Jolanta Matusiak
Procesy spawania metali jako źródło zagrożeń chemicznych w środowisku pracy.
Dobór warunków technologicznych spawania w aspekcie ograniczania emisji
szkodliwych zanieczyszczeń.
Wprowadzenie
Rozwojowi techniki spawalniczej towarzyszy dążenie do poprawy warunków pracy i
ochrony zdrowia człowieka przy pracach spawalniczych. Wyniki badań wpływu
poszczególnych metod łączenia materiałów na organizm człowieka prowadzone w
naukowych ośrodkach medycznych znalazły odzwierciedlenia w wielu przepisach
obligatoryjnych dotyczących bezpieczeństwa i higieny pracy na stanowiskach spawalniczych.
Ochrona zdrowia pracowników przy procesach spawania jest obecnie bezwzględną
koniecznością dla każdego pracodawcy. Procesy spawania związane są z występowaniem
wielu czynników stanowiących potencjalne zagrożenie dla zdrowia spawaczy i zagrażających
otoczeniu. Do najbardziej szkodliwych i uciążliwych czynników należy zaliczyć wydzielające
się w procesie pyły i substancje chemiczne (gazy). Zawód spawacza zajmuje, więc jedno z
czołowych miejsc pod względem szkodliwości i uciążliwości. Wymienione zagrożenia natury
chemicznej i trudne warunki pracy sprzyjają powstawaniu szeregu schorzeń i chorób
zawodowych.
Charakterystyka zanieczyszczeń pyłowych i gazowych wydzielających się przy procesach
spawania metali
Powstający w procesach spawalniczych dym spawalniczy (aerozol) jest mieszaniną
drobno dyspersyjnych cząstek stałych (pyłu spawalniczego) oraz substancji chemicznych
(gazów). Pył spawalniczy powstający w wyniku działania plazmy łuku na materiał
podstawowy i dodatkowy, składa się z tlenków, krzemianów, fluorokrzemianów, fluorków
oraz węglanów metali i niemetali. W łuku zachodzi proces topienia materiałów, ich
częściowego odparowania i utleniania par metalu. W atmosferze o niższej temperaturze
następuje proces kondensacji i wytworzenie cząstek stałych o różnych wymiarach. Średnie
uziarnienie cząstek pyłu spawalniczego wynosi od 0,1 do 0,5
µm[1]. Skład chemiczny pyłu
spawalniczego jest uzależniony od rodzaju spawanych materiałów, metody i parametrów
technologicznych spawania. Przy spawaniu elektrodami otulonymi oraz drutami
proszkowymi pył ma bardziej złożony skład i jest bardziej skomplikowany pod względem
struktury, niż pył powstający podczas spawania drutem litym w osłonie gazowej. Przy
1

spawaniu drutami litymi stali węglowych i niskostopowych podstawowymi składnikami pyłu
jest żelazo, mangan i krzemionka, natomiast przy spawaniu stali wysokostopowych
wydzielane pyły zawierają również związki chromu, niklu, molibdenu i niobu. Przy spawaniu
stali elektrodami otulonymi i drutami proszkowymi dodatkowo wydzielane są związki sodu,
potasu, wapnia i magnezu. Źródłem tych pierwiastków jest otulina elektrod w skład, której
wchodzą różne surowce mineralne ( np. krzemiany, węglany, fluorki proste i złożone, tlenki
metali, szkło sodowe lub potasowe) oraz składniki organiczne. Przy spawaniu i napawaniu
drutami proszkowymi reakcje chemiczne zachodzące w procesie są takie same jak przy
spawaniu elektrodami otulonymi. Rdzeń topnikowy drutów proszkowych spełnia tę samą
rolę, co otulina elektrod. Topienie składników drutu proszkowego, ich częściowe
odparowanie i utlenienie par metali prowadzi do powstania aerozolu zawierającego związki
metali i niemetali oraz związki organiczne. Analiza zagadnień powstawania pyłu przy
spawaniu drutami proszkowymi oraz badania modelowe w zakresie prognozowania
koncentracji i składu chemicznego pyłu powstającego przy spawaniu drutami proszkowymi
wykazały, że ich wydzielanie w łuku odbywa się [2] poprzez topienie i częściowe
odparowanie składników osłony metalowej; tą drogą do powietrza przechodzą tlenki metali (
żelaza, chromu, niklu, manganu i molibdenu) oraz przez topienie i odparowanie składników
rdzenia topnikowego; tą drogą do powietrza dostają się związki tytanu, wapnia, sodu, potasu,
baru oraz tlenki dodatków stopowych. Źródłem emisji pyłu całkowitego w ilości ok. 78% są
składniki pochodzące z rozkładu topnika i głównie rodzaj rdzenia topnikowego decyduje o
składzie ilościowym i jakościowym powstających pyłów. Składniki pyłu będące związkami
metali w 45% pochodzą z rozkładu rdzenia topnikowego drutu proszkowego.
Proces spawania drutami proszkowymi często jest charakteryzowany jako proces
niebezpieczny dla pracowników ze względu na toksyczność dymów spawalniczych, a także
na bardzo wysoką ich emisję; szczególnie uciążliwe warunki pracy przypisuje się spawaniu
drutami samoosłonowymi. Ilość substancji toksycznych wydzielających się w czasie
spawania drutami proszkowymi samoosłonowymi [3,4,5] jest nieporównywalnie większa, niż
w czasie spawania elektrodami otulonymi. Toksyczność drutów samoosłonowych związana
jest głównie z dużą ilością fluorków ( LiF, NaF, CaF
2
, BaF
2
, MgF
2
) zawartych w
wypełnieniu. Stężenie związków fluoru w strefie oddychania spawaczy jest wysokie i może
wielokrotnie przekraczać dopuszczalne wartości. Szczególną toksycznością dla organizmu
człowieka charakteryzuje się fluorek baru BaF
2
. Ten związek baru jest stosowany [3] w
produkcji drutów przeznaczonych do spawania we wszystkich pozycjach. Druty te emitują
pyły zawierające związki baru w przeliczeniu na czysty Ba w granicach od 20,6 do 36,2 %
2

(udziału składnika w % masowych), w tym jest od 14 do 28 % baru rozpuszczalnego, który
jest toksyczny. Druty przeznaczone do prostych, nie podlegających przepisom zastosowań,
dla których ostre przemysłowe wymagania i nadzór nie są przewidziane, nie zawierają fluorku
baru.
Osobną grupę materiałów dodatkowych emitujących szkodliwe zanieczyszczenia
pyłowe stanowią spoiwa do spawania metali nieżelaznych, tj. miedzi, aluminium i ich stopów.
Spawanie aluminium i jego stopów związane jest z wydzielaniem się pyłu zawierającego
aluminium, cynk, krzem, magnez i mangan, zanieczyszczenia gazowe tworzą głównie tlenki
azotu i ozon. Przy spawaniu miedzi i jej stopów (mosiądz) składnikami pyłu są głównie
miedź, cyna, cynk, a także mangan, krzemionka i fluorki. Ogólnie stwierdza się, że 20-90%
pyłu spawalniczego ma postać krystalicznych cząstek; szczególnie małe cząstki złożone są z
metali ciężkich i ich tlenków (Fe, Ni, Mo, Cr ), większe cząstki zawierają lekkie pierwiastki,
tj. Al, Si, K, Na, F. Zawartość poszczególnych składników w pyle spawalniczym zależy od
ich lotności, i tak udział F, Mn, Zn, Pb, As, Ca, Si jest większy w pyle niż w spawanym
materiale dodatkowym i podstawowym. Zawartość chromu i niklu w pyle jest natomiast
mniejsza niż w materiale spawanym.
Skład chemiczny i stężenie gazów wydzielających się przy procesach spawania zależy
od metody spawania. Głównymi źródłami emisji gazów przy spawaniu są proces rozkładu
otuliny elektrod, topników i past lutowniczych, reakcje termiczne zachodzące w atmosferze
otaczającej łuk, reakcje fotochemiczne ( emisja promieniowania UV),oraz gaz ochronny
stosowany do osłony łuku. Zanieczyszczenia gazowe tworzone są głównie przez tlenki azotu
(NOx), tlenek węgla (CO), ozon (O
3
), fluorowodór (HF) i chlor (Cl
2
). Tlenki azotu w
procesach spawania metali powstają w wyniku działania wysokiej temperatury łuku na tlen i
azot zawarte w powietrzu atmosferycznym. Najtrwalszymi związkami są tlenek i ditlenek
azotu. Inne tlenki azotu np. N
2
O
3
, N
2
O
4
, N
2
O
5
są mniej trwałe i ulegają utlenieniu do NO
2
. W
toksycznym działaniu mieszaniny NO
x
wiodącą rolę odgrywa NO
2
. Głównym źródłem tlenku
węgla przy procesach spawalniczych jest spawanie w osłonie gazowej, której składnikiem
jest dwutlenek węgla. W wyniku dysocjacji termicznej CO
2
do środowiska pracy wydzielany
jest tlenek węgla. Powstaje on również przy spawaniu elektrodami otulonymi w wyniku
rozpadu termicznego węglanów wchodzących w skład otuliny.
Wskutek reakcji fotochemicznych tworzy się przy procesach spawalniczych gaz
toksyczny, jakim jest ozon. W wyniku działania promieniowania ultrafioletowego na tlen
zawarty w powietrzu następuje rozszczepienie cząsteczki tlenu na dwa atomy
charakteryzujące się dużą aktywnością i siłą utleniającą. Tlen atomowy wykazuje silną
3
tendencję do wiązania z cząsteczką tlenu, w wyniku czego tworzy się trójatomowa cząsteczka
ozonu. Ozon jest związkiem nietrwałym, ulega bardzo szybkiemu rozpadowi[6]. Proces
rozpadu cząsteczki ozonu ma miejsce w określonych sprzyjających warunkach, jest kilka
czynników stwarzających te warunki i są one bardzo ważne z punktu widzenia określania
ilości ozonu przy procesach spawania metali. Do czynników sprzyjających rozpadowi ozonu
zaliczamy wysoką temperaturę powyżej 500
0
C, powodującą termiczny rozkład ozonu
wskutek zderzeń cząsteczki ozonu z cząsteczkami innych gazów, obecność w powietrzu
drobnych cząstek pyłu, obecność gazów takich jak chlor, wodór, tlenek azotu. Przy procesach
spawania w osłonie gazów, laminarny przepływ gazu ochronnego powoduje, że powstający
ozon przebywa długi czas w warstwie gorącego powietrza. Wskutek wysokiej temperatury
znaczna część ozonu ulega rozpadowi. Przy turbulentnym wypływie gazu ochronnego
powstający ozon jest szybko wynoszony do obszaru o niższej temperaturze. Do ciał stałych
rozdzielających w wyniku zderzenia cząsteczkę ozonu zalicza się pył. Przy spawaniu
aluminium metodą MIG emisja pyłu spawalniczego jest duża, dlatego też ozon jest
intensywnie redukowany, natomiast przy spawaniu metodą TIG ilość wydzielającego się pyłu
jest bardzo mała, stężenie ozonu z kolei jest wysokie. Najwięcej ozonu powstaje w warstwie
powietrza otaczającej łuk, grubość warstwy wynosi od kilku milimetrów do 10 cm. Ozon
następnie jest wynoszony poza tę warstwę i tworzy się strumień gazów w formie tzw.
„pióropusza
Rozkład termiczny otulin elektrod, topników i past związany jest z emisją do
atmosfery gazowych związków fluoru oraz fluorowodoru. Obecność chlorowodoru i fosgenu
w powietrzu otaczającym stanowiska spawalnicze wyjaśnia się rozkładem pod wpływem
promieniowania nadfioletowego niektórych rozpuszczalników używanych do oczyszczania
powierzchni spawanych. Zanieczyszczenia w postaci olejów lub smarów znajdujące się na
powierzchniach elementów spawanych powodują powstawanie toksycznych węglowodorów
aromatycznych. Podczas spawania stali pokrytych powłokami ochronnymi wydzielają się
dodatkowo substancje organiczne, tj. pochodne benzenu, alifatyczne alkohole i aldehydy oraz
fenol. Gaz stosowany do osłony łuku jest również źródłem substancji gazowych emitowanych
z procesu do otoczenia. Argon i hel stosowane jako gazy czyste lub w formie mieszanek
gazowych bardzo często przechodzą do powietrza otaczającego łuk. Ich niebezpieczne dla
pracownika działanie polega na odcinaniu miejsca pracy od przepływu świeżego powietrza,
co ma miejsce szczególnie w ciasnych pomieszczeniach i zamkniętych zbiornikach. Argon i
hel nie są gazami toksycznymi, jednakże ich działanie jest ogólnie duszące.
4

O stopniu oddziaływania na organizm człowieka wydzielonych zanieczyszczeń decyduje
głównie ich ilość oraz skład chemiczny. Jedną z najbardziej istotnych cech higienicznej
charakterystyki materiałów spawalniczych i metod spawania pod względem wpływu na
środowisko jest wskaźnik całkowitej emisji pyłu lub gazów wytworzonych przy spawaniu,
wyrażony w mg/s lub w mg/kg spoiwa. Wskaźniki emisji są podstawą obliczeń ilości
powietrza wentylacyjnego przy projektowaniu wentylacji pomieszczeń spawalniczych. W
oparciu o nie można także dokonać wyboru metody spawania, parametrów prądowych i
gatunków spoiwa charakteryzujących się mniejszą emisją zanieczyszczeń. Natomiast na
podstawie składu chemicznego pyłu można wybrać spoiwa zawierające mniej toksyczne
składniki oraz przewidzieć potencjalne zagrożenia, jakie wynikną w rezultacie oddziaływania
na organizm poszczególnych składników zanieczyszczeń.
Wpływ pyłu spawalniczego i gazów wydzielających się przy procesach spawalniczych na
organizm człowieka
Efektem długotrwałego narażenia spawaczy na zanieczyszczenia pyłowe i gazowe
dymów spawalniczych są różnego rodzaju schorzenia układu oddechowego. Pył do
organizmu przedostają się głównie przez drogi oddechowe. Tą drogą do ustroju mogą dostać
się tylko cząsteczki bardzo małe, które stanowią największe zagrożenie dla człowieka.
Drobne cząsteczki pyłu, posiadając dużą powierzchnię właściwą, mogą absorbować na niej
znaczne ilości substancji chemicznych gazowych, które po wprowadzeniu do organizmu,
uwolnieniu i wchłonięciu mogą wywołać dodatkowe działanie toksyczne. Wspólną cechą
wszystkich pyłów przemysłowych jest działanie drażniące błony śluzowe spojówek i górnych
dróg oddechowych. Długotrwałe działanie drażniące powoduje trwałe zmiany w błonach
śluzowych górnych dróg oddechowych, umożliwiając tym samym przedostanie się pyłów do
pęcherzyków płucnych. Szybkość rozwoju tego procesu jest tym większa, im większe jest
stężenie pyłów na stanowisku pracy. Procesy toczące się w płucach pod wpływem pyłów są
uzależnione od rodzaju, agresywności i stężenia pyłów, indywidualnej wrażliwości
organizmu i czasu oddziaływania, dając w efekcie różne zmiany chorobowe w płucach. Pylica
płuc u spawaczy może rozwinąć się już po kilku latach pracy i występuje znacznie częściej u
tych spawaczy, którzy pracują w pomieszczeniach ciasnych lub źle wentylowanych, niż u
spawaczy pracujących w otwartej przestrzeni.
