Hydrokraking
Hydrokraking (HK) mo na okre li jako kraking katalityczny w obecno ci wodoru. Rozwój procesu
HK wynika z rosn cego zapotrzebowanie na czyste (niskosiarkowe, zdearomatyzowane) paliwa. HK jest
procesem dzi ki któremu z praktycznie ka dego surowca w glowodorowego (szczególnie z ci kich olejów
pró niowych i pozostało ci) mo na uzyska warto ciowe produkty. Wprowadzenie hydrokrakingu do
schematu technologicznego rafinerii umo liwia zwi kszenie gł boko ci przerobu ropy naftowej, dostarcza
wysokiej jako ci komponentów do blendowania benzyn i olejów nap dowych, zwi ksza wydajno innych
instalacji rafineryjnych (FCC) oraz poprawia jako gazu i oleju opałowego. Jest to bardzo wygodny i
elastyczny proces, który mo na ukierunkowa na produkcj nafty czy rednich destylatów (paliwo lotnicze
czy olej nap dowy (ON)).
Chocia badania dotycz ce HK prowadzono ju na pocz tku ubiegłego stulecia (około 1910 r.
opracowano proces otrzymywania paliw płynnych z w gla przy udziale wodoru), to dopiero w drugiej
połowie lat dwudziestych rozpocz to powa niejsze badania nad przetwarzaniem w gla pod działaniem
wodoru. Rozwój technologii stosuj cych wodór w przetwarzaniu ropy naftowej i jej frakcji jest zwi zany z
opracowaniem przez procesu platformingu (1949 rok), który stał si obfitym ródłem taniego wodoru.
W procesie HK zachodzi rozerwanie wi zania C-C i uwodornienie powstaj cych (l ejszych)
cz steczek. Nasycony charakter produktów HK zapobiega wtórnym reakcjom polimeryzacji i kondensacji a
tym samym powstawaniu koksu. Jednak realizacja takiego procesu wymaga stosowania wysokich ci nie
wodoru i dlatego procesy przemysłowe s kompromisem pomi dzy konieczno ci stosowania wysokich
ci nie (i wynikaj cymi z tego kosztami) a kosztami wynikaj cymi z konieczno ci wymiany
zakoksowanego katalizatora (regeneracja ewentualnie wymiana, postoje). Dlatego w procesach HK zawsze
mamy do czynienie z powstawaniem (w ró nym zakresie) koksu,. cho w ograniczonym zakresie powstaje
głównie z zawartych w surowcu ywic, asfaltenów i składników nierozpuszczalnych w benzenie.
W warunkach HK zachodz równie inne, uboczne reakcje takie jak izomeryzacja, odwodornienie i
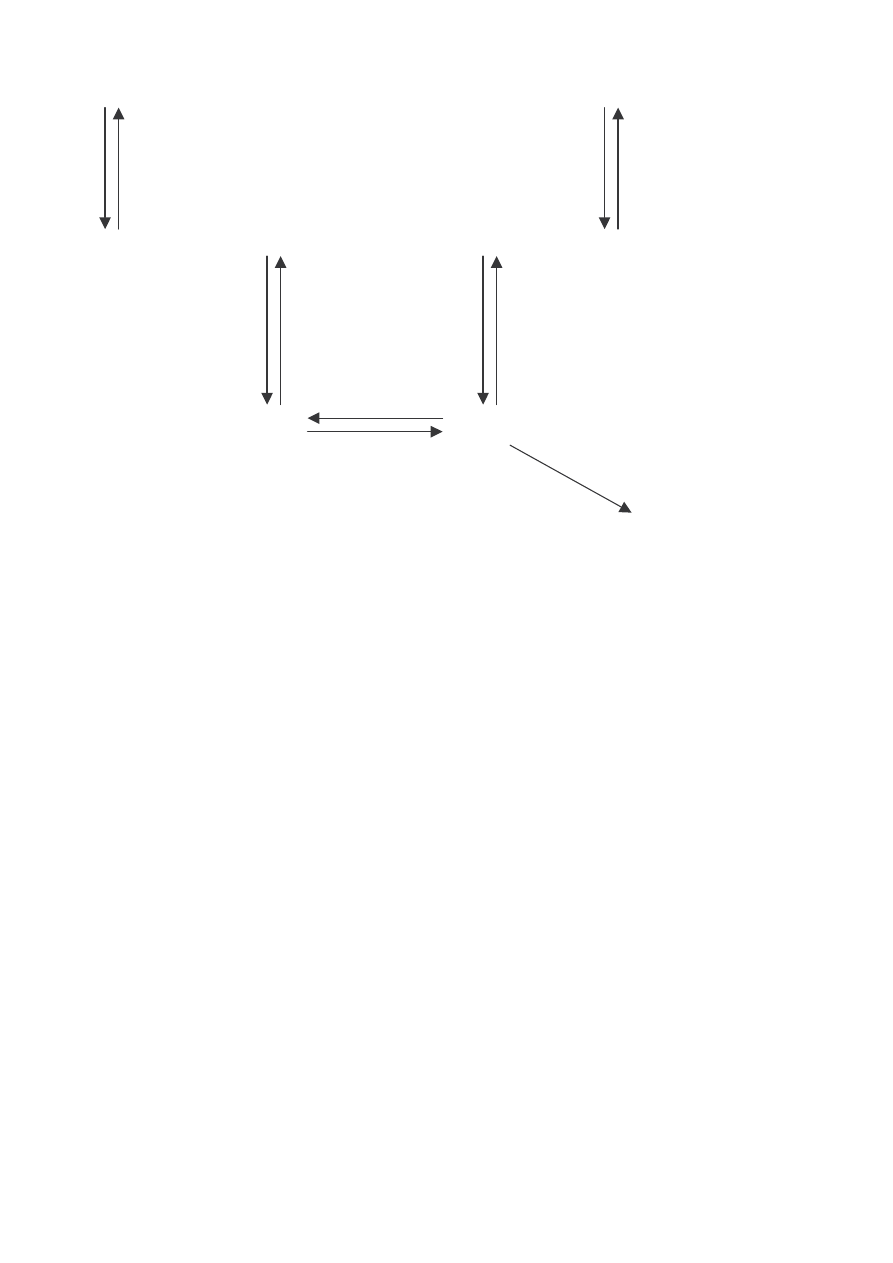
cyklizacja, uwodornienie pier cieni skondensowanych. W Tabeli 1 zestawiono niektóre, zasadnicze reakcje
zachodz ce w warunkach procesu HK.
Jak wspominano, HK jest kombinacj reakcji katalitycznego krakingu oraz uwodornienia. Pierwsza z
tych reakcji jest endotermiczna, druga egzotermiczna; sumarycznie HK jest procesem egzotermicznym.
Reakcje uwodornienia, odwodornienia oraz usuwanie heteroatomów wymagaj katalizatora
uwodorniaj cego, natomiast dla zaj cia reakcji krakingu niezb dny jest katalizator posiadaj cy wła ciwo ci
kwasowe. Dlatego w procesie HK stosuje si katalizatory dwufunkcyjne. W praktyce wykorzystywanych
jest szereg rozmaitych układów katalitycznych: katalizatory siarczkowe (NiMo-S, NiW-S) oraz zawieraj ce
metale szlachetne zapewniaj funkcj uwodorniaj c . Funkcja krakuj c jest wnoszon przez zastosowanie
no nika o bardziej kwa nym charakterze ni klasyczne no niki katalizatorów hydrorafinacji (glinokrzemiany
amorficzne b d krystaliczne). O ile stosowane s katalizatory zawieraj ce metale szlachetne, to we
wst pnym etapie HK realizowane jest gł bokie usuni cie siarki, azotu i tlenu z utworzeniem siarkowodoru,
amoniaku i wody. Jak si podaje, katalizatory platynowe, w których platyna jest wprowadzana poprzez
wymian jonow do struktury zeolitu s bardziej odporne na zatrucie siark . Spotyka si cz sto przypadki
stosowania ró nych katalizatorów w ró nych zło ach tego samego reaktora co utrudnia wyra ne
rozró nienie procesów. Typowe wła ciwo ci katalizatorów stosowanych w HK zestawiono w tabeli 2.
