POLITECHNIKA WARSZAWSKA
Wydział Samochodów i Maszyn Roboczych
Instytut Podstaw Budowy Maszyn
02-524 Warszawa ul. Narbutta 84 tel. 0 22 849-01-95
www.ipbm.simr.pw.edu.pl
ZESPÓŁ TECHNOLOGII I METROLOGII MECHANICZNEJ
LABORATORIUM OBRÓBKI METALI
OBRABIARKI STEROWANE
NUMERYCZNIE
dr inż. Piotr Skawiński
http://ipbm.simr.pw.edu.pl/ztps/index.html
psk@simr.pw.edu.pl
Warszawa, 2007
1. Pojęcia podstawowe.
Obrabiarka sterowana numerycznie jest to maszyna technologiczna realizująca proces obróbki
wg wprowadzonego do układu sterowania programu. Cyfrowy układ sterowania nie będący
komputerem oznacza obrabiarkę sterowaną numerycznie (NC - Numerical Control), zaś
komputerowy układ sterowania (m.inn. możliwość zapamiętania wielu programów, edycja,
grafika, symulacja obróbki) określa obrabiarkę sterowaną komputerem (CNC- Computer
Numerical Control).
Wg normy PN-ISO 2806:1996 sterowanie numeryczne NC to sterowanie automatyczne
procesu technologicznego wykonywanego przez urządzenie, które do działania stosuje dane
liczbowe wprowadzane w czasie pracy urządzenia, zaś komputerowe sterowanie
numeryczne CNC to realizacja NC z zastosowaniem komputera do sterowania funkcji
maszyny. Nośnikiem informacji (programu, danych) może być taśma perforowana (dzisiaj
używana sporadycznie jedynie w eksploatowanych jeszcze starszych rozwiązaniach
konstrukcyjnych obrabiarek NC), dyskietka, przenośne pamięci, a najczęściej bezpośrednie
kablowe połączenie portów komputera zewnętrznego (sieci) i sterownika obrabiarki.
Skoro obróbka dotyczy kształtowania narzędziem (lub narzędziami) powierzchni przedmiotu
obrabianego a zatem wzajemne relacje narzędzie – przedmiot obrabiany winny być zapisane
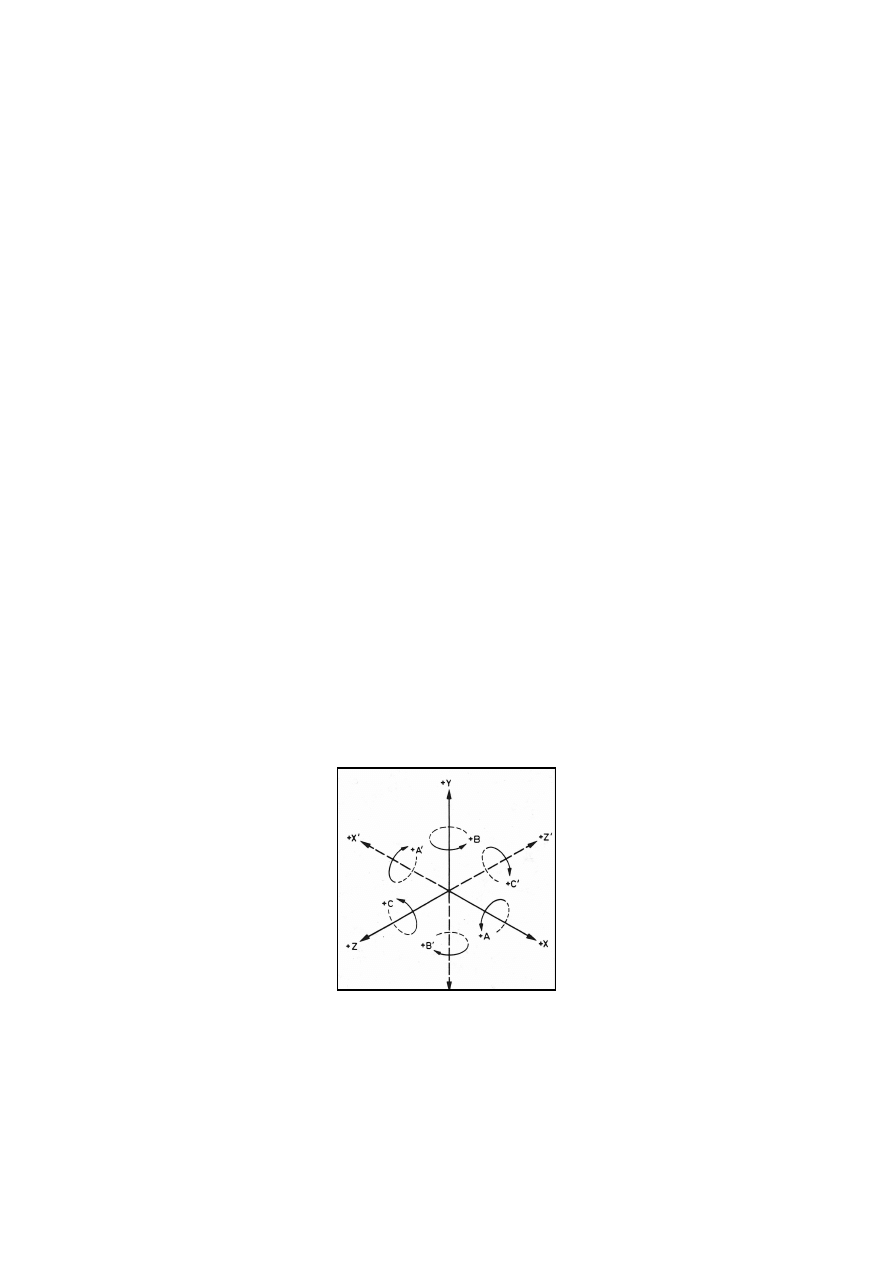
w odpowiednim układzie odniesienia. Przyjęto zatem kartezjański układ prawoskrętny XYZ
wraz z obrotami wokół tychże osi, oznaczając je kolejno ABC (rys.1). Jest to więc układ o 6
stopniach swobody. Jednakże obrabiarki sterowane numerycznie nie mogą nigdy
wykorzystać wszystkich 6-ciu osi, gdyż w takich warunkach obróbka byłaby niemożliwa
Rys.1. Kartezjański układ współrzędnych stosowany w maszynach NC/CNC
z uwagi na brak ustalenia. Obrabiarki numeryczne dysponują jedynie maksymalnie 5-ma
osiami, zaś sterowania 6-cio osiowe są typowe dla robotyki. Spotyka się i to dość często
obrabiarki nawet o kilkunastu osiach sterowanych. Są to jednak zwielokrotnione układy
podstawowe zwiększające jedynie możliwości technologiczne obrabiarek. Ogólnie, oś to
podstawowy kierunek, w którym zespół maszyny może wykonywać ruch liniowy lub
obrotowy. Przechodząc do szczegółów, jeżeli w osi układu można zapisać wzajemny związek
między narzędziem a przedmiotem obrabianym opisujący wpływ narzędzia na kształt
obrabianej powierzchni, to taką oś można określić też jako oś sterowaną (wielkość
wektorowa). Mimo, iż prędkość skrawania i posuw są programowalne i możliwa jest
realizacja dowolnej wartości (oczywiście z dostępnych w maszynie zakresów) to wielkości te
nie należą do osi sterowanych. Są to parametry technologiczne (wielkości skalarne)
decydujące o sposobie obróbki i czasie (wydajności, kosztach, itd.) i nie mające wpływu na
kształt powierzchni obrabianej.