Oprócz dolegliwości oskrzelowo-płucnych, które w dużym stopniu są przyczyną
chorób zawodowych spawaczy, mogą wystąpić równocześnie inne schorzenia np. choroby
układu nerwowego, pokarmowego i układu krążenia. W rozwoju tych chorób oczywistą rolę
5

odgrywa podwyższony stopień ogólnego nasycenia organizmu związkami toksycznymi. W
składzie pyłu spawalniczego mogą znajdować się również związki o udowodnionym
działaniu toksycznym, wywołujące procesy zwłóknienia tkanek, działające alergizująco i
rakotwórczo. Międzynarodowa Agencja Badań nad Rakiem uznała, że dymy spawalnicze
należą do grupy zanieczyszczeń prawdopodobnie kancerogennych. Udowodnione działanie
kancerogenne mają takie składniki pyłu, jak: nikiel, chrom VI, beryl i kadm [7,8,9].
Przykładem substancji bardzo toksycznej dla organizmu człowieka są związki manganu, które
występują w pyle spawalniczym przy wszystkich metodach i są zdolne do uszkodzenia
systemu nerwowego, narządów wewnętrznych ( nerki, wątroba) oraz powodują manganowe
zapalenie płuc. Obecna w pyle spawalniczym krzemionka zwiększa predyspozycje płuc do
gruźlicy i szeregu chorób o charakterze infekcyjnym. Zdolności zwłóknienia tkanki płucnej
przypisuje się związkom chromu i niklu występującym w pyle przy spawaniu stali
wysokostopowych. Wdychanie par miedzi, cynku, magnezu, niklu może powodować u
spawaczy schorzenie znane pod nazwą gorączki cynkowej.
W tablicy nr 1 podano wykaz wartości najwyższych dopuszczalnych stężeń
składników pyłu spawalniczego i gazów oraz przedstawiono oddziaływanie poszczególnych
składników na organizm człowieka ( efekt krytyczny) [10].
6
Tablica 1.Wykaz wartości najwyższych dopuszczalnych stężeń składników dymów
spawalniczych oraz oddziaływanie poszczególnych składników na organizm człowieka ( efekt
krytyczny) [10].
Substancja
NDS
a
mg/m3
NDSCh
a
mg/m3
Oznakowanie *
Efekt krytyczny
Antymon i jego związki
nieorganiczne
(w przeliczeniu na Sb)
0,5 1,5
C,
I
drażniący, płuco, układ
sercowo-naczyniowy
Bar i jego związki
(w przeliczeniu na Ba)
Bar i jego związki
rozpuszczalne (2003) **
0,5 1,5
C,
I
układ sercowo-naczyniowy,
nerka
Beryl, Be
0,001
0,003
A, I, Rc
rakotwórczy, płuco, beryloza
Chrom i chrom III
0,5
-
A, C
drażniący układ oddechowy
Chromiany 0,1
0,3
Rc
rozpuszczalne:
wątroba, nerka,
układ oddechowy,
nierozpuszczalne: rakotwórczy
i drażniący
Cyna, Sn
2
-
C,I
drażniący (skóra, oczy, górne
drogi oddechowe),
łagodna pylica niekolagenowa
(cynica)
Dichlorek cynku, ZnCl
2
1
2
C drażniący układ oddechowy
Ditlenek węgla, CO
2
9000
27000
układ krążenia
Fluorki (jako HF), F
-
1
3
A, C, I
fluoroza kości, drażniące
Fluorowodór, HF
0,5
2
C
drażniący układ oddechowy,
fluoroza
Fosgen, COCl
2
0,08
0,16
-
drażniący, anoksja, odma płuc
Glinu tritlenek
- pył całkowity
(w przeliczeniu na Al) **
- pył respirabilny
(w przeliczeniu na Al) **
2
2,5
1,2
16
drażniący układ oddechowy,
pylica płuc
Kadm, Cd
0,01
-
C, Rc
rakotwórczy i nefrotoksyczny
Kobalt, Co
0,05
0,2
A, C, I
układ oddechowy, uczulające
(astma)
Mangan, Mn
0,3
-
C
układ nerwowy (oddechowy,
reprodukcja)
Miedź i jej związki
(w przeliczeniu na Cu)
- dymy tlenków i sole
rozpuszczalne
- pyły tlenków i sole
nierozpuszczalne
0,1
1
0,3
2
C , I
C , I
drażniący, gorączka dymów
metali
Molibden i jego związki (w
przeliczeniu na Mo)
4
10
I
rozpuszczalny: płuco,
drażniący ,
metaliczny i nierozpuszczalny:
płuco, centralny układ
nerwowy
Nikiel i jego związki (w
przeliczeniu na Ni)
0,25
-
A, C,
I , Rc
rakotwórczy (nos, płuco, krtań)
Ołów i jego związki
nieorganiczne
(w przeliczeniu na Pb)
0,05
-
C,
krwiotwórczy i obwodowy
układ nerwowy
Ozon, O
3
0,15
-
drażniący układ oddechowy
(zmiany czynnościowe płuc)
Pentatlenek wanadu, V
2
O
5
- dymy
- pyły
0,05
0,05
0,1
0,5
drażniący układ oddechowy
7
Srebro, Ag
- dymy i pyły
- związki nierozpuszczalne (w
przeliczeniu na Ag)
- związki rozpuszczalne (w
przeliczeniu na Ag)
0,05
0,05
0,01
C , I
srebrzyca (skóra, oczy, błona
śluzowa)
Tlenek cynku, ZnO (w
przeliczeniu na Zn), dymy
5 10
gorączka dymów metali
Tlenek magnezu, MgO
- dymy
- pyły
5
10
drażniące (oczy, nos), gorączka
dymów metali
Tlenek wapnia, CaO - pyły 2 6
drażniący (oczy i drogi
oddechowe)
Tlenek węgla, CO
CO (2002 r.) **
30
23
180
117
układ sercowo-naczyniowy,
ośrodkowy układ nerwowy
Tlenki azotu, NO
x
tlenek azotu NO (2003 r.) **
ditlenek azotuNO
2
(2003r.) **
5
3,5
0,7
10
7
1,5
układ oddechowy i ośrodkowy
układ nerwowy
układ oddechowy
Tlenki żelaza, FeO
(w przeliczeniu na Fe) - dymy
5 10
pylica
żelazowa, układ
oddechowy
Tytan i jego związki
(w przeliczeniu na Ti)
10 30
I
płuco
Dymy spawalnicze
5
płuco, gorączka dymów metali,
drażniący
* - Oznakowanie zgodne z Rozporządzeniem Ministra Zdrowia z dn.3.07.2002 w sprawie wykazu
substancji niebezpiecznych wraz z ich klasyfikacją i oznakowaniem.
** - Propozycje przyjęte przez Międzyresortową Komisję ds. NDS i NDN Czynników Szkodliwych
dla Środowiska Pracy
a
- wg Rozporządzenia Rozporządzenie Ministra Pracy i Polityki Społecznej z dnia 29 listopada 2002
r. w sprawie najwyższych dopuszczalnych stężeń i natężeń substancji szkodliwych dla zdrowia w
środowisku pracy. Dz. U. nr 217, poz. 1833.
A - substancja o działaniu uczulającym
C - substancja o działaniu żrącym w roztworach
I - substancja o działaniu drażniącym,
Rc - czynnik rakotwórczy dla ludzi.
NDS - najwyższe dopuszczalne stężenie
NDSCh - najwyższe dopuszczalne stężenie chwilowe
Sposoby oddziaływania zanieczyszczeń pyłowych i gazowych na organizm człowieka
powinny być brane pod uwagę przy organizowaniu bezpiecznych warunków pracy na
stanowiskach spawalniczych i ocenie ryzyka zawodowego. Ocena ryzyka dla zdrowia
występującego przy procesach spawalniczych związana jest z określeniem czynnika
chemicznego wiodącego dla danego procesu. Czynnikiem chemicznym wiodącym jest
zanieczyszczenie najbardziej szkodliwe i mające największą emisję przy danym procesie.
Zestawienie czynników wiodących dla procesów spawania i procesów pokrewnych
szczegółowo podano w niemieckich wytycznych związkowych ZH 1/123 1995 „ Schadstoffe
in der Schwei
βtechnik”. W tablicy 2 zestawiono wykaz czynników chemicznych wiodących
przy ocenie ryzyka dla zdrowia przy procesach spawalniczych .
8
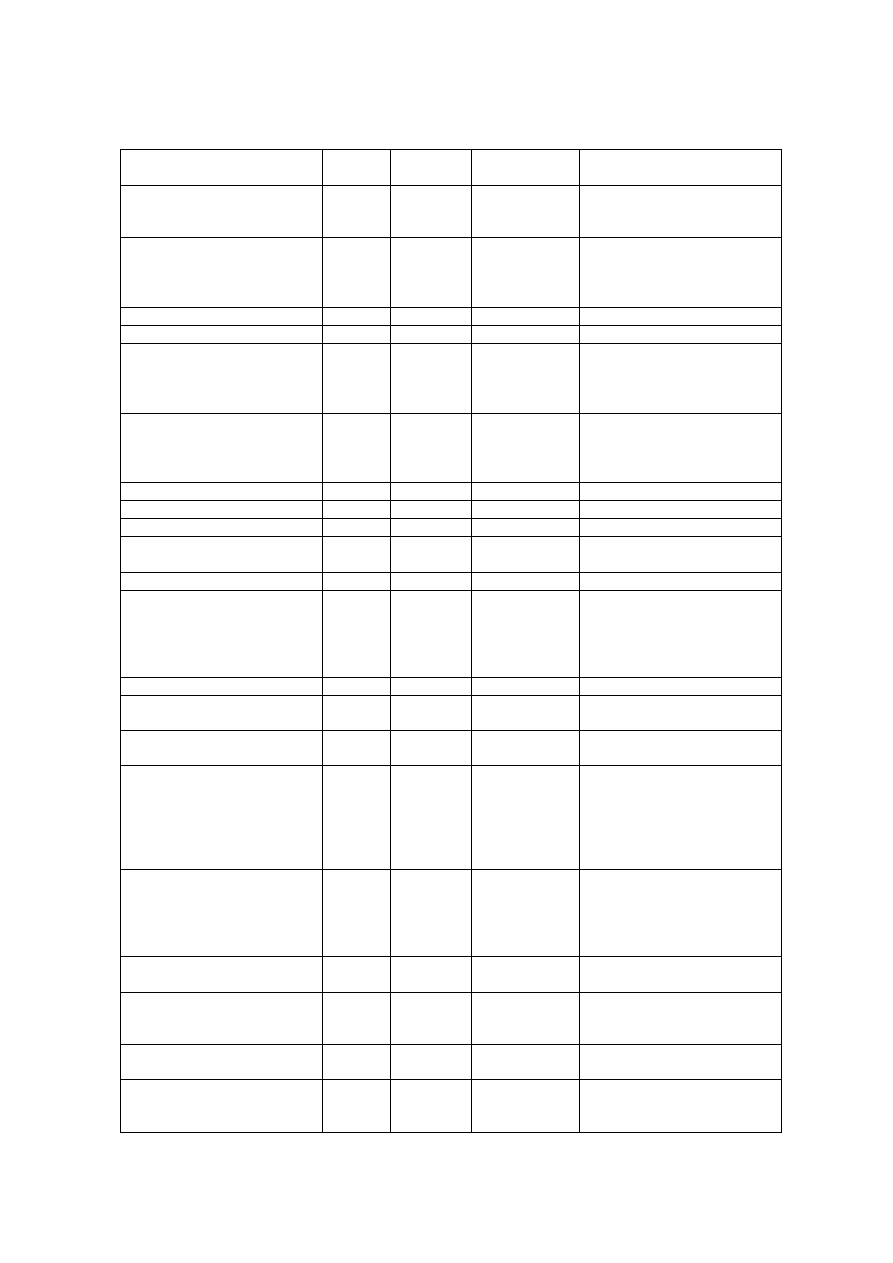
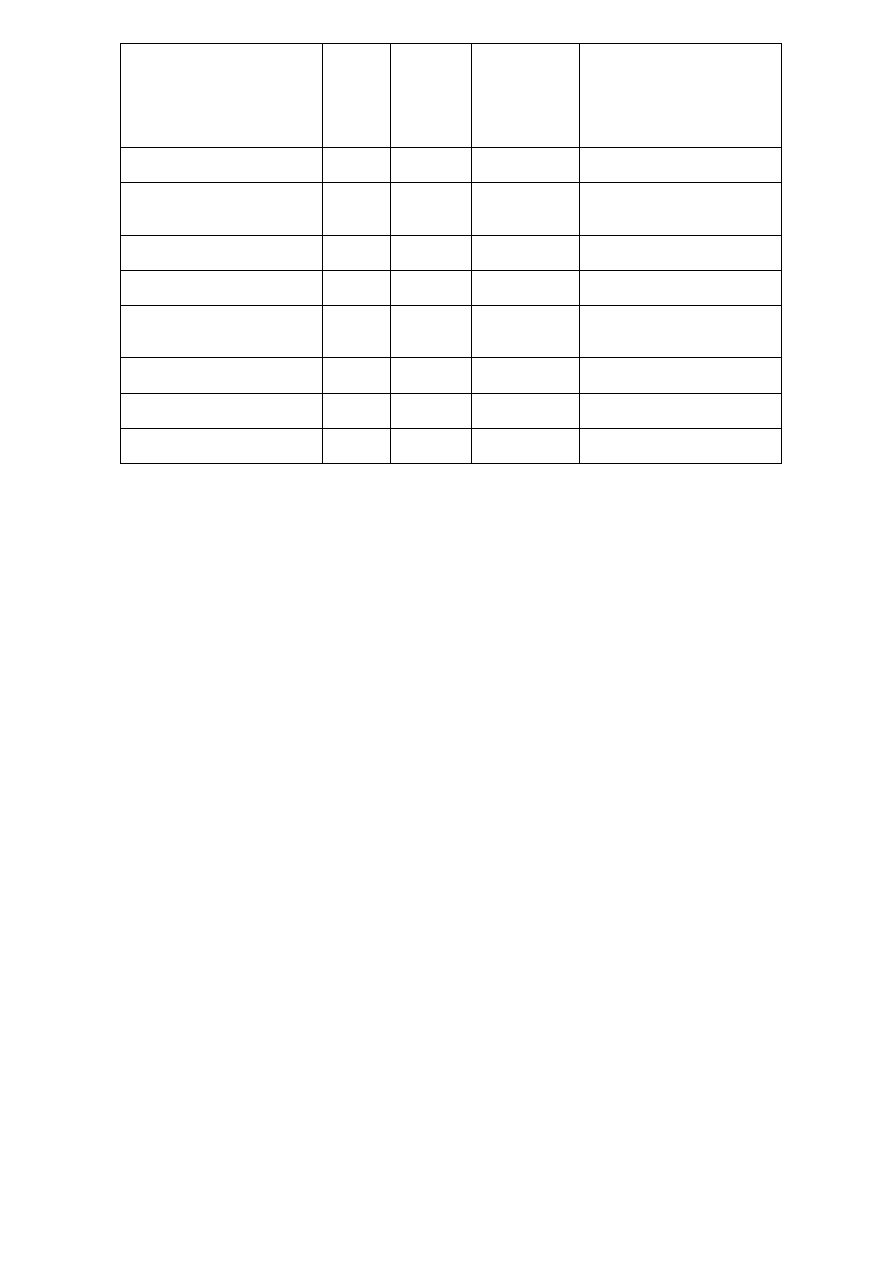
Tablica 2. Zestawienie czynników chemicznych wiodących przy ocenie ryzyka dla zdrowia
przy procesach spawalniczych.
