
165
Opracowa³: Marek Mazur
Æwiczenie 19
BADANIA MIKROSKOPOWE
STALI STOPOWYCH KONSTRUKCYJNYCH
1. CEL ÆWICZENIA
Celem æwiczenia jest zapoznanie siê z podstawowymi wiadomociami dotycz¹cymi
stali stopowych konstrukcyjnych oraz charakterystyk¹ ich sk³adników strukturalnych.
2. WIADOMOCI PODSTAWOWE
Stalami stopowymi nazywamy stale, które poza ¿elazem, wêglem i zwyk³ymi do-
mieszkami (Mn, Si, P, S) zawieraj¹ inne, specjalnie wprowadzone sk³adniki lub pod-
wy¿szone zawartoci Mn i Si. Te celowo wprowadzone sk³adniki nosz¹ nazwê dodat-
ków stopowych. Dziêki wprowadzeniu do stali dodatków stopowych mo¿na uzyskaæ:
wysokie w³asnoci mechaniczne i technologiczne
zwiêkszon¹ hartownoæ
wysok¹ twardoæ i odpornoæ na cieranie
okrelone w³asnoci fizyczne i chemiczne takie jak odpornoæ na korozjê, ¿aro-
odpornoæ, ¿arowytrzyma³oæ, itp.
W zale¿noci od dodatków stopowych przyjêto nazwy stali np.: stale chromowe,
stale chromowo-niklowe, stale manganowe, stale wolframowe, stale niklowe itd.
Pierwiastki stopowe zwykle wystêpuj¹ w stali w postaci:
rozpuszczonej (w ferrycie lub austenicie): Si, Ni, Co, Cr, Mo i inne
jako wêgliki: Nb, Zr, Ti, V, W, Mo, Cr
Znacznie rzadziej wystêpuj¹ we wtr¹ceniach niemetalicznych, w zwi¹zkach miê-
dzymetalicznych czy te¿ w stanie wolnym, np. Pb.
Pierwiastki stopowe rozpuszczone w ferrycie podwy¿szaj¹ wytrzyma³oæ na roz-
ci¹ganie, granicê plastycznoci i twardoæ stali a obni¿aj¹ jej w³asnoci plastyczne.
Wêgliki stopowe powoduj¹ wzrost wytrzyma³oci i twardoci stali, przy czym de-
cyduj¹cym czynnikiem jest zale¿ny od uprzedniej obróbki cieplnej i sk³adu chemiczne-
go stali, stopieñ ich dyspersji. Pierwiastki wêglikotwórcze mog¹ w stalach wystêpo-
waæ w postaci zarówno roztworu sta³ego jak i wêglików. Zale¿y to od zawartoci
wêgla w stali, jak i jednoczesnego wystêpowania innych pierwiastków wêglikotwór-
czych. Przyk³adowo: stal z ma³¹ zawartoci¹ wêgla i du¿¹ pierwiastka stopowego
166
po zwi¹zaniu wêgla przez cile okrelon¹ iloæ pierwiastka stopowego i utworzeniu
wêglików stopowych nadmiar pierwiastka stopowego rozpuci siê w ferrycie.
Wprowadzenie do stopów Fe-C pierwiastków stopowych powoduje zmiany w wy-
gl¹dzie uk³adu równowagi Fe-Fe
3
C. Zmiany te s¹ tym wiêksze im wiêksza jest za-
wartoæ dodatków stopowych. Dotyczy to zarówno temperatur przemian fazowych
jak i zawartoci wêgla w punktach charakterystycznych np. 0,8% C, 2,11% C itp.
Z uwagi na powy¿sze, ustalaj¹c obróbkê ciepln¹ stali stopowych musi siê cile
podawaæ temperatury poszczególnych zabiegów a ze wzglêdu na fakt, ¿e przy prze-
mianach fazowych wystêpuje dyfuzja pierwiastków stopowych nale¿y tak¿e uwzglêd-
niaæ zwykle d³u¿sze ni¿ dla stali wêglowych czasy zabiegów cieplnych. Nie mo¿na
korzystaæ z temperatur z uk³adu równowagi fazowej Fe-C, lecz z wykresów czas-
-temperatura-przemiana (CTP) opracowanych dla ka¿dego gatunku stali stopowych.