Mechanizm reakcji HK zakłada tworzenie karbokationów. Jest typowy przykład reakcji katalitycznej
dla zaj cia której niezb dny jest udział dwóch rodzajów centrów aktywnych: uwodorniaj co -
odwodorniaj cych (CUO) oraz centrów kwasowych (CK). CUO s zwi zane z metalem lub siarczkiem
metalu tworz cych faz aktywn katalizatora, natomiast funkcja kwasowa (CK) dostarczana pochodzi od
jego no nika. Powszechnie akceptowany mechanizm reakcji zakłada powstawanie po rednich
karbokationów po czym zachodzi ich przekształcanie z krakowaniem wł cznie. Poniewa karboaktiony
szybko przekształcaj si do najtrwalszego karbokationu trzeciorz dowego, w rezultacie produkty reakcji s
silnie rozgał zione. Mechanizm reakcji w glowodorów n-parafinowych zakłada istnienie serii etapów
elementarnych na CK i CUO katalizatora. Mechanizm reakcji mo na w sposób ogólny opisa schematem
przedstawionym na rys. 1.
n-p
i-p
-H
2
+H
2
(1)
- H
2
+ H
2
(6)
(1m)
CK
CK (4m)
n-o = = = = = = = = = n-o
i-o ========== i-o
CUO
CUO
+H
+
-H
+
(2)
+H
+
- H
+
(4)
(3)
n-C
+
i-C
+
(5)
produkty krakingu
==== etap w trakcie którego zwi zek po redni jest transferowany pomi dzy centrum aktywnym o
charakterze kwasowym a centrum o charakterze uwodorniaj cym.
CK – centrum aktywne o charakterze kwasowym
CUO – centrum aktywne o charakterze uwodorniaj co - odwodorniaj cym
i-p – izo-parafina; n-p – n-parafina; i-o – izo-olefina; n-o – n-olefina; n-C
+
- n-kation; i-C
+
- izo-kation
Rys.1 . Ogólny schemat mechanizmu reakcji HK.
Mechanizm HK zawiera nast puj ce etapy:
(1): odwodornienie parafin (n-p) do n-olefin (n-o) na aktywnym centrum metalicznym (uwod-odw.),
(1m): migracja (w fazie gazowej) n-olefiny z CUO do CK,
(2): adsorpcja n-olefiny na CK w formie liniowego karbokationu (przyłaczenie protonu),
(3): izomeryzacja karbokationu na CK,
(4): desorpcja karbokationu (po izomeryzacji) w formie izo-olefiny połaczana z deprotonizacj ,
(4m): migracja izo-olefiny (i-o) do CUO,
(5): kraking karbokationu (do olefin i parafin),
(6) uwodornienie izo-olefin do izo-parafin na CUO.
Zwi zki metaloorganiczne zawarte w surowcu ulegaj rozkładowi z utworzeniem metalu lub
zwi zków nieorganicznych (tlenki, siarczki) osadzaj cych si na katalizatorze. Przy wi kszych
zawarto ciach zwi zków metaloorganicznych stosuje si wst pn demetalizacj , oddzielny reaktor wst pny
lub ochronn warstw katalizatora. O skali problemu niech wiadczy to, e umiarkowana ilo 10 ppm
metali w surowcu, przy przetwarzaniu 2,6 milionów ton takiego surowca daje rocznie 26-40 ton osadów.
Znacz cy wpływ na przebieg procesu HK wywieraj zwi zki azotu zawarte w surowcu – wiele
spo ród nich posiada charakter zasadowy - adsorbuj si one na centrach kwasowych katalizatora inhibituj c
reakcje krakingu. Dlatego zazwyczaj, pierwszym (wst pnym) etapem wła ciwego HK jest
hydrodenitrogenacja (HDN) surowca.
Wielopier cieniowe w glowodory aromatyczne (WWA) równie wywieraj inhibituj cy wpływ na
przebieg procesu HK, szczególnie wówczas, gdy schemat technologiczny przewiduje recyrkulowanie
ci kich frakcji (nieprzereagowanego surowca). Łatwo wydzielaj si one w zimnych miejsca aparatury (np.
wymienniki ciepła) powoduj c ich zatykanie. Poza tym WWA deaktywuj katalizator. Dlatego w praktyce
przemysłowej odprowadza si na zewn trz cze cyrkuluj cego oleju, tak aby utrzyma zawarto WWA na
stałym poziomie.
Tab. 1. Zasadnicze reakcje zachodz ce w warunkach HK.
REAKCJE
CIEPŁO REAKCJI
ODSIARCZANIE
R S H
RH
+
+ H S
H
2
2
R S R
RH
+
H
2
2
R H + H S
2
+
R S S R
RH
+ H
2
3
R H + H S
2
+
2
R H
+
+
H
2
4
R NH
+ H
RH +
NH
3
2
ODTLENIANIE
ODAZOTOWANIE
R OH
2
2
+
H
2
RH + H O
R O R + H
2
2
RH
R H + H O
2
+
HYDROKRAKING
RH + H
2
R H + R H
NASYCENIE
C H
H
C H
n 2n
n
2n+2
3H
2
R
+
2
R
+
R
R H +
H
+
2
R
R H
H
+
2
R
R H +
H
+
2
R
H
+
2
R
OH
R
R
+
2
H O
R
S
MERKAPTANY
TIOETERY
TIOFENY
DWUSIARCZKI
H
2
H
2
+
H S
2
AMINY
ALKOHOLE
FENOLE
ETERY
PARAFINY
NAFTENY
AROMATY
OLEFINY
AROMATY
12,5
27,0
0,56
0,60
65,0
0,72
50,0
0,75
19,0
0,85
24,0
1,07
16,0
0,71
47,0
1,05
11 - 14 0,49 -0,63
10 - 12 0,45 - 0,54
10 - 11 0,45 - 0,49
27 - 31 1,2 - 1,4
48 - 52 0,71 - 0,77
H2
kca mol
l/
kcal/ l
Chocia na pierwszy rzut oka mo e si wydawa , e HK jest konkurencyjnym procesem wobec
krakingu katalitycznego (FCC), to jednak oba procesy nie mog by sobie przeciwstawiane. FCC stosowany
jest przede wszystkim dla produkcji benzyn a HK, pomimo, e daje równie pewne ilo ci gł boko
zrafinowanej benzyny (b d cej dobrym surowcem na reforming), to jednak jest stosowany głównie dla
produkcji oleju nap dowego o wysokiej jako ci. W procesie HK otrzymuje si równie dobre paliwa do
silników odrzutowych i bazy dla olejów smarowych i technologicznych. Pozostało ci po HK s dobrym
surowcem dla FCC a oleje z FCC s przetwarzane w hydrokrakingu. Korzystnym jest hydroodsiarczanie
wsadu na kraking katalityczny uzyskuje si w tym procesie gł bsz konwersj surowca, wi ksz wydajno
produktów (niskosiarkowych), powstaje mniej koksu. Surowcem dla krakingu katalitycznego s przede
wszystkim łatwo krakuj ce frakcje atmosferyczne i pró niowe bogate w w glowodory parafinowe,
surowcem dla HK maj z kolei bardziej aromatyczny charakter (oleje cyrkulacyjne z FCC, destylaty z
krakingu termicznego, ekstrakty) oraz ci kie oleje (atmosferyczne i pró niowe). S to na ogół surowce o
wysokiej zawarto ci siarki i azotu a tak e olefin, oleje cyrkulacyjne z krakingu katalitycznego, krakingu
termicznego i koksowania, ekstrakty olejowe a tak e ci ka benzyna z krakingu, wisbrekingu czy z
destylacji pierwotnej. Procesowi HK poddaje si równie pozostało ci ropne - w instalacjach z ruchomym
katalizatorem.
