Bezpieczeństwo i higiena
pracy przy stosowaniu
procesów spawalniczych –
spawanie elektryczne
autor: Monika Łobień – Pawlas
Kazimierz Pławszewski
Jeremi Gierula
Wyższa Szkoła Zarządzania Ochroną Pracy
w Katowicach
Prowadzący: dr inż. Iwona Romanowska-Słomka
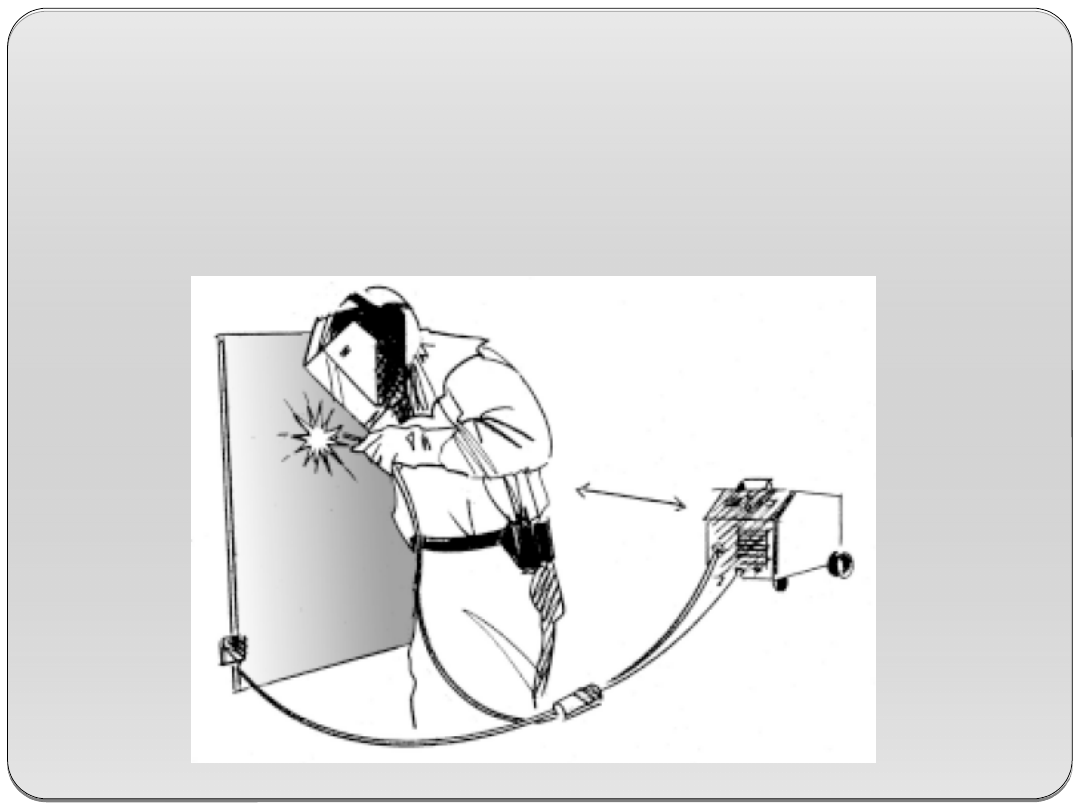
Proces spawania
Spawanie polega na łączeniu materiałów przez ich
nagrzanie i stopienie w miejscu łączenia z dodaniem
lub bez dodania spoiwa. Metal części łączonych
nazywa się metalem rodzimym. Stopione spoiwo
łącznie ze stopionymi brzegami części łączonych, czyli
materiałem rodzimym, tworzy po ostygnięciu spoinę.
Łuk elektryczny jest źródłem ciepła, które wykorzystuje
się do spawania. Temperatura łuku jest bardzo wysoka
i często sięga kilku tysięcy stopni Celsjusza. Spawanie
można wykonywać elektrodą topliwą lub elektrodą
nietopliwą elektrodą wolframową. Przy spawaniu
elektrodą topliwą jest ona jednocześnie spoiwem i
ulega stopieniu podczas spawania.
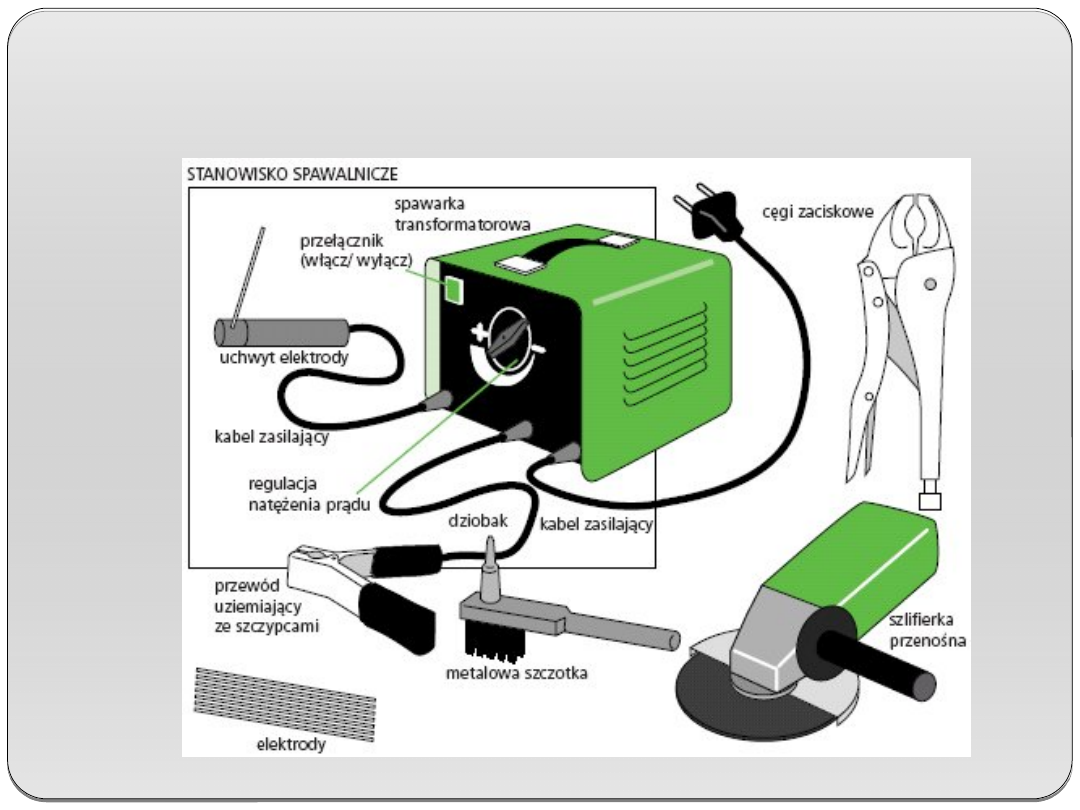
Spawanie elektryczne – spawarka
transformatorowa
16.11.2021

Uprawnienia spawacza
16.11.2021
Spawaczem może zostać osoba, która:
ukończyła 18 lat,
posiada odpowiedni stan zdrowia,
odbyła odpowiednie przeszkolenie i po
zdaniu egzaminu otrzymała:
zaświadczenie o ukończeniu szkolenia lub
świadectwo egzaminu spawacza lub
książkę spawacza
Wyposażenie i materiały
technologiczne
urządzenia do spawania: spawarki, transformatory, półautomaty,
automaty.
stoły lub stojaki spawalnicze.
urządzenia służące do mechanizacji i automatyzacji procesów
spawalniczych: szafy sterownicze, manipulatory, obrotniki, uchwyty,
przyrządy pomocnicze (szlifierki, pilniki itp.).
suszarki do elektrod.
stołki do siedzenia przy pracy z regulowaną wysokością - w razie stałego
wykonywania prac spawalniczych.
urządzenie do bezpiecznego zawieszania uchwytu elektrody - w pobliżu
stanowiska roboczego do spawania łukiem elektrycznym,
stacjonarne urządzenia do podgrzewania przedmiotów przed i po
poddaniu ich procesom spawalniczym, wyposażone w wentylacje
miejscową,
stanowisko spawalnicze do spawania łukowego elektrodami otulonymi
powinno być wyposażone w pojemnik na resztki (ogarki) elektrod,
16.11.2021

SPAWALNIA I STANOWISKA
SPAWALNICZE
Wymiary:
Wysokość pomieszczenia powinna wynosić co najmniej 3,75m
Na każde stanowisko robocze powinno przypadać co najmniej
2m
2
powierzchni podłogi (nie zajętej przez urządzenia i sprzęt),
przy czym odległość między stanowiskami roboczymi (nie
licząc szerokości przejść) powinna wynosić co najmniej 1m.
Na każdego pracownika najliczniejszej zmiany powinno
przypadać co najmniej 15m
3
objętości pomieszczenia (nie
zajętej przez urządzenia i sprzęt).
1. Pomieszczenie
spawalni
16.11.2021
SPAWALNIA I STANOWISKA
SPAWALNICZE
Ściany i strop spawalni powinny być pomalowane
farbami matowymi (najlepiej ciemnoszarą farbą z
domieszką bieli cynkowej).
Podłoga w spawalni i na stanowisku spawalniczym
powinna być wykonana z materiałów niepalnych.
Oświetlenie: należy zapewnić dostateczne
oświetlenie naturalne, a gdy jest to niemożliwe -
dostateczne oświetlenie sztuczne (min. 150luxów).
