KATEDRA TECHNIK WYTWARZANIA I
AUTOMATYZACJI
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
1. Cel
ćwiczenia
Celem ćwiczenia jest zapoznanie się z budową tokarki uniwersalnej, jej charakterystyką
techniczną i możliwościami technologicznymi oraz poznanie schematu kinematycznego,
przebiegu ruchów napędowych, doboru parametrów kinematycznych.
2. Wyposa
żenie stanowiska
- tokarka uniwersalna V-Turn – 410T
- wyposażenie tokarki
- instrukcja do ćwiczenia
3. Przebieg
ćwiczenia
- zapoznanie się z budową tokarki
- analiza schematu kinematycznego i przebiegu łańcuchów napędowych
- przykłady doboru posuwów gwintowych i roboczych
- praktyczne zapoznanie się z pracą tokarki
Literatura:
- Burek J. „Maszyny technologiczne” Oficyna Wydawnicza Politechniki Rzeszowskiej, Rzeszów 2000 r.
- Instrukcja obsługi tokarki uniwersalnej V-Turn – 410T.
Przedmiot:
MASZYNY TECHNOLOGICZNE
Nr ćwiczenia: 1
Temat:
Tokarka uniwersalna V-Turn – 410T
Kierunek:
Mechanika i budowa maszyn
1. Charakterystyka techniczna
Tokarka pociągowa uniwersalna V- TURN 410 jest przeznaczona do obróbki zgrubnej i dokładnej
przedmiotów stalowych, żeliwnych i ze stopów metali nieżelaznych. Umożliwia ona wykonywanie
podstawowych operacji tokarskich oraz nacinanie gwintów metrycznych, calowych, modułowych oraz
diametral-pitch (DP).
1.1. Wielko
ści charakterystyczne
Największa średnica toczenia nad łożem .................................................................... 410 [mm]
Największa średnica toczenia nad suportem ............................................................... 255 [mm]
Największa średnica toczenia bez mostu .................................................................... 580 [mm]
Długość mostu ............................................................................................................ 190 [mm]
Wznios kłów nad suportem ......................................................................................... 170 [mm]
Rozstaw kłów ............................................................................................................ 1000 [mm]
Szerokość łoża ............................................................................................................ 250 [mm]
Ś
rednica otworu wrzeciona ........................................................................................... 52 [mm]
Uchwyt wrzeciona ............................................................................................................. MK 6
Zakres prędkości obrotowych wrzeciona .................................................... 30
÷
3000 [obr/min]
Zakres posuwów suportu:
- wzdłużnego................................................................................................. 0.05
÷
1.7
[mm/obr]
- poprzecznego ........................................................................................... 0.025
÷
0.8
[mm/obr]
Zakres nacinanych gwintów:
- metryczny .................................................................................................... 0.2
÷
14 [mm] (39)
- calowy .................................................................................................... 0.002”
÷
0.0067” (17)
- modułowy ..................................................................................................... 0.3
÷
3.5 MP (18)
- diametral-pitch ...................................................................................... 8
÷
44 [zwoje/cal] (21)
Skok śruby pociągowej ................................................................................................... 6 [mm]
Silnik napędu głównego ........................................................... 5.5 [kW]/ 162
÷
3000 [obr/min]
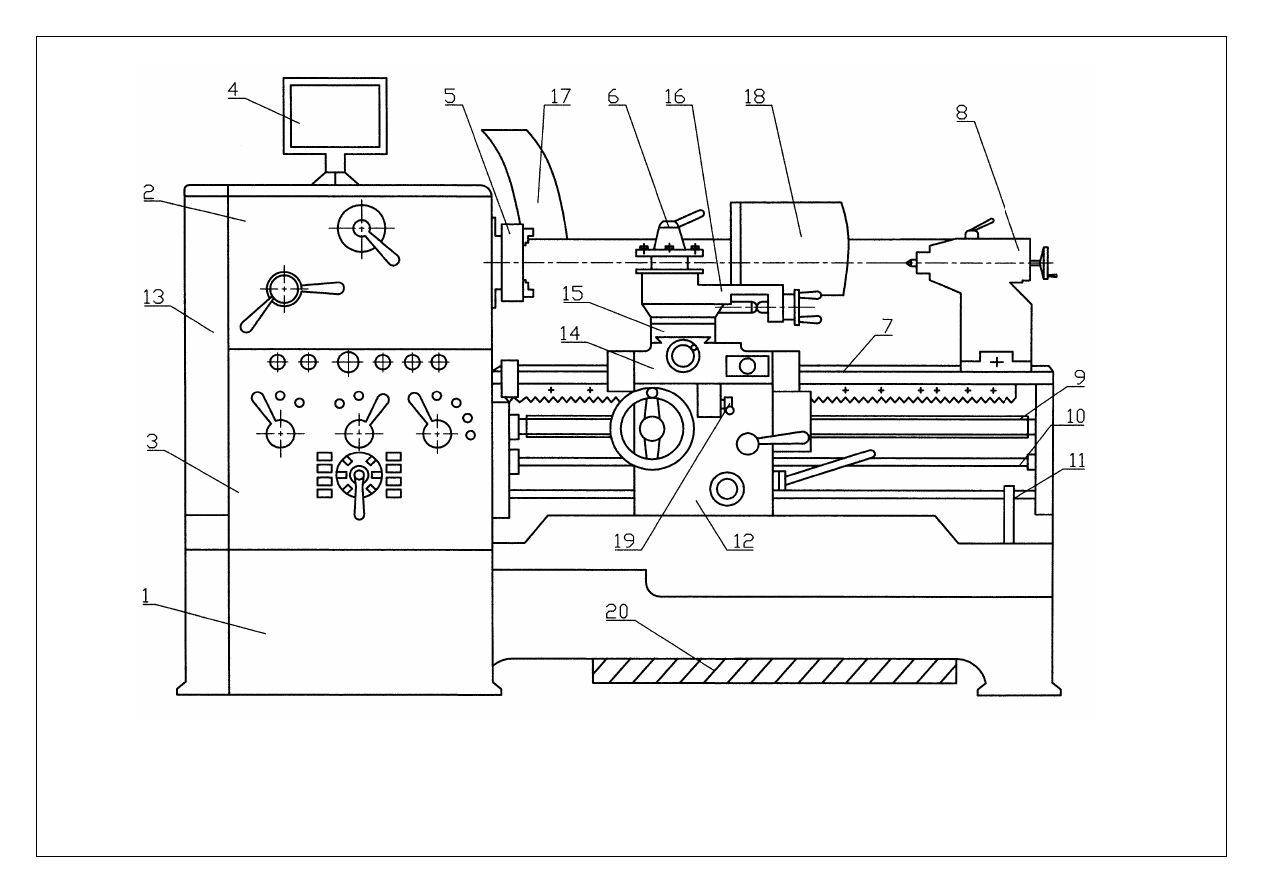
1.2. Widok ogólny tokarki
Widok ogólny tokarki przedstawiono na rysunku 1 oraz 2. Wrzeciono 5 otrzymuje napęd od
silnika umieszczonego w korpusie tokarki za pośrednictwem przekładni pasowej i skrzynki prędkości
obrotowych wrzeciona 2 umiejscowioną bezpośrednio nad skrzynką posuwów 3 z lewej strony, natomiast
po prawej stronie znajduje się przesuwny konik 8. Suport wzdłużny 14 napędzany jest od wrzeciona za
pośrednictwem przekładni gitarowej 13, skrzynki posuwów 3 poprzez wałek pociągowy 10 lub śrubę
pociągową 9 oraz skrzynkę suportową 12. W skrzynce suportowej napęd zostaje rozdzielony na realizację
posuwu wzdłużnego lub poprzecznego. Suport poprzeczny 15 jest napędzany tylko od wałka
pociągowego. Suport narzędziowy 16 ma wyłącznie napęd ręczny. Konik 8 jest ustawiony na podstawie,
która ma możliwość przesuwu wzdłuż łoża. Dodatkowo sam konik może być przesuwany poprzecznie w
stosunku do osi kłów, co wykorzystuje się w procesie toczenia stożków długich o małej zbieżności.