Tab. 2. Typowe wła ciwo ci katalizatorów (zło e nieruchome)
Zło e ochronne
Katalizator HDM
Kat. HDS/HDM
Katalizator HDS
Kształt
Kulki
kulki/wytł.
wytłoczki
wytłoczki
Wielko , mm
3-10
1.2-6
0.8-1.6
0.8-1.6
Faza aktywna
-
Mo/NiMo
NiMo/CoMo
CoMo
Powierzchnia, m
2
/g
<1
80-180
150-220
180-250
Obj. porów, cm
3
/g
<0.15
0.7-1.2
0.5-0.8
0.4-0.7
r. pr. porów, nm
10000-100000
20-100
10-20
8-12
Aktywno HDM
-
Wysoka
rednia
niska
Aktywno HDS
-
Niska
rednia
wysoka
Produktami HK s gazy o du ej zawarto ci butanów, lekka benzyna (C5-C6) oraz benzyna ci ka
(surowiec do reformowania), a przede wszystkim wysokojako ciowe, niskoaromatyczne i o wysokiej liczbie
cetanowej oleje nap dowe. Ni ej wrz ca frakcja ON jest wysokojako ciowym paliwem dla silników
odrzutowych. Otrzymuje si równie oleje bazowe o wysokim wska niku lepko ci, dobrej jako ci wsady
na FCC (słabo koksuj ce) lub do produkcji olefin oraz oleje opałowe. Wszystkie produkty s niskosiarkowe.
W rafinerii w Płocku oprócz instalacji krakingu katalitycznego pracuje du a instalacja hydrokrakingu
destylatów (2.6 mln ton/rok) oraz instalacja HK pozostało ci pró niowej (HOG). W rafinerii w Gda sku
pracuje instalacja hydrokrakingu w której przerabiane s ekstrakty z dodatkiem frakcji pró niowych.
Hydrokraking jest prowadzony w temperaturach 350 - 450°C (a nawet 500°C). Ci nienia zale do
rodzaju surowca i wymaganego efektu procesu i zawieraj si od 0,7 MPa w przypadku łagodnego HK
ci kiej benzyny do 150 bar w przypadku ci kich destylatów i jeszcze wy szych dla pozostało ci ropnych
(do 200 bar). Reakcja zachodzi z reguły w fazie parowej, ale mo e by w fazie mieszanej parowo-ciekłej.
Procesy przemysłowe
Opracowano wiele rozwi za procesu HK w zale no ci od surowca i wymaganych produktów.
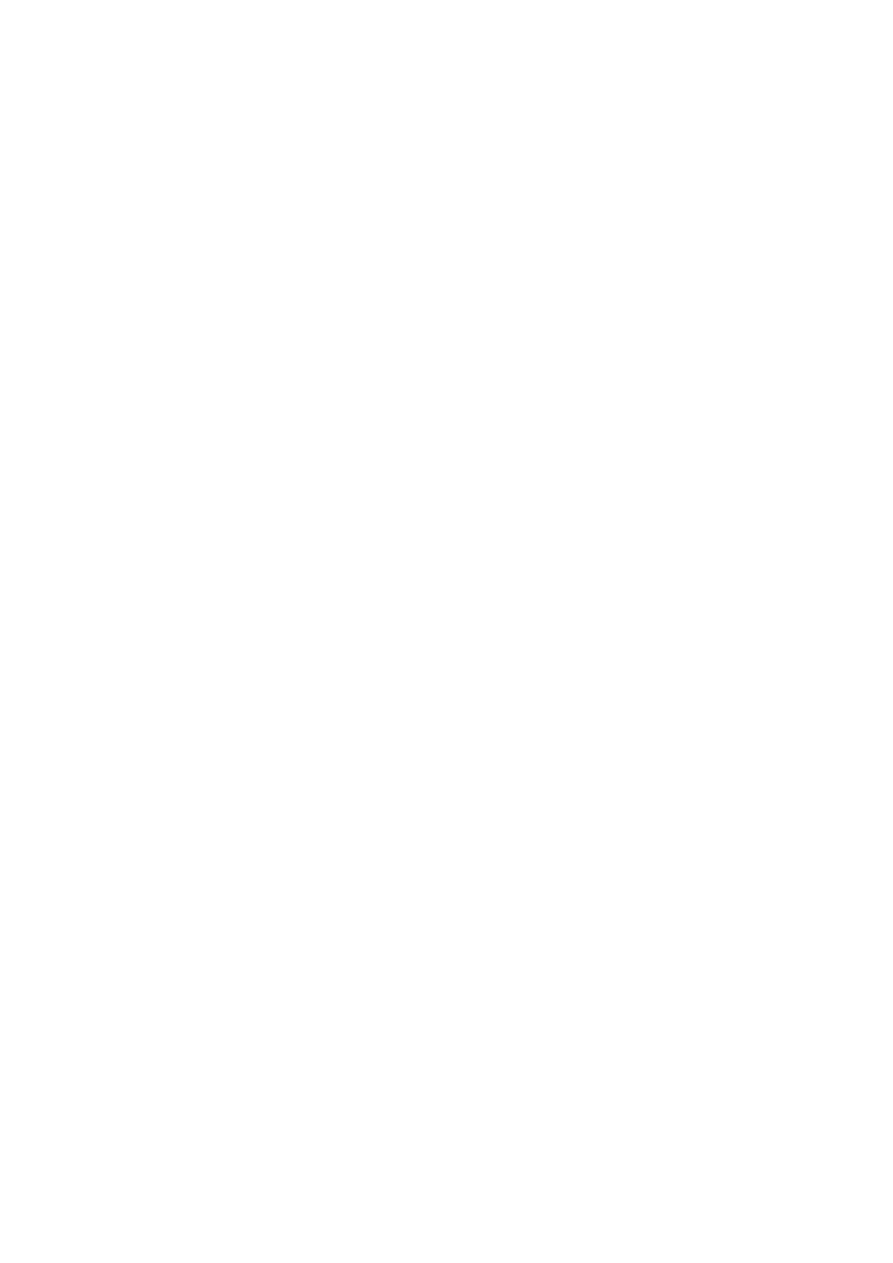
Istniej ce rozwi zania mo na podzieli nast puj co (rys. 2):
- proces jednostopniowy (z jednym przej ciem),
- proces szeregowy,
- proces dwustopniowy.