Jeśli w maszynie oprócz zespołów przemieszczających się w osiach układu XYZ, występują
inne zespoły wykonujące ruchy równoległe do kierunków osi układu podstawowego, to osie
tych ruchów oznacza się jako UVW np. tokarka rewolwerowa, tokarka kłowa z
przeciwwrzecionem (wrzecionem przechwytującym). I dalej, jeśli w maszynie występują
kolejne zespoły przemieszczające się równolegle do osi XYZ, to osie tych ruchów oznacza
się jako PQR np. tokarka karuzelowa. Analogicznie, jeśli inne zespoły wykonują ruchy
obrotowe zgodnie z kierunkami ruchów obrotowych określonych przez ABC w układzie
XYZ, oznacza się je jako DE. W maszynach, których zespoły wykonują ruchy nierównoległe
do osi XYZ, oznacza się je jako UVW lub PQR. Położenie układu XYZ ustala się w
większości przypadków względem osi wrzeciona głównego, przyjmując iż oś Z jest do niej
równoległa np. tokarki, frezarki, wiertarki, itd. Oznaczenia osi odnoszą się do narzędzia, dla
przedmiotu obrabianego przyjmuje się te same oznaczenia ze znakiem „prim” np. X’, C’, itd.
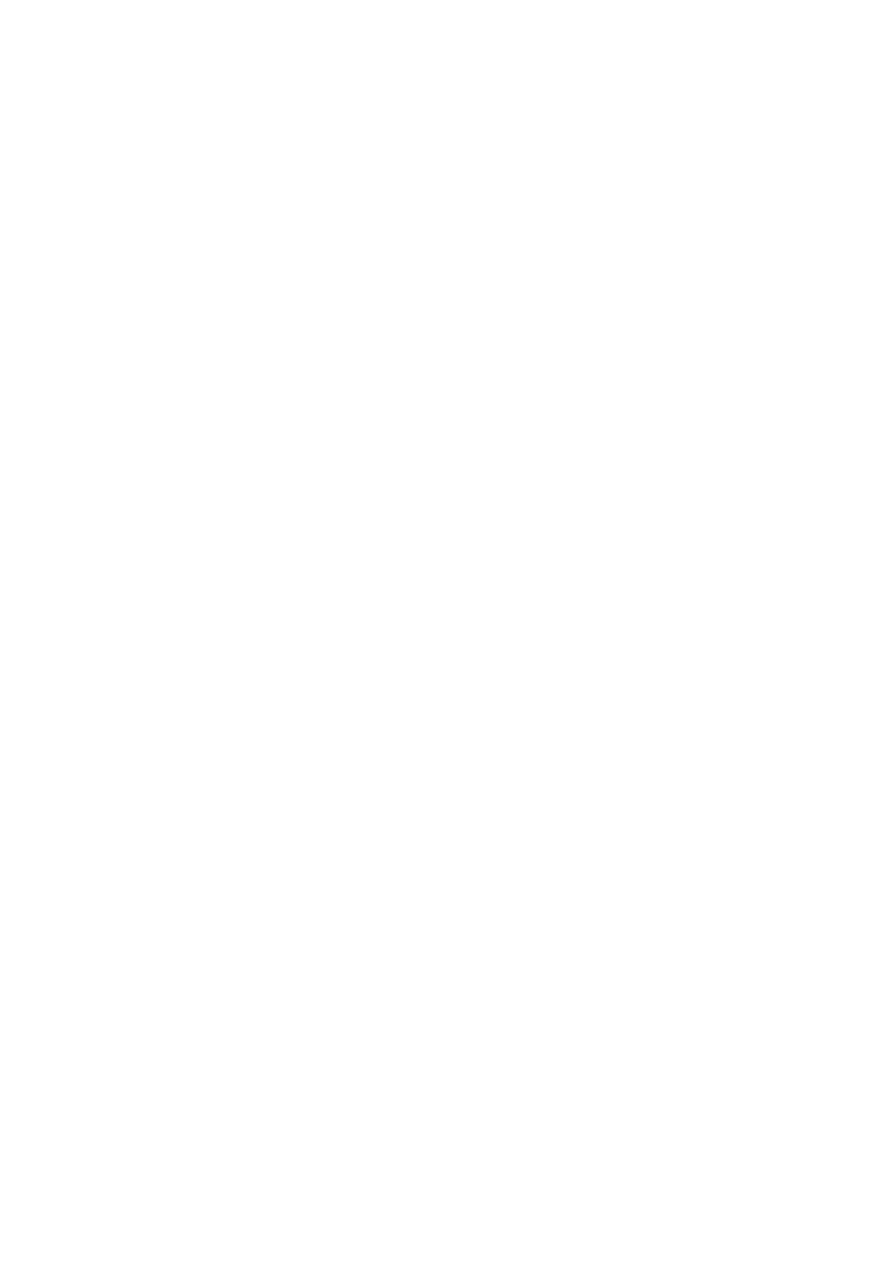
Opisując maszynę a dokładniej jej obszar roboczy lub przestrzeń roboczą należy określić
punkty charakterystyczne i związane z nimi układy współrzędnych (rys.2):
- układ współrzędnych maszyny związany z maszyną, z odniesieniem do zera maszyny
jako punktu na maszynie ustalonego przez producenta;
- układ współrzędnych przedmiotu obrabianego związany z punktem początkowym
układu współrzędnych przedmiotu obrabianego;
- układ współrzędnych narzędzi związany z systemem narzędziowym maszyny, z
odniesieniem do punktu początkowego układu współrzędnych narzędzi;
- punkt referencyjny (bazowy), ustalony (przez producenta) punkt na osi, który określony
jest w stosunku do początku układu współrzędnych maszyny i stosowany jako miejsce do
bazowania.;
- pozycja wymiany narzędzi, ustalony punkt na osi, który określony jest w stosunku do
początku układu współrzędnych maszyny i stosowany jako miejsce wymiany narzędzi.