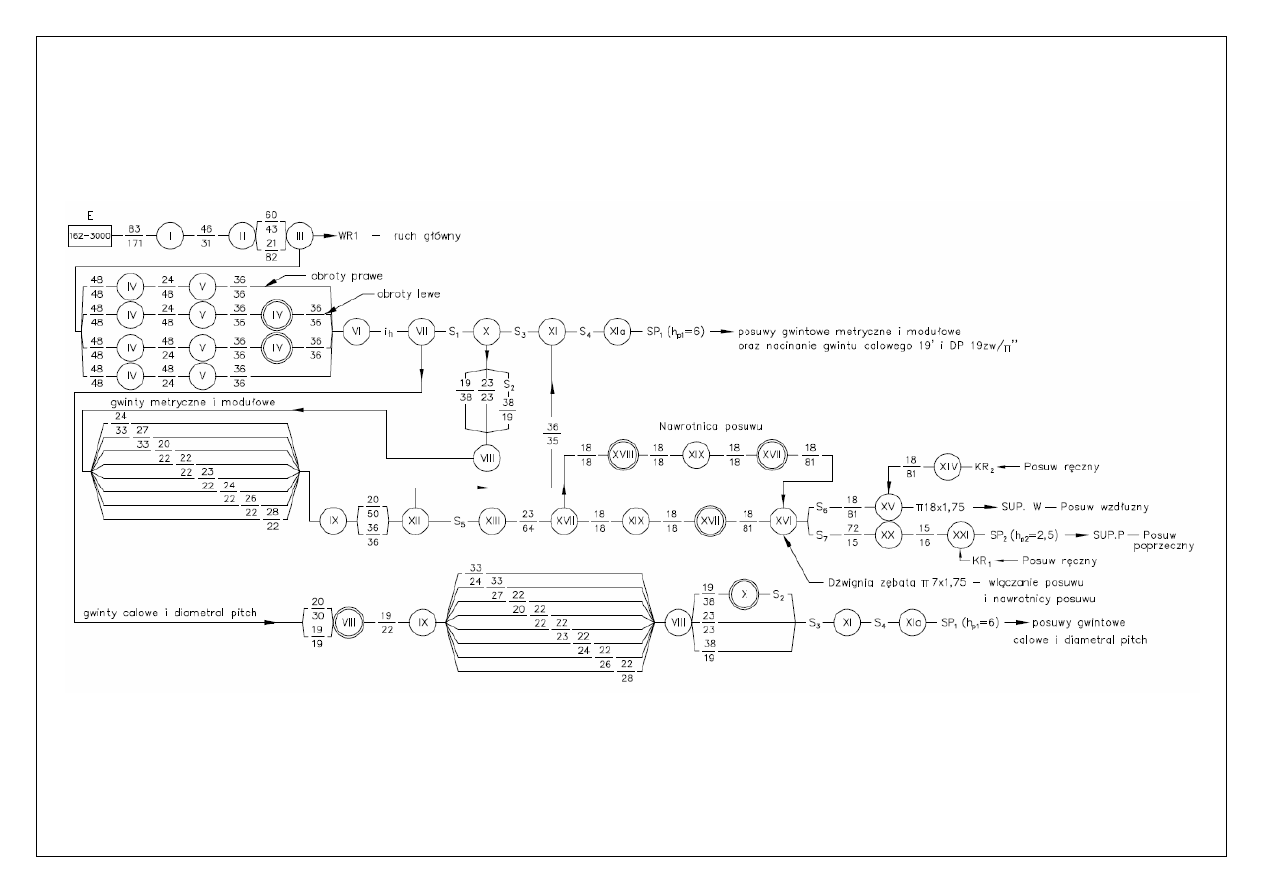
1.3. Schemat kinematyczny i przebieg ruchów nap
ędowych
Schemat kinematyczny tokarki przedstawiono na rys. 3, natomiast przebieg ruchów napędowych
obrazuje rys. 4. Przełożenia w skrzynce prędkości są zmieniane za pomocą dźwigni D1, natomiast w
skrzynce posuwów za pomocą dźwigni D2, D3, D4, D5, D6, D7. Przekładnia gitarowa ma koła
wymienne, dobierane w zależności od rodzaju realizowanego posuwu. Skrzynka gwintowa, która służy
jednocześnie jako skrzynka posuwów, umożliwia wykonywanie czterech podstawowych rodzajów
gwintów, tzn. gwintów metrycznych i calowych oraz modułowych i DP (Diametral Pitch), o zakresach
skoków:

a)
metryczne normalne: 0,2-14 [mm] (39),
b)
calowe: 0,002”-0,072” (45),
c)
modułowe metryczne: 0,3-3,5 MP (18),
d)
diametral pitch (DP): 8-44 [zwoje/ cal] (21),
oraz wartości posuwów:
a)
posuwy wzdłużne: 0.05- 1.7 [mm/obr],
b)
posuwy poprzeczne: 0.025- 0.8 [mm/obr].
W przypadku obróbki gwintów o skokach nastawianych za pomocą skrzynki gwintowej w
przekładni gitarowej zakłada się koła o stałym przełożeniu, odrębnym dla gwintów metrycznych i
calowych oraz odrębnym dla gwintów modułowych i diametral pitch. W razie potrzeby wykonania
gwintu o skoku, którego nie zapewnia skrzynka gwintowa w przekładni gitarowej zakłada się koła
zmianowe o przełożeniu i
h
, dobranym specjalnie do tego skoku, z pominięciem przekładni nastawianych
w skrzynce gwintowej.
