KATEDRA TECHNIK WYTWARZANIA I
AUTOMATYZACJI
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
1. Cel
ćwiczenia
Celem ćwiczenia jest zapoznanie się z budową tokarki numerycznej, jej charakterystyką
techniczną i możliwościami technologicznymi oraz poznanie schematu funkcjonalnego i
układu sterownia.
2. Wyposa
żenie stanowiska
- tokarka kłowo-uchwytowa NEF 400
- przykłady przedmiotów
- wyposażenie tokarki numerycznej
- instrukcja do ćwiczenia
3. Przebieg
ćwiczenia
- zapoznanie się z budową tokarki numerycznej
- analiza schematu funkcjonalnego oraz zapoznanie się z układem sterowania
- przykłady programów
- praktyczne zapoznanie się z pracą tokarki
Literatura:
- Burek J. „Maszyny technologiczne” OWPR Rzeszów 2000 r.
- Honczarenko J. „Obrabiarki sterowane numerycznie” WNT Warszawa 2008 r.
- Instrukcja obsługi tokarki uniwersalnej NEF 400.
Przedmiot:
MASZYNY TECHNOLOGICZNE
Nr ćwiczenia: 3
Temat:
Tokarka numeryczna NEF 400
Kierunek:
Mechanika i budowa maszyn

1. Charakterystyka techniczna
Tokarka kłowo-uchwytowa NEF 400 służy do obróbki powierzchni wewnętrznych i zewnętrznych w
przedmiotach takich jak: wałki, tuleje, tarcze. Tokarka pracuje w układzie współrzędnych prostokątnych
X i Z, oraz w systemie Sinumerik 840 D. Posiada numerycznie sterowana oś C (oś napędu głównego) i
numerycznie sterowaną oś X i Z. Ruch wzdłuż osi X i Z wykonuje suport, na którym umieszczona jest
głowica rewolwerowa, w której mocowane są narzędzia skrawające. Narzędzia mogą być wyposażone w
niezależny napęd, który pozwala na obróbkę przedmiotu w chwili gdy przedmiot obrabiany jest
nieruchomy a narzędzie wykonuje ruch obrotowy.
1.1. Wielko
ści charakterystyczne
Liczba narzędzi .................................................................................................. 12 [sztuk]
Liczba narzędzi napędzanych .............................................................................. 6 [sztuk]
Napęd konika ................................................................................................. hydrauliczny
Maksymalna średnica toczenia .......................................................................... 350 [mm]
Długość toczenia ................................................................................................ 650 [mm]
Rozstaw kłów .................................................................................................... 805 [mm]
Zakres ruchu w osi X ........................................................................................ 255 [mm]
Zakres ruchu w osi Z ......................................................................................... 800 [mm]
Układ pomiarowy X/Z ....................................................................................... absolutny
Maks. moc wrzeciona 100/40% ................................................................. 11,5/15,3 [kW]
Maks. Prędkość obrotowa wrzeciona ....................................................... 4000 [obr/min]
1.2. Widok ogólny tokarki
Widok ogólny tokarki NEF 400 przedstawiono na rys. 2. Uruchomienie obrabiarki odbywa się za
pomocą przełącznika umieszczonego z prawej strony maszyny. Drzwi 1 umożliwiają dostęp do
przestrzeni roboczej, która jest pokazana i opisana na rys. 1. Obok znajduje się pistolet z cieczą chłodząco
- smarującą 2 do spłukiwania wiór i zanieczyszczeń w przestrzeni roboczej a także pulpit sterujący 3.
Przenośnik wiór, którego nie umieszczono na rysunku służy do usuwania wiór z przestrzeni roboczej oraz
spełnia funkcje zbiornika środka chłodząco - smarującego. Pedał nożny 4 umożliwia mocowanie
przedmiotu obrabianego. Całość spoczywa na łożu maszyny 5.
1.3. Schemat funkcjonalny układu nap
ędowego i sterującego
Na rys. 3 pokazano schematyczna istotę układu sterowania. W produkcji tokarki NEF 400
wykorzystano obowiązującą stałą zasadę budowy modułowej. Charakteryzuje się ona tym, iż każdy
wyprodukowany egzemplarz jest dostosowany do konkretnych zadań i wymagań użytkowników.
1.3.1.
Charakterystyka układu nap
ędowego
•
W napędzie ruchu głównego wrzeciona W zastosowano silnik asynchroniczny E który pozwala na
płynną zmianę prędkości obrotowej. Dokonywana jest ona za pomocą regulatora prędkości – falownika,
poprzez zmianę częstotliwości prądu. Przekazanie napędu z silnika do wrzeciona jest realizowane za
pomocą bezstopniowej przekładni pasowej. Na końcu wrzeciona mocuje się uchwyt trójszczękowy
samocentrujący UT zaciskany hydraulicznie.
•
Ruch wzdłuż osi Z realizowany jest za pomocą suportu wzdłużnego SUP.W, który przemieszcza
się po prowadnicach szynowych . Zastosowano szynowe zestawy prowadnic tocznych. Napęd posuwu
jest wykonywany przez silnik prądu przemiennego o ruchu obrotowym Ez, napędzający bezpośrednio
ś
rubę toczną ŚR.Tz.

•
Analogicznie odbywa się ruch wzdłuż osi X. Realizowany jest za pomocą suportu poprzecznego,
który przemieszcza się po szynowych zestawach prowadnic tocznych Px. Silnik prądu przemiennego o
ruchu obrotowym Ex bezpośrednio napędza śrubę toczną ŚR.Tz, która jest nieruchoma
•
Ruch konika K odbywa się wzdłuż osi Z (oś napędu głównego), który porusza się po prowadnicach
ś
lizgowych o przekroju trapezowym (jaskółczy ogon). Napęd posuwu jest hydrauliczny i realizowany przez
siłownik S.
1.3.2.
Charakterystyka układu steruj
ącego
Sterowanie pracą tokarki numerycznej składa się z szeregu czynności. W lewej części rysunku są
pokazane możliwe sposoby wprowadzania programu pracy. Dane wprowadza się za pomocą pamięci
flash, sieci Ethernet oraz poprzez pulpit sterujący. Po odczytaniu programu sterującego wszystkie
informacja są przesyłane do dekodera. Program w postaci znaków alfanumerycznych zostaje tłumaczony
na sygnały elektryczne. Po zdekodowaniu sygnały są rozdzielane i przekazywane do:
•
Interpolatora – przekazane sygnały dotyczą danych geometrycznych toru ruchu narzędzia np.
korekcja długości narzędzia, korekcja posuwu, korekcja prędkości obrotowej, korekcja promienia
narzędzia itp.
Zadaniem interpolatora jest wysyłanie do układów porównawczych ciągów impulsów
elektrycznych, gdzie realizowane jest porównanie sygnałów wysyłanych od przetworników
obrotowych (wartość rzeczywista) z wartością zadaną. W zależności od ich różnicy generowany
jest sygnał sterujący.
•
Układu dopasowująco sterującego UDS ( w sterowniku PLC) – przekazane sygnały dotyczą
funkcji technologicznych np. nastawianie prędkości obrotowych wrzeciona, zmiana narzędzia,
włączanie i wyłączanie chłodziwa. W formie sygnałów sterujących są przekazywane do układów
wykonawczych w odpowiednim czasie.