2.1. Wymagania stawiane stalom konstrukcyjnym
Stalami konstrukcyjnymi nazywamy stale wêglowe i stopowe, u¿ywane do budo-
wy konstrukcji stalowych, do wyrobu czêci maszyn, urz¹dzeñ i ró¿nego rodzaju po-
jazdów. Umowna temperatura ich stosowania to -40°C do +300°C, (233 do 573 K),
za rodowisko pracy nie mo¿e byæ chemicznie agresywne.
Norma PN-91/H-01010/03 (tabl.19.1) okrela górn¹ granicê zawartoci pierwiast-
ków, po przekroczeniu której dany pierwiastek mo¿e byæ uwa¿any za dodatek stopowy.
Tablica 19.1
Dopuszczalne zawartoci pierwiastków w stalach wêglowych
Mn % Si % Ni % Cr %
W % Co % Cu % Al % Mo % V % Ti %
0,8
0,4
0,3
0,3
0,2
0,2
0,2
0,1
0,05
0,05
0,05
Przydatnoæ stali konstrukcyjnych do okrelonego ich zastosowania ocenia siê na
podstawie badañ w³asnoci mechanicznych przeprowadzonych przy temperaturze
pokojowej lub dodatkowo przy innej temperaturze zalecanej warunkami ich pracy.
Najbardziej istotnym kryterium wytrzyma³ociowym jest stosunek R
e
/R
m
. 100%, któ-
ry dla stali ulepszanych cieplnie osi¹ga wartoæ 90 do 95% (co oznacza, ¿e konstruk-
cja stalowa nie odkszta³ca siê plastycznie w czasie pracy). Je¿eli natomiast konstruk-
cja musi byæ wyj¹tkowo sztywna, wtedy przy obliczeniach w miejsce R
e
stosuje siê
wartoæ granicy sprê¿ystoci R
s
.
Z uwagi na fakt, ¿e wskazniki w³asnoci mechanicznych nie daj¹ jednoznacznej
informacji o odpornoci stali na pêkanie (zw³aszcza kruche) wprowadza siê obecnie
zarówno do oceny tej w³asnoci jak te¿ do obliczeñ konstrukcyjnych now¹ sta³¹ mate-
ria³ow¹ K
IC
(krytyczny wspó³czynnik intensywnoci naprê¿eñ przy p³askim stanie

167
odkszta³cenia) lub zwi¹zane z ni¹ wielkoci np. krytyczna wielkoæ rozwarcia pêkniê-
cia (ang.COD) i inne. Wielkoci te wyznaczane siê metodami mechaniki pêkania.
Wa¿n¹ informacj¹ jest tak¿e wartoæ temperatury przejcia stali ze stanu plastycz-
nego w kruchy (TPK) czyli zakresu temperatury, poni¿ej której materia³ traci podat-
noæ na odkszta³cenia plastyczne i pojawia siê niebezpieczeñstwo jego kruchego pê-
kania. Wyznacza siê j¹ zwykle z próby udarnoci przy czym stosowane s¹ ró¿ne
kryteria oceny TPK, np. minimalna wartoæ udarnoci na okrelonym poziomie (naj-
czêciej 30 J/cm
2
) lub procentowy udzia³ prze³omu ci¹gliwego i kruchego na powierzchni
z³amanej próbki udarnociowej (np. 50%).
Na ci¹gliwoæ stali w niskich temperaturach silny wp³yw maj¹ takie czynniki jak:
sk³ad chemiczny ( nikiel i mangan najsilniej przesuwaj¹ próg kruchoci do ni¿szych
temperatur, za fosfor w kierunku temperatur dodatnich), wielkoæ ziarna (stale drob-
noziarniste maj¹ próg kruchoci ni¿szy od stali gruboziarnistych), obróbka cieplna.
Dobór stali konstrukcyjnych uzale¿nia siê równie¿ od ich hartownoci, któr¹ to
w³asnoæ zwiêkszaj¹ wszystkie (za wyj¹tkiem Co) rozpuszczone w austenicie pier-
wiastki stopowe. Nale¿y sobie zdawaæ sprawê z tego, ¿e:
zastosowanie stali o niedostatecznej hartownoci nie pozwoli osi¹gn¹æ optymal-
nych w³asnoci po obróbce cieplnej,
zastosowanie stali o zbyt du¿ej hartownoci stanowi marnotrawstwo dodatków sto-
powych i niepotrzebnie powiêksza koszt wyrobu.