1. Pomieszczenie
spawalni
16.11.2021
SPAWALNIA I STANOWISKA
SPAWALNICZE
Stanowiska robocze powinny posiadać wentylację
zapewniającą:
usuwanie powietrza zanieczyszczonego substancjami
szkodliwymi, wydzielającymi się przy spawaniu i cięciu
metali,
dopływ świeżego powietrza.
Wentylacja stała powinna zapewniać 5-cio krotną
wymianę powietrza na stanowisku pracy w ciągu
godziny inaczej należy zastosować dodatkowe odciągi
gazów i pyłów z miejsca spawania.
1. Pomieszczenie
spawalni
16.11.2021
SPAWALNIA I STANOWISKA
SPAWALNICZE
W pomieszczeniu spawalni powinien znajdować
się specjalny stół spawalniczy, wykonany z
materiału niepalnego – do spawania małych
elementów.
Stół powinien posiadać miejscową wentylację,
najlepiej z dolnym odciągiem, zabezpieczającym
spawacza przed szkodliwymi oparami
powstającymi w trakcie spawania.
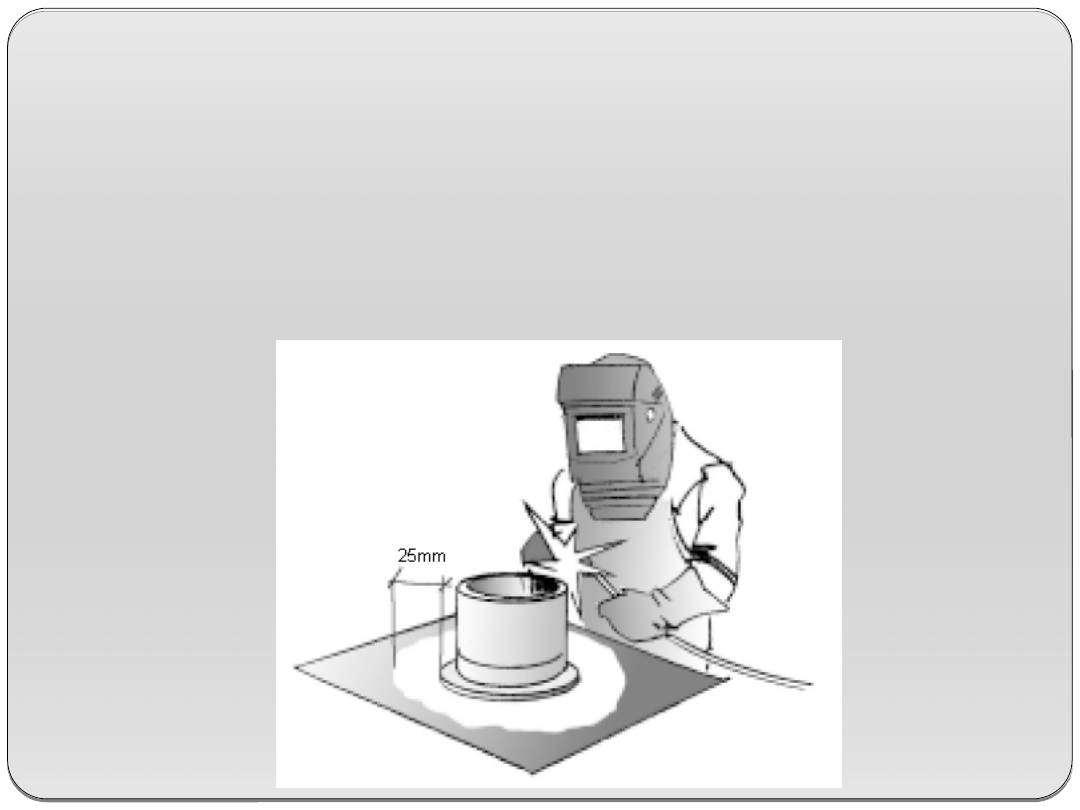
Na stałym stanowisku spawalniczym przedmioty
o dużych wymiarach lub o masie ponad 25 kg
powinny być przemieszczane za pomocą
urządzeń do transportu pionowego lub
poziomego.
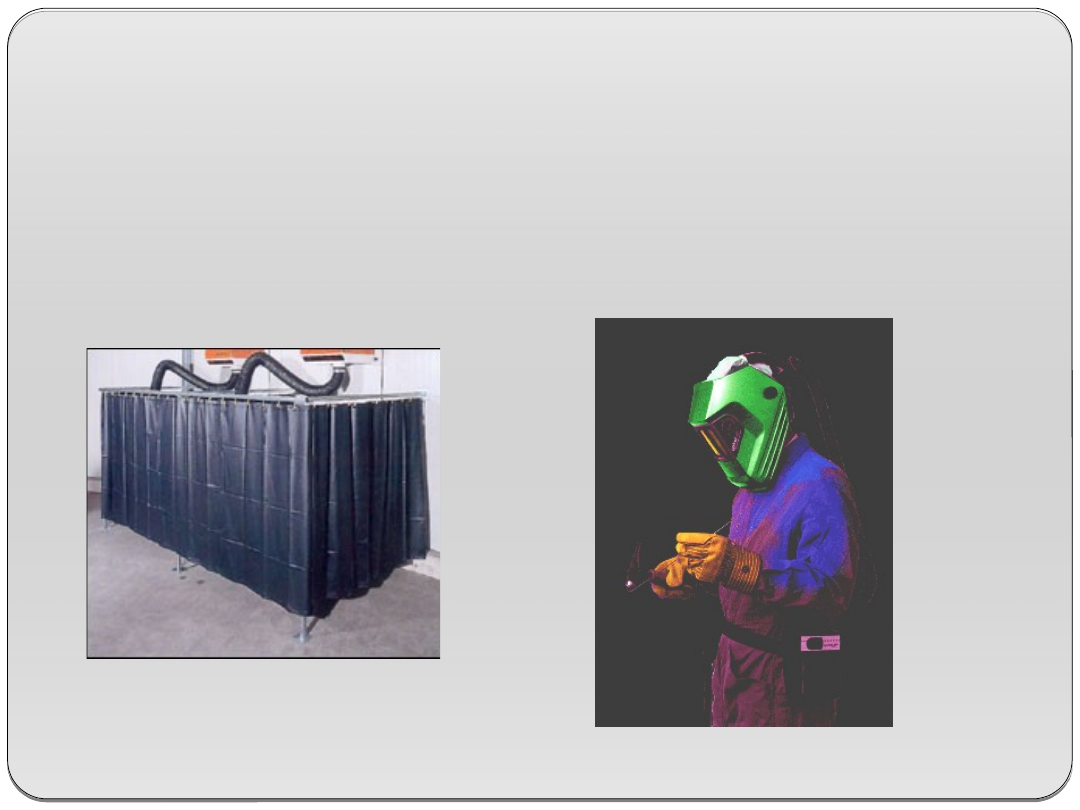
Powinny znajdować się nieprzeźroczyste ścianki
lub parawany.
16.11.2021
Pomieszczenia spawalni cd…
16.11.2021
Stanowiska robocze powinny być osłonięte w sposób
zapobiegający działaniu szkodliwego promieniowania łuku
elektrycznego na osoby nie zatrudnione przy spawaniu.
Ścianki lub parawany kabiny spawalniczej powinny być
wykonane z materiału niepalnego lub trudno zapalnego,
tłumiącego szkodliwe promieniowanie optyczne. Powinny
one mieć wysokość co najmniej 2 m, z zachowaniem przy
podłodze szczeliny wentylacyjnej.
Materiały dodatkowe do spawania zawierające lub
wydzielające substancje chemiczne, stwarzające
zagrożenia dla życia i zdrowia pracowników, powinny być
klasyfikowane i znakowane oraz posiadać karty
charakterystyk, zgodnie z wymaganiami określonymi w
odrębnych przepisów.
16.11.2021
Przy użytkowaniu elektrycznych urządzeń spawalniczych i osprzętu należy w
szczególności przestrzegać następujących wymagań bezpieczeństwa:
prace związane z instalowaniem, demontażem, naprawami i przeglądami
elektrycznych urządzeń spawalniczych powinni wykonywać pracownicy
mający uprawnienia określone w odrębnych przepisach,
połączenie kilku spawalniczych źródeł energii nie powinno powodować
przekroczenia, w stanie bez obciążenia, dopuszczalnego napięcia między
obwodami wyjściowymi połączonych źródeł energii,
obwód prądu spawania nie powinien być uziemiony, z wyjątkiem
przypadków, gdy przedmioty spawane są połączone z ziemią,
przewody spawalnicze łączące przedmiot spawany ze źródłem energii
powinny być połączone bezpośrednio z tym przedmiotem lub
oprzyrządowaniem, jak najbliżej miejsca spawania,
prace spawalnicze wykonywane wewnątrz pomieszczeń, w których
występuje zagrożenie porażenia prądem elektrycznym, powinny być
wykonywane z zastosowaniem spawalniczych źródeł energii spełniających
wymagania dotyczące dopuszczalnej wartości napięcia bez obciążenia i
oznakowanych przez producenta zgodnie z Polską Normą; przy
wykonywaniu prac spawalniczych źródła energii powinny być usytuowane
na zewnątrz pomieszczenia; w pomieszczeniach tych należy stosować
trudno zapalne izolacyjne środki ochronne, jak chodniki i maty izolacyjne.