Rys. 1. Przestrzeń robocza tokarki NEF 400: 1– wrzeciono z zamontowanym uchwytem trójszczękowym,
2 – przedmiot obrabiany, 3 – głowica rewolwerowa, 4 – konik

Rys. 2. Tokarka uchwytowo kłowa NEF 400 firmy Gildemeister : 1- drzwi, 2 - pistolet do spłukiwania, 3 - pulpit sterujący, 4 - pedał nożny, 5 - łoże maszyny
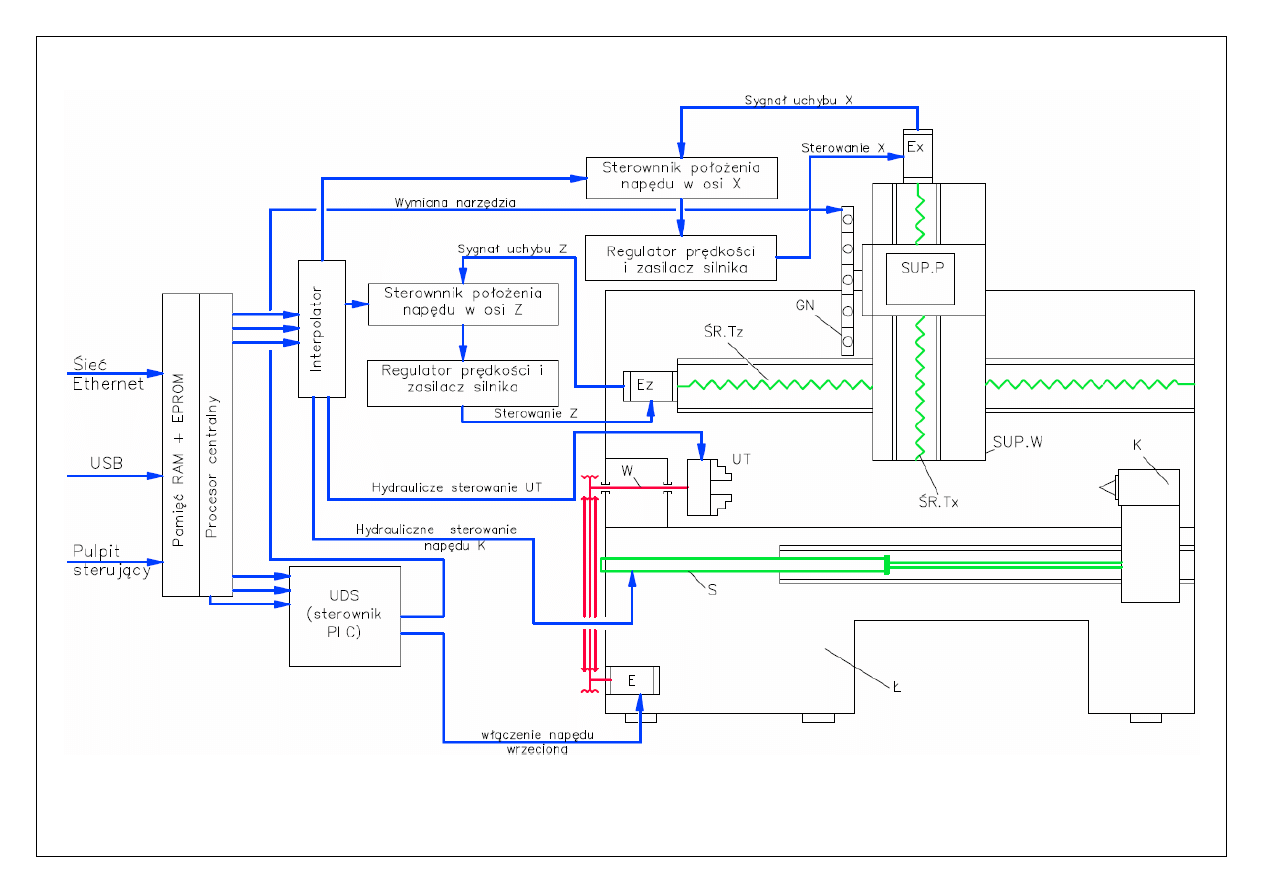
Rys. 3. Schemat funkcjonalny tokarki NEF 400
2. Mo
żliwości technologiczne tokarki
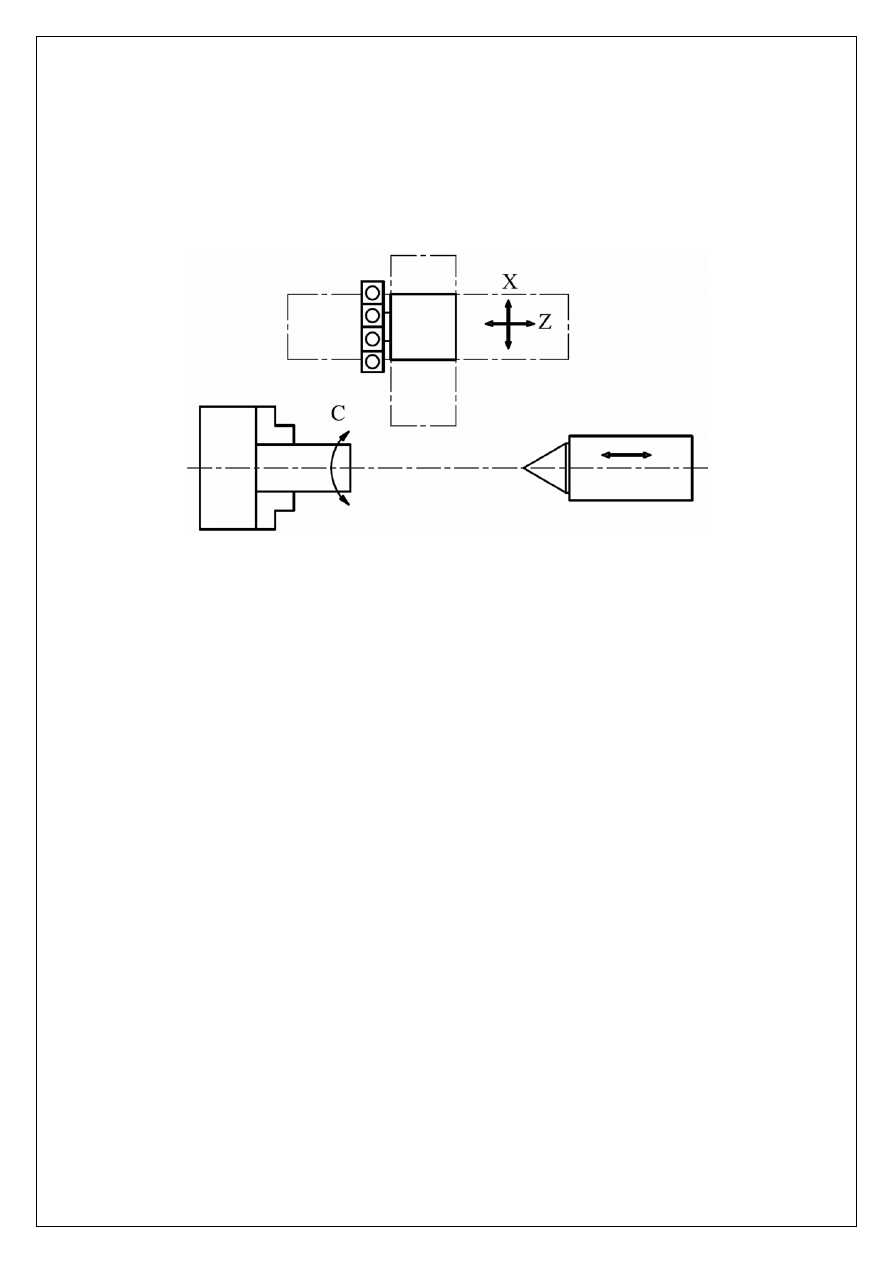
Wprowadzenie techniki napędzanych narzędzi obrotowych w połączeniu z numerycznie
sterowanymi osiami X i Z oraz numerycznie sterowaną osią C (rys. 4) umożliwia wykonywanie operacji
wiertarsko-frezarskich w płaszczyznach prostopadłych i równoległych do osi wrzeciona. Wprowadzenie
tych zastosowań pozwala na obróbkę przedmiotu na jednym stanowisku roboczym. Zmniejsza to czas
wykonania przedmiotu oraz wpływa na poprawienie powtarzalności przedmiotów obrabianych.