Z uwagi na fakt, ¿e stale stopowe konstrukcyjne stosuje siê zwykle w stanie ulep-
szonym cieplnie, najkorzystniejsz¹ kombinacjê wysokiej granicy plastycznoci przy
dostatecznej ci¹gliwoci maj¹ struktury martenzytu odpuszczonego oraz sorbitu. Sto-
sowane s¹ tak¿e stale o strukturze bainitycznej i ferrytyczno-perlitycznej. W³aciwy
dobór struktury uwarunkowany jest wymaganiami, jakie siê stawia elementom kon-
strukcyjnym.
2.2. Oznaczenia stali stopowych konstrukcyjnych
Gatunek stali stopowych konstrukcyjnych oznacza siê, zgodnie z Polskimi Norma-
mi, znakiem stali sk³adaj¹cym siê z liczby dwucyfrowej okrelaj¹cej przybli¿on¹ za-
wartoæ wêgla w setnych czêciach procenta i litery lub kilku liter okrelaj¹cych do-
datki stopowe, których zawartoæ w stali jest nie wiêksza od ok. 1,5%. Przy wiêkszej
zawartoci dodatków stopowych po literze oznaczaj¹cej pierwiastek stopowy stawia
siê cyfrê okrelaj¹c¹ zawartoæ tego pierwiastka w procentach (w zaokr¹gleniu do
liczby ca³kowitej).
Dodatki stopowe w znakach stali stopowych konstrukcyjnych oznaczane s¹ nastê-
puj¹co:
chrom H, nikiel N, wolfram W, molibden M, mangan G, wanad F, kobalt
K, aluminium J, krzem S, tytan T, bor B. Dodanie litery A na koñcu znaku
oznacza stal wy¿szej jakoci. W niektórych przypadkach np. przy stalach spawalnych
168
o podwy¿szonej wytrzyma³oci na koñcu oznaczenia podawane s¹ symbole chemicz-
ne pierwiastków wprowadzonych do stali w postaci mikrododatków (do ok. 0,1%).
Stale na ³o¿yska toczne oznaczane s¹ liter¹ £, nastêpnie liter¹ H i liczb¹ okrelaj¹c¹
przybli¿on¹ zawartoæ chromu w dziesi¹tych czêciach procenta. Wystêpuj¹ce na
koñcu oznaczenia litery S lub G oznaczaj¹ podwy¿szon¹ zawartoæ krzemu lub mana-
ganu w tych stalach.
2.3. Podzia³ stali stopowych konstrukcyjnych
Podstawowymi grupami stali stopowych konstrukcyjnych s¹:
stale niskostopowe o podwy¿szonej wytrzyma³oci,
stale do ulepszania cieplnego,
stale sprê¿ynowe,
stale do utwardzania powierzchniowego (nawêglania, azotowania, hartowania po-
wierzchniowego),
stale na ³o¿yska toczne.
Oddzieln¹ grupê stanowi¹ stale do pracy przy bardzo niskich temperaturach oraz
stale na konstrukcje pracuj¹ce przy wy¿szych temperaturach, nie powoduj¹cych jesz-
cze intensywnego utleniania, a zatem stale, o których zastosowaniu decyduj¹ jeszcze
w³asnoci mechaniczne a nie np. odpornoæ na korozjê gazow¹.
