
MICROSTRUCTURE AND WEAR RESISTANCE
OF HIGH SPEED STEELS FOR ROLLING MILL
ROLLS
M. Boccalini Jr.
Instituto de Pesquisas Tecnol´ogicas- IPT
Av. Prof. Almeida Prado, 532- Cidade Universit´aria
05508-901 S˜ao Paulo
Brazil
A. Sinatora
Escola Polit´ecnica da Universidade de S˜ao Paulo
Av. Prof. Mello Moraes, 2231- Cidade Universit´aria
05508-900 S˜ao Paulo
Brazil
Abstract
In most cases, work rolls for the finishing stands of hot-strip mills are com-
posite components made of an outer shell of cast wear-resistant material and a
core of ductile iron or steel. The development of materials for the outer shell
has enjoyed rapid advances beginning in the early 1980s, culminating in the
application of cast alloys of the Fe-C-Cr-W-Mo-V system, which replaced
high-chromium cast iron and Ni-hard cast iron. These alloys are generically
termed high speed steels or, more rarely, multi-component white cast iron.
The idea of using these alloys for manufacturing work rolls for hot-strip
mills resulted from an insight into the requirements involved in this type of
application: fundamentally, the capacity to retain a high level of hardness
even when submitted to high temperatures, and also wear resistance. Both
are fulfilled by the classical high speed steels. The alloy design of the high
speed steels for rolls is based on the composition of the M2 steel, the main
changes being the higher carbon and vanadium contents.
The degradation of the work rolls for the early finishing stands involves
abrasion, oxidation, adhesion ("sticking") and thermal fatigue. This work
509

510
6TH INTERNATIONAL TOOLING CONFERENCE
deals with the effect of the chemical composition on the microstructure of the
HSS for rolls, mainly in respect to the volume fraction and morphology of
the eutectic carbides, as well as with the influence of the microstructure on
their wear resistance.
Keywords:
high speed steel, rolling mill roll, wear
INTRODUCTION
The quality of the strips and the productivity of the hot rolling mills are two
of the most important concerns in the steelmaking plants. The quality of the
strips is evaluated mainly by means of its shape, roughness and dimensional
tolerances, all of them depending strongly on the shape profile and surface
quality of the work roll. The productivity of the rolling mill is directly related
to the length of campaings of the rolls, the essential aim being to maintain
over time the surface roughness and shape profile as close as possible to
the initial ones. Moreover, saving costs with minimum roll grinding is also
important, since rolls are responsible for 5 to 15% of overall production
costs.
In most cases, work rolls for the finishing stands of hot rolling mills are
cast composite components made of an outer shell of wear-resistant material
and a core of ductile iron or steel. Regarding the work rolls for the early
finishing stands, the development of materials for the outer shell has enjoyed
rapid advances beginning in the early 1980s, culminating in the application
of cast alloys of the Fe-C-Cr-W-Mo-V system, which gradually replace high-
chromium cast iron and Ni-hard cast iron with better performance [1, 2, 3].
These alloys are generically termed high speed steels or multi-component
white cast iron [4, 5].
The idea of using these alloys for manufacturing work rolls for hot strip
mills resulted from an insight into the requirements involved in this type of
application: fundamentally, the capacity to retain a high level of hardness
even when submitted to high temperatures, and wear resistance. Both are
fulfilled by the classical high speed steels for tools, leading the alloy design of
the high speed steels for rolls (HSS for rolls) to be based on the composition
of the M2 steel. Thus, although the roll makers have developed alloys
specifically designed to the operational conditions of each hot- strip mill
plant, their chemical compositions often fall into the following ranges: 1.5–
2.5%C; up to 6%W; up to 6%Mo; 3–8%Cr and 4–10%V.
Microstructure and Wear Resistance of High Speed Steels for Rolling Mill Rolls
511
SOLIDIFICATION AND MICROSTRUCTURE
Owing to the higher carbon contents of the HSS for rolls in comparison to
those of the HSS for tools, austenite, instead of delta ferrite, is the primary
crystallized phase and the peritectic reaction δ + L → γ does not take place.
