całkowicie ustać po ok. 4 - 5 latach.
Bardzo interesujące jest porównanie szczelności wykładzin izolacyjnych wykonanych
różnymi technologiami. W Tablicy 8 przedstawiono w sposób obrazowy (wydatek filtracji)
szczelność czterech różnych wykładzin izolacyjnych, a mianowicie:
1) uszczelnienie mineralne - glina o K
10
= 10
-9
m/s, grubość warstwy - 0,5 m;
2) uszczelnienie bentonitem (BENTOMAT) - K
10
= 8*10
-12
m/s, grubość 6,5 mm (po
nasyceniu wodą grubość 1 mm) - informacje producenta
3) uszczelnienie geomembraną HDPE - wydatek filtracji obliczono na podstawie wzoru
podanego przez Giroud i Bonaparte [Giroud J.P., Badu-Tweneboah L.,(1990), „Rate of
Leakage Through a Composite Liner due to Geomembrane Defects”, Geotextiles &
Geomembranes
, Elsevier Science Publishers Ltd, England] przy założeniach:
– grubość geomembrany - 1,5 mm
– 5 otworów o przekroju 0,1 cm
2
na powierzchni 4000 m
2
– słaby kontakt wykładziny z podłożem
– współczynnik filtracji podłoża K
10
= 1*10
-6
m/s
4) uszczelnienie kompozytem krzemianowo-popiołowym - K
10
= 1*10
-10
m/s, grubość 0,25 m
Całość obliczeń, których wyniki przedstawiono w Tablicy 8, dokonano przy założeniu
wysokości słupa wody nad warstwą uszczelniającą równej 1 m i dla powierzchni
uszczelnionej (poprzeczny przekrój drogi filtracji) wynoszącej 1 ha.
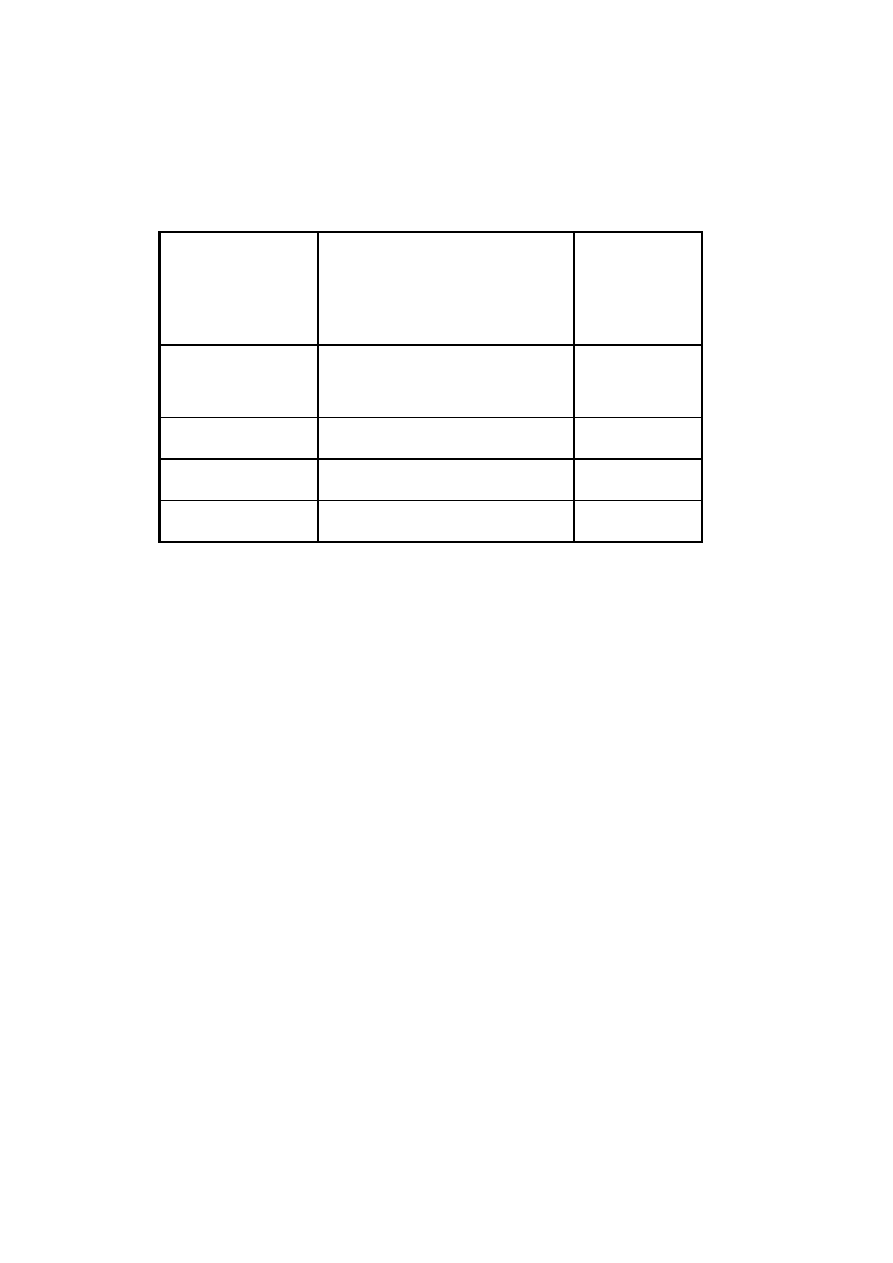
52
Tablica 8.
Wydatek filtracji przez powierzchnię 1 ha, przy wysokości słupa wody równej 1 m,
dla czterech wybranych technologii uszczelniania
Rodzaj
uszczelnienia
Parametry
Wydatek
filtracji
[m
3
/dobę]
Uszczelnienie
mineralne - glina
gr. 0,5 m; K
10
=10
-9
m/s
2,6
BENTOMAT
gr. 10 mm; K
10
=8*10
-12
m/s
0,7
Geomembrana
gr. 1,5 mm; (5 otw. 0,1cm
2
/0,4 ha
1,65
Komp. krzem.-pop.
gr. 0,25 m; K
10
=1*10
-10
m/s
0,45
Dane przedstawione w Tablicy 8 należy traktować jako orientacyjne, określone z jednej
strony dla wyidealizowanych warunków, a z drugiej - przy całym szeregu założeń
upraszczających. Dają one jednakże znakomite porównanie skuteczności stosowania różnych
metod uszczelniania. Warto podkreślić, że metoda proponowana przez IBW PAN jest pod
względem skuteczności co najmniej tak dobra, jak uznawana w tej chwili za jedną z
najlepszych - metoda uszczelniania bentonitem w postaci mat kompozytowych
(BENTOMAT, BENTOFIX itp.).
Metoda IBW PAN została zastosowana do tej pory na kilkudziesięciu obiektach w całym
kraju. W przypadku każdego wdrożenia Instytut pełni nadzór autorski, w ramach którego
m.in. prowadzi badania weryfikacyjne polegające na określeniu i porównaniu z założonymi,
wartości współczynnika filtracji. Jednocześnie na kilku wybranych obiektach prowadzi się
wieloletnie badania dokumentujące zmiany fizyko-mechanicznych właściwości wykładzin w
czasie.
W Tablicy 9 zestawiono wyniki badań współczynnika filtracji dla kilku wybranych obiektów.
Podano w niej wartości współczynnika K
10
dla prób wykonanych w laboratorium oraz dla
prób terenowych (średnia z wyników badań typowo terenowych za pomocą aparatu własnej
konstrukcji oraz badań laboratoryjnych na próbkach pobranych w terenie). W przypadku prób
o wieku 28 dób, natomiast w przypadku badań terenowych - dla prób o wieku od 14 do 35
dób.
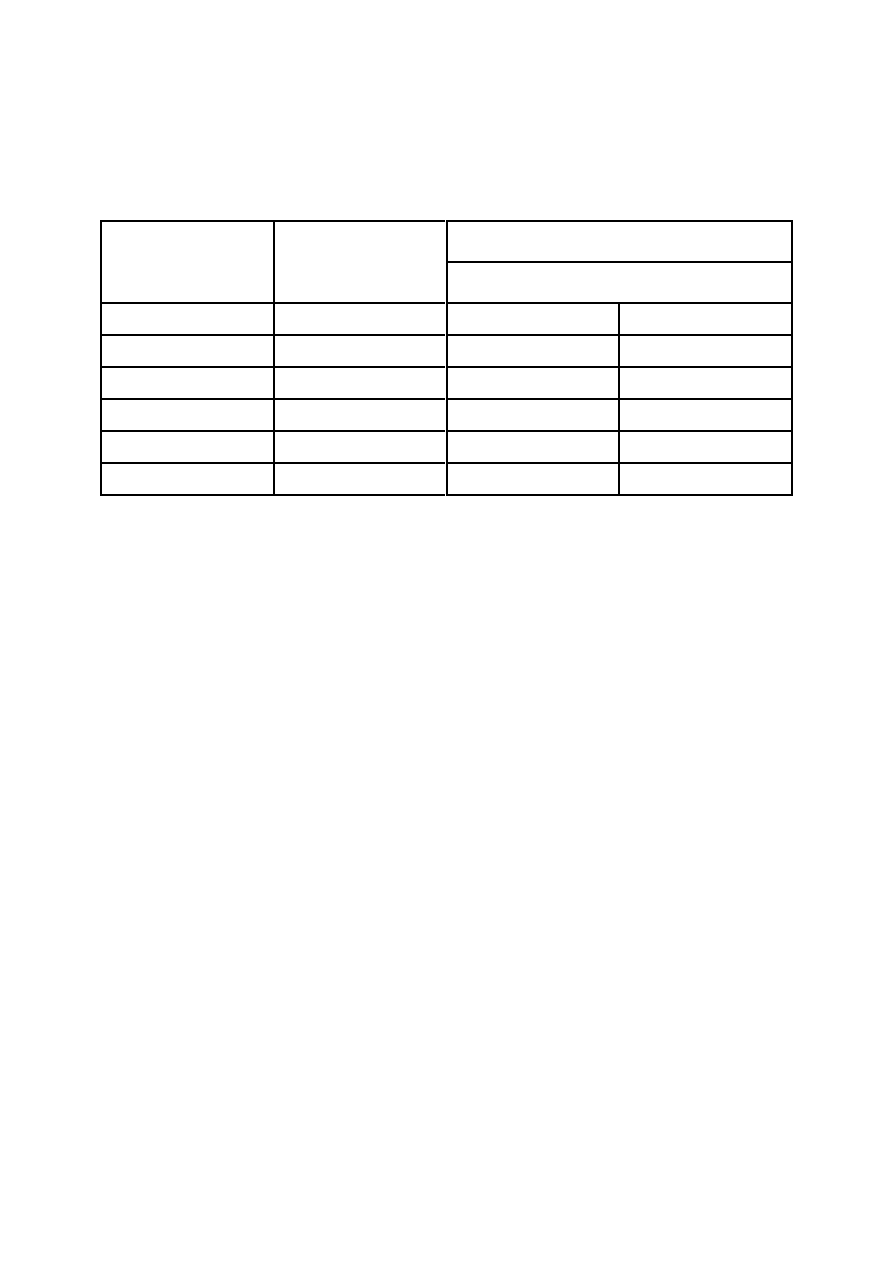
53
Tabela 9
Wartości współczynnika filtracji K
10
dla kilku zastosowanych
w praktyce kompozytów krzemianowo-popiołowych
Rok
Wartość K
10
(m/s) w warunkach
Obiekt
wdrożenia
laboratoryjnych terenowych
I
1977
4,3 x 10
-9
6,7 x 10
-8
II
1987
3,2 x 10
-10
2,9 x 10
-10
III
1989
4,0 x 10
-10
2,4 x 10
-10
IV
1991
1,2 x 10
-9
4,9 x 10
-9
V
1991
5,1 x 10
-10
1,3 x 10
-9
VI
1992
8,2 x 10
-10
7,0 x 10
-9
I
- zbiornik wód dołowych dla Kopalni Węgla Kamiennego „Manifest Lipcowy” w
Jastrzębiu
II
- składowisko odpadów poprodukcyjnych z Mazowieckiego Przedsiębiorstwa Izolacji
Budowlanej „Izolacja” w Małkini
III
- składowisko odpadów szkodliwych z Zakładów Mechanicznych „Ursus” w Lublinie
IV
- zbiornik wody przemysłowej „Łosień II” dla Kombinatu Metalurgicznego „Huta
Katowice” w Dąbrowie Górniczej
V
- zbiornik na odpady toksyczne na składowisku odpadów komunalnych miasta Gdańsk
w Szadółkach
VI
- składowisko odpadów komunalnych w Legnicy
Na kilku obiektach, wykonanych w skali technicznej i półtechnicznej, prowadzono przez
kilka lat badania zmian wartości współczynnika filtracji i wytrzymałości mechanicznej. W
Tabeli 10 przedstawiono dla czterech obiektów wieloletnie pomiary wartości współczynnika
filtracji K
10
.
54
Tabela 10
Zmiany wartości współczynnika filtracji K
10
w czasie
kompozytów krzemianowo-popiołowych
Wiek
Wartość K
10
(m/s) dla obiektu:
wykładziny
(lata)
I
II
III
IV
„0”
6,7 x 10
-8
9,7 x 10
-9
3,3 x 10
-8
8,9 x 10
-9
1
3,5 x 10
-8
4,3 x 10
-9
1,2 x 10
-8
8,2 x 10
-9
2
9,7 x 10
-9
9,9 x 10
-10
1,3 x 10
-8
7,8 x 10
-9
3
3,2 x 10
-9
8,8 x 10
-10
1,1 x 10
-8
6,8 x 10
-9
4
2,0 x 10
-9
2,8 x 10
-10
1,0 x 10
-8
2,2 x 10
-9
5
1,2 x 10
-9
2,1 x 10
-10
1,0 x 10
-8
2,1 x 10
-9
6
6,6 x 10
-10
2,1 x 10
-10
1,1 x 10
-8
2,1 x 10
-9
7
5,6 x 10
-10
2,1 x 10
-10
1,3 x 10
-8
1,8 x 10
-9
8
5,8 x 10
-10
-
1,2 x 10
-8
-
9
5,6 x 10
-10
-
-
-
I
- zbiornik wód dołowych z Kopalni Węgla Kamiennego „Manifest Lipcowy” w
Jastrzębiu - technologia I
II
- zbiornik wód dołowych z Kopalni Węgla Kamiennego „Manifest Lipcowy” w
Jastrzębiu - technologia II
III
- poletko doświadczalne na bazie popiołów z EC Gdańsk
IV
- poletko doświadczalne na bazie popiołów z EC Stalowa Wola
8.2.3 Mrozoodporność kompozytu
Mrozoodporność kompozytu krzemianowo-popiołowego jest kolejnym z ważnych parametrów
decydujących o jego przydatności w praktyce. Metodyka badań jest niemal identyczna jak w
przypadku ujętej w Polskich Normach metodzie badania mrozoodporności betonów. Próby
poddawane są w sumie 9 cyklom zamrażania (temperatura -15
o
C) i rozmrażania (woda -
temperatura pokojowa - ok. 20
o
C), określając po każdych trzech kolejnych cyklach straty masy i
55
wytrzymałości. Przykładowe zmiany wytrzymałości prób w trakcie zamrażania przedstawiono w
Tablicy 11.
Tablica 11.
Zmiany wytrzymałości prób w badaniach mrozoodporności.
Próba
Wytrzymałość na ściskanie [MPa] po:
3 cyklach
6 cyklach
9 cyklach
II
Mrożona
1,78
1,60
1,52
Ś
wiadek
1,68
1,92
2,02
IV
Mrożona
1,68
1,57
1,47
Ś
wiadek
1,68
1,91
1,96
Straty masy prób w żadnym przypadku nie przekroczyły dopuszczalnej wartości 10 % (średnio -
6,8 %).
8.2.4 Zagadnienia związane z wymywalnością poszczególnych składników
kompozytu - Problemy ochrony środowiska
Zastosowanie popiołów lotnych w przypadku inwestycji mających służyć ochronie
ś
rodowiska może pozornie budzić wątpliwości. Popioły lotne bowiem znane są z tego, że
same stanowią zagrożenie dla środowiska, głównie z powodu obecności w nich metali
ciężkich. Dokładne zapoznanie się z problemem pozwala w dużym stopniu go
zbagatelizować. W Tablicy 12 przedstawiono zakres stwierdzanych stężeń ośmiu wybranych
metali w grupie kilkudziesięciu przebadanych w IBW PAN popiołów oraz porównano je z
przeciętną zawartością tych metali w glebach w Polsce i dopuszczalną ich zawartością w
glebach wykorzystywanych rolniczo. W tablicy tej przedstawiono dla przykładu również
wyniki badań zawartości tych samych metali w jednym konkretnym popiele, a mianowicie w
popiele sumarycznym z EC Gdańsk (pobór z 1989 roku).
Dane przedstawione w Tablicy 12 wskazują więc, że często niebezpieczeństwo wynikające ze
składowania czy też utylizacji popiołów bywa wyolbrzymiane. Lekceważyć go jednakże nie
wolno. Z badań własnych wynika, że w warunkach statycznego ługowania wodą co najwyżej
1/3 zawartych w popiele metali ciężkich może ulec wypłukaniu. Natomiast w przypadku
56
filtracji wody przez złoże popiołów, wyługowanie metali ciężkich może sięgać 70-80 % ich
całkowitej zawartości. Realne zagrożenie dla środowiska wynika więc głównie ze skali
problemu z jaką ma się do czynienia, ale w części również z formy zrzutu oraz sposobu i
warunków składowania popiołów.
Tablica 12.
Zawartość wybranych metali ciężkich w mg/kg (ppm)
w popiołach lotnych i glebach w Polsce
Metal
Zawartość w popiołach
Zawartość w glebach
Zakres
Pop. z EC
Gdańsk
Przeciętna
1
Dopuszcz.
2
Chrom Cr
160 - 1950
215
31
100
Cynk Zn
130 - 610
273
50
300
Kadm Cd
0 - 12
5
< 1
3
Kobalt Co
12 - 42
30
6
30
Mangan Mn
300 - 3000
447
333
---
Miedź Cu
50 - 120
71
12
100
Nikiel Ni
80 - 180
94
15
100
Ołów Pb
12 - 34
71
39
100
1
/ wartość podana na podstawie: 1) Kabata-Pendias A., Pendias H. (1993) „Biogeochemia
pierwiastków śladowych”, Wyd. Nauk. PWN, Warszawa; 2)Gliński J., „Chemiczne i
fizykochemiczne właściwości gleb” w pracy zbior. „Gleboznawstwo”, Państw. Wyd. Roln. i
Leśne, Warszawa, 1981.
2
/ w/g Kabata-Pendias A., Pendias H., ibid.
57
Wzmiankowany powyżej problem przestaje się praktycznie liczyć w przypadku zastosowania
popiołów lotnych jako składnika kompozytów krzemianowo-popiołowych. Wielokrotnie
powtarzane w IBW PAN badania nad wymywalnością metali ciężkich z kompozytów w
trakcie filtracji dowodzą, że wymywalność tych metali w żadnym przypadku nie przekroczyła
5 % ich całkowitej zawartości. Gwoli prawdy należy dodać, że koncentracja metali ciężkich w
filtratach w paru przypadkach przekraczała stężenia dopuszczalne przez polskie
ustawodawstwo dla wód do picia i dla celów gospodarczych. Przekroczenia te należy uznać
jednak za niezbyt wielkie. Dotyczyły one bardzo niewielkich objętości filtratów i bardzo
krótkiego, wyłącznie początkowego okresu filtracji. Jeśli dodatkowo uwzględnić wartość
współczynnika filtracji kompozytu, a zatem i wydatek filtracji przez warstwę kompozytu,
zagrożenia ze strony stosowanych popiołów można praktycznie pominąć.
W Tablicy 13 przedstawiono przykładowe wyniki badań filtracji przez złoże kompozytu
wykonanego na bazie popiołu lotnego z EC Gdańsk.
Tablica 13
Wymywalność metali ciężkich w trakcie filtracji wody przez warstwę kompozytu na
bazie popiołu z EC Gdańsk
Metal
Zawart. w
warstw. złoża
Stopień
wyługowania
Ś
rednie stężenia
w filtr. *
Maks. stęż.
w filtracie
Dopuszczalne
stężenie w
wodach
-
mg
%
mg/dm
3
mg/dm
3
mg/dm
3
Cynk - Zn
218,4
3,06
0,962
13,6
5,0
Ołów - Pb
64,6
0,16
0,015
0,21
0,1
Miedź - Cu
71,0
0,08
0,008
0,12
0,5
Kadm - Cd
12,7
0,46
0,009
0,12
0,05
*/ - badania filtracji prowadzono do momentu uzyskania filtratów o składzie odpowiadającym
wodzie filtrującej (woda wodociągowa)