Rys. 1. Widok tokarki: 1 – łoże,
2 – skrzynka posuwów, 3 – skrzynka prędkości obrotowych, 4 –
wyświetlacz cyfrowy położenia, 5 – wrzeciono, 6 – imak nożowy, 7 – prowadnice, 8 – konik, 9 – śruba
pociągowa, 10 – wałek pociągowy, 11 – wałek sterujący, 12 – skrzynka suportowa z dźwigniami
sterującymi, 13 – przekładnia gitarowa, 14 – suport wzdłużny, 15 – suport poprzeczny, 16 – suport
narzędziowy
Rys. 2. Widok ogólny tokarki V- TURN 410 : 1 - łoże, 2 - skrzynka prędkości, 3 - skrzynka posuwów, 4 – wyświetlacz cyfrowy położenia, 5 – wrzeciono
przedmoitowe, 6 – imak nożowy, 7 - prowadnice, 8 - konik, 9 - śruba pociągowa, 10 - wałek pociągowy, 11 - wałek sterujący, 12 - skrzynka suportowa z
dźwigniami sterującymi (załączenie/wyłączenie mechanicznego posuwu wzdłużnego i poprzecznego) , 13 – przekładnia gitarowa, 14 – suport wzdłużny, 15
– suport poprzeczny, 16 – suport narzędziowy, 17 – osłona na wrzeciono, 18 – osłona na suport narzędziowy, 19 – dźwignia zębata, 20 – hamulec
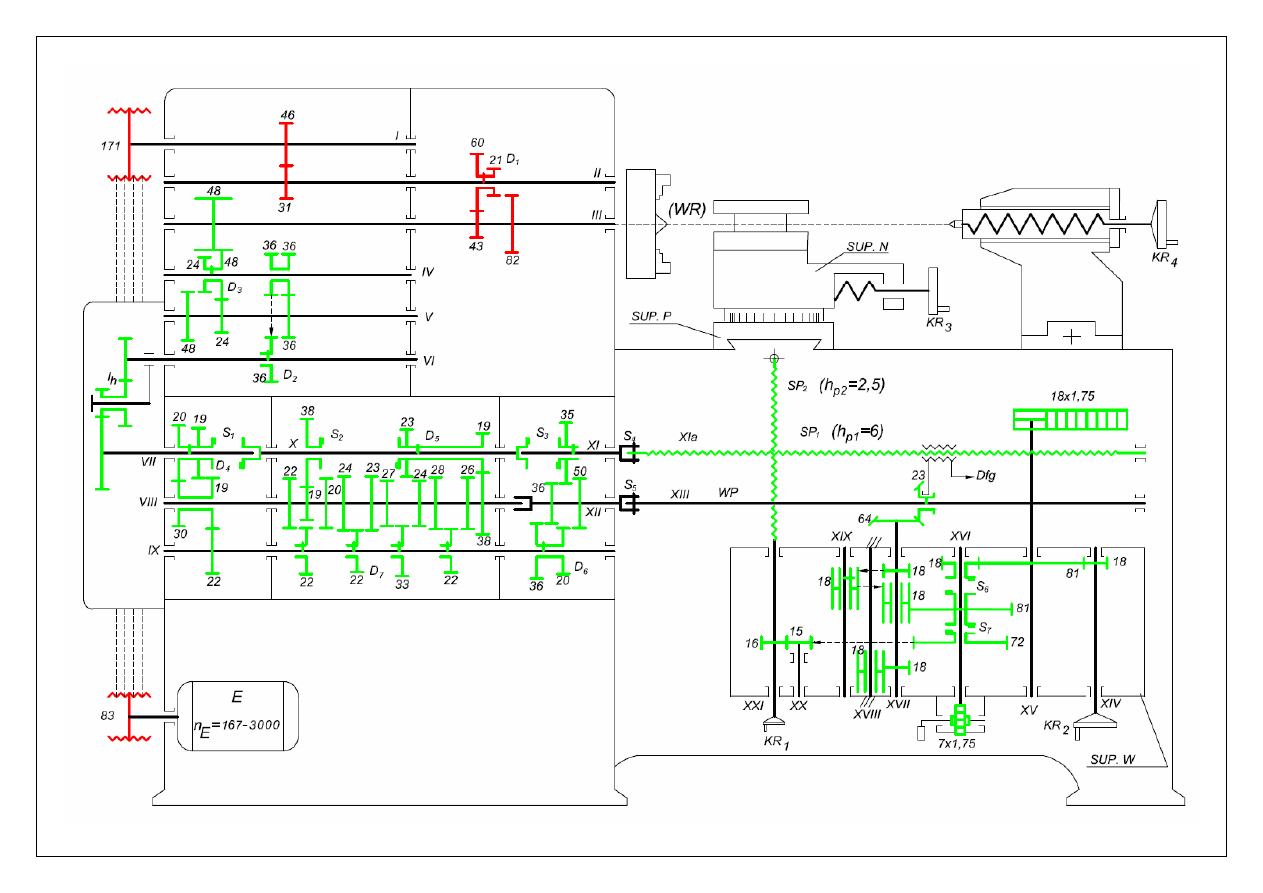
Rys. 3. Schemat kinematyczny tokarki V-TURN 410
Rys. 4. Przebieg ruchów napędowych tokarki V-TURN 410
2. Dobór parametrów kinematycznych
2.1. Dobór pr
ędkości obrotowej wrzeciona
Przebieg napędu ruchu głównego można zapisać równaniem: E
→
WR
d
v
min
obr
n
i
min
obr
WR
v
π
1000
31
46
171
83
3000
162
=
=
⋅
⋅
⋅
÷
171
83
- przełożenie przekładni pasowej d
1
/d
2
v
i - przełożenie w skrzynce prędkości ( możliwe 2 przełożenia:
43
60
, realizowana jest wtedy prędkość w
zakresie 550 ÷ 3000 [
obr/min] oraz
82
21
, realizowana jest wtedy prędkość w zakresie 30 ÷ 550 [
obr/min])
v
- prędkość skrawania [
m/min]
d
- średnica obrabianego przedmiotu [mm]
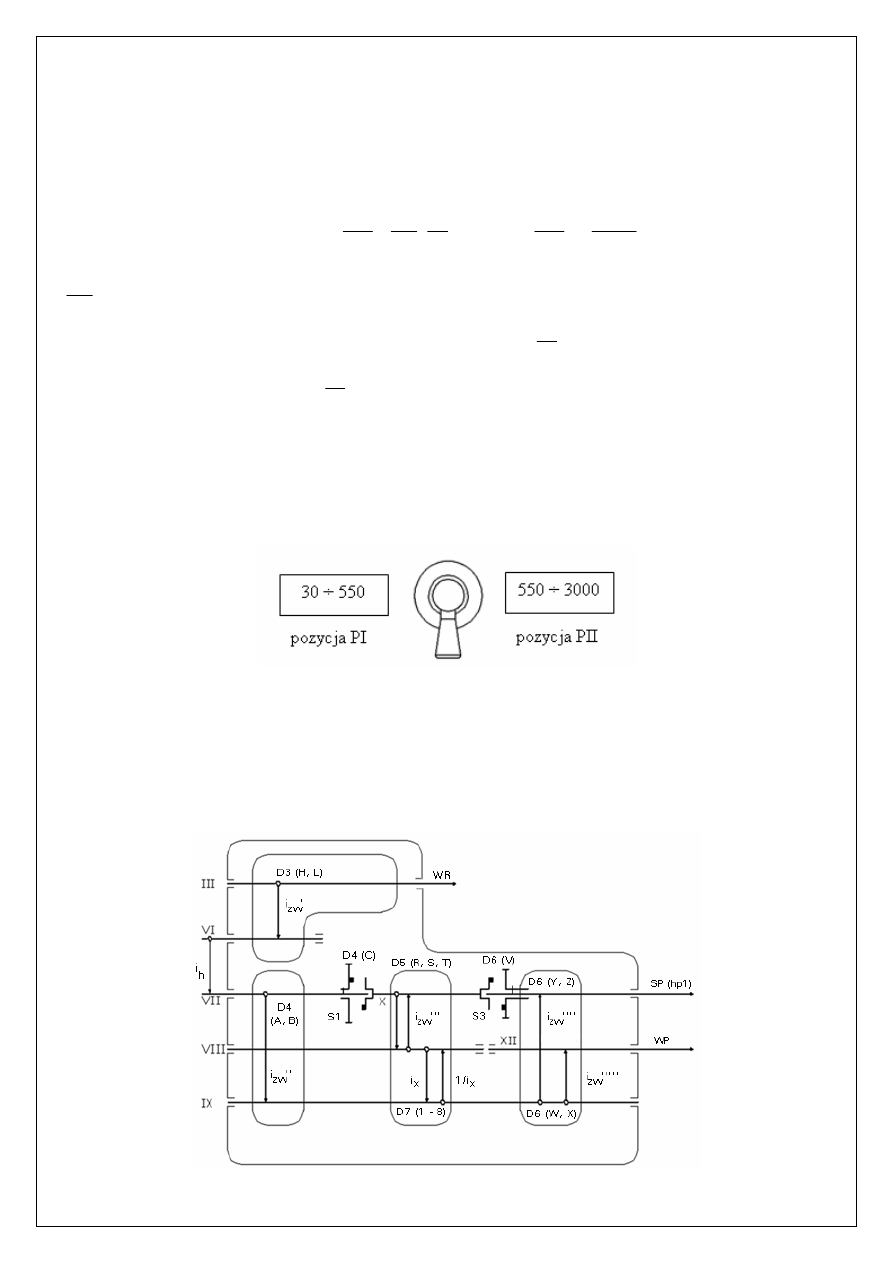
Tokarka V- TURN 410 ma dwa zakresy prędkości obrotowych od 30 do 550 [obr/min] oraz 550 do
3000 [obr/min], której są wybierane poprzez odpowiednie ustawienie dzwigni 1 w pozycji PI lub w
pozycji PII. Ilustruje to rysunek 5.
Rys. 5. Dźwignia D1 przełączania zakresu prędkości wrzeciona
3. Dobór posuwów
3.1. Ła
ńcuch napędowy posuwów
Schemat blokowy poszczególnych przekładni tworzących łańcuch napędowy posuwów
przedstawiono na rys. 6.
