
Klejenie
Definicja klejenia
Klejeniem nazywamy łączenie materiałów za pomocą kleju. Klej to substancja organiczna lub nieorganiczna mająca
właściwości trwałego łączenia materiałów. Wielość tworzyw, ich różnorodność struktury, powierzchni i własności
powodują, że ich klejenie nie jest proste. Niektóre tworzywa mogą być klejone tylko z użyciem dodatkowych chemicznych,
fizycznych
lub
mechanicznych
środków
i
procedur.
Istota klejenia oparta jest na dwu podstawowych zjawiskach. Są to:
Adhezja
(przyczepność powierzchni granicznych)
Kohezja
(wewnętrzna wytrzymałość warstwy kleju)
Podstawy procesów klejenia
Kleje - podstawowym ich składnikiem jest spoiwo ( lepiszcze ), czyli substancja nadająca skleinie przyczepność do
łączonych powierzchni i wymaganą wytrzymałość mechaniczną. Poza tym, kleje mogą zawierać substancje pomocnicze,
jak rozpuszczalniki napełniacze itp. Kleje dzielimy według różnych kryteriów. Istotne znaczenie ma jednak z przetwórczego
punktu widzenia podział klejów ze względu na:
Do sporządzania klejów można używać tylko tych polimerów, które mają znaczną adhezje do materiałów łączonych i
odpowiednią kohezje po utwardzeniu lub zestaleniu. Kleje muszą się odznaczać małym napięciem powierzchniowym w
chwili zwilżania powierzchni materiału. Klejalność zwiększa obecność w kleju grup silnie polarnych. I tak:
- w polimerach fenolowych i epoksydowych grupą silnie polarną jest grupa -OH
- w polimerach mocznikowych i melaminowych takimi grupami są =CO i -NH2
- w polimerach poliestrowych grupą polarną jest -C-O-
- w polimerach chlorokauczukowych C-CL
Kleje dzielimy według różnych kryteriów. Istotne znaczenie ma jednak z przetwórczego punktu widzenia podział klejów ze
względu na:
Istotę przechodzenia ze stanu ciekłego lub plastycznego w stan stały
- Kleje utwardzalne (zestalające się poprzez ochładzanie)
- Kleje rozpuszczalnikowe (zastalające się na skutek odparowania lub absorpcji rozpuszczalnika)
Temperaturę utwardzenia lub zestalenia
- Kleje przechodzące w stan stały w temp. normalnej - kleje na zimno
- Kleje przechodzące w stan stały w temp. podwyższonej (na ogół do 250
o
C) - kleje na gorąco
Stan skupienia przed powleczeniem powierzchni materiału
- Kleje ciekłe
- Kleje plastyczne
- Kleje stałe (proszek, granulat, pałeczki, folie - błony)
Wytrzymałość połączeń klejowych
Wytrzymałość połączenia klejowego zależy od wielu czynników, z których najważniejsze to:
- rodzaj kleju
- przygotowanie warstwy wierzchniej do łączenia
- warunki utwardzenia lub zestalenia kleju
- rozwiązania konstrukcyjne połączenia
- wartość, sposób i czas działania obciążenia
Stosowanie obciążeń złącz klejowych
Na ogół połączenia klejowe wykazują największą wytrzymałość na ścinanie i odrywanie. Obciążenia oddzierające
oraz zginające w przypadku połączeń doczołowych znacznie zmniejszają wytrzymałość połączeń. W związku z tym
połączenia klejowe konstruuje się tak, aby przenosiły w największym stopniu obciążenia ścinające i odrywające, w
najmniejszym zaś - oddzierające i zginające. Dąży się również do tego aby naprężenie w sklenie było jak
najmniejsze.