58
8.3 Metody pozyskiwania składników kompozytu - popiół lotny, szkło wodne
Metody uszczelniania i wzmacniania gruntu wg Patentu IBW PAN wymagają dostępu do
trzech podstawowych surowców:
- popiołu lotnego
- technicznego szkła wodnego
- wapna hydratyzowanego
Wapno hydratyzowane jest surowcem dostępnym w każdej hurtowni materiałów
budowlanych na terenie kraju i z jego pozyskaniem nie ma najmniejszego problemu. Należy
zwracać uwagę na jakość wapna i negocjować przy takich ilościach znaczne rabaty przy
zakupie co znacznie poprawia ekonomikę stosowania kompozytu krzemianowo-popiołowego.
Szkło wodne techniczne jest wytwarzane w Zakładach Chemicznych Rudniki S.A.
k/Częstochowy. ul. Fabryczna 1 tel. 0 34 279 006, fax 34 279 064. Jest to jedyny w kraju
producent szkła wodnego . W przypadku stosowania kompozytu krzemianowo-popiołowego
w rejonach przygranicznych zarówno zachodnich jak i wschodnich należy rozpatrywać
możliwość sprowadzania szkła wodnego z krajów sąsiadujących.
8.4 Spółki eksploatujące składowiska popiołów lotnych w Polsce - adresy
osoby do kontaktu
Firmy eksploatujące składowiska popiołów lotnych zawiązały w końcu 1999 roku Unię
Przedsiębiorstw UPS tworząc wspólnie lobby pozwalające przełamywać pewne stereotypy w
myśleniu o możliwościach wykorzystania popiołów lotnych w gospodarce. Ważniejsze firmy
tworzące Unię UPS to:
16. VKN Polska Sp. z o.o., ul. Łowiecka 6/8, 50-220 Wrocław, tel. 071 323 88 17,
fax 071 323 89 78, Prezes - Janusz Fromm
17. K.E Dolna Odra Sp. z o.o. 74-115 Nowe Czarnowo, tel. 091 416 47 21, fax
091 316 51 79, Prezes - Tadeusz Buliński
18. PPH UTEX Sp. z o.o. ul. Podmiejska 1, 44-207 Rybnik, tel. 032 422 14 80, fax
032 422 79 80, Wiceprezes ds. Handlowych - Marek Brożyna
19. Elektrownia Kozienice S.A. 26-911 Świerże Górne, tel. 048 614 17 02, fax
048 614 35 16, Paweł Banasik
20. EPO Sp. z o.o. 45-037 Opole, ul. Sienkiewicza 3 A skr. poczt. nr 217 tel. 077
44 13 100, fax 077 44 11 405 Prezes Zarządu: Krzysztof Wiecheć,