Rys. 4. Obszar pracy tokarki NEF 400 z oznaczonymi osiami sterowanymi
•
Sterowanie w osiach X i Z umożliwia wykonanie operacji (sytuacja dla typowych zabiegów
tokarskich):
- toczenia wzdłużnego na powierzchniach wewnętrznych i zewnętrznych
- toczenia poprzecznego przedmiotów o prostych kształtach, dla złożonych kształtów przy
interpolacji osi X i Z
- nacinania gwintów wewnętrznych oraz zewnętrznych na stożku lub walcu
- obróbki otworu współosiowego
•
Sterowanie w osiach X i Z oraz w osi C umożliwia wykonanie operacji;
- obróbki otworów rozmieszczonych osiowo lub promieniowo do osi przedmiotu
obrabianego
- frezowanie płaszczyzn takich jak podcięcia pod klucz lub wielokąty
- frezowanie rowków rozmieszczonych prostopadle bądź równolegle do osi przedmiotu obrabianego
takich jak rowki wpustowe, wielowypusty lub uzębienia metodą kształtową
- frezowanie krzywek promieniowych
- frezowanie rowków na części obwodu
3.
Charakterystyka układu sterowania
3.1. Struktura programu sterowania
Program sterujący składa się z bloków danych oraz informacji pomocniczych, którymi mogą być
komentarze i nazwy programów. Bloki danych są zbiorem:
- danych liczbowych opisujących kształt geometryczny przedmiotu, które uzyskujemy z rysunku
konstrukcyjnego
- danych liczbowych technologicznych dotyczących posuwów, prędkości itd. Znakiem początku
programu jest:
%_N_PROGRAM1_MPF np. %_N_101_MPF - oznacza program nr 101
%_N_PODPROGRAM2_SPF np. %_N_102_SPF - oznacza podprogram nr 102
Podstawowe adresy dla układu Sinumerik 840D to:
A, B, C – wartości współrzędnych w osiach obrotowych A, B i C
D – numer rejestru narzędziowego
F – programowanie posuwu/czasu postoju
G – funkcje przygotowawcze
H – funkcje dodatkowe
I, J, K – parametry interpolacji w osiach odpowiednio X, Y i Z
M – funkcje pomocnicze (maszynowe)
N – numer bloku
P – krotność wywołania podprogramu
R – programowanie z wykorzystaniem R- parametrów
S – programowanie obrotów wrzeciona/prędkości skrawania/czasu postoju
T – ustawienie narzędzia w magazynie narzędziowym
X, Y, Z – wartości współrzędnych w osiach odpowiednio X, Y, Z
3.2. Opis funkcji steruj
ących
•
Funkcje przygotowawcze
Funkcje przygotowawcze G określają wszystkie istotne cechy programowania ruchu. Za ich
pośrednictwem można wybrać:
- pożądany kształt toru, sposób wykonania ruchu po torze, metodę wymiarowania
- przesunięć, rodzaj korekcji toru, czas opóźnienia, podjąć wiele innych decyzji dotyczących działania
sterowaniem obrabiarki
Grupa funkcji wyboru kształtu toru:
G0 – ruch szybki po linii prostej np. N10 G0 X40 Z50
G1 – ruch roboczy po linii prostej np. N20 G1 X30 Z60
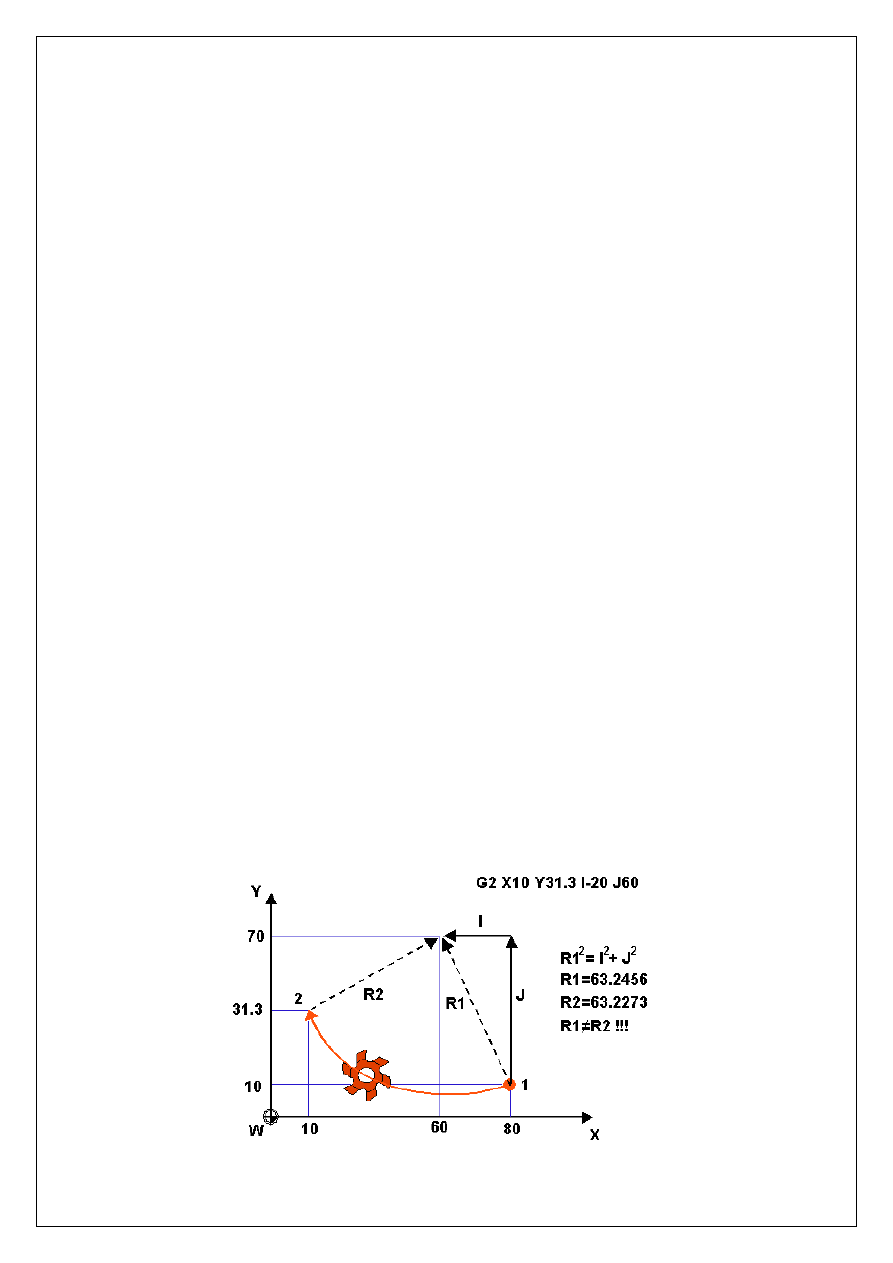
G2 – interpolacja kołowa zgodna z ruchem wskazówek zegara
G3 – interpolacja kołowa przeciwna do ruchu wskazówek zegara
W interpolacji kołowej przewidziano kilka metod programowania promienia okręgu – w sposób
bezpośredni lub pośredni.