Można
to
osiągnąć
przez:
-
powiększenie
pola
powierzchni
klejonych
- zaprojektowanie odpowiedniego stanu obciążeń w połączeniach
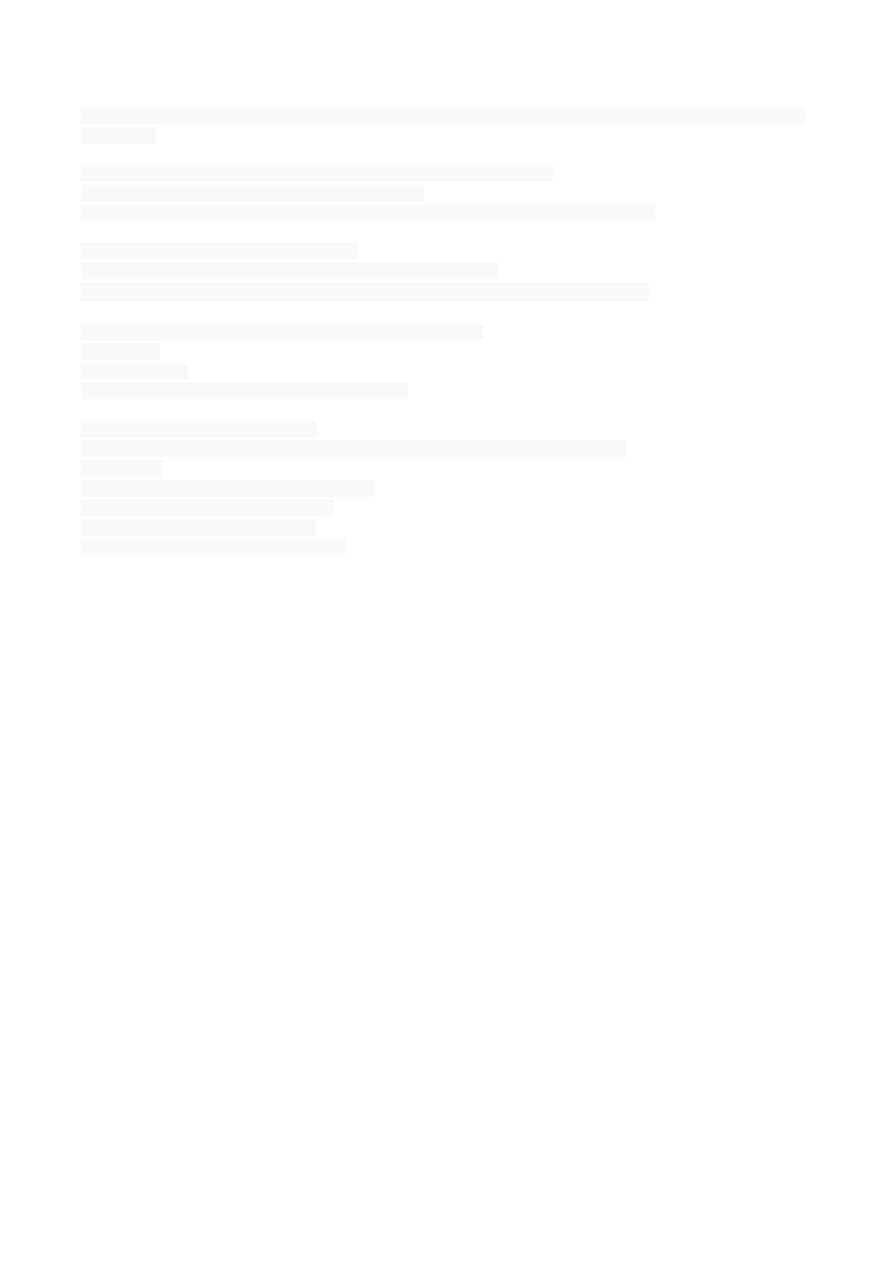
Podstawowe rodzaje obciążenia połączeń klejowych: a) na odrywanie, b) na ścinanie, c) na oddzieranie, d) na ściskanie, e) na ścinanie
ze zginaniem
Konstrukcja połączeń klejowych
Na rysunkach pokazano przykłady rozwiązań konstrukcyjnych połączeń klejonych z podaniem w każdym
przypadku korzystnych i niekorzystnych kierunków obciążenia połączenia.