Rys.2. Układy współrzędnych w przestrzeni roboczej maszyny
Rys.3. Obszar roboczy tokarki
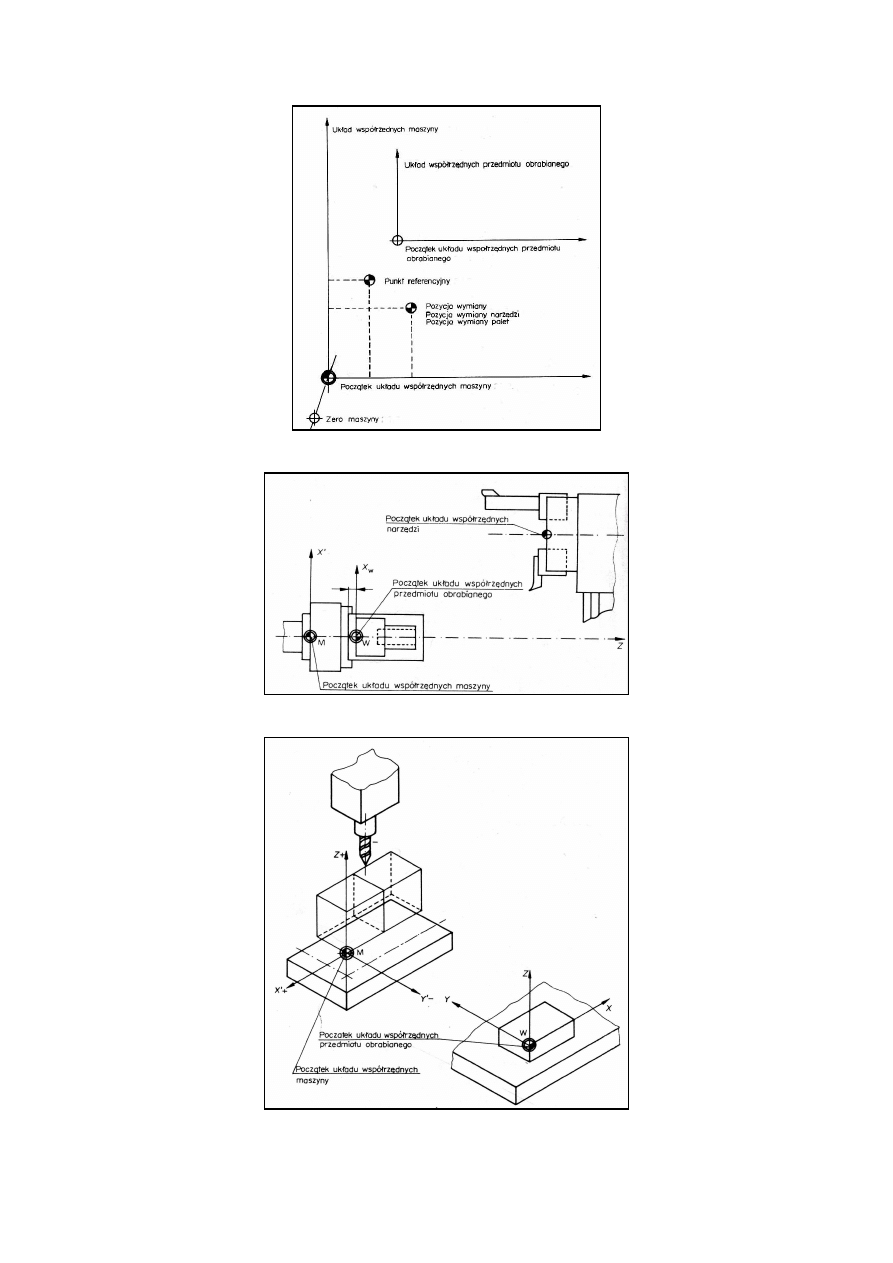
Rys.4. Przestrzeń robocza frezarki
Punkt początkowy układu współrzędnych maszyny i punkt referencyjny określają obszar
roboczy np. tokarki (rys.3) lub przestrzeń roboczą np. frezarki (rys.4). Punkt początkowy
układu współrzędnych maszyny przyjmowany jest w takich miejscach konstrukcji maszyny,
które są np. bazą oprzyrządowania technologicznego (np. czoła wrzecion tokarek) i nie
ulegają zmianie w trakcie eksploatacji maszyny.