59
21. EKOTECH Sp. z o.o. ul. Traugutta 143, 71-314 Szczecin, tel. 091 486 21 61,
fax 091 486 21 63, Dyrektor: Leszek Piasecki
22. Zespół Elektrociepłowni w Łodzi S.A. ul. J. Andrzejewskiej 5, 90-972 Łódź,
tel. 0 42 675 50 00, fax 0 42 675 51 94, Grażyna Nowak
23. Zespół Elektrociepłowni Ostrołęka S.A. ul. Elektryczna 5, 07-401 Ostrołęka,
tel. 0 29 766 23 25, fax 0 29 769 11 67, Piotr Mrozek
24. PPU EKO-ZEC Sp. z o.o. ul. Gdyńska 54, 61-016 Poznań, tel. 061 821 13 01,
fax 061 821 14 13, Prezes Zarządu: Zbigniew Chrzanowski
25. EKOBET Siekierki Sp. z o.o. ul. Augustówka 1, 02-981 Warszawa, tel. 0 22
651 97 89, fax 0 22 651 97 90, Prezes Zarządu: Tadeusz Zalewski
26. Labud - Barg Sp. z o.o., 74-115 Nowe Czarnowo, tel. 0 91 316 51 76, fax 0 91
316 51 70, Prezes: Maria Kucnerowicz-Jakubowska
Firmy te umożliwiają pobór popiołów lotnych do zastosowań w gospodarce, jak
również same stosują go na różnego typu obiektach, do rekultywacji terenu, do budowy dróg
i nasypów itp..
8.5 Kierunki zastosowania kompozytu krzemianowo-popiołowego
Kompozyty krzemianowo-popiołowe mogą znaleźć bardzo szerokie zastosowanie w
budownictwie lądowym i hydrotechnicznym. Wśród bardzo wielu możliwych kierunków ich
zastosowania można wymienić następujące:
a) wykładziny hydroizolacyjne (np. budowa wysypisk);
b) przepony wodoszczelne w wykopach wąskoszczelinowych;
c) zabezpieczenia zapór ziemnych i wałów przeciwpowodziowych;
d) podbudowy pod drogi, parkingi, posadzki w halach, magazynach itp.;
zaślepianie otworów wiertniczych i górniczych;
e) rekultywacja wysypisk odpadów komunalnych i przemysłowych.
Tak szerokie zastosowanie kompozytu krzemianowo-popiołowego wynika przede wszystkim
z jego cech fizyczno-mechanicznych. Kierunki zastosowania kompozytu krzemianowo-
popiołowego przedstawiono poniżej na Rysunku 1.
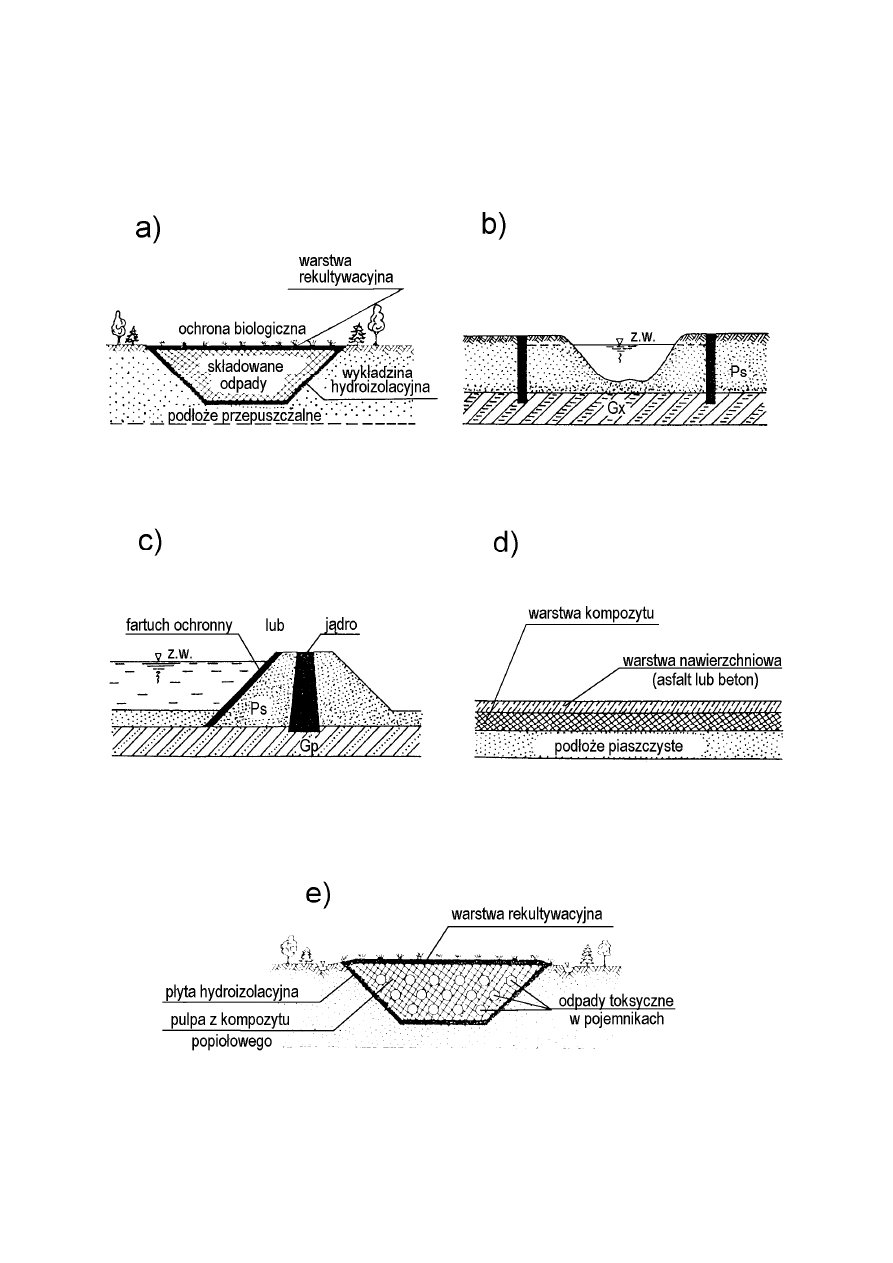
60
Rysunek 1
Kierunki zastosowań kompozytu krzemianowo-popiołowego.

61
8.6 Wykaz obiektów na których zastosowano kompozyt krzemianowo-
popiołowy z podaniem wielkości, inwestora, wykonawcy prac
uszczelniających, kosztów wykonania
Do tej pory metoda IBW PAN została zastosowana na kilkudziesięciu obiektach w całym
kraju. W przypadku każdego wdrożenia Instytut pełnił nadzór autorski, w ramach którego,
prowadził m.in. badania weryfikacyjne polegające na określeniu i porównaniu z założonymi,
wartości wytrzymałości oraz współczynnika filtracji. Blisko 20-letni okres badań
laboratoryjno-modelowych oraz ok. 15-letni okres badań weryfikacyjnych w skali
technicznej, pozwalają na następujące stwierdzenia dotyczące wykonawstwa warstw
uszczelniająco-wzmacniających z kompozytu krzemianowo-popiołowego:
– wykładziny hydroizolacyjne z kompozytów popiołowych wykonywać można na
powierzchniach o maksymalnym nachyleniu 1:2,5;
– wykładzina posiada odpowiednią sprężystość, którą zachowuje w czasie (znajomość cech
reologicznych);
– ochrona biologiczna w postaci darni wytworzonej wskutek wysiewu odpowiednio
dobranych gatunków traw zabezpiecza przed powierzchniowym łuszczeniem i pozwala
stabilizować fizyko-mechaniczne cechy materiału;
– wykładzina dobrze przylega do podłoża i do innych konstrukcji betonowych, stalowych
itp.; jest odporna na przemarzanie i działanie zdecydowanej większości związków
chemicznych będących składnikami różnego rodzaju odpadów;
– parametry fizyko-mechaniczne wykładziny zależą od jej składu i wieku; mieszczą się one
w granicach:
• współczynnik filtracji K
10
= 10
-9
- 10
-12
m/s;
• wytrzymałość na ściskanie w jednoosiowym stanie naprężenia (wytrzymałość na
zgniatanie) R
s
= 3 - 12 MPa;
• siła krytyczna na przebicie P
K
= 2,5 - 3,5 kN/cm
2
Wśród przykładowych obiektów, na których kompozyt krzemianowo-popiołowy znalazł
zastosowanie należy wymienić składowiska odpadów komunalnych w Legnicy (5 kwater o
łącznej powierzchni ok. 16,5 ha), Gniewinie (pow. 4,5 ha), Szadółkach (kwatery dla Rafinerii
Gdańskiej o powierzchni ok. 2,0 ha), Kole (ok. 2,5 ha), Tuszynie (3,0 ha). Kompozyt
krzemianowo-popiołowy został również zastosowany przy wykonywaniu wspólnej polsko-

62
niemieckiej inwestycji w Świnoujściu (osadniki na osady ściekowe z oczyszczalni ścieków
bytowych ze Świnoujścia) przechodząc pozytywnie weryfikację strony niemieckiej.
Poniżej przedstawiono szerzej ważniejsze i bardziej interesujące przykłady zastosowania
kompozytu krzemianowo-popiołowego:
1. Podbudowa pod posadzkę hali produkcyjnej Zakładów Metalowych „DEZAMET” w
Nowej Dębie; rok 1984; powierzchnia ok. 1 ha; popiół z EC Tarnobrzeg - wykonawca
Tarnobrzeskie Przedsiębiorstwo Budownictwa Przemysłowego w Tarnobrzegu.
2. Składowisko odpadów produkcyjnych z Dębickich Zakładów Opon Samochodowych
„STOMIL-DĘBICA”; rok 1987; powierzchnia ok. 4 ha; popiół z EC Tarnów; wykonawca
- Zakład Remontowo-Budowlany „DZOS-STOMIL”
3. Składowisko odpadów poformierskich oraz mogilnik na odpady pogalwanizerskie z
Zakładów Metalurgicznych „URSUS” w Lublinie, we wsi Dorohucza; rok 1987-89;
powierzchnia ok. 3 ha; popiół z EC Lublin; wykonawca - Przedsiębiorstwo Konserwacji
Urządzeń Wodnych i Melioracji w Lublinie.
4. Osadnik szlamów z odsiarczania dla Kombinatu Siarkowego w Tarnobrzegu, w
miejscowości Połaniec; rok 1989; powierzchnia ok. 1 ha; popiół z wylewiska popiołów
Elektrowni „POŁANIEC”; wykonawca - Tarnobrzeskie Przedsię-biorstwo Budownictwa
Przemysłowego w Tarnobrzegu.
5. Składowisko odpadów produkcyjnych z Mazowieckich Zakładów Materiałów Izolacji
Budowlanej „IZOLACJA” w Małkini, woj. ostrołęckie; rok 1988; powierzchnia ok. 1,5 ha;
popiół z EC Ostrołęka; wykonawca - Warszawskie Przedsiębiorstwo Budownictwa
Przemysłowego „KABLOBETON”.
6. Uszczelnienie
zbiornika
wody
przemysłowej
„ŁOSIEŃ
II”
dla
Kombinatu
Metalurgicznego „Huta Katowice”; rok 1990-91; powierzchnia ok. 5.5. ha; popiół z
elektrociepłowni KM „Huta Katowice”; wykonawca - Przedsiębiorstwo Budownictwa
Hydrotechnicznego „ENERGOPOL-7” w Poznaniu, o/Zabrze.
7. Składowisko odpadów komunalnych dla miasta Legnica; rok 1992-94; powierzchnia ok.
10 ha; popiół z EC Lubin; wykonawca - Biuro Organizacyjno-Techniczne „WIBEX” z
Ostrowi Mazowieckiej, w roku 1997 wykonana zostanie kolejna kwatera o powierzchni
ok. 3,7 ha.