Przyrostowe programowanie środka okręgu z wykorzystaniem nie modalnych parametrów interpolacji I, J, K – za
ich pomocą programowany jest punkt środka
okręgu; traktowane są one jako wektory składowe (w
odpowiednich osiach – I w X, J w Y, K w Z) wektora od punktu początkowego ruchu do punktu środka
okręgu - programowanie przyrostowe, niezależnie od funkcji G90/G91.
Rys. 5. Interpolacja kołowa G2/G3 z parametrami interpolacji I, J, K
Grupa funkcji wprowadzaj
ąca system miar:
G70 - deklaracja jednostek, programowanie drogi narzędzia w calach
G71 – deklaracja jednostek, programowanie drogi narzędzia w milimetrach
Grupa funkcji sposobu wymiarowania
G90 – programowanie w układzie absolutnym
G91 – programowanie w układzie przyrostowym
G94 – programowanie posuwu w mm/min
G95 – programowanie posuwu w mm/obr
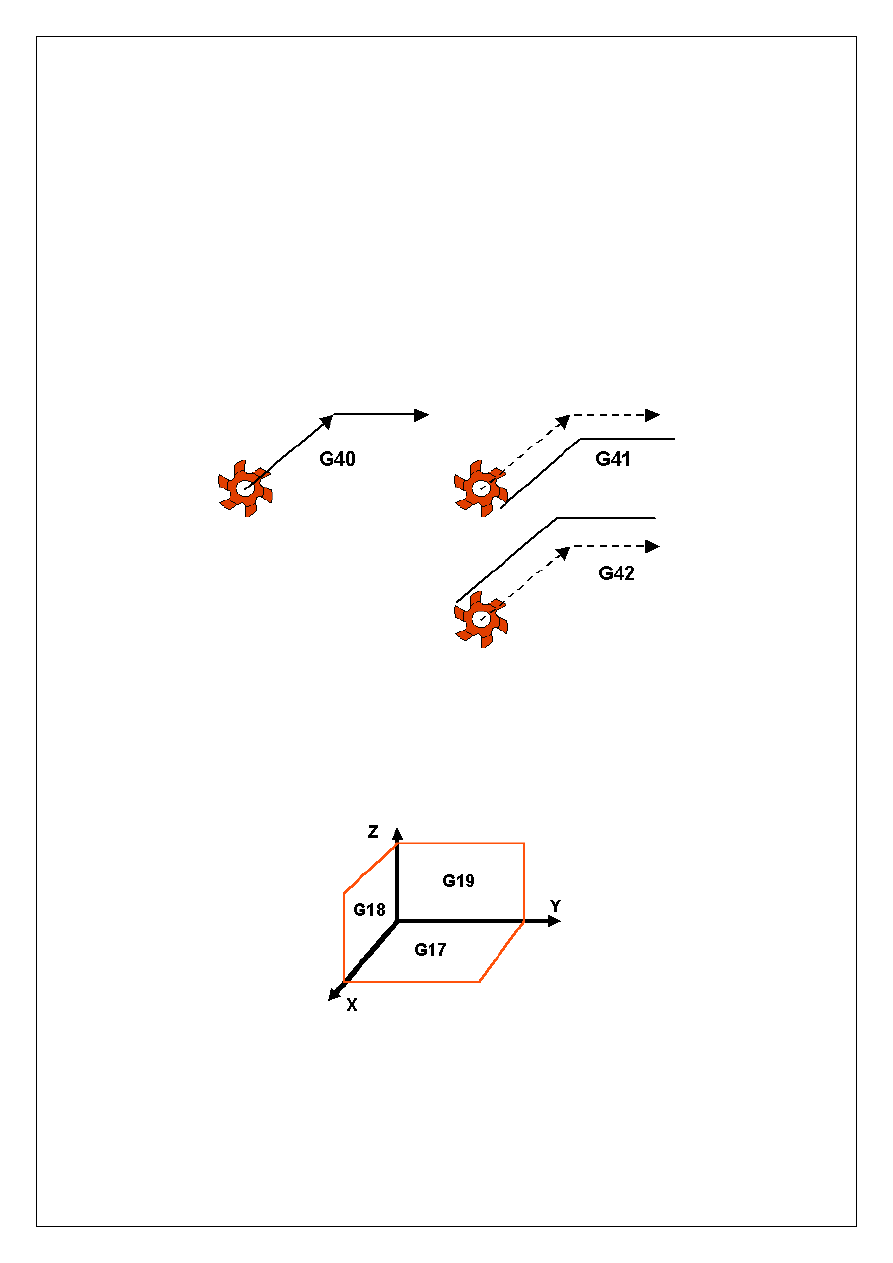
Grupa funkcji korekcji toru ze wzgl
ędu na promień narzędzia
G40 – wyłączenie automatycznej kompensacji promienia narzędzia
G41 – włączenie automatycznej kompensacji promienia narzędzia po lewej stronie konturu
G42 – włączenie automatycznej kompensacji promienia po prawej stronie konturu
Rys. 6. Programowanie automatycznej kompensacji promienia narzędzia
Grupa funkcji wprowadzaj
ącej wybór płaszczyzny
G17 – ustalenie płaszczyzny XY jako płaszczyzny interpolacji
G18 – ustalenie płaszczyzny ZX jako płaszczyzny interpolacji
G19 – ustalenie płaszczyzny YZ jako płaszczyzny interpolacji
Rys. 7. Płaszczyzny interpolacji
Grupa funkcji wprowadzaj
ącej przesunięcie układu współrzędnych
G53 – programowanie we współrzędnych maszynowych ( odwołanie funkcji G54-G57)
G54-G57 – przesunięcie układu współrzędnych maszyny
Grupa funkcji wprowadzaj
ąca gwintowanie
G33 – gwintowanie ze stałym skokiem
G34 – gwintowanie ze wzrastającym skokiem
G35 – gwintowanie z malejącym skokiem
G63 – gwintowanie za pomocą narzędzi kształtowych (gwintownik)
•
Programowanie operacji pomocniczych maszyny
S – funkcja prędkości obrotowej wrzeciona
T – funkcja identyfikacji i wyboru narzędzia
M0 – zatrzymanie programu
M1 - stop warunkowy
M2 – koniec programu
M3 – obroty wrzeciona w prawo
M4 – obroty wrzeciona w lewo
M5 – stop obrotów
M6 – zmiana narzędzia
M8 – włączenie chłodziwa
M9 – wyłączenie chłodziwa
M10 – hamulec wrzeciona załączony
M11 – hamulec wrzeciona wyłączony
M17 – koniec podprogramu
M20 – wycofanie konika
M21 - wysunięcie konika
M30 – koniec programu, powrót na początek
•
Programowanie cykli stałych
Cykle stałe zostały wprowadzone dla ograniczenia rozmiarów programów, umożliwiają szybka i
prosta zmianę parametrów zabiegu oraz pozwalają na znaczna automatyzacje programowania. Przez
cykle rozumie się stałe, sparametryzowane podprogramy, umieszczone w programie głównym. Służą do
typowych zabiegów takich jak: wiercenie, nacinanie gwintu oraz toczenie.
