
1
Politechnika Poznańska
Instytut Technologii Mechanicznej
Laboratorium
Obrabiarek Sterowanych Numerycznie
Nr 4
Programowanie dialogowe w układzie sterowania firmy Heidenhain
z wykorzystaniem cykli obróbkowych
Opracował: Dr inż. Wojciech Ptaszyński
Poznań 11 października 2005
2
1.
Cel ćwiczenia
Celem ćwiczenia jest zapoznanie się z podstawami programowania cykli obróbkowych w
układzie sterowania typu TNC firmy Heidenhain.
2. Wprowadzenie
W celu ułatwienia programowania zabiegów standardowych np. głębokiego wiercenia oraz
usuwania materiału z obszarów zamkniętych wprowadzono w układach sterowania typu TNC
cykle obróbkowe.
Najważniejsze cykle obróbkowe w układzie TNC 407 to:
Cykle proste
Nr
cyklu
Nazwa
Funkcja
1
PECKING
wiercenie,
2
TAPPING
gwintowanie,
17
RIGID TAPPING
gwintowanie,
18
THREAD CUTTING
frezowanie gwintów,
3
SLOT MILLING
frezowanie kieszeni wpustowych,
4
POCKET MILLING
frezowanie kieszeni prostokątnych,
5
CIRCULAR POCKET MILLING
frezowanie kieszeni okrągłych,
Cykle SL I
Nr
cyklu
Nazwa
Funkcja
14
CONTOUR GEOMETRY
definiowanie zarysu,
21
PILOT DRILLING
nawiercanie,
22
ROUGH-OUT
obróbka zgrubna,
23
CONTOUR MILLING
frezowanie zarysu,
25
CONTOUR TRAIN
Frezowanie zarysu otwartego (ścieżki)
Transformacja współrzędnych
Nr
cyklu
Nazwa
Funkcja
7
DATUM SHIFT
przesunięcie układu współrzędnych,
8
MIRROR IMAGE
odbicie lustrzane,