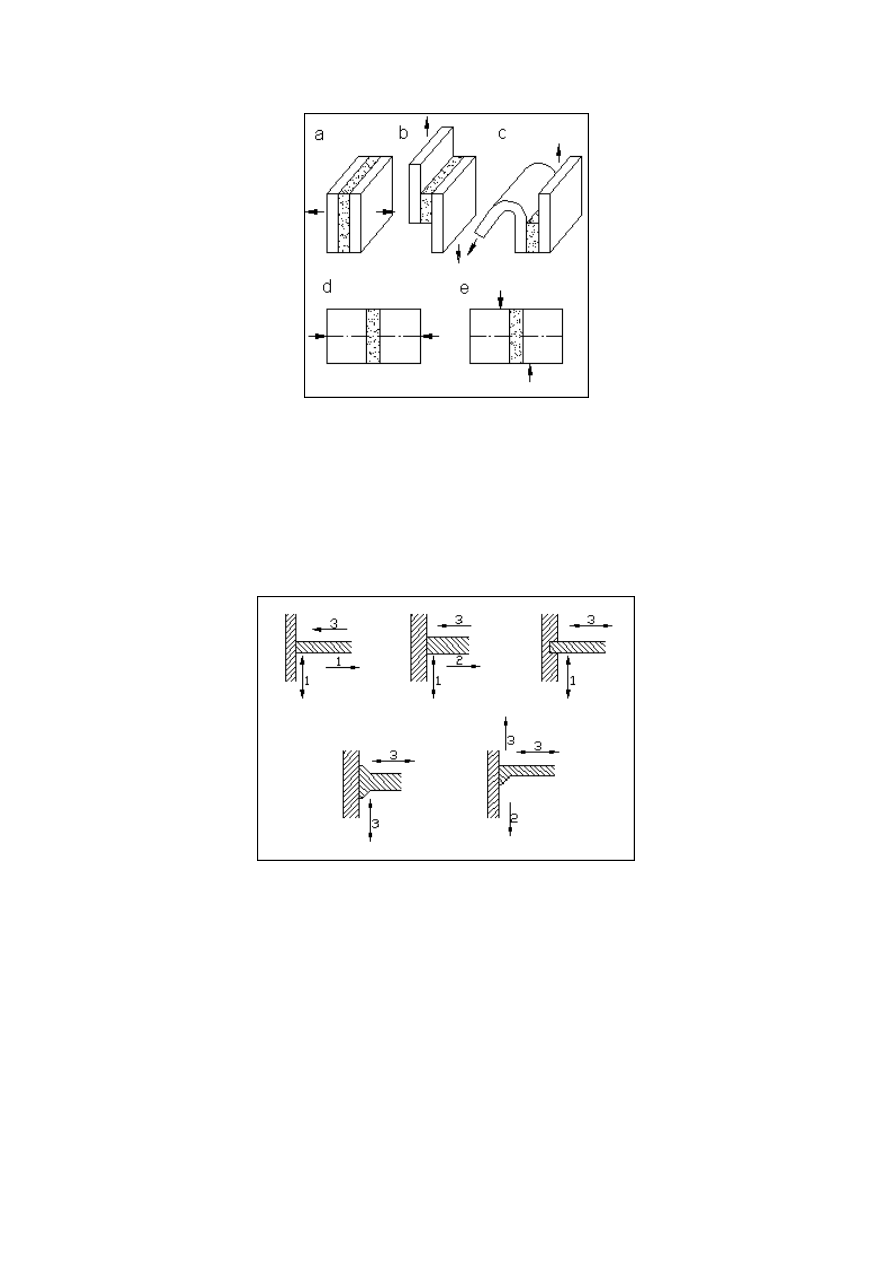
Połączenia klejowe teowe i kierunki ich obciążeń: 1-niedopuszczalny, 2-dopuszczalny, 3-najwłaściwszy
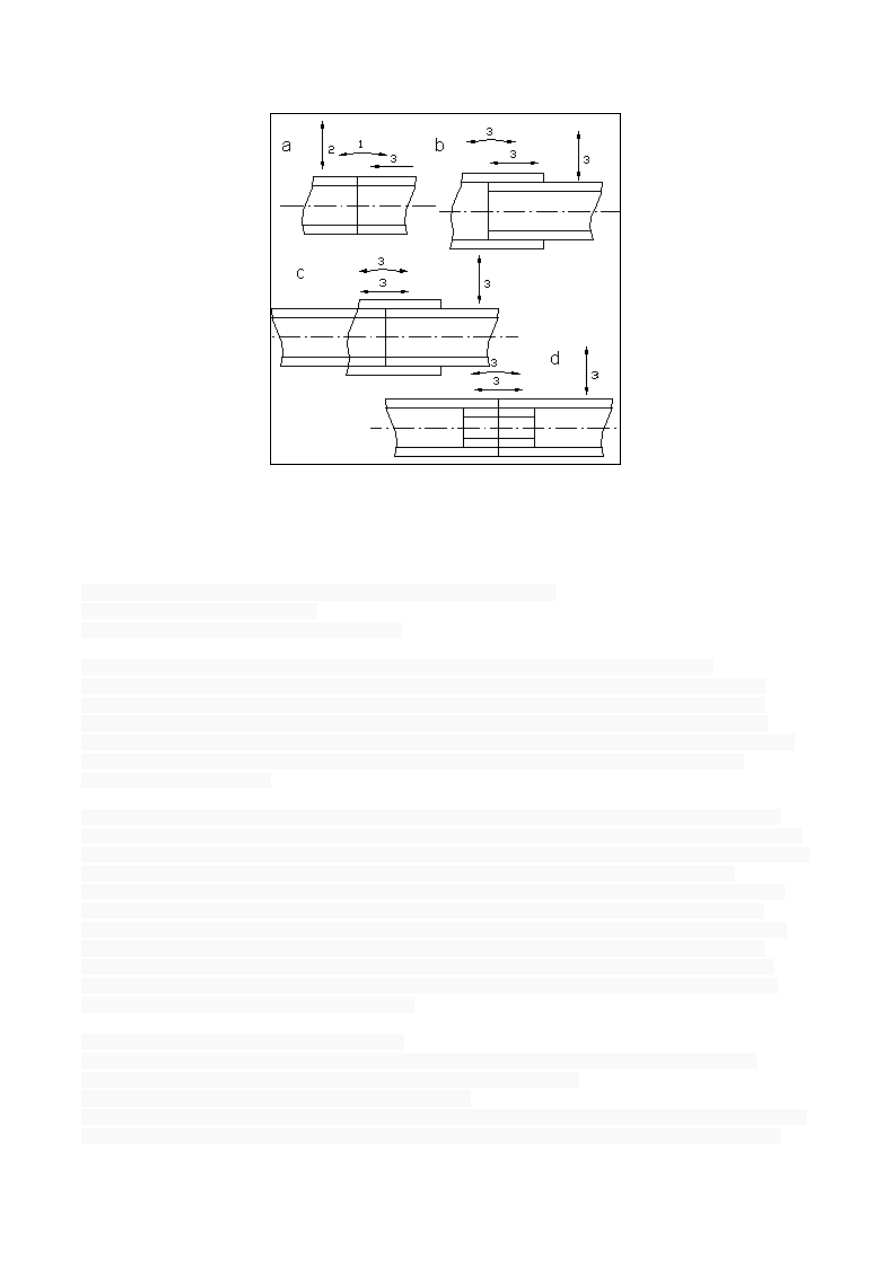
Połączenia klejowe rur i kierunki ich obciążeń: a) doczołowe, b) zakładkowe walcowe, c) nakładkowe zewnętrzne, d) nakładkowe
wewnętrzne; 1-niedopuszczalny, 2-dopuszczalny, 3-najwłaściwszy
Technologia klejenia tworzyw
Tworzywo sztuczne łączyć można za pomocą następujących technik klejowych:
- łączenie za pomocą rozpuszczalników
- zastosowanie klejów w postaci cieczy, past lub błon
Niekrystaliczne, bezpostaciowe tworzywa termoplastyczne można łączyć ze sobą za pomocą odpowiednich
rozpuszcalników roztworów polimeru w rozpuszczalnikach lub kompozycji monomerów. W przypadku łączeń dwóch
różnych tworzyw sztucznych zaleca się stosowanie roztworów polimerów w rozpuszczalnikach. Elementy z tworzyw
sztucznych, którym nadano kształt w formach metalowych, należy zawsze płaskować lub szlifować w celu usunięcia
środków rozdzielających, zmniejszających wytrzymałość łącza. Przy klejeniu laminatów należy w miarę możności usunąć
jedną warstwę materiału w miejscu sklejenia. W tym celu wciska się cienki nóż pod warstwę laminatu, oddziera
