Projekt Roboczy
2005.03.12
P o l s k i K o m i t e t
N o r m a l i z a c y j n y
P O L S K A N O R M A
ICS 25.160.10
prPN-EN 287-1
Wprowadza
EN 287-1:2004, IDT
Zastępuje
PN-EN 287-1 + A1:1998
Copyright by PKN, Warszawa...
nr ref. PN-EN 287-1
Wszelkie prawa autorskie zastrzeżone. Żadna część niniejszej normy nie może być zwielokrotniana
jakąkolwiek techniką bez pisemnej zgody Prezesa Polskiego Komitetu Normalizacyjnego
Egzamin kwalifikacyjny spawaczy
Spawanie
Część 1: Stale
Norma europejska EN 287-1:2004 ma status Polskiej Normy

2 (R) prPN-EN 287-1
Przedmowa krajowa
Niniejsza norma została opracowana przez KT nr 165 ds. Technologii Spawalniczych i zatwierdzona przez
Prezesa PKN ......... ........ ........... r.
Jest tłumaczeniem – bez jakichkolwiek zmian – angielskiej wersji normy europejskiej EN 287-1:2004.
W zakresie tekstu normy europejskiej wprowadzono odsyłacze krajowe oznaczone od
N1)
do
N4)
.
Norma zawiera krajowy załącznik informacyjny NA, którego treścią są odpowiedniki krajowe norm
powołanych oraz załącznik normatywny NB i informacyjny NC zawierający dodatkowe postanowienia
wynikające ze szczególnych warunków krajowych; stanowią one uzupełnienie postanowień EN 287-1:2004,
rozdz.10 i za
łącznika C.
Wprowadzona norma europejska jest zharmonizowana z dyrektywą Unii Europejskiej 97/23/UE Urządzenia
ciśnieniowe (PED), której odpowiednikiem krajowym jest rozporządzenie Ministra Gospodarki, Pracy i
Polityki Społecznej w sprawie zasadniczych wymagań dla urządzeń ciśnieniowych i zespołów urządzeń
ciśnieniowych (Dz. U. nr 99/2003, poz. 912).
Załącznik krajowy NA (informacyjny)
Odpowiedniki krajowe norm i dokumentów powołanych
UWAGA 1
– Znak (–) oznacza brak odpowiednika krajowego normy powołanej.
UWAGA 2
– Oryginał normy powołanej nie mającej odpowiednika krajowego jest dostępny w Ośrodku Informacji
Normalizacyjnej PKN.
Normy powołane w EN
EN 910:1996 -
EN 970:1997 -
EN 1320: 1996 -
EN 1435:1997 -
EN ISO 4063: 2000 -
EN ISO 5817:2003 -
EN ISO 6947:1997 -
Odpowiedniki krajowe
PN-EN 910:1999 Spawalnictwo
– Badania niszczące spawanych złączy
metali
– Próby zginania
PN-EN 970:1999: Spawalnictwo
– Badania nieniszczące złączy
spawanych
– badania wizualne
PN-EN 1320:1999 Spawalnictwo
– Badania niszczące spawanych złączy
metali
– Próba łamania
PN-EN
1435:2001 Badania nieniszczące złączy spawanych – Badania
radiograficzne złączy spawanych
PN-EN ISO 4063:2002 Spawanie i procesy pokrewne
– Nazwy i numery
procesów
-
PN-EN ISO 6947: 1999 Spawalnictwo
– Pozycje spawania – Określanie
kątów pochylenia i obrotu

(R) prPN-EN 287-1
3
CR ISO 15608: 2000 - PN-CR ISO 15208:2002(U) Spawanie
– Wytyczne systemu podziału
materiałów metalowych ma grupy
prEN ISO 15609-1:2000
1)
- -
EN ISO 15609-2:2001 -
ISO 857-1
PN-EN ISO 15609-
2:2002(U) Wymagania dotyczące technologii spawania
metali i jej uznawanie
– Instrukcja technologiczna spawania – Część 2:
Spawanie gazowe
- -
____________
1)
Powołany w oryginale projekt normy prEN ISO 15609-1:2000 został opublikowany jako norma EN ISO 15609-1:2004.

4
(R) prPN-EN 287-1
Załącznik krajowy NB (normatywny)
Szczególne warunki krajowe
NB.1. Zakres postanowień
W niniejszym załączniku rozszerzono postanowienia normy europejskiej dotyczące świadectwa egzaminu
spawacza: dopuszczono do stosowania dwujęzyczną wersję świadectwa egzaminu spawacza oraz
wprowadzono egzamin teoretyczny.
Załącznik stanowi rozszerzenie postanowień EN 287-1:2004 rozdział 10 w zakresie dopuszczalnych wersji
świadectwa egzaminu spawacza oraz rozdziału C.1 Załącznika C w zakresie egzaminu teoretycznego.
NB.2 Świadectwo egzaminu spawacza
Dopuszcza się wydanie dwujęzycznych wersji świadectwa egzaminu spawacza tj. wersji angielsko-polskiej,
francusko-polskiej i niemiecko-polskiej.
NB.3 Egzamin teoretyczny
Egzamin z wiedzy teoretycznej jest konieczny. W czasie egzaminu spawacz powinien wykazać się
odpowiednią wiedzą teoretyczną z zakresu metod spawania, materiałów i wymagań dotyczących
bezp
ieczeństwa, która będzie podstawą dla uzyskania uprawnień, informacje na ten temat wymaganej
wiedzy teoretycznej podano w załączniku C.

(R) prPN-EN 287-1
5
Załącznik krajowy NC (informacyjny)
Informacje dotyczące książki spawacza.
Książka spawacza jest dokumentem wydawanym po ukończeniu pierwszego szkolenia i zdaniu egzaminu
spawacza. Książka spawacza zawiera numer identyfikacyjny, datę jej wydania, nazwę instytucji wydającej,
dane osobowe (imię i nazwisko, datę urodzenia, miejsce urodzenia, wykształcenie i numer PESEL), miejsce
na potwierdzanie odbytych przez spawacza kursów i szkoleń oraz zdanych egzaminów, miejsce na
potwierdzenie nadania i cofnięcia znaku spawacza.
Książka spawacza uprawnia jej właściciela do spawania w zakresie uzyskanych uprawnień. Wpisane do
książki uprawnienia są ważne tylko ze świadectwem egzaminu spawacza.

NORMA EUROPEJSKA
EN 287-1
EUROPEAN STANDARD
NORME EUROP
ÉENNE
EUROPÄISCHE NORM
marzec 2004
ICS 25.160.10
Wersja polska
Egzamin kwalifikacyjny spawaczy -
Spawanie
–
Część 1: Stale
Qualification test of welders
–
Fusion welding- Part 1: Steels
Epreuve de qualification des soudeurs
–
Soudage par fusion - Partie 1 : Aciers
Prüfung von Schweißern –
Schmelzschweißen – Teil 1: Stahl
Niniejsza norma jest polską wersją normy europejskiej EN 287-1:2004. Została ona przetłumaczona przez Polski Komitet
Normalizacyjny i ma ten sam status co wersje oficjalne.
Niniejsza norma europejska została przyjęta przez CEN 2 stycznia 2004 r.
Zgodnie z Przepisami Wewnętrznymi CEN/CENELEC członkowie CEN są zobowiązani do nadania normie
europejskiej statusu normy krajowej bez wprowadzania jakichkolwiek zmian. Aktualne wykazy norm
krajowych, łącznie z ich danymi bibliograficznymi, można otrzymać w Centrum Zarządzania CEN lub w
krajowych j
ednostkach normalizacyjnych będących członkami CEN.
Norma europejska została opracowana w trzech oficjalnych wersjach językowych (angielskiej, francuskiej
i niemieckiej). Wersja w każdym innym języku, przetłumaczona na odpowiedzialność danego członka CEN
i notyfikowana w Centrum Zarządzania CEN, ma ten sam status co wersje oficjalne.
Członkami CEN są krajowe jednostki normalizacyjne następujących państw: Austrii, Belgii, Cypru, Danii,
Estonii, Finlandii, Francji, Grecji, Hiszpanii, Holandii, Irlandii,
Islandii, Litwy, Luksemburga, Łotwy, Malty,
Niemiec, Norwegii, Polski, Portugalii, Republiki Czeskiej, S
łowacji, Słowenii, Szwajcarii, Szwecji, Węgier,
Włoch i Zjednoczonego Królestwa.
CEN
Europejski Komitet Normalizacyjny
European Committee for Standardization
Comit
é Européen de Normalisation
Europ
äisches Komitee für Normung
Centrum Zarządzania:
rue de Stassart 36, B-1050 Brussels
______________________________________________________________________________
© 2004 CEN All rights of exploitation in any form and by any means reserved nr ref. EN 287-1:2004 E
worldwide for CEN national Members.


(R) EN 287-1:2004
2
Spis treści
Strona
Przedmowa ................................................................................................................................................
Wprowadzenie ...........................................................................................................................................
1 Zakres normy ....................................................................................................................................
2
Powołania normatywne ....................................................................................................................
3
Terminy i definicje ............................................................................................................................
4
Symbole i skróty................................................................................................................................
4.1
Postanowienia ogólne .........................................................................................................................
4.2
Numery procesów spawania................................................................................................................
4.3 Skróty ...................................................................................................................................................
5
Zmienne zasadnicze i zakres obowiązywania ............................................................................
5.1
Postanowienia ogólne .........................................................................................................................
5.2 Procesy spawania ...............................................................................................................................
5.3 Rodzaj wyrobu ....................................................................................................................................
5.4 Rodzaj spoiny ....................................................................................................................................
5.5 Grupy materia
łowe .............................................................................................................................
5.6 Materia
ły dodatkowe do spawania .....................................................................................................
5.7 Wymiary ............................................................................................................................................
5.8 Pozycje spawania ..............................................................................................................................
5.9 Szczeg
óły dotyczące spoiny ................................................................................................................
6
Egzaminowanie i badanie ...............................................................................................................
6.1 Nadzór ..............................................................................................................................................
6.2 Kszta
łty, wymiary i liczba złączy egzaminacyjnych ...........................................................................
6.3 Warunki spawania ............................................................................................................................
6.4
Metody badań ...................................................................................................................................
6.5 Z
łącze egzaminacyjne i próbka do badań..........................................................................................
6.6
Protokół badań .................................................................................................................................
7 Wymagania akceptacji z
łączy egzaminacyjnych ..........................................................................
8 Egzamin poprawkowy .....................................................................................................................
9 Okres ważności .............................................................................................................................
9.1 Pierwszy egzamin .............................................................................................................................
9.2 Potwierdzenie ważności ...................................................................................................................
9.3 Przed
łużenie uprawnień ..................................................................................................................
10
Świadectwo egzaminu spawacza ................................................................................................
11 Oznaczenie ....................................................................................................................................
Załącznik A (informacyjny) Świadectwo egzaminu spawacza ............................................................
Za
łącznik B (informacyjny) Przykłady oznaczeń ...................................................................................
Za
łącznik C (informacyjny) Wiedza teoretyczna ...................................................................................
Za
łącznik D (informacyjny) Zmienne, które dla przedłużenia powinny być potwierdzone
i uwzględnione .......................................................................................................................................
Załącznik ZA (informacyjny) Rozdziały niniejszej normy europejskiej dotyczące zasadniczych
wymagań lub innych postanowień dyrektyw UE ....................................................................................
Bibliografia .................................................................................................................................................

(R) EN 287-1:2004
3
Przedmowa
Niniejszy dokument (EN 287-1:2004
) został opracowany przez Komitet Techniczny CEN/TC 121 „Spawanie”
N1)
, którego sekretariat jest prowadzony przez DIN.
Niniejsza norma europejska powinna uzyskać status normy krajowej, przez opublikowanie identycznego
tekstu lub uznanie, najpóźniej do września 2004 r., a normy krajowe sprzeczne z daną normą powinny być
wycofane najpóźniej do września 2004 r.
Niniejszy dokument został opracowany na podstawie mandatu, udzielonego CEN przez Komisję Europejską
i Europejskie Stowarzyszenie Wolnego Handlu, i wspiera zasadnicze wymagania dyrektywy (-yw) UE.
W załączniku informacyjnym ZA, który stanowi integralną część niniejszego dokumentu, podano informacje
dotyczące powiązania niniejszej normy z dyrektywą (-ami) UE.
Niniejszy dokument zastępuje EN 287-1:1992.
EN 287 zawiera nast
ępujące części pod ogólnym tytułem Egzamin kwalifikacyjny spawaczy – Spawanie:
-
Cz
ęść 1: Stale
-
Cz
ęść 2: Aluminium i stopy aluminium.
Za
łącznik A, B, C i D są informacyjne.
Niniejszy dokument zawiera Bibliografi
ę
Zgodnie z Przepisami Wew
nętrznymi CEN/CENELEC do wprowadzenia niniejszej normy europejskiej są
zobowiązane krajowe jednostki normalizacyjne następujących państw: Austrii, Belgii, Cypru, Danii, Estonii,
Finlandii, Francji, Grecji, Hiszpanii, Holandii, Irlandii, Islandii, Litwy, Lu
ksemburga, Łotwy, Malty, Niemiec,
Norwegii, Polski, Portugalii, Republiki Czeskiej, S
łowacji, Słowenii, Szwajcarii, Szwecji, Węgier, Włoch i
Zjednoczonego Królestwa.
____________
N1)
Odsyłacz krajowy: Odpowiednia nazwa w języku angielskim – ”Welding”.

(R) EN 287-1:2004
4
Wprowadzenie
Umiej
ętność spawacza do postępowania zgodnie z ustną lub pisemną instrukcją oraz potwierdzenie jego
umiej
ętności stanowią ważne czynniki zapewniające jakość spawanego wyrobu.
Sposób sprawdzania umiejętności spawacza według niniejszej normy, w którym zachowuje się jednorodne
zaleceni
a i stosowane są znormalizowane złącza egzaminacyjne, jest zależny od techniki spawania.
Zasadą niniejszej normy jest, że egzamin spawacza uprawnia go nie tylko dla warunków zastosowanych
podczas egzaminu, lecz również dla wszystkich innych złączy, które są łatwiejsze do spawania zakładając,
że spawacz przeszedł odpowiednie szkolenie i/lub posiada przemysłową praktykę w zakresie swoich
uprawnień.
Egzamin może być wykorzystany do kwalifikowania technologii spawania i do uprawniania spawacza przy
założeniu, że wszystkie odpowiednie wymagania, np. wymiary złącza egzaminacyjnego, są zachowane.
Uprawnienia zgodne z EN 287-
1, istniejące do czasu ustanowienia niniejszej normy, po upływie okresu
ważności zaleca się dostosować do wymagań niniejszej normy.

(R) EN 287-1:2004
5
1 Zakres normy
Niniejsza norma definiuje egzamin spawacza do spawania stali.
Podaje ona szereg technicznych zasad dla systematycznych egzaminów spawaczy i umożliwia jednolite ich
akceptowanie niezależnie od rodzaju wyrobu, miejsca oraz egzaminatora/jednostki egzaminującej.
Podczas egzaminowania spawaczy punkt ciężkości położony jest na umiejętności spawaczy ręcznego
prowadzenia elektrody/uchwytu elektrody/palnika, celem uzyskania spoiny o akceptowalnej jakości.
Procesy spawalnicze przywo
łane w niniejszej normie obejmują tylko te, które są uznawane za spawanie
r
ęczne lub częściowo zmechanizowane. Nie obejmują w pełni zmechanizowanych i automatycznych
procesów spawania (patrz EN 1418).
2 Powołania normatywne
N2)
Do niniejszej normy wp
rowadzono, drogą datowanego lub niedatowanego powołania, postanowienia
zawarte w innych publikacjach. Te powołania normatywne znajdują się w odpowiednich miejscach w
tekście normy, a wykaz publikacji podano poniżej. W przypadku powołań datowanych późniejsze zmiany lub
nowelizacje którejkolwiek z wymienionych publikacji mają zastosowanie do niniejszej normy europejskiej
tylko wówczas, gdy zostaną wprowadzone do tej normy przez jej zmianę lub nowelizację. W przypadku
powołań niedatowanych stosuje się ostatnie wydanie powołanej publikacji (łącznie ze zmianami).
EN 910
Destructive tests on welds in metallic materials
– Bend tests.
EN 970
Non-destructive examination of fusion welds
– Visual examination.
EN 1320
Destructive tests on welds in metallic materials
– Fracture test.
EN 1435
Non-destructive examination of welds
– Radiographic examination of welded joints.
EN ISO 4063
Welding and allied processes
– Nomenclature of processes and reference numbers
(ISO 4063:1998).
EN ISO 5817
Welding
– Fusion-welded joinst in steel, nickel, titanium and their alloys (beam
welding excluded)
– Quality levels for imperfections (ISO 5817:2003).
EN ISO 6947
Welds
– Working positions – Definitions of angles of slope and rotation
(ISO 697:1993).
EN ISO 15607:2003
Specification and qualification of welding procedures for metallic materials
– General
rules (ISO 15607:2003).
CR ISO 15608 Welding
– Guidelines for a metallic material grouping system (ISO/TR 15608:2000).
prEN ISO15609-1:2000 Specification and approval of welding procedures for metallic materials
– Welding
procedure specification
– Part 1: Arc welding (ISO/DIS 15609-1:2000).
EN ISO 15609-2:2001 Specification and approval of welding procedures for metallic materials
– Welding
procedure specification
– Part 2: Gas welding (ISO 15609-2:2001).
ISO 857-1
Welding and allied processes
– Vocabulary – Part 1: metal welding processes.
N2)
Odsyłacz krajowy: Patrz załącznik krajowy NA.