63
8. Składowisko odpadów komunalnych dla miasta i gminy Polkowice; rok 1993;
powierzchnia ok. 3 ha; popiół z EC Lubin; wykonawca - Biuro Organizacyjno-Techniczne
„WIBEX” z Ostrowi Mazowieckiej.
9. Gminne składowisko odpadów komunalnych w Gniewinie, woj. gdańskie; rok 1993;
powierzchnia ok. 5 ha; popiół z EC Gdynia; wykonawca - Spółka z o.o. „SPEKO” z
Gdańska.
10. Mogilniki na odpady toksyczne dla Rafinerii Gdańsk na terenie składowiska odpadów
komunalnych Szadółki, woj. gdańskie; rok 1992; powierzchnia 4 kwater łącznie ok. 1,5 ha;
popiół z EC Gdańsk; wykonawca Spółka HADA z Pruszcza Gdańskiego.
11. Składowisko odpadów komunalnych dla Nowego Stawu, woj. elbląskie; rok 1993;
powierzchnia ok. 3 ha; popiół z EC Elbląg; wykonawca - Spółka „SPEKO” z Gdańska.
12. Składowisko odpadów przemysłowych i komunalnych z Zakładów Naprawczych Taboru
Kolejowego w Łapach woj. białostockie; rok 1989; powierzchnia ok. 2 ha; wykonawca -
Biuro Organizacyjno - Techniczne „WIBEX” z Ostrowi Mazowieckiej.
13. Dwa zbiorniki na osady ściekowe z oczyszczalni ścieków w Świnoujściu; rok 1997; pow.
uszczelnienia ok. 39.000 m
2
popiół lotny z Elektrowni Dolna Odra, wykonawca
uszczelnienia - Spółka „SPEKO” z Gdańska;
14. Składowisko odpadów komunalnych dla m. Legnica kwatera II - powierzchnia 37.300 m
2
;
rok 1997 - popiół lotny z EC Lubin - wykonawca BOT „WIBEX” z Ostrowi
Mazowieckiej;
15. Składowisko odpadów komunalnych dla Miasta Tuszyn - powierzchnia 15.000 m
2
; rok
1998 - popiół lotny z ZEC Łódź - wykonawca Spółka „SPEKO” z Gdańska;
16.Składowisko osadów ściekowych z oczyszczalni ścieków w Szczytnie na terenie
składowiska odpadów komunalnych w Linowie k/Szczytna - powierzchnia 7.000 m
2
; rok
1998 - popiół lotny z OZOS Olsztyn - wykonawca - Olsztyńskie Przedsiębiorstwo Robót
Inżynieryjnych „Inżynieria” SA;

64
17.Składowisko odpadów komunalnych dla Miasta Koła w Maciejewie gm. Osiek Mały -
powierzchnia uszczelnienia ok. 2,0 ha - popiół lotny z Elektrowni Konin-Pątnów-
Adamów, Wykonawca - HYDROWAT Konin
Dla wszystkich wyżej wymienionych wykładzin już zastosowanych, jak też
zaprojektowanych, wykonano studia oraz badania laboratoryjne, modelowe i poligonowe dla
określenia optymalnego składu oraz uwzględnienia warunków terenowych. W każdym
przypadku wdrożenia, w trakcie i po zakończeniu prac przeprowadzono badania
weryfikacyjne, które w pełni potwierdziły osiągnięcie zaplanowanych fizyko-mechanicznych
cech kompozytu. We wszystkich wypadkach wdrożeń osiągnięto pozytywne efekty
techniczne, ekonomiczne i ekologiczne.
Badania weryfikacyjne na wykonanych obiektach potwierdziły uzyskanie wymaganych
parametrów
fizyko-mechanicznych
konkretnych
wykładzin
uszczelniających
i
wzmacniających. Bardziej szczegółowe dane dla kilku wybranych obiektów przedstawiono w
poprzednich punktach niniejszego opracowania.
8.7 Wskaźniki ekonomiczne uzyskiwane przy zastosowaniu kompozytów
krzemianowo-popiołowych
Według aktualnych cen koszt wykonania (materiały, robocizna, sprzęt) 1 m
2
wykładziny z
kompozytu krzemianowo-popiołowego o grubości ok. 0,25 m wynosi ok. 18 - 20 zł. W cenie
tej nie uwzględniono kosztów uzysku i transportu popiołów. Z dotychczasowych
doświadczeń wynika, że dopłaty, jakie stosuje większość elektrowni i elektrociepłowni w
Polsce dla odbiorcy popiołu, pokrywają całkowicie koszty transportu na odległość nawet do
70 km. Przy odległościach mniejszych, dopłaty te mogą w znaczący sposób obniżyć podany
jednostkowy koszt inwestycyjny.
Warto zaznaczyć, że technologia formowania wykładziny izolacyjnej z kompozytu
krzemianowo-popiołowego
pozwala
w
dużym
stopniu
obniżyć
koszty
prac
przygotowawczych. Dotyczy to głównie zwykle bardzo kosztownych robót ziemnych. W
przypadku zastosowania metody IBW PAN nie stawia się tak rygorystycznych wymagań w
odniesieniu do przygotowania podłoża pod warstwę izolacyjną. Wszelkie nierówności są
niwelowane przez nawieziony popiół.

65
Kompozyt krzemianowo-popiołowy może być stosowany zarówno jako pojedynczy system
uszczelnienia podłoża - uszczelnienie mineralne; jak i element systemu złożonego -
uszczelnienie mineralne wraz z uszczelnieniem syntetycznym np. geomembraną HDPE.
System taki zastosowany został z dużym powodzeniem na składowisku w Świnoujściu, gdzie
firma “SPEKO” z Gdańska ułożyła trzy warstwy kompozytu krzemianowo-popiołowego o
grubości 25 cm każda, a na nich folię HDPE o grubości 2,5 mm. Przyjmując przepisy UE
dotyczące sposobów uszczelnień składowisk odpadów należy uwzględnić konieczność
projektowania złożonych systemów uszczelnień gdzie kompozyt krzemianowo-popiołowy
może doskonale spełniać rolę warstwy mineralnego uszczelnienia.
Na zakończenie warto podkreślić jeszcze jedną zaletę prezentowanej metody. Wytworzenie,
mianowicie, na powierzchni kompozytu popiołowego warstwy trawiastej, pozwala
znakomicie wkomponować obiekt w otoczenie. Chociaż zalecenia odnośnie do wytwarzania
darni wynikają ze względów technologicznych, to jednak połączenie tych wymogów z
walorami krajobrazowymi daje bardzo dobry skutek. Ze względów eksploatacyjnych (drenaż
na dnie niecki składowiska), warstwę trawiastą wytwarza się wyłącznie na skarpach
składowiska.
9. Betony URRICHEM (USA)
Beton URRICHEM został wynaleziony przez Solidwaste Technology w Stanach
Zjednoczonych. Beton URRICHEM powstaje w wyniku reakcji cementu z materiałami jak
popiół lotny, popiół paleniskowy, pył klinkieru cementowego przy udziale wody.
Katalizatorem reakcji jest odczynnik URRICHEM. Powstały produkt posiada znakomitą
wytrzymałość na ściskanie, odporność na pęknięcia, odporność na wilgoć oraz odporność na
zużycie. Pozwala to na jego zastosowanie przy wypełnianiu wyrobisk górniczych, przy
budowie kanałów wodnych, oraz przy innych konstrukcjach budowlanych.
Krzepnąca mieszanina uformowana z dodatkiem odczynnika URRICHEM posiada większą
gęstość i wytrzymałość mechaniczną. Otrzymany w ten sposób zestalony produkt cechuje
mniejsza przepuszczalność wody, co z upływem czasu ogranicza do minimum ilość pęknięć
wewnętrznych, redukując w ten sposób powstawanie dodatkowych powierzchni do
penetrowania przez wodę i wypłukiwania szkodliwych wtrąceń. Powstały w wyniku
krzepnięcia produkt zawiera olbrzymią ilość małych blokujących kryształów, wewnątrz

66
których szkodliwe odpady zarówno organiczne jak i nieorganiczne są strukturalnie związane
podczas procesu cementacji.
9.1 Składniki tworzące betony URRICHEM,
Przy udziale popiołu lotnego, cementu oraz odczynnika URRICHEM można wytwarzać
opłacalne kruszywo, które może być wykorzystane jako materiał zastępujący piasek i żwir
przy budowie dróg. Z udziałem około (2 - 5) % cementu i (2 - 5) % wapna z gliną, przy
udziale wspomnianego kruszywa, można budować wysokiej jakości drogi. Podobnie
przygotowana mieszanina: lotny popiół/cement/odczynnik URRICHEM, wymieszana z wodą
może być pompowana do wyrobisk górniczych, w których twardnieje, wypełniając wyrobisko
i zabezpieczając teren przed erozją.
9.1.1 Własności fizyko-chemiczne odczynnika URRICHEM
Własności fizyko-chemiczne odczynnika URRICHEM są następujące:
Postać: ciecz,
Zapach: nie posiada
Kolor: jasno-brązowy
Toksyczność: nie wykazuje toksyczności
Korozyjność: nie posiada
Pochłanialność wilgoci: bardzo dobra
Pakowanie: plastikowy pojemnik
Temperatura wrzenia: 116
o
C,
Temperatura zapłonu: materiał niepalny
Rozpuszczalność w wodzie: całkowita
Gęstość względna 1,28
pH: 8 - 9.
9.1.2 Cechy i własności odczynnika URRICHEM
Główne cechy i własności odczynnika URRICHEM są następujące:
• ułatwia przygotowanie mieszanki betonowej;

67
• pobudza zasysanie powietrza do mieszanki betonowej, zwiększając przez to
odporność betonu na zamarzanie;
• poprawia własności obróbcze betonu;
• zmniejsza zapotrzebowanie wody przy produkcji betonu, podnosząc przez to jego
wytrzymałość;
• przyśpiesza lub opóźnia wiązanie cementu;
• podnosi trwałość i wytrzymałość betonu;
• znacznie zmniejsza odprowadzenie wody i segregację składników w mieszaninie
betonowej, zwiększając przez to jednorodność betonu;
• redukuje uszkodzenia betonu spowodowane penetracją wody i siarczanów.
9.2 Kierunki zastosowań technologii URRICHEM,
9.2.1 Zastosowanie technologii URRICHEM przy budowie dróg oraz w kopalniach do
wypełniania wyrobisk górniczych.
Poniżej podano ogólne zasady przygotowania betonu z dodatkiem odczynnika URRICHEM,
przeznaczonego do wypełniania wyrobisk górniczych:
Skład mieszanki betonowej:
Na 1000 kg lotnego popiołu należy dodać 3,5 % (35 kg) cementu portlandzkiego oraz 1,5 %
(15 kg) skoncentrowanego odczynnika URRICHEM
Zasada mieszania
A. Koncentrat URRICHEM w ilości 15 kg (11,4 litra) należy rozcieńczyć z wodą w
stosunku 1:50. Odczynnik URRICHEM jest bardzo łatwo rozpuszczalny w wodzie,
nie wymaga specjalnych urządzeń mieszalniczych
B. Do mieszalnika zawierającego popiół lotny, dozuje się rozcieńczony roztwór
(URRICHEM - woda), aż do osiągnięcia optymalnej gęstości mieszanki
umożliwiającej jej pompowanie.
C. Ciągle mieszając, powoli dozuje się 35 kg cementu. Po dokładnym wymieszaniu na
wskroś, otrzymana mieszanina jest gotowa do pompowania i wypełniania wyrobisk
górniczych. Odczynnik URRICHEM znacznie ułatwia pompowanie mieszaniny.
Właściwe mieszanie z wodą gwarantuje powodzenie procesu stabilizacji popiołu lotnego.