10
ROTATION
obrót,
19
WORKING PLANE
pochylenie płaszczyzny
11
SCALING FACTOR
Skalowanie
26
AXIS-SPECIFIC SCALING
Skalowanie dowolne
Cykle specjalne
Nr
cyklu
Nazwa
Funkcja
9
DWELL TIME
zatrzymanie czasowe,
12
PGM CALL
wywołanie programu,

3
Każdy cykl przed użyciem musi być zdefiniowany. Definicja cykli odbywa się według
schematu:
Rozpoczęcie definicji cyklu
za pomocą klawiszy kursora wybrać odpowiedni
cykl
lub po wciśnięciu klawisza GOTO należy
wprowadzić numer cyklu
7
Zależnie od rodzaju cyklu są dwa sposoby uruchomienia cyklu:
a) uruchamiane po zdefiniowaniu (nie wymagają wywołania):
• Cykle transformacji współrzędnych,
• Cykl DWELL TIME
• Cykle SL takie jak CONTOUR GEOMETRY i CONTOUR DATA
b) uruchamiane poprzez wywołanie funkcji:
• CYCL CALL - wywoływane w jednym bloku – osobny blok programu.
• M99
- wywoływane w jednym bloku – w funkcja „M”
Uwaga:
- w cyklach współrzędne ruchu w osi narzędzia (zwykle „Z”) są podawane jako
inkrementalne ale bez literki „I”,
- znak przy parametrze DEPTH określa kierunek ruchu: „–” – przeciwnie, „+” zgodnie ze
zwrotem osi,
Przykład
6 CYCL DEF 1.0 PECKING
7 CYCL DEF 1.1 SET UP +2
8 CYCL DEF 1.2 DEPTH -15
9 CYCL DEF 1.3 PECKG +10
...
Posuw w cyklach podaje się w mm/min a zatrzymanie czasowe (dwell time) w sekundach.
4
2.1. Cykle podstawowe (wybrane)
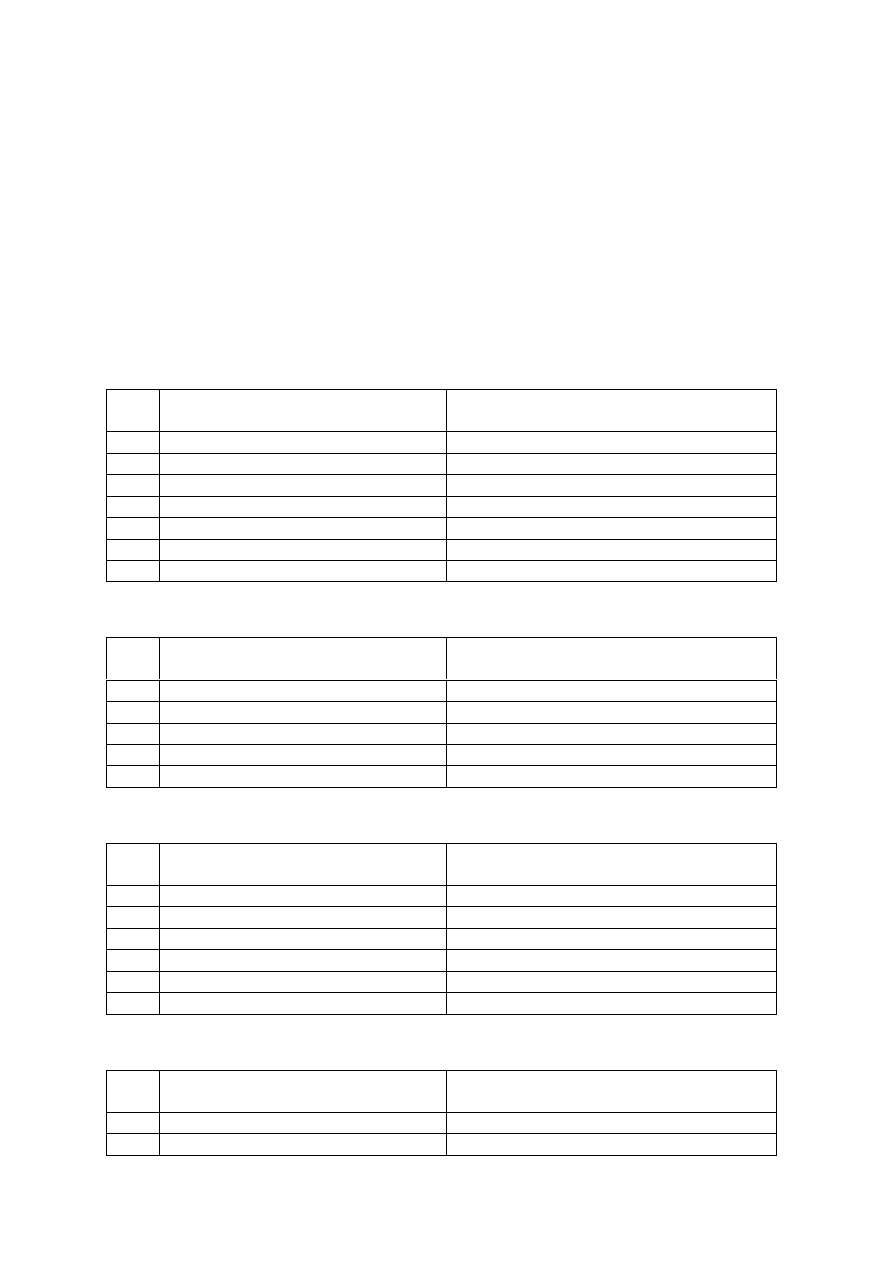