odpowiedni fragment i odrywa.
Przede wszystkim przed użyciem kleju należy go odpowiednio przygotować. Sporządzenie kleju utwardzalnego polega
najczęściej na zmieszaniu składników kleju w potrzebnych proporcjach i w odpowiedniej kolejności. Sporządzenie kleju w
stanie stałym polega głównie na suszeniu, a gdy klej ma postać folii ( błon ) na wycięciu wykrojów o wymiarach i kształcie
odpowiadających połączeniu. Powierzchnie przeznaczone do klejenia powinny być pozbawione zanieczyszczeń
utrudniających ich zwilżanie przez klej. Wskazane jest także schropowacenie podłoża celem zwiększenia przyczepności
kleju. W przypadku elementów z polimerów utwardzalnych - duroplastów stosuje się często oczyszczanie papierem
ściernym. Powlekanie klejem powierzchni odpowiednio przygotowanej odbywa się za pomocą ręcznych narzędzi pracy,
takich jak pędzle, bagietki, łopatki, bądź za pomącą maszyn zwanych powlekarkami. Po naniesieniu kleju ściska się
łączone elementy celem ich wzajemnego unieruchomienia oraz dokładnego przylgnięcia klejonych powierzchni. Folie
łączone klejami o dużej przyczepności wystarczy tylko przewalcować wałkiem gumowym. Wyroby o skomplikowanym
kształcie skleja się zazwyczaj w odpowiednich formach.