W procesie jednostopniowym (najprostsza i najta sza konfiguracja) mamy do czynienia z
jednokrotnym przej ciem surowca przez reaktor (reaktory). Pomi dzy poszczególnymi reaktorami (zło ami
katalizatora) nie ma rozdziału produktów. Jest to schemat bardzo podobny do schematu HR z tym, e inne s
tu katalizatory a proces realizowany jest w ostrzejszych warunkach. Konwersja surowca nie jest wysoka
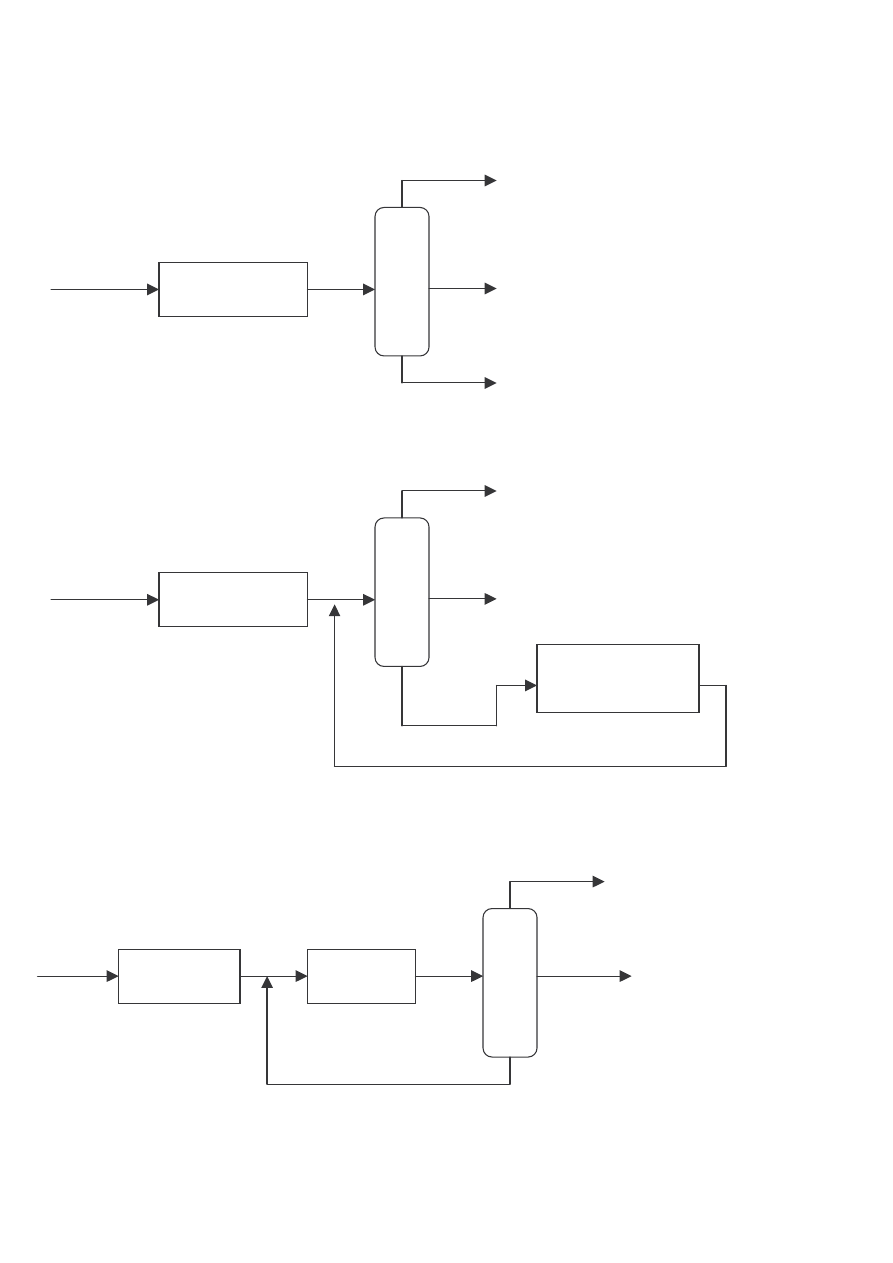
(zwykle 50-60%) ale „nie skonwertowany” produkt jest silnie nasycony i zrafinowany. W tej konfiguracji
proces jest nastawiony raczej na uwodornienie ni na kraking. Według takiego schematu pracuje instalacja
HK destylatów w Płocku.
Gaz
surowiec
HR/HK
benzyny, destylaty rednie
Proces jednostopniowy (z jednym przej ciem)
Gaz
benzyny, destylaty rednie
surowiec
HR
HK
Proces dwustopniowy
Gaz
surowiec
HR
HK
benzyny,destylaty rednie
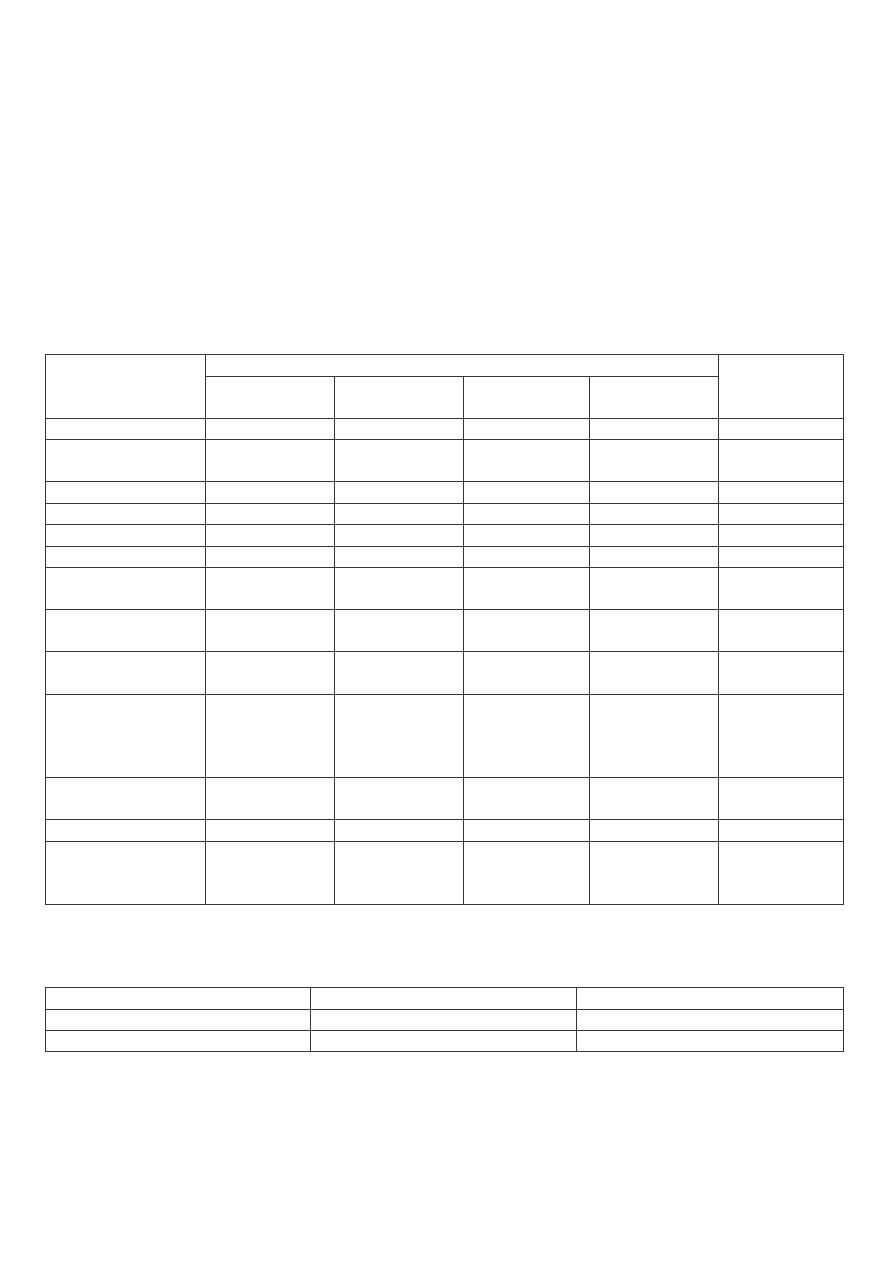
Proces szeregowy
Rys. 2. Konfiguracje reaktorów stosowane w procesach HK.