Rys.6. Schemat blokowy łańcucha napędowego posuwów
W ukazanym wyżej łańcuchu wyróżnia się następujące przekładnie:
- przekładnię zwielokratniającą i
zw
’ - dźwignia sterująca D3 (pozycje H oraz L),
- nawrotnicę służącą do zmiany kierunku posuwu suportu ( gwinty prawozwojne i lewozwojne) -
dźwignia sterująca D2 (pozycje P1 oraz P2),
- przekładnię gitarową i
h
realizująca liczbę π - wymiana kół zębatych,
- przekładnię zwielokratniającą i
zw
’’ - dźwignia sterująca D4 (pozycje A, B oraz C),
- przekładnię zwielokratniającą i
zw
’’’ - dźwignia sterująca D5 (pozycje R, S oraz T),
- przekładnię podstawową i
x
- dźwignia sterująca D7 (pozycje 1 ÷ 8),
- przekładnię zwielokratniającą i
zw
’’’’ - dźwignia sterująca D6 (pozycje Y, Z oraz V),
- przekładnię zwielokratniającą i
zw
’’’’’ - dźwignia sterująca D6 (pozycje W, oraz X).
Zgodnie z rys.
6
przekładnie te mają następujące przełożenia:
- przekładnia zwielokratniająca i
zw
’:
2
24
48
48
48
'
2
1
48
24
48
48
'
2
1
=
⋅
=
=
⋅
=
zw
zw
i
i
- przekładnia gitarowa i
h
:
100
45
54
35
48
33
1
=
⋅
=
h
i
- stosowana do posuwów gwintowych calowych, metrycznych
i posuwów roboczych
100
35
60
48
48
21
2
=
⋅
=
h
i
- stosowana do posuwów gwintowych modułowych i diametral- pitch,
- przekładnia zwielokratniająca i
zw
’’:
1
''
100
86
22
19
19
19
'
'
100
58
22
19
30
20
''
3
2
1
=
=
⋅
=
=
⋅
=
zw
zw
zw
i
i
i
- przekładnia zwielokratniająca i
zw
’’’ :
2
19
38
'
''
1
23
23
''
'
2
1
38
19
''
'
3
2
1
=
=
=
=
=
=
zw
zw
zw
i
i
i
- przekładnia zwielokratniająca i
zw
’’’’:
03
.
1
35
36
36
36
'
''
'
1
''
''
100
41
35
36
50
20
''
''
3
2
1
=
⋅
=
=
=
⋅
=
zw
zw
zw
i
i
i
- przekładnia zwielokratniająca i
zw
’’’’’:
1
36
36
'
'
'
'
'
4
.
0
50
20
'
'
'
'
'
2
1
=
=
=
=
zw
zw
i
i
3.2. Dobór posuwów gwintowych
Na tokarce można toczyć następujące rodzaje gwintów, których skok oblicza się według
zależności:
-
gwinty metryczne
h = a [mm],
gdzie: a - wartość skoku
-
gwinty calowe
h =
c
j
4
.
25
[mm],
gdzie: j
c
- liczba zwojów na długości 1[cala]= 25.4 [mm],
-
gwinty modułowe
h =
o
m
⋅
π
[mm],
gdzie: m
o
- moduł osiowy,
-
gwinty diametral- pitch (DP)
h =
DP
j
4
.
25
⋅
π
[mm],
gdzie: j
DP
- liczba zwojów na długości π [cali]=
4
.