68
9.2.2 Stabilizowanie - zestalanie odpadów
Stabilizacja chemiczna i zestalanie odpadów może być skuteczną metodą zabezpieczania
odpadów szkodliwych. Technologia stabilizująco-zestalająca URRICHEM pozwoliła na
zestalenie pyłów zawierających ołów od 0,5 % do 5,0 % wagowych (pyły te posiadały
oznaczenie K061 zgodnie z US EPA jest to odpad pyłu i osad wytworzony głównie przy
produkcji stali w piecach łukowych).
Obecnie stosowana metoda stabilizacji pyłów K016 polega na ich zestalaniu z cementem w
stosunku 1:1. Oznacza to zużycie 1 tony cementu na 1 tonę pyłu. Zastosowanie odczynnika
URRICHEM pozwala zmniejszyć zużycie cementu o 10 %. Dzięki temu objętość
składowanych produktów zmaleje a także uzyska się oszczędność rzędu 80 $ na tonie
składowanych pyłów.
9.2.3 Zastosowanie technologii URRICHEM do budowy zapór wodnych, kanałów wodnych
i regulacji rzek
Technologia URRICHEM znalazła zastosowanie w budownictwie zapór wodnych, kanałów
wodnych i regulacjach rzek. Pozwala ona na znaczne zaoszczędzenie zużycia cementu. Przy
zastąpieniu części stosowanego cementu procesu URRICHEM następuje redukcja ciepła
uwodnienia co zmniejsza znacznie ilość lokalnych pęknięć wewnątrz struktury, zwiększając
w ten sposób ogólną wytrzymałość konstrukcji. Konstrukcje wykonywane z betonu
URRICHEM wykazują wysoką gęstość strukturalną i bardzo małą penetrację wody. W USA
technologia URRICHEM stosowana była m.in. do naprawy zbiornika wodnego elektrowni na
rzecze Kansas. Technologia jest akceptowana i stosowana przez Departament Obrony oraz
Gwardię Narodową przy budowie zbiorników retencyjnych do przechowywania wody tak dla
celów przemysłowych jak i dla rolnictwa.
9.2.4 Betonowe bloki budowlane
Można je wytwarzać z udziałem odczynnika URRICHEM oraz popiołu lotnego przez
wymieszanie i zalewanie form jednak bez ich wypalania. Po ok. 3 do 5 dniach od
uformowania bloki osiągają wytrzymałość palonej cegły tj. 3,45 MPa – 10,34 MPa (końcowa
wytrzymałość może osiągnąć 48,26 MPa do 55,16 MPa z upływem czasu wytrzymałość
bloków zwiększa się. Dodatkowo trzeba podkreślić, że ilość wody zaabsorbowanej
wynosząca 10 % stanowi połowę wody absorbowanej przez paloną cegłę.
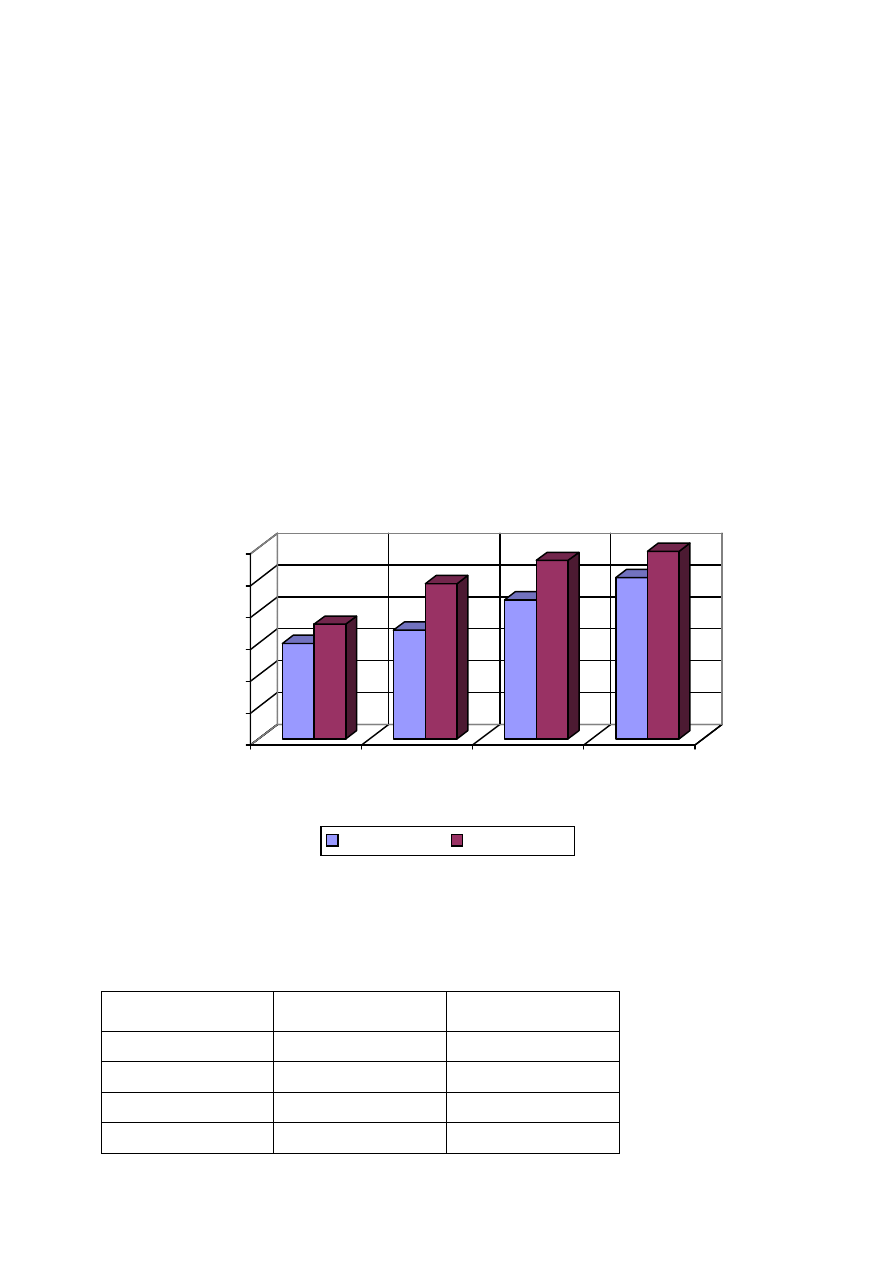
69
Poniżej podano przykłady obrazujące wpływ odczynnika URRICHEM na wytrzymałość
betonu. Pomiary wytrzymałości betonu na ściskanie przeprowadzono w różnym okresie jego
krzepnięcia. Wartościami zmiennymi w każdym zestawie są: cement portlandzki, cement
ż
użlowy z udziałem odczynnika URRICHEM, oraz bez jego udziału. Badania
przeprowadzono w oparciu o amerykańską normę ASTM C192.
W każdym z trzech przedstawionych zestawów kruszywa drobne i grube mogą zostać
zastąpione odpowiednimi frakcjami gruzu betonowego. Sprawia to możliwość użycia do 800
kg kruszywa grubego uzyskanego w procesie recyklingu gruzu budowlanego do produkcji
1 m
3
betonu URRICHEM
Rysunek 2
0
10
20
30
40
50
60
W
yt
rz
ym
ał
oś
ć
n
a
śc
is
ka
ni
e
w
[
M
P
a]
3 dni
7 dni
14 dni
28 dni
Okres krzepnięcia betonu [dni]
Wytrzymałość na ściskanie betonu zwykłego i z
dodatkiem odczynnika URRICHEM - Zestaw I
Mieszanka A
Mieszanka B
Zestaw I
Mieszanka A: 90 % cement portlandzki + 10% cement żużlowy
Mieszanka B: 90 % cement portlandzki + 10% cement żużlowy + odczynnik URRICHEM w
ilości 3,59 %
Skład mieszanki
Mieszanka A (kg/m
3
) Mieszanka B (kg/m
3
)
Cement portlandzki
395,7
395,7
Cement żużlowy
44,1
44,1
Kruszywo drobne
975,1
975,1
Kruszywo grube
795
795
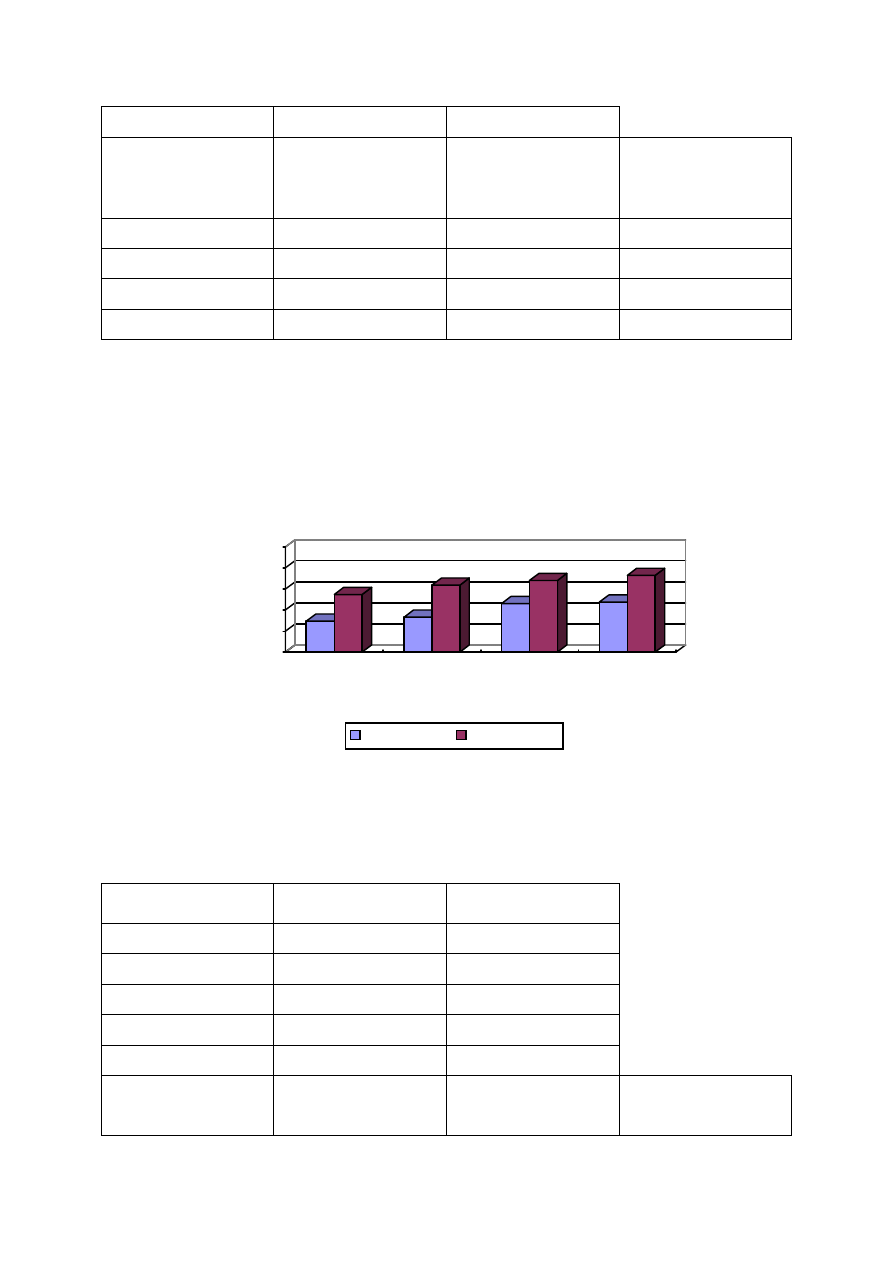
70
URRICHEM
---
35,9
Okres krzepnięcia
betonu
Przeciętna
wytrzymałość na
ś
ciskanie (MPa)
Przeciętna
wytrzymałość na
ś
ciskanie (MPa)
Wzrost
wytrzymałości [%]
3 dni
29,9
36,0
21
7 dni
34,1
48,7
43
14 dni
43,6
56,0
26
28 dni
50,6
58,9
16
Rysunek 3
0
10
20
30
40
50
W
yt
rz
ym
ał
oś
ć
na
ś
ci
sk
an
ie
[M
P
a]
3 dni
7 dni
14 dni
28 dni
Okres krzepnięcia betonu [dni]
Wytrzymałość na ściskanie betonu zwykłego i z dodatkiem
odczynnika URRICHEM - Zestaw II
Mieszanka A
Mieszanka B
Zestaw II
Mieszanka A: 10 % cement portlandzki + 90% cement żużlowy
Mieszanka B: 10 % cement portlandzki + 90% cement żużlowy + odczynnik URRICHEM w
ilości 3,59%
Skład mieszanki
Mieszanka A (kg/m
3
) Mieszanka B (kg/m
3
)
Cement portlandzki
44,1
44,1
Cement żużlowy
395,7
395,7
Kruszywo drobne
975,1
975,1
Kruszywo grube
795
795
URRICHEM
---
38,1
Okres krzepnięcia
betonu
Przeciętna
wytrzymałość na
Przeciętna
wytrzymałość na
Wzrost
wytrzymałości [%]
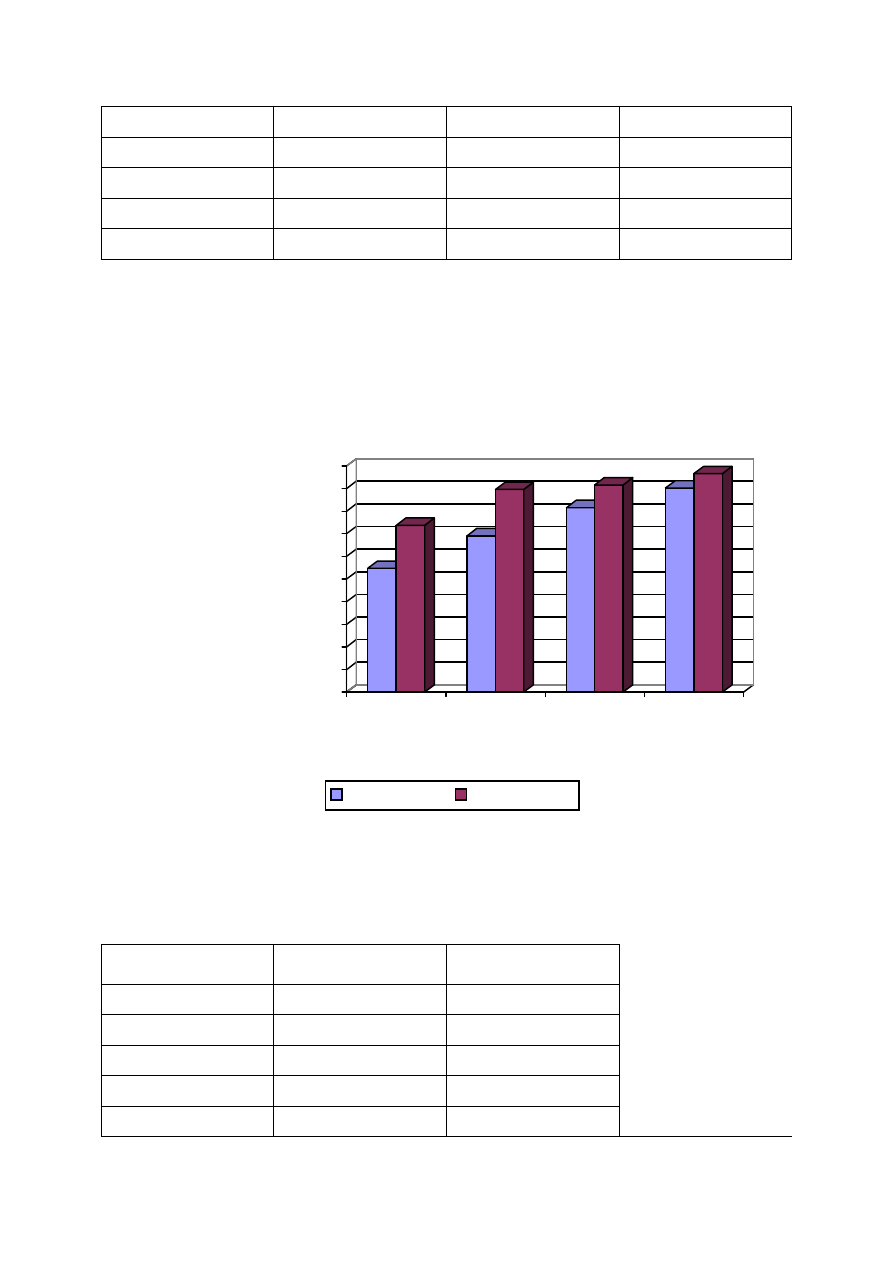
71
ś
ciskanie (MPa)
ś
ciskanie (MPa)
3 dni
14,8
27,4
85
7 dni
16,7
31,9
90
14 dni
23,2
34,0
46
28 dni
23,8
36,5
54
Rysunek 4
0
5
10
15
20
25
30
35
40
45
50
W
yt
rz
ym
ał
oś
ć
n
a
śc
is
ka
ni
e
[M
P
a]
3 dni
7 dni
14 dni
28 dni
Okres krzepnięcia betonu [dni]
Wytrzymałość na ściskanie betonu zwykłego i z
dodatkiem odczynnika URRICHEM- Zestaw III
Mieszanka A
Mieszanka B
Zestaw III
Mieszanka A: 50 % cement portlandzki + 50% cement żużlowy
Mieszanka B: 50 % cement portlandzki + 50% cement żużlowy + odczynnik URRICHEM w
ilości 3,59%
Skład mieszanki
Mieszanka A (kg/m
3
) Mieszanka B (kg/m
3
)
Cement portlandzki
220,0
220,0
Cement żużlowy
220,0
220,0
Kruszywo drobne
975,1
975,1
Kruszywo grube
795
795
URRICHEM
---
35,9
72
Okres krzepnięcia
betonu
Przeciętna
wytrzymałość na
ś
ciskanie (MPa)
Przeciętna
wytrzymałość na
ś
ciskanie (MPa)
Wzrost
wytrzymałości [%]
3 dni
27,4
36,9
35
7 dni
34,6
44,8
30
14 dni
40,8
45,8
12
28 dni
45,1
48,3
7
Rysunek 5
0
1
2
3
4
5
6
7
8
9
W
yt
rz
ym
ał
oś
ć
n
a
śc
is
ka
ni
e
w
[M
P
a]
0%
25%
50%
75%
100%
Zawartość popiołu lotnego [%]
Wpływ popiołu lotnego i odczynnika
URRICHEM na wytrzymałość betonu
Przy proporcji 25 % popiołu lotnego i 75 % piasku (bądź kruszywa betonowego o
odpowiedniej frakcji) wyprodukowany beton wykazuje największą wytrzymałość na
ś
ciskanie. Wytrzymałość ta określona była przy stałym udziale 5 % cementu. W
przeciwieństwie do betonu przygotowanego metodą tradycyjną, beton z domieszką popiołu
lotnego i odczynnika URRICHEM, wykazuje ciągły wzrost wytrzymałości na ściskanie
daleko poza granice 28 dni dojrzewania. Wyniki przeprowadzonych badań wykazują dalszy