Proces technologiczny
Materiał podstawowy
Czynnik chemiczny wiodący
Spawanie gazowe
stale niestopowe i niskostopowe tlenek
azotu
Spawanie ręczne
stale niestopowe i niskostopowe pył całkowity
elektrodą otuloną
stale wysokostopowe chromowo-
niklowe(<20% Cr i < 30% Ni)
chrom VI
pył całkowity
nikiel, stopy niklu ( > 30% Ni)
tlenek niklu, pył całkowity
MAG w osłonie CO
2
stale niestopowe i niskostopowe pył całkowity, tlenek węgla
MAG w osłonie mieszanek
stale niestopowe i niskostopowe pył całkowity
gazowych
stale wysokostopowe chromowo-
niklowe (<20% Cr i < 30% Ni)
tlenek niklu
pył całkowity
MIG
nikiel, stopy niklu ( > 30% Ni)
tlenek niklu, ozon
pył całkowity
aluminium, stopy aluminium
ozon , pył całkowity
TIG
stale niestopowe i niskostopowe pył całkowity, ozon
stale wysokostopowe chromowo-
niklowe (<20% Cr i < 30% Ni)
pył całkowity, ozon
aluminium, stopy aluminium
pył całkowity, ozon
Napawanie laserowe
stopy kobaltu(>60%Co,>20%Cr) tlenek kobaltu, pył całkowity
Spawanie laserowe z
materiałem
stopy niklu (60%Ni)
tlenek niklu, pył całkowity
dodatkowym
stopy żelaza (>40%Cr,>60%Fe) pył całkowity
brązy aluminiowe ( 75% Cu)
tlenek miedzi, pył całkowity
Spawanie laserowe
stale niestopowe i niskostopowe pył całkowity
stale wysokostopowe chromowo-
niklowe (<20% Cr i < 30% Ni)
pył całkowity,
tlenek niklu
Cięcie termiczne-tlenowe
stale niestopowe i niskostopowe pył całkowity, dwutlenek azotu
Cięcie plazmowe
stale niestopowe i niskostopowe pył całkowity, dwutlenek azotu
stale wysokostopowe chromowo-
niklowe (<20% Cr i < 30% Ni)
tlenek niklu, chrom VI, ozon
pył całkowity, dwutlenek azotu
aluminium
pył całkowity,
ozon
Spawanie stali drutami
proszkowymi
- drut z rdzeniem topnikowym
zasadowy do spawania w osłonie
gazowej
- drut z rdzeniem topnikowym do
spawania w osłonie gazowej
- drut proszkowy samoosłonowy
stal niestopowa i niskostopowa
stal wysokostopowa
stal niestopowa i niskostopowa
fluorki
chrom VI
fluorki, związki baru
9
Dobór warunków technologicznych spawania oraz materiałów dodatkowych w
aspekcie ograniczenia emisji szkodliwych zanieczyszczeń
Spawanie ręczne łukowe elektrodą otuloną – metoda MMA
Zagrożenia zdrowia spawaczy związane z emisją szkodliwych zanieczyszczeń przy
spawaniu elektrodami otulonymi wiążą się głównie z dużą ilością emitowanego pyłu, którego
skład chemiczny jest uzależniony od rodzaju otuliny oraz od rodzaju spawanego materiału
podstawowego. W skład pyłu z elektrod wchodzą głównie związki żelaza, manganu,
krzemionka, związki chromu i niklu oraz fluorki. Fluorki w dużej ilości występują przy
stosowaniu elektrod o otulinie zasadowej. Występowanie w pyle związków chromu i niklu
jest charakterystyczne dla elektrod stosowanych do spawania stali wysokostopowych i do
spawania i napawania żeliwa. Związki żelaza w dużej ilości występują w pyle wydzielającym
się przy spawaniu stali niskostopowych. Szczególnie dużą emisją pyłu charakteryzują się
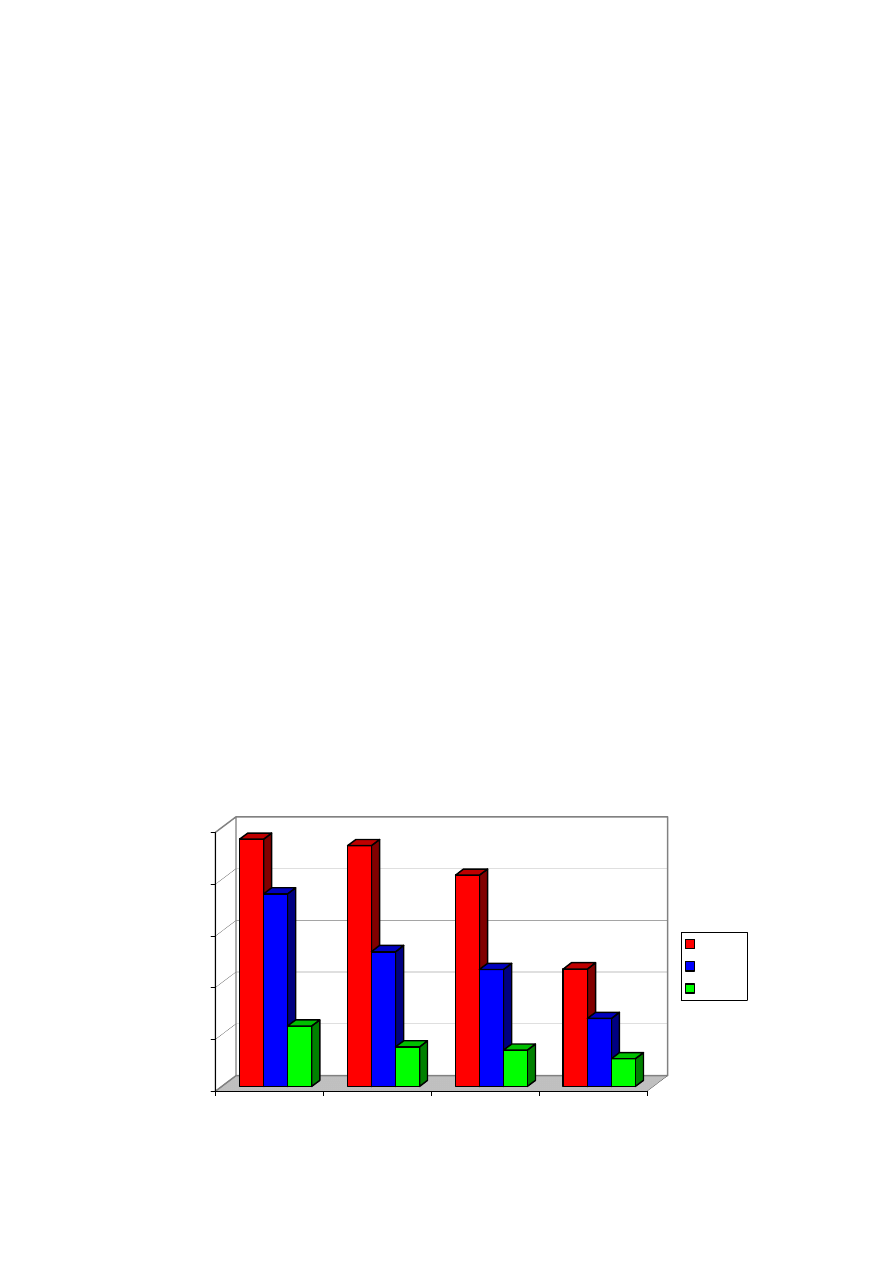
elektrody otulone stosowane do procesu napawania. W tablicy 3 przedstawiono dla
wybranych gatunków elektrod otulonych wielkość emisji pyłu całkowitego, gazów oraz skład
chemiczny pyłu.
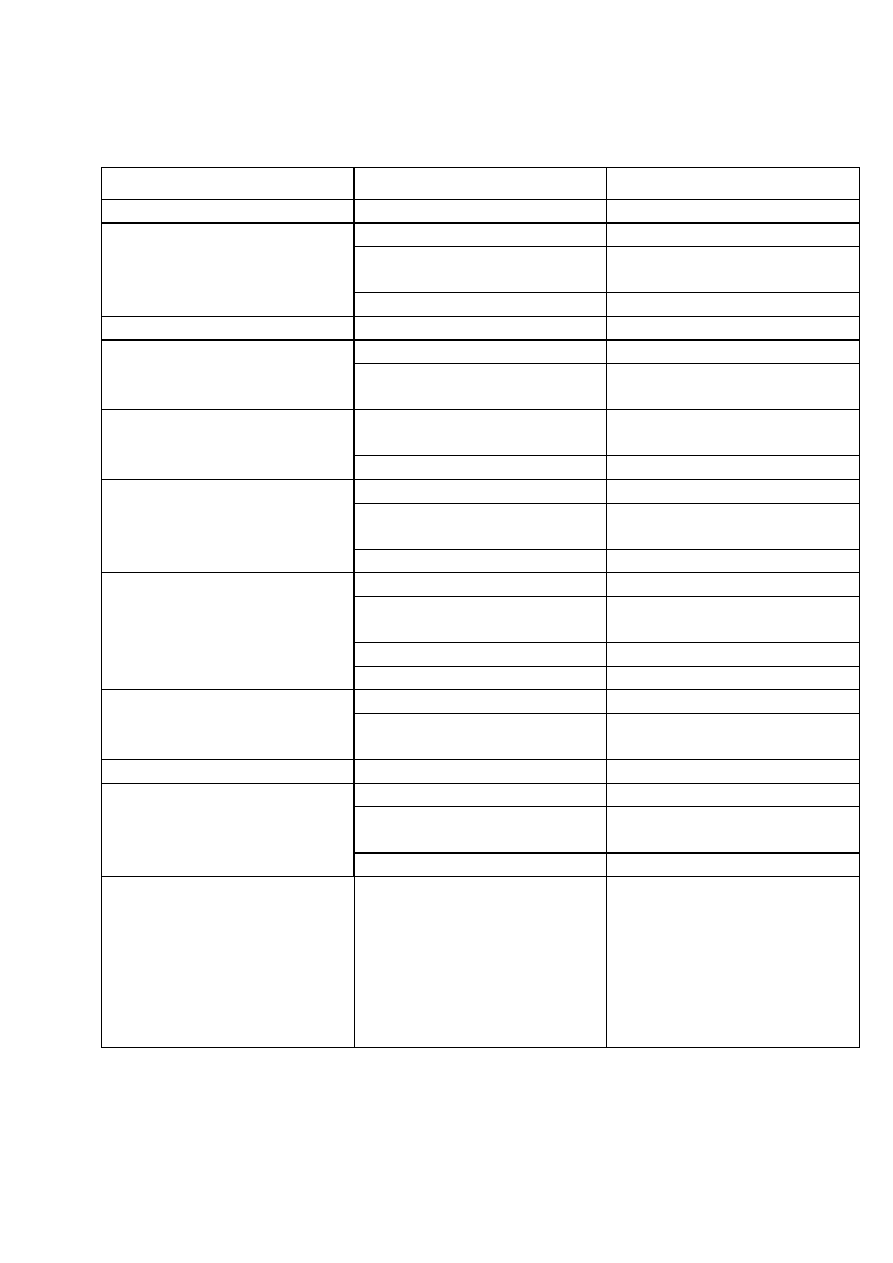
Tablica 3. Emisja pyłu całkowitego, emisja gazów oraz skład chemiczny pyłu przy spawaniu
elektrodami otulonymi w zależności od rodzaju i średnicy elektrody oraz rodzaju materiału
podstawowego [11]
Rodzaj elektrody
Średnica
[mm]
Emisja całkowita
[mg/s]
Skład chemiczny pyłu % [m/m]
pyłu NOx CO Fe Mn Si Cr Ni F
Elektrody do spawania
ER 346
rutylowa
3,25
5
15,26
27,34
2,70
3,80
0,40
0,47
40,2
42,1
8,3
7,3
6,8
7,7
-
-
-
-
0,2
0,2
Stali niskostopowych
EB 170
zasadowa
3,25
5
23.41
34,2
1,51
2,93
0,16
0,23
32.2
34,7
6,2
6,2
1,2
1,6
0,3
0,3
0,6
0,7
11,7
11,8
EA 146
kwaśna
3,25
5
15,36
32,4
2,68
4,1
0,43
0,6
46.0
45,5
9,3
8,6
5,2
6,0
-
-
-
-
-
-
Elektrody do spawania ES 20-10-6R
rutylowa
3,25
5
10,50
21,9
1,38
2,45
0,2
0,3
9,1
10,5
20,2
18,6
7,9
6,8
6,9
7,4
0,8
1,2
-
-
Stali
wysokostopowych
ES 20-10-6B
zasadowa
3,25
5
8,57
19,3
3,0
2,9
0,5
0,9
11,0
9,4
16,5
15,5
1,7
0,9
6,7
6,3
1,2
0,8
16,6
20,4
Elektrody do spawania
i napawania żeliwa
EŻNi
2,5
4
10,1
17,71
0,44
0,87
0,4
0,7
3,5
3,6
0,14
0,14
0,8
0,8
-
-
18,1
18,3
6,2
6,7
Elektrody do
napawania
EN 400 MnB
ENS 50 B
EN Żl
zasadowe
5
4
5
46,36
33,54
44,22
1,09
0,97
0,9
0,89
0,23
0,9
28,5
34,5
11,3
24,3
4,1
0,5
0,3
2,1
4,3
-
3,2
1,1
-
0,4
0,1
7,1
10,6
11,3
Przy wyborze gatunku elektrody dane charakteryzujące ten gatunek pod względem emisji
zanieczyszczeń umożliwiają spawalnikowi zaplanowanie warunków prowadzenia procesu z
uwzględnieniem aspektów ochrony zdrowia pracowników. Wybór gatunku elektrody do
10

procesu łączenia jest oczywiście zawsze związany z wymaganiem, aby spoiwo miało skład
chemiczny zbliżony do składu materiału podstawowego, a własności mechaniczne
uzyskanego stopiwa muszą być podobne do własności materiału łączonego.
Zalecenia do doboru elektrod otulonych w aspekcie ograniczenia emisji szkodliwych
zanieczyszczeń:
Skład chemiczny pyłu powstającego przy spawaniu elektrodami otulonymi jest
uzależniony od rodzaju otuliny danych elektrod. Dobierając rodzaj elektrody należy zapoznać
się z danymi dotyczącymi składu chemicznego powstającego pyłu. Przy elektrodach o
otulinie zasadowej należy zwracać uwagę na występowanie dużej ilości fluorków. Przy
spawaniu i napawaniu żeliwa w pyłach występuje dużo związków niklu. Związki chromu i
niklu oraz manganu w dużej ilości występują również w pyłach przy spawaniu stali
wysokostopowych.
Emisja pyłu i gazów jest uzależniona od średnicy stosowanej elektrody otulonej, wraz ze
wzrostem średnicy elektrody wzrasta ilość emitowanych zanieczyszczeń. Jeżeli warunki
technologiczne procesu spawania metodą MMA pozwalają to należy stosować elektrody o
mniejszej średnicy.
Przy doborze elektrod do napawania ważna jest informacja, że charakteryzują się one
bardzo wysoką emisją pyłu i gazów.
Spawanie łukowe w osłonie gazu aktywnego elektrodą topliwą – metoda MAG
Spawanie łukowe w osłonie gazu obojętnego elektrodą topliwą – metoda MIG
Spawanie w osłonie gazów metodą MAG/MIG jest obecnie najbardziej
rozpowszechnioną metodą łączenia różnych materiałów. Z uwagi na powszechność
stosowania tych metod, są one ciągle doskonalone m.in. przez rozwój materiałów
dodatkowych oraz doskonalenie gazów stosowanych do osłony łuku spawalniczego.