25
⋅
π
[
mm].
Wyrazy podstawowe oraz odpowiadające im przełożenia przekładni podstawowej
i
x
dla kolejnych
dźwigni 1-8 pokazano w tab.1.
Tab. 1. Wyrazy podstawowe
Położenie
dźwigni 1-8
1
2
3
4
5
6
7
8
Wyraz
podstawowy
x
8
9
10
11
11.5
12
13
14
Odpowiadadające
przełożenie
i
x
33
24
33
27
22
20
22
22
22
23
22
24
22
26
22
28
W zależności od rodzaju i wartości skoku gwintu:
- dla gwintu metrycznego –
wartości skoku,
- dla gwintu calowego –
liczby zwojów na długości 1 [cala],
- dla gwintu modułowego –
wartości modułu gwintu m
o
,
- dla gwintu diametral-pitch –
liczby zwojów na długości π [cali],
wyboru wartości przełożeń poszczególnych przekładni wchodzących w skład łańcucha posuwów
dokonuje się przez odpowiednie ustawienie dźwigni sterujących
D3, D4, D5, D6, D7 według rysunku 7
oraz tabeli umieszczonych poniżej.
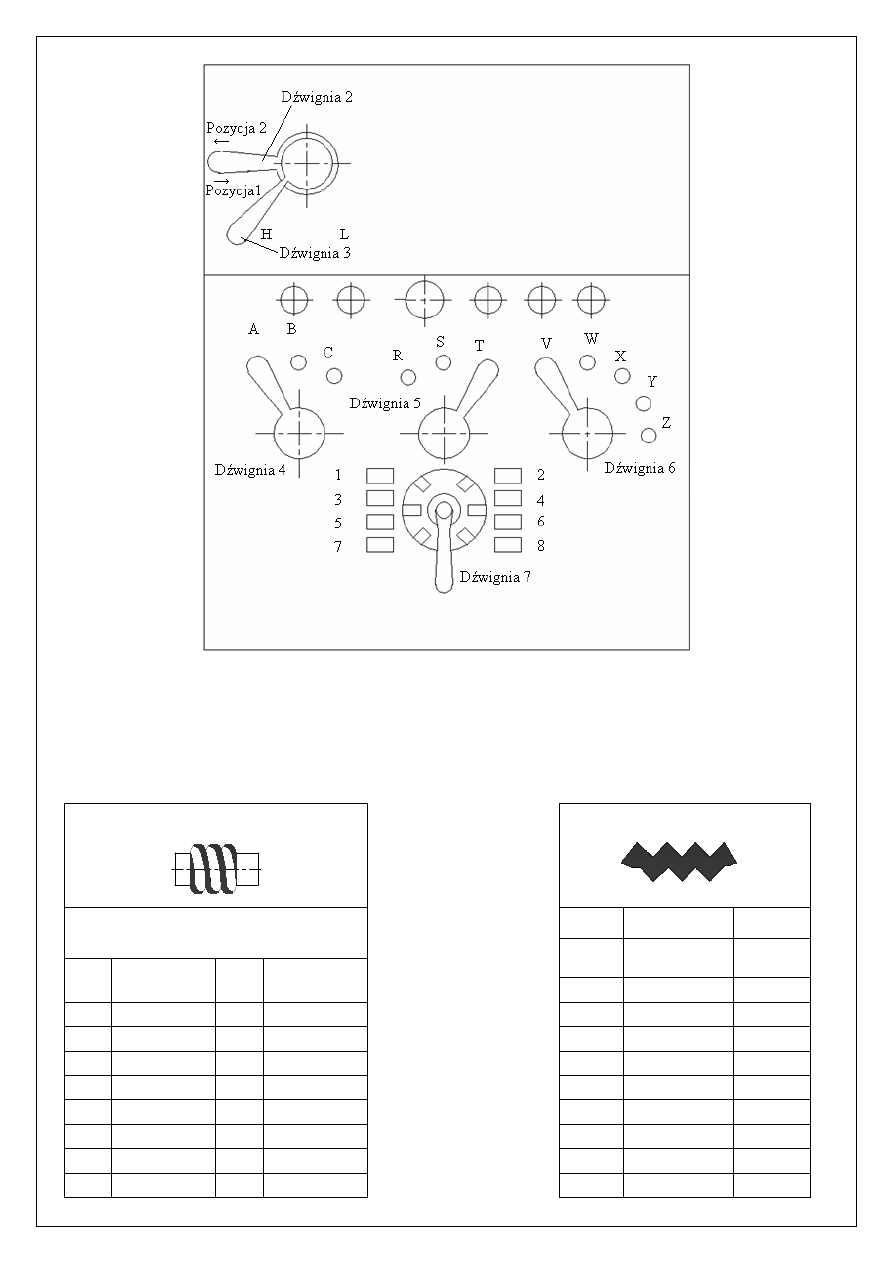
Rys.
7
. Ustawienia dźwigni sterujących
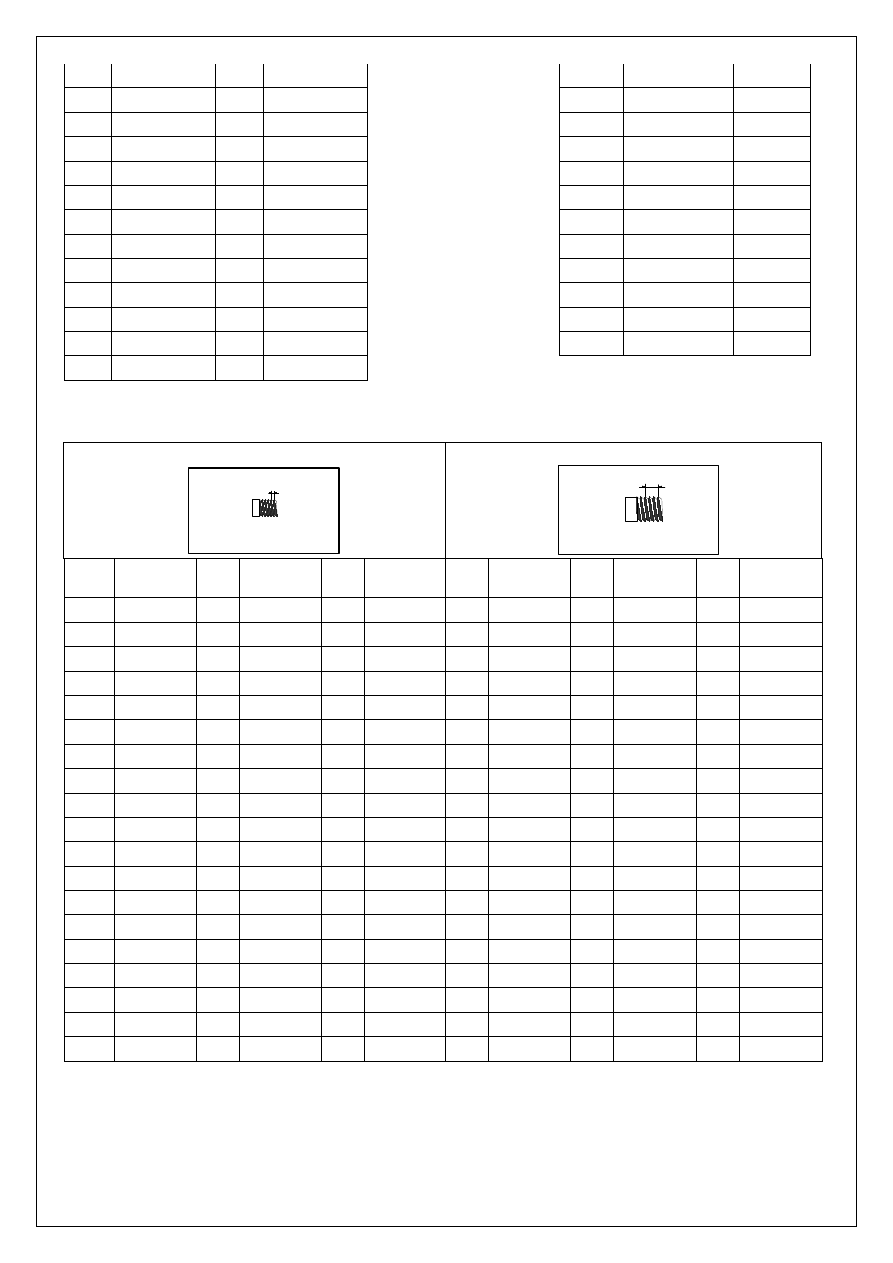
Tab. 2. Gwinty modułowe (mod)
Tab. 3. Posuwy robocze w [mm]
oraz
diametral-pitch (dp)
oraz w [calach] (ins).