Wywołanie cykli obróbkowych polega na umieszczeniu w bloku, w którym chcemy wykonać cykl ,
adresu z nazwą cyklu oraz listą wartości parametrów np.
N10 CYCLE81(34,15,17)
CYCLE81 – Wiercenie, nawiercanie
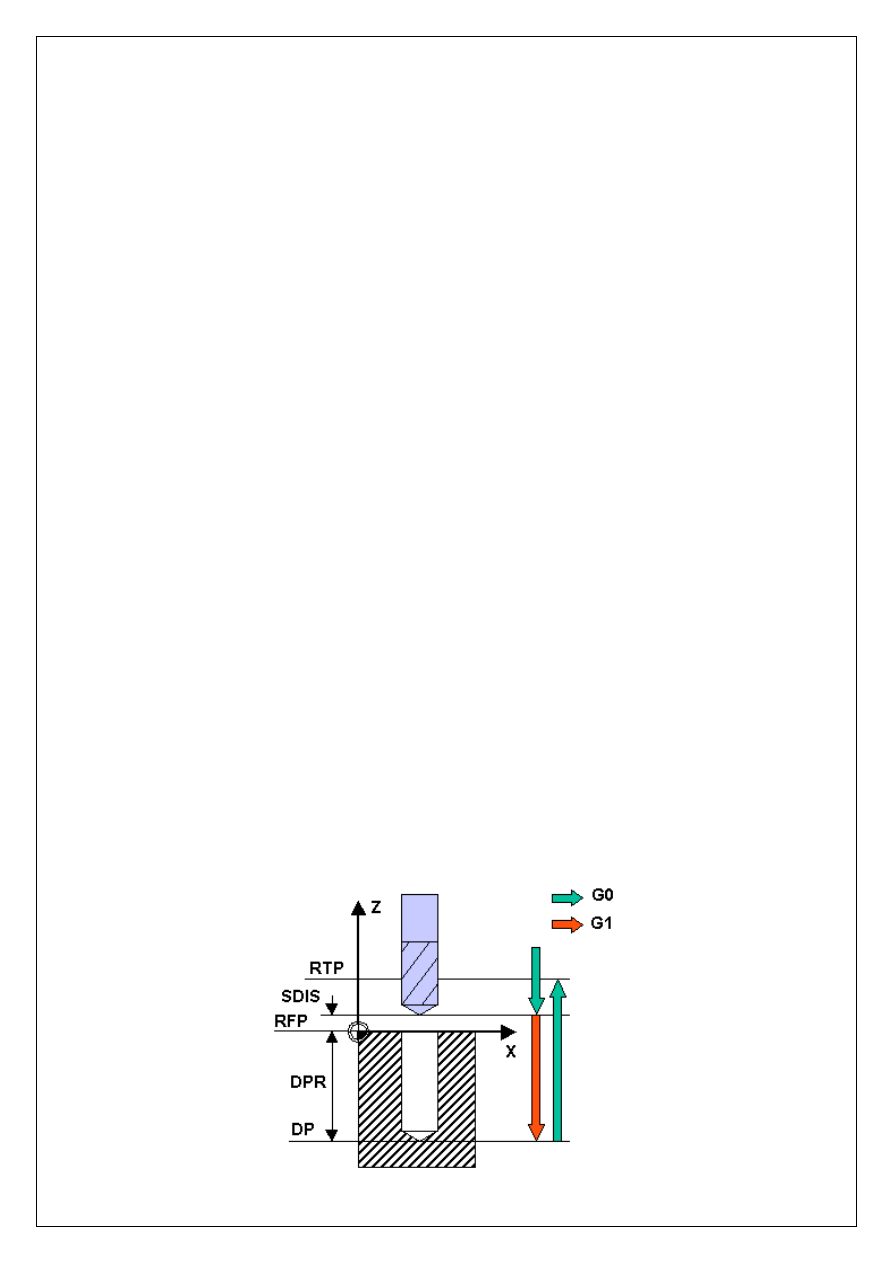
Rys. 7. Graficzne przedstawienie parametrów cyklu wiercenia, nawiercania
Tab. 1. Tabela parametrów cyklu wiercenia, nawiercania
RTP
Płaszczyzna wycofania (absolutne)
RFP
Płaszczyzna odniesienia ( absolutnie)
SDIS
Odstęp bezpieczeństwa ( przyrostowo, bez znaku)
DP
Ostateczna głębokość wiercenia ( absolutnie)
DPR
Ostateczna głębokość wiercenia ( przyrostowo, bez znaku)
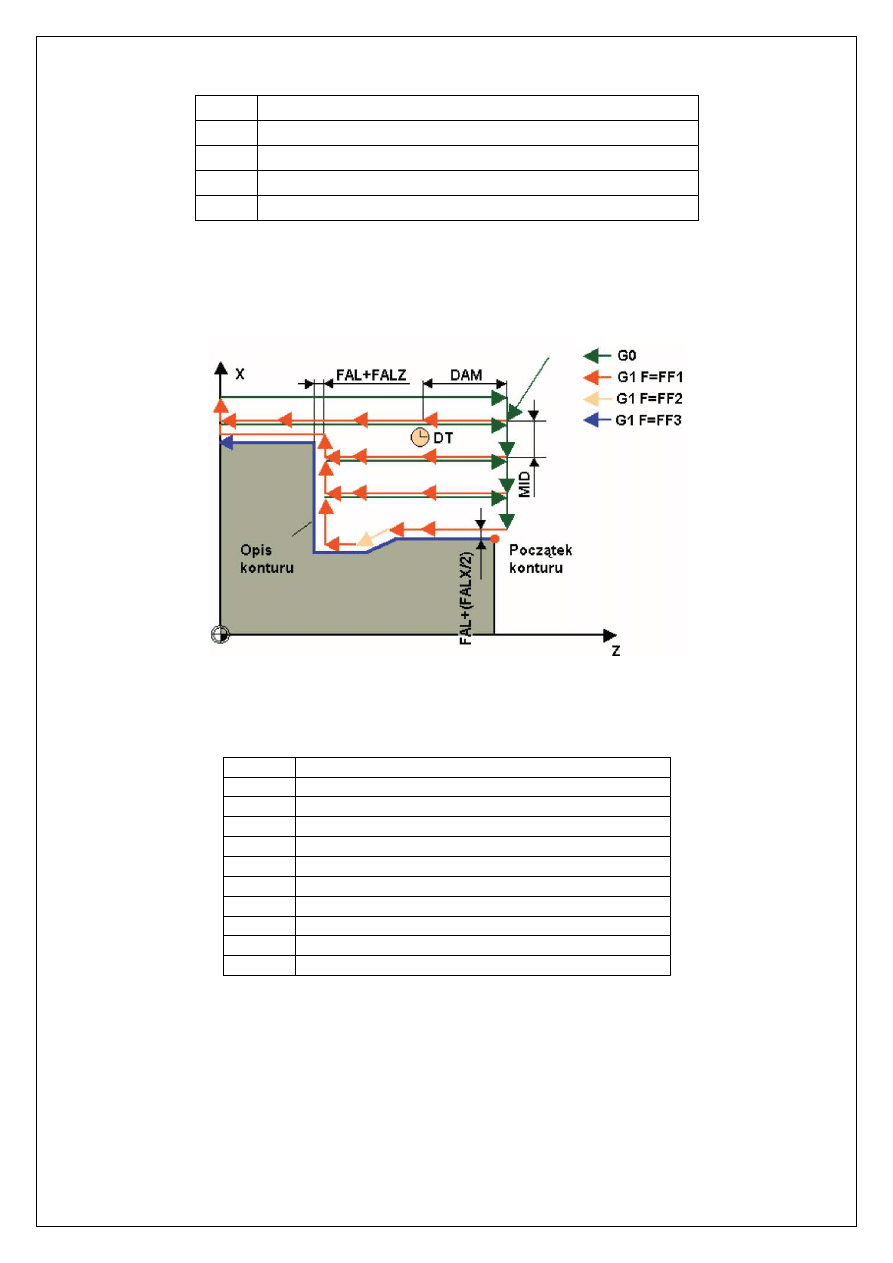
CYCLE95 – cykl toczenia i wytaczania
Rys. 7. Graficzne przedstawienie parametrów cyklu toczenia i wytaczania
Tab. 1. Tabela parametrów cyklu toczenia i wytaczania
NPP
Nazwa podprogramu definicji konturu
MID
Gł
ę
boko
ść
dosuwu (bez znaku)
FALZ
Naddatek na obróbk
ę
wyka
ń
czaj
ą
c
ą
w osi wzdłu
ż
nej
FALX
Naddatek na obróbk
ę
wyka
ń
czaj
ą
c
ą
w osi poprzecznej
FAL
Naddatek na obróbk
ę
wyka
ń
czaj
ą
c
ą
FF1
Posuw dla obróbki zgrubnej bez podci