(R) EN 287-1:2004
6
3 Terminy i definicje
Dla stosowania niniejszej normy
europejskiej obowiązują terminy i definicje podane w EN ISO 15607:2003
oraz nast
ępujące:
3.1
spawacz
osoba, która trzyma w ręku uchwyt elektrody, palnik spawalniczy lub palnik gazowy i ręcznie go prowadzi.
3.2
egzaminator
osoba, która została mianowana do sprawdzenia zgodności ze stosowaną normą.
UWAGA
W określonych przypadkach zastosowania może być wymagany niezależny egzaminator.
3.3
jednostka egzaminująca
organizacja, która została mianowana do sprawdzenia zgodności ze stosowaną normą.
UWAGA
W
określonych przypadkach zastosowania może być wymagana niezależna jednostka egzaminująca.
3.4
podkładka
materia
ł umieszczony na dolnej powierzchni przygotowanego złącza dla podtrzymania stopionego stopiwa.
3.5
ścieg graniowy
ścieg(i), który (e) przy wielościegowym spawaniu układany(e) jest(są) jako pierwszy ścieg w grani.
3.6
ścieg wypełniający
ścieg(i), który(e) przy wielościegowym spawaniu układany(e) jest(są) po wykonaniu ściegu(ów)
graniowego(ych) i przed wykonaniem ściegu(ów) licowego(ych).
3.7
ścieg licowy
ścieg(i), który(e) przy wielościegowym spawaniu widoczny(e) jest(są) na powierzchni spoiny po zakończeniu
spawania.
3.8
grubość spoiny
grubość spoiny bez nadlewu.
4 Symbole i skróty
4.1 Postanowienia ogólne
Jeśli nie są stosowane pełne oznaczenia, powinny być stosowane następujące skróty i numery aby w pełni
opisa
ć Świadectwo Egzaminu Spawacza (patrz Załącznik A)
4.2 Numery procesów spawania
Niniejsza norma dotyczy nast
ępujących ręcznych lub częściowo zmechanizowanych procesów spawania
(numery procesów spawania dla ich symbolicznego przedstawienia podaje EN ISO 4063):
111
spawanie
łukowe elektrodą otuloną;
114
spawanie
łukowe samoosłonowym drutem proszkowym;
121
spawanie
łukiem krytym jednym drutem elektrodowym;

(R) EN 287-1:2004
7
125
spawanie
łukiem krytym drutem proszkowym;
131
spawanie elektrodą metalową w osłonie gazów obojętnych (spawanie metodą MIG);
135
spawanie elektrodą metalową w osłonie gazów aktywnych (spawanie metodą MAG);
136
spawanie
łukowe w osłonie gazu aktywnego drutem proszkowym;
141
spawanie elektrodą wolframową w osłonie gazów obojętnych (spawanie metodą TIG);
15
spawanie plazmowe;
311
spawanie acetylenowo-tlenowe.
UWAGA
Zasady niniejszej normy mogą być wykorzystane dla innych procesów spawania.
4.3 Skróty
4.3.1 Dla z
łącza egzaminacyjnego
a
nominalna grubość spoiny pachwinowej
BW
spoina czo
łowa
D
średnica zewnętrzna rury
FW
spoina pachwinowa
l
1
d
ługość złącza egzaminacyjnego
l
2
pół szerokości złącza egzaminacyjnego
l
t
d
ługość badana
P
blacha
R
eH
granica plastyczności
s
1
grubość spoiny dla procesu spawania 1
s
2
grubość spoiny dla procesu spawania 2
t
grubość materiału złącza egzaminacyjnego (grubość blachy lub grubość ścianki rury)
t
1
grubość materiału złącza egzaminacyjnego dla procesu spawania 1
t
2
grubość materiału złącza egzaminacyjnego dla procesu spawania 2
T
rura
1)
z
d
ługość przyprostokątnej spoiny pachwinowej
4.3 2 Dla materia
łów dodatkowych
nm
bez materia
łu dodatkowego
A
otulina kwaśna
B
otulina zasadowa lub drut proszkowy z rdzeniem zasadowym
C
otulina celulozowa
M
drut proszkowy z rdzeniem metalowym
P
drut proszkowy z rdzeniem rutylowym, żużel szybko krzepnący
R
otulina rutylowa lub drut proszkowy z rdzeniem rytylowym
– żużel wolno krzepnący
RA
otulina rutylowo-
kwaśna
________________________
1) Termin „rura” pojedynczo lub w kombinacji oznacza „rurę” lub „element wydrążony”.

(R) EN 287-1:2004
8
RB
otulina rutylowo-zasadowa
RC
otulina rutylowo-celulozowa
RR
otulina gruba, rutylowa
S
drut lity / pr
ęt
V
drut proszkowy z rdzeniem rutylowym lub zasadowym / fluorkowym
W
drut pr
oszkowy z rdzeniem zasadowym / fluorkowym, żużel wolno krzepnący
Y
drut proszkowy z rdzeniem zasadowym / fluorkowym, żużel szybko krzepnący
Z
innego rodzaju druty proszkowe
4.3.3 Dla innych szczegółów dotyczących spoiny
bs
spawanie dwustronne
lw
spawanie w lewo
mb
spawanie na podk
ładce
ml
spawanie wielościegowe
nb
spawanie bez podk
ładki
rw
spawanie w prawo
sl
spawanie jednościegowe
ss
spawanie jednostronne
4.3.4 Dla prób zginania
A
minimalne wyd
łużenie wymagane specyfikacją materiałową
D
średnica trzpienia gnącego lub wewnętrznej rolki
t
s
grubość próbki do badań na zginanie
5
Zmienne zasadnicze i zakres obowiązywania
5.1
Postanowienia ogólne
Uprawnianie spawacza bazuje na ważniejszych zmiennych zasadniczych. Dla każdej zmiennej zasadniczej
zdefini
owano zakres obowiązywania. Wszystkie złącza egzaminacyjne powinny być tak spawane żeby
stosowane by
ły wszystkie ważniejsze zmienne zasadnicze niezależnie od siebie, za wyjątkiem 5.7 i 5.8. Jeśli
spawacz powinien spawa
ć poza zakresem obowiązywania, wymagany jest nowy egzamin. Ważniejsze
zmienne zasadnicze to:
-
proces spawania,
-
rodzaj wyrobu (blacha lub rura),
-
rodzaj spoiny (czo
łowa lub pachwinowa),
-
grupa materia
łowa,
-
materia
ł dodatkowy,
-
wymiar (grubość materiału lub zewnętrzna średnica rury),

(R) EN 287-1:2004
9
-
pozycja spawania,
-
szczegóły dotyczące spoiny (podkładka, spawanie jednostronne, spawanie dwustronne, spawanie
jednościegowe, spawanie wielościegowe, spawanie w lewo, spawanie w prawo).
5.2 Procesy spawania
Procesy spawania zdefiniowano w ISO 857-1 i wymieniono w 4.2.
Zwykle każdy egzamin uprawnia tylko jeden proces spawania. Zmiana procesu spawania wymaga nowego
egzaminu. Wyjątek stanowi zmiana drutu litego S (proces spawania 135) na drut proszkowy z rdzeniem
metalowym M (proces spawania 136) lub odwrotnie, która nie wymaga nowego egzaminu. Dopuszcza się
uprawnianie spawacza dla dwu lub wi
ęcej procesów spawania przez wykonanie jednego złącza
egzaminacyjnego (z
łącze wykonane przy pomocy wielu procesów spawania) lub przez dwa lub więcej
oddzielnych egzaminów. Zakres obowiązywania dla każdego stosowanego procesu spawania oraz dla
kombinacji kilku procesów spawania stosowanych do wykonania spoin czołowych podaje tablica 1 (patrz
również tablica 4).
(R) EN 287-1:2004
10
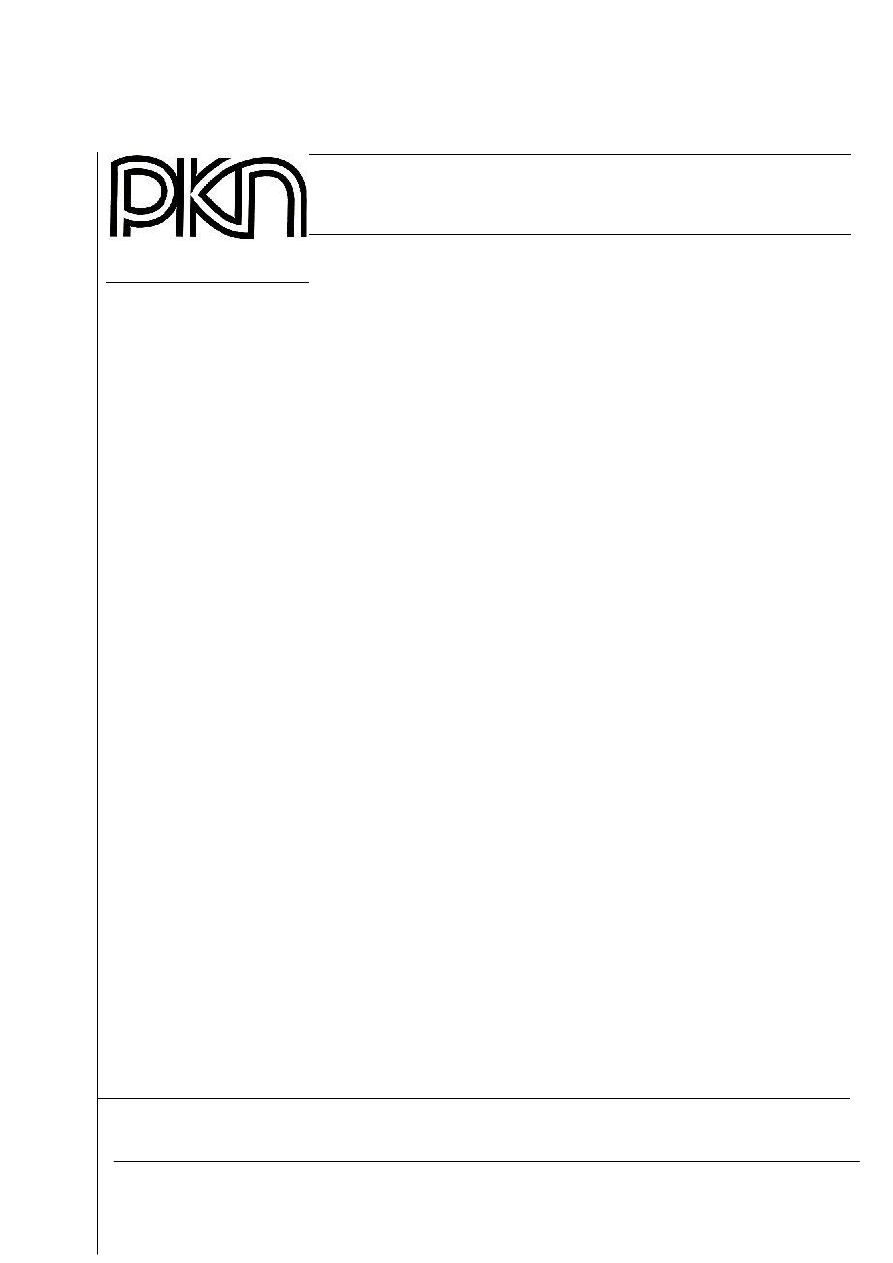
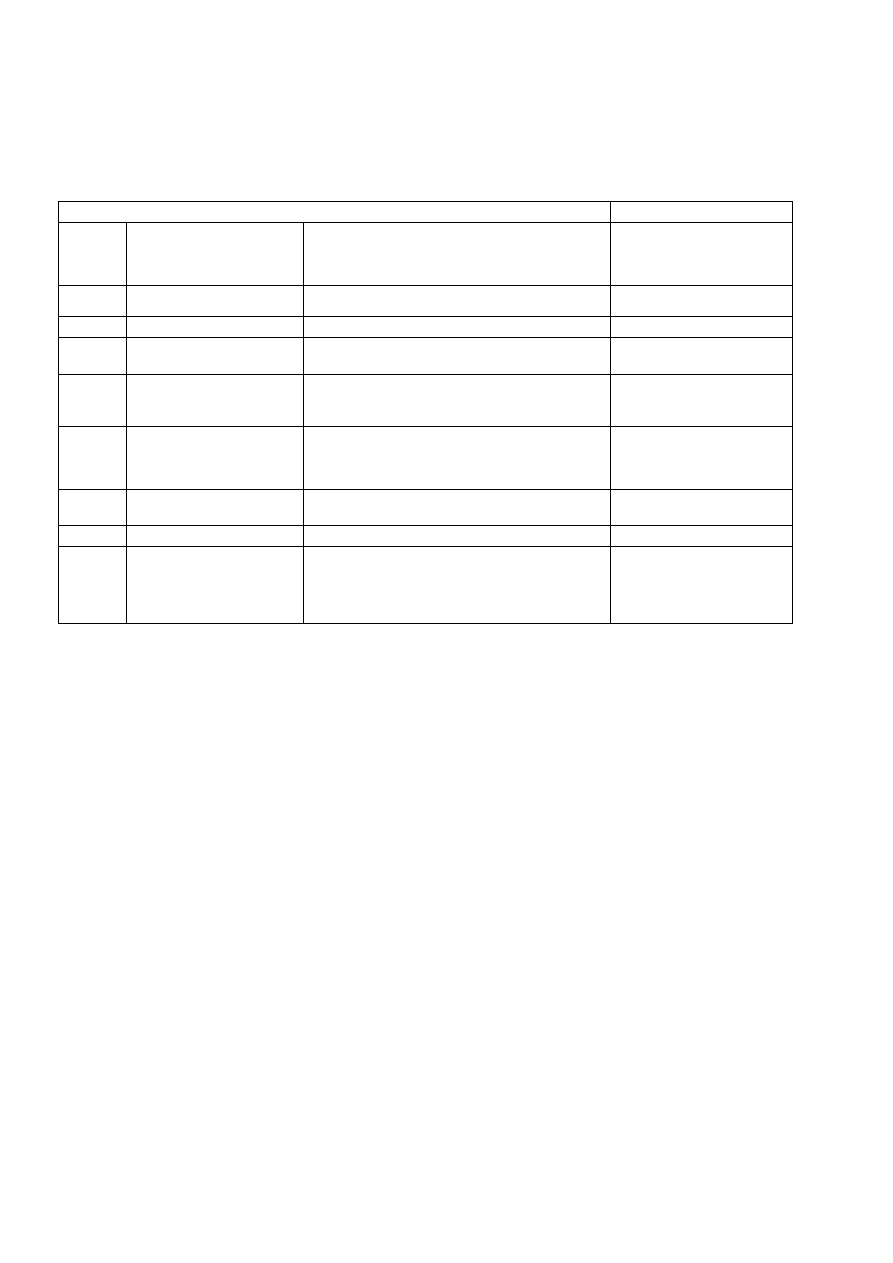
Tablica 1
– Zakres obowiązywania dla złączy ze spoinami czołowymi wykonanymi jednym lub
kombinacją kilku procesów spawania
Proces spawania stosowany dla z
łącza egzaminacyjnego
Zakres obowiązywania dla grubości
Z
łącze wykonane jednym
procesem
Z
łącze wykonane
wieloma procesami
Opis
1 proces spawania 1 (nb)
2 proces spawania 2 (mb)
wed
ług tablicy 4
dla procesu spawania 1:
t = s
1
dla procesu spawania 2:
t = s
2
wed
ług tablicy 4
z t = s
1
+ s
2
Opis
2
proces spawania 2
3
spawanie na podk
ładce (mb)
4
spawanie bez podk
ładki (nb)
wed
ług tablicy 4
dla procesu spawania 1:
t = t
1
dla procesu spawania 2:
t = t
2
wed
ług tablicy 4
t = t
1
+ t
2
proces spawania 1
stosowany tylko do
spawania w obszarze grani
Opis
1 proces spawania 1
5.3 Rodzaj wyrobu
Egzamin należy przeprowadzić na blasze lub rurze. Należy stosować następujące kryteria:
a) spoiny na rurach o zewn
ętrznej średnicy D > 25 mm obejmują spoiny na blachach;
b)
spoiny na blachach obejmują spoiny na rurach:
-
dla rur o zewn
ętrznej średnicy D
150 mm, dla pozycji spawania PA, PB i PC;
-
dla rur o zewn
ętrznej średnicy D
500 mm, dla wszystkich pozycji spawania.
5.4 Rodzaj spoiny
Egzamin należy przeprowadzić dla spoiny czołowej lub spoiny pachwinowej. Należy stosować następujące
kryteria:

(R) EN 287-1:2004
11
a) spoiny czo
łowe obejmują spoiny czołowe każdego rodzaju, za wyjątkiem spoin rozgałęzień rurowych
(patrz również 5.4 c);
b)
w przypadku kiedy w produkcji przeważają spoiny pachwinowe, spawacz powinien być
egzaminowany na z
łączach ze spoinami pachwinowymi; w przypadku kiedy w produkcji przeważają
spoiny czo
łowe, spoiny czołowe uprawniają do wykonywania spoin pachwinowych;
c)
spoiny czołowe na rurach bez podkładki obejmują rozgałęzienia rurowe o kącie odchylenia
60
o
w
tym samym zakresie obowiązywania podanym w tablicach 1 do 8. Dla rozgałęzień rurowych zakres
obowiązywania bazuje na średnicy zewnętrznej odgałęzionej rury;
d)
dla przypadków stosowania, kiedy rodzaj spoiny może być objęty uprawnieniem albo na podstawie
spoiny czo
łowej albo na podstawie spoiny pachwinowej, należy zastosować specjalne złącze
egzaminacyjne aby uprawni
ć spawacza, np. odgałęzienie rurowe.
5.5 Grupy materia
łowe
5.5.1 Grupy materia
łu podstawowego dla stali
W celu zmniejszenia liczby egzaminów materiały o podobnej charakterystyce spawalniczej zostały
pogrupowane zgodnie z CR ISO 15608.
5.5.2 Zakres uprawnień
Spawanie jednego metalu z grupy materia
łowej uprawnia spawacza do spawania wszystkich innych metali z
tej samej grupy jak również innych grup materiałowych zgodnie z tablicą 2.
Jeśli spawany materiał podstawowy znajduje się poza systemem grupowania, wymagany jest oddzielny
egzamin.
Uprawnianie dla z
łączy różnoimiennych: jeśli stosowany jest materiał dodatkowy do spawania grupy 8 lub 10
(patrz tablica 2), uprawnienie obejmuje wszystkie kombinacje grupy materia
łowej 8 lub 10 z innymi grupami
materia
łowymi.
Egzamin przeprowadzony dla grup materia
łowych na materiałach walcowanych, obejmuje również materiały
odlewane oraz po
łączenia mieszane materiałów walcowanych i odlewanych tej samej grupy.
(R) EN 287-1:2004
12
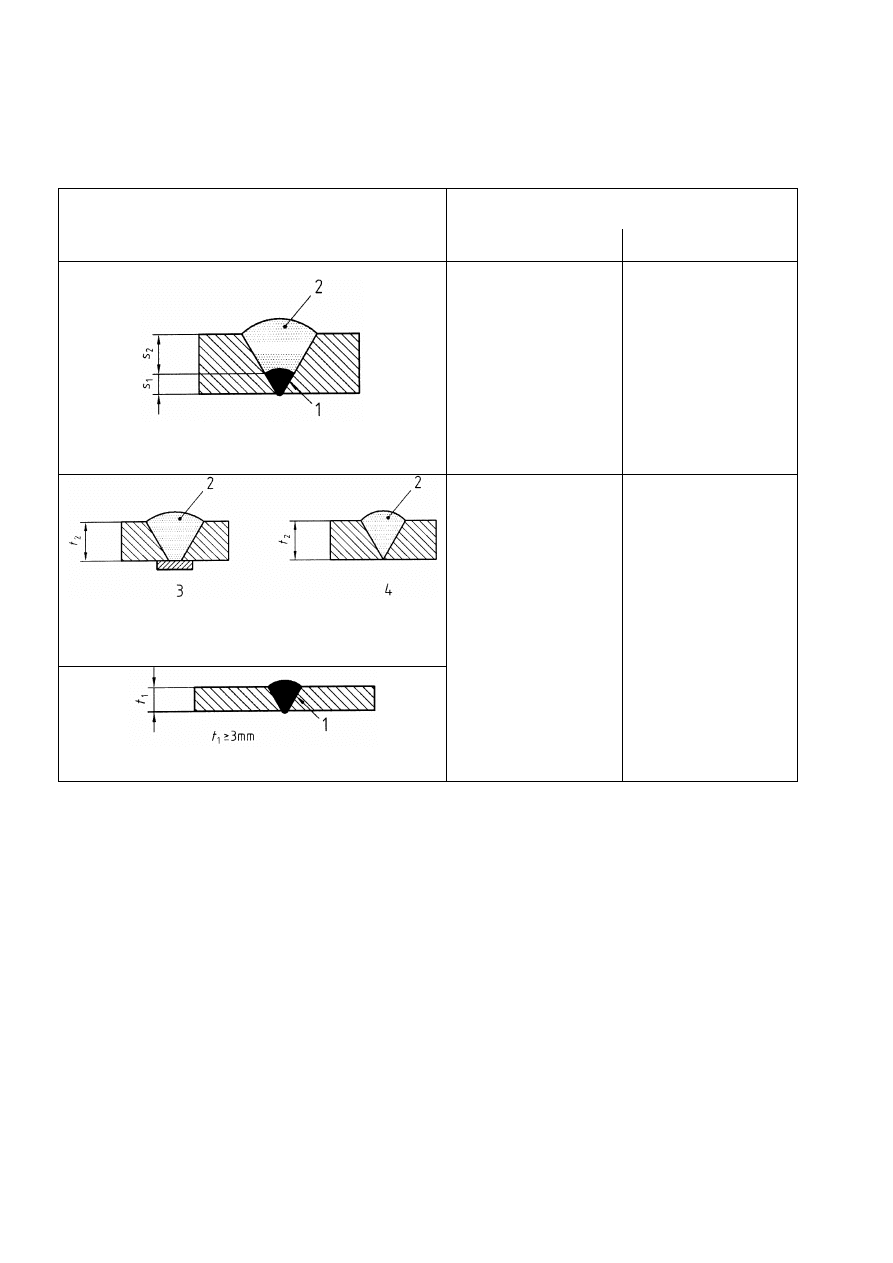
Tablica 2
– Zakres uprawnień dla materiału podstawowego
Grupa
materia
łowa
a
z
łącza
egzaminacyjnego
Zakres uprawnień
1.1
1.2
1.4
1.3
2
3
4
5
6
7
8
9
10
11
9.1
9.2 + 9.3
1.1, 1.2, 1.4
X
-
-
-
-
-
-
-
-
-
-
-
-
1.3
X
X
X
X
-
-
-
-
-
X
-
-
X
2
X
X
X
X
-
-
-
-
-
X
-
-
X
3
X
X
X
X
-
-
-
-
-
X
-
-
X
4
X
X
X
X
X
X
X
X
-
X
-
-
X
5
X
X
X
X
X
X
X
X
-
X
-
-
X
6
X
X
X
X
X
X
X
X
-
X
-
-
X
7
X
X
X
X
X
X
X
X
-
X
-
-
X
8
-
-
-
-
-
-
-
-
X
-
X
X
-
9
9.1
X
X
X
X
-
-
-
-
-
X
-
-
X
9.2 + 9.3
X
-
-
-
-
-
-
-
-
-
X
-
-
10
-
-
-
-
-
-
-
-
X
-
X
X
-
11
X
X
-
-
-
-
-
-
-
-
-
-
X
a
grupa materia
łowa według CR ISO 15608.
Opis
X wskazuje grupy materia
łowe do spawania których spawacz jest uprawniony.
-
wskazuje grupy materiałowe do spawania których spawacz nie jest uprawniony
5.6 Materia
ły dodatkowe do spawania
Egzaminowanie z użyciem materiału dodatkowego, np. dla procesu spawania 141, 15 i 311, uprawnia do
spawania bez materia
łu dodatkowego, lecz nie odwrotnie.
Zakres uprawnień dla materiałów dodatkowych do spawania podaje tablica 3.
(R) EN 287-1:2004
13
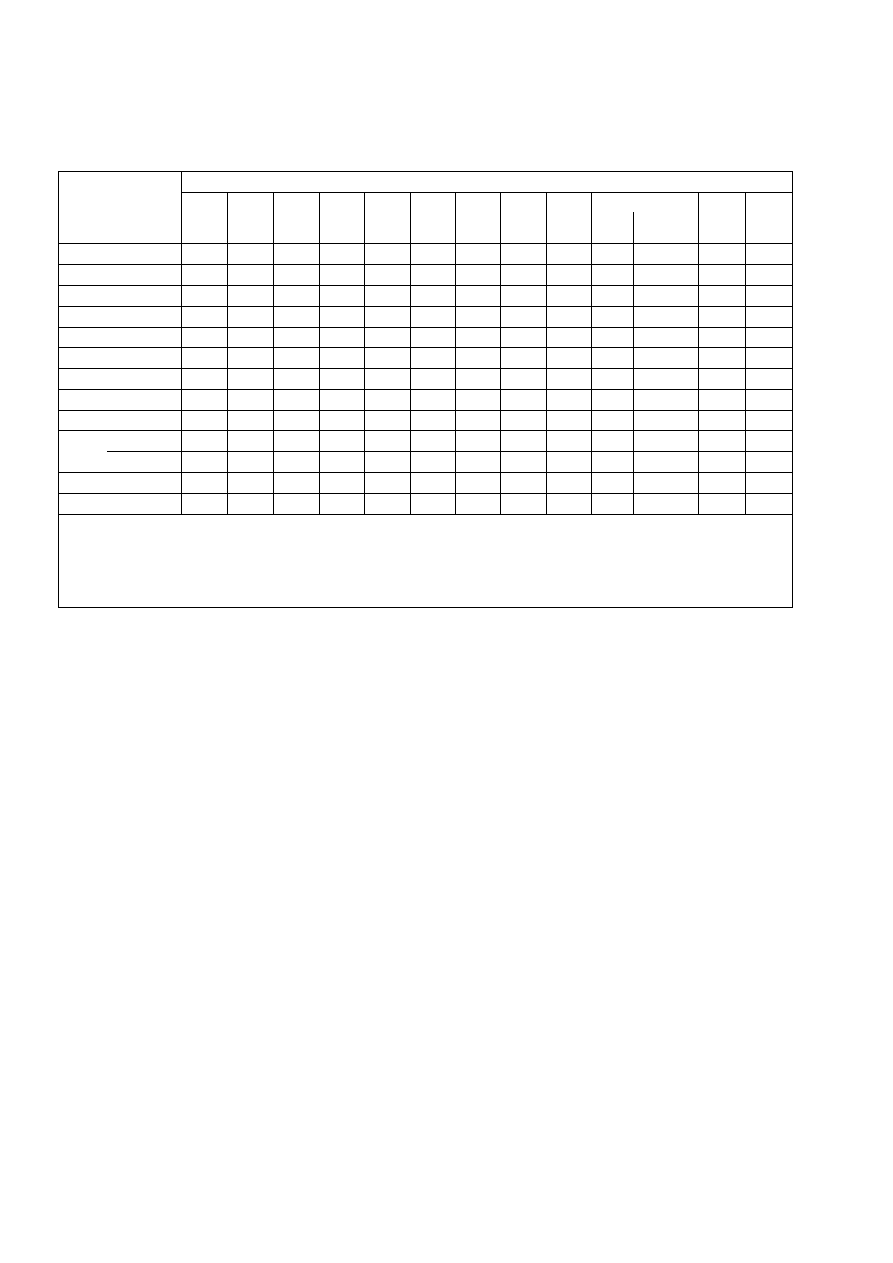
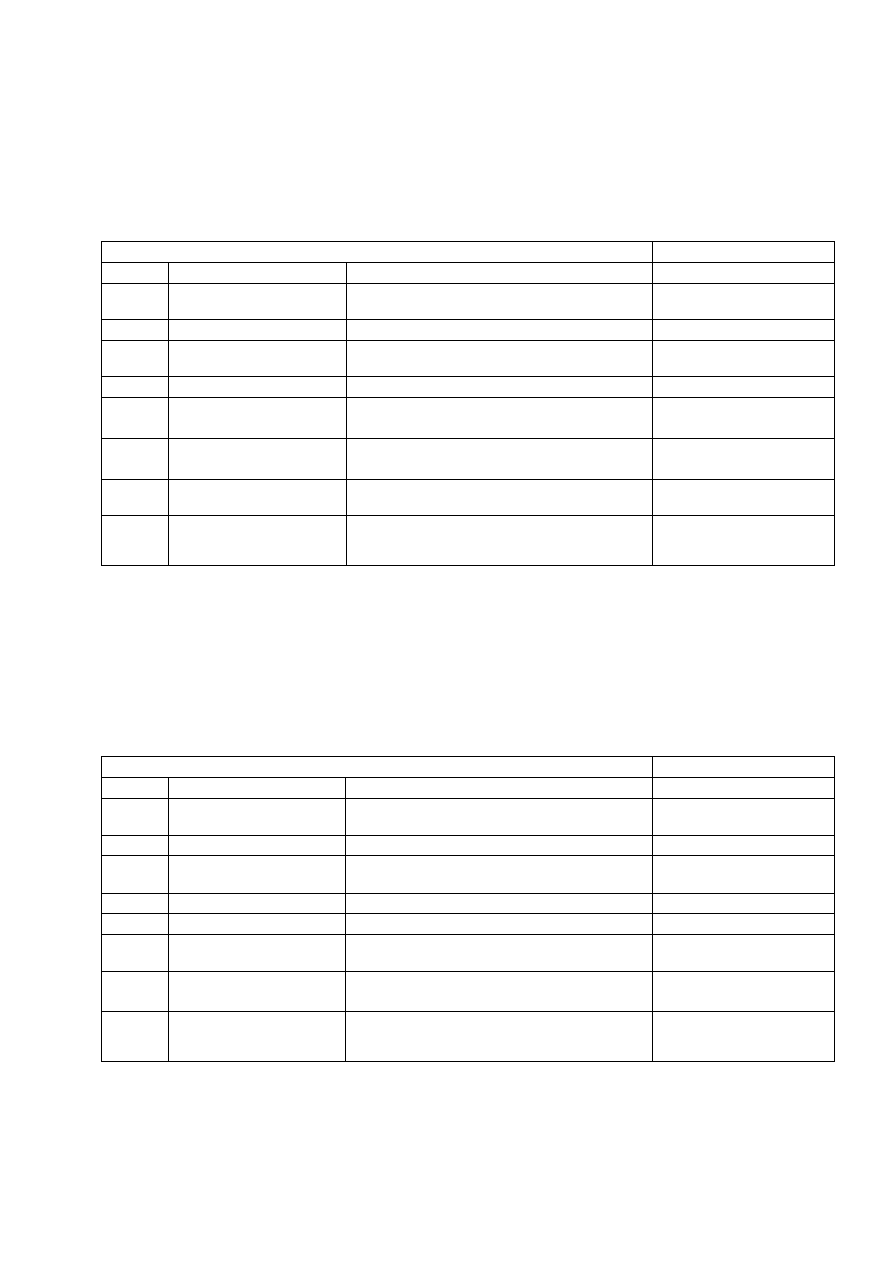
Tablica 3 -
Zakres uprawnień dla materiałów dodatkowych do spawania
a
Proces spawania
Materiały
dodatkowe użyte w
trakcie egzaminu
b
Zakres uprawnień
A, RA, RB, RC, RR, R
B
C
111
A, RA, RB, RC, RR,
R
X
-
-
B
X
X
-
C
-
-
X
-
-
drut lity (S)
drut proszkowy
(M)
drut proszkowy
(B)
drut proszkowy
–
(R, P, V, W, Y, Z)
131
135
136
141
drut lity (S)
X
X
-
-
drut proszkowy (M)
X
X
-
-
136
drut proszkowy (B)
-
-
X
X
114
136
drut proszkowy
–
(R, P, V, W, Y, Z)
-
-
-
X
a
skróty patrz 4.3.2.
b Rodzaj materia
łów dodatkowych do spawania, które stosowane są do wykonania warstwy graniowej bez podkładki
(ss, nb) podczas egzaminu spawacza jest rodzajem materia
łów dodatkowych do spawania, zakwalifikowanym do
spawania warstw graniowych w produkcji.
Opis
X wskazuje materia
ły dodatkowe do spawania, do których spawacz jest uprawniony.
-
wskazuje materia
ły dodatkowe do spawania, do których spawacz nie jest uprawniony.
5.7 Wymiary
Egzamin na spoinach czo
łowych bazuje na grubości materiału i na zewnętrznej średnicy rur. Zakres
uprawnień podano w tablicach 4 i 5.
UWAGA Nie wymaga si
ę, żeby grubości materiałów lub średnice zewnętrzne rur były precyzyjnie określone; raczej
należy uwzględnić ogólną filozofię, która stoi za wartościami podanymi w tablicach 4 i 5.
Dla spoin pachwinowych z
akres uprawnień dla grubości materiału jest podany w tablicy 6.
W przypadku spawania rozga
łęzień rurowych należy uwzględniać kryteria dla grubości materiału podane w
tablicy 4 i kryteria do zewn
ętrznej średnicy rur podane w tablicy 5 w sposób następujący:
-
nasadzone: obowiązują grubości materiału i średnica zewnętrza odchodzącej rury;
-
wpuszczone lub przelotowe: grubość materiału głównej rury lub płaszcza zbiornika jak również
średnica zewnętrzna odchodzącej rury.
Dla z
łączy egzaminacyjnych o zróżnicowanych średnicach zewnętrznych rur i grubościach materiału,
spawacz jest uprawniony do:
1)
najmniejszej i najwi
ększej grubości materiału według tablicy 4;
2)
najmniejszej i najwi
ększej średnicy zewnętrznej rury według tablicy 5.
(R) EN 287-1:2004
14
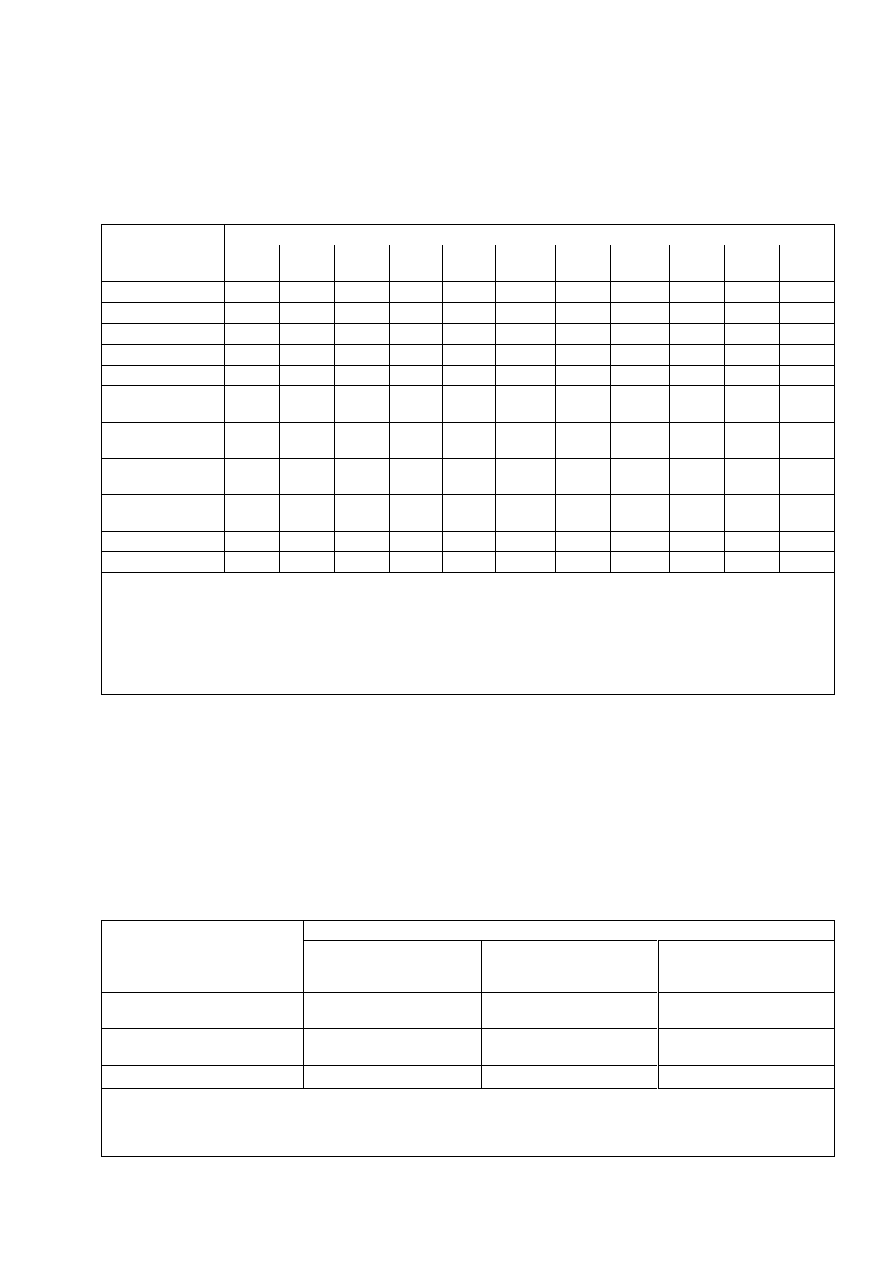
Tablica 4
– Zakres uprawnień wynikający z grubości materiału i grubości spoin (spawanie wieloma
procesami) z
łącza egzaminacyjnego dla spoin czołowych
Wymiary w mm
Grubość
a
t
Zakres up
rawnień
t < 3
t do 2 x t
b
3
t
12
3 do 2 x t
c
t > 12
5
a
dla spawania wieloma procesami, s
1
i s
2
wed
ług tablicy 1.
b
dla spawania acetylenowego-tlenowego (311): t do 1,5 x t
c
dla spawania acetylenowego-tlenowego (311): 3 mm do 1,5 x t
Tablica 5
– Zakres uprawnień wynikający ze średnicy zewnętrznej rury
a
Wymiary w mm
Zewn
ętrzna średnica złącza
egzaminacyjnego
D
Zakres up
rawnień
D
25
D do 2 x D
D > 25
0,5 x D (25 mm min.)
a
dla przekrojów wydrążonych, D jest wymiarem mniejszej strony.
Tablica 6
– Zakres uprawnień wynikający z grubości materiału dla spoin pachwinowych
a
Wymiary w mm
Grubość materiału złącza
egzaminacyjnego
t
Zakres uprawnień
t < 3
t do 3
t
3
3
a
patrz również tablica 9.
5.8 Pozycje spawania
Zakres uprawnień dla każdej pozycji spawania podaje tablica 7. Pozycje spawania i ich oznaczenia odnoszą
si
ę do EN ISO 6947.
Z
łącze egzaminacyjne powinno być spawane zgodnie z nominalnym kątem pochylenia ujętym w EN ISO
6947.
Pozycje spawania H-L045 i J-
L045 na rurach uprawniają do wszystkich kątów pochylenia rur.
Spawanie dwu rur o tej samej średnicy zewnętrznej, jednej w pozycji PF i jednej w pozycji PC, obejmuje
zakres uprawnień wynikający ze spawania rury w pozycji spawania H-L045.
Spawanie dwu rur o tej samej średnicy zewnętrznej, jednej w pozycji PG i jednej w pozycji PC, obejmuje
zakres uprawnień wynikający ze spawania rury w pozycji spawania J-L045.
(R) EN 287-1:2004
15
Rur
ę o średnicy zewnętrznej D
150 mm, można spawać w dwu pozycjach spawania (PF lub PG 2/3
obwodu, PC 1/3 obwodu), stosując tylko jedno złącze egzaminacyjne.
Tablica 7
– Zakresy uprawnień dla pozycji spawania
Pozycja
spawania z
łącza
egzaminacyjnego
Zakres uprawnień
a
PA
PB
b
PC
PD
b
PE
PF
(blacha)
PF
(rura)
PG
(blacha)
PG
(rura)
H-L045 J-L045
PA
X
X
-
-
-
-
-
-
-
-
-
PB b
X
X
-
-
-
-
-
-
-
-
-
PC
X
X
X
-
-
-
-
-
-
-
-
PD b
X
X
X
X
X
X
-
-
-
-
-
PE
X
X
X
X
X
X
-
-
-
-
-
PF
(blacha)
X
X
-
-
-
X
-
-
-
-
-
PF
(rura)
X
X
-
X
X
X
X
-
-
-
-
PG
(blacha)
-
-
-
-
-
-
-
X
-
-
-
PG
(rura)
X
X
-
X
X
-
-
X
X
-
-
H-L045
X
X
X
X
X
X
X
-
-
X
-
J-L045
X
X
X
X
X
-
-
X
X
-
X
a
dodatkowo należy uwzględnić wymagania 5.3 i 5.4.
b
pozycje spawania PB i PD stosowane są tylko dla spoin pachwinowych (patrz 5.4 b) i mogą tylko uprawniać do
wykonywania spoin pachwinowych w innych pozycjach spawania.
Opis
X wskazuje pozycje spawania d
o których spawacz jest uprawniony.
-
wskazuje pozycje spawania do których spawacz nie jest uprawniony.
5.9 Szczegóły dotyczące spoiny
Zakresy uprawnień zależne od szczegółów dotyczących spoiny podają tablice 8 i 9.
Jeśli spawanie procesem 311 odbywało się w prawo to spawanie w lewo i odwrotnie wymaga nowego
egzaminu.
Tablica 8
– Zakres uprawnień dla spoin czołowych zależnych od szczegółów dotyczących spoiny
Szczegóły dotyczące spoiny
z
łącza egzaminacyjnego
Zakres uprawnień
spawanie jednostronne /
spawanie bez podk
ładki
(ss nb)
spawanie jednostronne /
spawanie na podk
ładce
(ss mb)
spawanie dwustronne
(bs)
spawanie jednostronne /
spawanie bez podk
ładki (ss nb)
X
X
X
spawanie jednostronne /
spawanie na podk
ładce (ss mb)
-
X
X
spawanie dwustronne (bs)
-
X
X
Opis
X wskazuje spoiny do spawania których spawacz jest uprawniony.
-
wskazuje spoiny do spawania których spawacz nie jest uprawiony.
(R) EN 287-1:2004
16
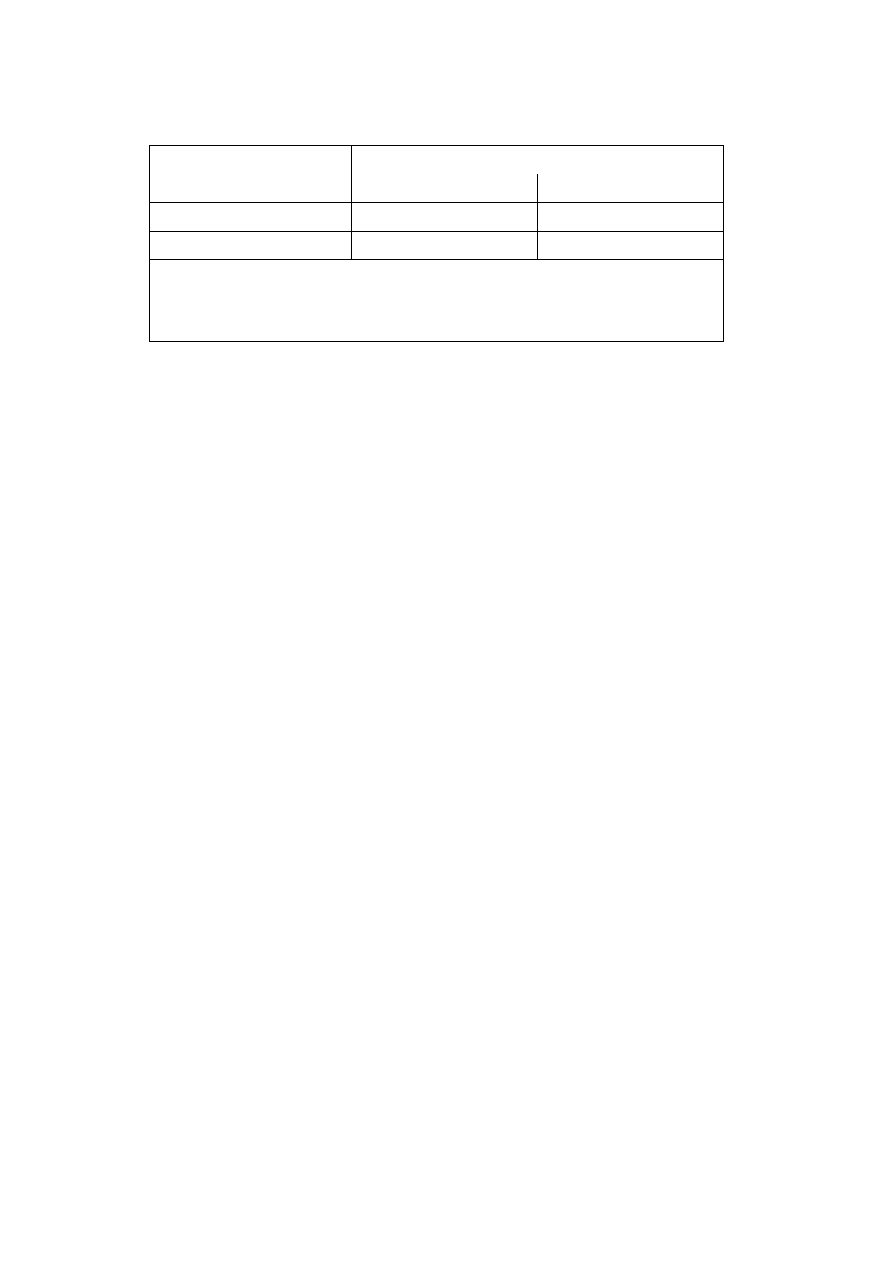
Tablica 9 -
Zakres uprawnień zależnych od techniki wykonywania spoin pachwinowych
Z
łącze egzaminacyjne
a
Zakres uprawnień
jednościegowe (sl)
wielościegowe (ml)
jednościegowe (sl)
X
-
wielościegowe (ml)
X
X
a
grubość spoiny pachwinowej powinna mieścić się w zakresie od 0,5 x t
a
0,7 x t.
Opis
X wskazuje technikę układania ściegów do której spawacz jest uprawniony.
-
wskazuje technikę układania ściegów do której spawacz nie jest uprawniony.
6 Egzaminowanie i badanie
6.1 Nadzór
Spawanie z
łącza egzaminacyjnego powinno się odbywać w obecności egzaminatora lub jednostki
egzaminującej. Badanie powinno być weryfikowane przez egzaminatora lub jednostkę egzaminującą.
Z
łącza egzaminacyjne przed rozpoczęciem spawania powinny być oznaczone znakiem egzaminatora.
Dodatkowo na wszystkich z
łączach egzaminacyjnych powinny być naniesione pozycje spawania, zaś dla
z
łączy rurowych utwierdzonych powinno się także zaznaczyć położenie odpowiadające pozycji spawania
godziny 12 - tej.
Egzaminator lub jednostka egzaminująca mogą przerwać egzamin, jeśli warunki spawania nie odpowiadają
wymaganiom lub jeśli się okaże, że spawacz nie posiada wystarczających umiejętności, które mogą spełnić
wymagania np. jeśli poprawek jest zbyt dużo i/lub występują systematycznie.
6.2 Kszta
łty, wymiary i liczby złączy egzaminacyjnych
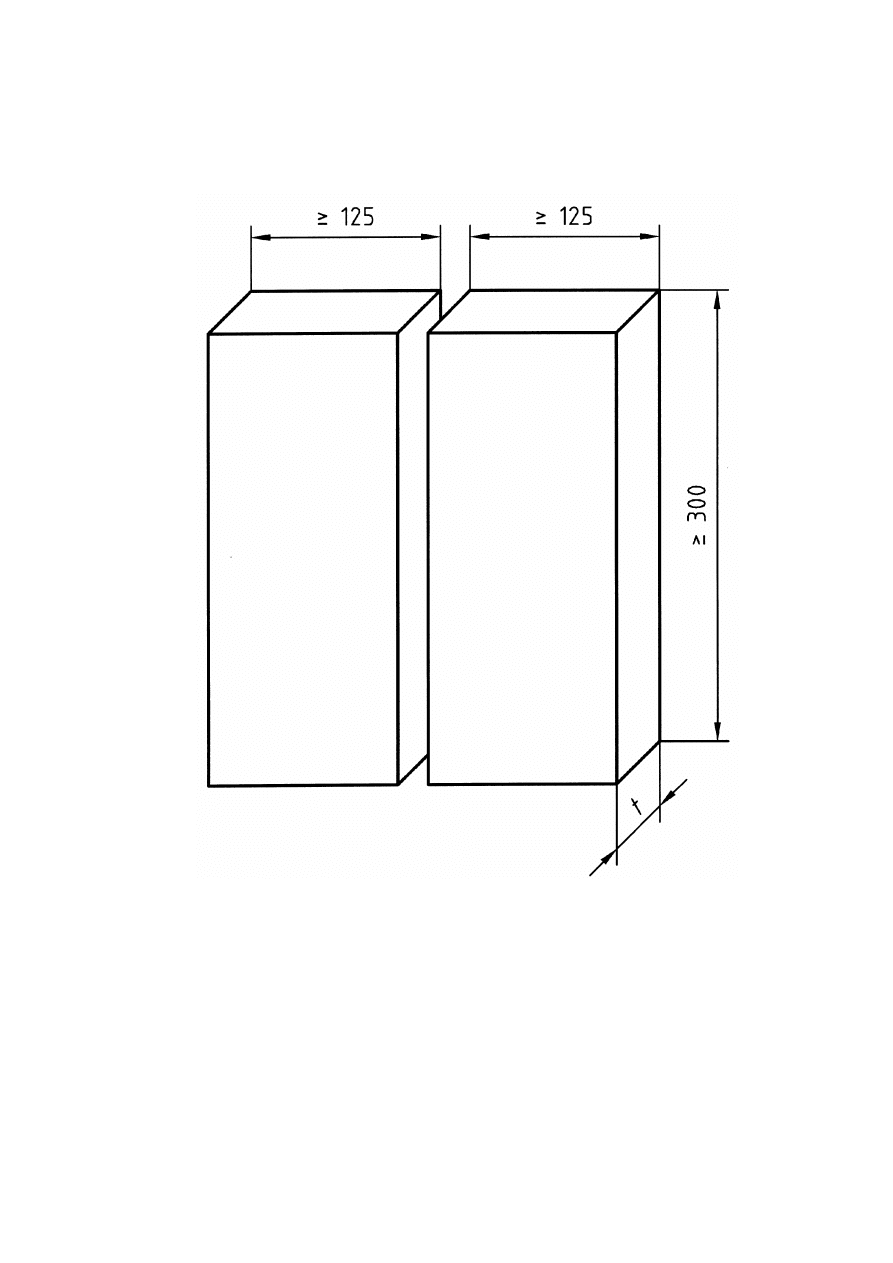
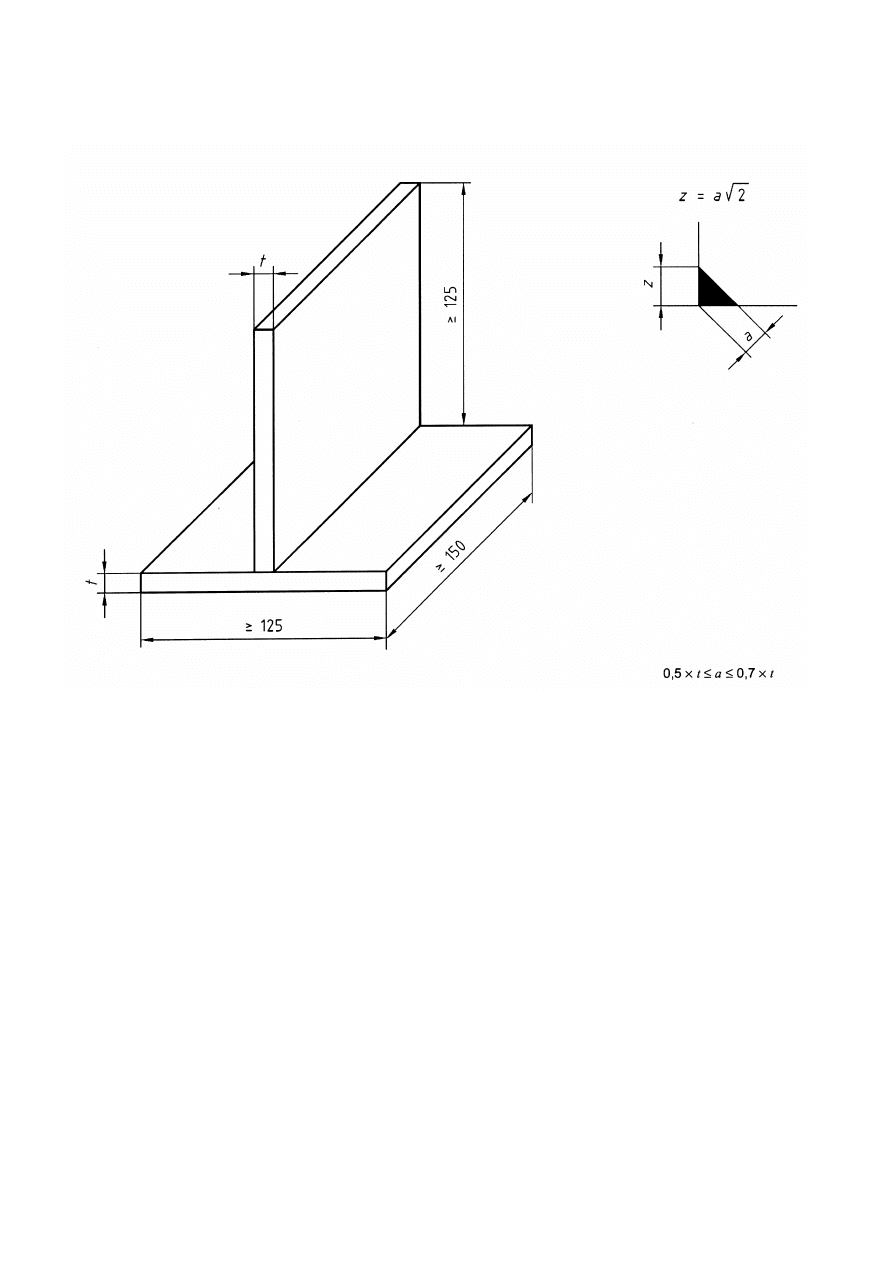
Kszta
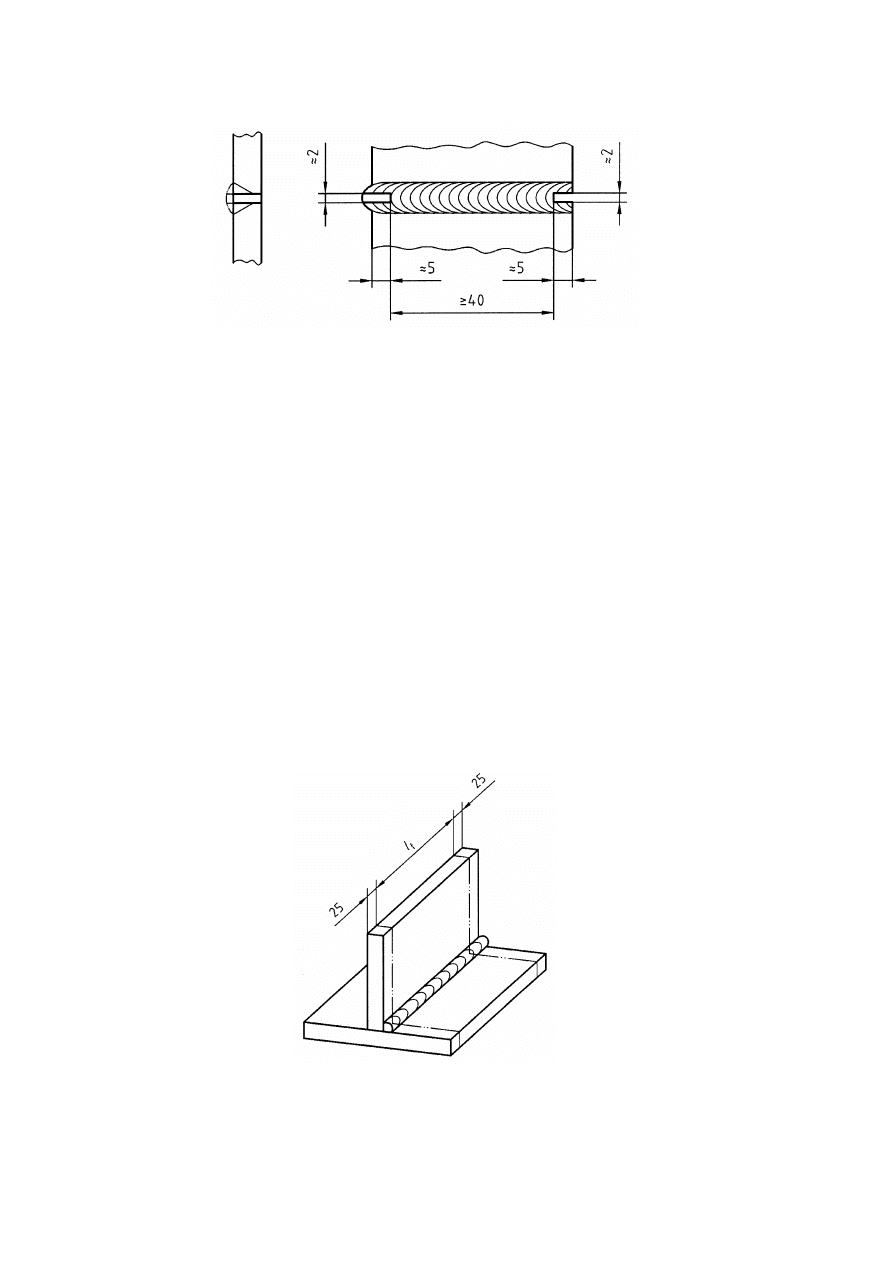
łty i wymiary wymaganych złączy egzaminacyjnych (patrz 5.7) przedstawiają rysunki 1 do 4.
Dla rur wymagana jest d
ługość badana minimum 150 mm. Jeśli obwód rury jest mniejszy od 150 mm
wymagane są dodatkowe złącza egzaminacyjne, jednakże nie więcej niż trzy.
(R) EN 287-1:2004
17
Wymiary w milimetrach
Opis
t
grubość materiału złącza egzaminacyjnego
Rysunek 1
– Wymiary złącza egzaminacyjnego dla spoiny czołowej na blasze
(R) EN 287-1:2004
18
Wymiary w milimetrach
Opis
a
grubość nominalna spoiny pachwinowej
t
grubość materiału złącza egzaminacyjnego
z
d
ługość przyprostokątnej spoiny pachwinowej
Rysunek 2 - Wymiary z
łącza egzaminacyjnego dla spoin pachwinowych na blasze
(R) EN 287-1:2004
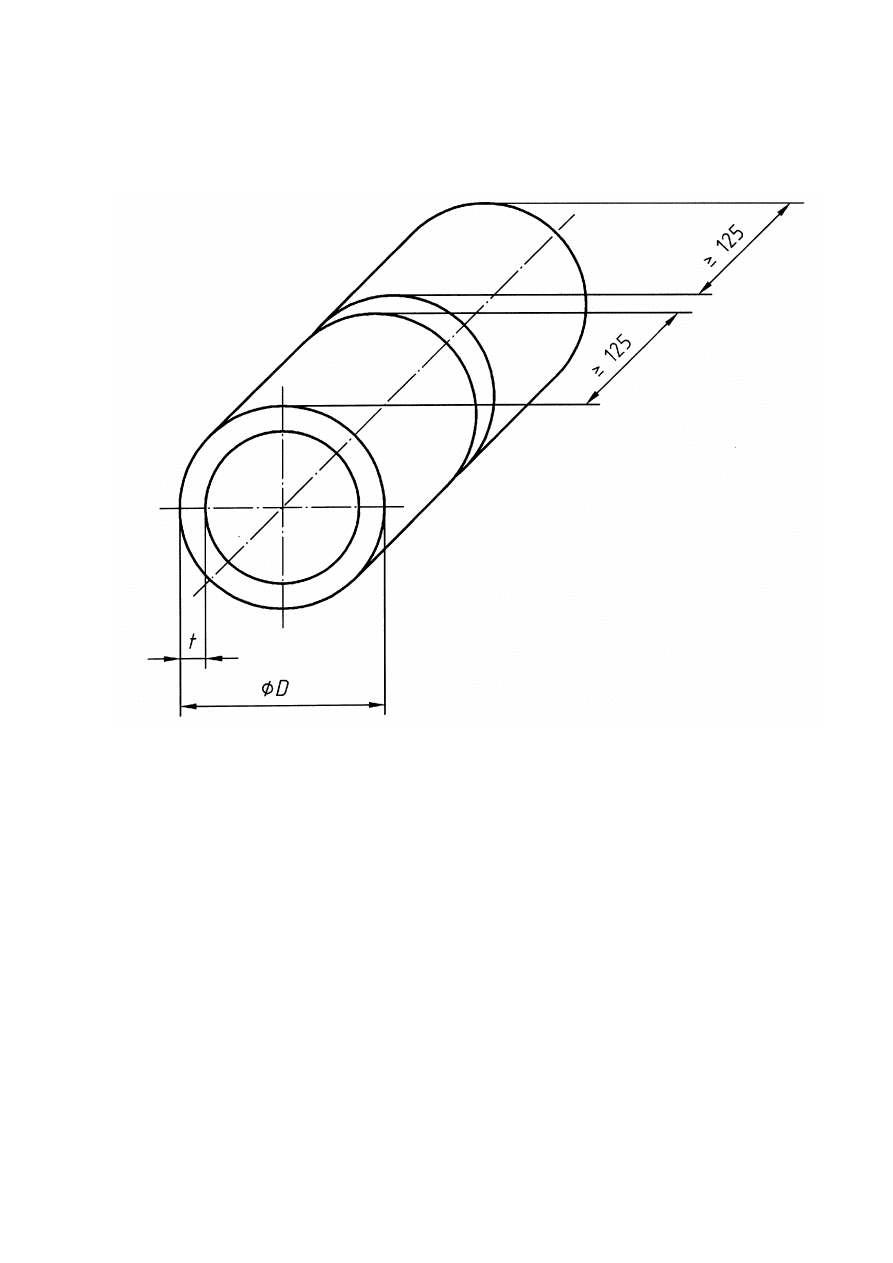
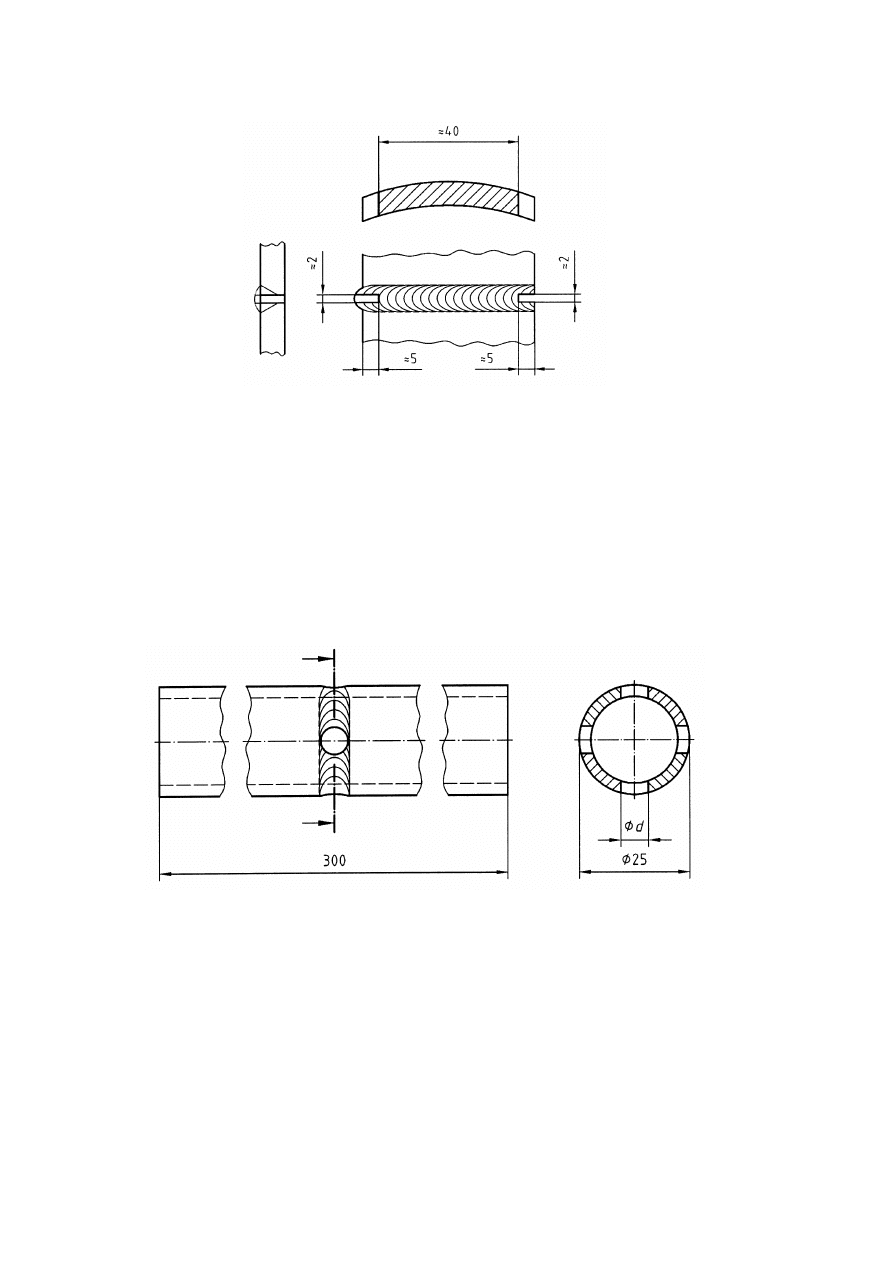
19
Wymiary w milimetrach
Opis
D
zewn
ętrzna średnica rury
t
grubość materiału złącza egzaminacyjnego (grubość ścianki)
Rysunek 3
– Wymiary złącza egzaminacyjnego dla spoin czołowych na rurze
(R) EN 287-1:2004
20
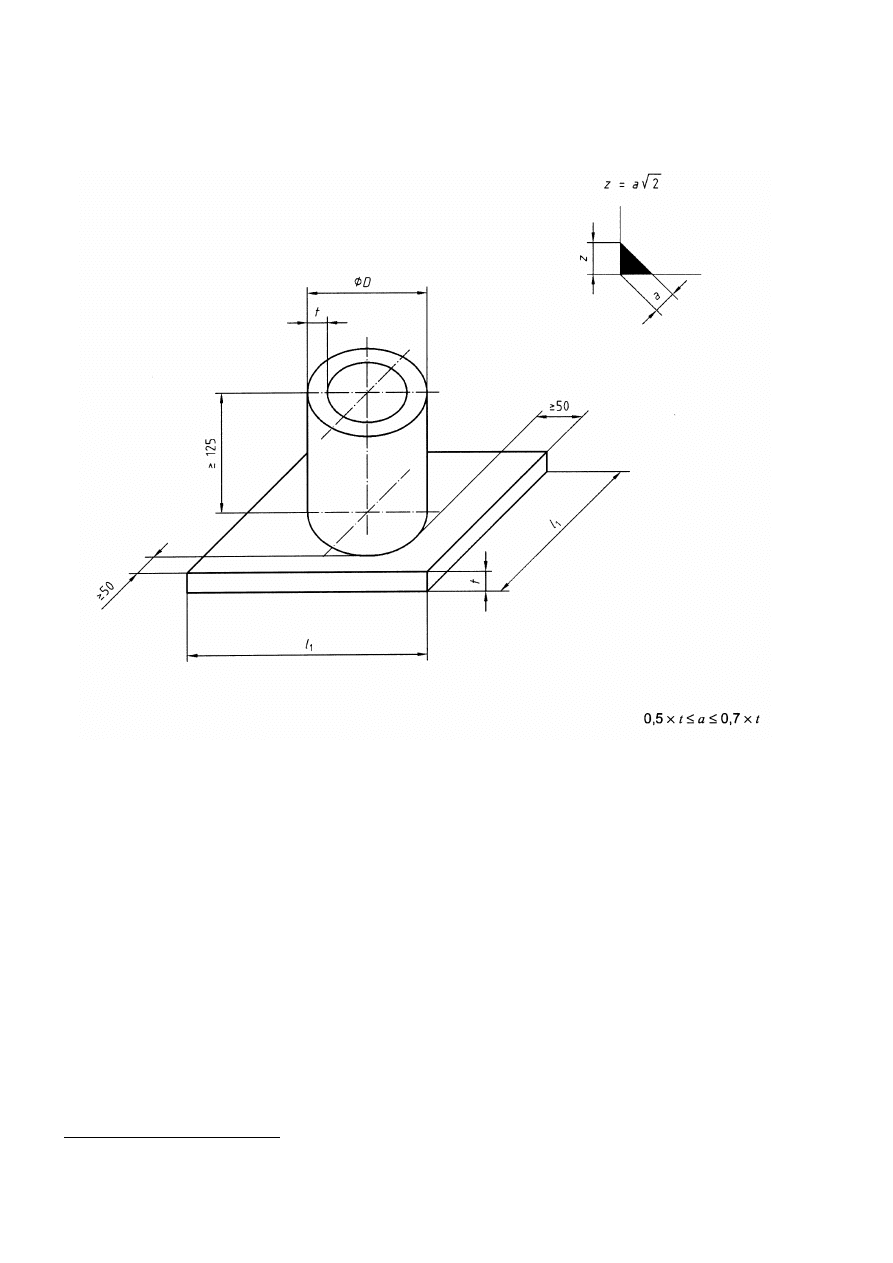
Wymiary w milimetrach
Opis
a
nominalna grubość spoiny pachwinowej
D
zewn
ętrzna średnica rury
l
1
d
ługość złącza egzaminacyjnego
t
grubość materiału złącza egzaminacyjnego (blachy lub rury)
z
d
ługość przyprostokątnej spoiny pachwinowej
Rysunek 4
– Wymiary złącza egzaminacyjnego dla spoin pachwinowych na rurze
6.3 Warunki spawania
Egzamin spawacza powinien by
ć przeprowadzony zgodnie z pWPS
N3)
lub WPS
N4)
wed
ług prEN ISO 15609-
1 lub EN ISO 15609-2.
N3)
Odsyłacz krajowy : pWPS – Preliminary Welding Procedure Specification oznacza wstępną instrukcję technologiczną
spawania.
N4)
Odsyłacz krajowy : WPS – Welding Procedure Specification oznacza instrukcję technologiczną spawania.
t odnosi
się do cieńszego elementu