[mm]
[ins]
mod
dp
ustawienie
ustawienie
ustawienie
wart.
d
ź
wigni
wart.
wart.
d
ź
wigni
wart.
d
ź
wigni
0.05
LCT1W
0.002
0.3
HCT6Z
44
HBR4V
0.055
LCT2W
0.0022
0.4
HCS1Z
40
HBR3V
0.065
LCT4W
0.003
0.5
HCS3Z
36
HAS6V
0.085
LCT8W
0.0033
32
HBR1V
0.6
HCS6Z
30
HAS3V
0.10
LCS2W
0.004
0.7
HCS8Z
28
HBS8V
0.13
LCS4W
0.005
0.8
HCR1Z
26
HBS7V
0.18
LCS8W
0.007
24
HBS6V
0.9
HCR2Z
22
HBS4V
0.22
LCR2W
0.009
1.0
HCR3Z
20
HBS3V
0.28
LCR4W
0.011
1.25
HCS3Y
19
HCV
0.35
LCR8W
0.014
18
HBS2V
1.5
HCS6Y
16
HBS1V
0.44
LCS8X
0.017
1.75
HCS8Y
15
HAT3V
2.0
HCS3Y
14
HBT8V
0.55
LCR2X
0.022
2.25
HCR2Y
13
HBT7V
0.68
LCR4X
0.027
2.5
HCR3Y
12
HBT6V
0.85
LCR8X
0.033
2.75
HCR4Y
11
HBT4V
1.2
HCS2X
0.047
3.0
HCR6Y
10
HBT3V
1.4
HCS4X
0.055
3.25
HCR7Y
9
HBT2V
1.7
HCS8X
0.067
3.5
HCR8Y
8
HBT1V
Tab. 4. Gwinty metryczne (C)
Tab. 5. Gwinty calowe (V)
ustawienie
ustawienie
ustawienie
ustawienie
ustawienie
ustawienie
wart.
d
ź
wigni
wart.
d
ź
wigni
wart.
d
ź
wigni
wart.
d
ź
wigni
wart.
d
ź
wigni
wart.
d
ź
wigni
0.20
LCT1Z
1.2
LCR6Z
5.0
HCS3Y
72
LAR6V
22
LBS4V
7½
HAS3V
0.225 LCT2Z 1.25 LCS3Y
5.5
HCS4Y
60
LAR3V
20
LBS3V
7
HBS8V
0.25
LCT3Z
1.3
LCR7Z
6.0
HCS6Y
56
LBR8V
19
LCV
6
HBS6V
0.3
LCT6Z
1.4
LCR8Z
6.5
HCS7Y
54
LAR2V
18
LBS2V
5
HBS3V
0.35
LCT8Z
1.5
LCS6Y
7
HCS8Y
48
LBR6V
16
LBS1V
4½
HBS2V
0.4
LCS1Z 1.75 LCS8Y
8
HCR1Y
44
LBR4V
15
LAT3V
4
HBS1V
0.45
LCS2Z
2.0
LCR1Y
9
HCR2Y
40
LBR3V
14
LBT8V
3¾
HAT3V
0.5
LCS3Z 2.25 LCR2Y
10
HCR3Y
36
LAS6V 13½ LAT2V
3½
HBT8V
0.6
LCS6Z
2.5
LCR3Y
11
HCR4Y
32
LBR1V
13
LBT7V
3¼
HBT7V
0.7
LCS8Z 2.75 LCR4Y
12
HCR6Y
30
LAS3V
12
LBT6V
3
HBT6V
0.75
LCT6Y
3.0
LCR6Y
13
HCR7Y
28
LBS8V 11½ LBT5V
2⅞
HBT5V
0.8
LCR1Z 3.25 LCR7Y
14
HCR8Y
27
LAS2V
11
LBT4V
2¾
HBT4V
0.9
LCR2Z
3.5
LCR8Y
26
LBS7V
10
LBT3V
2½
HBT3V
1.0
LCR3Z
4.0 HCR3Z
24
LBS6V
9
LBT2V
2¼
HBT2V
1.1
LCR4Z
4.5
HCS2Y
23
LBS5V
8
LBT1V
2
HBT1V
3.3. Dobór posuwów roboczych
Posuwy robocze są realizowane za pomocą wałka pociągowego WP. Przebieg napędu ruchu
posuwów roboczych: WR→ SUP.W, SUP.P
mm
C
in
V
[ ]
mm
f
obr
mm
z
m
π
w
=
-
posuwy wzdłużne
''
'
''
'
''
''
'
]
[
1
zw
x
zw
zw
h
zw
i
i
i
i
i
i
obr
⋅
⋅
⋅
⋅
⋅
⋅
[ ]
mm
f
obr
mm
h
p
p2
=
- posuwy poprzeczne
gdzie: i
zw
’’’’’- przekładnia zwielokratniająca stosowana tylko do posuwów roboczych,
π
mz - przełożenie przekładni zębatkowej w skrzynce suportowej,
h
p2
- przełożenie przekładni śrubowej w skrzynce suportowej
Położenia dźwigni sterujących przekładniami skrzynki posuwów znajdują się na rys. 7. Posuwy
poprzeczne są dwa razy mniejsze od posuwów wzdłużnych, ponieważ wspolny napęd tych posuwów
rozgałęzia się na wałku XVII i przełożenie miedzy nimi wynika z równania: SUP.W→ SUP.P
]
[
5
.