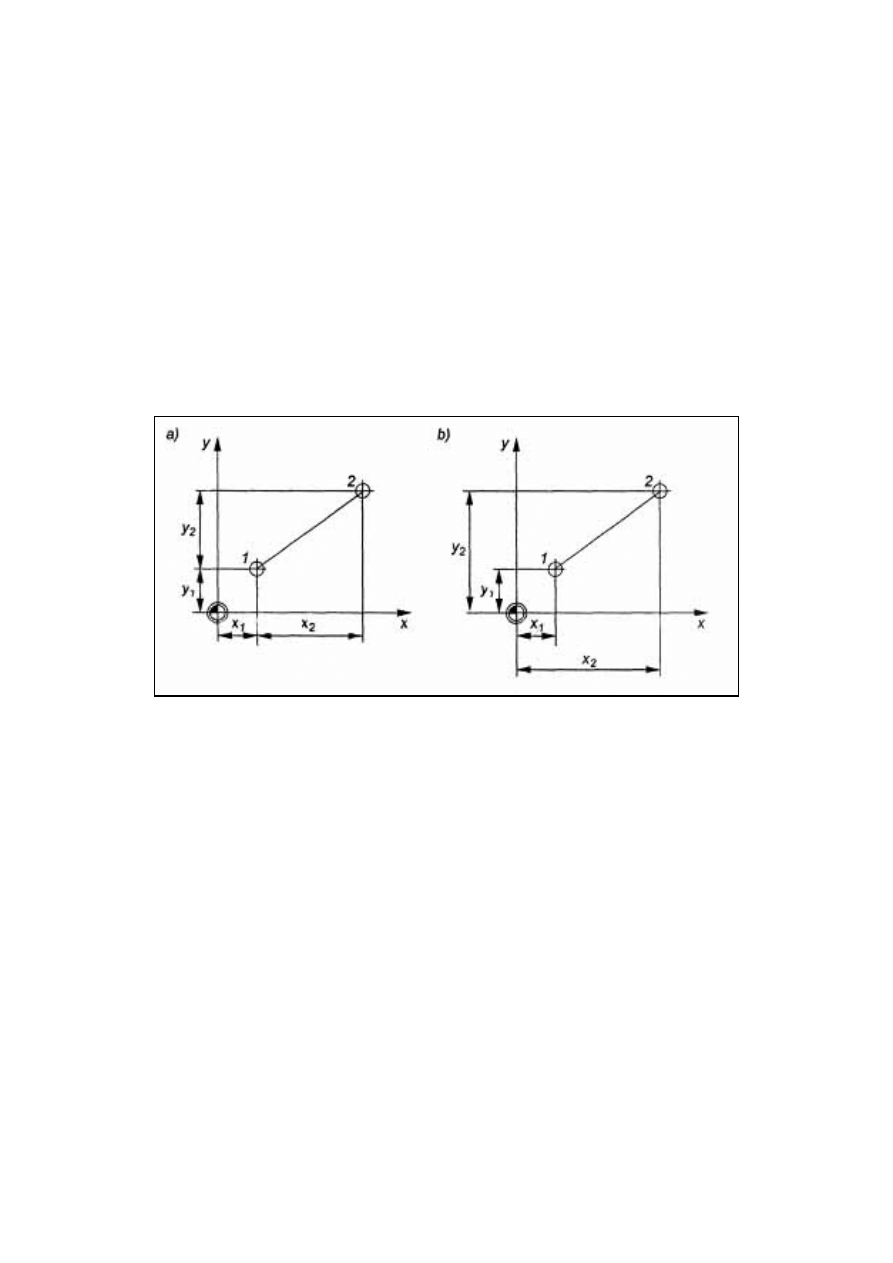
Geometria przedmiotu obrabianego może być opisana w dwojaki sposób:
- wymiarowaniem absolutnym (we współrzędnych absolutnych) tzn., że odległości lub
kąty mierzone są od początku układu współrzędnych (rys.5b),
- wymiarowaniem przyrostowym (we współrzędnych przyrostowych) gdzie odległości lub
kąty mierzone są od ostatniego poprzedzającego punktu w kolejnych pomiarach (rys.5a).
Rys. 5. Wymiarowanie: a) przyrostowe, b) absolutne
Kształtowanie przedmiotu obrabi4anego związane jest z prowadzeniem narzędzia po torze
narzędzia, który można określić jako krzywą, po której przemieszcza się charakterystyczny
punkt narzędzia skrawającego np. wierzchołek noża tokarskiego.
Tor narzędzia na maszynach sterowanych numerycznie może być realizowany poprzez
interpolację (rys.6) tj. określenie punktów pośrednich między danymi punktami na
wyznaczonym torze lub zarysie wg funkcji matematycznej. Rozróżnia się interpolację:
- liniową
- kołową
- funkcją wyższego rzędu np. krzywa B-sklejana
Interpolacja liniowa oznacza, iż tor narzędzia złożony jest z odcinków (rys.6a,b).
Wykorzystując interpolację liniową możliwe jest prowadzenie obróbki konturów
nieprostoliniowych (łuków, promieni zaokrąglenia, itd.), oczywiście z pewnym błędem
wynikającym z przyjętej dokładności interpolacji. Interpolacja kołowa to zastępowanie
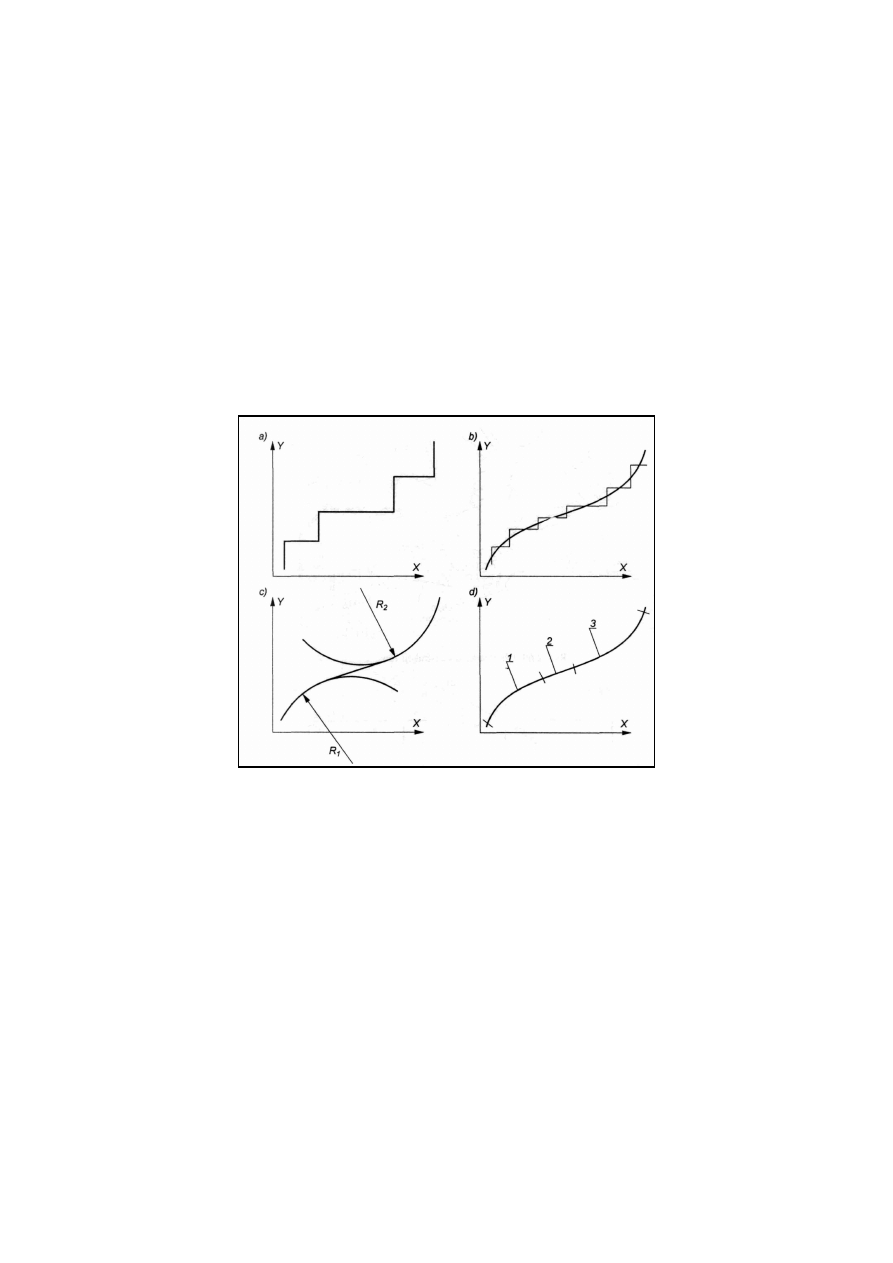
krzywoliniowego konturu fragmentami okręgów o określonych promieniach i znanych
punktach zawieszenia tych promieni (rys.6c). Analogicznie, interpolacja funkcją wyższego