73
50 % wzrost wytrzymałości aż do 240 dni twardnienia betonu z odczynnikiem URRICHEM.
Powyższa cecha betonu z popiołem lotnym i odczynnikiem URRICHEM, pozwala na jego
zastosowanie w konstrukcjach, w których pełne obciążenie nie wystąpi natychmiast po
ukończeniu budowy.
9.2.5 Stabilizacja i zestalanie metali toksycznych i materii organicznej
Technologia ta polega na zestaleniu odpadów toksycznych, w produkt nie wykazujący
tendencji do skażenia terenu po jego składowaniu na wysypisku śmieci. Proces polega na
wymieszaniu materiałów szkodliwych z nietoksycznym odczynnikiem URRICHEM,
cementem oraz popiołem lotnym. Mieszanie można wykonywać bezpośrednio w betoniarce,
po wymieszaniu należy zalać materiał do odpowiednich form drewnianych i pozwolić na
zakrzepnięcie przed transportem na składowisko. Proces ten może być prowadzony również
bezpośrednio na składowisku. Technologia ta została zastosowana z powodzeniem na terenie
USA do usuwania kłopotliwych odpadów oraz zanieczyszczonej gleby, zawierającej takie
szkodliwe związki jak rtęć, ołów i arszenik. Końcowa postać produktu URRICHEM posiada
następującą charakterystykę:
- niska przepuszczalność wody, brak tendencji do wycieku zanieczyszczeń na
składowisku.
- wysoki stopień stabilizacji, zgodny z wymogami US EPS
- wysoka wytrzymałość na ściskanie
- mała tendencja do zwiększenia objętości
Technologia ta jest wysoko oceniana przez EPA jako część agencyjnego programu SITE
(Fundacja Oceny Nowoczesnych Technologii). Ocenie poddawano technologię z udziałem 3
rodzajów zanieczyszczeń: zanieczyszczonej gleby, odpadów zbrylonych oraz szlamu
zanieczyszczonego olejem. Dane z testów na wypłukiwanie zanieczyszczeń wykazały jedynie
niewielki zgodny z normami amerykańskimi wyciek substancji ze stabilizowanego i
zestalonego produktu.
74
Tablica 14
Wpływ technologii stabilizująco-zestalającej URRICHEM
w procesie usuwania zanieczyszczeń
Zastosowanie
Ś
rodek szkodliwy
Koncentracja zanieczyszczeń (ppm)
Produkt nie oczyszczony Produkt oczyszczony
Pył ze stacji filtrów
workowych
Kadm - Cd
Chrom - Cr
Ołów - Pb
1267
2433
23667
< 0,01
0,08
< 0,02
Szlam ściekowy
Chrom - Cr
Ołów - Pb
Naftalen
52
2700
142
0,07
<0,001
<0,001
Gleba zanieczyszczona
arszenikiem
Arszenik - As
Arszenik - As
Arszenik - As
21000
2500
2100
3
<1
<1
Gleba zanieczyszczona
olejem
Ołów - Pb
TPH
Ołów - Pb
TPH
1300
71000
570
28000
1,6
4,2
0,37
2,3
Szlam z oczyszczalni
ś
cieków
Kadm - Cd
Chrom - Cr
Ołów - Pb
1,3-dwuchlorobenzen
etylobenzen
dwumetylobenzen
21
768
3411
6
5
115
0,01
0,05
0,1
0,005
0,005
0,005
Szlam ze zbiornika ropy
naftowej
TPH
330000
20
Zanieczyszczenia chromem
Chrom - Cr
Chrom - Cr
154
2740
0,41
0,20
Gleba zanieczyszczona
olejem
Chrom - Cr
Ołów - Pb
TPH
29
9400
2000000
< 0,40
< 0,2
3,0
Szlam zanieczyszczony
rtęcią
Rtęć - Hg
1000
0,02