PROMIENIOWANIE
OPTYCZNE
ŁUKU
SPAWALNICZEGO:
- podczerwone (cieplne)
- widzialne (niebieskie)
- nadfioletowe
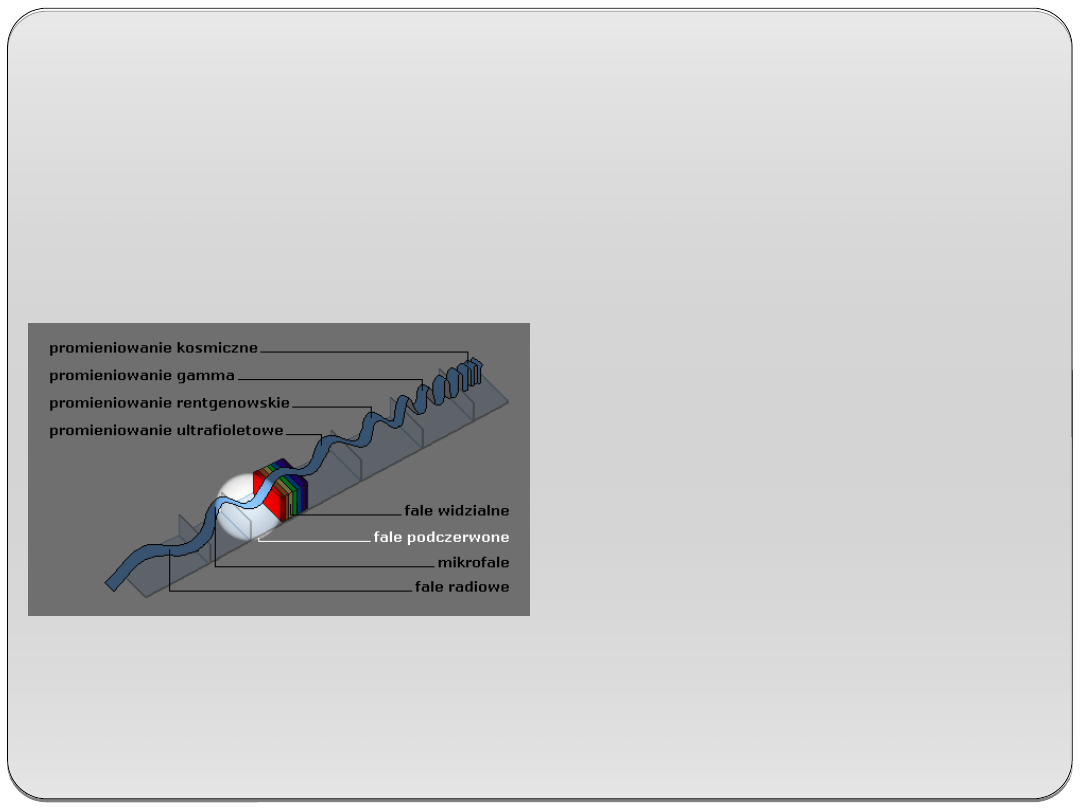
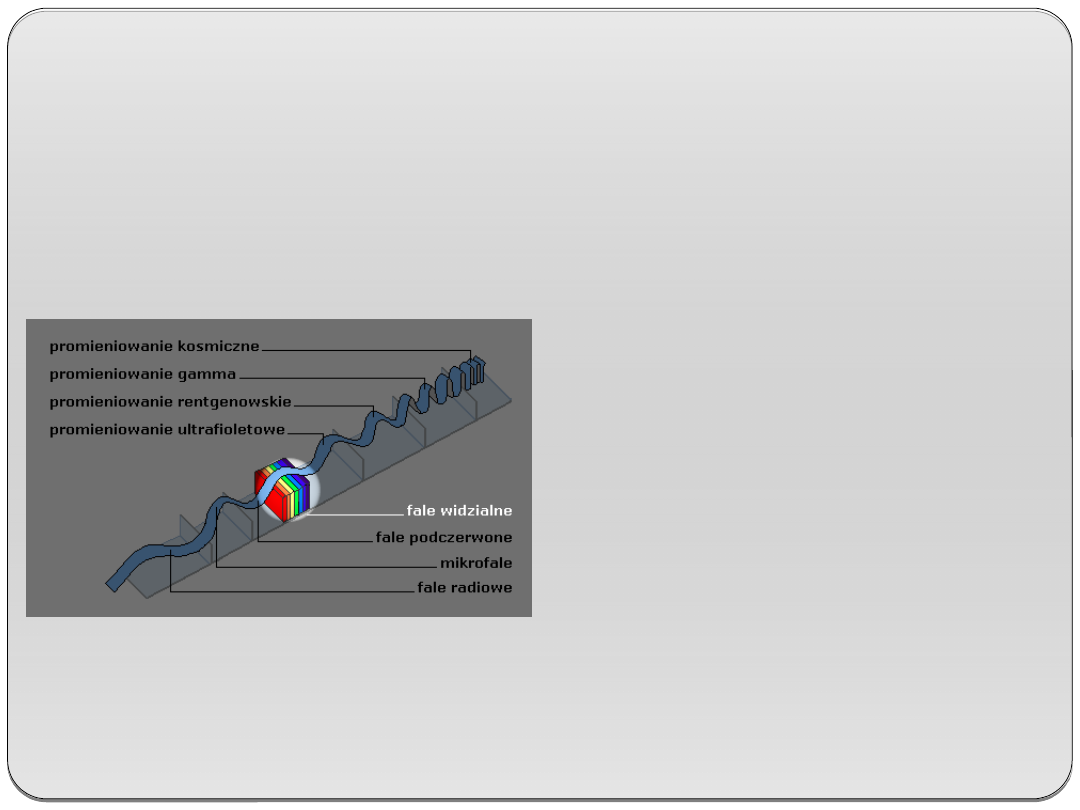
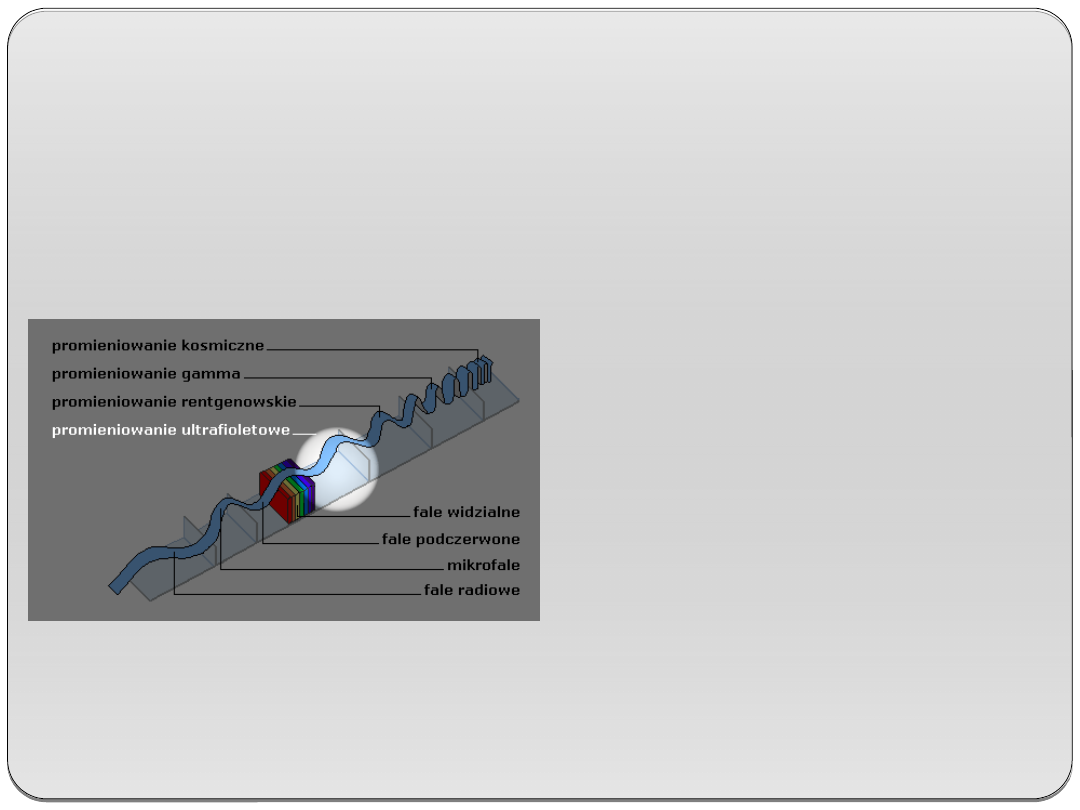
PROMIENIOWANIE ELEKTROMAGNETYCZNE
CZYNNIKI POWODUJĄCE OPARZENIE
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM ZAGROŻENIOM
16.11.2021
HAŁAS
WYMUSZONA POZYCJA CIAŁA
ZWIĄZKI CHEMICZNE
- pyły spawalnicze
- gazy spawalnicze
- dymy spawalnicze
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM ZAGROŻENIOM
16.11.2021
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM ZAGROŻENIOM
NIEBEZPIECZEŃSTWO PORAŻENIA PRĄDEM
NIEBEZPIECZEŃSTWO POWSTANIA POŻARÓW
NIEBEZPIECZEŃSTWO PRZY OBCHODZENIU SIĘ Z
BUTLAMI
STAN TECHNICZNY URZĄDZEŃ DO SPAWANIA
16.11.2021
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
PROMIENIOWANIE OPTYCZNE ŁUKU SPAWALNICZEGO –
PODCZERWONE - IR
Niewidzialne promieniowanie elektromagnetyczne o
fali dł. od około 760 do około 2000nm. Obszar
promieniowania podczerwonego umownie dzieli się
(wraz z rosnącą długością fali) na podczerwień bliską,
średnią i daleką.