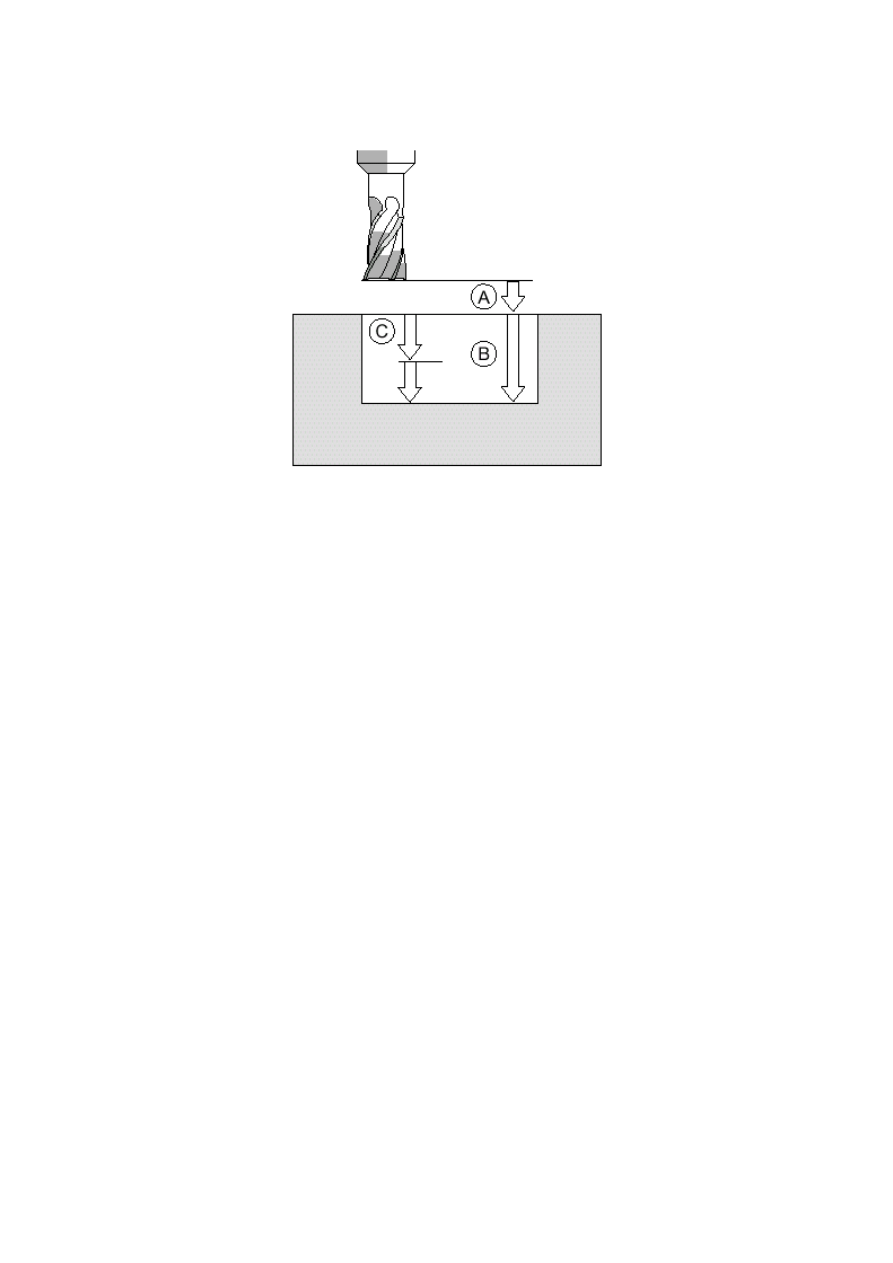
PECKING (1) – głębokie wiercenie
Cykl głębokiego wiercenia polega na wielokrotnym wchodzeniu i wychodzeniu narzędzia
z otworu w celu usunięcia wióra.
Definicja cyklu
CYCL DEF – wybrać cykl 1 PACKING
- SETUP CLEARANCE: odległość narzędzia od płaszczyzny roboczej (A),
- TOTAL HOLE DEPTH: całkowita głębokość otworu liczona od płaszczyzny roboczej (B),
- PECKING DEPTH:
krok wiercenia(C),
- DWELL TIME:
opóźnienie czasowe wysunięcia narzędzia z otworu w sekundach,
- FEED RATE:
posuw wiercenia,
Jeśli TOTAL HOLE DEPTH = PECKING DEPTH to narzędzia zagłębia się w materiał w
jednym kroku.
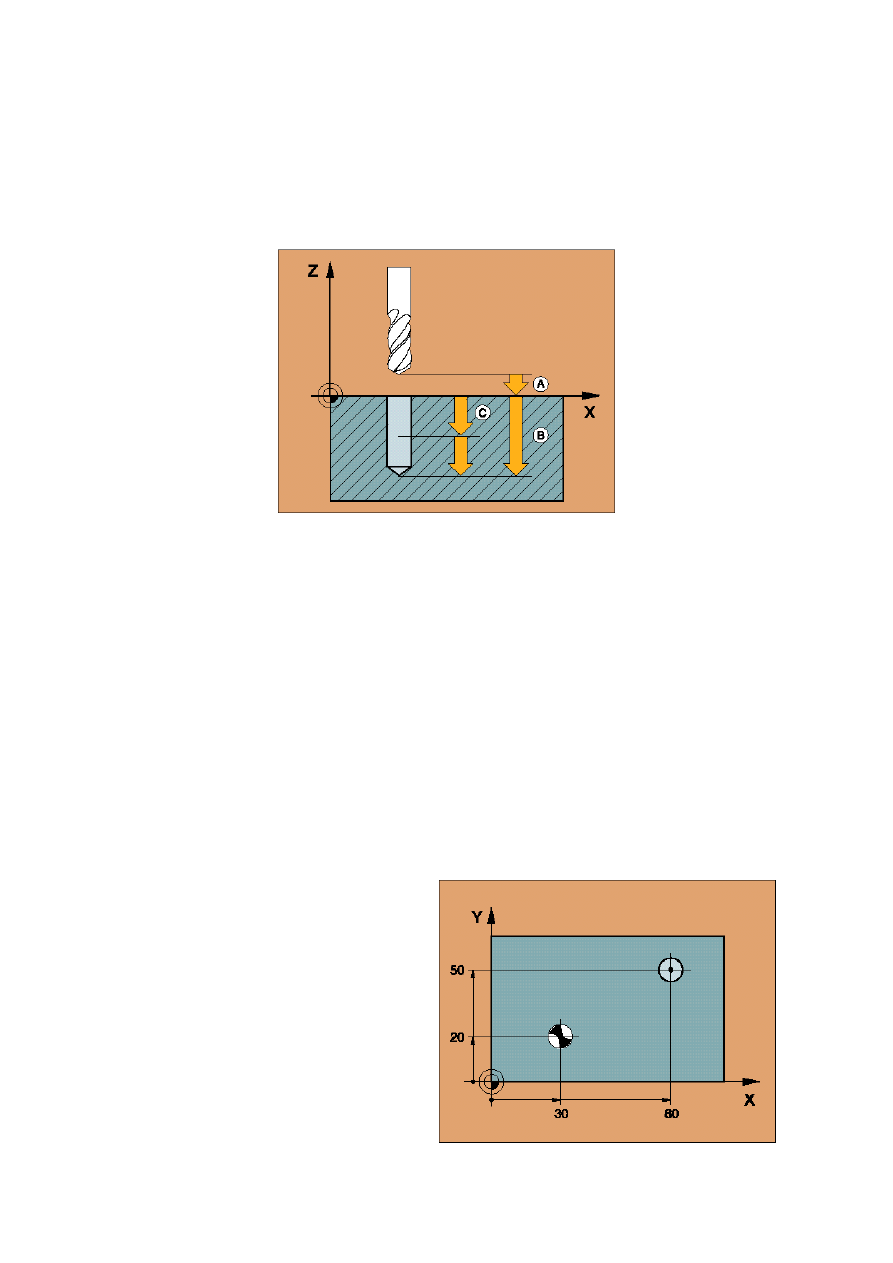
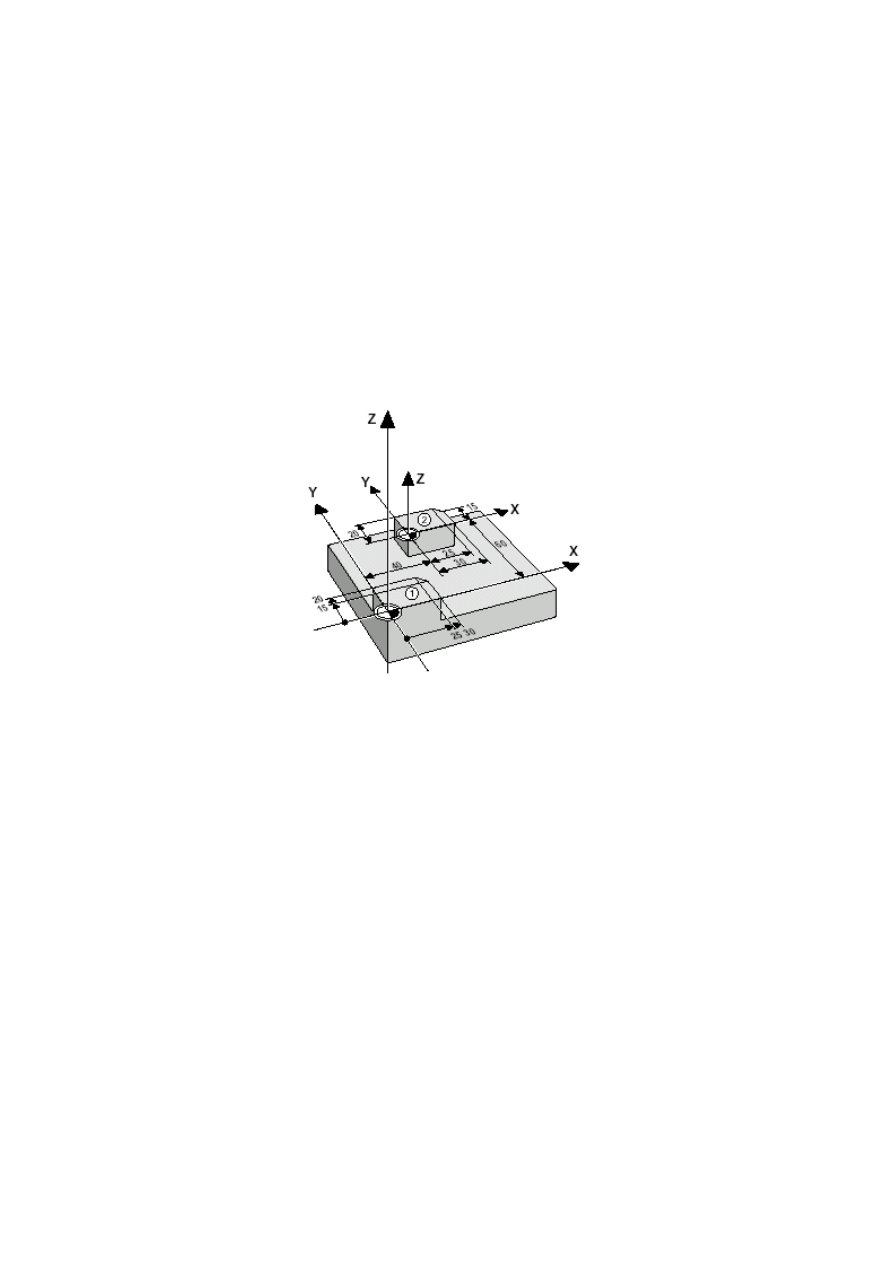
Przykład:
Wykonać otwory wg. rysunku o głębokości całkowitej 15 mm, w jednym przejściu 7.5 mm,
z zatrzymaniem na dnie otworu przez 1 s, z posuwem 80 mm/min.
...
6 CYCL DEF 1.0 PECKING
7 CYCL DEF 1.1 SET UP +2
8 CYCL DEF 1.2 DEPTH -15
9 CYCL DEF 1.3 PECKG +7.5
10 CYCL DEF 1.4 DWELL 1
11 CYCL DEF 1.5 F80
12 L Z+100 R0 FMAX M6
13 L X+30 Y+20 FMAX M3
14 L Z+2 FMAX M99
15 L X+80 Y+50 FMAX M99
16 L Z+100 FMAX M2
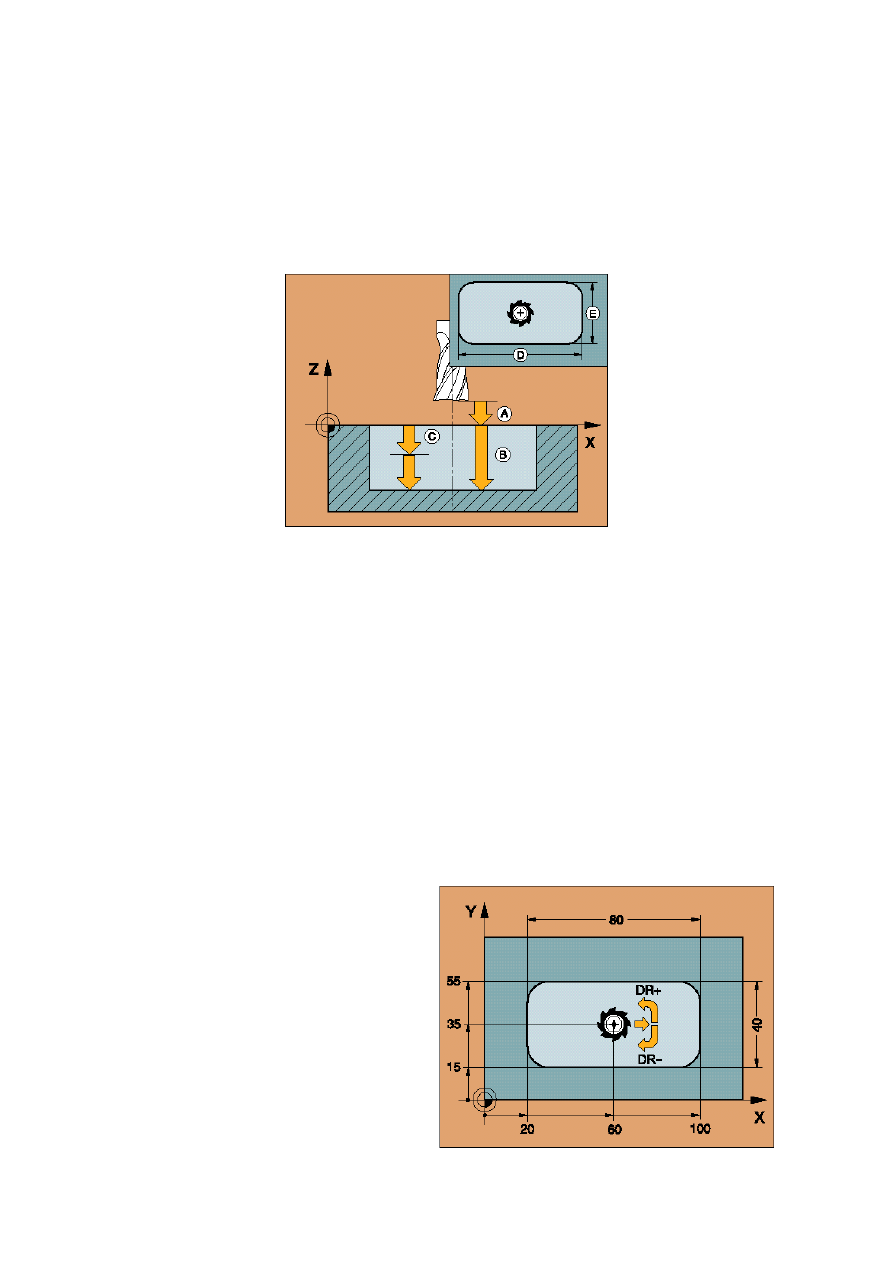
POCKET MILLING (4) – frezowanie
5
kieszeni prostokątnych
Cykl ten wymaga stosowania freza palcowego z możliwością wiercenia (ISO 1641) lub
nawiercenia w punkcie środkowym kieszeni.