rzędu, najczęściej krzywą B-sklejaną (B-splain), to zastąpienie funkcją wyższego rzędu
(łukami wielomianowymi stopnia n) obrabianego konturu (rys.6d). Oczywistym jest, że każda
z tych interpolacji jest możliwa do realizacji jeśli sterownik maszyny posiada odpowiedni
interpolator. W zasadzie każda współczesna maszyna sterowana numerycznie posiada
interpolator liniowy i kołowy. Nowością są układy, które posiadają jeszcze interpolatory
funkcjami wyższego rzędu (splajnowe). Interpolatory splajnowe to niejako przeniesienie w
sferę wytwarzania modelowania opartego o krzywe B-sklejane czy też powierzchnie B-
sklejane (NURBS).
Rys.6. Interpolacja: a, b) liniowa, c) kołowa, d) funkcją wyższego rzędu
3. Rodzaje pracy maszyny
Rodzaj pracy maszyny wiąże się ze sposobem sterowania numerycznego pracą obrabiarki.
Rozróżnia się sterowanie:
- punktowe, gdzie przemieszczenia od punktu do punktu nie są wzajemnie powiązane i
mogą być wykonywane w różnych osiach jednocześnie lub kolejno, z prędkościami nie
określanymi przez dane wejściowe (rys.7a);
- odcinkowe, gdzie przemieszczenia w różnych osiach wzajemnie nie powiązane mogą
odbywać się tylko odcinkami równoległymi do osi układu (rys.7b), z prędkościami
określonymi w programie;
- kształtowe, gdzie dwa lub więcej ruchów (posuw w wielu osiach jednocześnie)
realizowane z zaprogramowaną prędkością określają zadaną i następną zadaną pozycję.
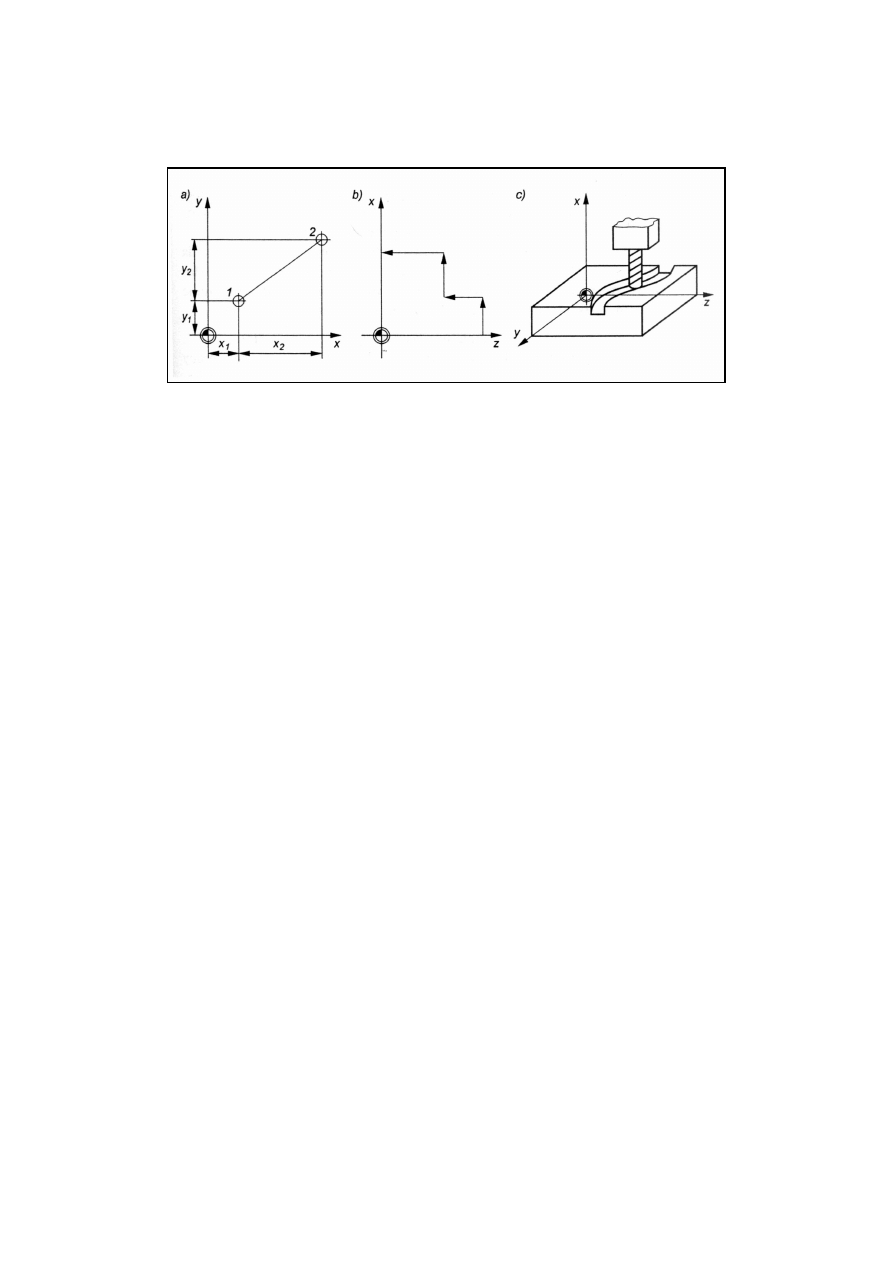
Stosunek prędkości tych ruchów w czasie ich realizacji jest zmienny by otrzymać żądany
kształt (rys.7c).