Źródłami promieniowania podczerwonego są obiekty
rozgrzane.
Promieniowanie to jest bardzo niebezpieczne,
ponieważ nie powodując doraźnego bólu i działając
powoli, powoduje:
silny wzrost temperatury ciała (skóra absorbuje
95% promieniowania).
przegrzanie gałki ocznej,
uszkodzenie siatkówki,
postępującą kataraktę oczu i prowadzi do utraty
wzroku.
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
PROMIENIOWANIE OPTYCZNE ŁUKU SPAWALNICZEGO -
WIDZIALNE
Światło niebieskie
Promieniowanie elektromagnetyczne o dł. fali 400-
480nm, widzialne dla oka ludzkiego.
W zależności od czasu działania powoduje:
krótkotrwałe olśnienie, a przy długotrwałym olśnieniu
może nastąpić podrażnienie oczu, zaczerwienienie
powiek i bóle głowy.
Działa szkodliwie na włókna odzieży, tak, że ubrania
obsługi zużywają się w ciągu jednego lub dwóch
miesięcy.
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
PROMIENIOWANIE OPTYCZNE ŁUKU SPAWALNICZEGO –
ULTRAFIOLETOWE UV
Promieniowanie elektromagnetyczne o dł. fali 10-400nm,
niewidzialne dla oka ludzkiego.
Umownie możemy podzielić ten rodzaj promieniowania na:
- promieniowanie UVA o dł. fali od 315 do 380nm,
- promieniowanie UVB o dł. fali od 280 do 315nm,
- promieniowanie UVC o dł. fali od 100 do 280nm.
Promieniowanie to powstające w czasie spawania powoduje:
- opala skórę ludzką (250 do 300nm),
- rumień,
- zwłóknienie skóry,
- zanik naskórka,
- nowotwory,
- działa szkodliwie na włókna odzieży, tak że ubrania obsługi
zużywają się w ciągu jednego lub dwóch miesięcy,
- zapalenie spojówek, uszkodzenie rogówki oka (promieniowanie o
długości fali nieco większej od 250 do 300nm)
- zaćma i utrata wzroku (UVA),
- powstawanie ozonu w okolicach łuku spawalniczego.

ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
PROMIENIOWANIE OPTYCZNE ŁUKU SPAWALNICZEGO
– SPOSOBY OCHRONY PRZED PROMIENIOWANIEM
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
PROMIENIOWANIE OPTYCZNE ŁUKU SPAWALNICZEGO
– SPOSOBY OCHRONY PRZED PROMIENIOWANIEM
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
PROMIENIOWANIE ELEKTROMAGNETYCZNE
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
PROMIENIOWANIE ELEKTROMAGNETYCZNE
u c h w y t
7 0 0 μ T
p r z e w o d y
2 0 0 μ T
t w a r z
3 0 μ T
o t o c z e n i e
3 0 - 5 0 μ T
Podczas ekspozycji organizmu na
promieniowania elektromagnetyczne
część energii pola zostaje
zaabsorbowana i zamieniona na ciepło,
co powoduje:
-
przegrzanie organizmu,
uszkodzenie układu termoregulacji
organizmu,
Z licznych doświadczeń i obserwacji
wynika również, że ten rodzaj
promieniowania ma wpływ na:
uszkodzenie systemu nerwowego,
zaburzenie układu krążenia (serca),
zmiany w układzie genetycznym i
hormonalnym,
wypadanie włosów.
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
PROMIENIOWANIE ELEKTROMAGNETYCZNE
u c h w y t
7 0 0 μ T
p r z e w o d y
2 0 0 μ T
t w a r z
3 0 μ T
o t o c z e n i e
3 0 - 5 0 μ T
Ochrona
przed
promieniowanie
elektromagnetycznym
W
związku
z
zagrożeniami
należy
przeciwdziałać
im
poprzez
odpowiednie
zachowanie się podczas wykonywania prac
spawalniczych.
Paragraf 33 Rozporządzenia Ministra
Gospodarki z dn. 27 kwietnia 2000r. w
sprawie bezpieczeństwa i higieny pracy
przy pracach spawalniczych (Dz. U. 2000
nr 40 poz. 470) mówi, że:
Podczas
wykonywania
prac
spawalniczych
niedopuszczalne
jest
zawieszanie
przewodów
i
węży
spawalniczych
na
ramionach
lub
kolanach
oraz
prowadzenie
ich
bezpośrednio przy innych częściach
ciała.
Z działań technicznych można wymienić:
- ekranowanie źródeł pól,
- ekranowanie stanowisk pracy,
- wprowadzenie manipulatorów i układów
zdalnego sterowania,
- stosowanie ubiorów ochronnych.
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
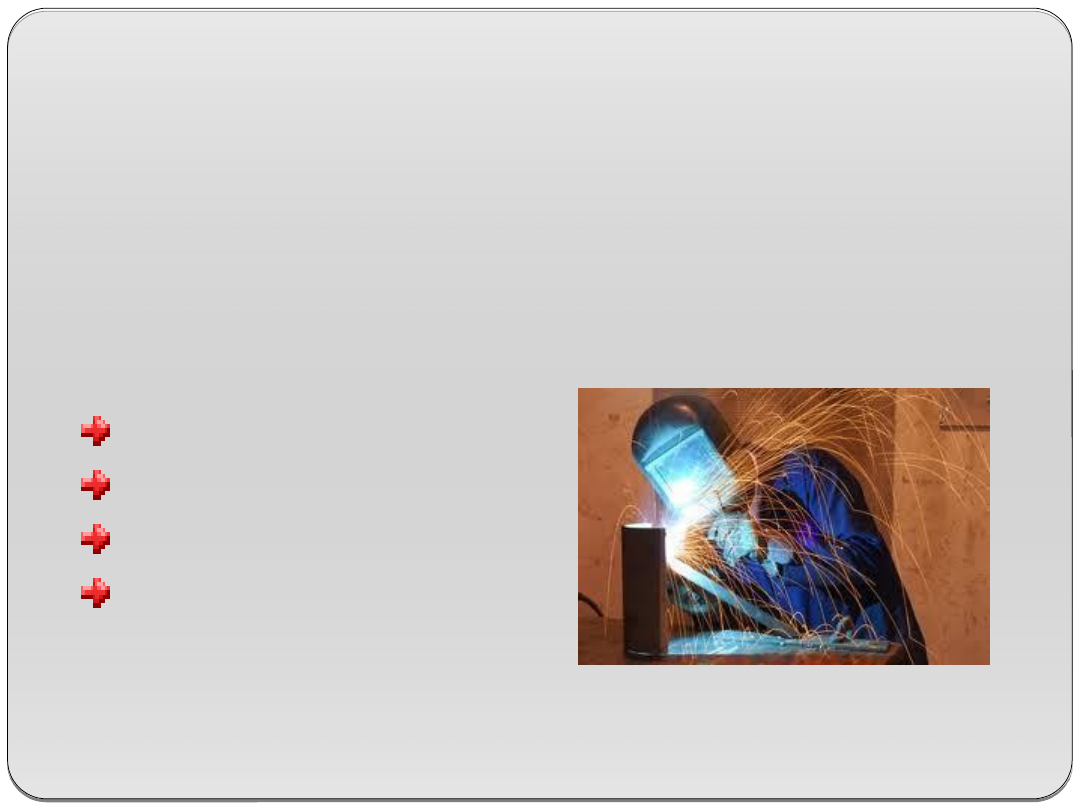
CZYNNIKI POWODUJĄCE OPARZENIA
Najczęstszą przyczyną wielu oparzeń są:
Gorące odpryski metalu
Płomień gazowy
Łuk elektryczny
Rozgrzane spawane przedmioty, itp.