Spawanie w osłonie gazów elektrodą topliwą również wiąże się z emisją do środowiska pracy
zanieczyszczeń szkodliwych dla zdrowia pracowników. Ograniczenie wielkości emisji tych
zanieczyszczeń możliwe jest na drodze modyfikacji warunków technologicznych procesu
oraz doboru odpowiednich materiałów dodatkowych, charakteryzujących się mniejszą emisją
pyłu i gazów. Z uwagi na fakt, że metoda MAG/MIG stosowana jest do łączenia różnych
metali i stopów, stosowane są również różne rodzaje drutów, np. druty lite, proszkowe,
zalecenia odnośnie doboru warunków spawania uwzględniające zmniejszanie emisji
zanieczyszczeń powinny uwzględniać szeroki zakres stosowania tych metod spawania.
11
Zalecenia do doboru warunków technologicznych spawania stali metodą MAG/MIG w
aspekcie ograniczenia emisji szkodliwych zanieczyszczeń:
Dobór parametrów prądowo-napięciowych procesu przy spawaniu stali drutami litymi
Ograniczenie emisji szkodliwych zanieczyszczeń na drodze modyfikacji warunków
technologicznych procesu spawania można osiągnąć przez dobór optymalnych parametrów
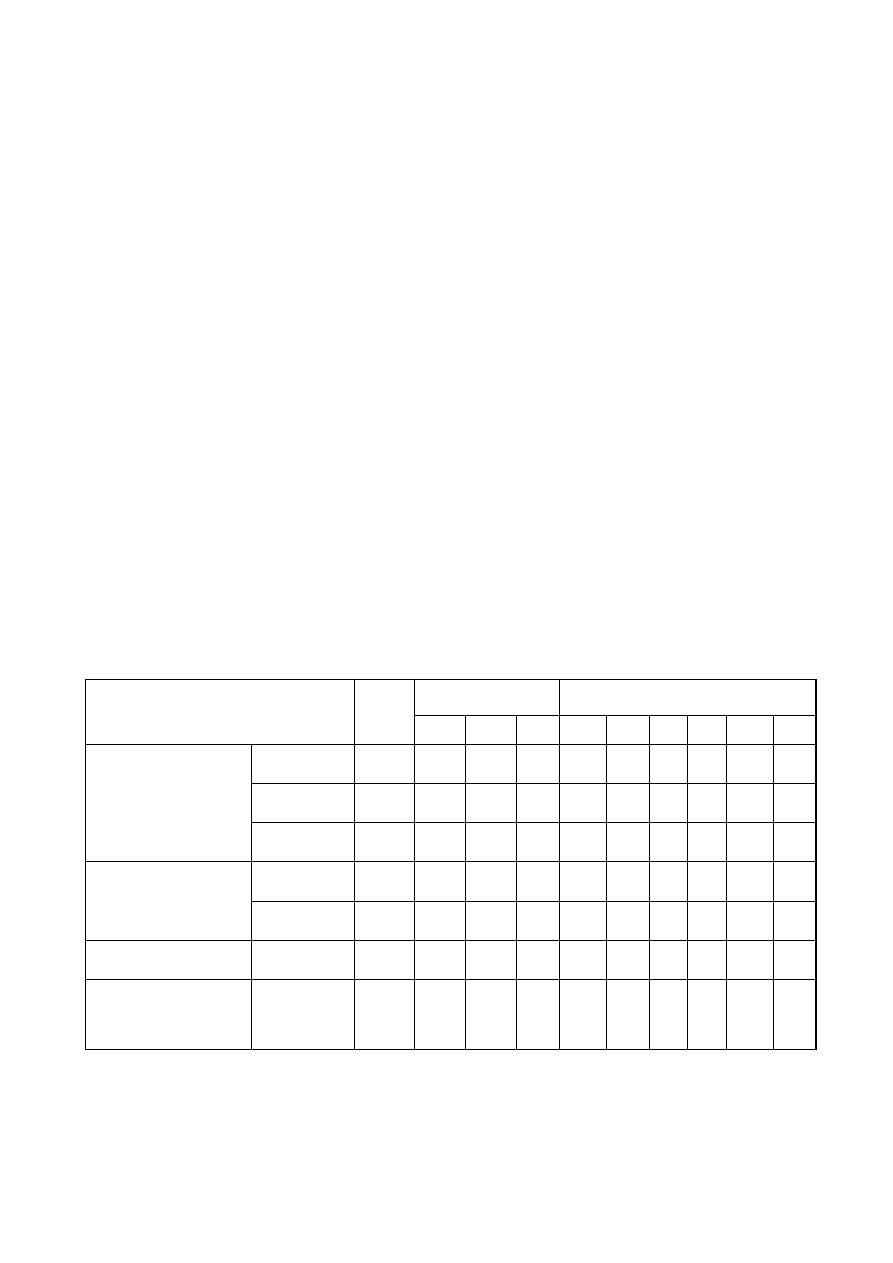
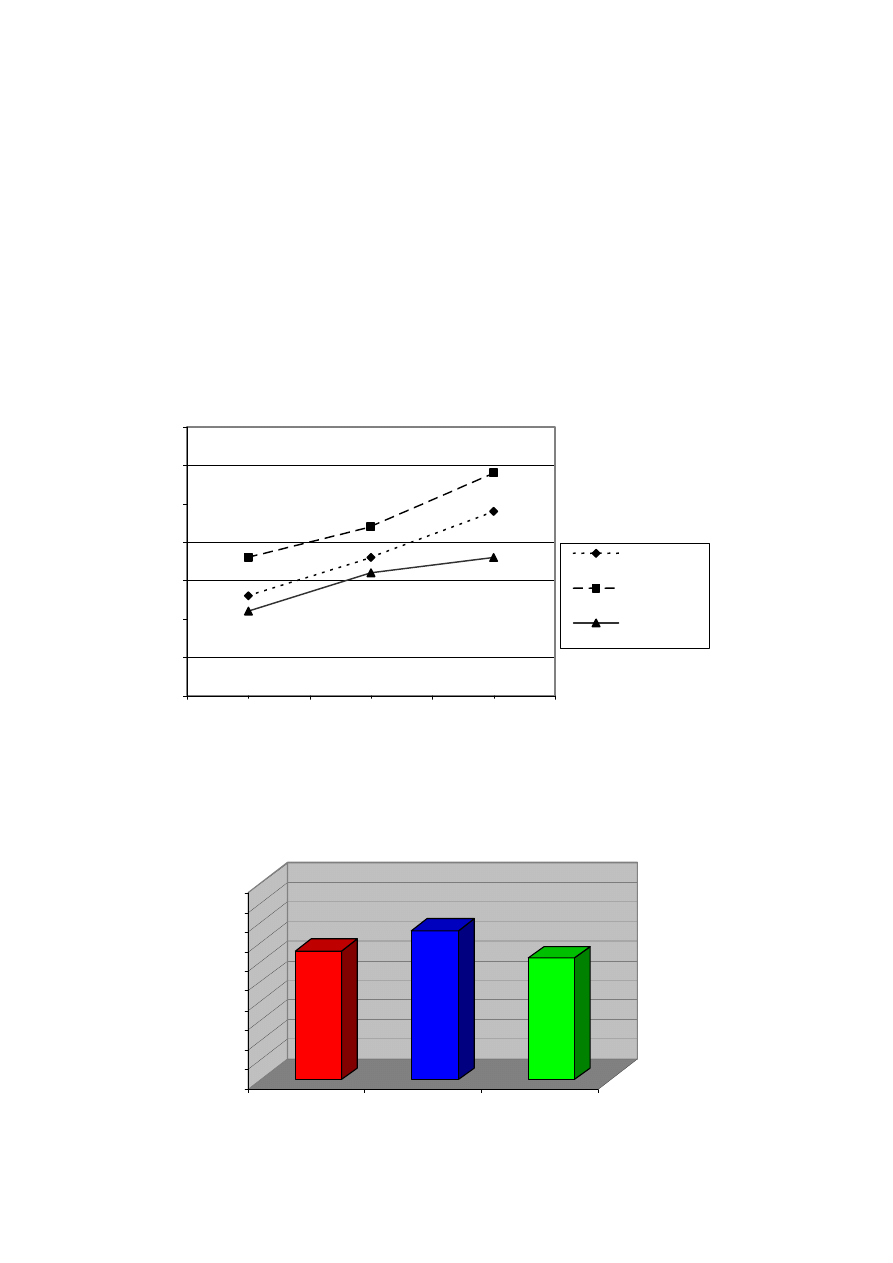
prądowo-napięciowych procesu spawania. Występuje zależność pomiędzy natężeniem prądu
spawania i napięciem łuku elektrycznego, a ilością powstającego pyłu i gazów. Przy spawaniu
stali metodą MAG/MIG emisja pyłu rośnie ze wzrostem natężenia prądu do osiągnięcia
maksimum, po którym maleje, pomimo dalszego wzrostu natężenia prądu. Przy stosowaniu
drutów o średnicy od 1,0 i 1,2 mm maksymalna emisja pyłu ma miejsce przy prądzie 300A,
natomiast dla drutu o średnicy 1,6 mm przy prądzie 350 A (rys.1). Emisja tlenków azotu
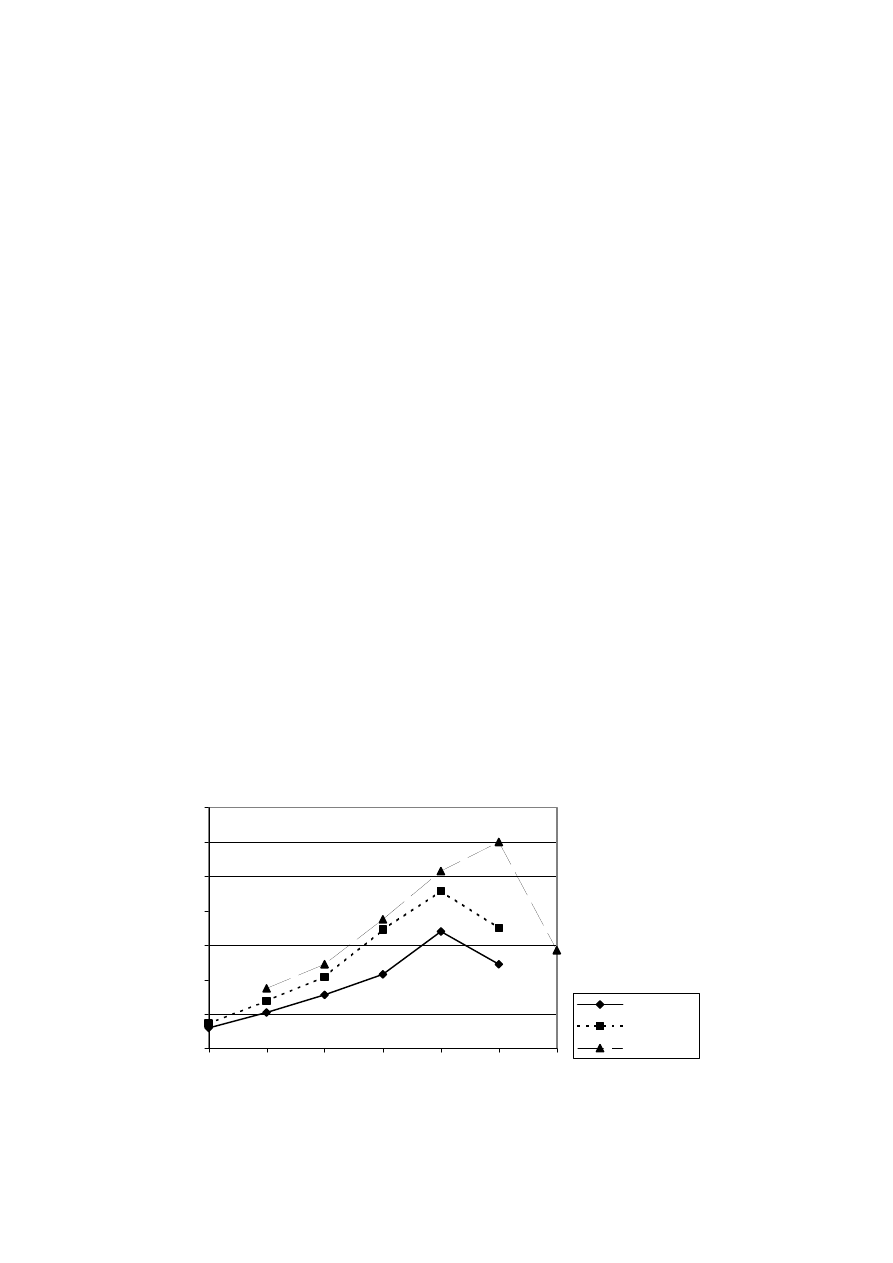
rośnie wraz ze wzrostem natężenia prądu w całym zakresie prądowym (rys.2), jest to
związane ze wzrostem temperatury wokół łuku oraz z procesem utleniania azotu. Dążąc do
redukcji emisji pyłu i emisji gazów korzystne jest projektowanie procesu na stosowanie
niższych wartości prądu np. z przedziału 200-250A.
Na wielkość emisji zanieczyszczeń wpływ ma również średnica stosowanego drutu
spawalniczego (rys.1,2). Większa średnica drutu to wyższe parametry prądowe i oczywiście
większa emisja czasowa do środowiska zanieczyszczeń. W aspekcie zmniejszania emisji
czasowej zanieczyszczeń korzystne jest stosowanie drutów o mniejszych średnicach.