Rys.7. Sterowanie: a) punktowe, b) odcinkowe, c) kształtowe
Sterowanie kształtowe to realizacja dowolnej krzywej na płaszczyźnie (sterowanie 2D) albo w
przestrzeni (sterowanie 3D). Istnieje jeszcze inna odmiana sterowania kształtowego, a
mianowicie sterowanie 2
1/2
D (dwu i półosiowe). Oznacza to, że po zatrzymaniu ruchu po
dowolnej krzywej w płaszczyźnie interpolacji, następuje przyrostowe przemieszczenie w
trzeciej osi i ponowne uruchomienie interpolacji.
Sterowania odcinkowe to np. toczenie wału wielostopniowego (powierzchnie walcowe i
czołowe) a więc nie można obrabiać powierzchni stożkowych. Dopiero sterowanie kształtowe
2D umożliwia obróbkę części osiowo-symetrycznej o dowolnym kształcie. Sterowanie dwu i
półosiowe (i więcej) charakterystyczne jest dla frezarek. W sterowanie kształtowe 3D
wyposażone są 5-osiowe frezarki stosowane w przemyśle motoryzacyjnym (obróbka
tłoczników) i lotniczym (łopatki turbin). Sterowanie punktowe to np. sterowanie wiertarkami,
zgrzewarkami, itd.
4. Programowanie
W terminologii dotyczącej sterowania numerycznego maszyn występuje parę definicji
programu. Najbardziej ogólną jest źródłowy program operacji technologicznej jako
uporządkowany zbiór instrukcji programowych (zapisanych w wymaganym formacie języka)
do wywołania działań, które będą wykonywane w sposób automatyczny. Program ten może
być przygotowany w formie programu operacji technologicznej (POT), albo w formie
danych wejściowych jako zakodowanych informacji wprowadzanych do układu sterowania
za pomocą nośników informacji (np. taśma perforowana, dyskietka, przenośna pamięć, itd.).
Źródłowy program operacji technologicznej może być poprzedzony kartą programu. Jest to
lista kolejnych czynności potrzebnych do wykonania przedmiotu, czyli kolejność przejść
narzędzia, zabiegów. Inaczej, jest to plan obróbki przedmiotu.

Program operacji technologicznej to zapisany na odpowiednim nośniku uporządkowany
zbiór instrukcji w języku i w formacie wymaganym przez układ sterowania automatycznego w
celu wykonywania ustalonych działań.
Program składa się z bloków zawierających informacje do wykonania jednej czynności.
Informacje o wykonaniu tej czynności zapisane są w słowach. Słowa zaś składają się z
adresu ( litera – np. funkcja G lub oznaczenie osi X, Y, Z, itd.) i wartości (np.115.5) lub
kodu (liczby np.01, 02, 54).
Wśród funkcji nazywanych funkcjami maszynowymi wyróżnia się:
- funkcje przygotowawcze G, jako polecenia, które ustalają sposób pracy maszyny jak np.
wymiarowanie przyrostowe, interpolacja kołowa, wykonywanie gwintu, cykl stały, itd.
- funkcje pomocnicze M, które sterują funkcjami dwustanowymi maszyny np. włącz
obroty wrzeciona w prawo, włącz chłodziwo, wyłącz obroty wrzeciona, wyłącz
chłodziwo, itd.
- funkcje narzędzia T, które wywołują narzędzie czyli ustawiają narzędzie w pozycji
pracy,
- funkcje posuwu F, określające prędkość posuwu roboczego
- funkcje prędkości wrzeciona S, określające prędkość ruchu obrotowego wrzeciona.
Oprócz słów zawierających funkcje maszynowe które, jak opisano wyżej ustalają sposób
pracy maszyny, w bloku występują współrzędne punktów w poszczególnych osiach osiągane
przez zespoły maszyny.
Funkcje wywołujące narzędzie związane są zawsze z korekcją narzędzia. Ponieważ program
operacji technologicznej (POT) pisany jest zawsze stałym punktem narzędzia tj. punktem
początku układu współrzędnych narzędzi, przeto by prowadzić narzędzie (punkt
charakterystyczny narzędzia np. wierzchołek noża tokarskiego, wierzchołek wiertła, itd.) po
programowanym konturze przedmiotu, należy przywołać:
- korekcje narzędzia jako przemieszczenia korygujące w określonej osi maszyny i w
kierunku określonym przez znak korekcji (rys.8a),
- korekcje długości narzędzia działającą w kierunku osi narzędzia (rys.8b),
- korekcję promienia narzędzia odnoszącą się do narzędzi obrotowych gdzie
przemieszczenia korekcyjne w dwóch osiach mają tę samą wartość (np. frezy palcowe
rys.8c).
Program operacji technologicznej może być zapisany adresowanymi współrzędnymi
przedmiotu obrabianego i obróbka przedmiotu podobnego, różniącego się choćby jednym
wymiarem, wymaga napisania kolejnego oddzielnego programu.