Brak ubioru ochronnego
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
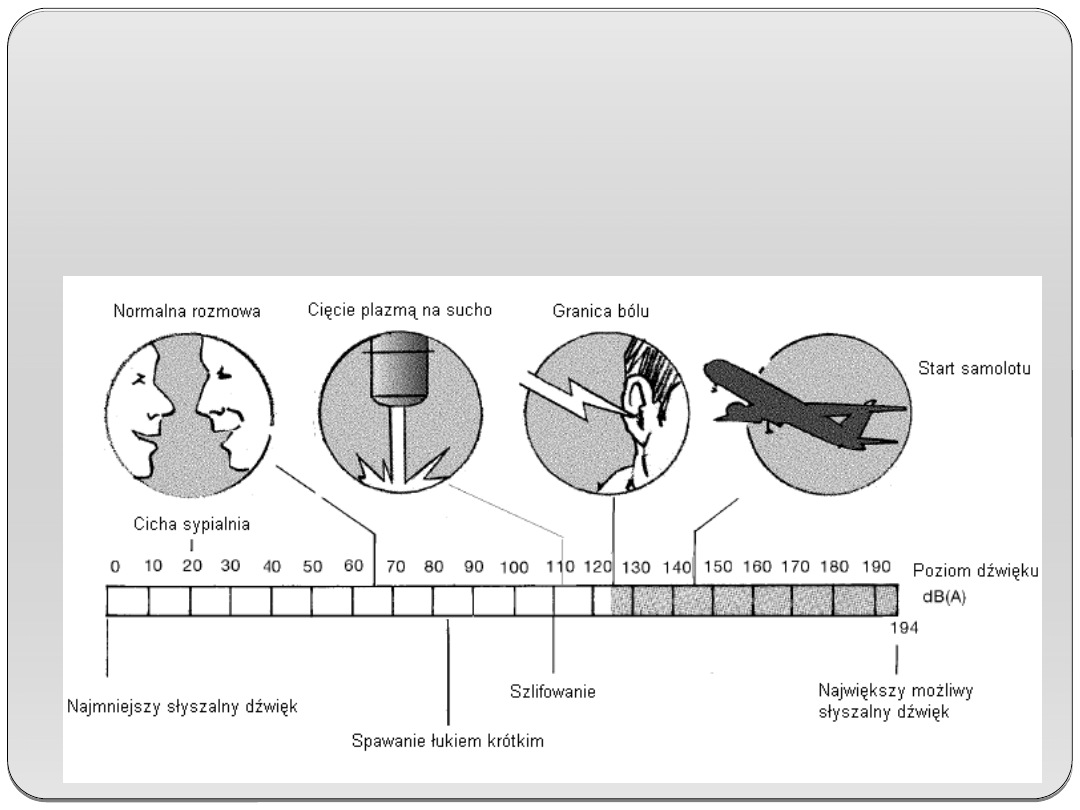
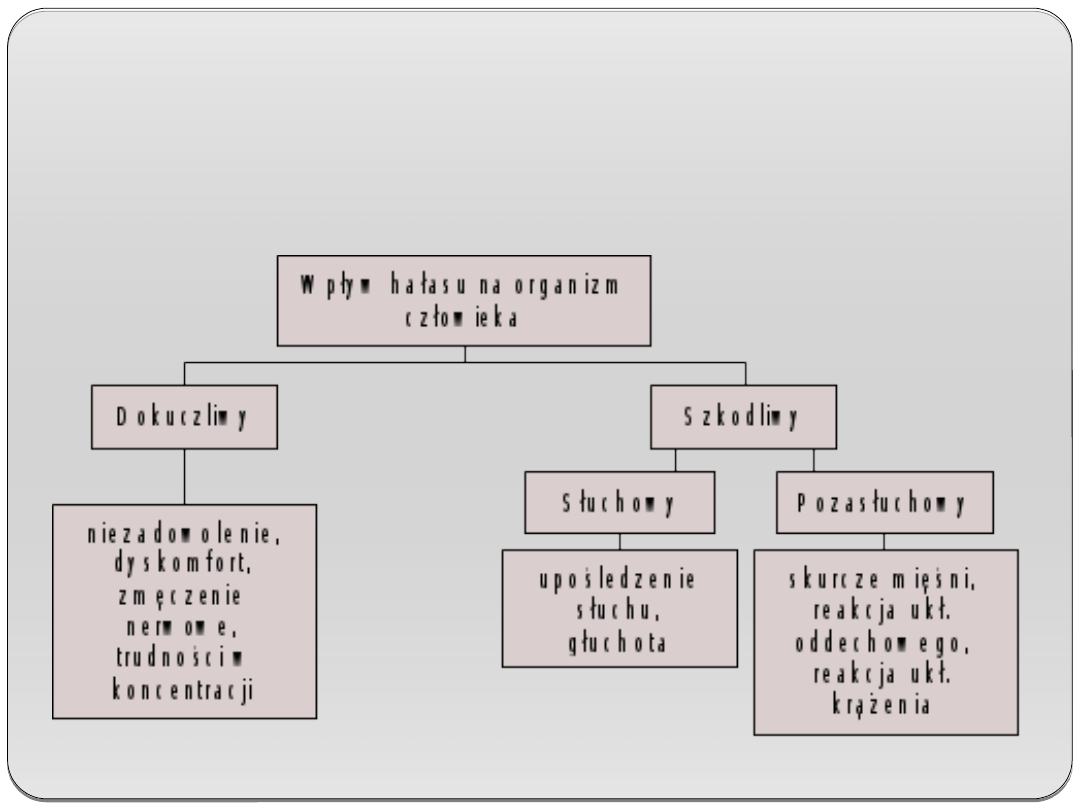
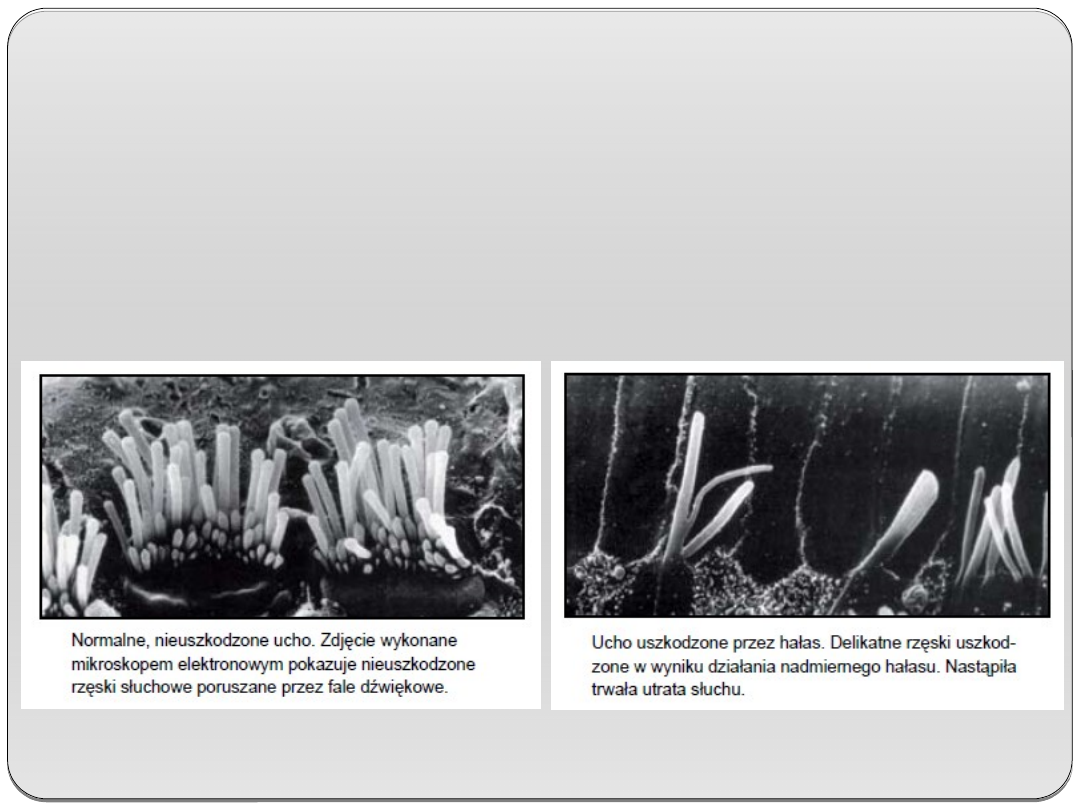
HAŁAS
Hałas jest zbiorem niepożądanych dźwięków o
różnych częstotliwościach, które może wywierać
szkodliwy wpływ na zdrowie i samopoczucie
człowieka.
Narząd słuchu człowieka jest przystosowany do
odbioru fal o częstotliwości z zakresu 20Hz do
18000Hz.
Dźwięki
poniżej
20Hz
nazywamy
infradźwiękami, dźwięki o częstotliwości powyżej
18000Hz ultradźwiękami.
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
HAŁAS
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
HAŁAS
Źródłem hałasu przy spawaniu i cięciu metali jest:
urządzenia spawalnicze i pomocnicze,
proces spawania i cięcia,
urządzenia wentylacyjne.
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
HAŁAS
Hałas o poziomie natężenia do 75dB jest całkowicie
bezpieczny, powyżej jest szkodliwy.
Za najwyższe dopuszczalne natężenie przyjmuje się
natężenie dźwięku o poziomie 85dB odniesionego do
8 godzinnego dnia pracy (Rozporządzenie MPiPS z
dn. 17 czerwca 1998r. w sprawie NDS i NDN –
czynników szkodliwych dla zdrowia w środowisku
pracy, (Dz.U. nr 79, poz. 513) ze zmianami z
02.01.2001r. (Dz.U. nr 4, poz. 36)).