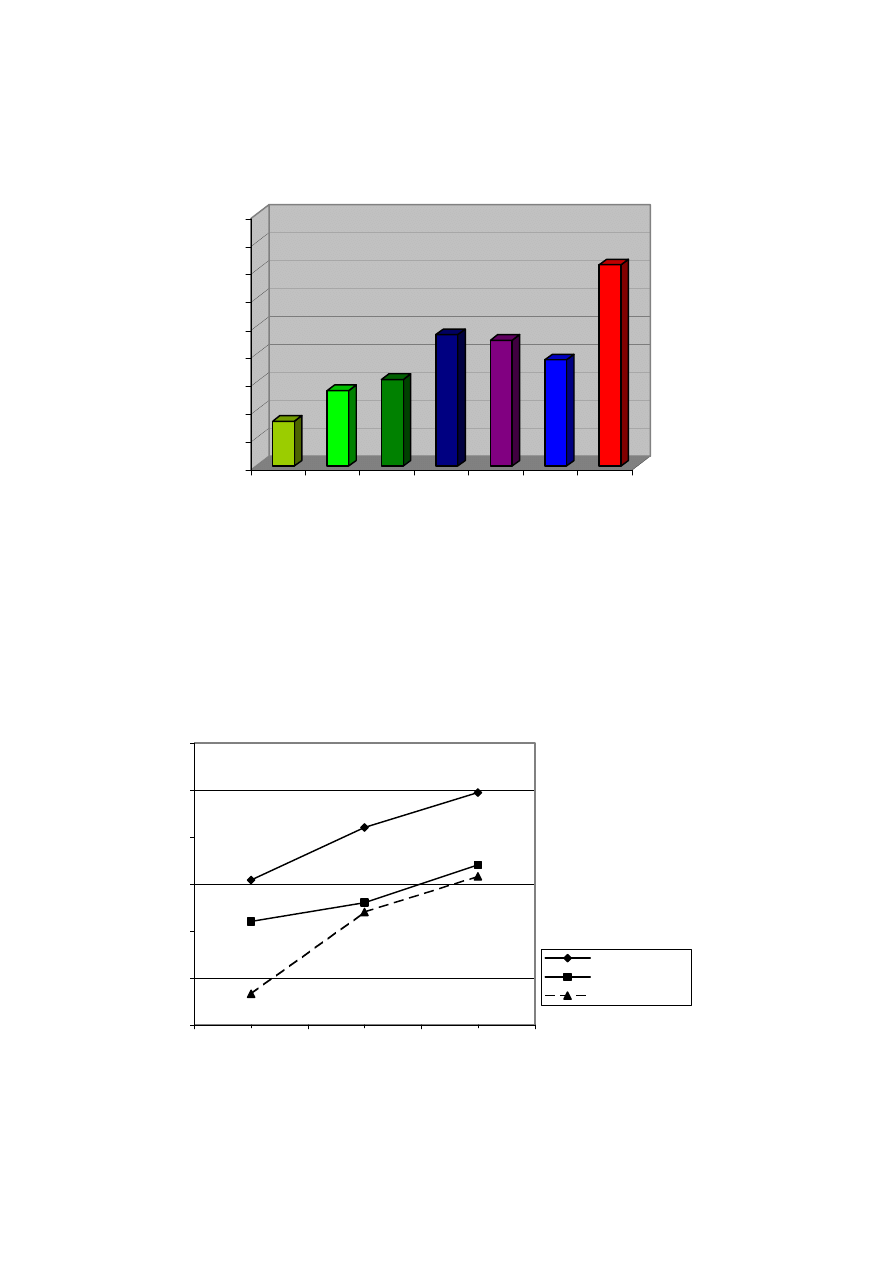
Rys.1. Wpływ natężenia prądu i średnicy drutu na wielkość emisji pyłu
przy spawaniu stali metodą MAG w osłonie mieszanki
80%Ar+20%CO2
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
100
150
200
250
300
350
400
I [A]
Ec [mg/s]
śr.1,0 mm
śr. 1,2 mm
śr. 1,6 mm
12
Rys. 2. Wpływ natężenia prądu i średnicy drutu na wielkość emisji
tlenków azotu przy spawaniu metodą MAG w osłonie mieszanki
80%Ar+20%CO2.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
100
150
200
250
300
350
400
I [A]
Ew [mg/s]
śr.1,0 mm
śr. 1,2 mm
śr. 1,6 mm
Dobór składu gazu osłonowego przy spawaniu stali drutami litymi
Jednym z najważniejszych czynników wpływających na wielkość emisji zanieczyszczeń
przy spawaniu stali metodą MAG/MIG jest skład chemiczny gazu zastosowanego na osłonę
łuku. Zastosowanie mieszanek gazowych w miejsce argonu lub dwutlenku węgla wpływa w
znacznym stopniu na ograniczenie emisji pyłu i emisji gazów wydzielających się w czasie
procesu [12]. Mieszanki gazowe typu Ar/CO
2
stosowane do osłony łuku przy spawaniu stali
niskostopowych (80%Ar+20%CO
2
, 82% Ar+18% CO
2
) umożliwiają zmniejszenie emisji
pyłu o 30%, a emisji tlenków azotu o 55% w porównaniu do spawania w osłonie dwutlenku
węgla. Korzystniejsze rezultaty z uwagi na ilość powstających zanieczyszczeń uzyskuje się w
metodzie MAG po zastosowaniu mieszanek trójskładnikowych (Ar/CO
2
/O
2
), o niskiej
zawartości (do 5%) dwutlenku węgla. Przykładem takiej mieszanki gazowej jest gaz o
składzie 93%Ar+ 5%CO
2
+2%O
2
. W tym przypadku w porównaniu do spawania w CO
2
uzyskuje się ograniczenie emisji pyłów o 50%, a zanieczyszczeń gazowych o 60%. Z punktu
widzenia ilości emitowanych zanieczyszczeń pyłowych najkorzystniejsze są mieszanki o
wysokiej zawartości argonu (95%Ar+5%O
2
). Z uwagi na ograniczenie emisji do środowiska
tlenków azotu, zaleca się stosowanie mieszanki o niskiej zawartości tlenu (do 2%) i
zawartości CO
2
w granicach od 12%-20%. Wpływ składu gazu osłonowego na wielkość
emisji pyłu przy spawaniu stali metodą MAG przedstawiono na rysunku 3.
13
0
2
4
6
8
10
12
14
16
Ec [mg/s]
95%
Ar+
5%
O2
93%
Ar+
5%
CO
2+
2%
O2
90%
Ar+
5%
CO
2+
5%
O2
86%
Ar+
12
%C
O2
+2
%O
2
78%
Ar+
20
%C
O2
+2
%O
2
80%
Ar+
20
%C
O2
80%
Ar+
15
%C
O2
+5
%O
2
CO
2
Rys 3. Wpływ składu gazu osłonowego na wielkość emisji pyłu przy
spawaniu stali metodą MAG. Drut lity G3Si1, śr. 1,2 mm.
I=300 A
Dobór warunków technologicznych przy spawaniu stali drutami proszkowymi
Zagrożenia zdrowia i środowiska towarzyszące spawaniu drutami proszkowymi można
ograniczyć dobierając do spawania rodzaje drutów spełniające wymogi techniczne, ale
powodujące mniejsze zagrożenie. Pewne możliwości zredukowania emisji zanieczyszczeń
stwarza przy spawaniu drutami proszkowymi w osłonach gazowych stosowanie „mniej
szkodliwych” rodzajów drutów, jakimi są druty z rdzeniem metalowym [13]. Przykładem
takich materiałów jest m.in. seria drutów „Green” przeznaczonych do spawania stali
niskostopowych i niestopowych we wszystkich pozycjach [14,15]. Jak wskazuje sama nazwa
drutów, są one materiałem spawalniczym zapewniającym bezpieczniejsze warunki pracy. W
celu ograniczenia emisji dymów spawalniczych przy równoczesnym zachowaniu własności
mechanicznych, składu stopiwa i spawalności producent zalecił stosowanie przy spawaniu
drutami „Green” odpowiedniej kombinacji drut/gaz (M22 - 95%Ar+5%O
2
, M21 –
92%Ar+8%CO
2
). Badania potwierdziły istotne obniżenie wielkości emisji tlenku węgla i
pyłu, w porównaniu z emisją tych zanieczyszczeń przy innych gatunkach drutów
proszkowych. Druty proszkowe z rdzeniem metalowym typu „Green” okazują się dobrą
propozycją do zastosowania z uwagi na lepsze warunki pracy. Przy zastosowaniu dla drutów
14

serii „Green” mieszanki gazowej typu Ar/O
2
, emisję pyłu można zmniejszyć o 40% w
porównaniu do spawania w mieszankach typu Ar/CO
2
, natomiast emisję tlenku węgla można
ograniczyć o 80%. Zastosowanie tych mieszanek w kombinacji z innymi drutami
proszkowymi może stanowić kolejne rozwiązanie zagadnień modyfikacji procesu spawania
drutami proszkowymi w aspekcie ograniczania emisji pyłów i gazów.
Kolejnym skutecznym środkiem zmniejszenia emisji dymów spawalniczych przy
spawaniu drutami proszkowymi jest ograniczenie natężenia prądu – obniżające efektywność
pracy, ale w przypadkach szczególnych zawsze warte rozważenia. Modyfikując parametry
prądowe procesu spawania drutami proszkowymi należy uwzględniać fakt, że emisja pyłu
całkowitego oraz emisja tlenków azotu i tlenku węgla wzrasta ze wzrostem natężenia prądu
spawania.
Skład chemiczny proszku wypełniającego druty proszkowych wpływa na skład
emitowanego pyłu. Druty z rdzeniem zasadowym charakteryzują się wysoką zawartością w
pyłach fluorków, podobnie jest przy drutach samoosłonowych. Z kolei druty do spawania stali
wysokostopowych zawierają w składzie chemicznym chrom i nikiel. Wysoką zawartość
manganu w pyle stwierdza się przy stosowaniu drutów proszkowych z rdzeniem metalowym.
Znajomość składu chemicznego pyłu powstającego przy spawaniu stali drutami proszkowymi
umożliwia wybór materiału, który stwarza mniejsze zagrożenie dla zdrowia pracowników.
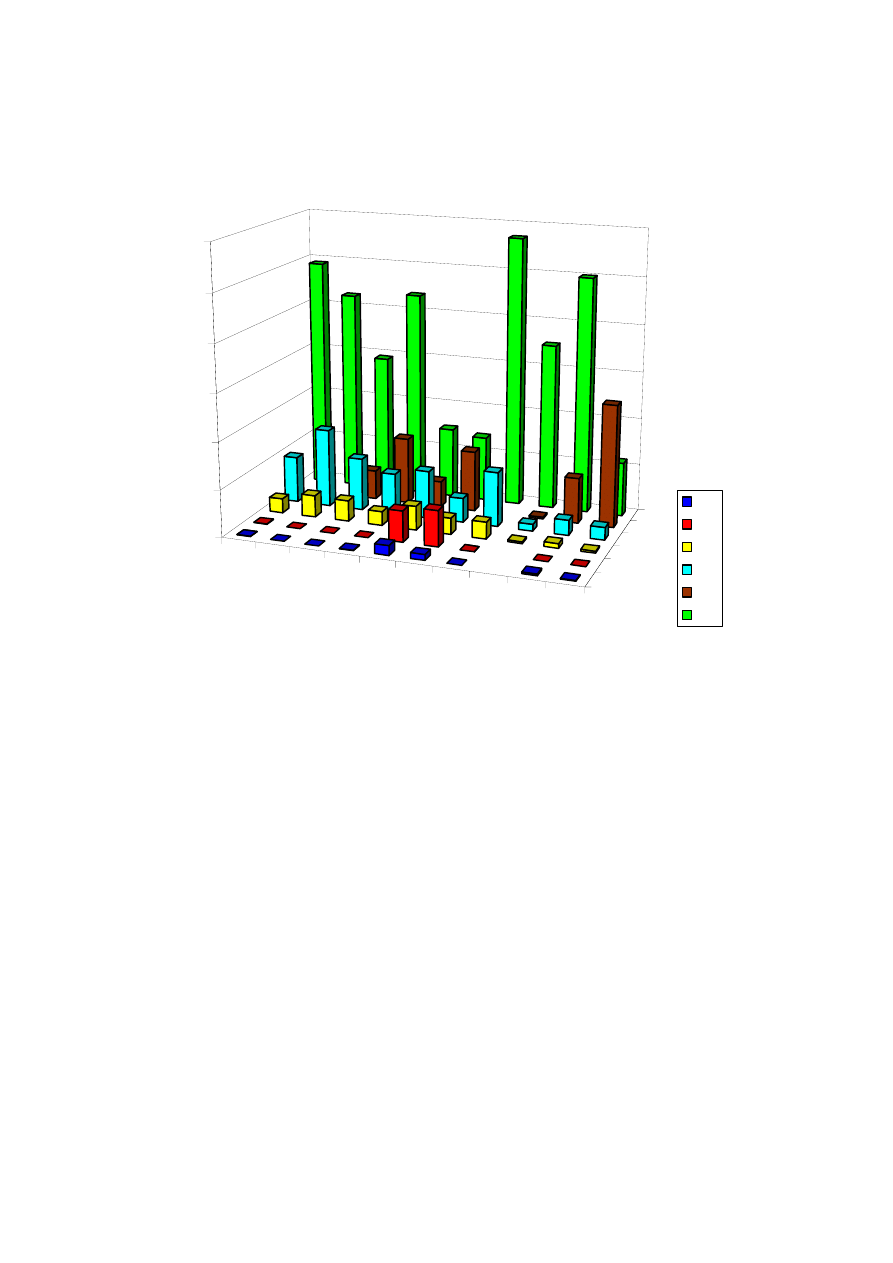
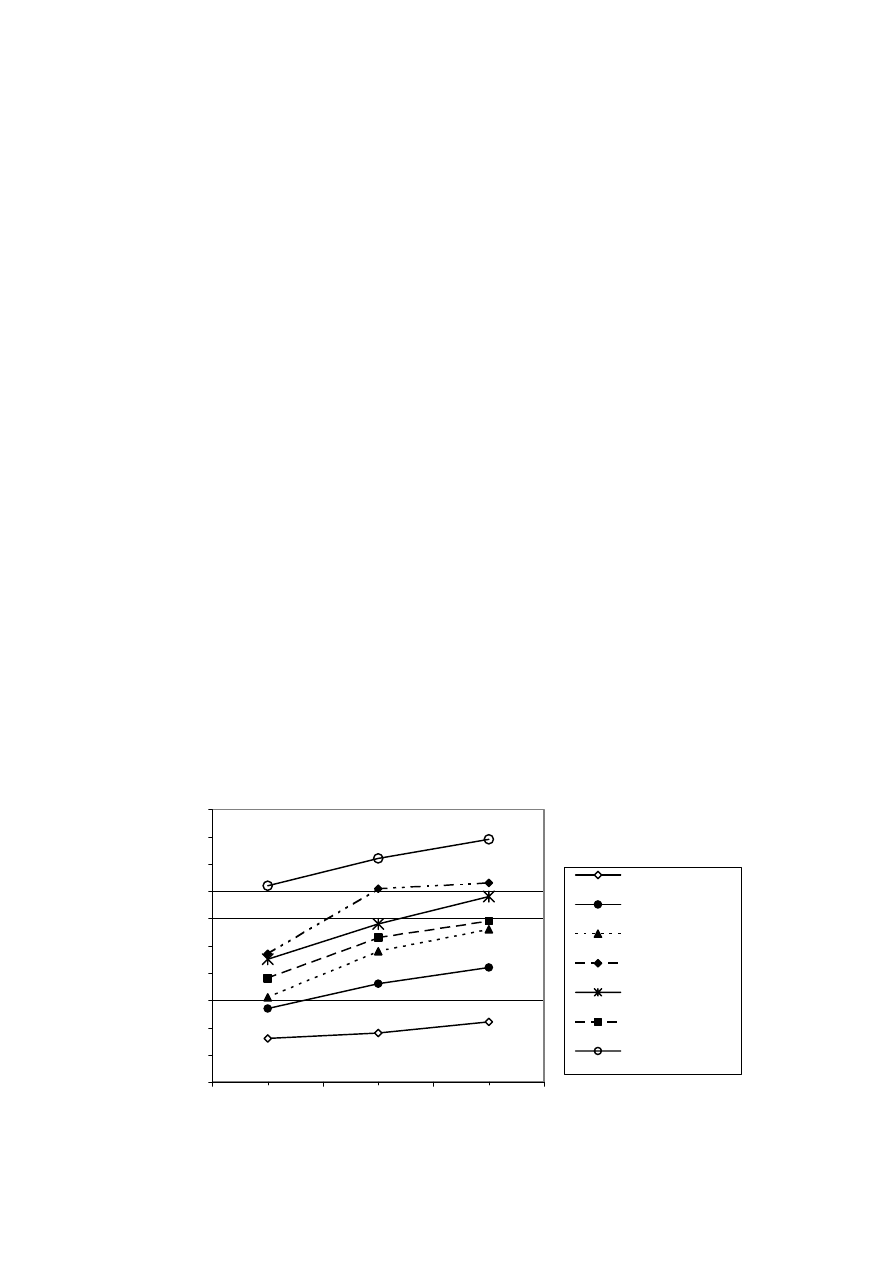
Wpływ gatunku drutu proszkowego, gazu osłonowego oraz wpływ natężenia prądu na emisję
pyłów i tlenku węgla przedstawiono na rysunkach 4,5,6. Uwzględniono następujące gatunki
drutów proszkowych:
- R: drut proszkowy z rdzeniem rutylowym do spawania stali niskowęglowych i
niskostopowych,
- Z1: drut proszkowy z rdzeniem zasadowym do spawania stali niestopowych i
niskostopowych,
- W1: drut proszkowy do spawania wysokostopowych stali ferrytyczno-austenitycznych
(duplex),
- W2: drut proszkowy z rdzeniem metalowym do spawania stali austenitycznych,
- S1, S2, S3: druty proszkowe samoosłonowe zasadowo-fluorkowe,
- G1,G2 : druty proszkowe z rdzeniem metalowym do stali niskostopowej, druty serii
„Green”,
- G3Si1: drut lity, podstawowy materiał do spawania stali niskowęglowych i
niskostopowych metodą MAG.