ę
cia
FF2
Posuw dla zagł
ę
biania si
ę
w elementy podci
ę
cia
FF3
Posuw dla obróbki wyka
ń
czaj
ą
cej
VARI
Rodzaj obróbki, zakres warto
ś
ci 1÷12
DT
Czas postoju przy łamaniu wióra
DAM
Długo
ść
drogi skrawania do łamania wióra
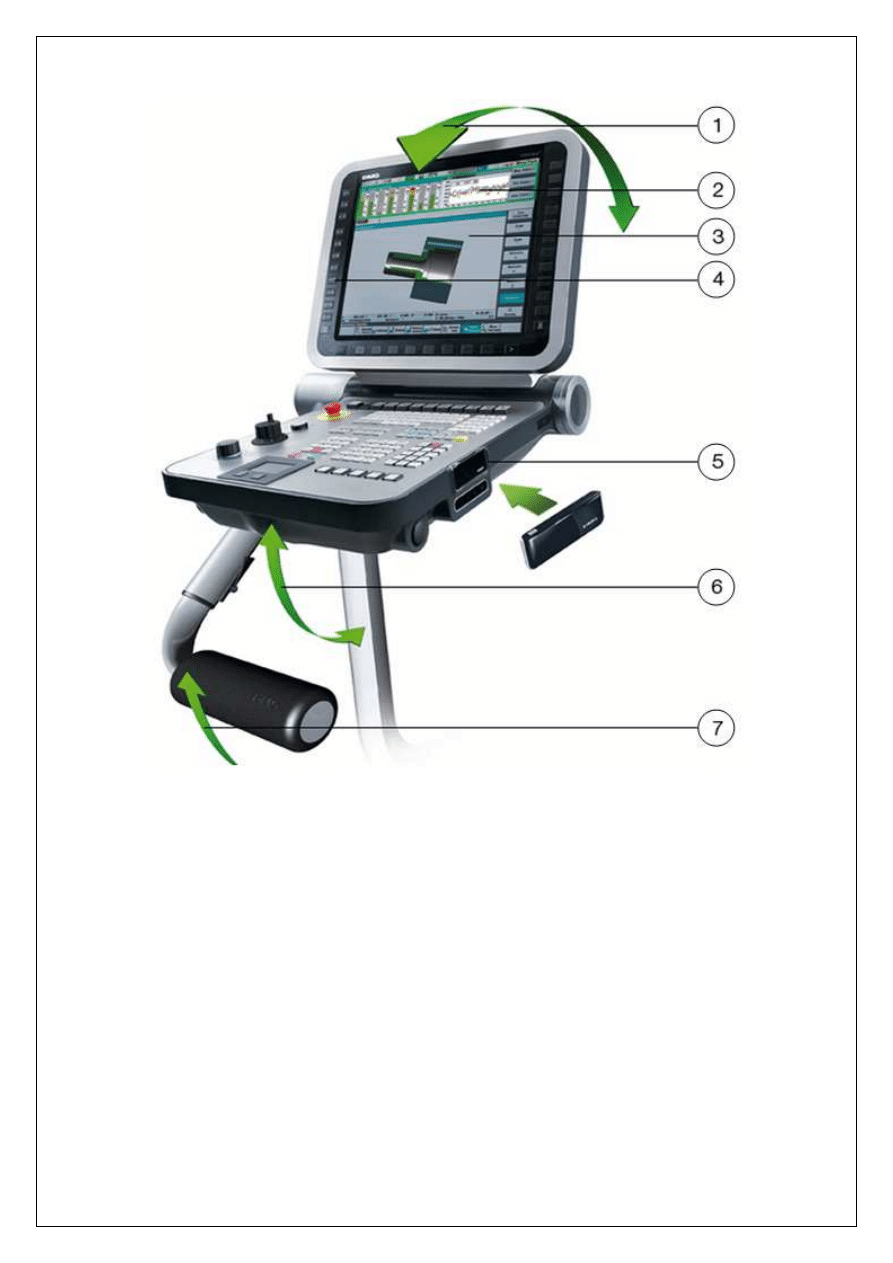
4. Opis pulpitu steruj
ącego
Rys. 8. Widok izometryczny pulpitu sterującego: 1- obrotowy monitor - płynna regulacja od 5° do 30°, 2
- górna nawigacja ekranu, 3 - widok symulacji obróbki 3D, dowolny wybór informacji o procesie
technologicznym, 4 - tryby i zakresy pracy, skróty konfigurowalnych klawiszy do wybranych funkcji
ekranowych, 5 - tryby obsługi, pozwalają na indywidualne dopasowanie praw dostępu do sterowania
tokarką, 6 - pole obsługowe, o regulowanym kącie położenia w zakresie od 15° do 70°, 7 - siedzenie dla
operatora o regulowanym kącie nachylenia
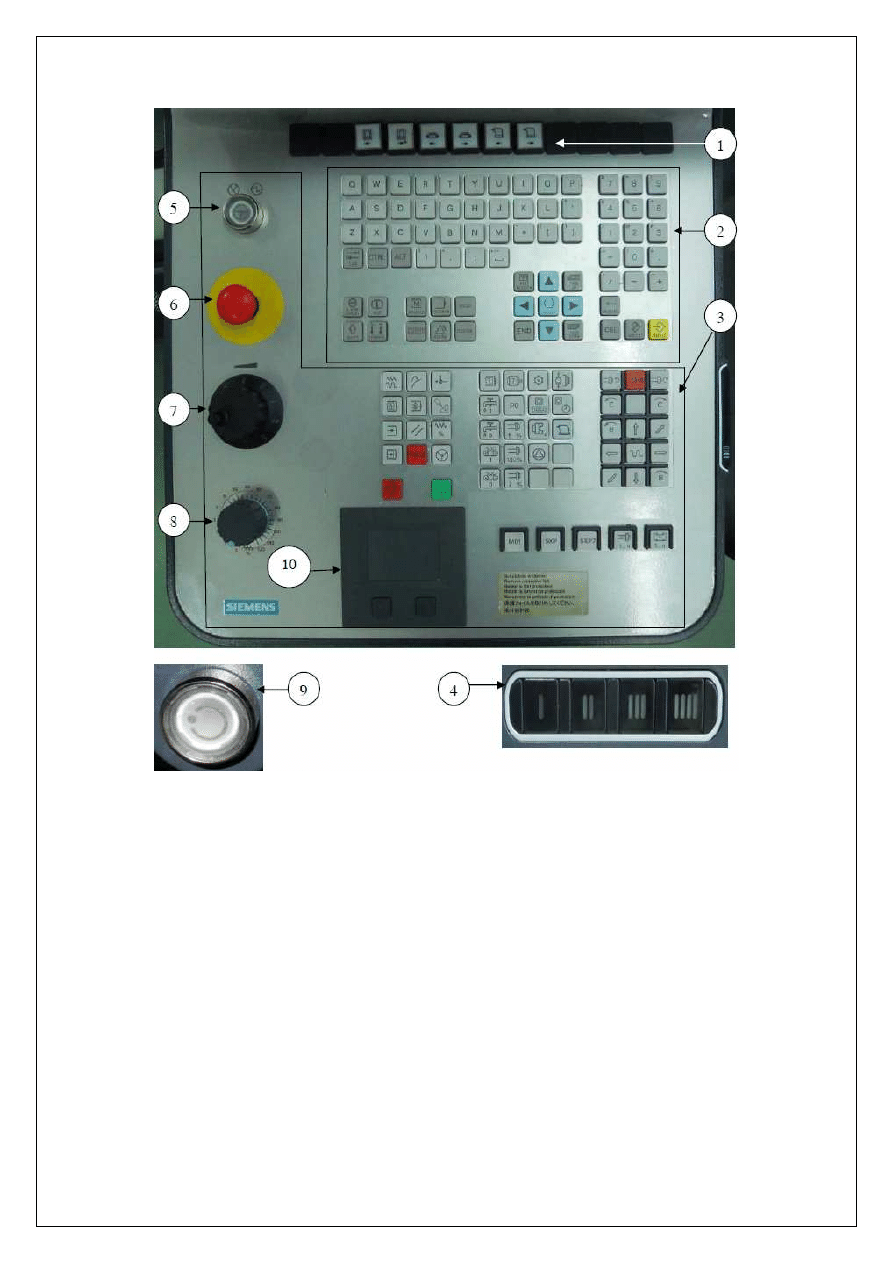
4.1. Pole obsługowe
Rys. 9. Widok pola obsługowego pulpitu sterującego: 1 - klawisze funkcyjne, 2 - pole obsługowe
sterowania, 3 - pole obsługowe maszyny, 4 - tryby obsługi - umieszczone z prawej strony, 5 - włącza /