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
HAŁAS
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
HAŁAS
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
HAŁAS
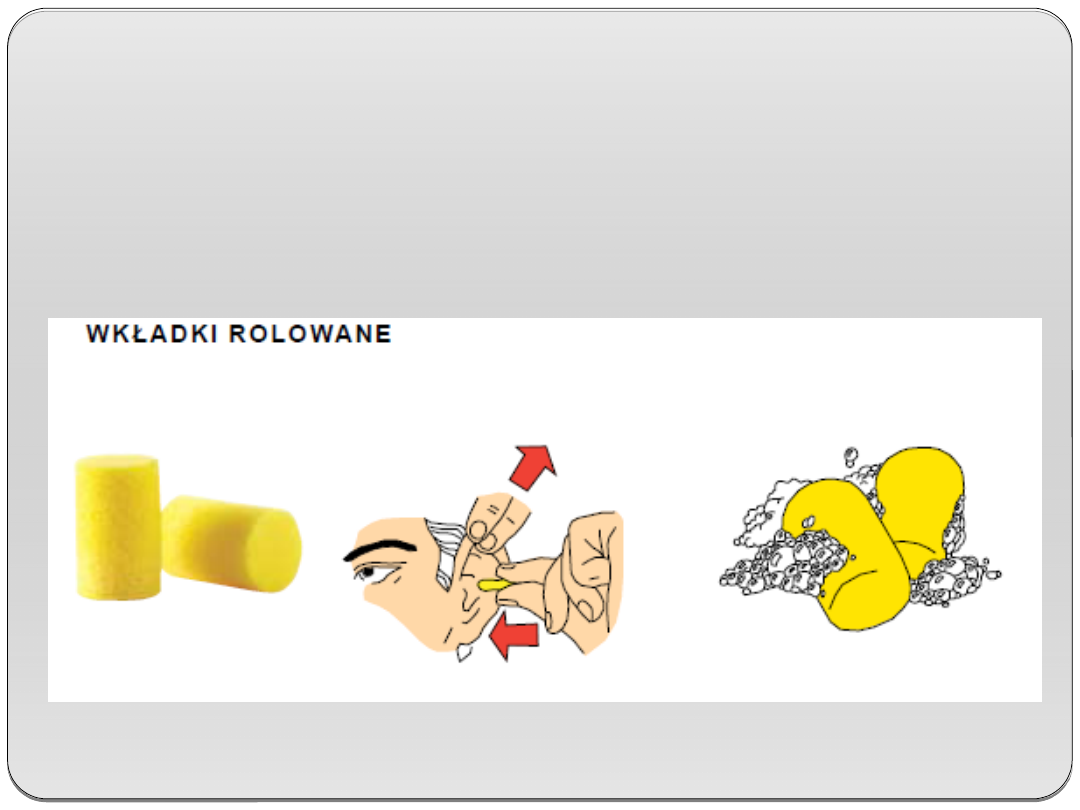
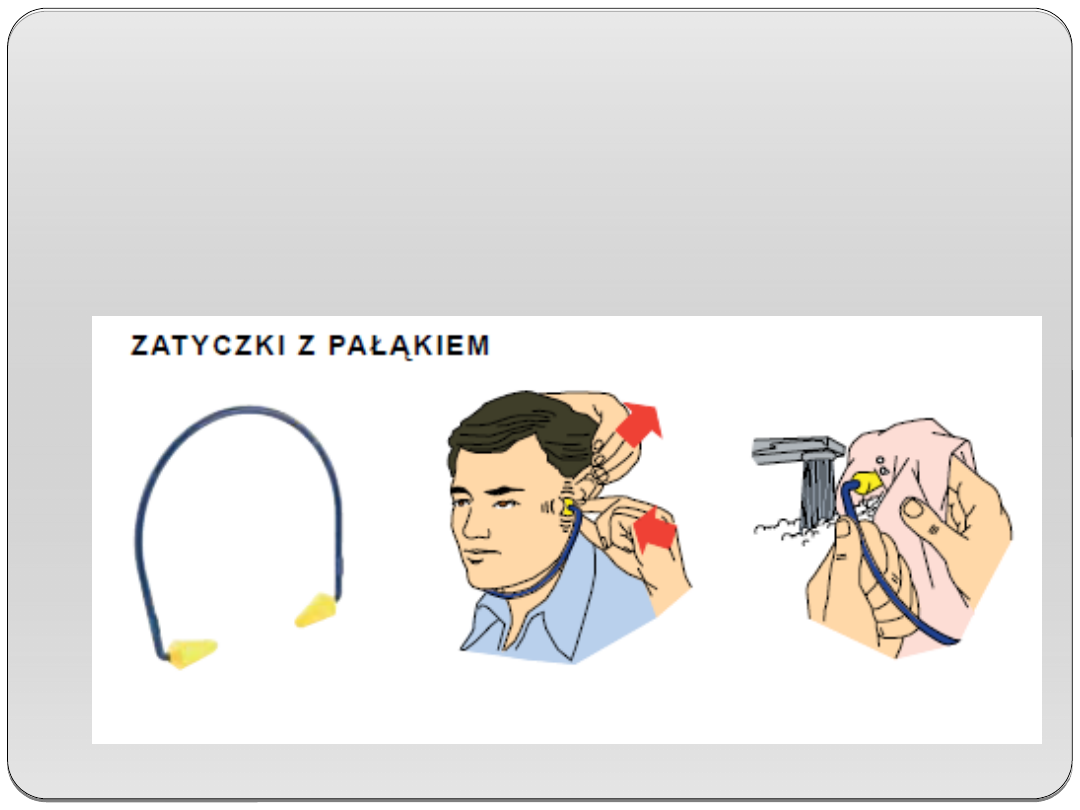
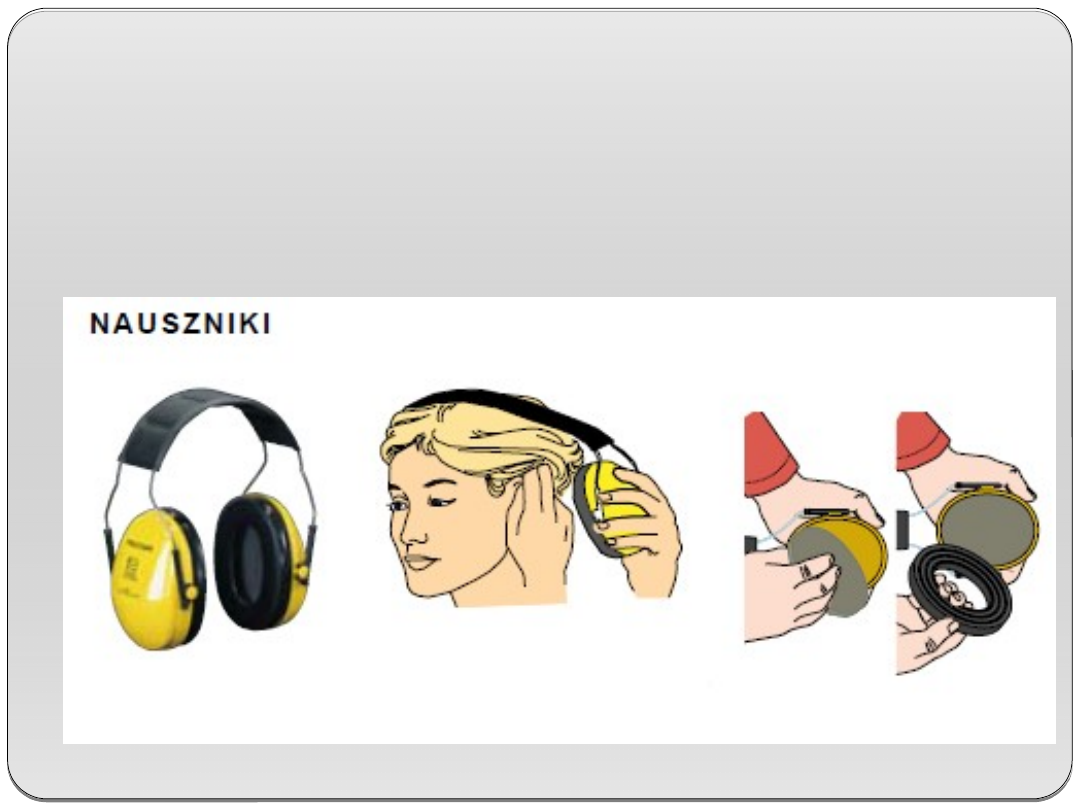
Sposoby zabezpieczania przed hałasem
Do sposobów zabezpieczania człowieka przed
wpływami hałasu należy stosowanie:
- wkładek przeciwhałasowych,
- nauszników,
- hełmów przeciwhałasowych,
- obudowywanie stanowisk pracy materiałami
dźwiękochłonnymi,
- wytłumianie pomieszczeń.
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
HAŁAS

ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
HAŁAS
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
HAŁAS
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
HAŁAS
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
HAŁAS
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
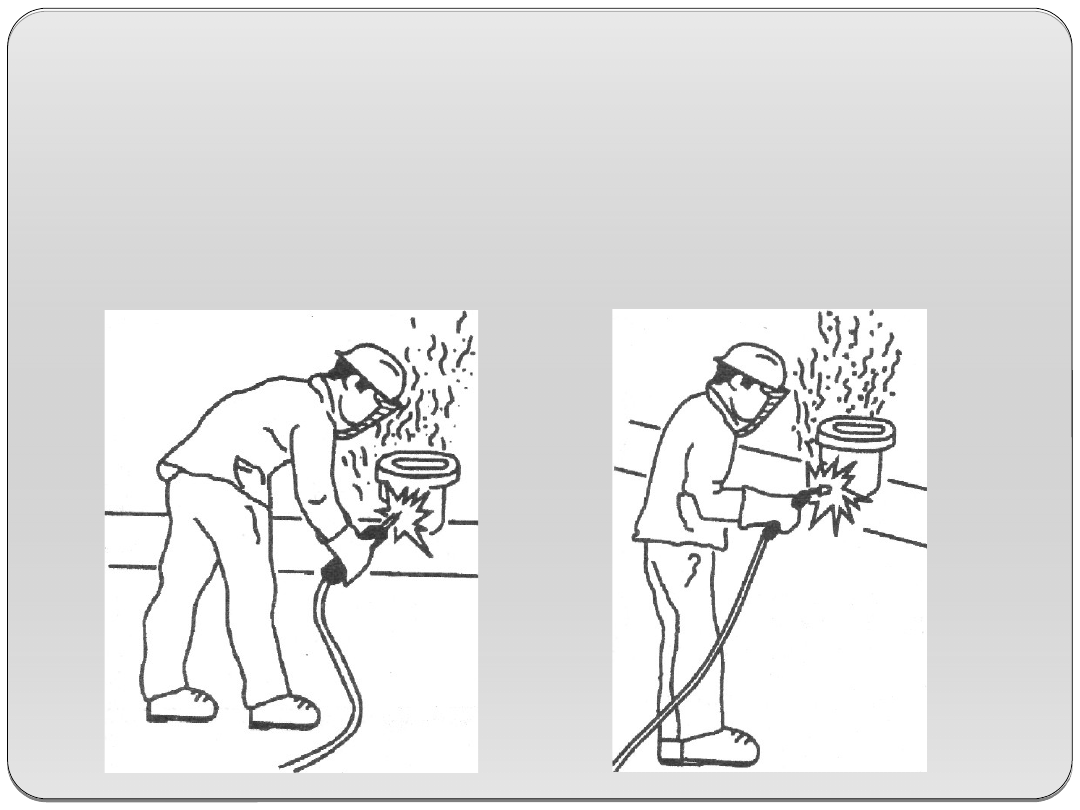
WYMUSZONA POZYCJA CIAŁA
Niewłaściwa
pozycja
podczas
pracy
może
spowodować narażenie spawacza na:
bóle kręgosłupa,
iskry,
odpryski gorącego metalu,
zatrucia gazamia itp.