2.4. Krótkie charakterystyki poszczególnych grup stali
2.4.1. Stale niskostopowe o podwy¿szonej wytrzyma³oci (SSPW)
Do tej grupy zalicza siê stale spawalne stosowane do budowy konstrukcji przemy-
s³owych, statków, zbiorników cinieniowych, ruroci¹gów, nadwozi pojazdów, mostów,
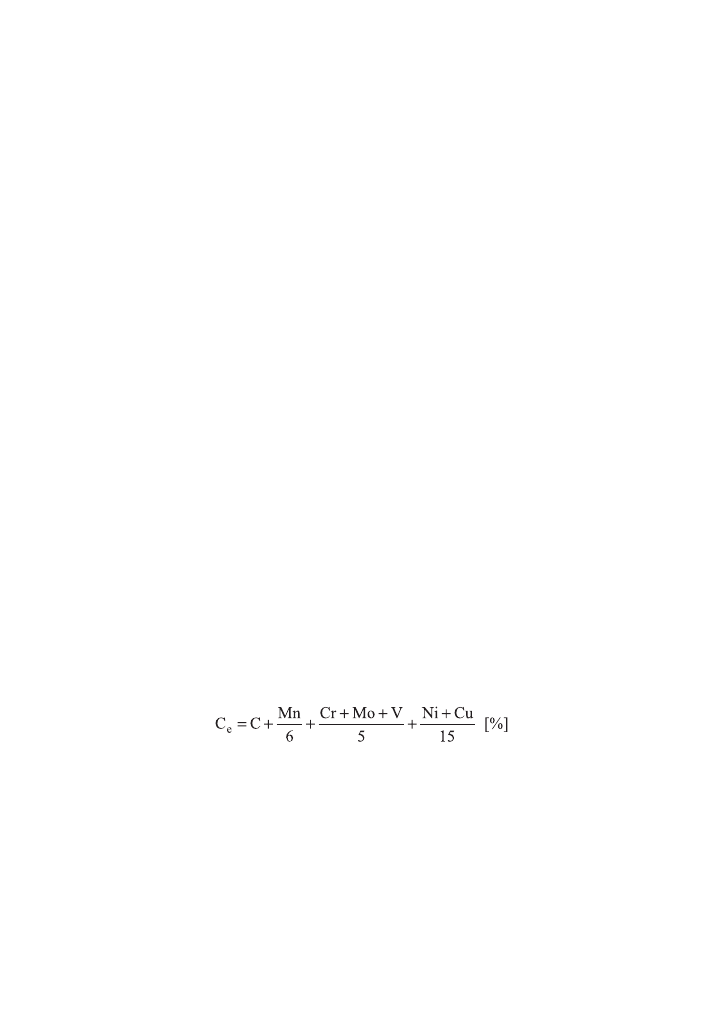
zbrojenia betonów itp. Charakteryzuje je dobra spawalnoæ co powoduje, ¿e ich sk³ad
chemiczny podlega ograniczeniom i jest dobierany z uwzglêdnieniem wartoci równo-
wa¿nika wêgla obliczanego wg. wzoru:
(1)
gdy C
e
< 0,45% to stal jest spawalna bez ¿adnych ograniczeñ. Stale o wiêkszym
równowa¿niku wêgla wymagaj¹ podgrzewania przed spawaniem, regulowanego ch³o-
dzenia albo wy¿arzania po spawaniu. Z tego powodu stale te maj¹ ograniczon¹ za-
wartoæ wêgla do 0,20 %, przy czym obecnie d¹¿y siê do jego ograniczenia nawet do
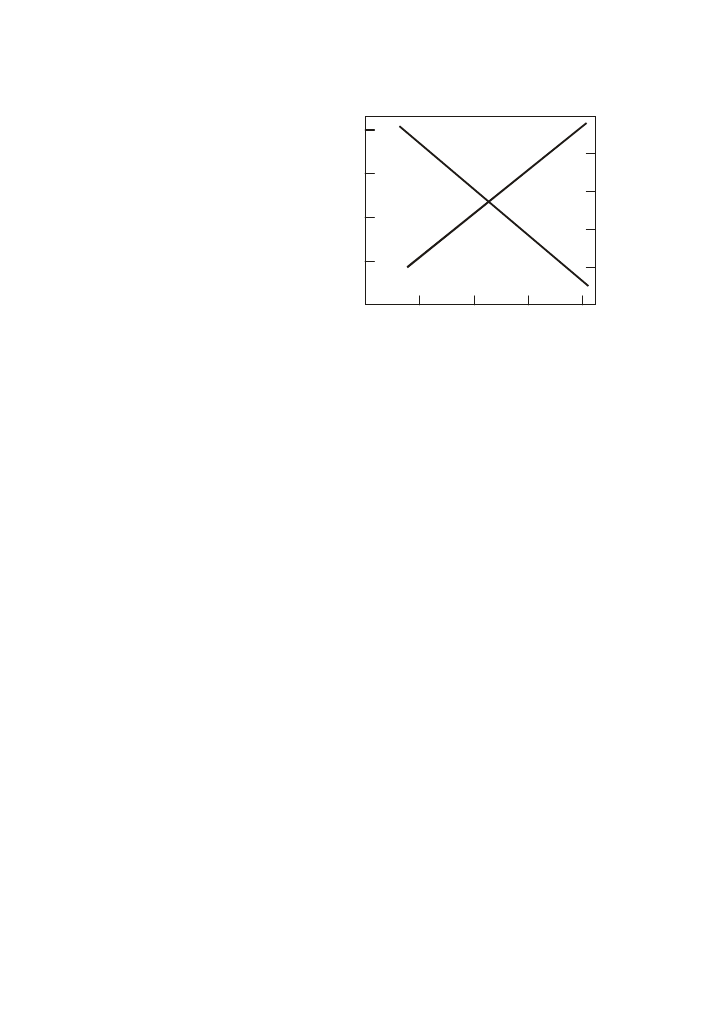
0,10 %. Wysokie wartoci Re (> 300 MPa) i Rm (> 500 MPa) przy tak niskiej zawar-
toci wêgla otrzymuje siê, przede wszystkim, poprzez rozdrobnienie ziarna (rys. 19.1),
utwardzenie roztworu sta³ego ferrytu (manganem) jak i utwardzenie wydzieleniowe
wêglikami i wêglikoazotkami wprowadzonych mikrododatków (hamowanie rozrostu
169
ziarna). Stale SSPW poddaje siê
wy¿arzaniu normalizuj¹cemu lub
ulepszaniu cieplnemu. Korzystne
jest stosowanie zabiegów regulo-
wanego walcowania czyli wia-
domego obni¿ania temperatury
walcowania podczas kolejnych
przejæ walcowniczych, co tak¿e
nie dopuszcza do rozrostu ziaren.
Ze wzglêdu na sk³ad chemicz-
ny i strukturê mo¿na wyró¿niæ