In addition, the HSS for rolls are less hypoeutectic than the HSS for tools,
that is, they have a lower volume fraction of proeutectic phase. Thus the
solidification sequence of the major high speed steels for rolls is composed
by just two main occurrences:
i) primary crystallization of austenite: liquid → austenite;
ii) eutectic decomposition of residual interdendritic liquid: liquid →austenite
+ carbides.
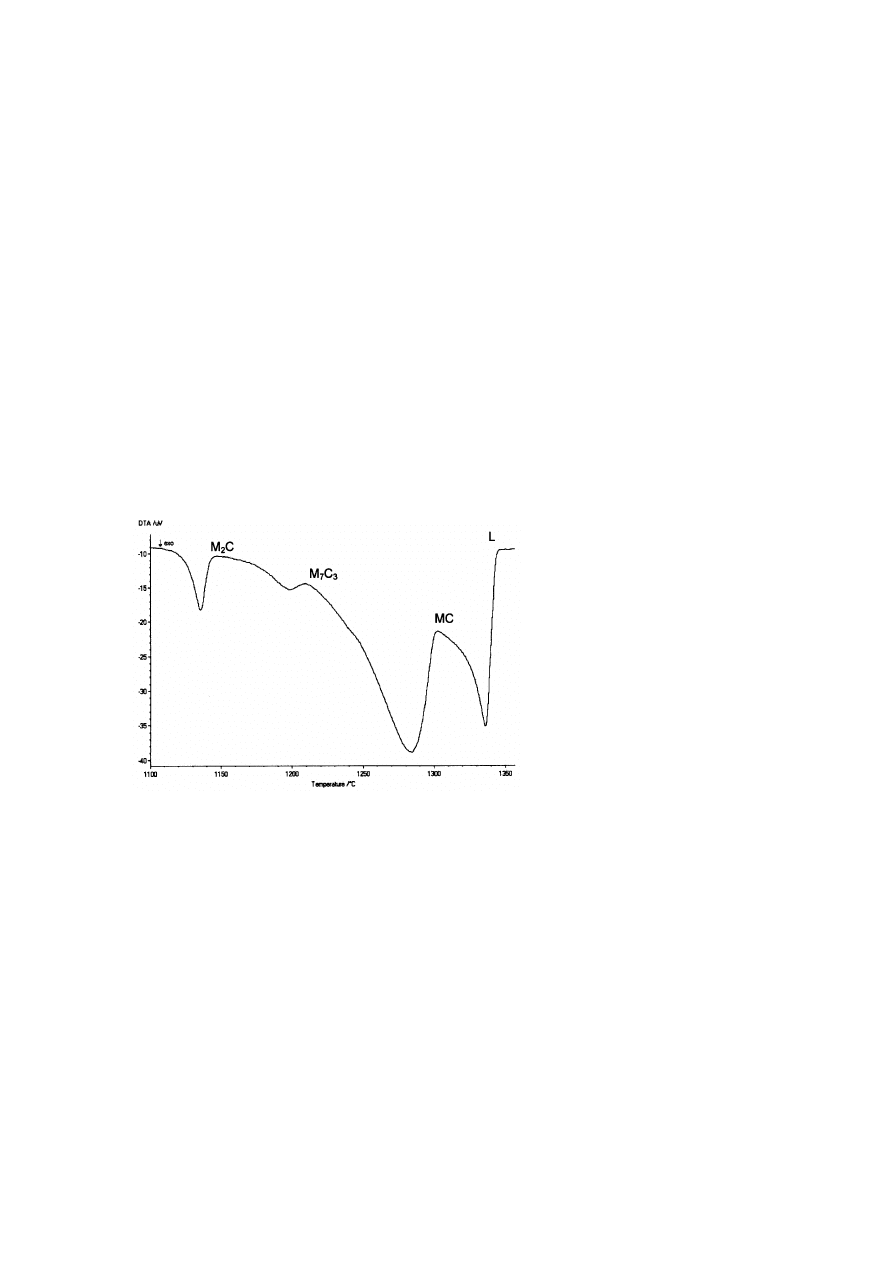
Nevertheless, the residual interdendritic liquid decomposes through different
eutectic reactions as it moves down a eutectic trough, leading to the formation
of up to three eutectics: γ+MC, γ+M
2
C and γ+M
7
C
3
. Figure 1 shows the
curve related to the cooling between 1450
◦
Cand 1100
◦
Cduring differential
thermal analysis of the alloy Fe-1.9C-5V-2Mo-2W-4Cr and Fig. 2 shows its
resultant microstructure (matrix is not etched).