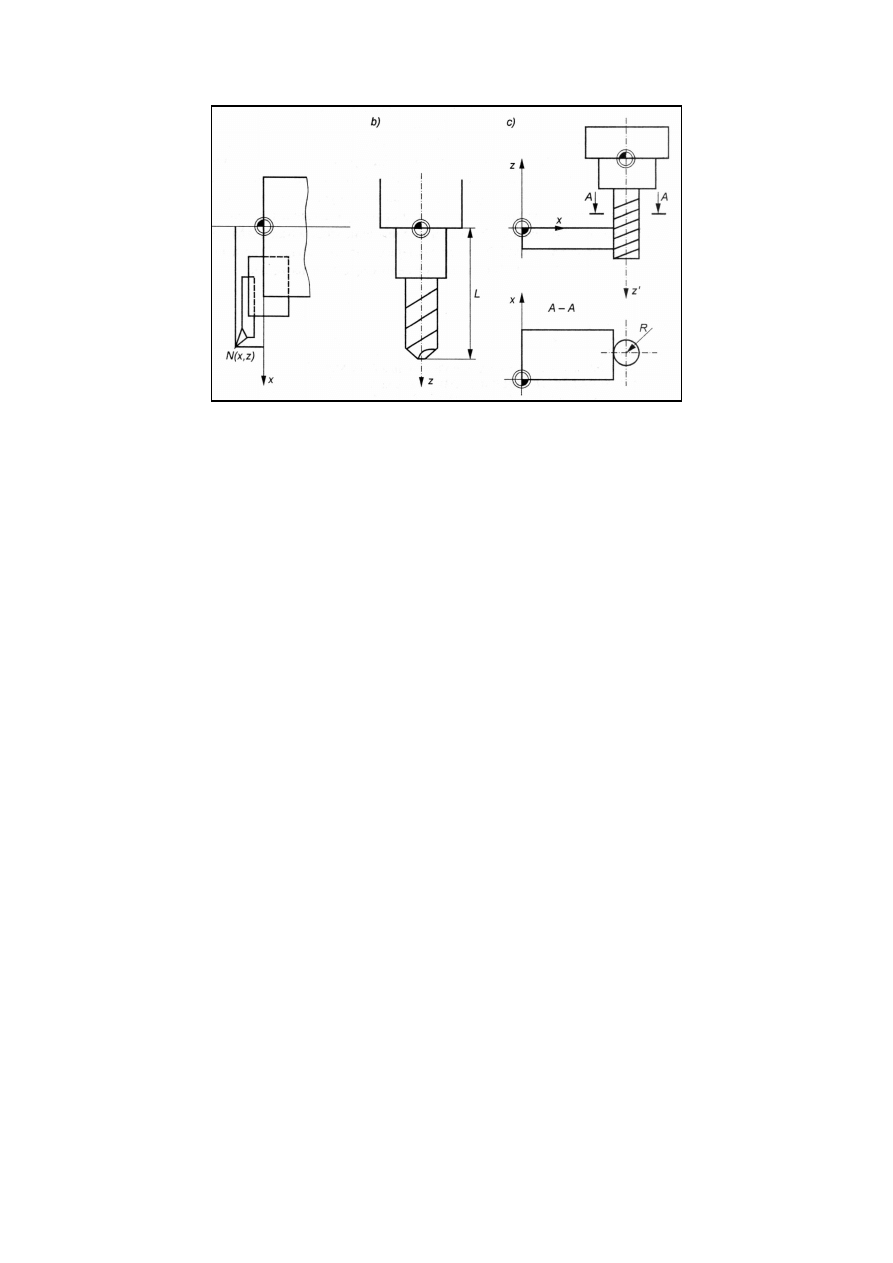
Rys.8. Korekcje narzędzia: a) współrzędne punktu narzędzia, b) długości, c) promienia
Taki sposób programowania można nazwać programowaniem konturowym. Jeśli zaś
współrzędne punktów konturu przedmiotu zostaną zapisane w funkcji przyjętego parametru
lub parametrów, to realizacja obróbki rodziny części konstrukcyjnie i technologicznie
podobnych wiąże się z wczytaniem nowych danych wejściowych. Taki sposób zapisu
programu można nazwać programowaniem parametrycznym. Programowanie parametryczne
wiąże się z parametrycznym zapisem procesu modelowania realizowanego w środowiskach
systemów CAD.
W ślad za wymiarowaniem absolutnym (bezwzględnym) jeśli w programie słowa będą
zawierać takie wymiary, oznacza to programowanie bezwzględne. Słowa zawierające
informacje o wymiarach przyrostowych oznaczają programowanie przyrostowe.
Programowanie bezwzględne i przyrostowe może być stosowane naprzemian w programie
operacji technologicznej bez żadnych ograniczeń. Program operacji technologicznej może być
opracowany ręcznie. Czynność ta określana jest jako programowanie ręczne. Jeśli do
opracowania programu używamy komputera jako narzędzia do zapisu (np. w trybie edycji)
poleceń języka by później dokonać również na komputerze symulacji obróbki, to taki sposób
programowania jest również programowaniem ręcznym. Programowanie komputerowe
wiąże się z komputerowym przetwarzaniem źródłowego programu operacji technologicznej
na program operacji technologicznej. Programowanie komputerowe jest podstawową
czynnością programów komputerowego wspomagania wytwarzania (CAM – Computer
Aided Manufacturing) np. EdgeCAM, ESPRIT, AlphaCAM, itd. czy też odpowiednich
modułów w systemach CAD/CAM (Mastercam, MicroStation, itd. albo CAD/CAM/CAE (I-
deas, Unigraphics, CATIA, itd.). Po zdefiniowaniu między innymi rodzaju pracy maszyny,
narzędzia z oprawką, dokładności wykonania, sposobu ustalenia i zamocowania, parametrów
technologicznych skrawania, rodzaju i sposobu obróbki oraz wskazaniu obrabianej
powierzchni, środowiska CAM generują dane (współrzędne punktów) przedstawiające tor
narzędzia.
5. Budowa programu
Program operacji technologicznej składa się z bloków. Bloki składają się ze słów, które
zawierają informacje (dane) służące do wykonywania określonych czynności przez maszynę.