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
WYMUSZONA POZYCJA CIAŁA
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
WYMUSZONA POZYCJA CIAŁA
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
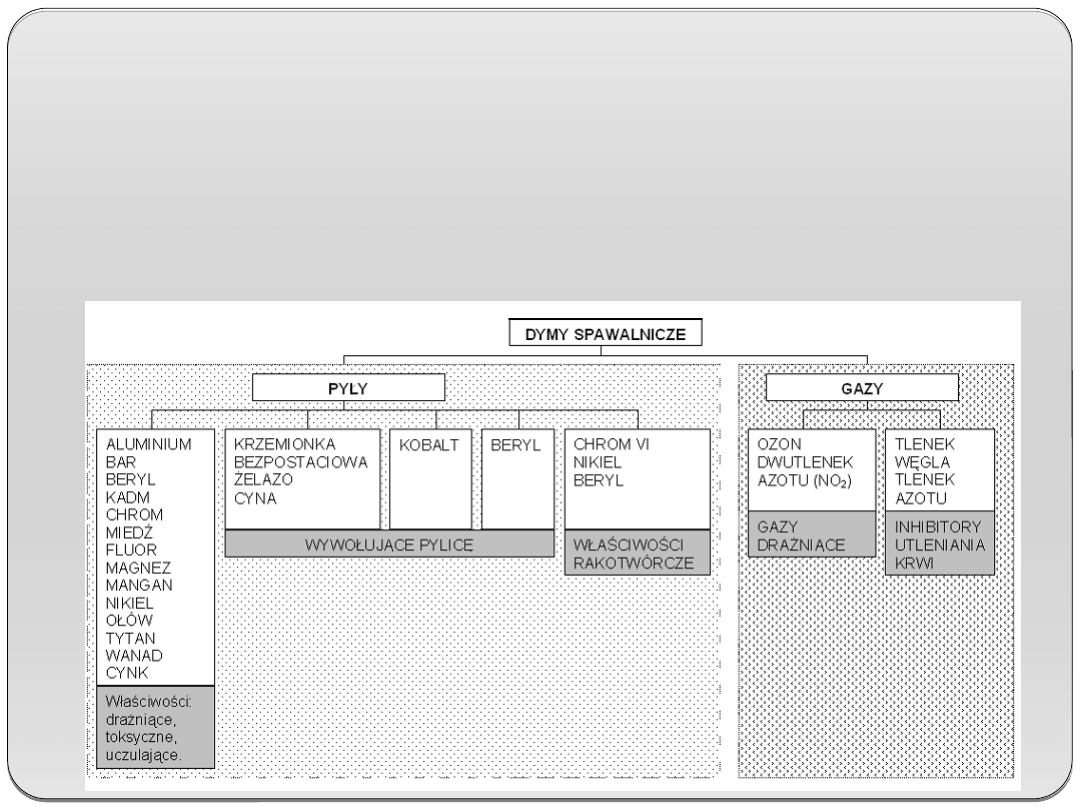
ZWIĄZKI CHEMICZNE
P o w s ta j ą c e w p r o c e s a c h s p a w a l n i c z y c h d y m y s p a w a ln ic z e ( a e r o z o l e ) s ą
m i e s z a n i n ą d r o b n o d y s p e r s y j n y c h c z ą s te k s ta ł y c h ( p y łó w s p a w a ln ic z y c h ) o r a z
g a z ó w
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
ZWIĄZKI CHEMICZNE – PYŁY SPAWALNICZE
Pyły spawalnicze
Powstające w wyniku działania plazmy łuku na
materiał podstawowy i dodatkowy.
Składają
się
z
tlenków,
krzemianów,
fluorokrzemianów, fluorków oraz węglanów metali i
niemetali.
W łuku zachodzi proces topienia materiałów, ich
częściowego odparowywania i utleniania par metalu.
W atmosferze o niższej temperaturze następuje
proces kondensacji i wytworzenie cząstek stałych o
różnych wymiarach.
Średnia wielkość średnicy aerodynamicznej cząstki
pyłów spawalniczych wynosi ok. 0,1 do 0,5m.

ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
ZWIĄZKI CHEMICZNE – GAZY SPAWALNICZE
Źródłami emisji gazów przy spawaniu są procesy
rozkładu
otuliny
elektrod,
topników
i
past
lutowniczych, reakcje termiczne i fotochemiczne
zachodzące w atmosferze otaczającej łuk oraz gaz
zastosowany do osłony łuku.
Zanieczyszczenia gazowe tworzone są głównie
przez tlenki azotu (NO
x
), tlenek węgla (CO), ozon
(O
3
), fluorowodór (HF) i chlor (Cl
2
) (tablica 13).
Zaznaczyć
należy,
że
niebezpieczeństwo
zetknięcia się z tymi gazami lub parami w czasie
spawania, jest szczególnie duże, o ile spawanie
odbywa się przy złej wentylacji lub w przestrzeni
zamkniętej, do której jest ograniczony dopływ
świeżego powietrza.
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH
GAZ
Źródło powstawania gazu
TLENKI AZOTU
Powstają w wyniku działania wysokiej temperatury na tlen i azot zawarty w
powietrzu.
Najtrwalsze związki to: NO i NO
2
OZON
Powstaje w wyniku działania promieniowania ultrafioletowego na tlen
i azot zawarty w powietrzu. Tworzy się w całym obszarze występowania
promieniowania.
TLENEK WĘGLA
Powstaje w wyniku dysocjacji dwutlenku węgla lub przez wypalanie węgla
z materiału podstawowego lub w wyniku rozkładu węglanów zawartych w
otulinie elektrod.
FOSGEN,
CHLOROWODÓR
Powstaje przy rozkładzie rozpuszczalników używanych do odtłuszczania
powierzchni.
WĘGLOWODORY
AROMATYCZNE
Wydzielają się przy obecności na spawanych powierzchniach olejów,
smarów.
POCHODNE
BENZENU,
ALIFATYCZNE
ALKOHOLE,
ALDEHYDY,
FENOL
Wydzielają się przy spawaniu stali pokrytych powłokami ochronnymi.
RODZAJ GAZU
ODDZIAŁYWANIE TOKSYCZNE
TLENKI AZOTU
Przy niskiej koncentracji działają drażniąco na układ oddechowy i oczy.
Zatrucia przewlekłe charakteryzują się stanem zapalnym dróg
oddechowych, bólami głowy, spadkiem ciśnienia krwi, następuje rozedma
płuc.
TLENEK WĘGLA
Powoduje zatrucie ostre, bardzo rzadko jest przyczyną zatruć
przewlekłych. Działanie toksyczne polega na wiązaniu się z hemoglobiną
krwi, co prowadzi do niedotlenienia organizmu. Następstwa niedotlenienia
to bóle głowy, zmęczenia, utrata koncentracji, utrata świadomości.
OZON
Działa drażniąco na drogi oddechowe, wywołuje kaszel, senność, spadek
ciśnienia tętniczego krwi. Przy długotrwałym narażeniu na ozon występują
zatrucia przewlekłe.
FOSGEN
Objawy zatrucia rozwijają się po kilku godzinach narażenia na gaz.
Powoduje silne podrażnienie dróg oddechowych, duszność, męczący
kaszel i obrzęk płuc.
GAZOWE ZWIĄZKI
FLUORU
Działa hamująco na enzymy zahamowując procesy metaboliczne w
organizmie. Fluor okłada się w kościach powodując zaburzenia w ich
uwapnieniu.