Figure 1.
Differential thermal analysis curve of the alloy Fe-1.9C-5V-2Mo-2W-4Cr.
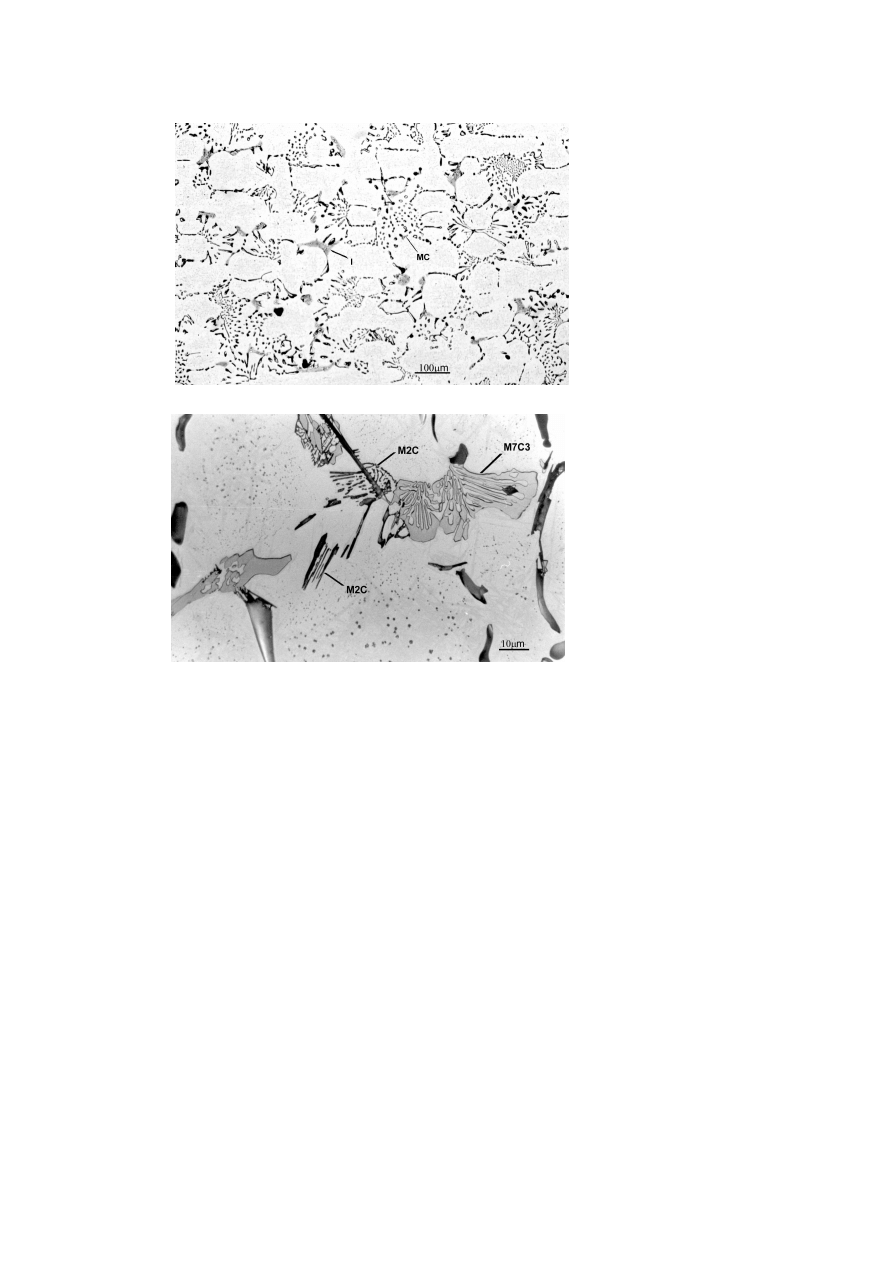
512
6TH INTERNATIONAL TOOLING CONFERENCE
(a) Label "I" means interdendritic M
2
C and M
7
C
3
eutectic carbides.