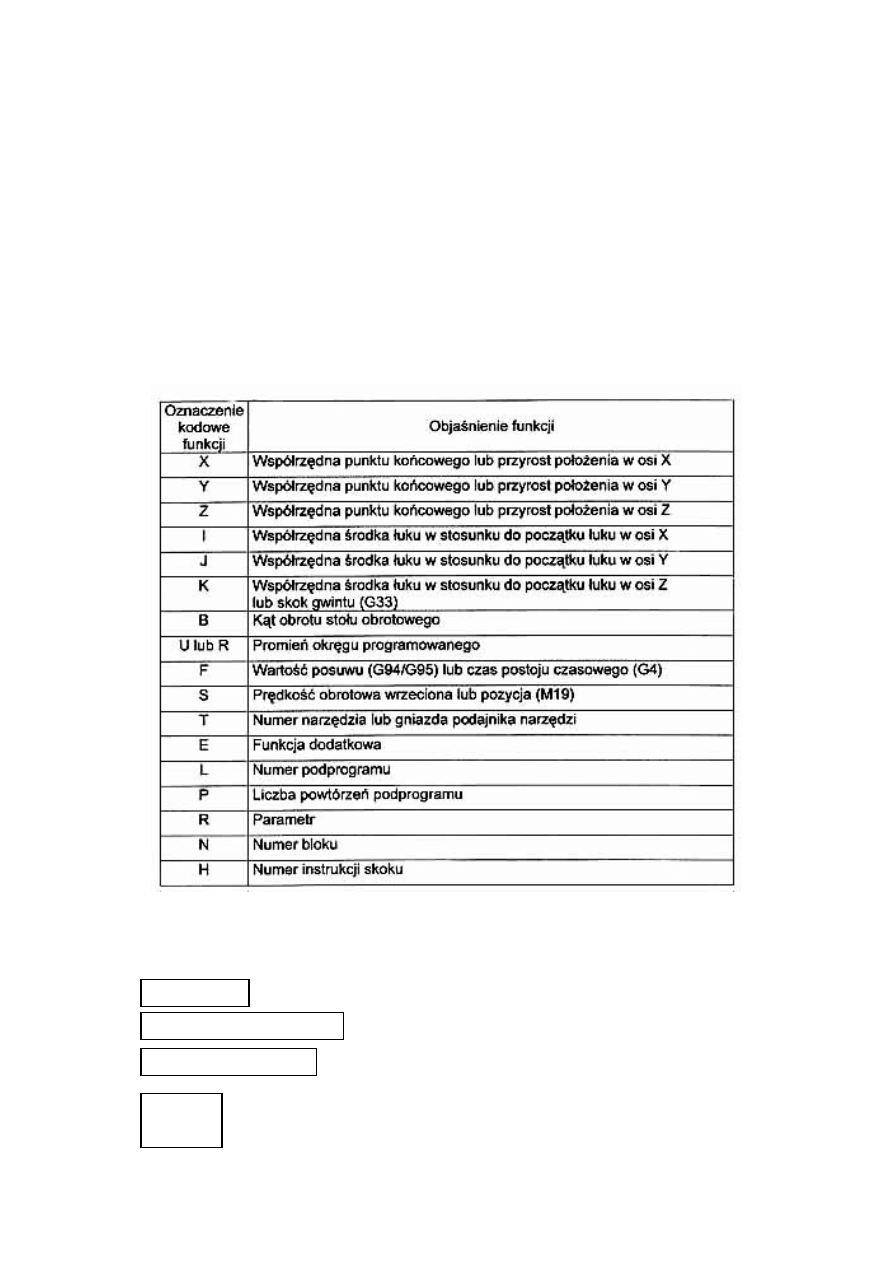
Najczęściej używane w wielu językach programowania literowe symbole kodowe
przedstawiono w poniższej tabeli.
Fragment programu operacji technologicznej w kodach ISO zamieszczono poniżej:
%MPF101
[Numer programu]
N10 G90 G40 G17
[
wymiarowanie absolutne, wyłączona korecja narzędzia, płaszczyzna interpolacji XY]
N20 G54 X-300 Y-250 Z-200
[Baza programu]
N30 S2500 M03 T01 F300
[Informacje technologiczne]
N40 G0 Z20
N50 G0 X0 Y0
[Informacje o przemieszczeniach – szybkie ruchy ustawcze]
N60 G1 X-.005
N70 X0.0 Y7.806 Z16.62
N80 Y7.477 Z16.46
N90 Y7.143 Z16.296
N100 Y6.803 Z16.129
[Informacje o przemieszczeniach – ruchy robocze]
.....................
N300 M30
[Koniec programu – zatrzymanie maszyny]
Przyjęto, ze względów porządkowych, czytelności i weryfikacji programów iż na początku
bloku występują funkcje przygotowawcze (funkcje G), dalej informacje o przemieszczeniach
(X, Y, Z, A, B, C), współrzędne związane z wykonywana interpolacją kołową (I, J, K),
informacje technologiczne (S, F, T - mogą wystąpić w oddzielnym bloku) i funkcje
pomocnicze ( M - mogą być razem z informacjami technologicznymi bądź w oddzielnym
bloku).
6. Literatura
1. Projektowanie technologii maszyn – S. Kapiński, P. Skawiński, J. Sobieszczański,
J. Sobolewski, Oficyna Wydawnicza Politechniki Warszawskiej, 2007.
Wyszukiwarka
Podobne podstrony:
MASZYNY TECHNOLOGICZNE KONWENCJONALNE sprawozdanie
Maszyny technologiczne konwencjonalne 1
Maszyny technologiczne konwencjonalne
Obrabiarki skrawiajace do metalu, studia polsl MTA I, maszynoznastwo, 1 maszyny technologiczne konwe
tehniki wytwarzania II, studia polsl MTA I, maszynoznastwo, 1 maszyny technologiczne konwencjonalne,
Obróbka skrawaniem, Materiały na studia, Polibuda, AiR Semestr I, Moimt, bonus, Laborki, Maszyny te
maszyny technologiczne cwiczeni tokarka numeryczna id 282090
BUDOWA I MOŻLIWOŚCI TECHNOLOGICZNE OBRABIAREK STEROWANYCH NUMERYCZNIE DO SKRAWANIA METALI
Maszyny technologiczne konwencjonalne, Dok1
01 Maszyny technologiczne konwencjonalne
toczenie, studia polsl MTA I, maszynoznastwo, 1 maszyny technologiczne konwencjonalne, Maszyny techn
sprawozdanie maszyny technologiczne konwencjonalne
MASZYNY TECHNOLOGICZNE KONWENCJONALNE sprawozdanie
więcej podobnych podstron