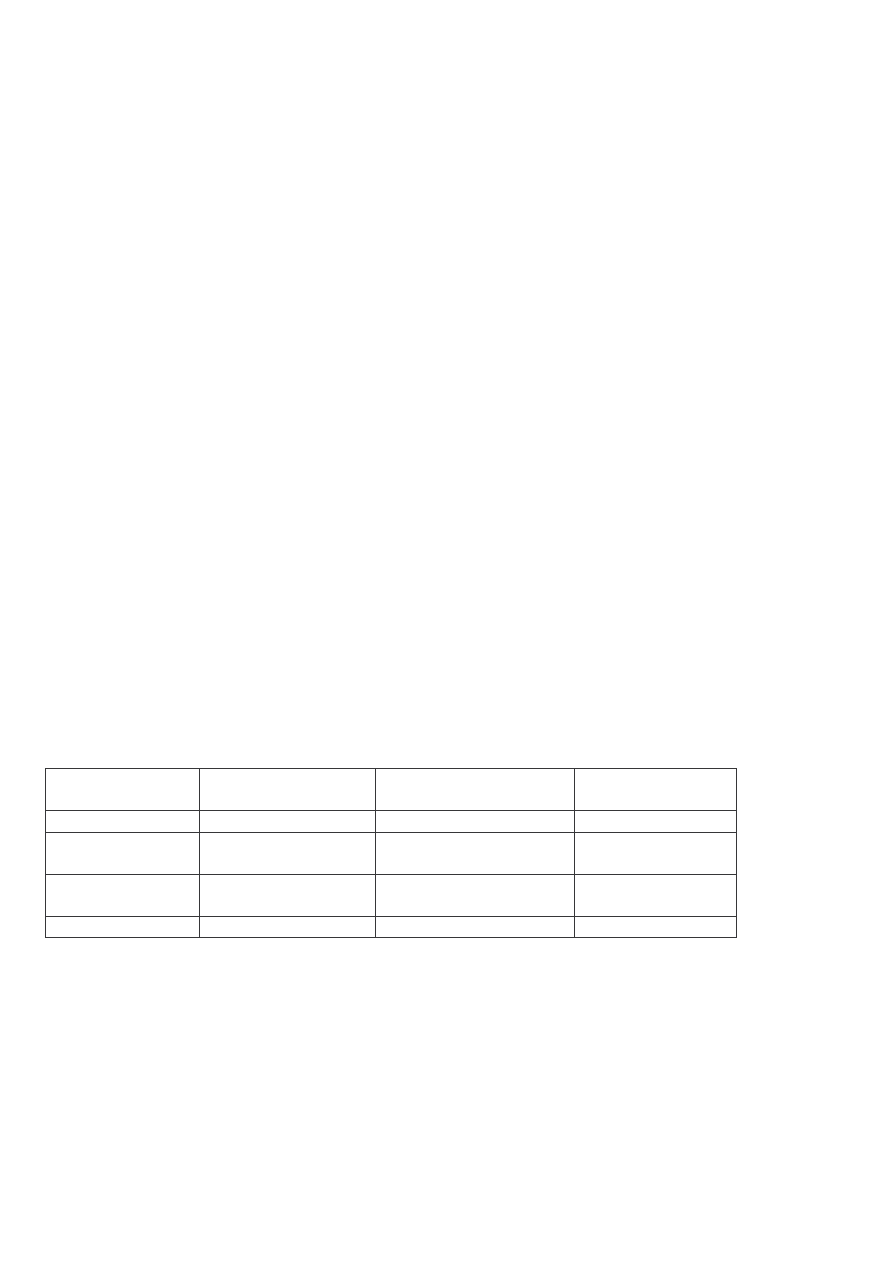
W przypadku procesu dwustopniowego (rys. 2) hydrorafinacja jest realizowana w pierwszym,
osobnym reaktorze, po czym nast puje oddzielenie wydzielenie lekkich produktów krakingu (oraz amoniaku
i siarkowodoru) i w drugim stopniu (drugim reaktorze) rafinowany surowiec jest hydrokrakowany. Produkt z
pierwszego reaktora jest schładzany, usuwa si z niego siarkowodór i amoniak, nast pnie frakcjonowany a
najci szy strumie (z dołu kolumny frakcjonuj cej) poddawany jest HK w drugim reaktorze. Uzyskuje si
w tym układzie bardzo wysokie konwersje surowca, łatwo jest maksymalizowa wydajno ci po danych
produktów poprzez dobór warunków frakcjonowania lub zmian katalizatora w drugim stopniu. Według
tego schematu pracuje instalacja HK w rafinerii w Gda sku.
W procesie szeregowym, produkt z pierwszego reaktora trafia bezpo rednio do drugiego reaktora, nie
ma tutaj operacji wydzielania H
2
S i NH
3
pomi dzy tymi reaktorami. Dlatego reaktora HK pracuje w
obecno ci amoniaku przez co uzyskuje si ni sze konwersje. Ci ka frakcja (nieskonwertowany surowiec)
zawracany jest do reaktora hydrokrakuj cego. Jedna z wersji takiego procesu - jednoprzebiegowo bez
recyrkulacji – pracuje w rafinerii w Płocku. Surowcem jest destylat pró niowy z DRW (330-575
o
C)
zawieraj cy do 2.2% wag siarki i około 2000 ppm azotu. Instalacja zawiera reaktor HDS z trzema zło ami
katalizatora, reaktor hydrokrakowania równie z trzema zło ami oraz separatory zimne (wysoko- i
niskoci nieniowe). Konwersja surowca wynosi 50-60% (obj to ciowo), proces realizowany jest w
temperaturach 340-430
o
C i pod ci nieniem około 150 bar. Produkty to: gazy suche (odzysk wodoru i gaz
opałowy), gaz płynny (produkt handlowy), benzyna lekka (do komponowania benzyn), benzyna ci ka
(wsad na reforming), frakcja paliwowa (olej nap dowy lub paliwo lotnicze), olej nap dowy lekki (do
komponowania ON), olej nap dowy ci ki (ON lub olej opałowy), odsiarczony wsad na FCC (na FCC lub
do oleju opałowego).
W rafineriach realizowana jest równie technologia opisywana nazw „łagodny hydrokraking”. Jej
zalet jest to, e mo e by realizowana w istniej cych instalacjach hydrorafinacji poprzez zaostrzenie
warunków ich pracy (zwi kszenie ci nienia wodoru). W ten sposób, be du ych nakładów, mo na
zwi kszy mo liwo ci produkcyjne oraz elastyczno rafinerii.