15
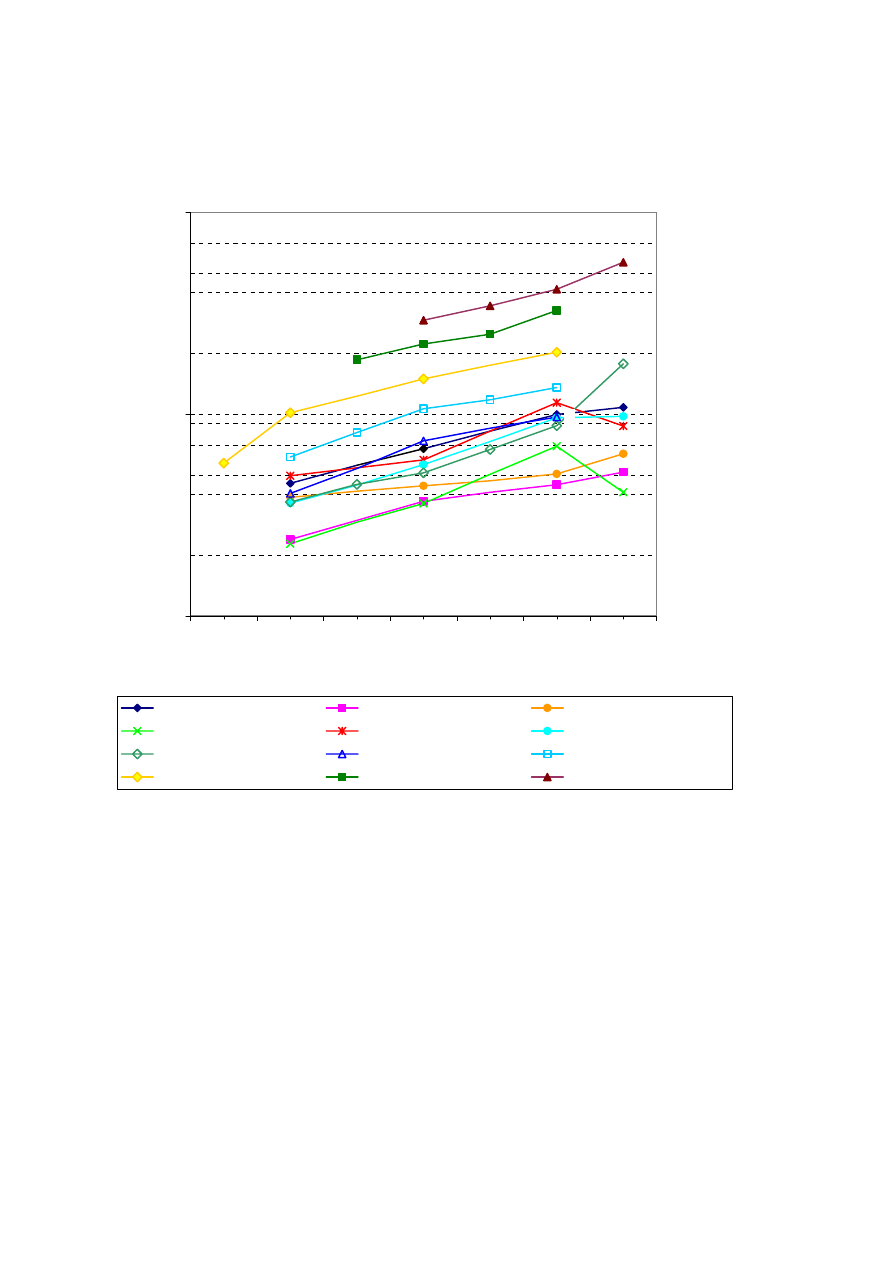
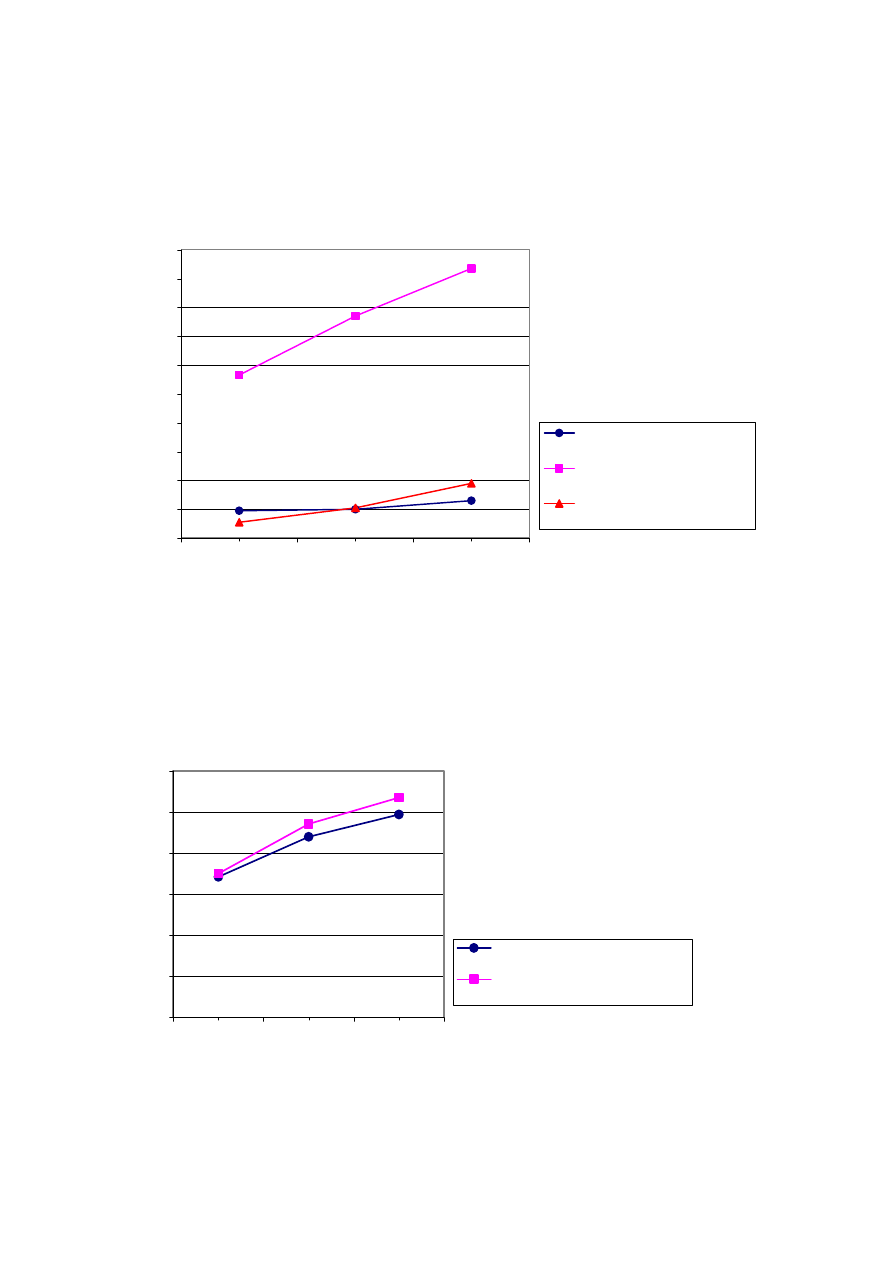
Rys. 4. Emisja czasowa pyłu powstających przy spawaniu stali
różnymi gatunkami drutów proszkowych.
1
2
3
4
5
6
7
8
9
10
11
12
1
10
100
100
150
170
200
220
250
300
I [A]
Ec [mg/s]
G1 82%Ar+18%CO2 (1)
G1 95%Ar+5%O2 (2)
G 1 92%Ar+8%CO2 (3)
G2 95%Ar+5%O2 (4)
G2 92%Ar+8%CO2 (5)
R 82%Ar+18%CO2 (6)
Z1 82%Ar+18%CO2 (7)
W2 82%Ar+18CO2 (8)
W1 82%Ar+18CO2 (9)
S3 (10)
S1 (11)
S2 (12)
16
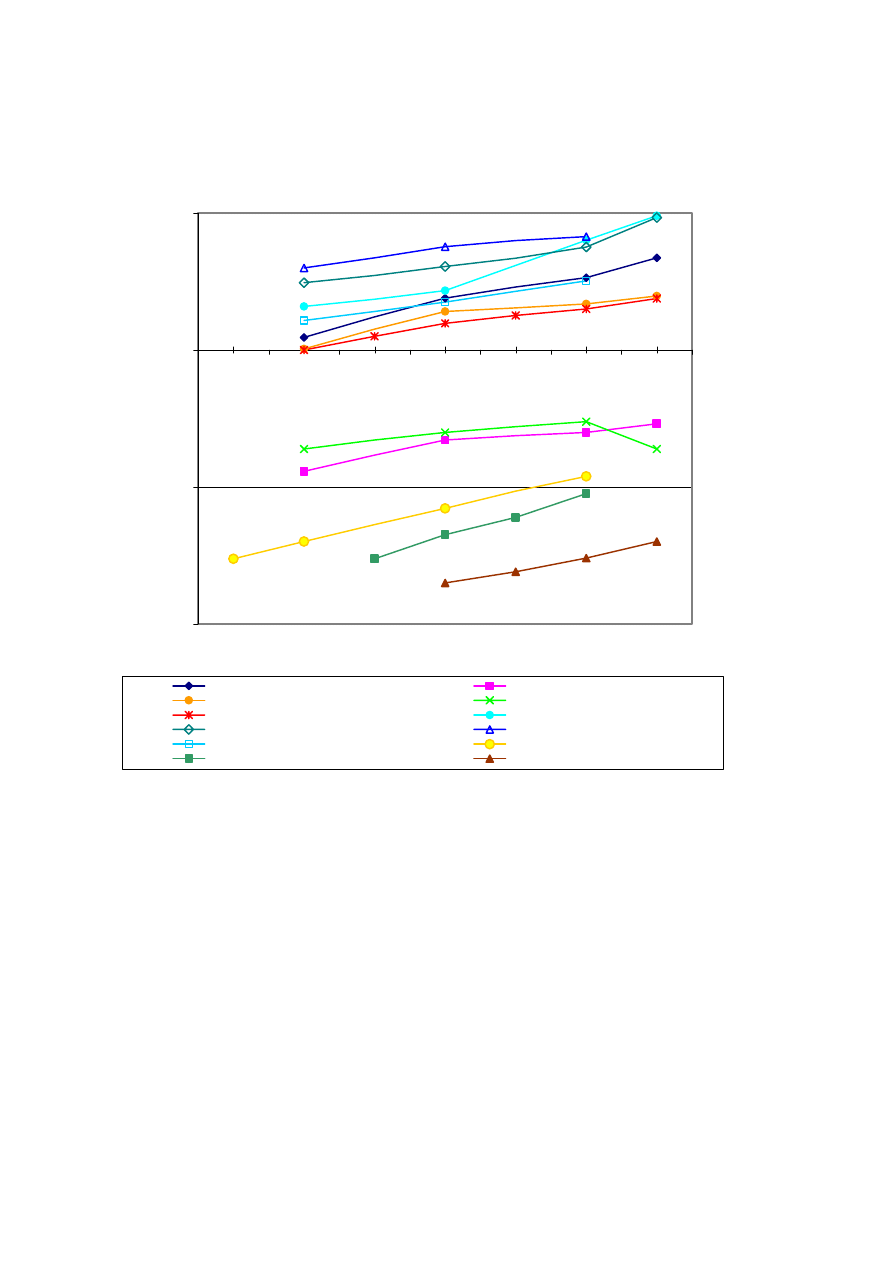
Rys. 5. Emisja czasowa tlenku węgla powstającego przy spawaniu stali
różnymi gatunkami drutów proszkowych.
1
2
4
3,5
6,7
8
9
10
11
12
0,01
0,1
1
10
100
150
170
200
220
250
300
I [A]
Ec [mg/s]
G1 82%Ar+18%CO (1)
G1 95%Ar+5%O2 (2)
G1 92%Ar+8%CO2 (3)
G2 95%Ar+5%O2 (4)
G2 92%Ar+8%CO2 (5)
R 82%Ar+18%CO2 (6)
Z1 82%Ar+18%CO2 (7)
W2 82%Ar+18%CO2 (8)
W1 82%Ar+18%CO2 (9)
S3 (10)
S1 (11)
S2 (12)
17
G1
G2
R
Z1
W2
W1
G3
Si1
S3
S1
S2
Ni
Si
F
0
10
20
30
40
50
60
% [m/m]
Rys.6. Skład chemiczn pyłu powstającego przy spawaniu stali różnymi
gatunkami drutów proszkowych.
Ni
Cr
Si
Mn
F
Fe
Dobór warunków technologicznych przy spawaniu aluminium i jego stopów metodą MIG
Proces spawania aluminium metodą MIG należy do procesów niosących z sobą największe
zagrożenia zdrowia spawaczy. Zagrożenia te związane są głównie z pyłami tworzonymi przez
tlenki glinu, magnezu i cynku, z obecnością w dymach krzemionki, tlenków azotu i ozonu.
Badania prowadzone w ośrodkach medycznych [16,17,18] potwierdzają w grupie spawaczy
zależność pomiędzy ekspozycją na pyły spawalnicze zawierające aluminium, a funkcjami
ośrodkowego układu nerwowego. Z uwagi na rosnącą rolę aluminium jako ważnego metalu
technicznego znajdującego zastosowanie we wszystkich dziedzinach współczesnej techniki
konieczne jest ograniczanie uciążliwości środowiskowych związanych z metodami łączenia
aluminium i jego stopów. Technologiczne możliwości ograniczenia emisji zanieczyszczeń
przy spawaniu aluminium i jego stopów związane są z wprowadzaniem nowych gazów
osłonowych i z optymalizacją parametrów prądowych procesu. Ważna jest również
znajomość danych charakteryzujących emisję przy spawaniu różnych stopów aluminium [15].
18
Drogą do stosunkowo łatwej optymalizacji procesu spawania aluminium i jego stopów w
aspekcie ograniczania emisji zanieczyszczeń pyłowych i gazowych do środowiska pracy jest
wprowadzanie na osłonę łuku mieszanek gazowych typu Ar/He. Mieszanki, w których
wzrasta udział helu, sprzyjają ograniczeniu emisji pyłu i tlenków azotu. Zdecydowanie
najniższe wielkości emisji stwierdza się przy spawaniu w osłonie mieszanki 25%Ar+75%He
(rys.7), można uzyskać zmniejszenie emisji pyłu całkowitego nawet o ok. 60% w porównaniu
ze spawaniem w osłonie argonu. W przypadku wprowadzenia na osłonę łuku mieszanki
50%Ar+50%He emisja pyłu ulega zmniejszeniu o 40%, natomiast przy spawaniu w
mieszance 75%Ar+25%He emisja pyłu zostaje zmniejszona o 30% w porównaniu ze
spawaniem w argonie.