75
10. Betony z aktywatorem EN-1 (USA) - opis technologii EN-1,
Aktywator EN-1 jest efektem prac naukowych w Stanach Zjednoczonych. Stosowany od
wielu lat przez Ministerstwo Transportu, Ministerstwo Rolnictwa Stosowany jest
powszechnie w USA, Kanadzie, Australii oraz Indiach i Chinach. Pełna nazwa to środek
Roadbond EN-1 do stabilizacji gruntów. Koncentrat EN-1 produkowany jest w stanie
stężonym sulfonowy „D-Limonen” rozpuszczony w kwasie siarkowym jest płynem o kolorze
ciemno-bursztynowym, ciężarze właściwym 1,7 g/cm
3
posiadającycm odczyn pH=1,0
Roztwór EN-1 stosuje się w rozcieńczeniu wodą w stosunku 1:200 do 1:600 w zależności od
wilgotności rzeczywistych gruntu. Producentem środka jest CSS Technology, Inc. P.O. Box
1355, Weatherford, TEXAS 76086 USA
10.1 Kierunki zastosowań
Wzmacniane podłoża podbudowy nawierzchnie z gruntów stabilizowanych cementem z
dodatkiem EN-1 stosuje się do budowy nośnych warstw nawierzchni drogowych, placów
postojowych, parkingów, poszerzeń istniejących dróg, poboczy, dróg tymczasowych, terenów
budowlanych, lotnisk polowych, a także impregnacji wałów przeciwpowodziowych, budowli
ziemnych narażonych na długotrwałe działanie wody. Podbudowy, nawierzchnie drogowe,
wały przeciwpowodziowe z gruntów stabilizowanych cementem z dodatkiem EN-1 mogą być
wykonywane w jednej lub wielu warstwach. Stabilizacja cementem (lub popiołami lotnymi) z
dodatkiem EN-1 szczególnie zalecana jest do gruntów wysadzinowych, gliniastych, lessów,
iłów.
10.2 Technologia wykonywania prac stabilizujących podłoże przy
zastosowaniu EN-1
Instytut Badawczy Dróg i Mostów Zakład Geotechniki opracował w maju 1999 roku
Instrukcję laboratoryjną i technologiczną stosowania stabilizatora gruntów EN-1 do celów
drogowych.
Technologia wykonywania prac ze środkiem EN-1 wymaga zastosowania prostych maszyn
budowlanych:
Do robót ziemnych: spycharki, równiarki, walce ogumione i stalowe wibracyjne,
zagęszczarki płytowe, ubijaki mechaniczne.

76
Do wytwarzania mieszanek gruntowo-spoinowych: mieszarki lub frezy jedno lub
wielowirnikowe, spycharki równiarki lub sprzęt rolniczy do spulchniania i profilowania
gruntu, rozsypywarki wyposażone w osłony przeciwpylne i szczeliny o regulowanej
szerokości do rozsypywania cementu, przewoźne zbiorniki na wodę, wyposażone w
urządzenia do równomiernego , kontrolowanego dozowania wody.
Do zagęszczania: walce okołkowane, walce ogumione, walce statyczne i wibracyjne stalowe
zagęszczarki płytowe, ubijaki mechaniczne lub małe walce wibracyjne do zagęszczania w
miejscach trudnodostępnych
Wykonanie robót polega na nawilgoceniu gruntu do wilgotności optymalnej wodą i
roztworem wody i EN-1 w stosunku 1:200 do 1:500 po 2 godzinach rozściela się cement w
ilości wg receptury maksymalnie 4,5 %. Następnie miesza się cement z gruntem wstępnie
zagęszcza a po wyprofilowaniu zagęszcza ostatecznie do wskaźników określonych
każdorazowo przez projektanta (Is > 0,95 dla podłoża i Is >1 dla podbudowy pomocniczej)
Następnie warstwę należy pielęgnować przez okres pierwszych 7 dni utrzymując w stanie
wilgotności zbliżonej do optymalnej.
10.3 Wykaz obiektów na których zastosowano technologię EN-1 wraz z
referencjami
1. Stabilizację gruntu pod budowę drogi na obszarze 8816 m2 przy użyciu EN-1. Autostarda
A-4 km 104 Wrocław-Legnica Wykonawca „Eureko” Katowice i Heilit Woerner
Warszawa dla Generalnej Dyrekcji Dróg Publicznych Oddział Płd.-Zach. realizacja we
wrześniu i październiku 1999 r.
2. BBB Polska Sp. z o.o. wykonanie przez spółkę „EUREKO’ Sp. z o.o. robót
stabilizacyjnych podbudowy pod drogi kołowe i posadzki magazynu wysokiego
składowania na obiekcie BUDERUS Technika Grzewcza Sp. z o.o. w Czeladzi k. Katowic
3. Nowy Sącz remont ulic i dróg, Inwestor - Miejski Zarząd Dróg i Zarząd Miasta Nowy
Sącz, wykonawca - Zakład Budowy Dróg W. Gryzło, IX - XI 2000 rok, recykling asf.
betonu i podbudowy
4. Sosnowiec, Inwestor Castorama Handlowe Centrum 40 000 m2, wykonawca - MT Polska
+ Dynamic Road Ltd. Grębocin IX - XI 2000 r.
5. Port Lotniczy Katowice Pyrzowice płyta postojowa samolotów, wykonawca - Heilit +
Werner + PRDiM Kędzierzyn- Koźle VIII - X 2000

77
Ś
rednie zużycie koncentratu EN-1 na wykonanie recyklingu starej nawierzchni asf.-
betonowej (z górną warstwą podbudowy), podbudowy lub podłoża gruntowego, drogi
gruntowej o grubości 25 - 30 cm na 1 m
2
nawierzchni potrzeba ok. 0,04 litra EN-1. Całkowity
koszt wykonania 1 m
2
drogi przy założeniu szerokości drogi 6,0 m i przy realizacji 300 - 500
mb/dzień wynosi 45,00 - 55,00 zł/m
2
Dotychczasowe efekty utwardzania gruntów z użyciem EN-1 wykazują, że jest to bardzo
dobre, ekologiczne spoiwo, pozwalające na szybkie i oszczędne realizowanie zadań w
zakresie budowy i renowacji dróg, placów, parkingów, lotnisk polowych, ścieżek
rowerowych, dojazdów do lasów i terenów rolnych. Proponowana przy użyciu EN-1
technologia stabilizacji gruntów stanowi techniczne i kosztowo oszczędne rozwiązanie
gwarantujące o wiele większą trwałość konstrukcji drogowych.
11. Materiały do uszczelnień i wzmacniania podłoża: wały
przeciwpowodziowe, zbiorniki wodne, składowiska - kompozyt
krzemianowo-popiołowy, beton URRICHEM
Oba przedstawione powyżej materiały znakomicie nadają się do uszczelniania i wzmacniania
podłoża. W przypadku konkretnego rozwiązywanego problemu można tak dobrać skład
wyjściowy kompozytu czy to krzemianowo-popiołowego czy też betonu URRICHEM, że
możemy niejako sterować właściwościami tworzonego materiału. Przeprowadzono prace w
trakcie których zastępowano do 60 % kruszywa naturalnego - piasku odpowiednią frakcją
gruzu betonowego uzyskując bardzo pozytywne efekty wytrzymałościowe. W przypadku
zastosowań materiału do uszczelniania podłoża ilość gruzu betonowego nie powinna
przekraczać 20 % masy surowców stałych (tj. popiołu, cementu i kruszywa). Zaletą obu
przedstawionych w powyższych rozdziałach technologii jest stosowanie materiałów
odpadowych, które w efekcie pozwalają zastępować surowce naturalne. (popiół lotny,
kruszywo uzyskane z gruzu budowlanego)
12. Możliwości ilościowe zagospodarowania odpadów
budowlanych - gruz betonowy i ceglany
Wyburzania i rozbiórki wszelkich obiektów i budowli, a w szczególności: obiektów
przemysłowych, obiektów wojskowych, budynków mieszkalnych, dróg i placów, budowli

78
hydrotechnicznych, konstrukcji żelbetonowych i betonowych dostarczają bardzo dużych
ilości gruzu budowlanego w miejscu prowadzonych robót wyburzeniowych i rozbiórkowych.
Kruszenie i zagospodarowywanie materiałów odpadowych budownictwa i drogownictwa,
takich jak: beton, żelbeton, gruz budowlany, asfaltobeton może być prowadzone zarówno u
zleceniodawcy jak i na terenie zakładów przetwarzających ten typ odpadów. Względy
ś
rodowiskowe (hałas i zapylenie) nakazują wykonywać tego typu prace poza miejscem
prowadzenia prac rozbiórkowych i wyburzeniowych. Za przeprowadzaniem tego typu prac
bezpośrednio na placu budowy przemawia fakt ograniczenia pracy sprzętu transportowego
(zwłaszcza w przypadku możliwości zagospodarowania tego typu odpadów bezpośrednio na
placu budowy). Obecne przepisy prawne dotyczące gospodarowania odpadami, właściwości
odpadów poddanych recyklingowi, duża i łatwa dostępność do materiału z powodu
„przebudowy” kraju sprawiają, że jest to materiał znajdujący odbiorców. W skali kraju nie
istnieje większy problem z zagospodarowaniem tego odpadu. Wysiłek firm stosujących ten
materiał idzie w kierunku uzyskiwania atrakcyjnych materiałów zastępujących kruszywa
naturalne (jeden z wymogów nowej Ustawy - Prawo Ochrony Środowiska). Aby tak było
niezbędne jest właściwe pozyskiwanie materiału rozbiórkowego. Materiał zmieszany bowiem
z odpadami niebezpiecznymi jak choćby azbest sprawia, że nie można stosować odpadów
budowlanych w postaci gruzu betonowego i ceglanego do produkcji nowego
pełnowartościowego kruszywa. Koszt rozdzielania takiego materiału jest bowiem wysoki i
sprawia, że kruszywo produkowane z drogiego surowca wyjściowego może nie znajdować
zastosowania. Należy zatem dbać o właściwe prowadzenie prac rozbiórkowych. Ostatnia
tragedia w USA pokazała dokładnie jak problematyczne jest prowadzenie prac
rozbiórkowych w centrum miasta w przypadku zastosowania jako materiału izolacyjnego
azbestu.
13. Wnioski, propozycje, możliwości kooperacji i współpracy
Wykorzystywanie materiałów odpadowych uzyskiwanych z rozbiórki obiektów budowlanych
będzie jeszcze przez długi okres czasu bardzo perspektywiczną dziedziną budownictwa. Kraj
jest w przededniu boomu budowlanego. Perspektywa bliskiego wejścia do UE powinna
przedsiębiorstwom działającym w tej branży uświadomić konieczność zjednoczenia wysiłków
aby przeciwstawić się firmom zachodnim, które uzbrojone w odpowiednie atesty, aprobaty i
normy unijne wejdą na polski rynek wraz z wejściem Polski do UE. Z chwilą rozpoczęcia