wyłącza wszystkie napędy - przycisk podświetlany, 6 - stop awaryjny, 7 - pokrętło ręczne - przesuwanie
suportów i konika w krokach przyrostowych odpowiednio po 0.1, 0.01, 0.001 [mm], 8 - pokrętło ręczne-
zmniejsza / zwiększa procentowo zaprogramowany posuw, 9 - przycisk akceptacji - umieszczony z lewej
strony, 10 – touchpad
4.2. Monitor
Na monitorze ekranowym rys. 10 są przedstawione informacje, które dotyczą:
- aktualnego trybu pracy (praca automatyczna)
- aktualnego stanu pracy (przerwano)
- błędów maszynowych i programowych (przycisk awaryjny nie odblokowany, kolizja)
- nazwy aktualnie wykonywanego programu
- prędkości obrotowych wrzeciona S i posuwów F
- przemieszczeń w osi X i Z oraz obrotu w osi C
- numeru narzędzia T
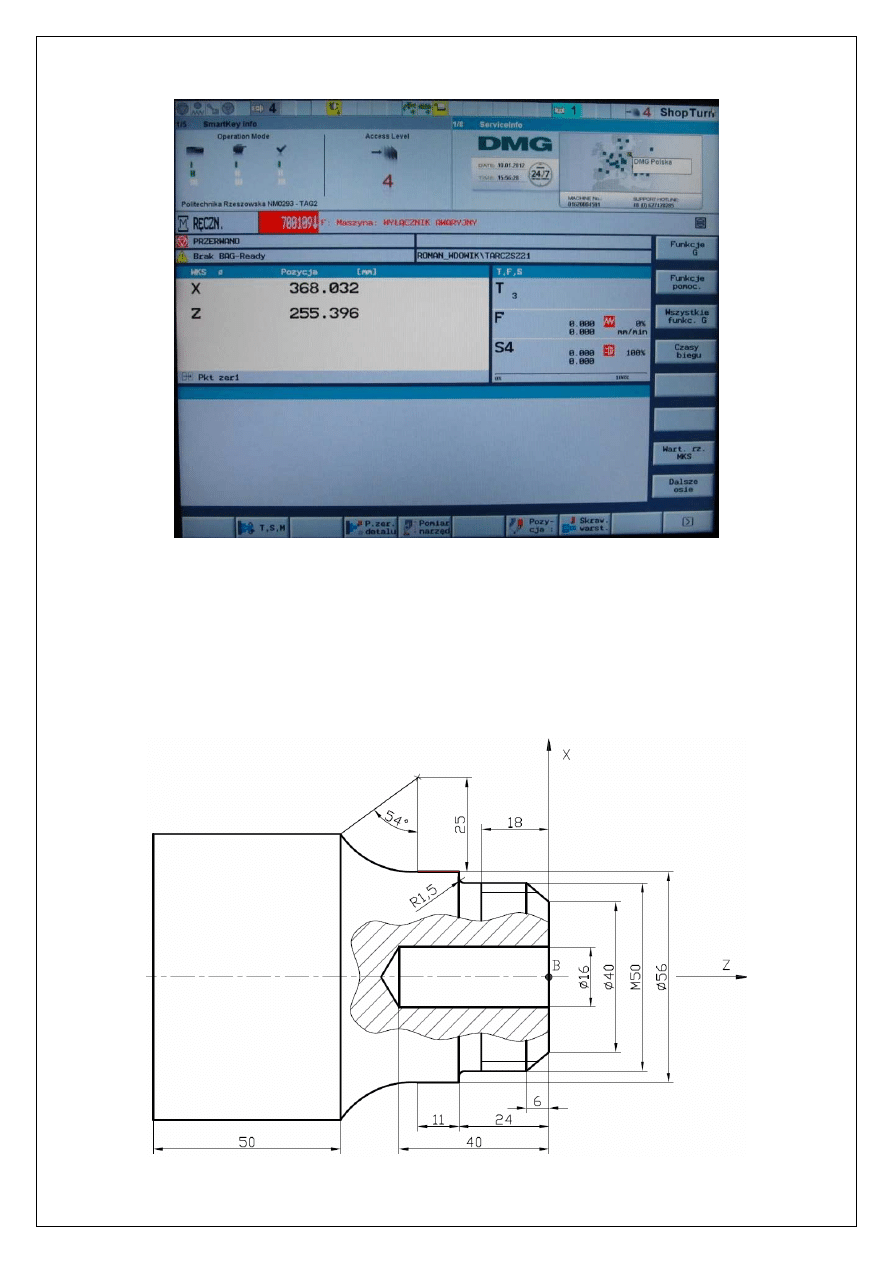
- innych informacji w zależności od wyświetlanego okna
Rys. 10. Przykładowy widok monitora pulpitu sterującego
5.
Przykład
Na rys. 11 przedstawiono żądany kształt wałka z naniesionymi wymiarami. Należy
zaprogramować ruch narzędzia z wykorzystaniem cykli toczenia. Dużą literą B oznaczono początek
układu współrzędnych bazy programu.