Porównując pod względem wielkości emisji procesy spawania stopu aluminium serii 5000
(AlMg3, AlMg5) oraz serii 4000 (AlSi), należy stwierdzić, że wartości emisji zanieczyszczeń
znacznie różnią się dla poszczególnych stopów (rys.7). Najniższa emisja pyłu całkowitego ma
miejsce przy spawaniu stopu AlSi5 we wszystkich gazach osłonowych. Natomiast najwyższe
wartości emisji pyłu występują przy spawaniu stopu AlMg5. Można sformułować wniosek, że
przy spawaniu stopów aluminium skład chemiczny stopu odgrywa bardzo ważną rolę nie
tylko w składzie chemicznym powstających zanieczyszczeń, ale również w wielkości emisji
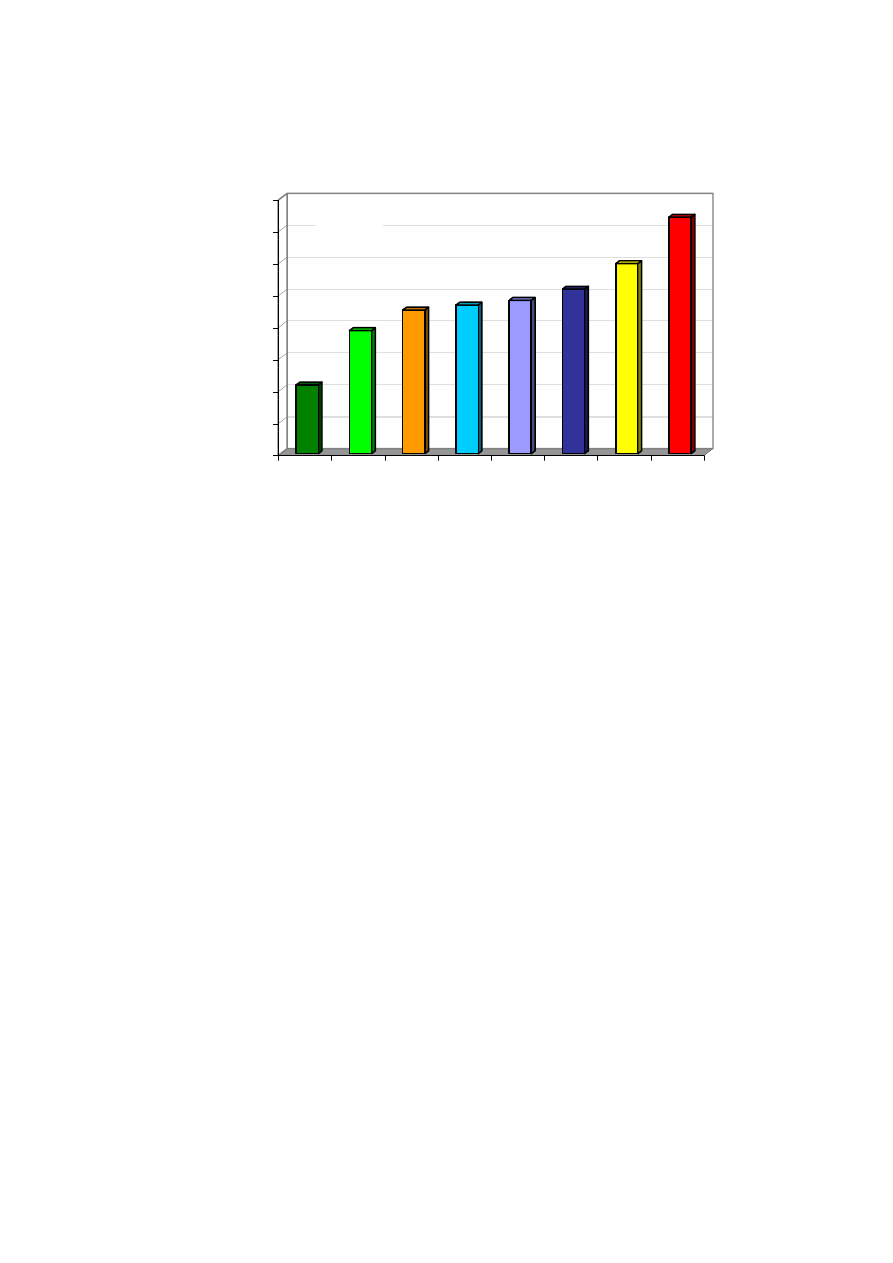
pyłów. Przykładowy skład chemiczny pyłów wydzielających się przy spawaniu różnych
stopów aluminium przedstawiono w tablicy 4.
0
5
10
15
20
25
Ec [mg/s]
Ar
70%Ar + 30%He 50%Ar + 50%He 25%Ar +75%He
Rys.7. Emisja czasowa pyłów przy spawaniu stopów aluminium w różnych
gazach osłonowych. I=200 A.
AlMg5
AlMg3
AlSi5
19
Tablica 4. Skład chemiczny pyłu całkowitego powstającego przy spawaniu stopów aluminium
Symbol Skład gazu
Skład chemiczny % [m/m]
chemiczny
osłonowego
Al Mg Si Mn Cr
AlMg3
Ar
70% Ar + 30% He
50% Ar + 50% He
25% Ar + 75% He
48,69
46,40
46,05
45,57
3,28
4,54
3,64
3,48
0,47
0,45
0,45
0,42
0,65
0,63
0,67
0,62
0,15
0,16
0,15
0,15
AlMg5
Ar
70% Ar + 30% He
50% Ar + 50% He
25% Ar + 75% He
50,34
46,38
46,02
43,22
3,40
4,10
4,20
5,30
0,30
0,32
0,31
0,30
1,30
1,35
1,40
1,20
0,10
0,10
0,14
0,15
AlSi5
Ar
70% Ar + 30% He
50% Ar + 50% He
25% Ar + 75% He
54,43
53,02
51,74
50,90
-
-
-
-
1,33
1,57
1,74
1,72
-
-
-
-
-
-
-
-
Rodzaj stopu aluminium wpływa również na wielkość emisji ozonu do środowiska pracy.
Przy spawaniu stopu AlSi5 emisja ozonu jest większa o 15-20% w porównaniu ze spawaniem
czystego aluminium. Stopy z magnezem dają 3 razy (AlMg3) i 4 razy (AlMg5) mniejszą
emisję ozonu w porównaniu do stopu aluminium z krzemem (rys.8). Skład gazu osłonowego
należy również do czynników wpływających w sposób decydujący na emisję ozonu. Przy
spawaniu aluminium i jego stopów metodą MIG, porównując argon, hel i ich mieszanki z
punktu widzenia możliwości formowania się ozonu stwierdzono, że najniższa emisja tego
gazu występuje przy stosowaniu na osłonę helu i mieszanek z zawartością helu powyżej 70%
(rys.9).
W poszukiwaniach technologicznych sposobów ograniczania emisji ozonu przy procesach
spawania wykorzystano reakcje zachodzące pomiędzy ozonem a tlenkiem azotu. Otóż,
wysoka temperatura powietrza otaczającego łuk spawalniczy powoduje reakcje pomiędzy
azotem i tlenem z wytworzeniem tlenku azotu. Tlenek azotu bardzo gwałtownie reaguje z
ozonem, w wyniku czego powstaje dwutlenek azotu i cząsteczka tlenu, wg następującej
reakcji;
O
3
+ NO
→ NO
2
+ O
2
Reakcja pomiędzy NO i O
3
przebiega bardzo intensywnie i w ciągu kilku sekund stężenie
ozonu w środowisku maleje. Istota reakcji pomiędzy NO i O
3
została wykorzystana również
przy sporządzaniu mieszanek gazowych stosowanych na osłonę łuku. Dodanie niewielkiej i
ściśle określonej ilości NO do gazu osłonowego ( na poziomie 300 ppm = 0,03 %) powoduje
wyeliminowanie ozonu w przypadku spawania metodą MIG łukiem zwarciowym lub
mieszanym, a przy łuku natryskowym zredukowanie jego stężenia o 50 - 90%.
20

Dobór warunków technologicznych procesu spawania wysokostopowych stali
nierdzewnych metodami MAG/MIG/TIG w aspekcie ograniczania emisji substancji
kancerogennych
W ochronie zdrowia pracowników przy procesach spawania i cięcia metali zagadnienia
występowania w pyłach substancji o udowodnionym lub prawdopodobnym działaniu
rakotwórczym nabierają coraz większego znaczenia i stają się poważnym problemem
zdrowotnym. Stosowanie w spawalnictwie materiałów konstrukcyjnych i materiałów
dodatkowych ze zwiększoną zawartością związków chromu i niklu jest przyczyną rosnącego
zagrożenia pracowników substancjami o działaniu kancerogennym. Związki chromu
sześciowartościowego i związki niklu należą do substancji występujących w pyłach
spawalniczych i charakteryzują się udowodnionym działaniem rakotwórczym. Związki
chromu VI w pyłach spawalniczych mogą stanowić grupę związków chemicznych
rozpuszczalnych (chromiany sodu i potasu) lub nierozpuszczalnych, do której zalicza się
chromiany cynku, litu, wapnia i baru. Chromiany rozpuszczalne powodują przy narażeniu
zawodowym zmiany w nerkach i choroby układu oddechowego, natomiast chromiany
nierozpuszczalne uważane są za bardziej niebezpieczne, dają bowiem dla organizmu
człowieka efekt kancerogenny przyczyniając się do raka płuc. W pyłach spawalniczych
występują głównie chromiany sodu (Na
2
CrO
4
), chromiany potasu (K
2
CrO
4
) oraz chromiany
wapnia (CaCrO
4
). Spośród związków niklu pyły powstające przy spawaniu stali chromowo-
niklowych zawierają głównie tlenki niklu (NiO, NiO
2
, Ni
2
O
3
), które należą do grupy
związków nierozpuszczalnych, a więc szczególnie ważnych z punktu medycyny pracy. Do
procesów spawalniczych charakteryzujących się najwyższymi stężeniami w pyłach chromu
VI i tlenków niklu zaliczono spawanie stali wysokostopowych w osłonie gazów obojętnych i
elektrodami otulonymi oraz cięcie plazmowe i laserowe materiałów podstawowych o
wysokiej zawartości chromu i niklu. Tlenek i ditlenek niklu oraz tritlenek dwuniklu są
substancjami rakotwórczymi dla człowieka i dla nich istnieją dowody związku pomiędzy
ekspozycją człowieka na te substancje, a rozwojem choroby nowotworowej
Badania zagadnień występowania substancji kancerogennych w dymach
spawalniczych prowadzone w Instytucie Spawalnictwa w latach 2001-2003, koncentrowały
się na określeniu wpływu parametrów prądowych i składu gazu osłonowego na zawartość w
pyłach chromu VI i niklu przy spawaniu metodami MAG/MIG i TIG wysokostopowych stali
nierdzewnych [19,20]. Wynikiem badań było sformułowanie szeregu wniosków i zaleceń,
które pozwalają na technologiczną modyfikację procesów spawania w aspekcie ochrony
przed nadmiernym narażeniem na substancje kancerogenne.
21
Skład gazu osłonowego wpływa w znacznym stopniu na zawartość chromu
sześciowartościowego oraz niklu w pyłach spawalniczych powstających przy spawaniu
wysokostopowych stali nierdzewnych. Mieszanki gazowe typu argon + tlen powodują
większą zawartość w pyłach CrVI, natomiast mieszanki gazowe typu argon + dwutlenek
węgla pozwalają na osiągnięcie niższych zawartości Cr VI w pyłach spawalniczych
(rys.10,11,12,13). Najwyższe zawartości w pyłach niklu występują przy spawaniu w osłonie
argonu. Mieszanki gazowe typu Ar+O
2
i Ar+CO
2
wpływają na obniżenie zawartości Ni w
pyłach spawalniczych (rys.14).
Rys.10. Wpływ składu gazu osłonowego i natężenia prądu na procentową
zawartość chromu VI w pyle przy spawaniu metodą MAG/MIG stali
austenitycznej Cr- Ni
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0,55
150
200
250
I [A]
Cr VI [% m/m]
Ar
98% Ar+ 2%
O2
97% Ar+ 3%
CO2
0,33
0,38
0,31
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
0,45
0,50
Cr VI [% m/m]
Ar
98%Ar+ 2%O2
97%Ar+ 3%CO2
Rys 11. Porównanie procentowej zawartości Cr VI w pyle przy
spawaniu metoda MAG/MIG stali austenitycznej Cr-Ni przy
zastosowaniu różnych gazów osłonowych. I=150 A
22
Obecność tlenu atomowego w atmosferze łuku sprzyja powstawaniu w pyłach formy chromu
sześciowartościowego. Mechanizm tworzenia się chromu III i chromu VI w procesach
spawania jest następujący:
- w wysokiej temperaturze łuku chrom pochodzący z materiału podstawowego i
dodatkowego uzyskuje postać par czystego metalu,
- przy
obecności tlenu atomowego następuje utlenienie do postaci chromu III,
- wg reakcji 4/3Cr+O
2
=2/3Cr
2
O
3
.
- obecność silnie aktywnego tlenu atomowego powoduje proces dalszego utlenienia do
postaci chromu VI. Trwała forma sześciowartościowego chromu wiązana przez tlen
przyjmuje postać CrO
4
2-
lub Cr
2
O
7
2-
.
Wpływ mieszanek gazowych na zawartość chromu VI w pyle obrazują wyniki badań
uzyskane przy spawaniu stali nierdzewnej typu stali chromowej ferrytycznej. Mieszanki
gazowe, które należą do grupy mieszanek silnie utleniających ( M22 – 95% Ar + 5% O
2
, M22
– 92% Ar + 8% O
2
, M23 – 90% Ar + 5% CO
2
+ 5% O
2
) sprzyjają wzrostowi zawartość CrVI
w pyle. W celu ograniczenia emisji CrVI korzystne jest stosowanie mieszanek o słabych
własnościach utleniających (M13 – 98% Ar + 2% O
2
, M12 – 97% Ar + 3% CO
2
, M21 – 82%
Ar + 18% CO
2
, M21 – 92% Ar + 8% CO
2
). Przy spawaniu stali chromowej ferrytycznej w
osłonie gazowej typu M22 – 92% Ar + 8% O
2
oraz M23 – 90% Ar + 5% CO
2
+ 5% O
2
,
których charakter był najsilniej utleniający, zawartość chromu VI była najwyższa.
Natężenie prądu przy spawaniu stali nierdzewnych metodami MAG/MIG i TIG wpływa nie
tylko na wielkość emisji pyłu, ale również na zawartość w pyłach chromu
sześciowartościowego oraz niklu. Ze wzrostem natężenia prądu wzrasta w pyłach
spawalniczych procentowa zawartość CrVI i niklu (rys.10,12,14,15,16).
Rys. 12. Wpływ składu gazu osłonowego i natężenia prądu na
procentową zawartość chromu VI w pyle przy spawaniu metodą
MAG/MIG stali chromowej ferrytycznej.
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0,90
1,00
150
200
250
I [A]
Cr VI [%
m/m]
82% Ar + 18% CO2
92% Ar + 8% CO2
97% Ar + 3% CO2
92% Ar + 8% O2
95% Ar + 5% O2
98% Ar + 2% O2
90% Ar+5% O2 +5%
CO2
23
0,16
0,27
0,31
0,47
0,45
0,38
0,72
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
Cr VI [% m/m]
82%Ar
+18%CO2
92%Ar + 8%CO2
97%Ar + 3%CO2
92% Ar + 8%O2
95% Ar + 5%O2
98%Ar + 2%O2
90% Ar+5%O2
+5%CO2
Rys 13. Porównanie procentowej zawartości Cr VI w pyle przy spawaniu
stali chromowej ferrytycznej przy różnych gazach osłonowych.
I= 150 A.
Rys.14. Wpływ składu gazu osłonowego i natężenia prądu na
procentową zawartość niklu w pyle przy spawaniu metodą MAG/MIG
stali austenitycznej
3,50
4,00
4,50
5,00
5,50
6,00
6,50
150
200
250
I [A]
Ni [% m/m]
Ar
98% Ar+ 2% O2
97% Ar+ 3% CO2
24
Rys.15. Wpływ natężenia prądu na procentową zawartość chromu VI w pyle
przy spawaniu wysokostopowych stali nierdzewnych metodą TIG
w osłonie Ar.