nastêpuj¹ce grupy stali SSPW:
zawieraj¹ce Mn i mikrododat-
ki: Al, V, Ti, Nb i N, o struktu-
rze ferrytyczno-perlitycznej np.:
09G2, 15GA, 18G2, 15G2ANb,
15G2ANNb, 18G2AV itp. (wg PN-86/H-84018),
zawieraj¹ce Mn (do 2,5%), Si (do 1,5%) i mikrododatki Nb, V, Zr i Ce o strukturze
ferrytyczno-martenzytycznej ( tzw. dual phase steel) charakteryzuj¹ce siê wyso-
k¹ wytrzyma³oci¹ (R
m
> 600 MPa), dobr¹ plastycznoci¹ (A ~ 30%) i bardzo
dobr¹ podatnoci¹ do g³êbokiego t³oczenia,
stale wielofazowe np. ferrytyczno-martenzytyczno-bainityczne o sk³adzie chemicz-
nym zbli¿onym do stali z pierwszej grupy lecz poddanych obróbce cieplno-plastycz-
nej o cile okrelonych parametrach, co powoduje, ¿e maj¹ one znacznie lepsze
w³asnoci technologiczne od pozosta³ych stali SSPW.
2.4.2. Stale stopowe do ulepszania cieplnego
Do tej grupy zalicza siê stale przeznaczone na elementy konstrukcji i czêci ma-
szyn podlegaj¹ce du¿ym obci¹¿eniom mechanicznym, np. wa³y, ko³a zêbate, korbowo-
dy, oprawy narzêdzi sk³adanych z czêci¹ robocz¹ z wêglików spiekanych. Charakte-
ryzuje je rednia lub du¿a hartownoæ wyra¿ona rednic¹ krytyczn¹ (po hartowaniu w
wodzie) od ok. 30 do 80 mm. Nale¿¹ tu stale niskostopowe o zawartoci wêgla ok.
0,25 0,5% (decyduj¹cego o w³asnociach wytrzyma³ociowych) oraz dodatków sto-
powych, których g³ównym celem jest nadanie stali okrelonej hartownoci takich, jak:
Mn, Cr, Si, Mo, Ni, V i W, w ³¹cznym stê¿eniu nie przekraczaj¹cym 3 do 5%. Molib-
den i wanad powoduj¹ dodatkowo zmniejszenie wra¿liwoci na kruchoæ odpuszcza-
nia stali.