Narzędzie rozpoczyna frezowanie w dodatnim kierunku dłuższej osi kieszeni lub gdy
kieszeń jest kwadratowa to wzdłuż osi Y.
Przed wywołaniem cyklu narzędzie musi być ustawione nad punktem środkowym
kieszeni.
Definiowanie cyklu
CYCL DEF: wybrać cykl 4 POCKET MILLING
- SETUP CLEARANCE:
odległość narzędzia od płaszczyzny roboczej (A),
- MILLING DEPTH:
głębokość kieszeni (B),
- PECKING DEPTH:
grubość warstwy skrawanej (C),
- FEED RATE FOR PECKING:
posuw dla wchodzenia w głąb (wiercenia),
- FIRST SIDE LENGTH:
oznaczenie osi i długość kieszeni (D),
- SECOND SIDE LENGTH:
oznaczenie osi i szerokość kieszeni (E),
- FEED RATE:
posuw przy frezowaniu,
- ROTATION CLOCKWISE: DR–: kierunek skrawania,
DR+ - skrawanie współbieżne,
DR– - skrawanie przeciwbieżne,
- ROUNDING-OFF RADIUS R:
promień zaokrąglenia narożników,
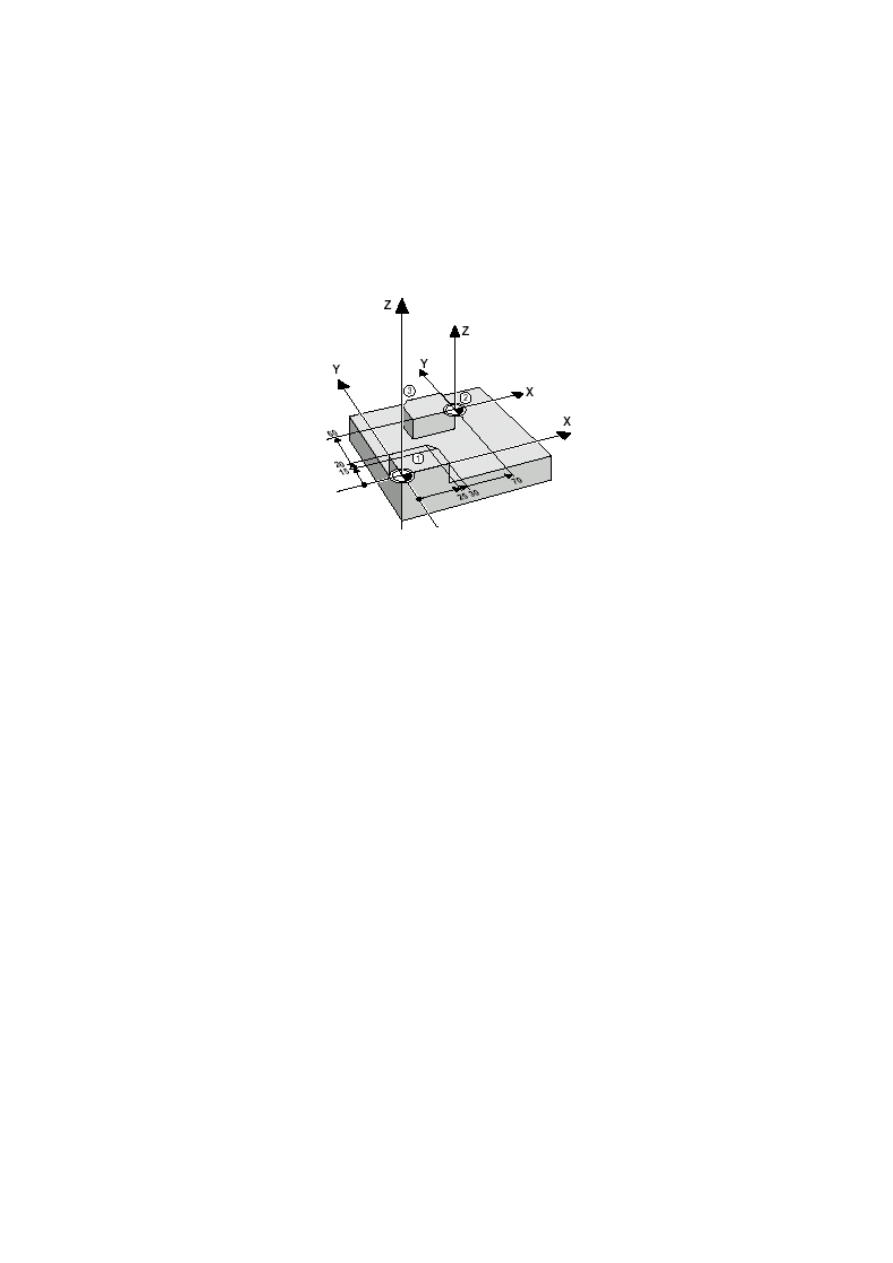
Przykład
Wyfrezować kieszeń wg rys. i głębokości 10 mm, grubość jednej warstwy 4 mm, posuw
wiercenia 80 mm/min, posuw frezowania
100 mm/min
12 CYCL DEF 4.0 POCKET MILLING
13 CYCL DEF 4.1 SET UP+2
14 CYCL DEF 4.2 DEPTH-10
15 CYCL DEF 4.3 PECKG+4 F80
16 CYCL DEF 4.4 X+80
17 CYCL DEF 4.5 Y+40
18 CYCL DEF 4.6 F100 DR+ R 10
19 L Z+100 R0 FMAX M6
20 L X+60 Y+35 FMAX M3
21 L Z+2 FMAX M99
6
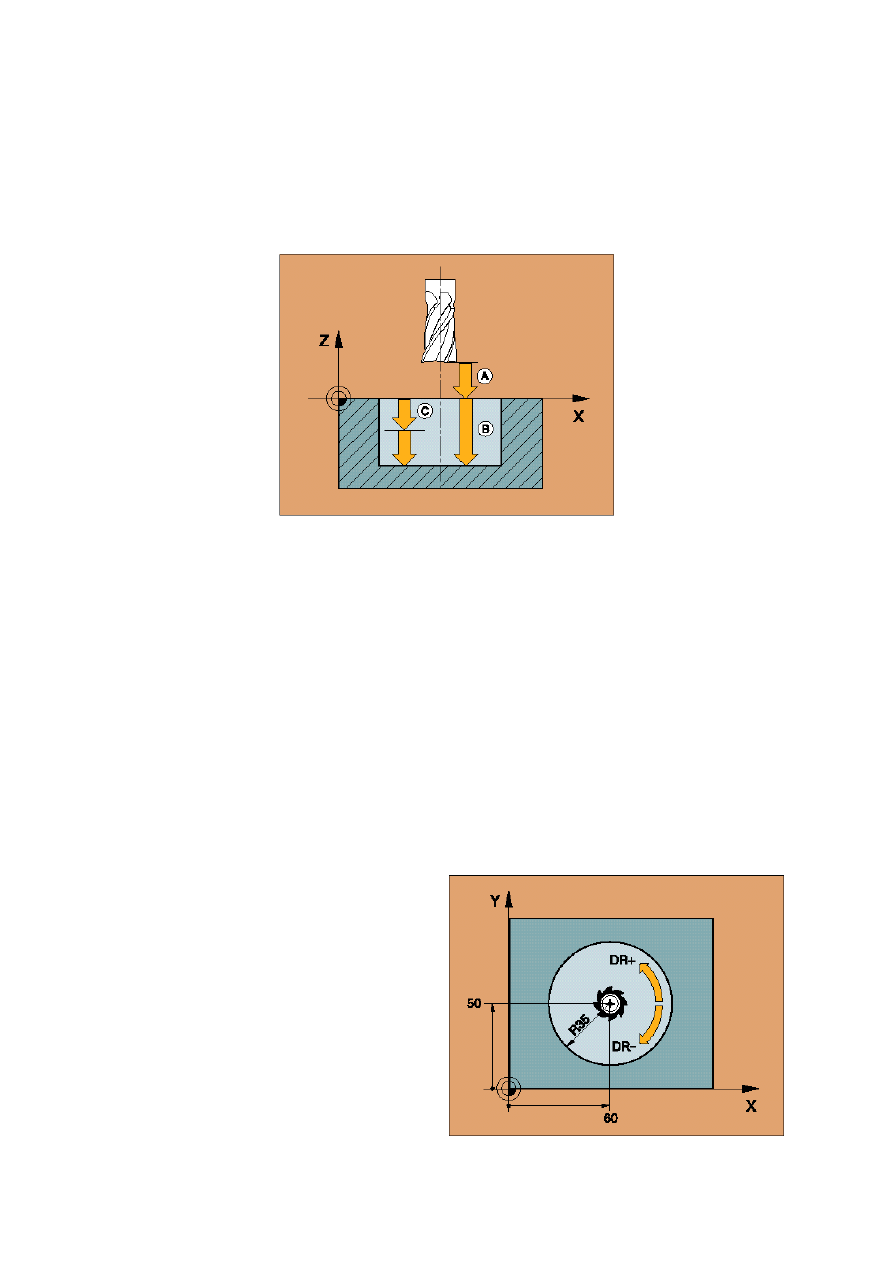