W rozwi zaniach przemysłowych obecnie stosuje si 2-3 lub 4 katalizatory o ró nym składzie i
ró nych funkcjach. Np. jest wst pny reaktor lub zło e katalizatora, które gromadzi na sobie metale i
asfalteny, zło e odsiarczaj ce, i odazotowuj ce gdzie hydrokraking zachodzi w niewielkim stopniu (ok. 30
%), zło e wła ciwego hydrokrakingu, i zło e zapobiegaj ce wtórnym reakcjom w glowodorów z
siarkowodorem. W tabeli 3 porównano warunki ró nych typów procesów HK.
Tabela 3. Warunki procesu HK w zale no ci od typu procesu.
Łagodny HK
Jednostopniowy/pierwszy
stopie
Drugi stopie
Temperatura,
o
C
400-430
340-440
260-380
Ci nienie wodoru,
bar
50-80
80-130
80-130
Ci nienie
całkowite, bar
70-100
100-150
100-150
Katalizator
Ni/Mo/S/ -Al
2
O
3
+ P
*
Ni/Mo/S/ -Al
2
O
3
+ P
*
Ni/W/S/zeolit USY
*
- dodatek P zwi ksza aktywno w usuwaniu azotu
Oddzielnym zagadnieniem jest HK surowców pozostało ciowych. Ze wzgl du na charakterystyk
tego materiału, wymagane s tu specjalne rozwi zania chroni ce katalizator przed dezaktywacj : zło a b d
reaktory ochronne, systemy wymiany katalizatora podczas ruchu. W tabeli 4 zestawiono porównanie
rozmaitych rozwi za procesu HK pozostało ci. Najbardziej rozpowszechnione s instalacje z nieruchomym
zło em katalizatora (fixed-bed reactor), daj one produkt najwy szej jako ci jednak surowiec nie mo e
zwiera zbyt du o metali. Gdy aktywno katalizatora spadnie poni ej dopuszczalnej, instalacja musi by
zatrzymana a katalizator wymieniony. Dla zapewnienia ci gło ci pracy proponuje si reaktory (zło a)
ochronne, w tym, pracuj ce w systemie swing (jeden rektor pracuje, drugi w regeneracji b d wymianie
katalizatora). Materiał wypełniaj cy katalizatory ochronne pełni ró norakie funkcje, i posiada jedynie
niewielk aktywno HR czy HK. Jego głównym zadaniem jest zatrzymywanie substancji koksotwórczych
(asfalteny) oraz metali (HDM). W tabeli 5 zestawiono wyniki analizy zu ytego zło a sorbuj cego
zanieczyszczenia mechaniczne (rdza, osady mechaniczne0 oraz zło a aktywnego w reakcji HDM. Reaktor
ze zło em wrz cym (proces H-Oil, np. instalacja HOG w Płocku) - katalizator doprowadzany i
odprowadzany jest w sposób ci gły. Surowiec pozostało ciowy jest mieszany z olejem recyrkuluj cym i
wodorem podgrzewanym w oddzielnym piecu. Obok wprowadzenia par, gazów i cieczy cyrkulacja jest
wymuszana pomp . W przypadku reaktorów zawiesinowych, do surowca przed piecem, dodawany jest
roztwór organicznej soli metalu aktywnego. W warunkach reakcji powstaje faza aktywna subtelnie
zdyspergowana w surowcu. Reaktory te umo liwiaj uzyskanie najwy szego stopnia przemiany surowca,
jednak problemem jest niestabilno produktu oraz konieczno oddzielania katalizatora.
Tab. 4. Charakterystyka procesów HK pozostało ci
Zło e
Nieruchome
Nieruchome –
swing
ruchome
wrz ce
reaktor
zawiesinowy
Liczba instalacji
40
1
3
9
3 (demo)
Max. zaw. (Ni+V)
w surowcu
120
500
500-700
>700
>700
Ci nienie, bar
100-200
100-200
100-200
100-200
100-300
Temperatura,
o
C
380-420
380-420
380-420
400-440
420-480
LHSV, h
-1
0.1-0.5
0.1-0.5
0.1-0.5
0.2-1
0.2-1
Działanie instalacji
dobre
dobre
dobre
rednie
trudne
Max. konwersja (do
550
o
C), %mas.
50-70
60-70
60-70
70-8-
80-95
Stabilno
pozostało ci
dobra
dobra
dobra
rednia
zła
Długo cyklu
pracy, miesi ce
6-12
12
praca ci gła
praca ci gła
praca ci gła
Wzgl dne zu ycie
katalizatora w ci gu
roku (ten sam
surowiec)
1
1
0.55-0.7
1.4-2
-
Rozmiar cz stek
katalizatora, mm
~1.2 x 3
~1.2 x 3
~1.2 x 3
~0.8 x 3
~0.002
Cz stek/cm
3
~120
~120
~120
~250
~2.4 x 10
9
% obj to ci
katalizatora w
reaktorze
~60
~60
~60
~40
~1
Tab. 5. Wyniki analizy zu ytego katalizatora HDM i materiału zło a ochronnego
Metal, % mas.
Zło e ochronne
Katalizator HDM
V
3.9
11.7
Fe
2.0
0.1
Specyficzne warunki rozmaitych typów procesu HK sprawiaj , e wła ciwo ci otrzymywanych
produktów (nawet z tego samego surowca) wyra nie si ró ni jak to przedstawiono w tabeli 6. Instalacje
zawieraj ce reaktor ze zło em nieruchomym daj produkty o najwy szej jako ci, z reaktora zawiesinowego
otrzymuje si produkt najni szej jako ci. Z kolei reaktor zawiesinowy stawia najmniejsze wymagania co do
jako ci surowca, reaktor ze zło em nieruchomym najwy sze.
Tab. 6. Wła ciwo ci produktów HK pozostało ci pró niowej przetwarzanej w procesach ró nych typów.
Zło e
nieruchome/ruchome
Zło e wrz ce
Reaktor zawiesinowy
Nafta
Wydajno , %mas.
1-5
5-15
10-15
G sto , kg/dm
3
0.710-0.740
0.710-0.720
0.720
Zaw. S, %mas.
<0.01
0.01-0.2
0.06
Zaw. N, ppm
<20
50-100
200
Olej gazowy
Wydajno , %mas.
10-25
20-30
40-45
G sto , kg/dm
3
0.850-0.875
0.840-0.860
0.866
Zaw. S, %mas.
<0.1
0.1-0.5
0.7
Zaw. N, % ppm
300-1200
>500
1800
Pró niowy olej gazowy
Wydajno , %mas.
20-35
25-35
20-25
G sto , kg/dm
3
0.925-0.935
0.925-0.970
1.010
Zaw. S, %mas.
0.25-0.5
0.5-2.0
2.2
Zaw. N, % ppm
1500-2500
1600-4000
4300
Liczba Conradsona
<0.3
<2
<2
Pozostało pró niowa
Wydajno , %mas.
30-60
15-35
10-20
G sto , kg/dm
3
0.990-1.-30
1.035-1.100
1.160
Zaw. S, %mas.
0.7-1.5
1-3
2.7
Zaw. N, % ppm
3000-4000
>3300
11000
Asfalteny C
7
, %mas.