Ze wzglêdu na zawartoæ g³ównego dodatku stopowego wyró¿niæ mo¿na nastê-
puj¹ce grupy stali:
Rys. 19.1.
Zale¿noæ granicy plastycznoci (R
e
) i progu kruchoci
(T
pk
) stali od wielkoci ziarna
Tp
k [°
C]
T
Re
wielkoæ ziarna, d-1/2 [mm-1/2]
-150
100
200
300
400
-200
20
15
10
5
0
-100
-50
0
50
R
e [M
P
a]
pk

170
manganowe, np.: 30G2, 45G2, 35SG,
chromowe, np.: 30H, 37HS, 30HGS, 25HM, 40H2MF, 38HNM, 37HGNM,
45HNMF, 30HGSNA, 25H2N4WA,
krzemowe, np. 65S2WA.
Za³o¿one w³asnoci wyrobów ze stali stopowych do ulepszania cieplnego uzyskuje
siê po obróbce cieplnej polegaj¹cej na hartowaniu i odpuszczaniu. Niekiedy dopuszcza
siê stosowanie hartowania izotermicznego. Zró¿nicowanie w³asnoci warstwy wierzch-
niej i rdzenia jest mo¿liwe metodami hartowania powierzchniowego lub obróbki ciepl-
no-chemicznej.
2.4.3. Stale sprê¿ynowe
Materia³ na sprê¿yny powinien charakteryzowaæ siê nastêpuj¹cymi w³asnociami:
bardzo dobre w³asnoci sprê¿yste, a wiêc wysoka granica sprê¿ystoci,
du¿a wartoæ stosunku Rs do Re i Rm,
pewne minimum plastycznoci aby w razie przekroczenia granicy sprê¿ystoci nie
wystêpowa³o kruche pêkanie materia³u,
du¿a wytrzyma³oæ na zmêczenie wa¿na zw³aszcza dla sprê¿yn i resorów pojaz-
dów mechanicznych.
Nale¿¹ tu stale o zawartoci wêgla ok. 0,5 do 0,7%. Podstawowym pierwiastkiem
stopowym w tych stalach jest Si, który zasadniczo zwiêksza Rs, Re i Rm, równocze-
nie niekorzystnie obni¿aj¹c ich hartownoæ. Wiêksz¹ hartownoci¹ charakteryzuj¹
siê stale sprê¿ynowe manganowe lub stale z dodatkiem chromu, wanadu (mog¹ pra-
cowaæ nawet do temp. 300°C).
Ze wzglêdu na zawartoæ g³ównego dodatku stopowego wyró¿niæ mo¿na nastê-
puj¹ce grupy stali:
krzemowe, np. 45S, 50S2,60S2A, 60SG, 60SGH,
manganowe, np. 65G,
chromowe, np. 50HG, 50HS, 50HF.
Obróbka cieplna sprê¿yn i resorów polega na hartowaniu i rednim odpuszczaniu,
przy czym wa¿ne jest aby powierzchnia wyrobu nie zosta³a odwêglna i by³a wolna od
wad powierzchniowych. Dodatkowo pióra resorów mo¿na poddaæ rutowaniu lub
m³otkowaniu aby wprowadziæ naprê¿enia ciskaj¹ce zwiêkszaj¹ce odpornoæ na zmê-
czenie stali.
2.4.4. Stale stopowe do utwardzania powierzchniowego
A. Stale stopowe do nawêglania
Stale do nawêglania stanowi¹ najliczniejsz¹ grupê gatunków poza stalami do ulep-
szania cieplnego. S¹ to stale niskostopowe charakteryzuj¹ce siê ma³¹ zawartoci¹

171
wêgla do 0,25%, zapewniaj¹c¹ ci¹gliwoæ rdzenia wyrobu w stania zahartowa-
nym i niskoodpuszczonym, oraz zwykle niewielkim dodatkiem chromu 1 do 2%.
Dodatkowo stale te mog¹ zawieraæ Ni (do 3,5%), Mo (do 0,3%), W (1,0%)
i Ti (0,1%). Dodatki stopowe zwiêkszaj¹ hartownoæ, zapewniaj¹ wymagane w³a-
snoci wytrzyma³ociowe rdzenia wyrobu, zapobiegaj¹ rozrostowi ziarna i zmniej-
szaj¹ naprê¿enia hartownicze. Oznaczenia typowych gatunków przedstawicieli
poszczególnych grup stali stopowych do nawêglania s¹ nastêpuj¹ce: 15H, 16HG,
15HGM, 15HGN, 15HN, 20HNM, 18H2N4WA.