CIRCULAR POCKET MILLING (5) – frezowanie kieszeni okrągłych
Cykl ten wymaga stosowania freza palcowego z możliwością wiercenia (ISO 1641) lub
nawiercenia w punkcie środkowym kieszeni.
Przed wywołaniem cyklu narzędzie musi być ustawione nad punktem środkowym
kieszeni.
Definiowanie cyklu
CYCL DEF: wybrać cykl 5 CIRCULAR POCKET MILLING
- SETUP CLEARANCE:
odległość narzędzia od płaszczyzny roboczej (A),
- MILLING DEPTH:
całkowita głębokość kieszeni (B),
- PECKING DEPTH:
grubość warstwy skrawanej (C),
- FEED RATE FOR PECKING:
posuw dla wiercenia,
- CIRCLE RADIUS R:
promień kieszeni,
- FEED RATE:
posuw dla frezowania,
- ROTATION CLOCKWISE: DR–: sposób frezowania,
DR+ - frezowanie współbieżne,
DR– - frezowanie przeciwbieżne,
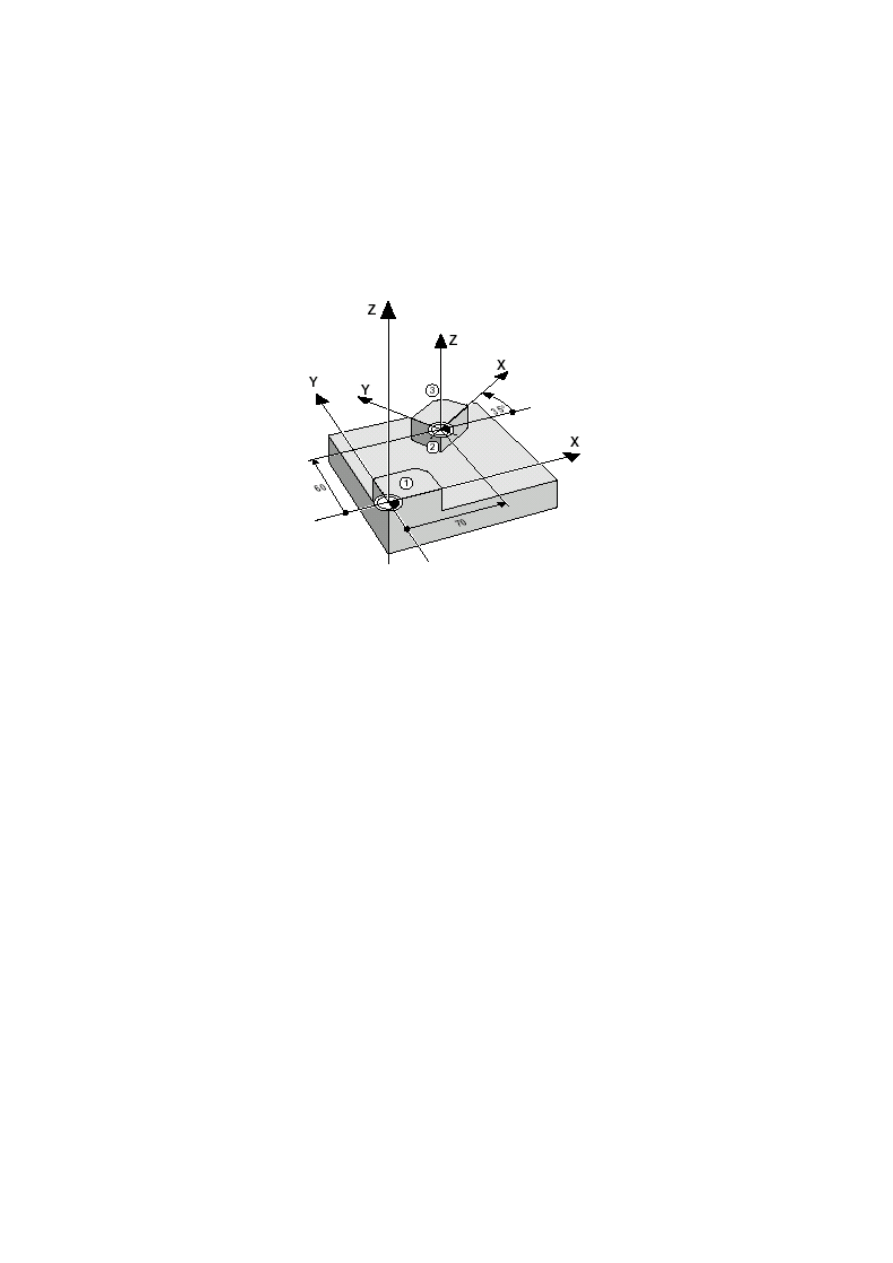
Przykład
Wyfrezować kieszeń okrągłą wg. rysunku oraz: głębokość kieszeni 12 mm, grubość warstwy
skrawanej 6 mm
17 CYCL DEF 5.0 CIRCULAR POCKET
18 CYCL DEF 5.1 SET UP +2
19 CYCL DEF 5.2 DEPTH -12
20 CYCL DEF 5.3 PECKG +6 F80
21 CYCL DEF 5.4 RADIUS 35
22 CYCL DEF 5.5 F100 DR+
23 L Z+100 R0 FMAX M6
24 L X+60 Y+50 FMAX M3
25 L Z+2 FMAX M99
7
2.2. Cykle frezowania konturów
Informacje podstawowe
Cykle frezowania konturów używa się do frezowania konturów złożonych z kilku zarysów
(do 12 wysp lub kieszeni).