5-10
>20
26
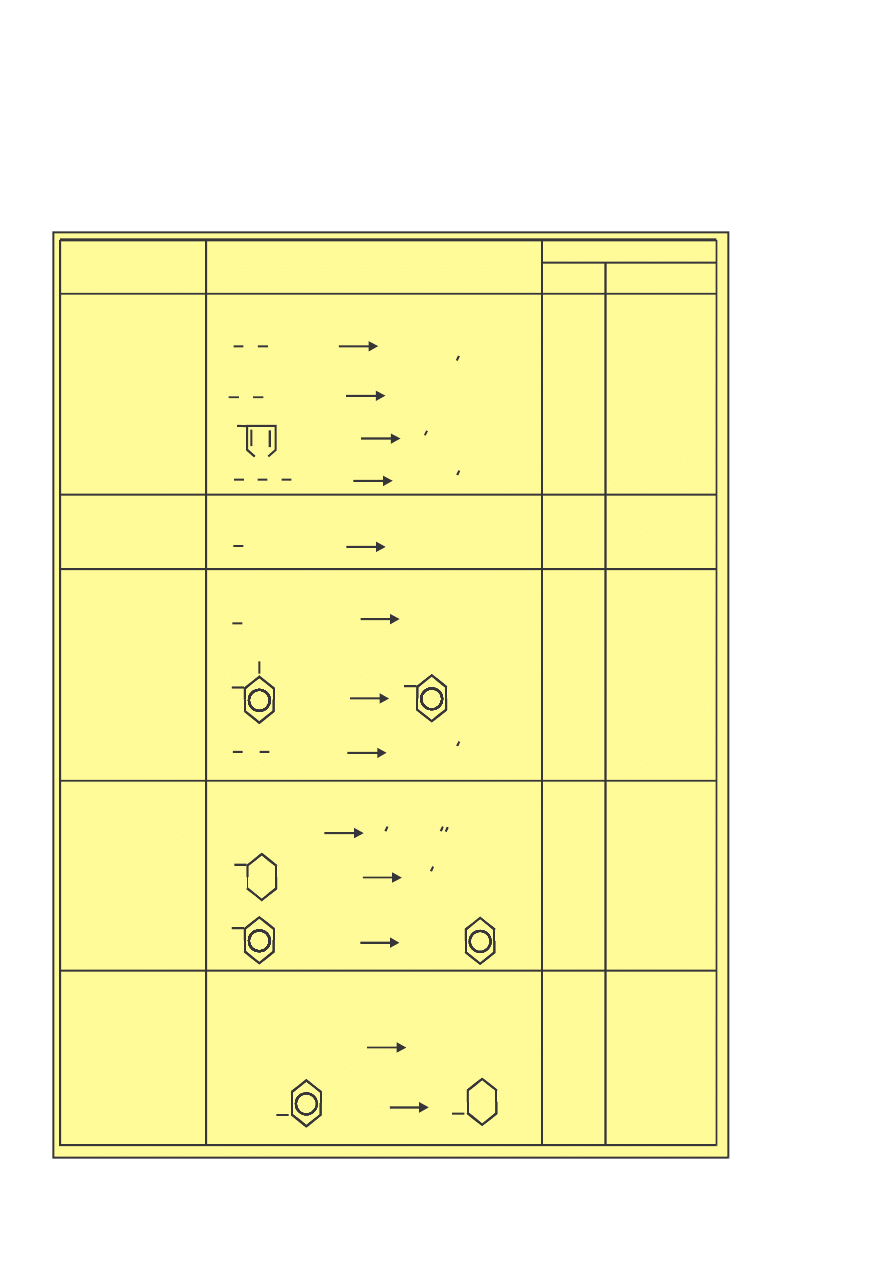
Na rys. 3 przedstawiono uproszczony schemat instalacji hydroodsiarczania gudronu (HOG) w
rafinerii w Płocku. Głównymi elementami tej instalacji s dwa reaktory pracuj ce w zło u wrz cym oraz
system zbiorników - luz do wyprowadzania cz ci katalizatora na zewn trz i doprowadzania katalizatora
wie ego. Instalacja przerabia około 1.8 mln. ton/rok wsadu (pozostało pró niowa) zawieraj cego 3.3%
wag. siarki, 0.65% wag. azotu i około 215 ppm (Ni + V). W zale no ci od wariantu pracy pozostało
pró niowa z destylacji produktów HOG-u zawiera 0.6% (wariant I) b d 0.95% wag. S (wariant II). W
pierwszym przypadku zu ycie katalizatora wynosi 1.92 kg/ton surowca, w drugim 1.02 kg/ton . Warunki
pracy:
Temperatura,
o
C:
415 – 450 (415)
Ci nienie całkowite, bar:
185-210 (190)
LHSV, h
-1
:
0.4 – 1.3 (0.85)
Konwersja VR, % obj.:
50-75
%HDS:
65-90
%HDN:
25-55
%HDM:
65-90
Najwa niejsz cz ci instalacji HOG s dwa reaktory (rys. 2) zawieraj ce wrz ce zło e katalizatora,
ka dy ma 30.6 m wysoko ci, cianki o grubo ci 293 mm, wa y 1100 ton i jest wykonany ze materiałów
odpornych na warunki pracy (temperatura, ci nienie, atmosfera wodoru, intensywne tarcie). Drugim
podstawowym urz dzeniem, zapewniaj cym wła ciw prac zło a wrz cego s pompy dozuj ce, specjalnej
konstrukcji, gdzie silnik i pompa znajduj si we wspólnej obudowie.
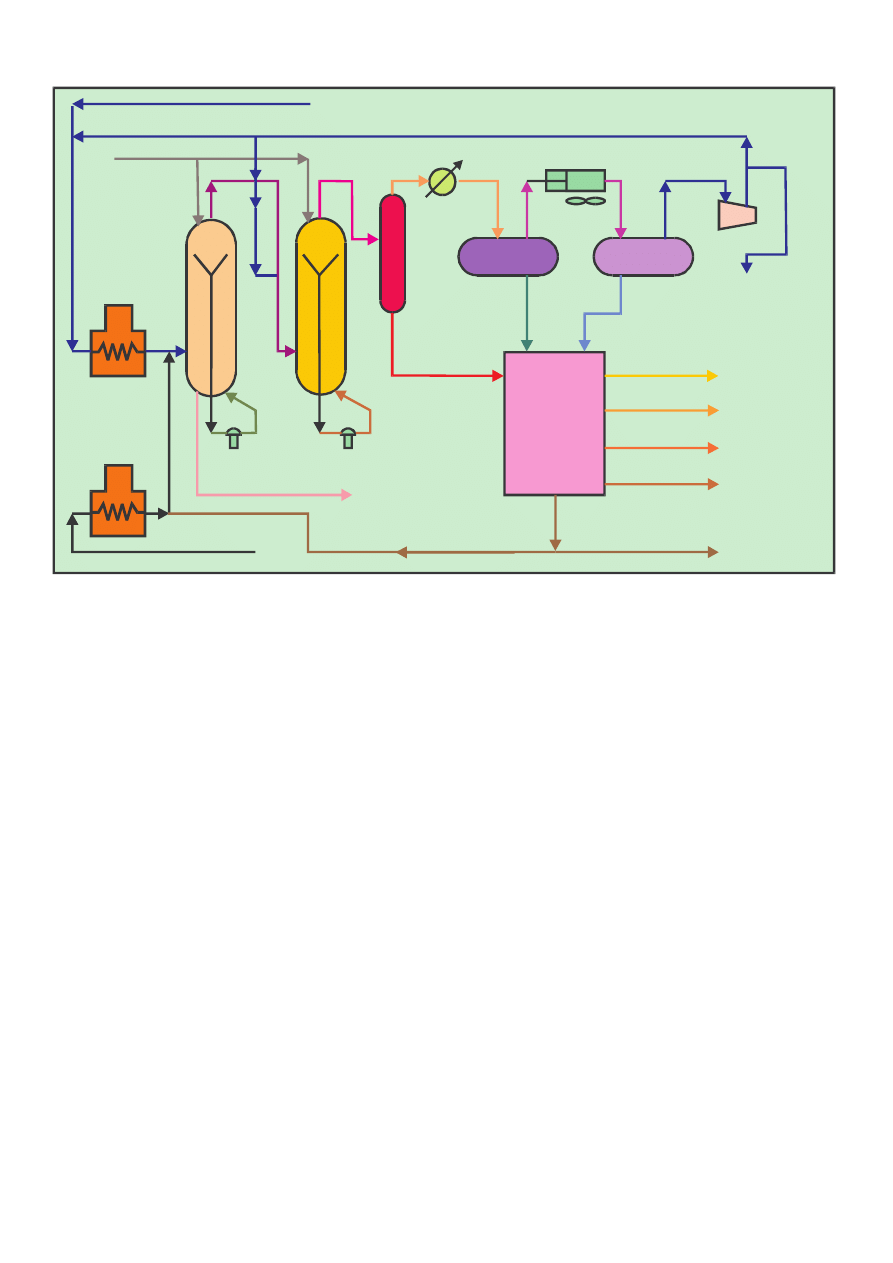
KATALIZATOR
GAZ OPAŁOWY
BENZYNA
OLEJ LEKKI
OLEJ CI
KI
USUWANY
KATALIZATOR
SUROWIEC
WIE Y WODÓR
NISKOSIARKOWY
OLEJ OPAŁOWY
REAKTORY ZE ZŁO EM
PSEUDOWRZ CYM
WODÓR - ODZYSK
H-OIL
Rys.3. Schemat instalacji HOG.