Najwy¿sze w³asnoci wytrzyma³ociowe i wysokie w³asnoci plastyczne rdzenia
wykazuj¹ stale chromowo-niklowe, korzystnie z dodatkiem Mo, a szczególnie W.
Obróbka cieplna polega na hartowaniu z temperatury nawêglania z niskim odpusz-
czaniem.
B. Stale stopowe do azotowania
Azotowanie pozwala otrzymaæ cienk¹, tward¹ i odporn¹ na cieranie warstwê
powierzchniow¹ o zwiêkszonej odpornoci na korozjê. Twardoæ warstwy wierzch-
niej, jak i wytrzyma³oæ rdzenia powinny byæ wiêksze od uzyskiwanych w wyniku
nawêglania i obróbki cieplnej. Podstawowymi sk³adnikami stali do azotowania s¹
Cr, Mo i Al. Zawartoci wêgla (0,25 do 0,40%) s¹ tak dobierane aby po ulepszaniu
cieplnym zapewniæ w³aciw¹ wytrzyma³oæ rdzenia wyrobu. Polska Norma PN-
89/H-84030/03 zaleca stosowanie trzech gatunków stali do azotowania tj. 38HMJ,
33H3MF i 25H3M. Azotowanie jest ostatni¹ operacj¹ w procesie technologicz-
nym stosowan¹ dla przedmiotów zahartowanych i wysoko odpuszczonych (zwy-
kle w temperaturze wy¿szej od temperatury azotowania).
Niekiedy w grupie stali do utwardzania powierzchniowego oddzielnie wyró¿nia siê
stale do hartowania powierzchniowego. Jednak¿e Polska Norma nie przewiduje stali
przeznaczonych tylko do takiej obróbki, gdy¿ w zasadzie hartowaæ powierzchniowo
mo¿na stale do ulepszania zawieraj¹ce co najmniej 0,3% C.
2.4.5. Stale na ³o¿yska toczne
Z uwagi na zastosowanie do stali konstrukcyjnych zalicza siê równie¿ stale na
³o¿yska toczne, chocia¿ ich sk³ad chemiczny (do 1,0% C) odpowiada stalom narzê-
dziowym. Powinny charakteryzowaæ siê bardzo du¿¹ twardoci¹, odpornoci¹ na cie-
ranie, jednorodnoci¹ struktury (równomiernie rozmieszczone, sferoidalne wêgliki),
wysokim stopniem czystoci (max. 0,027%P i 0,020%S) oraz hartownoci¹ zapew-
niaj¹c¹ wystêpowanie struktury martenzytycznej na ca³ym przekroju. Podstawowym
pierwiastkiem stopowym w tych stalach jest chrom (1,5%) oraz dodatki Mn (do 1%)
i Si (do 0,6%), maj¹ce na celu zwiêkszenie hartownoci. Polska Norma (PN-74/H-
84041) przewiduje dwa gatunki stali stopowych na ³o¿yska toczne tj. £H15 i £H15SG.
Obróbka cieplna polega na hartowaniu w oleju i niskim odpuszczaniu (180°C).
Bie¿nie ³o¿ysk wielkogabarytowych wykonuje siê ze stali do nawêglania.

172
2.4.6. Stale do pracy przy niskich temperaturach
Charakteryzuj¹ siê du¿¹ ci¹gliwoci¹ przy niskich temperaturach, tzn. temperatura
przejcia plastyczno-kruchego dla tych stali musi byæ mo¿liwie niska. Zakres tempe-
ratur ich stosowania wynosi 20°C do -273°C. Obni¿enie temperatury, zw³aszcza znacz-
nie poni¿ej 0°C, powoduje wzrost granicy plastycznoci i wytrzyma³oci, z równocze-
snym zmniejszeniem plastycznoci. Zatem o mo¿liwoci stosowania stali przy bardzo
niskich temperaturach decyduj¹ nie tylko w³asnoci wytrzyma³ociowe (jak u innych
stali konstrukcyjnych), ale odpowiednia ci¹gliwoæ dla zapobiegania kruchemu pêka-
niu.