Zarysy definiuje się w podprogramach (na końcu programu po linii zawierającej funkcję
M2 lub M30 i między liniami LBL* – LBL0: gdzie * - numer podprogramu)
UWAGA:
• przy definicji kieszeni narzędzie musi skrawać wewnątrz zarysu, natomiast przy definicji
wyspy narzędzie musi skrawać na zewnątrz zarysu (odpowiednio należy użyć funkcji
kompensacji narzędzia (RL lub RR),
• wszystkie zarysy wykazane w cyklu 14 CONTOUR GEOMETRY muszą być zamknięte
• maksymalna liczba linii programu konturu wynosi 128
Kontur dla cyklu 25 CONTOUR TRAIN nie może być zamknięty.
8
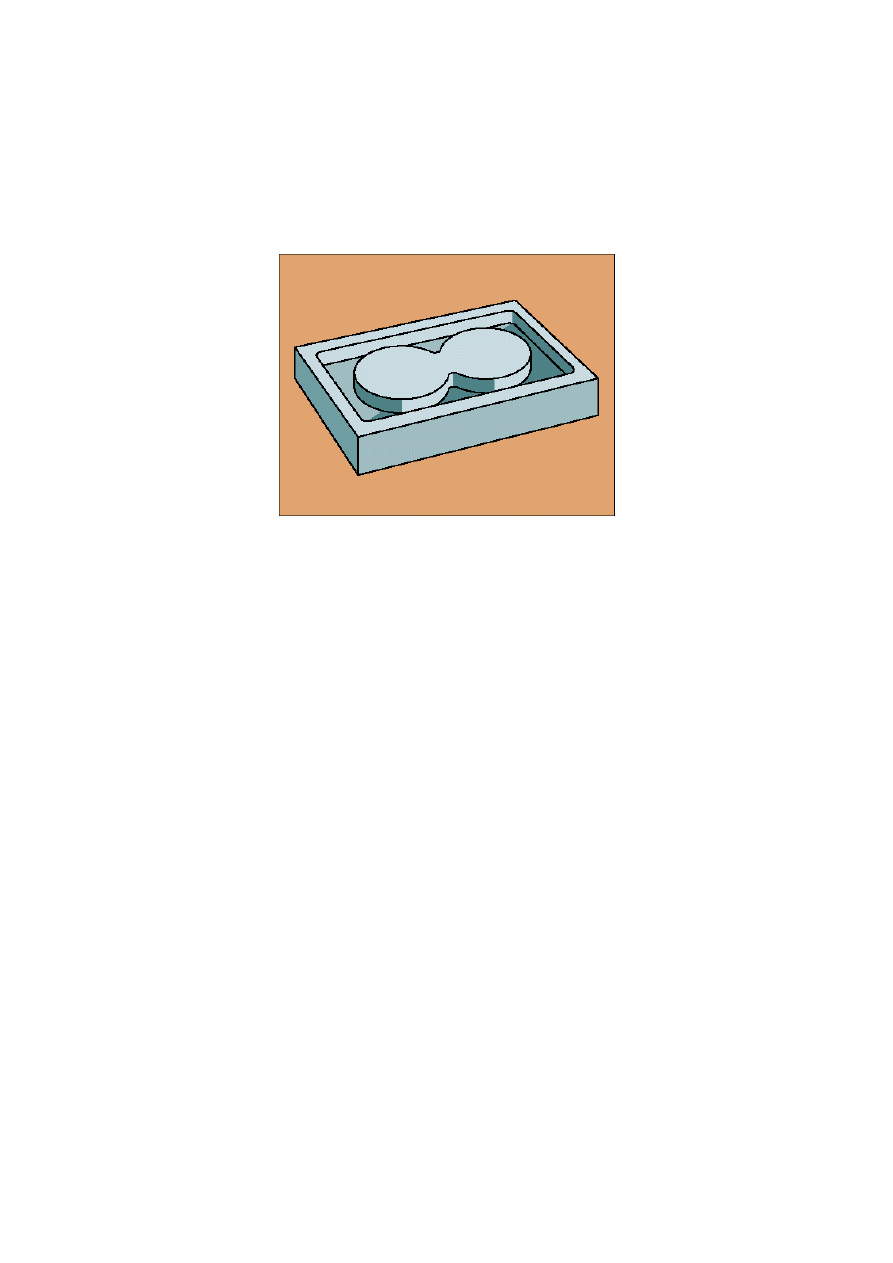
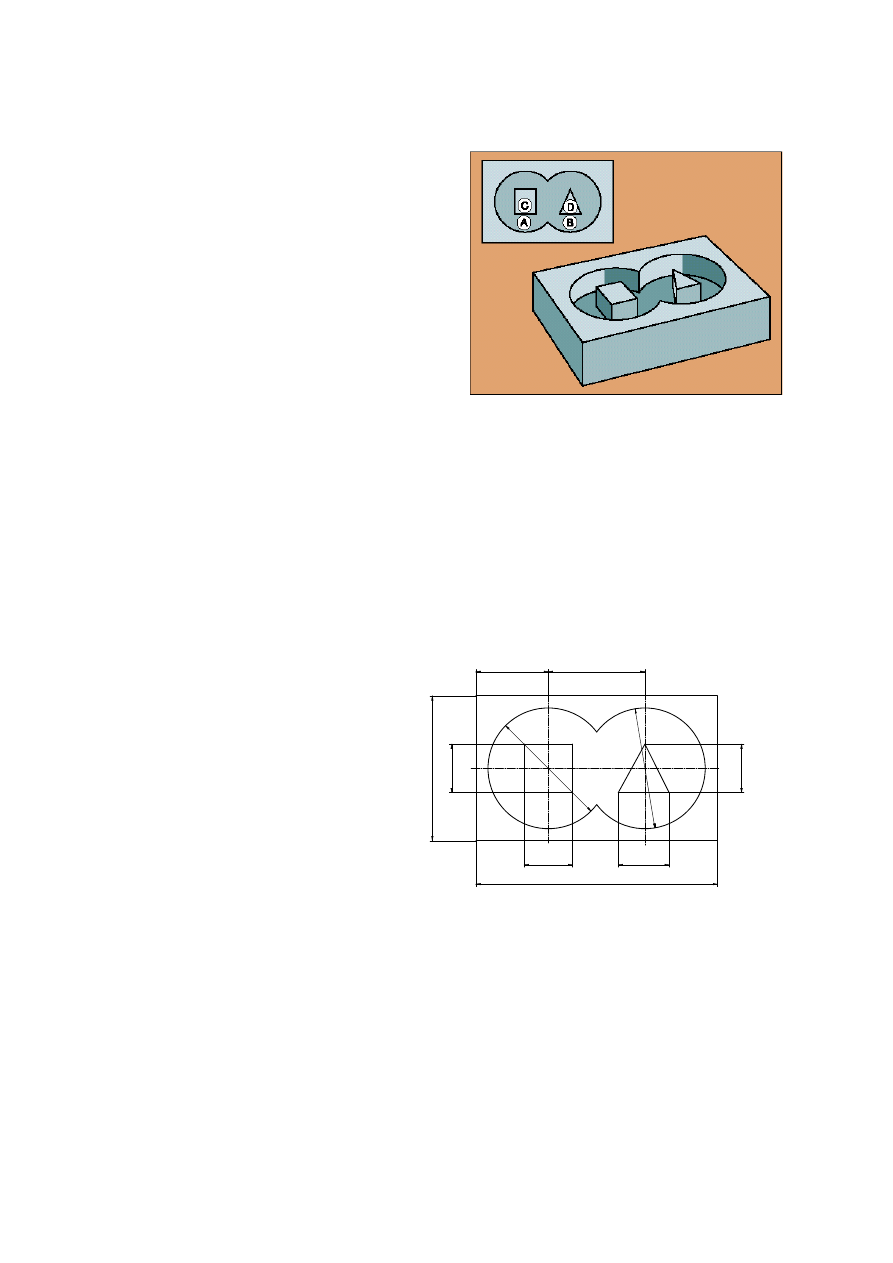
CONTOUR GEOMETRY (14) – definicja konturu z zarysów
W cyklu 14 CONTOUR GEOMETRY
wykazuje
się
podprogramy
zamkniętych
zarysów, z których ma powstać gotowy kontur.
Cykl 14 CONTOUR GEOMETRY jest
aktywny po zdefiniowaniu
zarysy A i B to kieszenie, C i D to wyspy