(R) EN 287-1:2004
21
Należy zachować następujące warunki spawania:
-
czas spawania z
łącza egzaminacyjnego powinien odpowiadać czasowi spawania w typowych
warunkach produkcyjnych;
-
z
łącze egzaminacyjne powinno posiadać miejsce w którym przerwano spawanie i ponownie je
rozpocz
ęto zarówno w warstwie graniowej jaki i warstwie licowej i miejsce to powinno się znajdować
si
ę w badanej długości złącza;
-
jeśli w pWPS lub WPS wymagana jest obróbka cieplna po spawaniu można ją pominąć z wyjątkiem
przypadku
, kiedy wymagane są próby zginania;
-
oznaczenie z
łącza egzaminacyjnego;
-
spawacz powinien mie
ć możliwość usuwania drobnych niezgodności spawalniczych przez
szlifowanie za wyjątkiem występujących na powierzchni po zakończeniu spawania. Wymagana jest
zgoda e
gzaminatora lub jednostki egzaminującej.
6.4 Metody badań
Każdą wykonaną spoinę należy zbadać zgodnie z tablicą 10 w stanie po spawaniu.
Jeśli spoina została zaakceptowana przez badania wizualne, należy przeprowadzić dalsze badanie(a)
zgodnie z tabli
cą 10.
Jeśli podczas egzaminu stosowano stałą podkładkę należy ją usunąć przed badaniami niszczącymi.
Próbki do badań makroskopowych powinny być przygotowane i trawione z jednej strony w celu wyraźnego
ujawnienia spoiny. Polerowanie nie jest wymagane.
Jeśli stosowane są badania radiograficzne spoin czołowych wykonanych procesami 131, 135, 136 (tylko
drutem proszkowym z rdzeniem metalowym) i 311 (patrz tablica 10, uwaga b), należy dodatkowo
przeprowadzi
ć albo dwie próby zginania (próby zginania poprzecznego, jedna od górnej strony i druga od
strony grani lub dwie próby na boczne zginanie) albo dwie próby łamania (jedna od górnej strony a druga od
strony grani).