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH

Zestawienie czynników chemicznych wiodących
(najbardziej szkodliwe zanieczyszczenie, mające
największą emisję) przy procesach spawalniczych
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH
Proces technologiczny
Materiał podstawowy
Czynnik chemiczny wiodący
Spawanie elektrodą otuloną
stale niestopowe i niskostopowe
pył całkowity
stale wysokostopowe Cr-Ni (<20%Cr
i <30%Ni)
chrom VI, pył całkowity
nikiel i stopy niklu (>30%Ni)
tlenek niklu, pył całkowity
MAG CO
2
stale niestopowe i niskostopowe
pył całkowity, tlenek węgla
MAG w osłonie mieszanek gazowych
stale niestopowe i niskostopowe
pył całkowity
stale wysokostopowe Cr-Ni (<20%Cr
i <30%Ni)
tlenek niklu, pył całkowity
MIG
nikiel i stopy niklu (>30%Ni)
tlenek niklu, ozon, pył całkowity
aluminium, stopy aluminium
ozon, pył całkowity
TIG
stale niestopowe i niskostopowe
pył całkowity, ozon
stale wysokostopowe Cr-Ni (<20%Cr
i <30%Ni)
pył całkowity, ozon
aluminium, stopy aluminium
pył całkowity, ozon
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
ZWIĄZKI CHEMICZNE –DYMY SPAWALNICZE
Skład chemiczny dymów wytworzonych w czasie
spawania zależy od i intensywność ich wydzielania się
zależy przede wszystkim od:
- składu początkowego materiału rodzimego,
- od rodzaju stosowanego spoiwa oraz pokryć, które
mogą przylegać do materiału rodzimego,
- od reakcji utleniających zachodzących w czasie
spawania,
- rodzaju osłony gazowej,
- parametrów spawania takich jak natężenie, napięcie
prądu
(zwiększenie
gęstości
prądu
powoduje
zwiększenie
ilości
wydzielających
się
dymów),
natężenie przepływu gazów ochronnych i palnych (że
stężenie dymów powstających przy spawaniu w osłonie
gazów ochronnych niewiele różni się od stężenia
dymów
wytwarzanych
przy
spawaniu
łukowym
elektrodą otuloną), średnicy materiałów dodatkowych,
- zanieczyszczeń materiału i spoiwa.
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
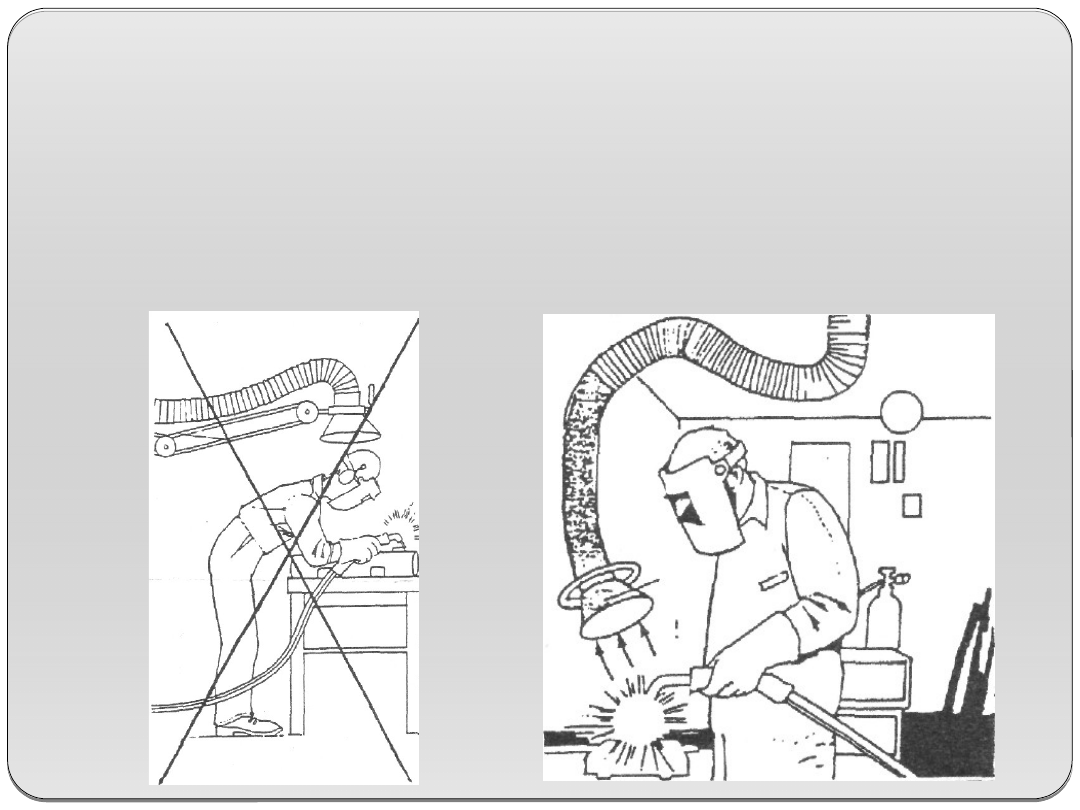
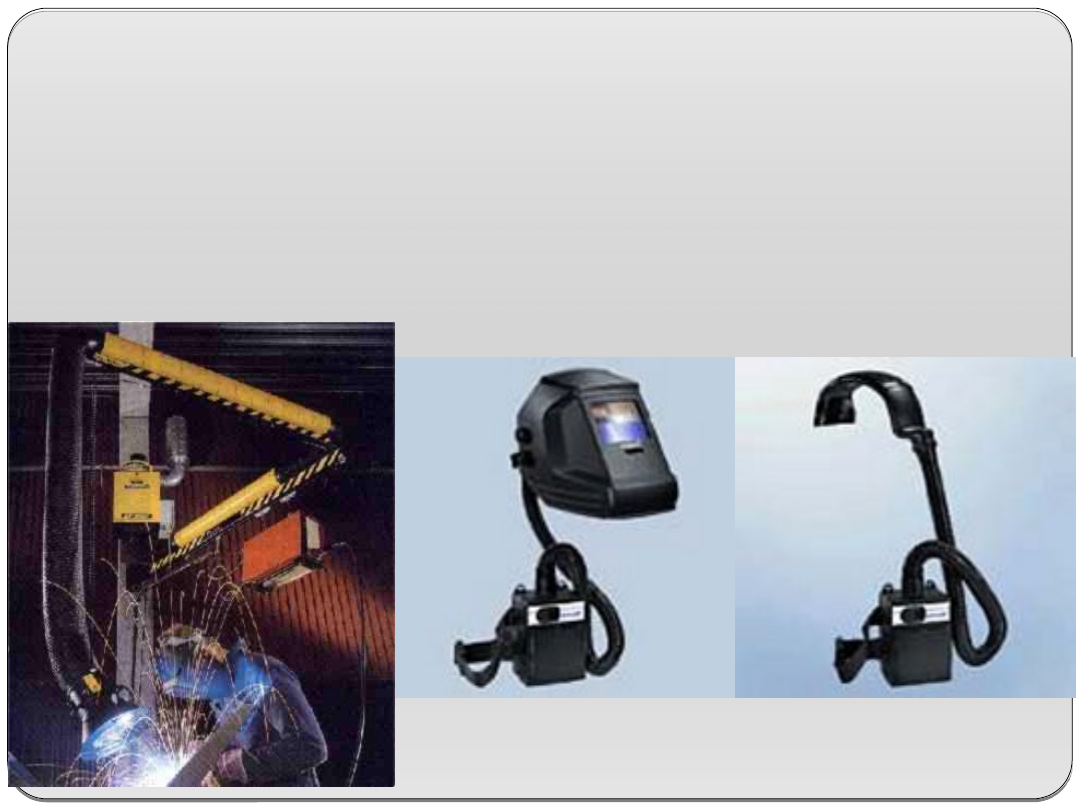
ZWIĄZKI CHEMICZNE –DYMY SPAWALNICZE
Ochrona przed dymami spawalniczymi
ZAGROŻENIA PRZY PROCESACH
SPAWALNICZYCH ORAZ SPOSOBY
ZAPOBIEGANIA TYM
ZAGROŻENIOM
ZWIĄZKI CHEMICZNE –DYMY SPAWALNICZE
Ochrona przed dymami spawalniczymi


Dziękujmy
za uwagę
Document Outline
- Slide 1
- Proces spawania
- Spawanie elektryczne – spawarka transformatorowa
- Uprawnienia spawacza
- Wyposażenie i materiały technologiczne
- SPAWALNIA I STANOWISKA SPAWALNICZE
- SPAWALNIA I STANOWISKA SPAWALNICZE
- SPAWALNIA I STANOWISKA SPAWALNICZE
- SPAWALNIA I STANOWISKA SPAWALNICZE
- Pomieszczenia spawalni cd…
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
- Slide 46
- Slide 47
- Slide 48
- Slide 49
- Dziękujmy za uwagę
Wyszukiwarka
Podobne podstrony:
Ocena zagrożeń przy spawaniu i cięciu metali
Emisja pyłów przy spawaniu zagrożenia
OCENA ZAGROŻEŃ PRZY EKSPLOATACJI URZĄDZEŃ POD CIŚNIENIEM
cichosz,podstawy technik wytwarzania, Przepisy BHP przy spawaniu gazowym
BHP przy spawaniu, Zajęcia praktyczne
2 00 MATERIAŁY I ICH ZACHOWANIE PRZY SPAWANIU
instrukcja BHP przy spawaniu gazowym, BHP
iNSTRUKCJA BHP przy spawaniu gazowym, BHP, Instrukcje BHP, Przemysł ciężki
BHP PRZY SPAWANIU, ROLNICTWO
Zagrożenia przy pracy z komputerem
Instrukcja BHP przy spawaniu gazowym
2.00 MATERIAŁY I ICH ZACHOWANIE PRZY SPAWANIU
Arkusz identyfikacji zagrożeń przy przyrządzaniu i serwowaniu potraw z grupy 1
ZAGROŻENIA PRZY MAGAZYNOWANIU PREPARATÓW NIEBEZPIECZNYCH, p.poż
instrukcja bhp przy spawaniu w Nieznany
więcej podobnych podstron