Surowiec zmieszany z wodorem podawany jest do dolnej cz ci reaktora i po przej ciu przez
przegrod sitow wchodzi do przestrzeni reakcyjnej, gdzie nast puje kontakt z katalizatorem. Dla
utrzymania wymaganej wysoko ci zło a w reaktorze, od dołu reaktora podawany jest (za pomoc pompy)
dodatkowy strumie cieczy pobieranej z góry katalizatora i pozbawionej ziaren katalizatora. W przypadku
przerwy w pracy pompy na czas dłu szy ni 4 sekundy, musi nast pi wymiana zawarto ci reaktora: olej
pró niowy zamiast gudronu – i dopiero pó niej odbudowuje si zło e wrz ce za pomoc pompy
mieszalniczej. Uwa a si , e pierwszym reaktorze zachodzi przede wszystkim usuwanie metali i asfaltenów,
natomiast w drugim, w wi kszym stopniu zachodz reakcje HDS i hydrokrakingu.
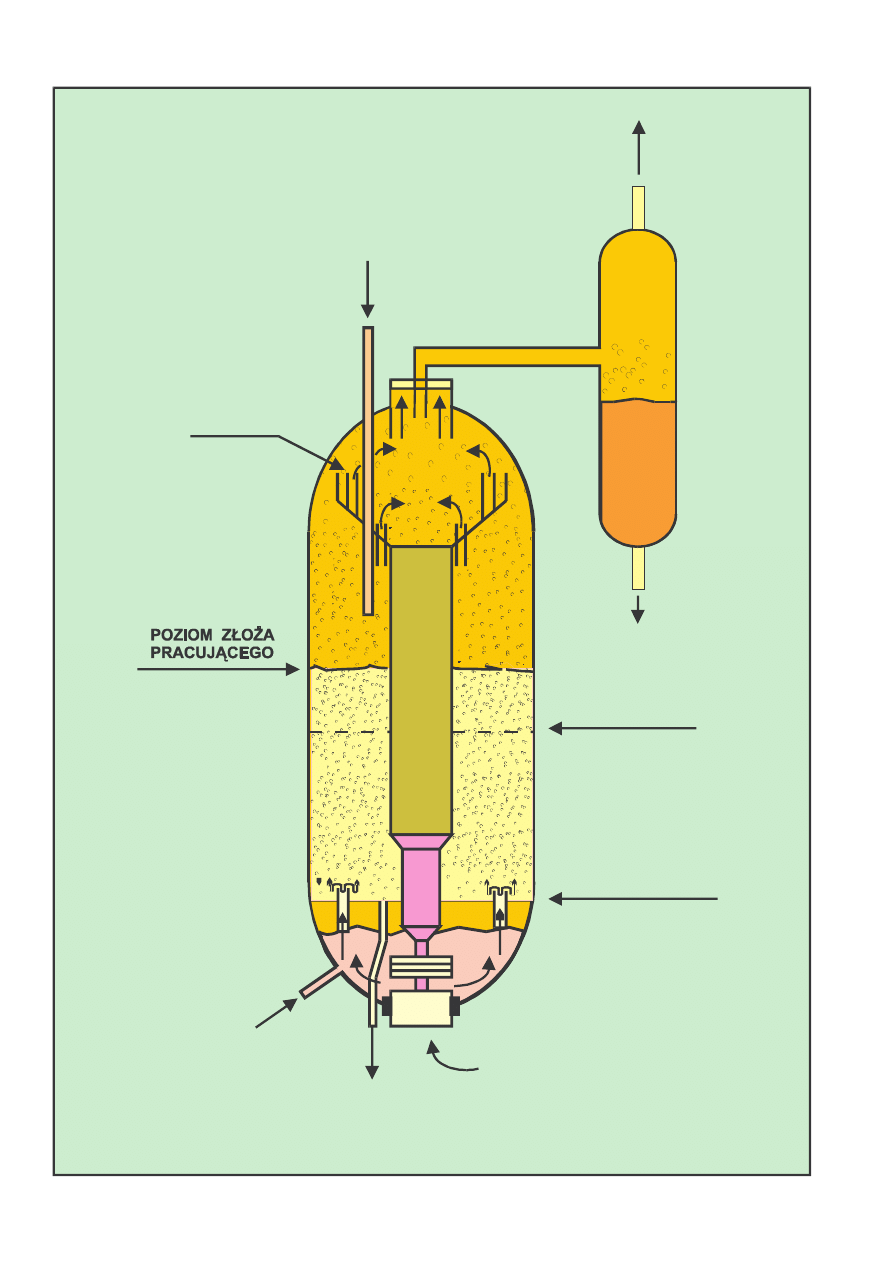
POMPA
RECYRKULACYJNA
KATALIZATOR
SUROWIEC
PŁYTA
DYSTRYBUTORA
POZIOM ZŁO A
(OSADZONEGO)
RECYKL
KATALIZATOR
SEPARATOR
REAKTOR ZE ZŁO EM EKSPANDOWANYM

Rys. 4 Schemat reaktora ze zło em wrz cym.
Wyszukiwarka
Podobne podstrony:
motumbo www prezentacje org
download Zarządzanie Produkcja Archiwum w 09 pomiar pracy [ www potrzebujegotowki pl ]
czerwony kapturek2 www prezentacje org 3
bez makijazu www prezentacje org
dobrze byc mezczyzna www prezentacje org
puchar swiata 2006 www prezentacje org
moja kariera www prezentacje org
struktura organizacyjna BTS [ www potrzebujegotowki pl ]
typy kobiet www prezentacje org 3
czemu faceci gina mlodo www prezentacje org
wypadek przy pracy www prezentacje org
bezwzgledny sport www prezentacje org
więcej podobnych podstron