(R) EN 287-1:2004
22
Tablica 10
– Metody badań
Metody badań
Spoina czo
łowa
(na blasze lub rurze)
Spoina pachwinowa i rozga
łęzienie
rurowe
Badanie wizualne zgodnie EN 970
obowiązkowe
obowiązkowe
Badanie radiograficzne zgodnie z
EN 1435
obowiązkowe
a b d
nie obowiązkowe
Próba zginania zgodnie z EN 910
obowiązkowe
a b f
nie stosowane
Próba łamania zgodnie z EN 1320
obowiązkowe
a b f
obowiązkowe
c e
a
Należy przeprowadzić badania radiograficzne lub próby zginania względnie próby łamania.
b
Jeśli stosowane są badania radiograficzne dla procesów spawania 131, 135, 136 (tylko dla drutów proszkowych o
rdzeniu metalowym) i 311, należy dodatkowo przeprowadzić próby zginania lub próby łamania (patrz 6.4).
c
Próby łamania mogą być zastąpione badaniami makroskopowymi zgodnie z EN 1321 na minimum dwóch zgładach.
d
Dla grubości
8 mm badania radiograficzne
mogą być zastąpione badaniami ultradźwiękowymi zgodnie z EN 1714
ale tylko dla stali ferrytycznych.
e
Próby łamania na rurach mogą być zastąpione badaniami radiograficznymi.
f
Dla rur o zewn
ętrznej średnicy D
25 mm, próby zginania lub próby łamania mogą być zastąpione próbą zrywania
ca
łego złącza egzaminacyjnego z karbami (przykład pokazuje rysunek 8).
6.5 Z
łącze egzaminacyjne i próbki do badań
6.5.1
Postanowienia ogólne
Szczegóły dotyczące rodzaju, wymiarów i przygotowania złączy egzaminacyjnych i próbek do badań
opisano w 6.5.2 do 6.5.4. Podano ponadto wymagania dotyczące badań niszczących.
6.5.2 Spoina czo
łowa na blasze i rurze
Jeśli stosowane są badania radiograficzne, długość badana spoiny (patrz rysunki 5a, 7a i 7b) powinna być
prześwietlona w stanie bezpośrednio po spawaniu (bez usunięcia nadlewu spoiny).
Jeśli stosowane są próby łamania, długość badana złącza egzaminacyjnego powinna być pocięta na próbki
o takiej samej szerokości, a te następnie zbadane w taki sposób aby przełom nastąpił przez spoinę.
Szerokość badana każdej próbki powinna wynosić be
40 mm. Wszystkie rodzaje karbów zgodnie z EN
1320 mogą być stosowane.
Jeśli stosowana jest próba poprzecznego zginania lub próba bocznego zginania, średnica trzpienia gnącego
lub wewn
ętrznej rolki powinna wynosić 4 t , a kąt zgięcia 180
o
dla materia
łu podstawowego o wydłużeniu A
20 %. Dla materia
łu podstawowego o wydłużeniu A < 20 % należy stosować następujące równanie:
s
s
t
A
t
d
100
(1)
gdzie
d
jest średnicą trzpienia gnącego lub wewnętrznej rolki, w mm
t
s
jest grubością próbki na zginanie, w mm
A
jest minimalnym wyd
łużeniem wymaganym w specyfikacji materiałowej, w %.
(R) EN 287-1:2004
23
Jeśli stosowane są tylko próby poprzecznego zginania, długość badana złącza egzaminacyjnego powinna
by
ć pocięta na próbki o takiej samej szerokości i wszystkie próbki należy zbadać. Jeśli stosowane są tylko
próby bocznego zginania, należy pobrać minimum cztery próbki, które będą symetrycznie rozłożone wzdłuż
d
ługości badanej. Jedna z tych próbek powinna obejmować miejsce przerwania spawania i ponownego jego
rozpocz
ęcia. Próby zginania należy przeprowadzić zgodnie z EN 910.
Dla grubości t > 12 mm, próby poprzecznego zginania można zastąpić próbami bocznego zginania.
Dla rur, liczba dodatkowych próbek na łamanie lub zginanie poprzeczne, w przypadku procesów spawania
131, 135, 136 (tylko druty proszkowe o rdzeniu metalowym) i 311 dla których stosowano badania
radiograficzne, zależy od pozycji spawania. Dla pozycji spawania PA lub PC należy zbadać jedną próbkę na
zginanie od strony grani spoiny i jedną próbkę na zginanie od strony lica spoiny (patrz rysunek 7a). Dla
wszystkich pozostałych pozycji spawania, należy zbadać dwie próbki na zginanie od strony grani spoiny i
dwie próbki na zginanie do strony lica spoiny (patrz rysunek 7b).
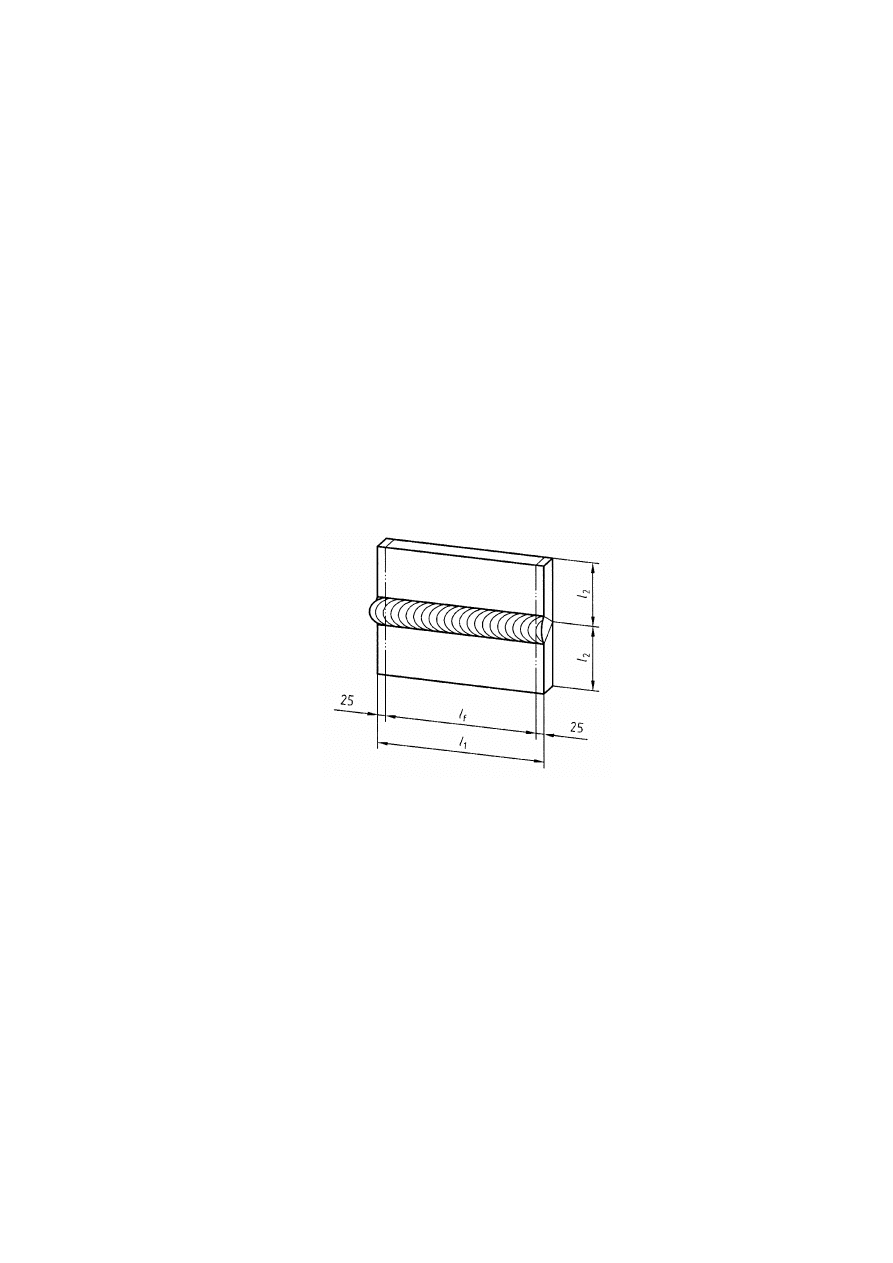
Wymiary w milimetrach
Opis
l
1
długość złącza egzaminacyjnego
l
2
połowa szerokości złącza egzaminacyjnego
l
t
długość badana
a
) podział na jednakową liczbę próbek do badań
(R) EN 287-1:2004
24
c) d
ługość badana próbki do badań
UWAGA
Dodatkowo można na próbkach do badań w środku spoiny, po stronie rozciąganej w kierunku
pod
łużnym, naciąć karb aby spowodować złamanie próbki w spoinie.
Rysunek 5
– Przygotowanie próbek do próby łamania dla spoiny czołowej w blasze
6.5.3 Spoiny pachwinowe na blasze
Dla próby łamania (patrz rysunek 6) złącze egzaminacyjne może być pocięte, jeśli to potrzebne, na kilka
próbek do badań. Każda próbka do badań powinna być usytuowana do łamania zgodnie z EN 1320 i
zbadana po z
łamaniu.
Jeśli stosowane są badania makroskopowe, należy pobrać minimum dwie próbki do badań. Jedna z próbek
do badań makroskopowych powinna obejmować miejsce przerwania spawania i ponownego jego
rozpocz
ęcia.
Wymiary w milimetrach
Opis
l
f
d
ługość badana
Rysunek 6
– Długość badana dla próby łamania spoiny pachwinowej na blasze
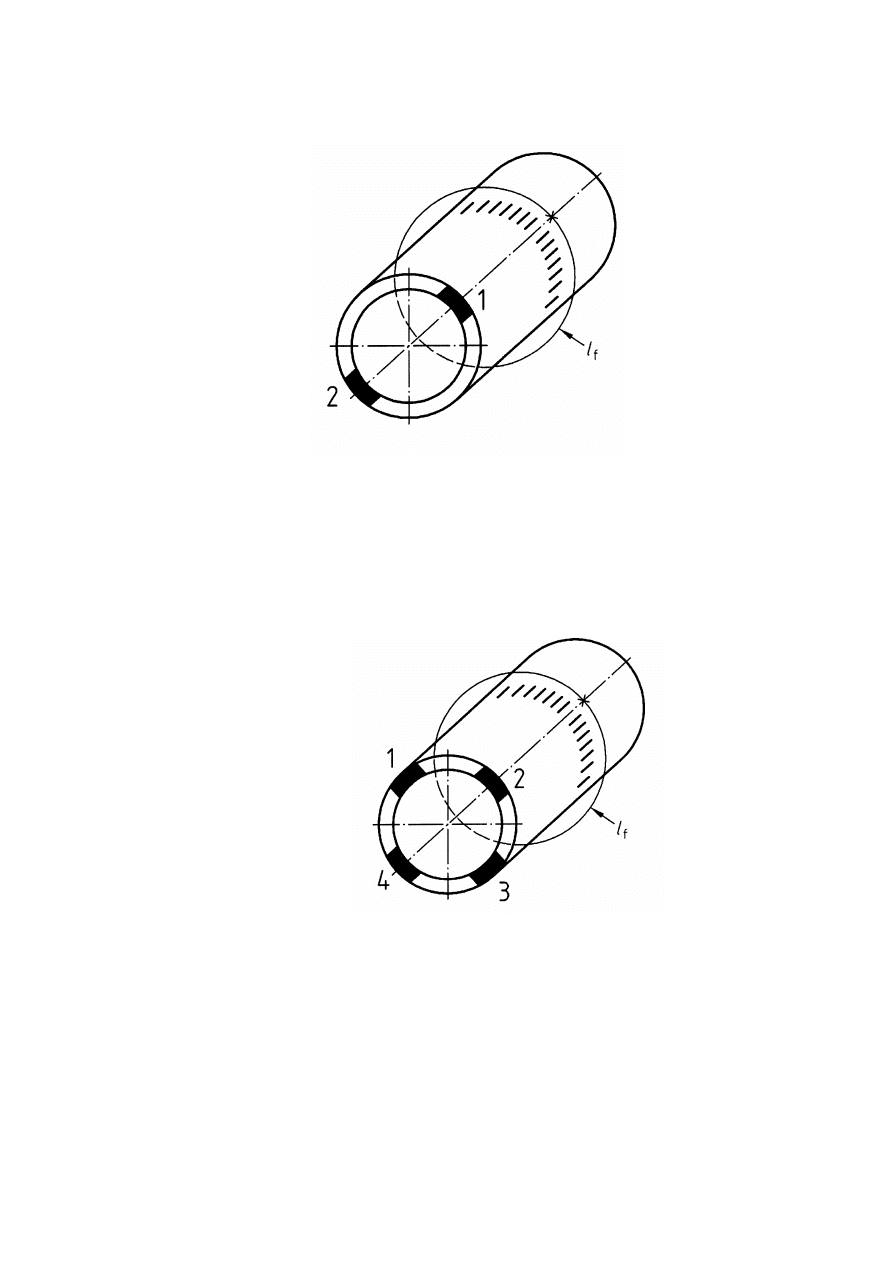
(R) EN 287-1:2004
25
Wymiary w milimetrach
Opis
l
f
d
ługość badana
1
usytuowanie jednej próbki do próby łamania lub zginania z rozciąganiem grani spoiny lub jednej próbki na
boczne zginanie
2
usytuowanie jednej próbki do próby łamania lub zginania z rozciąganiem lica spoiny lub jednej próbki na boczne
zginanie
a) podzia
ł na dodatkowe próbki do łamania lub zginania dla pozycji spawania PA i PC
Opis
l
f
d
ługość badana
1
jedna próbka do próby łamania lub zginania z rozciąganiem grani spoiny lub jedna próbka na boczne zginanie
2
jedna próbka do próby łamania lub zginania z rozciąganiem lica spoiny lub jedna próbka na boczne zginanie
3
jedna próbka do próby łamania lub zginania z rozciąganiem grani spoiny lub jedna próbka na boczne zginanie
4
jedna próbka do próby łamania lub zginania z rozciąganiem lica spoiny lub jedna próbka na boczne zginanie
b) podzia
ł na dodatkowe próbki do próby łamania lub zginania dla pozycji spawania
PF, PG, H-L045 i J-L045
(R) EN 287-1:2004
26
c) badana d
ługość próbki na łamania
UWAGA
Dodatkowo można na próbkach do badań w środku spoiny, po stronie rozciąganej w kierunku
pod
łużnym, naciąć karb aby spowodować złamanie próbki w spoinie.
Rysunek 7
– Przygotowanie i położenie próbek do badań spoiny czołowej na rurze
Dla t
1,8 mm; d = 4,5 mm
Dla t < 1,8 mm: d = 3,5 mm
Otwory nie są dopuszczalne się w miejscu przerwania spawania i ponownego rozpoczęcia.
UWAGA
Kszta
łty karbów s i q według EN 1320 są również dopuszczalne wzdłuż obwodu.
Rysunek 8
– Przykład przygotowania próbki rozciąganej z karbami dla złącza egzaminacyjnego o
zewn
ętrznej średnicy
25 mm
6.5.4 Spoina pachwinowa na rurze
Dla prób łamania złącze egzaminacyjne należy pociąć na cztery lub więcej próbek do badań i złamać ( jedną
z możliwości pokazuje rysunek 9).
(R) EN 287-1:2004
27
Rysunek 9
– Przygotowanie i próba łamania próbki do badań dla spoiny pachwinowej na rurze
Jeśli stosowane są badania makroskopowe, należy zbadać minimum dwie próbki. Jedna próbka powinna
obejmowa
ć miejsce przerwania spawania i ponownego jego rozpoczęcia.
6.6 Protokół badań
Wyniki wszystkich badań powinny być udokumentowane.
7 Wymagania akceptacji z
łączy egzaminacyjnych
Z
łącza egzaminacyjne powinny być oceniane pod kątem spełnienia wymagania akceptacji, które ustalone są
dla poszczególnych rodzajów niezgodności spawalniczych.
Przed każdym badaniem należy sprawdzić, co następuje:
-
wszystkie żużle i odpryski są usunięte;
-
nie szlifowano od strony grani i lica spoiny (zgodnie z punktem 6.3);
-
miejsce przerwania spawania i ponownego jego rozpocz
ęcia jest oznakowane (zgodnie z 6.3);
-
kszta
łty i wymiary.
Wymagania akceptacji dla niezgodności spawalniczych, które zostały wykryte podczas badań, należy
przyjąć zgodnie z EN ISO 5817. Spawacz zostaje uprawniony, jeśli niezgodności mieszczą się w poziomie
jakości B według EN ISO 5817 za wyjątkiem następujących niezgodności: nadmiernego nadlewu spoiny
czo
łowej, nadmiernego nadlewu spoiny pachwinowej, nadmiernej grubości spoiny pachwinowej i wycieku w
grani spoiny, dla których dopuszcza się poziom C.
(R) EN 287-1:2004
28
Próbki na zginanie nie powinny wykazywać żadnych naderwań
3 mm w dowolnym kierunku. Naderwania
wyst
ępujące na krawędziach próbek podczas badania można pominąć, chyba że przyczyną ich powstania
jest niedostateczne przetopienie, żużle lub inne wady.
Jeśli niezgodności spawalnicze w złączu egzaminacyjnym spawacza przekraczają maksymalnie
dopuszczalne wielkości, spawacz egzaminu nie zdał.
Podczas nieniszczących badań zaleca się przyjąć podobne kryteria akceptacji. Dla wszystkich niszczących i
nieniszczących metod badań należy stosować instrukcje postępowania.
UWAGA Korelacj
ę pomiędzy poziomami jakości według EN ISO 5817 i poziomami akceptacji dla różnych metod badań
nieniszczących podaje EN 12062
.
8 Egzamin poprawkowy
Jeśli złącze egzaminacyjne nie spełnia wymagań niniejszej normy, spawacz powinien mieć możliwość
zdawania egzaminu poprawkowego.
Jeśli ustalono, że powodem niepowodzenia są metalurgiczne lub inne zewnętrzne przyczyny, które nie
można powiązać z brakiem umiejętności spawacza, należy przeprowadzić ponowny egzamin, aby ocenić
jakość i przydatność materiału nowego złącza egzaminacyjnego oraz/lub nowe warunki badania.
9 Termin ważności
9.1 Pierwszy egzamin
Okres ważności uprawnień spawacza rozpoczyna się z dniem spawania złącza(y) egzaminacyjnego(ych).
Warunkiem jest, że wymagane badania zostały przeprowadzone a wyniki tych badań są akceptowalne.
9.2 Potwierdzenie ważności
Wystawi
one świadectwo egzaminu spawacza jest ważne dwa lata. Warunkiem jest, że nadzór spawalniczy
lub osoba odpowiedzialna pracodawcy może potwierdzić, że spawacz pracował w zakresie swoich
uprawnień. Powinno to być potwierdzone co sześć miesięcy.