Przebieg procesu klejenia jest zdeterminowany przez:
- temperaturę - temp. klejenia zależy przede wszystkim od temp. polimeryzacji lub topnienia użytego kleju, temp.
topnienia albo mięknienia mat. łączonych oraz od żądanych właściwości połączenia
- czas - czas klejenia określonym klejem zależy od temp. klejenia
- nacisk - wywierany podczas klejenia powinien zapewniać właściwy przebieg procesu polimeryzacji, dokładne przyleganie
do siebie łączonych części oraz optymalną grubość skleiny. Wartość nacisku zależy od tego czy klej przechodzi w stan
stały w wyniku polimeryzacji kondensacyjnej ( 1 MPa ) czy w inny sposób ( 0,05 Mpa ).
Aby otrzymać prawidłowe sklejanie łączonych części należy przestrzegać podanych poniżej zaleceń:
- powierzchnie wyczyścić z brudu, kurzu, resztek farby i innych ciał obcych
- powierzchnie zmatowić przez szlifowanie papierem ściernym
- powierzchnie gruntownie odtłuścić. Nadają się do tego np. aceton, alkohol, rozpuszczalnik nitro
- powierzchnie klejone wysuszyć
- przygotowanych do klejenia powierzchnie nie dotykać dla uniknięcia przeniesienia tłuszczu ze skóry na tworzywo
- klej nanieść równomiernie i cienką warstwą
- niedopuszczać do zabrudzenia brudem lub kurzem świeżo pokrytych klejem
- prace takie jak szlifowanie itp. przerwać, do czasu aż uzyska się wystarczające połączenie
Klejenie tworzyw sztucznych
Praktycznie wszystkie dostępne obecnie tworzywa sztuczne można z powodzeniem łączyć za pomocą klejów. Niektóre
tworzywa sztuczne można skleić o wiele łatwiej od pozostałych. Powierzchnię wielu tworzyw należy przygotować do
klejenia tylko przez piaskowanie, podczas gdy niektóre inne tworzywa wymagają chemicznej obróbki powierzchni w celu
uzyskania dobrego zwilżenia.
Rozpuszczalniki
Rozpuszczalniki odgrywają poważną rolę przy klejeniu tworzyw sztucznych zarówno wówczas, gdy pożądane jest
zmiękczenie podłoża jak też w przypadku wymaganej odporności na rozpuszczalniki. Ponieważ rozpuszczalniki wchodzą w
skład znacznej większości klejów, dobór kleju ma decydujące znaczenie w niektórych zastosowaniach. Rozpuszczalniki
można podzielić na kilka grup. W pierwszej z nich znajdują się rozpuszczalniki aktywne, tzn. rozpuszczające polimery (
żywice ) wchodzące w skład kleju lub atakujące klejone tworzywo. Drugą grupę stanowią rozpuszczalniki utajone: -
wzmagają one działanie rozpuszczające rozpuszczalników aktywnych, nie można ich jednak do rozpuszczalników zaliczyć.
Rozcieńczalniki zmniejszają lepkość żywic i klejów. Są one pożądanym składnikiem receptur klejów ponieważ nie
wydzielają oparów w takiej ilości, jak typowe rozpuszczalniki aktywne.
Techniki łączenia
Tworzywo sztuczne łączy się za pomocą trzech podstawowych grup technologii:
- łączenie za pomocą rozpuszczalników,
- zastosowanie klejów w postaci cieczy, past lub błon,
- spawanie na gorąco lub zgrzewanie.
Niekrystaliczne, bezpostaciowe tworzywa termoplastyczne można łączyć ze sobą za pomocą odpowiednich
rozpuszczalników roztworów polimeru w rozpuszczalnikach lub kompozycji monomerów. W przypadku łączenia dwóch
różnych tworzyw sztucznych zaleca się stosowanie roztworów polimerów w rozpuszczalnikach. Elementy z tworzyw
sztucznych, którym nadano kształt w formach metalowych, należy zawsze piaskować lub szlifować w celu usunięcia
środków rozdzielających, zmniejszających wytrzymałość łącza. Przy klejeniu laminatów należy w miarę możności usunąć
jedną warstwę materiału w miejscu sklejenia. W tym celu wciska się cienki nóż pod warstwę laminatu, oddziera
odpowiedni fragment i odrywa. Części z tworzyw termoplastycznych łączy się najczęściej przez spawanie gorącym gazem i
zgrzewanie gorącym narzędziem.
Tworzywa akrylowe
Tworzywa akrylowe - tworzywa termoplastyczne wywodzące się z kwasu akrylowego i metakrylowego - obejmują szeroką
gamę materiałów łączonych przez klejenie. Można je łatwo kształtować na gorąco, a także wytłaczać, formować
wtryskowo, obrabiać mechanicznie, przecinać. Powierzchnie tworzyw akrylowych przed klejeniem można zmiękczać
dwuchloroetanem, chlorkiem metylenu, acetonem. Do klejenia tworzyw akrylowych stosuje się zazwyczaj kleje
polisiarczkowe, poliuretanowe, akrylowe i modyfikowane epoksydowe. Spośród tworzyw akrylowych najczęściej klei się
polimetakrylan metylu.