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
1,80
2,00
80
100
140
I [A]
Cr (VI) [ % m/m]
stal austenityczna chromowo niklowa
308L-Si śr. 2,0 mm
stal Duplex drut 2205 śr. 2,0 mm
stal chromowa ferrytyczna drut
KW10 -IG śr. 2,0 mm
Rys.16. Wpływ natężenia prądu na procentową zawartość Ni w pyle przy spawaniu
wysokostopowych stali nierdzewnych metodą TIG
w osłonie Ar.
0,00
1,00
2,00
3,00
4,00
5,00
6,00
80
100
140
I [A]
Ni [% m/m]
stal austenityczna chromowo niklowa
308L-Si śr. 2,0 mm
stal Duplex drut 2205 śr. 2,0 mm
O zagrożeniu środowiska pracy emisją substancji kancerogennych decyduje nie tylko ich
zawartość procentowa w pyle, ale również bardzo istotnym czynnikiem jest wielkość emisji
25
pyłu całkowitego charakterystyczna dla danej metody spawania. Porównując dwie metody
spawania stali wysokostopowej tzn. metodę MAG/MIG i metodę TIG, stwierdza się
zdecydowanie większe potencjalne zagrożenie chromem sześciowartościowym i niklem
występujące przy spawaniu elektrodą topliwą w osłonie gazów. Związane to jest nie tylko z
większa zawartością procentową CrVI i Ni w pyłach, ale i z większą kilkukrotnie emisją
czasową pyłu całkowitego. Proces spawania metodą MIG jest kwalifikowany do grupy
procesów spawalniczych charakteryzujących się najwyższymi stężeniami w pyłach chromu
VI. Również do szczególnie uciążliwych pod tym względem procesów zaliczono spawanie
stali drutami proszkowymi. Spawanie stali ferrytyczno-austenitycznej drutem proszkowym
związane jest ze szczególnie wysoką zawartością CrVI w pyłach i również bardzo wysoką
emisją do środowiska chromu VI (rys.17).
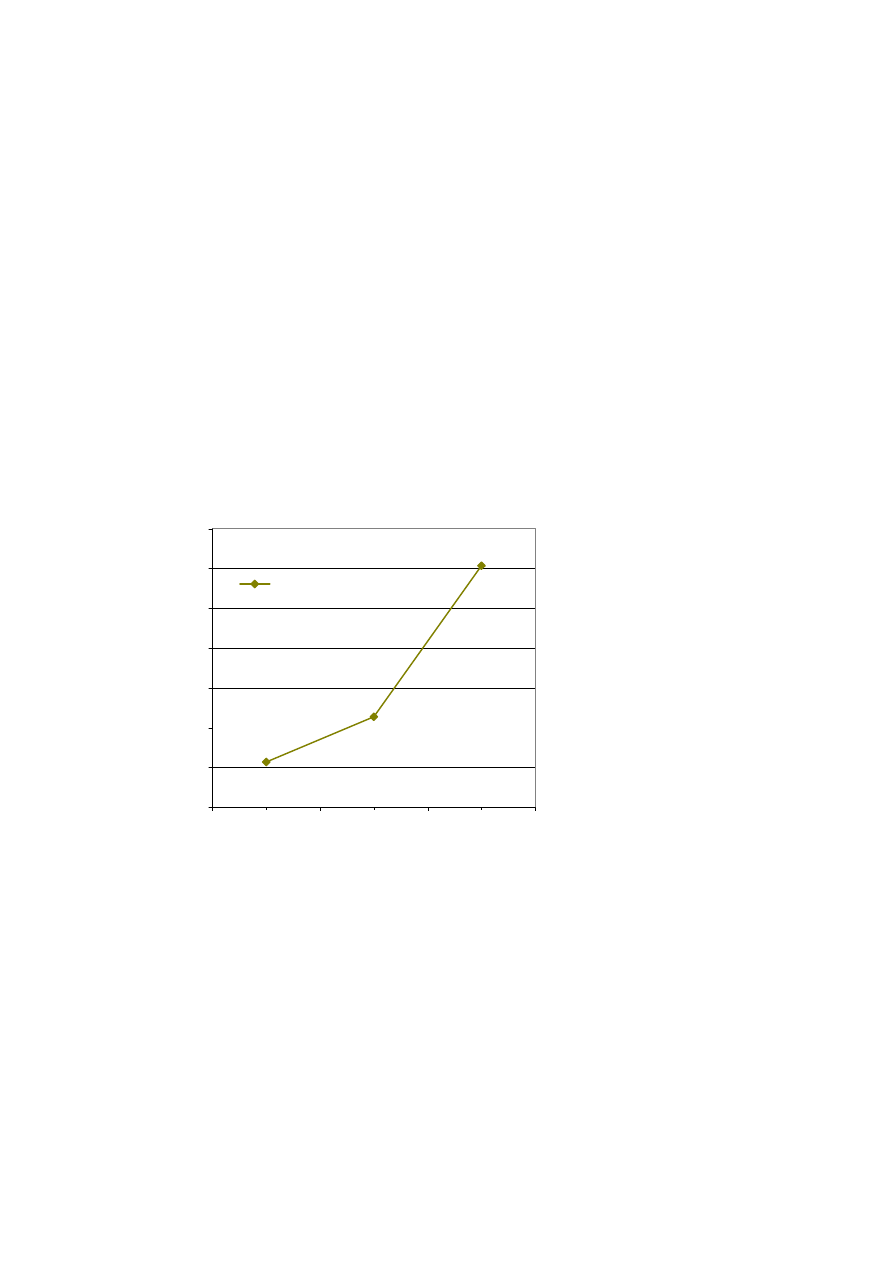
Rys 17. Wpływ natężenia prądu na procentową zawartość chromu VI w pyle
przy spawaniu metodą MAG/MIG stali ferrytyczno- austenitycznej (stal
Duplex). Gaz osłonowy 82% Ar + 18% CO2
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
150
200
250
I [A]
Cr VI [% m/m]
82% Ar + 18% CO2
Zalecenia do doboru warunków technologicznych spawania wysokostopowych stali
nierdzewnych metodami MAG/MIG/TIG w aspekcie ograniczania emisji substancji
kancerogennych:
Skład gazu osłonowego wpływa w znacznym stopniu na zawartość chromuVI oraz niklu
w pyle spawalniczym powstającym przy spawaniu metodą MAG/MIG wysokostopowych
stali nierdzewnych:
- mieszanki gazowe typu argon + tlen powodują większą zawartość w pyle CrVI,
- mieszanki gazowe typu argon + dwutlenek węgla pozwalają na osiągnięcie niższych
zawartości Cr VI w pyle
- najwyższe zawartości w pyle niklu występują przy spawaniu w osłonie argonu.
26

- mieszanki gazowe typu argon + tlen i argon + dwutlenek węgla wpływają na obniżenie
zawartości Ni.
Natężenie prądu przy metodach MAG/MIG i TIG wpływa na zawartość chromuVI oraz
Ni w pyle spawalniczym powstającym przy spawaniu wysokostopowych stali nierdzewnych
następująco:
- ze wzrostem natężenia prądu wzrasta procentowa zawartość CrVI,
- zawartość w pyle niklu wzrasta ze wzrostem natężenia prądu.
Projektując technologię spawania i analizując zagadnienia zagrożeń zdrowia spawaczy
spowodowane przez obecność w pyle substancji kancerogennych, należy uwzględniać
zawartości tych substancji w emitowanych pyle oraz wielkości emisji pyłu całkowitego z
danego procesu.
- wielkość emisji CrVI i Ni z procesów spawania wysokostopowych stali nierdzewnych
metodą MAG/MIG i TIG jest ściśle związana z zawartością tych substancji w pyle i z
wielkością emisji pyłu.
- emisja CrVI i Ni wzrasta ze wzrostem natężenia prądu.
- przy spawaniu stali austenitycznej i stali chromowej ferrytycznej zawartość w pyłach
CrVI jest wyższa przy metodzie MAG/MIG niż przy metodzie TIG.
Podsumowanie
Dymy spawalnicze z uwagi na ich ilość i skład chemiczny stanowią duże zagrożenie dla
zdrowia pracowników oraz wpływają niekorzystnie na stan środowiska pracy i środowiska
naturalnego. Sygnałem ich uciążliwości dla pracownika jest częste występowanie w grupie
zawodowej spawaczy, lutowaczy, zgrzewaczy i operatorów urządzeń spawalniczych chorób
zawodowych. Obowiązek kontroli spawalniczego środowiska pracy pod względem czystości
powietrza ujęty w obowiązujących przepisach bezpieczeństwa prowadzi do poszukiwania
dróg, których celem jest zredukowanie emisji zanieczyszczeń ze stosowanych procesów
spawalniczych.
Na podstawie prac badawczych prowadzonych w Instytucie Spawalnictwa
opracowano następujące zalecenia do profilaktyki zagrożeń zdrowia pracowników przy
procesach spawania metali:
projektując technologię spawania należy uwzględnić wpływ poszczególnych parametrów i
warunków prowadzenia procesu na emisję substancji chemicznych i pyłu do środowiska
pracy,
27

dobierając materiały spawalnicze należy zapoznać się z wielkością emisji pyłu i gazów
oraz ze składem chemicznym pyłu, które charakteryzują dane materiały spawalnicze,
projektowanie technologii spawalniczych oraz stosowanie spawania w przemyśle
powinno łączyć się z optymalizacją technologiczną procesu w aspekcie ograniczania
emisji zanieczyszczeń,
wszystkie prace spawalnicze należy prowadzić z wykorzystaniem skutecznych systemów
wentylacji miejscowej i wentylacji ogólnej. Wentylację miejscową należy dobierać
uwzględniając warunki prowadzenia procesu spawania i procesów pokrewnych,
w pomieszczeniach o zwiększonym zagrożeniu dużymi stężeniami zanieczyszczeń (
takich jak: przestrzenie ograniczone, zamknięte) należy szczególnie dbać o zastosowanie
skutecznej wentylacji.
systematycznie informować pracowników o zagrożeniach zdrowia związanych
z procesami spawalniczymi, o środkach i sposobach ochrony, o wynikach badań na
stanowiskach pracy oraz o wynikach badań naukowych związanych z ochroną zdrowia
w spawalnictwie,
objąć szczególną profilaktyczną opieką zdrowotną pracowników pracujących
z materiałami i metodami spawalniczymi szczególnie niebezpiecznymi oraz pracującymi
w trudnych warunkach np.:
- spawanie stali niskostopowej w przestrzeniach zamkniętych,
- spawanie stali wysokostopowych, spawanie aluminium,
- spawanie drutami proszkowymi samoosłonowymi,
- spawanie
materiałów zawierających substancje rakotwórcze.
Literatura
1. Kobayashi i inni.: Some consideration about formation mechanism of welding fumes.
MIS VIII-715-77,
2. Hilton D.E.: Particulate fume generation during gas metal arc and gas tungsten arc
welding. Dok MIS VIII-1652-92,
3. Boniszewski T.: Spawanie łukowe samoosłonowe - fakty wobec obiegowych opinii.
Przegląd Spawalnictwa 12/92,
4. Węgrzyn J.: Porowatość i udarność stopiwa samoosłonowych drutów proszkowych.
Biuletyn Instytutu Spawalnictwa 4/91,
5. Węgrzyn J.: Toksyczność, porowatość i udarność - problemy przy spawaniu
samoosłonowymi drutami proszkowymi. Przegląd Spawalnictwa 12/92.
6. Smars E., Sipek L.: Ozone in arc welding. MIS VIII 1485-89,
7. Spiegel V.: Chromium and nickel in welding and allied processes-some important
aspects. MIS VIII 1799-97,
8. Marini F.: Does welding stainless steel cause cancer? MIS VIII 1767-95,
28

29
9. Stern R.M.: Assessment of risk of lung cancer for welders. Arch. Environ. Health, 38/98
10. Matczak W, Gromiec J.P: Zasady oceny narażenia spawaczy na dymy i gazy. Wyd. IMP
Łódź, 2003.
11. Matusiak J., Machaczek S.: Katalog charakterystyk materiałów dodatkowych do
spawania pod względem emisji zanieczyszczeń. Instytut Spawalnictwa 1997-2001,
12. Matusiak J.: Procesy spawania metali jako źródło zagrożeń chemicznych w środowisku
pracy. Materiały seminaryjne Instytutu Spawalnictwa 2002,
13. Matusiak J.: Emission of dust and gases in tubular cored wire welding of steel.
International Journal of Occupational Safety and Ergonomics. Vol.9, 3/2003,
14. Matusiak J. i in.: Badanie emisji substancji chemicznych i pyłów przy procesach
spawania i lutowania z zastosowaniem nowych materiałów dodatkowych. Praca
badawcza w ramach Programu Wieloletniego pn. Dostosowanie warunków pracy w
Polsce do standardów Unii Europejskiej, nr I-3.03/2002,
15. Matusiak J. i in.: Badanie możliwości ograniczenia emisji substancji chemicznych i
pyłów przy procesach spawania i lutowania przez modyfikację warunków
technologicznych i optymalizację składu i rodzaju materiałów dodatkowych. Praca
badawcza w ramach Programu Wieloletniego pn. Dostosowanie warunków pracy w
Polsce do standardów Unii Europejskiej”, nr I-3.03/2003,
16. Matczak W.: Ocena narażenia na toksyczne metale podczas spawania stopów
aluminiowych. VIII Naukowo-techniczna Konferencja Spawalnicza, Międzyzdroje,
2003,
17. Matczak W.: Ocena narażenia spawaczy na zanieczyszczenia wydzielające się w
procesach spawania. Biuletyn Instytutu Spawalnictwa, nr 5/98,
18. Iregren A. i inni: Effects on the nervous system in different groups of workers exposed to
aluminium. MIS VIII 1932-2001 Międzynarodowy Instytut Spawalnictwa,
19. Matusiak J., Rams B.: Studium zagadnień identyfikacji substancji kancerogennych
występujących w zanieczyszczeniach emitowanych z procesów spawalniczych. Praca
badawcza IS Ma-29/2001,
20. Matusiak J., Rams B.: Badanie wpływu warunków spawania wysokostopowych stali
nierdzewnych na zawartość substancji kancerogennych w pyłach. Praca badawcza IS Bb-
96/2003,
21. Matusiak J. i in.: Opracowanie zaleceń do doboru warunków technologicznych spawania
i lutowania oraz materiałów dodatkowych, uwzględniającego ograniczenia emisji
szkodliwych zanieczyszczeń. Praca badawcza w ramach Programu Wieloletniego pn.
Dostosowanie warunków pracy w Polsce do standardów Unii Europejskiej”, nr I-
3.07/2004.
Document Outline
Wyszukiwarka
Podobne podstrony:
zagrożenia przy spawaniu
Ocena zagrożeń przy spawaniu i cięciu metali
cichosz,podstawy technik wytwarzania, Przepisy BHP przy spawaniu gazowym
BHP przy spawaniu, Zajęcia praktyczne
2 00 MATERIAŁY I ICH ZACHOWANIE PRZY SPAWANIU
instrukcja BHP przy spawaniu gazowym, BHP
iNSTRUKCJA BHP przy spawaniu gazowym, BHP, Instrukcje BHP, Przemysł ciężki
BHP PRZY SPAWANIU, ROLNICTWO
Instrukcja BHP przy spawaniu gazowym
2.00 MATERIAŁY I ICH ZACHOWANIE PRZY SPAWANIU
Minimalne wymagania dotyczące bezpieczeństwa przy pracach zagrożonych atmosferą wybuchową
instrukcja bhp przy spawaniu w Nieznany
instrukcja bhp przy spawaniu ga Nieznany (3)
04 Instrukcja BHP przy spawaniu elektrycznym
więcej podobnych podstron