Definiowanie cyklu
CYCL DEF: wybrać cykl 14 CONTOUR GEOMETRY
- LABEL NUMBERS FOR CONTOUR: lista
wykazanych
numerów
podprogramów,
z których powstanie zamknięty gotowy kontur,
Przykład
4 CYCL DEF 14.0 CONTOUR GEOM
5 CYCL DEF 14.1 CONTOUR LABEL 1/2/3/4
...
36 L Z+200 R0 FMAX M2
37 LBL 1 ;OKRAG A
38 CC X+30 Y+30
39 L X+5 Y+30 RL
40 C X+5 Y+30 DR+
41 LBL 0
42 LBL 2 ;OKRAG B
43 CC X+70 Y+30
44 L X+95 Y+30 RL
45 C X+95 Y+30 DR+
46 LBL 0
47 LBL 3 ;KWADRAT C
48 L X+20 Y+20 RL
49 L Y+40
50 L X+40
51 L Y+20
52 L X+20
53 LBL 0
54 LBL 4 ;TROJKAT D
55 L X+60 Y+20 RL
56 L X+70 Y+40
57 L X+80 Y+20
58 L X+60 Y+20
LBL 0
...
Ø
5
0
Ø
5
0
20
2
0
2
0
30
40
100
6
0
20
9
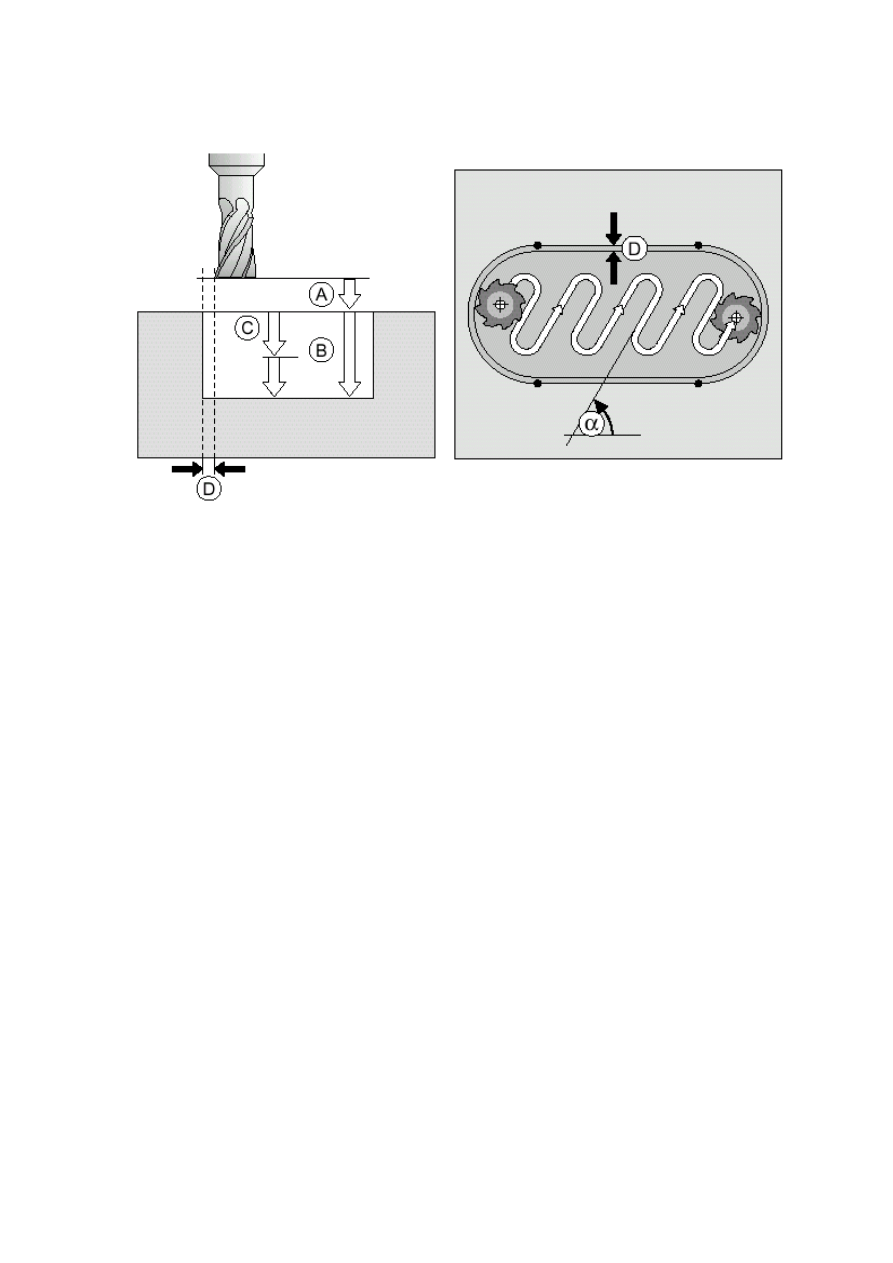
ROUGH-OUT (6) – frezowanie kieszeni
Cykl ten wymaga stosowania freza palcowego z możliwością wiercenia (ISO 1641) lub
wywołania wcześniej cyklu PILOT DRILING (nawiercenia).