Poliwęglany
Klejenie jest najlepszym sposobem łączenia poliwęglanów. Elementy poliwęglanowe można łączyć między sobą za pomocą
rozpuszczalników lub klejów a także przez zgrzewanie gorącym gazem. Najprościej jest jednak kleić rozpuszczalnikiem.
Poliwęglany można łączyć z większością metali; do tego celu najlepiej nadają się kleje epoksydowe, poliuretanowe,
polisiarczkowo- epoksydowe, epoksydowo- fenolowe, topliwe. Przy łączeniu poliwęglanów za pomocą rozpuszczalników
jest rzeczą ważną, żeby nie stosować rozpuszczalnika w ilości większej niż to jest niezbędne w celu zwilżenie jednej lub
obu powierzchni. Nadmiar rozpuszczalnika może spowodować powstawanie pęcherzy i zmniejszenie wytrzymałości złącza.
Polipropylen
Polipropylen jest tworzywem termoplastycznym o dużej odporności na uderzenia i małym ciężarze właściwym. Ma
wyjątkowo dobrą odporność na pękanie, dobra odporność chemiczną, bardzo dużą twardość powierzchniową. Dzięki tym
własnościom fizycznym oraz dzięki temu, że łatwo się go przetwarza i formuje można go kleić, zgrzewać, spawać, itd..
Przed klejeniem należy zmienić charakter powierzchni polipropylenu poprzez np. utlenianie go płomieniowo lub obrabianie
chemicznie. Do klejeni polipropylenu wykorzystuje się następujące kleje:
- epoksydowe
- poliamidowe
- nitrylowo-fenolowe
- poliurytanowe.
Poliamidy
Oznaczają się dużą wytrzymałością mechaniczną, odpornością na ścieranie, niskim współczynnikiem tarcia i dobrymi
własnościami elektrycznymi. Można je zgrzewać, spawać lub kleić, lecz adhezje do powierzchni poliamidów trudno byłoby
określić jako bardzo dobrą. Przed klejeniem należy części poliamidowe dokładnie wysuszyć, nawet z lekkim podgrzaniem.
W celu uzyskania lepszej adhezji zaleca się stosowanie podkładów nitrylowo-fenolowych, winylowo-fenolowych,
silanowych. Na powierzchnie metali nanosi się epoksydy a następnie przykleja się poliamid do epoksydu. Zaleca się
stosowanie klejów nitrylowo-fenolowych, poliuretanowych, modyfikowanych epoksydowych.
Polistyren
Termoplast ten produkuje się z węglowodorów uzyskiwanych ze smoły węglowej i gazu ziemnego. Jest on jednym z
najtańszych tworzyw sztucznych. Polistyren można kleić rozpuszczalnikami: toluenem, ksylenem, trójmetylobenzenem.
Można go też łatwo łączyć za pomocą wielu różnych klejów, oraz kleić kompozycjami opartymi na żywicach
epoksydowych, akrylowych i elastomerach. Piankowy polistyren klei się łatwo. Powierzchnie powinny być suche i czyste, a
klej powinien mieć lepkość od średniej do dużej i zawierać niewielką ilość rozpuszczalnika.
Polisulfon
Polisulfony odznaczają się przezroczystością, dużą wytrzymałością mechaniczną i wysoka odpornością termiczną. Dobre
wyniki uzyskuje się przy łączeniu polisulfonów klejami epoksydowymi i poliuretanowymi. Przygotowanie powierzchni
polega najczęściej na przemyciu alkoholem, lekkim opiaskowaniu lub na obu tych operacjach po kolei. W celu polepszenia
adhezji można stosować podkłady winylowe, poliuretanowe lub silanowe.
Aminoplasty
Amoinoplasty
(tworzywa
mocznikowe
i
melaminowe)
Są to twarde sztywne tworzywa termoutwardzalne o dużej odporności na ścieranie. Odznaczają się ponadto dobrą
odpornością na rozpuszczalniki i wodę, oraz na pełzanie. Klejenie dotyczy zazwyczaj kształtek prasowanych. Można je
łączyć klejami epoksydowymi, epoksydowo-fenolowymi, poliestrowymi i elastomerowymi. Powierzchnie przed klejeniem
należy przetrzeć detergentem z dodatkiem ścierniwa, stosowanym zazwyczaj w gospodarstwie domowym; Następnie
zmywa się je wodą, suszy, piaskuje, przemywa izopropanolem, znowu suszy, po czym nanosi się podkład lub od razu klei.