2
16
15
15
72
18
81
75
.
1
18
1
]
[
mm
f
obr
mm
mm
f
p
w
=
⋅
⋅
⋅
⋅
⋅
⋅
⋅
π
stąd
2
5
.
2
75
.
1
18
15
16
72
15
81
18
≅
⋅
⋅
⋅
⋅
⋅
=
π
p
w
f
f
3.4. Ustawienia d
źwigni sterujących
Przykładowe ustawienia dźwigni ilustruje rysunek 7. Na jego podstawie omówione zostaną
ustawienia oraz przełożenia wszystkich dźwigni.
Dźwignia 3:
a)
w pozycji H ( Zazębiają się wtedy koła
24
48
znajdujące się odpowiednio na wałku numer IV oraz
numer V dając przełożenie i=2)
b)
w pozycji
L (Zazębiają się wtedy koła
48
24
znajdujące się odpowiednio na wałku numer IV oraz
numer V dając przełożenie i=1/2)
Dźwignia 2 odpowiada za włączenie nawrotnicy. Jeżeli zostanie ustawiona w pozycji 1 według
rysunku 7 zostaną załączone obroty zgodne z ruchem wskazówek zegara (obroty prawe) natomiast w
pozycji 2 załączone zostaną obroty lewe (przeciwne do ruchu wskazówek zegara).
Pozostałe położenia:
Dźwignia 4
a)
w pozycji
A: realizowane jest przełożenie
22
19
30
20
⋅
b)
w pozycji
B: realizowane jest przełożenie
22
19
19
19
⋅
c)
w pozycji
C: załączone zostaje sprzęgło
+
1
S
Dźwignia 5
d)
w pozycji
R: załączone zostaje sprzęgło
+
2
S
oraz realizowane jest przełożenie
19
38
e)
w pozycji
S: realizowane jest przełożenie
23
23
f)
w pozycji
T: realizowane jest przełożenie
38
19
Dźwignia 6
g)
w pozycji V: załączone zostaje sprzęgło
+
3
S
h)
w pozycji W: realizowane jest przełożenie
50
20
i)
w pozycji
X: realizowane jest przełożenie
36
36
j)
w pozycji
Y: realizowane jest przełożenie
35
36
36
36
⋅
k)
w pozycji
Z: realizowane jest przełożenie
35
36
50
20
⋅
Numery od 1 do 8 (dźwignia 7) odpowiadają następującym kołom zębatym:
Tab. 6. Numery i przełożenia kół zębatych
Nr koła zębatego Liczba zębów Liczba zębów Nr koła zębatego
1
24
27
2
3
20
22
4
5
23
24
6
7
26
28
8
4. Przykłady nastawiania parametrów kinematycznych
4.1. Nastawianie posuwów gwintowych
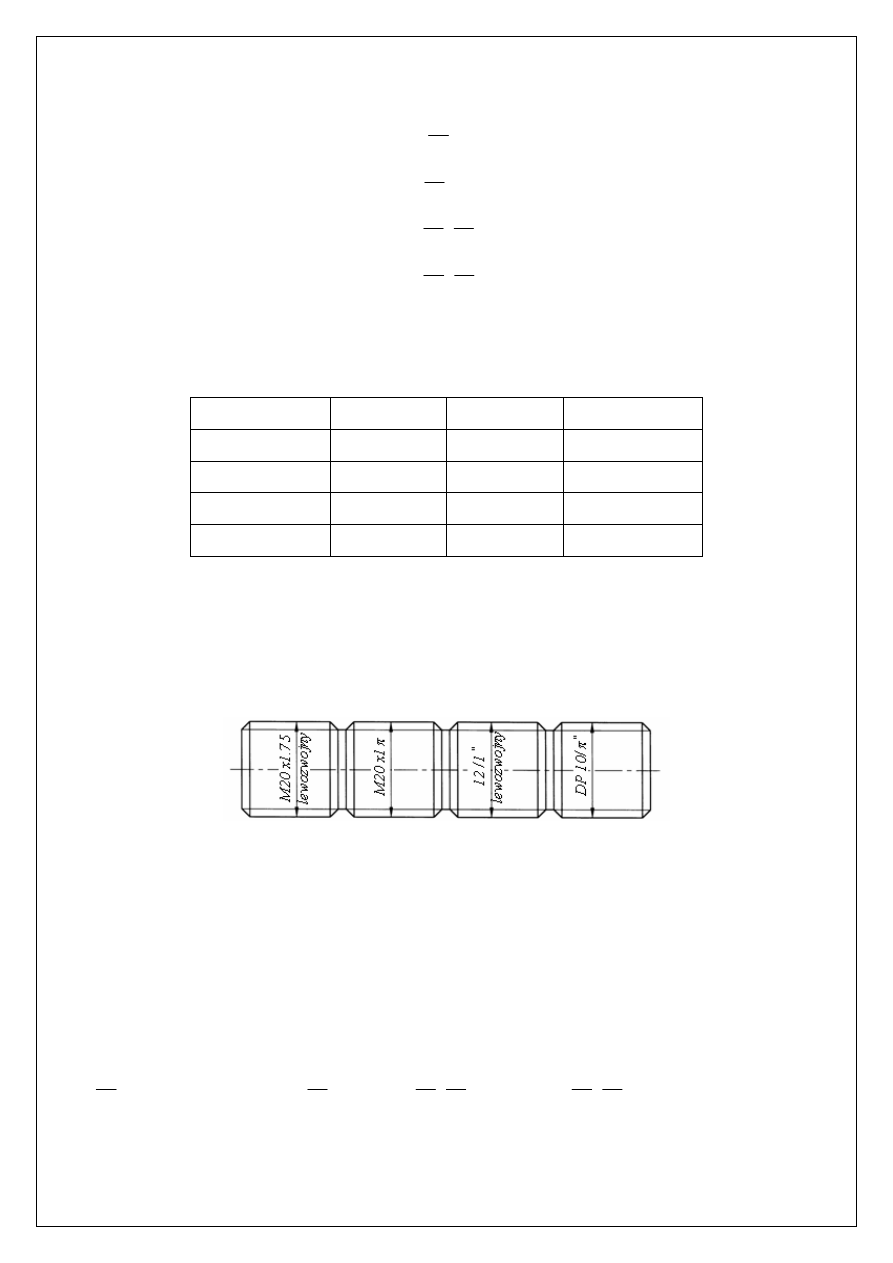
Przykład: dobrać odpowiednie przełożenia poszczególnych przekładni w celu wykonania następujących
rodzajów gwintów (rys. 8):
Rys. 8. Wałek z różnymi rodzajami gwintów: a) gwint metryczny, b) gwint modułowy, c) gwint calowy, d) gwint
diametral-pitch
a)
Gwintu metrycznego (
lewozwojnego): h = 1.75 [mm].