Przed wywołaniem cyklu narzędzie musi być ustawione w pobliżu obrabianej kieszeni na
odpowiedniej wysokości (SETUP CLERANCE).
Definicja cyklu
CYCL DEF: wybrać cykl 6 ROUGH-OUT
- SETUP CLEARANCE:
odległość narzędzia od płaszczyzny roboczej (A),
- MILLING DEPTH:
całkowita głębokość kieszeni (B),
- PECKING DEPTH:
grubość warstwy skrawanej (C),
- FEED RATE FOR PECKING:
posuw dla wiercenia,
- FINISHING ALLOWANCE:
naddatek na obróbkę wykańczającą (D),
- ROUGH-OUT ANGLE:
kierunek skrawania (α),
- FEED RATE F:
posuw dla frezowania,
10
PILOT DRILING (15) – nawiercanie
Cykl ten może być wykorzystywany łącznie z cyklem ROUGH-OUT i służy do wykonania
otworów w miejscach zagłębiania się narzędzia w funkcji ROUGH-OUT.
Przed wywołaniem cyklu narzędzie musi być ustawione w pobliżu obrabianej kieszeni na
odpowiedniej wysokości (SETUP CLERANCE). Cykl wiercenia jest identyczny z cyklem 1
(PACKING).
Definicja cyklu
CYCL DEF – wybrać cykl 15 PILOT DRILLING
- SETUP CLEARANCE: odległość narzędzia od płaszczyzny roboczej,
- TOTAL HOLE DEPTH: całkowita głębokość otworu liczona od płaszczyzny roboczej,
- PECKING DEPTH:
krok wiercenia,
- DWELL TIME:
opóźnienie czasowe wysunięcia narzędzia z otworu w sekundach,
- FEED RATE:
posuw wiercenia,
- FINISHING ALLOWANCE: naddatek na obróbkę wykańczającą
11
CONTUR MILING (16) – frezowanie zarysu kieszeni
Cykl ten służy do wykonywania obróbki wykańczającej kieszeni obrabianej cyklem
ROUGH-OUT.
Przed wywołaniem cyklu narzędzie musi być ustawione w pobliżu obrabianej kieszeni na
odpowiedniej wysokości (SETUP CLERANCE).
Cykl ten wymaga stosowania freza palcowego z możliwością wiercenia (ISO 1641).
Definiowanie cyklu
CYCL DEF: wybrać cykl 16 CONTUR MILING
- SETUP CLEARANCE:
odległość narzędzia od płaszczyzny roboczej (A),
- MILLING DEPTH:
całkowita głębokość kieszeni (B),
- PECKING DEPTH:
grubość warstwy skrawanej (C),
- FEED RATE FOR PECKING:
posuw dla wiercenia,
- ROTATION CLOCKWISE: DR–: sposób frezowania,
DR+ - frezowanie współbieżne,
DR– - frezowanie przeciwbieżne,
- FEED RATE:
posuw dla frezowania,
12
2.
3. Cykle transformacji współrzędnych
Cykle transformacji współrzędnych są aktywne zaraz po zdefiniowaniu aż do
wykasowania lub zmiany.
DATUM SHIFT (7) – przesunięcie układu współrzędnych
Definicja cyklu
CYCL DEF: wybrać cykl 7 DATUM SHIFT
- wprowadzć oznaczenie osi i wartości przemieszczeń układu współrzędnego.
Usunięcie przesunięcia układu współrzędnych następuje po wprowadzeniu przesunięcia z
wartościami „0”.
Przykład
10 CYCL DEF 7.0 DATUM SHIFT
11 CYCL DEF 7.1 X+60
12 CYCL DEF 7.2 Y+40
13
MIRROR IMAGE (8) – odbicie lustrzane
Definicja cyklu
CYCL DEF: wybrać cykl 8 MIRROR IMAGE
- wprowadzić oś odbicia: X, Y, lub obie
Wykasowanie odbicia następuje po ponownym zdefiniowaniu cyklu ale bez podania osi.
NO ENT.
Przykład (przesunięcie i obrót)
16 CYCL DEF 7.0 DATUM SHIFT
17 CYCL DEF 7.1 X+70
18 CYCL DEF 7.2 Y+60
19 CYCL DEF 8.0 MIRROR IMAGE
20 CYCL DEF 8.1 Y
21 CALL LBL1
14
ROTATION (10) – obrót osi współrzędnych
Definicja cyklu
CYCL DEF: wybrać cykl 10 ROTATION
- ROTATION ANGLE: kąt obrotu z zakresu –360° - +360°
- osie odniesienia
Wykasowanie cyklu ROTATION, następuje po zdefiniowaniu cyklu z kątem obrotu 0°.
Przykład (przesunięcie i obrót)
7 CYCL DEF 7.0 DATUM SHIFT
8 CYCL DEF 7.1 X+70
9 CYCL DEF 7.2 Y+60
10 CYCL DEF 10.0 ROTATION
11 CYCL DEF 10.1 ROT +35
3. Przebieg ćwiczenia
a) po otrzymaniu od prowadzącego zajęcia rysunku przedmiotu należy dobrać narzędzia oraz
odpowiednie dla niego parametry obróbki z dostępnego katalogu (prędkość skrawania
oraz posuw na ostrze) i obliczyć obroty wrzeciona [1/min] oraz posuw [mm/min],
b) stworzyć program w układzie sterowania,
c) przeprowadzić symulację graficzną programu,
d) przepisać program na kartkę do sporządzenia sprawozdania.
5. Sprawozdanie
Sprawozdanie powinno zawierać:
- datę ćwiczenia nr grupy i podgrupy,
- nazwiska osób biorących udział w ćwiczeniu,
- rysunek przedmiot z zaznaczonym układem współrzędnych,
- wydruk programu,
- wnioski.

15
6. Przygotowanie do ćwiczeń
Przed przystąpieniem do ćwiczeń wymagana jest znajomość układów współrzędnych i
wymiarowania, dobierania parametrów obróbki, rodzaje ruchów możliwych do
zaprogramowania, składników poszczególnych cykli.
7. Literatura
1. Instrukcje do podstaw programowania w układzie TNC
Wyszukiwarka
Podobne podstrony:
4 Programowanie TNC cykle
11 Programowanie TNC FK
1 Programowanie TNC
11 Programowanie TNC FKid 12566
Nowy Prezentacja programu Microsoft PowerPoint 5
więcej podobnych podstron