(R) EN 287-1:2004
29
9.3 Przed
łużenie uprawnień
Świadectwa egzaminu spawacza zgodnie z niniejszą normą mogą być przedłużone na następne dwa lata
przez egzaminatora lub jednostkę egzaminującą.
Przed przed
łużeniem świadectwa powinny być spełnione wymagania 9.2 jak również powinny zostać
sp
ełnione następujące warunki:
a)
wszystkie protokoły i dokumenty wykorzystane do przedłużenia powinny być przypisane do
spawacza oraz do WPS(ów) zastosowanej(ych) w produkcji.
b)
dokumenty, które wykorzystano do przedłużenia powinny obejmować badania na obecność
obj
ętościowych niezgodności (radiograficznych lub ultradźwiękowych) lub z badania niszczące
(próby łamania lub zginania) co najmniej dwóch spoin, z ostatnich sześciu miesięcy. Dokumenty,
które wykorzystano do przedłużenia należy przechowywać minimum dwa lata.
c) spoiny powinny spe
łnić poziomy akceptacji wymienione w rozdziale 7.
d)
wyniki badań wymienionych w punkcie 9.3 b) powinny wykazać, że spawacz powtórzył wymagania
pierwotnego egzaminu, za wyjątkiem grubości i średnicy zewnętrznej rury.
UWAGA Przyk
łady zmiennych zasadniczych, które powinny być uwzględnione i potwierdzone, patrz załącznik D.
10
Świadectwo egzaminu spawacza
Należy potwierdzić, że spawacz zdał egzamin. Wszystkie ważniejsze zmienne należy wpisać do
świadectwa. Jeżeli złącze(a) egzaminacyjne nie spełniło(y) wymaganych badań, świadectwo nie może być
wydane.
Świadectwo jest wydawane na wyłączną odpowiedzialność egzaminatora lub jednostki egzaminującej i
powinno zawiera
ć wszystkie dane podane w załączniku A. Zaleca się, aby wzór podany w załączniku A
stosow
ać jako świadectwo egzaminu spawacza. Jeśli stosuje się inny wzór świadectwa egzaminu spawacza
powinno ono zawiera
ć wszystkie dane wymagane w załączniku A.
W zasadzie dla każdego złącza egzaminacyjnego należy wystawić oddzielne świadectwo egzaminu
spawacza.
Jeżeli podczas egzaminu spawacz wykonał więcej niż jedno złącze egzaminacyjne można wystawić jedno
świadectwo egzaminu spawacza jako kombinację zakresów uprawnień wynikających z poszczególnych
z
łączy egzaminacyjnych. W tym przypadku można zmieniać tylko jedną zmienną zasadniczą za wyjątkiem
przypadku podanego w 5.7.
-
rodzaj spoiny,
-
pozycja spawania