(b) Detail of the interdendritic eutectic carbides.
Figure 2.
Microstructure of the alloy Fe-1.9C-5V-2Mo-2W-4Cr solidified at 0.15 K/s.
The γ+MC eutectic always precipitates first, owing to the high vanadium
content of these alloys. The precipitation of the γ+M
2
C and/or γ+M
7
C
3
eutectics in the last stages of the solidification is governed by the segrega-
tion of the alloying elements and the sequence by which they precipitate
results from the competition between them, depending on the overall chem-
Microstructure and Wear Resistance of High Speed Steels for Rolling Mill Rolls
513
ical composition and on the cooling rate. The former is favored by high W,
Mo or V contents and high cooling rates while the latter is favored by high
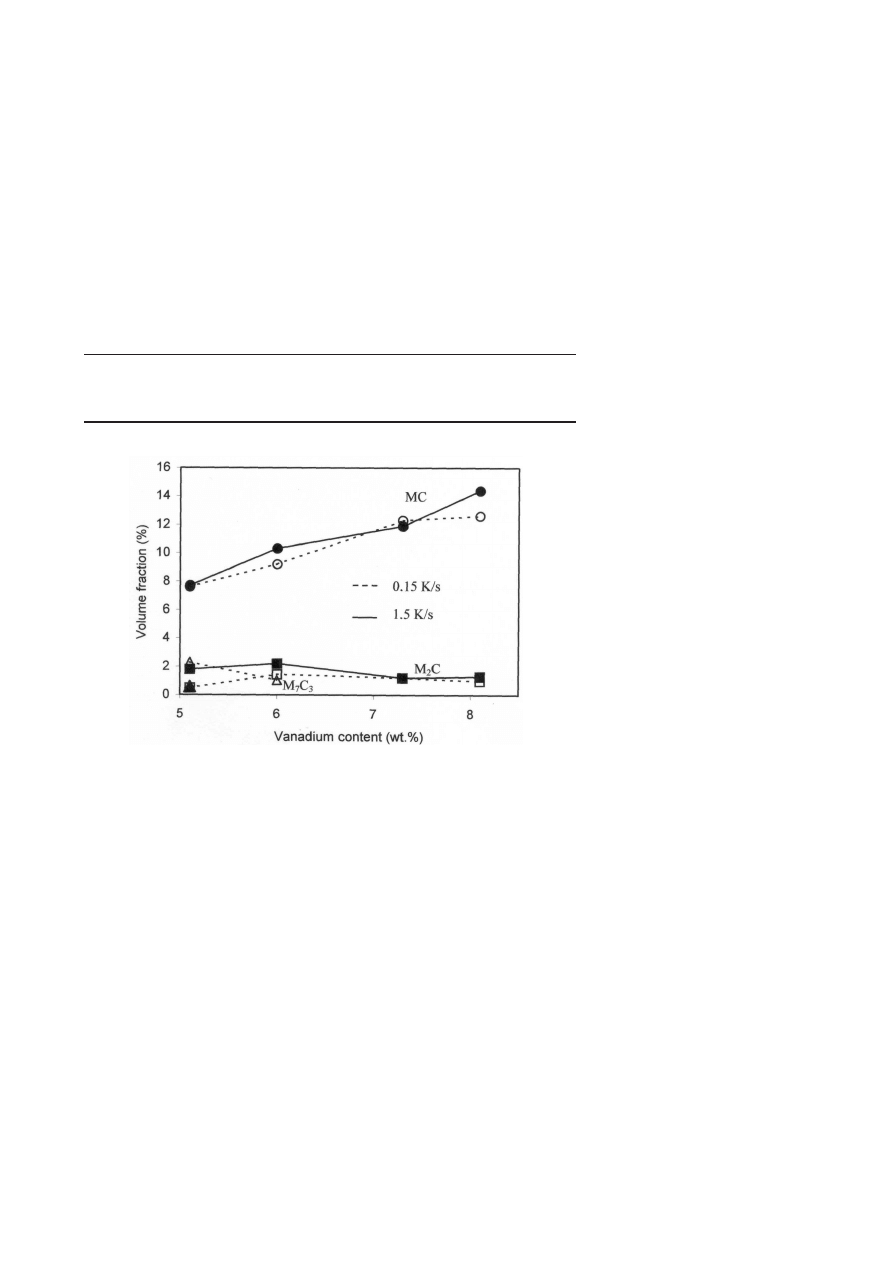
Cr or C contents and low cooling rates [5, 6]. Figure 3 shows the effect of
vanadium content and cooling rate on the volume fraction of the eutectic
carbides in the alloy Fe-1.9C-2Mo-2W-4Cr-V (note the suppression of the
M
7
C
3
carbide for high vanadium content or cooling rate) and Table 1 shows
the composition ranges of the eutectic carbides.
Table 1.
Typical composition ranges of the eutectic carbides
Carbide
Composition ranges (wt.%)
V
W
Mo
Cr
Fe
MC
40–60
10–30
10–25
3–8
2–4
M
2
C
7–13
10–40
30–50
8–15
4–15
M
7
C
3
4–8
4–8
5–10
20–30
40–50
Figure 3.
Effect of vanadium content and cooling rate on the volume fraction of the MC,
M
2
C and M
7
C
3
eutectic carbides.
The as-cast microstructure of the HSS for rolls is characterized by a matrix
with products of austenite decomposition (normally martensite or bainite),

514
6TH INTERNATIONAL TOOLING CONFERENCE