79
programu budowy autostrad w Polsce wystąpi problem z pozyskiwaniem kruszywa pod
budownictwo przemysłowe i mieszkaniowe. Zapotrzebowanie na kruszywa wzrośnie bowiem
niepomiernie. Tak jak w innych gałęziach gospodarki zajmującej się odpadami obserwuje się
tworzenie stowarzyszeń producentów, tak i w branży recyklingu gruzu budowlanego należy
dążyć do podobnych struktur. Umożliwi to łatwiejsze zdobywanie atestów i aprobat, których
koszt jest obecnie dla wielu małych rozproszonych firm nie do akceptacji. Wyeliminuje to z
rynku widoczne jeszcze dzisiaj firmy działające z ominięciem prawa (zwłaszcza dotyczącego
gospodarowania odpadami i sposobu postępowania z nimi). Wiele firm dzisiaj prowadzi
działalność rozbiórkową bez posiadania odpowiednich certyfikatów i pozwoleń (np. na prace
związane z rozbiórką i transportem eternitu itp.)
Sytuacja w roku 2002 sprawi, że firmy działające na rynku recyklingu odpadów budowlanych
zaczną bardziej aktywnie kooperować między sobą. Możliwości kooperacji stwarzają
istniejące stowarzyszenia jak choćby Polska Unia Gospodarki Odpadami (PUGO)
PUGO powołane zostało w 1997 r. z inicjatywy pięciu przedsiębiorstw działających w tej
branży. Jego celem jest: wspieranie rozwoju nowoczesnej, proekologicznej gospodarki
odpadami oraz tworzenie rynku i przemysłu przetwórstwa odpadów, jako integralnej części
działań na rzecz rozwoju środowiska naturalnego. PUGO zrzesza obecnie 33 spółki z całego
kraju dysponujące wysokim potencjałem kadrowym, technicznym i technologicznym. Są
wśród nich przedsiębiorstwa zajmujące się zbieraniem, transportem i utylizacją odpadów oraz
recyklingiem, producenci sprzętu i pojazdów. Firmy te obsługują ponad 5 milionów ludności
w zakresie odpadów komunalnych. Sensem i treścią działalności PUGO jest udzielanie
pomocy organizacyjnej i intelektualnej przedsiębiorcom, rozwiązywanie ich konkretnych
problemów, wymiana informacji oraz działalność edukacyjna. Do współpracy zapraszani są
wszyscy przedsiębiorcy zajmujący się szeroko pojętą gospodarką odpadami, pozarządowe
organizacje ekologiczne jak również samorządy lokalne.
Podstawowe zadania organizacji to:
działanie na rzecz tworzenia nowoczesnego i kompleksowego systemu gospodarki odpadami
-w oparciu o najnowocześniejsze technologie- w zgodzie z zasadami zrównoważonego
rozwoju; wspieranie tworzenia prawnych i finansowych instrumentów proekeologicznej
gospodarki odpadami, ochrona interesów przedsiębiorstw działających w Unii;
rozwój branżowej współpracy międzynarodowej; działalność szkoleniowa;
współpraca z innymi organizacjami i instytucjami na rzecz ochrony środowiska oraz
wspieranie zasad zrównoważonego rozwoju;

80
Poprzez struktury Unii organizowane są silne lobby na rzecz wprowadzenia odpowiednich
instrumentów prawnych i mechanizmów ekonomicznych gwarantujących wdrażanie
nowoczesnych zasad proekologicznej gospodarki odpadami. Od chwili swego powstania
Polska Unia Gospodarki Odpadami zabiegała o wprowadzenie 7% stawki VAT na usługi
związane usuwaniem odpadów a obecnie uczestniczy w pracach związanych z tworzeniem
nowego prawa odpadowego.
W Zgromadzeniu Fundacji "Polska Unia Gospodarki Odpadami" zasiadają obecnie
przedstawiciele 33 przedsiębiorstw z branży.
14. Literatura
1. Rozporządzenie Ministra Gospodarki z dnia 2 listopada 2000 r. w sprawie określenia
odpadów, które powinny być wykorzystywane w celach przemysłowych, oraz
warunków, jakie muszą być spełnione przy ich wykorzystywaniu (Dz. U. Nr 100, poz.
1078).
2. J. Pachowski : Popioły lotne i ich zastosowanie w budownictwie drogowym.
Wydawnictwo KiŁ. Warszawa 1976 r.
3. BN-79/6732.09. Popioły lotne i żużle z kotłów opalanych węglem kamiennym i
brunatnym. Klasyfikacja, terminy, definicje.
4. Główka W., Kałęcki H., Kuziemska I., Knop M., Nowak J.K., Quant B.: Zastosowanie
popiołów do powierzchniowego uszczelniania gruntów i budowli hydrotechnicznych.
Sprawozdanie roczne z badań w problemie węzłowym 01.3.13. Gdańsk: Instytut
Budownictwa Wodnego PAN, 1976-1980.
5. Quant B.: Skład chemiczny jako podstawa prognozowania parametrów
lepkosprężystego
modelu
kompozytu
krzemianowo-popiołowego.
Rozprawy
Hydrotechniczne 1985, Z. 47.
6. Quant B., Knop M., Sułek Z.: Technologia stosowania kompozytów krzemianowo-
popiołowych
do
wytwarzania
uszczelnień
w
budownictwie
lądowym
i
hydrotechnicznym z wykorzystaniem surowców wtórnych i odpadowych.
Sprawozdania roczne z realizacji tematu w Centralnym Programie Badawczo-
Rozwojowym 11.10, cel: 11.10.58 1986-1988 Gdańsk: Instytut Budownictwa
Wodnego PAN.

81
7. Quant B.: Zastosowanie popiołów lotnych do uszczelniania gruntów pod wysypiskami
komunalnymi. W: (Materiały) Międzynarodowa Konferencja „Zagospodarowanie
odpadów paleniskowych i odpadów z odsiarczania spalin”. Świnoujście, 17-18
listopada 1994 r.
8. Kołodziej-Nowakowska M., Kuncerowicz-Jakubowska M. (1996) Rekultywacja z
wykorzystaniem mieszanin popiołowo-żużlowych z zespołu Elektrowni Dolna Odra, a
wymagania ochrony środowiska. Materiały Konferencji Naukowo-Technicznej nt.:
"Produkty uboczne spalania węgla w energetyce, jako pełnowartościowy surowiec".
Ś
winoujście, 19-22 września 1996.
9. Wysokiński L. Popioły z elektrowni i odpady z odsiarczania jako materiał do
podsadzania wyrobisk powęglowych. Materiały Międzynarodowej Konferencji nt.:
"Zagospodarowanie odpadów paleniskowych i odpadów z odsiarczania spalin".
Ś
winoujście, 17-18 listopad 1994.
10. Ewertowska-Madej Z., Szymański K.: Choice of criteria of the fly-ash selection for
protective layers building. W: (Materiały) 4
th
International Symp. on the Reclamation,
Treatment and Utilization of Coal Mining Wastes. Kraków, September 6-10 1993.
11. Góra E., Hycnar J.: The properties of volatile ash anabling its utilization in agriculture.
W: (Materiały) 4
th
International Symp. on the Reclamation, Treatment and Utilization
of Coal Mining Wastes. Kraków, September 6-10 1993.
12. Żak M, Góra E., Hycnar J.: Reclamation of fly ash storage yards. W: (Materiały) 4
th
International Symp. on the Reclamation, Treatment and Utilization of Coal Mining
Wastes. Kraków, September 6-10 1993
13. Małusecka M.: Toksyczność i występowanie pierwiastków śladowych w popiołach
lotnych. W: (Materiały) Seminarium „Własności ekologiczne i użytkowe popiołów
lotnych”. Katowice 1988.
14. Popioły z energetyki - Nowoczesne Technologie Zagospodarowania - VI
Międzynarodowa Konferencja Naukowo-Techniczna, 13-15 października 1999 r.
Licheń Stary k/Konina.
15. Quant Bernard - Silikatyzacja popiołów lotnych i fosfogipsów - bezpieczna dla
ś
rodowiska metoda utylizacji odpadów - - Zeszyty Naukowe Politechniki Gdańskiej
Nr 557 Budownictwo Wodne XLIV 1997.
16. Mieszaniny popiołowo-żużlowe z mokrych składowisk zespołu elektrowni Dolna
Odra do budownictwa Drogowego i rekultywacji - Nowe Czarnowo 1995 r.

82
17. Raport o stanie środowiska województwa pomorskiego w 1999 roku Wojewódzki
Inspektorat Ochrony Środowiska w Gdańsku. Biblioteka Monitoringu Środowiska.
18. Ustawa o odpadach z dnia 27 czerwca 1997 r. (Dz. U. Nr 96 z 1997 r., poz. 592);
19. Ustawa o ochronie gruntów rolnych i leśnych z dnia 3 lutego 1995 r. (Dz. U. Nr 16,
poz. 78 ze zmianami);
20. Technologia URRICHEM i jej zastosowanie - Envitech - Poland, sp. z o.o. Katowice
2000 r.
21. „Szare na złote” - Biuletyn Unii Przedsiębiorstw Ubocznych Produktów Spalania UPS
Nr 5 (październik) 1999 r.
22. Makroniwelacja i rekultywacja z zastosowaniem popioło-żużli z energetycznego
spalania węgla. - Ekotech Sp. z o.o. 1999 r. Szczecin.
23. Instytut Gospodarki Odpadami w Katowicach - Katalog maszyn i urządzeń do
utylizacji odpadów - Katowice 1996 r.
24. Aprobaty techniczne i adresy towarzystw certyfikacyjnych. Murator Sp. z o.o. opr.
Mariusz Kondrat. Warszawa 1998.
25. Instrukcja laboratoryjna i technologiczna stosowania stabilizatora gruntów EN-1 do
celów drogowych - Instytut Badawczy Dróg i Mostów - Zakład Geotechniki, 03-301
Warszawa, ul. Jagiellońska 80, maj 1999.
26. Specyfikacja techniczna podłoży, podbudowy lub nawierzchni z gruntów
stabilizowanych cementem (lub popiołami lotnymi) z dodatkiem ulepszającym EN-1
EnvTechPoland s.c. Katowice, ul. Brzozowa 13, 1999 r.
27. RoadBond EN-1, EnvTechPoland s.c. Katowice, ul. Brzozowa 13, 1999 r.
Wyszukiwarka
Podobne podstrony:
Fermentacyjne technologie zagospodarowanie odpadów
SPOSOBY ZAGOSPODAROWANIA ODPADÓW, Prezentacje Biologiczne PPT, Ekologia
program usuwania odpadow w przedszkolu, organizacja-pracy
zagospodarowanie odpadów i osadów ściekowych
2)ĆWICZENIE 3 ZAKRES PROGRAMU GOSP ODPADAMI BUDOWLANYMI
Fermentacyjne technologie zagospodarowanie odpadów
36 Zbiórki i recyklingu tworzyw sztucznych w rur odpadów budowlanych i rozbiórkowych strumienia
Zagospodarowanie odpadów i tworzyw
Program IV IM(1), Mechanika Budowli
program egzaminów na uprawnienia budowlane styczeń 2010(1)
Projekt zagospodarowania dzialki zadanie, Fizyka Budowli - WSTiP, Budownictwo ogólne, Budownictwo Og
Szczegółowy program egzaminów na uprawnienia budowlane, Uprawnienia budowlane
Prawo budowlane i zagospodarowanie przestrzenne-egzamin, UMK Administracja, Wykłady, Prawo budowlane
Program szkolny - Zasady zagospodarowania programu, KN, rok I, Dydaktyka
Program- inst. budowlane, Budownictwo, VI sem MiBP, od natali VI sem, INSTALACJE BUDOWLANE, materiał
pn en 11091 iso 2001 rysunek budowlany projekty zagospodarowania terenu
B 1 Szczegółowy program egzaminów na uprawnienia budowlane
więcej podobnych podstron