(R) EN 287-1:2004
30
-
grubość materiału.
Nie dopuszcza si
ę zmiany innych zmiennych zasadniczych.
Powinno by
ć zapewnione, że świadectwo egzaminu spawacza jest jednoznaczne. Dlatego zaleca się aby
świadectwo egzaminu spawacza wystawione zostało co najmniej w jednym z języków angielskim,
francuskim lub niemieckim i
– jeśli to konieczne – w kombinacji z innym językiem.
Egzamin praktyczny i egzamin teoretyczny (patrz za
łącznik A) powinien być oznaczony „zaliczono” lub „nie
badano
”.
Każda zmiana zmiennych zasadniczych występujących podczas egzaminu, wykraczająca poza
dopuszczalne zakresy, wymaga przeprowadzenia nowego egzaminu i wystawienia nowego świadectwa
egzaminu spawacza.
11
Oznaczenie
Oznaczenie uprawnień spawacza powinno zawierać następujące dane, podane w kolejności (system został
tak zbudowany by możliwe było komputerowe wspomaganie):
a)
numer niniejszej normy;
b)
zmienne zasadnicze:
1)
procesy spawania: patrz 4.2. 5.2 i EN ISO 4063;
2)
rodzaj wyrobu: blacha (P), rura (T), patrz 4.3.1 i 5.3;
3)
rodzaj spoiny: spoina czo
łowa (BW), spoina pachwinowa (FW), patrz 5.4;
4)
grupa materia
łowa: patrz 5.5;
5)
materia
ły dodatkowe do spawania: patrz 5.6;
6)
wymiary z
łącza egzaminacyjnego: grubość materiału t i zewnętrzna średnica rury D, patrz
5.7;
7)
pozycje spawania; patrz 5.8 i EN ISO 6947;
8)
szczegóły dotyczące wykonania spoiny: patrz 5.9.
Rodzaj gazu os
łonowego i gazu formującego nie został włączony do oznaczenia, powinien być jednak
podany
w świadectwie egzaminu spawacza (patrz prEN ISO 15609-1:2000, załącznik A, lub EN ISO 15609-
2:2001, za
łącznik A).
Przyk
łady oznaczeń podano w załączniku B.
(R) EN 287-1:2004
31
Za
łącznik A
(informacyjny)
Welder’s qualification test certificate
Designation(s): .........................................................................................................
.........................................................................................................
WPS
– Reference: Examiner or examining body – Reference No:
Welder’s Name:
Identification:
Method of identification:
Date and place of birth:
Employer:
Code /Testing Standard:
Job knowledge: Acceptable/Not tested (Delete as necessary)
Test piece
Range of qualification
Welding process(es)
Product type (plate or pipe)
Type of weld
Material group(s)
Welding consumables (Designation)
Shielding gas
Auxiliaries (e.g. backing gas)
Material thickness (mm)
Outside pipe diameter (mm)
Welding position
Weld details
-----------------------------
-----------------------------
Type of qualification tests
Performed and accepted Not tested
Visual testing
Radiographic testing
Fracture test
Bend test
Notch tensile test
Macroscopic examination
Confirmation of the validity by employer/welding coordinator for the following 6 month (refer to 9.2)
Date
Signature
Position or title
Prolongation for qualification by examiner or examining body for the following 2 years (refer to 9.3)
Date
Signature
Position or title
Photograph
(if required
)
Name of examiner or examining
body:
Place, date and signature of
examiner or examining body:
Date of welding
Validity of qualification until:
(R) EN 287-1:2004
32
Za
łącznik B
(informacyjny)
Przyk
łady oznaczeń
B.1 Przyk
ład 1
Egzamin spawacza
EN 287-1 135 P FW 1.2 S t10 PB ml
Objaśnienie
Zakres uprawnień
135
Proces spawania
Spawanie metodą MAG
135, 136 (M tylko)
P
Blacha
-
P
T: D
150 mm
FW
Spoina pachwinowa
-
FW
1.2
Grupa materia
łowa według
CR ISO 15608
Grupa materia
łowa 1.2:
granica
plastyczności
275 N/mm
2
< ReH
360 N/mm
2
1.1, 1.2, 1.4
S
Materia
ł dodatkowy
Drut lity
S, M
t10
Grubość
Grubość materiału: 10 mm
3 mm
PB
Pozycja spawania
Pozycja naboczna (spoina pachwinowa)
PA, PB
ml
Szczeg
óły
dotyczące
spoiny
Wielościegowe
sl, ml
B.2 Przyk
ład 2
Egzamin spawacza
EN 287-1 136 P BW 1.3 B t15 PE ss nb
Objaśnienie
Zakres uprawnień
136
Proces spawania
spawanie
łukowe w osłonie gazu aktywnego
drutem proszkowym
136
P
Blacha
-
P
T: D
150 mm PA, PB, PC
D
500 mm PF
BW
Spoina czo
łowa
-
BW, FW (patrz 5.4.b)
1.3
Grupa materia
łowa według
CR ISO 15608
Grupa materia
łowa 1.3: normalizowane stale
drobnoziarniste o granicy pl
astyczności ReH >
360 N/mm
2
1, 2, 3, 9.1, 11
B
Materia
ł dodatkowy
Drut proszkowy zasadowy
B, R, P, V, W, Y, Z
t15
Grubość
Grubość materiału: 15 mm
5 mm
PE
Pozycja spawania
Pozycja sufitowa (spoina czo
łowa)
PA, PB, PC, PD, PE, PF
ss, nb
Szczeg
óły
dotyczące
spoiny
Spawanie jednostronne, bez podk
ładki
Wielościegowe
ss nb, ss mb, bs
dla FW: sl, ml
(R) EN 287-1:2004
33
B.3 Przyk
ład 3
Egzamin spawacza
EN 287-1 141 T BW 8 S t3.6 D60 PF ss nb
Objaśnienie
Zakres uprawnień
141
Proces spawania
Spawanie metodą TIG
141
T
Rura
-
T
P
BW
Spoina czo
łowa
-
BW, FW (patrz 5.4.b)
8
Grupa materia
łowa według
CR ISO 15608
Grupa materia
łowa 8:
stale austenityczne nierdzewne
8, 9.2, 9.3, 10
S
Materia
ł dodatkowy
Pr
ęt lity
S
t3.6
Gru
bość
Grubość materiału: 3,6 mm
3 mm do 7,2 mm
D60
Zewn
ętrzna średnica rury
z
łącza egzaminacyjnego:
Zewn
ętrzna średnica rury: 60 mm
30 mm
PF
Pozycja spawania
Spoina czo
łowa rury, rura utwierdzona, oś rury
pozioma utwierdzona
PA, PB, PD, PE, PF
ss, nb
Szczeg
óły
dotyczące
spoiny
Spawanie jednostronne, bez podk
ładki
Wielościegowe
ss nb, ss mb, bs
dla FW: sl, ml
B.4 Przyk
ład 4
Egzamin spawacza
EN 287-1 111 P BW 2 B t13 PA ss nb
Egzamin spawacza
EN 287-1 111 P FW 2 B t13 PB ml
Objaśnienie
Zakres upr
awnień
111
Proces spawania
Spawanie
łukowe elektrodą otuloną
111
P
Blacha
-
P
T: D
150 mm PA, PB, PC
BW
FW
Spoina czo
łowa
Spoina pachwinowa
-
BW, FW (patrz 5.4.b)
2
Grupa materia
łowa według
CR ISO 15608
Grupa materia
łowa 2: drobnoziarniste stale
termomechanicznie
obrabiane
o
granicy
plastyczności ReH > 360 N/mm
2
1, 2, 3, 9.1, 11
B
Materia
ł dodatkowy
Otulina zasadowa
wszystkie
za
wyjątkiem
celulozowych
t13
Grubość
Grubość materiału: 13 mm
5 mm
PA
PB
Pozycja spawania
Spoina czo
łowa, pozycja podolna
Spoina pachwinowa, pozycja naboczna
PA, PB
ss, nb
ml
Szczeg
óły
dotyczące
spoiny
Spawanie jednostronne, bez podk
ładki
Wielościegowe
ss nb, ss mb, bs
dla FW: sl, ml
(R) EN 287-1:2004
34
B.5 Przyk
ład 5
Egzamin spawacza
EN 287-1 141/135 T BW 1.2 S t20 (5/15) D200 PA ss nb
Objaśnienie
Zakres uprawnień
141
135
Proces spawania
Spawanie metodą TIG, warstwa graniowa (2
ściegi)
Spawanie metodą MAG, ściegi wypełniające
141
135, 136 (tylko M)
T
Rura
-
T
P
BW
Spoina czo
łowa
-
BW, FW (patrz 5.4.b)
1.2
Grupa materia
łowa według
CR ISO 15608
Grupa materia
łowa 1.2:
granica
plastyczności
275 N/mm
2
< ReH
360 N/mm
2
1.1, 1.2, 1.4
S
Materia
ł dodatkowy
Pr
ęt lity
141: S
135: S
136: M tylko
t20
Grubość
141: s
1
= 5 mm
135: s
2
= 15 mm
141: t = 3 mm do 10 mm
135: t
5 mm
141/135: t
5 mm
D200
Zewn
ętrzna średnica rury
z
łącza egzaminacyjnego:
Zewn
ętrzna średnica rury: 200 mm
100 mm
PA
Pozycja spawania
Spoina czo
łowa rury obracanej, oś rury pozioma PA, PB
ss, nb
Szczeg
óły
dotyczące
spoiny
Spawanie jednostronne, bez podk
ładki
Wielościegowe
141: ss nb, ss mb, bs
135: ss mb, bs
(136:M)
dla FW: sl, ml
(R) EN 287-1:2004
35
B.6 Przyk
ład 6
Egzamin spawacza
EN 287-1 141 T BW 10 S t8.0 D100 H-L045 ss nb
Egzamin spawacza
EN 287-1 141 T BW 10 S t1.2 D16 H-L045 ss nb
Objaśnienie
Zakres uprawnień
141
Proces spawania
Spawanie metodą TIG
141
T
Rura
-
T
P
BW
Spoina czo
łowa
-
BW, FW (patrz 5.4.b)
10
Grupa materia
łowa według
CR ISO 15608
Grupa materia
łowa 10: austenityczno ferrytyczne
stale nierdzewne
8, 9.2, 9.3, 10
S
Materia
ł dodatkowy
Pr
ęt lity
S
t8.0
t1.2
Grubość
Grubość materiału: 1,2 mm / 8 mm
1,2 mm do 16 mm
D100
D16
Zewn
ętrzna średnica rury
z
łącza egzaminacyjnego:
Zewn
ętrzna średnica rury: 100 mm / 16 mm
16 mm
H-L045
Pozycja spawania
Spoina czo
łowa rury, rura utwierdzona, oś rury
nachylona (45
o
)
wszystkie, PG i J-L045
wy
łączone
ss, nb
Szczeg
óły
dotyczące
spoiny
Spawanie jednostronne, bez podk
ładki
Jednościegowe / wielościegowe
ss nb, ss mb, bs
dla FW: sl, ml
B.7 Przyk
ład 7
Egzamin spawacza
EN 287-1 141 T BW 5 S t5.0 D60 PF ss nb
Egzamin spawacza
EN 287-1 141 T BW 5 S t5.0 D60 PC ss nb
Objaśnienie
Zakres uprawnień
141
Proces spawania
Spawanie metodą TIG
141
T
Rura
-
T
P
BW
Spoina czo
łowa
-
BW, FW (patrz 5.4.b)
5
Grupa materia
łowa według
CR ISO 15608
Grupa materia
łowa 5: stale Cr-Mo bez wanadu o
zawartości C
0,35 %
1, 2, 3, 4, 5, 6, 7, 9.1, 11
S
Materia
ł dodatkowy
Pr
ęt lity
S
t5.0
Grubość
Grubość materiału: 5,0 mm
3 mm do 10 mm
D60
Zewn
ętrzna średnica rury
z
łącza egzaminacyjnego:
Zewn
ętrzna średnica rury: 60 mm
30 mm
PF
PC
Pozycja spawania
Spoina czo
łowa rury, oś utwierdzona pozioma
oś pionowa
wszystkie, PG i J-L045
wy
łączone
ss, nb
Szczeg
óły
dotyczące
spoiny
Spawanie jednostronne, bez podk
ładki
Wi
elościegowe
ss nb, ss mb, bs
dla FW: sl, ml