W zale¿noci od zakresu temperatur przejcia plastyczno-kruchego stosowane s¹
stale:
do ok. -50°C stale typu SSPW z mikrododatkami,
od ok. -50 do -200°C stale niklowe normalizowane i ulepszane cieplnie o za-
wartoci: 2,5% Ni do -60°C, 3,5% Ni do -100°C, 5% Ni do -120°C i 9% Ni do -200°C.
od ok. -200 do -270°C stale specjalne austenityczne chromowo-niklowe typu
18/8 i chromowo-manganowe z dodatkami niklu i azotu.
2.4.7. Stale do pracy w temperaturach podwy¿szonych
S¹ stosowane g³ównie w energetyce na rury wymiennikowe, armaturê kot³ów
i turbin, walczaki kot³ów parowych itp. pracuj¹ce w temperaturach do ok. 500°C i dla-
tego dodatkowo musz¹ byæ odporne na zmêczenie cieple, pe³zanie, korozjê. Mo¿na tu
wyró¿niæ nastêpuj¹ce grupy stali:
niskostopowe, o zawartoci do 0,15% C i ³¹cznej zawartoci dodatków stopowych
do 3%, np. 16M, 15HM, 15HMF, 10H2M,
redniostopowe, o zawartoci wêgla od 0,15 do 0,35% i ³¹cznej zawartoci dodat-
ków stopowych do 5%, np. 19G2, 20MF, 20HM, 21HMF, 20H3MWF, 34HN3M,
wysokostopowe, o zawartoci dodatków stopowych powy¿ej 5%, np. 15H11MF,
23H12MNF, 15H12WMF.
3. MATERIA£Y I URZ¥DZENIA
1. Mikroskopy metalograficzne wraz z wyposa¿eniem.
2. Komplet zg³adów metalograficznych.
3. Komplet przezroczy mikrostruktur stali.

173
4. PRZEBIEG ÆWICZENIA
1. Omówienie celu æwiczenia z równoczesnym prezentowaniem na przeroczach cha-
rakterystycznych mikrostruktur.
2. Obserwacje mikroskopowe zg³adów.
3. Narysowanie obserwowanych mikrostruktur z zaznaczeniem poszczególnych wcze-
niej omówionych sk³adników strukturalnych.
5. WYTYCZNE DO OPRACOWANIA SPRAWOZDANIA
Sprawozdanie powinno zawieraæ:
1. Krótkie charakterystyki obserwowanych gatunków stali wraz z ich zastosowa-
niem.
2. Rysunki mikrostruktur próbek stali wraz z opisem.
6. LITERATURA UZUPE£NIAJ¥CA
[1] Rudnik S.: Metaloznawstwo. PWN, Warszawa 1994.
[2] Malkiewicz T.: Metaloznawstwo stopów ¿elaza. PWN, Warszawa 1976.
[3] Dobrzañski L.A.: Metaloznawstwo i obróbka cieplna stopów metali. Wyd.
Politechniki l¹skiej, Gliwice 1993.
Wyszukiwarka
Podobne podstrony:
27 BADANIA MIKROSKOPOWE STALI I STOPÓW SPECJALNYCH
Badanie mikroskopowe stali konstrukcyjnych
Badania mikroskopowe stali węglowych w stanie wyżarzonym
Badania mikroskopowe stali niestopowych
SPRAWOZDANIE - Badania mikroskopowe stali węglowych wyżarzonych i żeliw, '¯¯†¯¯' AGH, IMIR, I ROK,
ćw6 - Badania mikroskopowe stali po obróbce cieplnej, Wstępy na materiałoznawstwo
badanie mikroskopowe stali
Badania mikroskopowe stali
Badanie mikroskopowe stali, sprawozdania
1 badania mikroskopowe i makroskopowe, Materiały Konstrukcyjne
NOM Badanie mikroskopowe stali wÄ™glowych [cw 7], PG inżynierka, Semestr 2, Materiałoznawstwo-labork
SPRAWOZDANIE - Badania mikroskopowe stali węglowych wyżarzonych i żeliw, Elektrotechnika, dc pobiera
12 Mikroskopowe?dania stali stopowych
więcej podobnych podstron