Skok gwintu metrycznego oblicza się z zależności:
h = a [mm]
gdzie
a - wartość skoku,
W tabeli 4 szuka się skoku
h = 1.75 [mm]. Odpowiadają mu następujące ustawienia dzwigni:
LCS 8Y
Stąd otrzymuje się przełożenia:
L =
48
24
C =
+
1
S
S =
23
23
Y =
35
36
36
36
⋅
i
h
=
54
35
48
33
⋅
oraz równanie kinematyczne:
]
[
75
.
1
6
35
36
36
36
22
28
23
23
)
(
54
35
48
33
36
36
36
36
48
24
48
48
]
[
1
1
mm
obr
mm
S
obr
=
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
+
b)
Gwintu modułowego: m
o
= 1 [
mm], jednokrotnego (k=1).
Dla gwintu wielokrotnego skok gwintu h
k
określa się zależnością:
o
k
m
k
h
k
h
⋅
⋅
=
⋅
=
π
gdzie:
h - skok gwintu jednokrotnego,
k - krotność gwintu.
W tabeli 2 szuka się modułu
m
o
=
1. Odpowiadają mu następujące ustawienia dzwigni:
HCR 3Z
Stąd otrzymuje się przełożenia:
H =
24
48
C =
+
1
S
R =
19
38
Z =
35
36
50
20
⋅
i
h
=
60
48
48
21
⋅
oraz równanie kinematyczne:
]
[
1
6
35
36
50
20
22
20
19
38
)
(
60
48
48
21
36
36
24
48
48
48
]
[
1
1
mm
obr
mm
S
obr
π
=
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
+
c)
Gwintu calowego:
j
c
= 12 zw/1” (lewozwojnego).
Dla gwintu calowego skok gwintu h określa się zależnością:
h =
c
j
4
.
25
[
mm],
gdzie:
j
c
- liczba zwojów na długości 1[
cala] = 25.4 [mm],
h- skok gwintu.
W tabeli 5 szuka się wartości
j
c
= 12. Odpowiadają mu następujące ustawienia dzwigni:
LBT 6V
Stąd otrzymuje się przełożenia:
L =
48
24
B =
22
19
19
19
⋅
T =
38
19
V =
+
3
S
i
h
=
54
35
48
33
⋅
oraz równanie kinematyczne:
]
[
12
4
.
25
6
)
(
19
38
24
22
22
19
19
19
54
35
48
33
36
36
36
36
48
24
48
48
]
[
1
3
mm
obr
mm
S
obr
=
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
+
d)
Gwintu diametral- pitch:
j
DP
= 10 zw/π”.
Dla gwintu diametral- pitch skok gwintu wynosi:
h =
DP
j
4
.
25
⋅
π
[
mm],
gdzie: j
DP
- liczba zwojów na długości π [cali] =
4
.
25
⋅
π
[
mm].
W tabeli 2 szuka się wartości
j
DP
= 10. Odpowiadają mu następujące ustawienia dzwigni:
HBT 3V
Stąd otrzymuje się przełożenia:
H =
24
48
B =
22
19
19
19
⋅
T =
38
19
V =
+
3
S
i
h
=
60
48
48
21
⋅
oraz równanie kinematyczne:
]
[
10
4
.
25
6
)
(
19
38
20
22
22
19
19
19
60
48
48
21
36
36
24
48
48
48
]
[
1
3
mm
obr
mm
S
obr
⋅
=
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
+
π
4.2. Nastawianie posuwów roboczych
Przykład: dobrać odpowiednie przełożenia do realizacji posuwu suportu wzdłużnego f
w
= 0.05 [mm/obr].
Zgodnie z tabelą 3 dla wartości posuwu 0.05 dźwignie ustawia się w następujący sposób:
LCT 1W
Stąd otrzymuje się przełożenia:
L =
48
24
C =
+
1
S
T =
38
19
W =
50
20
i
h
=
54
35
48
33
⋅
Łańcuch kinematyczny przebiega następująco: WR→ SUP.W
]
[
05
.
0
18
75
.
1
81
18
81
18
18
18
18
18
64
23
50
20
33
24
38
19
)
(
54
35
48
33
36
36
48
24
48
48
]
[
1
1
mm
obr
mm
S
obr
=
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
+
π
Przykład: dobrać odpowiednie przełożenia do realizacji posuwu poprzecznego f
p
= 0.22 [mm/obr].
Aby zapisać łańcuch kinematyczny dla posuwu f
p
= 0.22, w tabeli 3 odszukuje się wartość posuwu
dwukrotnie większej od zadanej, więc 0.44.
Zgodnie z tabelą 3 dla wartości posuwu 0.44 dźwignie ustawia się w następujący sposób:
LCS 8X
Stąd otrzymuje się przełożenia:
L =
48
24
C =
+
1
S
S =
23
23
X =
36
36
i
h
=
54
35
48
33
⋅
Łańcuch kinematyczny przebiega następująco: WR→ SUP.P
]
[
22
.
0
5
.
2
16
15
15
72
81
18
18
18
18
18
64
23
36
36
22
28
23
23
)
(
54
35
48
33
36
36
48
24
48
48
]
[
1
1
mm
obr
mm
S
obr
=
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
⋅
+
Wyszukiwarka
Podobne podstrony:
maszyny technologiczne cwiczenie 1 tokarka konwencjonalna
maszyny technologiczne cwiczenie 2 frezarka konwencjonalna bez wykresow
maszyny technologiczne cwiczeni tokarka numeryczna id 282090
maszyny technologiczne cwiczenie 2 frezarka konwencjonalna bez wykresow
maszyny technologiczne cwiczenie 5 szlifierka do walkow
maszyny technologiczne cwiczenie 5 szlifierka do walkow
MASZYNY TECHNOLOGICZNE KONWENCJONALNE sprawozdanie
Maszyny technologiczne konwencjonalne 1
Maszyny technologiczne konwencjonalne
Obrabiarki skrawiajace do metalu, studia polsl MTA I, maszynoznastwo, 1 maszyny technologiczne konwe
tehniki wytwarzania II, studia polsl MTA I, maszynoznastwo, 1 maszyny technologiczne konwencjonalne,
Obróbka skrawaniem, Materiały na studia, Polibuda, AiR Semestr I, Moimt, bonus, Laborki, Maszyny te
karta uzbrojenia tokarki, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje
(2)Maszyny technologiczne konwencjonalne sterowanie numeryczne
Maszyny technologiczne konwencjonalne, Dok1
więcej podobnych podstron