(R) EN 287-1:2004
36
Za
łącznik C
(informacyjny)
Wiedza teoretyczna
C.1
Postanowienia ogólne
Przeprowadzenie egzaminu teoretycznego jest zalecane, lecz nie jest obowiązkowe.
Poszczególne kraje mogą wprowadzić postanowienie o konieczności zdawania egzaminu teoretycznego
przez spawacza. Jeśli spawacz zdaje egzamin teoretyczny, zaleca się wpisanie tego do świadectwa.
Niniejszy za
łącznik dotyczy zakresu wiedzy teoretycznej spawacza, która gwarantuje przestrzeganie przez
niego technologii i zasad praktycznych. Zakres wiedzy teoretycznej podany w niniejszym za
łączniku dotyczy
tylko poziomu podstawowego.
Ponieważ programy szkolenia są różne w różnych krajach, zaproponowano tylko ogólne tematy i kategorie
wiedzy teoretycznej. Zaleca si
ę aby pytania egzaminacyjne w poszczególnych krajach przygotowane były
indywidualnie, jednakże z zaleceniem by obejmowały one zakres tematyczny podany w rozdziale A.2, w
zależności od rodzaju egzaminu spawacza.
Poszczególne egzaminy z wiedzy teoretycznej mogą być prowadzone jedną z podanych niżej metod lub
kombinacją tych metod:
a)
pisemny testowy (wybór pytań);
b)
ustny wed
ług zbioru pytań pisemnych;
c)
komputerowy;
d)
demonstracyjny/obserwacyjny wed
ług zbioru pisemnych kryteriów.
Egzamin teoretyczny ogranicza si
ę do zagadnień związanych z procesem spawania stosowanym podczas
egzaminu.
C.2 Wymagania
C.2.1 Urządzenia do spawania
C.2.1.1 Spawanie acetylenowo tlenowe
a)
Oznaczanie butli gazowych;
b)
Oznaczanie i montaż zasadniczych elementów;
c)
Dobór właściwych dysz i palników spawalniczych.
C.2.1.2 Spawanie
łukowe
a)
Oznaczanie i montaż zasadniczych elementów i urządzeń;

(R) EN 287-1:2004
37
b)
Rodzaje prądu spawania;
c)
W
łaściwe podłączenie przewodu powrotnego.
C.2.2 Metoda spawania
2)
C.2.2.1 Spawanie acetylenowo-tlenowe (311)
a)
Ciśnienie gazu;
b)
Dobór wielkości dyszy;
c)
Rodzaje p
łomienia;
d)
Skutki przegrzania.
C.2.2.2 Spawanie
łukowe elektrodą otuloną (111)
a)
Przechowywanie i suszenie elektrod otulonych;
b)
Różnice między poszczególnymi rodzajami elektrod otulonych.
C.2.2.3 Spawanie
łukowe samoosłonowym drutem proszkowym (114)
a)
Rodzaje i średnice drutów proszkowych;
b)
Rodzaje, wielkość oraz obsługa dysz gazowych/końcówek kontaktowych;
c)
Wybór i granice rodzaju przenoszenia metalu;
d)
Os
łona łuku spawalniczego przed przeciągami.
C.2.2.4 Spawanie elektrodą metalową w osłonie gazów, spawanie elektrodą wolframową w osłonie
gazów obojętnych, spawanie plazmowe (131, 135, 136, 141, 15)
a)
Rodzaje i średnice elektrod;
b)
Oznaczanie gazów osłonowych i natężenia przepływu;
c)
Rodzaje, wielkość oraz obsługa dysz gazowych/końcówek kontaktowych;
d)
Wybór i granice rodzaju przenoszenia metalu;
e)
Os
łona łuku spawalniczego przed przeciągami.
2)
Numery procesów podaje EN ISO 4063.

(R) EN 287-1:2004
38
C.2.2.5 Spawanie
łukiem krytym (121,125)
a)
Suszenie, doprowadzanie, zbieranie oraz ponowne przygotowanie topnika do u
życia;
b)
Prawid
łowe ustawienie oraz posuw głowicy spawalniczej.
C.2.3 Materia
ły podstawowe
a)
Oznaczanie materia
łu;
b)
Metody realizacji i kontroli podgrzewania wst
ępnego;
c)
Kontrola temperatury mi
ędzyściegowej;
C.2.4 Materia
ły dodatkowe do spawania
a)
Oznaczenie materia
łów dodatkowych do spawania;
b)
Magazynowanie, przechowywanie i wydawanie materia
łów dodatkowych do spawania;
c)
Dobór właściwych wymiarów;
d)
Czystość elektrod i drutów elektrodowych;
e)
Kontrola nawini
ęcia drutu;
f)
Sprawdzenie i ciągła kontrola natężenia przepływu gazu osłonowego i jego jakości.
C.2.5 Bezpieczeństwo pracy i zapobieganie wypadkom
C.2.5.1 Postanowienia ogólne
a)
Zasady bezpiecznego montażu urządzeń i ich bezpiecznego załączania i wyłączania;
b)
Ochrona przed py
łami spawalniczymi i gazami;
c)
Ochrona indywidualna;
d)
Zagrożenie pożarowe;
e)
Spawanie w ciasnych pomieszczeniach;
f)
Zagrożenia dla otoczenia spawania.
C.2.5.2 Spawanie acetylenowo-tlenowe
a)
Sk
ładowanie, transport oraz użytkowanie butli z sprężonymi gazami;
b)
Sposoby wykrywania nieszczelności w wężach gazowych i w osprzęcie;
c)
Post
ępowanie przy powrocie płomienia.
(R) EN 287-1:2004
39
C.2.5.3 Wszystkie procesy spawania
łukowego
a)
zagrożenie porażeniem prądem elektrycznym;
b)
promieniowanie
łuku;
c)
ugi
ęcie łuku.
C.2.5.4 Spawanie
łukowe w osłonach gazów
a)
bezpieczne magazynowanie, transpor
t i stosowanie gazów sprężonych;
b)
sposoby wykrywania nieszczelności w wężach gazowych i w osprzęcie.
C.2.6 Kolejność operacji/technologii
Ocena wymagań technologicznych dotyczących spawania i wpływu parametrów spawania.
C.2.7 Przygotowanie brzegów i oznaczenie spoin
a)
sprawdzenie zgodności przygotowania brzegów do spawania z instrukcją technologiczną spawania
(WPS)
b)
czystość brzegów spawanych.
C.2.8 Niezgodności spawalnicze
a)
oznaczanie niezgodności;
b)
przyczyny;
c)
zapobieganie powstawaniu i sposoby usuwania.
C.2.9 Uprawnienia spawalnicze
Spawacz powinien by
ć świadomy zakresu swoich uprawnień.
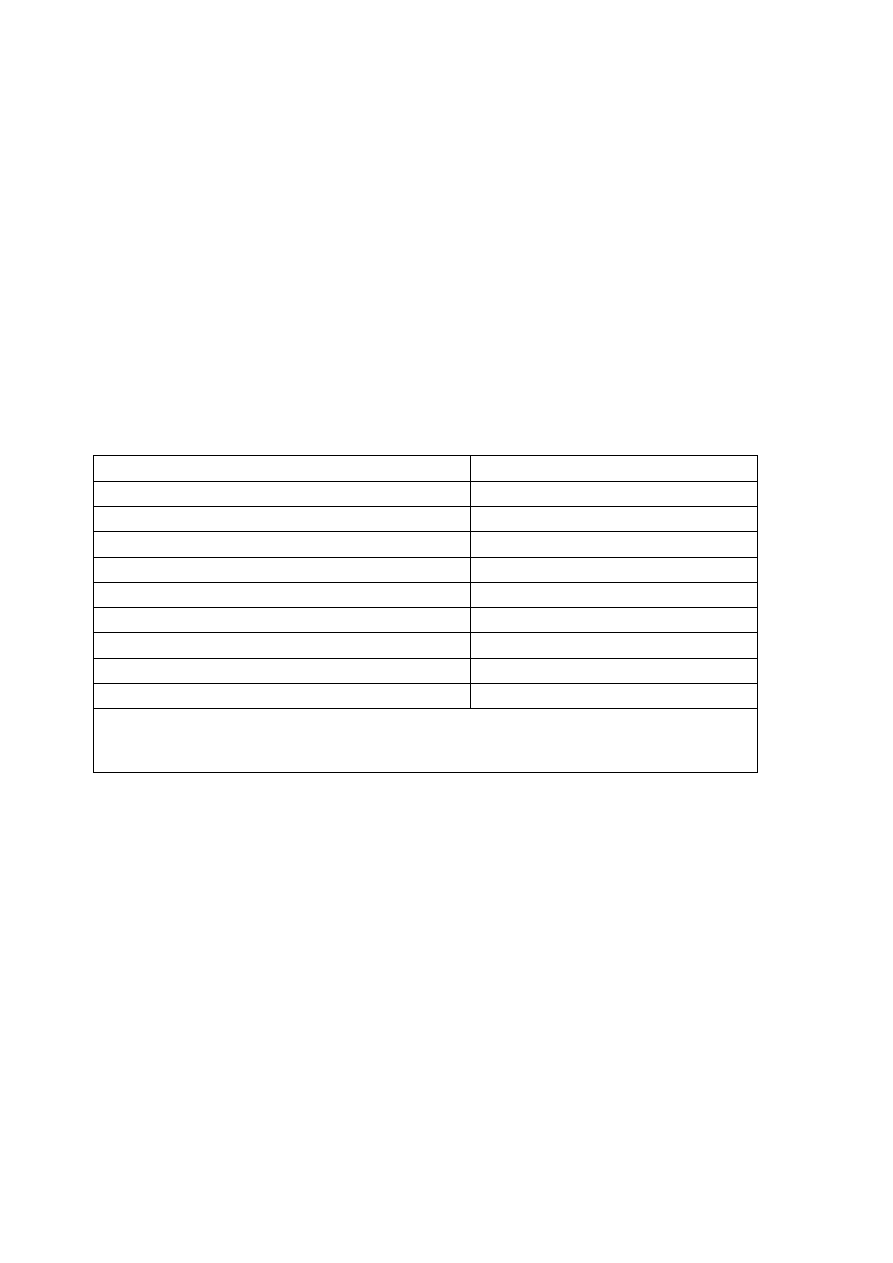
(R) EN 287-1:2004
40
Za
łącznik D
(informacyjny
)
Zmienne, które dla przedłużenia powinny być potwierdzone i
uwzgl
ędnione
Aby można było przedłużyć Świadectwo Egzaminu Spawacza należy potwierdzić, że spawacz wykonywał
spawanie typowe dla zakresu pierwszego egzaminu uwzgl
ędniając przy tym zmienne podane w Tablicy D.1.
Tablica D.1
Zmienne, które dla przedłużenia powinny być potwierdzone i uwzględnione
Zmienne
do potwierdzenia
Proces(y) spawania
X
Rodzaj wyroby (rura, blacha, rozga
łęzienie)
X
Rodzaj spoiny
X
Grupa materia
łowa
X
Materia
ł dodatkowy do spawania (oznaczenie)
X
Grubość materiału
a
X
Zewn
ętrzna średnica rury
b
X
Pozycja spawania
X
Szczegóły dotyczące spoiny
X
a
Gru
bość może się zmieniać ale w granicach zakresu uprawnień pierwszego egzaminu.
b
Zewn
ętrzna średnica rury może się zmieniać w zakresie
50 % pierwszego z
łącza egzaminacyjnego.
(R) EN 287-1:2004
41
Załącznik ZA (informacyjny)
Rozdziały niniejszej normy europejskiej dotyczące zasadniczych wymagań lub innych postanowień
dyrektyw UE
Niniejsza norma europejska została opracowana na podstawie mandatu, udzielonego CEN przez Komisję
Europejską i Europejskie Stowarzyszenie Wolnego Handlu, i wspiera zasadnicze wymagania dyrektywy UE
97/23/EC.
OSTRZEŻENIE: W odniesieniu do wyrobu(-ów) objętego(-ych) zakresem niniejszej normy mogą być
zastosowane inne wymagania i inne dyrektywy UE.
Następujące rozdziały niniejszej normy podane w tablicy ZA.1 są zbieżne z wymaganiami dyrektywy
97/23/EC.
Zgodność z tymi rozdziałami niniejszej normy jest jednym ze sposobów osiągnięcia zgodności z określonymi
zasadniczymi wymaganiami właściwej dyrektywy i związanych z nią przepisów EFTA.
Tablica ZA.1
– Zgodność między niniejszą normą europejską i dyrektywą 97/23/EC
Rozdziały/podrozdziały niniejszej
normy europejskiej
Zasadnicze wymagania (ER
s
)
dyrektywy 97/23/EC
Komentarze/Uwagi
Wszystkie rozdziały
Załącznik I, 3.1.2
Połączenie ciągłe

(R) EN 287-1:2004
42
Bibliografia
EN 499:1994, Welding consumables
– Covered electrodes for manual metal arc welding of non alloy and
fine grain steels
– Classification.
EN 758:1997, Welding consumables
– Tubular cored electrode for metal arc welding with and without a gas
shield of non alloy and fine grain steels
– Classification.
EN 1321:1996, Non-destructive examination of fusion welds
– Macroscopic and microscopic examination of
welds
.
EN 1418:1997, Welding personnel
– Approval testing of welding operators for fusion welding and resistance
weld setters
EN 1714:1997, Non-destructive examination of welds
– Ultrasonic examination of welded joints.
EN 12062:1997, Non-destructive examination of welds
– General rules for metallic materials.
EN 22553:1994, Welded, brazed and soldered joints
– Symbolic representation on drawing.
Wyszukiwarka
Podobne podstrony:
ZS 06 zeszyt 6 SEP egzamin kwalifikacyjny D i E div 2
ZS 04 zeszyt 4 SEP egzamin kwalifikacjny D i E
ZS 02 zeszyt 2 SEP egzamin kwalifikacyjny D i E div 2
obowiązujące przepisy do zajęć i egzaminu, kwalifikacje, ROZPORZĄDZENIE MINISTRA SPRAW WEWNĘTRZNYCH
ZS 03 zeszyt 3 SEP egzamin kwalifikacyjny D i E div 2
Egzamin kwalifikacja A 30 TL
ZS 04 zeszyt 4 SEP egzamin kwalifikacjny D i E div 2
ZS 08 zeszyt 8 SEP egzamin kwalifikacyjny D i E
ZS 02 zeszyt 2 SEP egzamin kwalifikacyjny D i E
Egzamin kwalifikacyjny 2b Tomasz Kużmik tapicer, Szkoła, Testy,sprawdziany
ZS 01 zeszyt 1 SEP egzamin kwalifikacyjny D i E div 2
ZS 07 zeszyt 7 SEP egzamin kwalifikacyjny D i E div 2
ZS 09 zeszyt 9 SEP egzamin kwalifikacyjny D i E div 2
ZS 08 zeszyt 8 SEP egzamin kwalifikacyjny D i E div 2
Egzamin kwalifikacyjny demo
ZS 05 zeszyt 5 SEP egzamin kwalifikacyjny D i E div 2
Arkusz egzaminu kwalif
ZS 06 zeszyt 6 SEP egzamin kwalifikacyjny D i E div 2
ZS 04 zeszyt 4 SEP egzamin kwalifikacjny D i E
więcej podobnych podstron