Rys.11. Przykładowy projekt wałka
Program obróbki wałka:
%_N_Przykład_MPF – początek i nazwa programu
N5 G40 G54 G71 G90 G95 DIAMON KONT G450 – wyłącznie kompensacji promienia narzędzia,
przesunięcie punktu zerowego, deklaracja jednostek w mm, programowanie w układzie absolutnym,
posuw obrotowy w mm/obr, wymiary podawane średnicowo, narzędzie wykona obejście punktu
początkowego tak aby nie doszło do kolizji
N10 MSG (“WIERCENIE OTWORU D16”) – wyświetlony zostanie komunikat ( )
N15 T2 D1 S350 F0.25 M3 M8 – wybór narzędzia nr 2 z rejestrem D1, załączenie obrotów wrzeciona na
wartość 350 obr/min, ustalenie posuwu na wartość 0.25 mm/obr, obroty wrzeciona w prawo, włączenie
chłodziwa
N20 G0 X0 Z10 – ruch szybki do punktu
N25 CYCLE83(200,0,3,-44.48,,-25,,2,1,,1,0,,,,,) – wywołanie cyklu 83,
N30 G0 X400 M5 M9 – ruch szybki do punktu wymiany narzędzia, wyłączenie obrotów, wyłączenie
chłodziwa
N35 MSG(”TOCZENIE ZGRUBNE KONTURU”)
N40 G96 T1 D1 S120 F0.2 M3 M8 – włączenie stałej prędkości skrawania, załączenie obrotów
wrzeciona na wartość 120 obr/min
N45 G0 X90 Z5
N50 CYCLE95(”KONTUR”,3,,,,0.2,0.15,0.1,1,1,40,)
N55 G0 X400 Z200 M5 M9
N60 MSG(”TOCZENIE GWINTU M50x3”)
N65 T7 D1 S700 M3 M8
N70 G0 X60 Z-28
N75 CYCLE97(3,,0,-18,50,50,4,2,1.97,0.05,28,0,10,2,3,1,)
N80 G53 T0 D0 G0 Z300 X300 M9 M5
N85 M30 - koniec programu
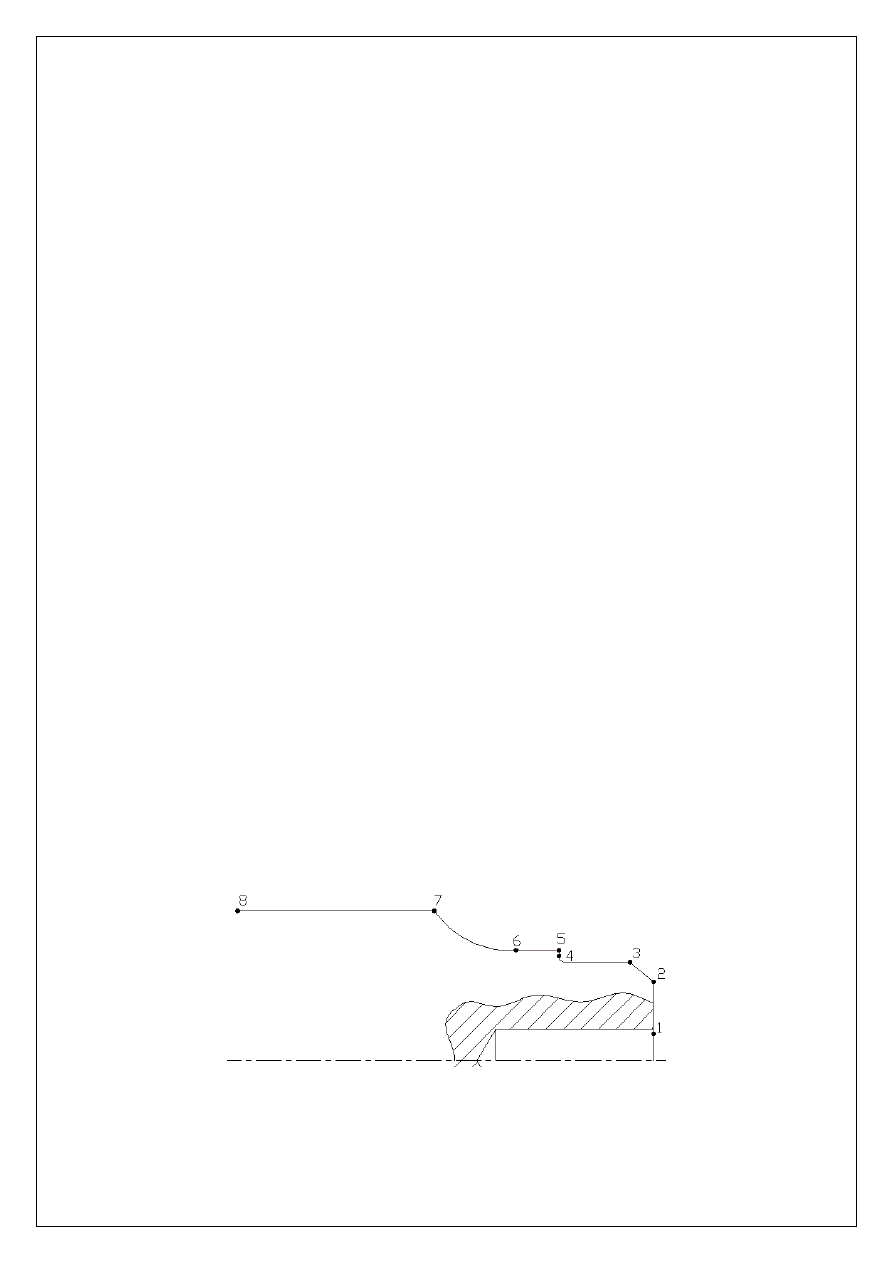
Wykorzystywany w programie podprogram, który definiuje kontur ma postać:
%_N_KONTUR_SPF – początek i nazwa podprogramu
N5 G0 X14 Z0 – pkt. 1
N10 X40 – pkt. 2
N15 Z-6 X50 – pkt. 3
N20 Z-24 RND=1,5 – pkt. 4
N25 X56 – pkt. 5
N30 G91 Z-11 – pkt. 6
N35 G2 I25 AR=54 – pkt. 7
N40 G1 Z-50 – pkt. 8
N45 M17 – koniec podprogramu
Rys.12. Kontur obrabianego wałka
Wyszukiwarka
Podobne podstrony:
maszyny technologiczne cwiczenie 1 tokarka konwencjonalna
maszyny technologiczne cwiczenie 1 tokarka konwencjonalna
maszyny technologiczne cwiczenie 2 frezarka konwencjonalna bez wykresow
maszyny technologiczne cwiczenie 5 szlifierka do walkow
(2)Maszyny technologiczne konwencjonalne sterowanie numeryczne
maszyny technologiczne cwiczenie 5 szlifierka do walkow
maszyny technologiczne cwiczenie 2 frezarka konwencjonalna bez wykresow
Maszyny technologiczne sterowane numerycznie 2
Maszyny technologiczne sterowane numerycznie, Księgozbiór, Studia, LOOS
karta uzbrojenia tokarki, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje
Maszyny Technologiczne Sterowane Numerycznie(sprawozdanie)
Maszyny technologiczne sterowane numerycznie 2
Cwiczenie nr 8 Teksty id 99954
Cwiczenia nr 2 RPiS id 124688 Nieznany
cwiczenie 3 leki przeciwdepresyjne id 12532
więcej podobnych podstron