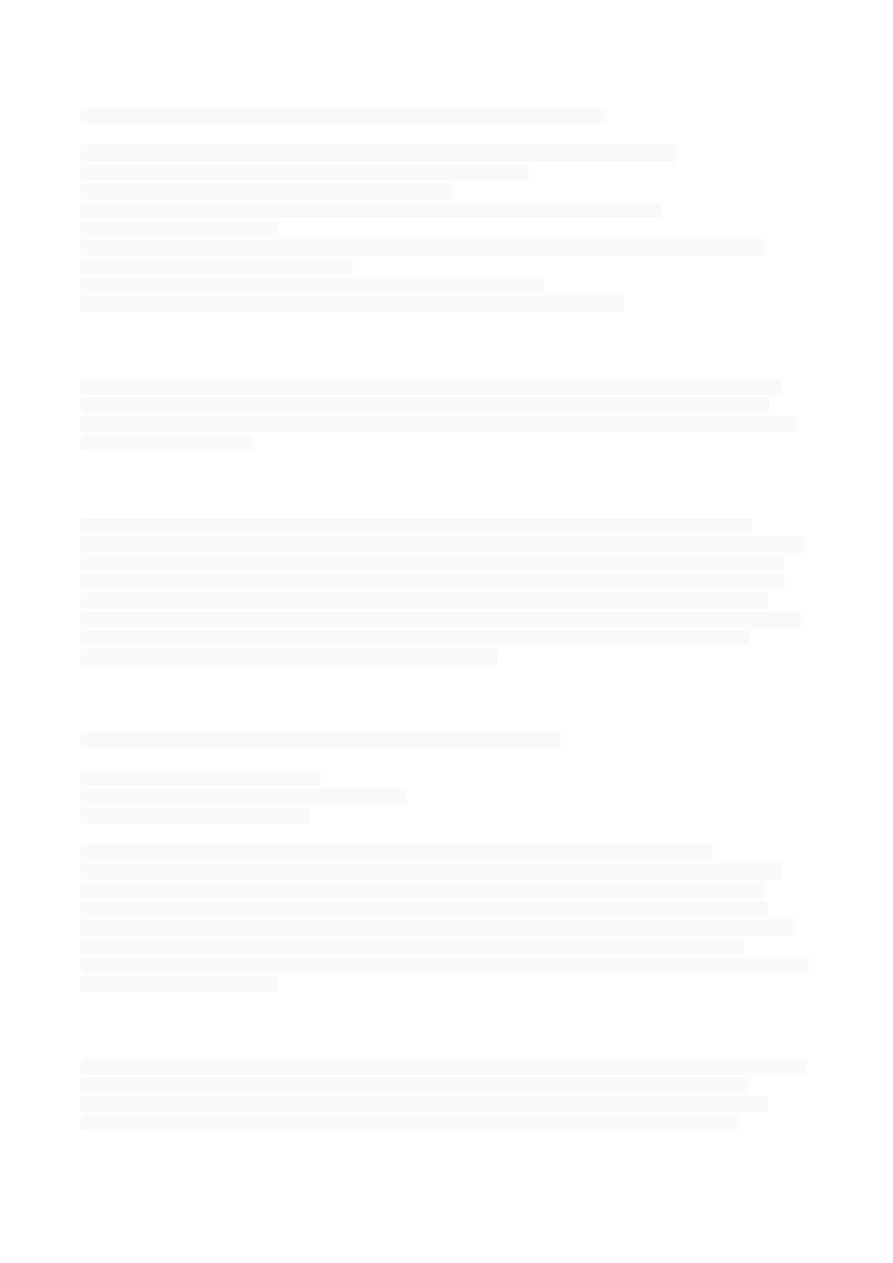
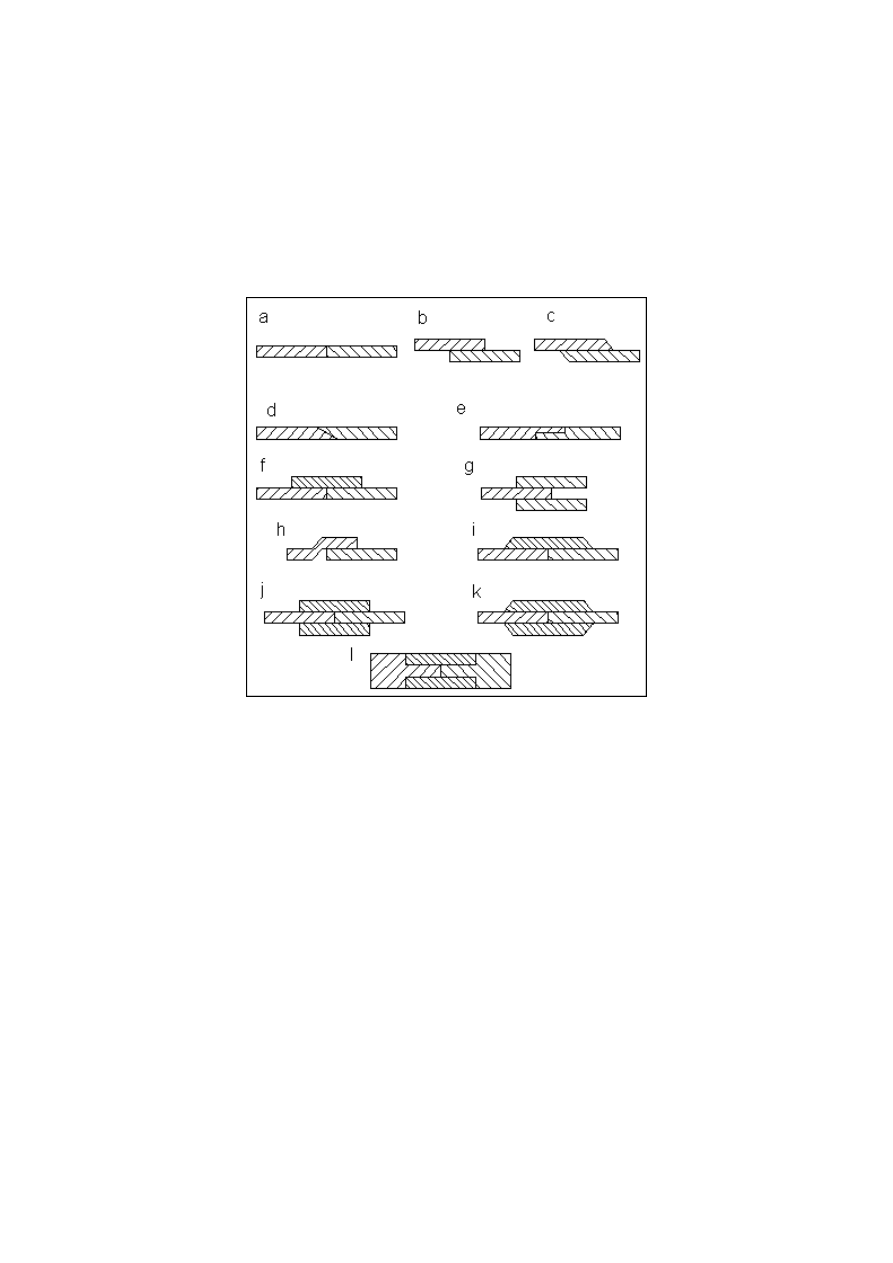
Połączenia klejowe blach: a) doczołowe, b) zakładkowe proste o elementach ściętych prosto, c) zakładkowe proste o elementach ściętych ukośnie,
d) zakładkowe skośne, e) f) zakładkowe odsadzane, g) przekładkowe, h) nakładkowe jednostronne o nakładce ściętej prosto, i) nakładkowe
jednostronne o nakładce ściętej ukośnie, j) nakładkowe dwustronne o nakładkach ściętych prosto, k) nakładkowe dwustronne o nakładkach
ściętych ukośnie, l)
Wyszukiwarka
Podobne podstrony:
metody Klejeni i lutowania( Tech wyt z mat), technik bhp, rózne materiły z bhp
polimery meissner klejenie
Klejenie
Klejenie ramek
Definicja klejenia Klejeniem nazywamy łączenie materiałów za pomocą kleju
Klejenie
Klejenie i oklejanie elementów z drewna i tworzyw drzewnych
Instrukcja klejenia tensometrów
24 Klejenie drewna i tworzyw dr Nieznany
PORÓWNANIE TECHNOLOGI ŁĄCZENIA MASZYN METODĄ KLEJENIA METODA
Klejenie i lutowanie, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła
Klejenie i kitowanie tworzyw sztucznych, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła
wieleba,przetwórstwo tworzyw sztucznych, KLEJENIE
Jeszcze nigdy klejenie styropianu nie było tak proste
instrukcja BHP natryskowe klejenie, BHP, Instrukcje BHP
klejenie lab.pwr
O sztuce klejenia
Klejenie zderzaka
Klejenie akwarium, AKWARYSTYKA
więcej podobnych podstron