retained austenite and precipitated globular secondary carbides (Fig. 2(b)),
MC eutectic cells (coral-like MC) and eutectic carbides distributed in the
interdendritic or intercellular regions (M
2
C, M
7
C
3
and idiomorphic or petal-
like MC). MC carbide is by far the major eutectic carbide in the microstruc-
ture (Fig. 3). Up to three morphologies, commonly named coral-like, petal-
like and idiomorphic (Fig. 4), are developed, depending on the chemical
composition and cooling rate [5, 6]. The morphology of the MC carbide is
influenced both by the vanadium content and by the cooling rate, an inter-
dependence of these variables needing be considered in determining quanti-
tative limits of their influence. It was shown that the higher the cooling rate
and the lower the vanadium content, the higher the tendency to the formation
of less coupled eutectic with petal-like and/or idiomorphic MC carbide [6].
Figure 4.
Typical morphologies developed by the MC carbide in the HSS for rolls.
The volume fraction of the M
2
C and M
7
C
3
carbides rarely reach 5% each
one. When the formation of the M
7
C
3
eutectic precedes that of the M
2
C
eutectic, the M
7
C
3
carbide develops as branched platelets thicker at the end,
forming a "wall" of carbide around the eutectic cell (Fig. 2(b)), typically
found in the high chromium white cast irons with low carbon and low Cr/C
ratio [7]. In this case, the M
2
C eutectic nucleates on the M
7
C
3
carbide and the
M
2
C carbide presents platelike and/or fine lamellar morphologies (Fig. 2(b)),
Microstructure and Wear Resistance of High Speed Steels for Rolling Mill Rolls
515
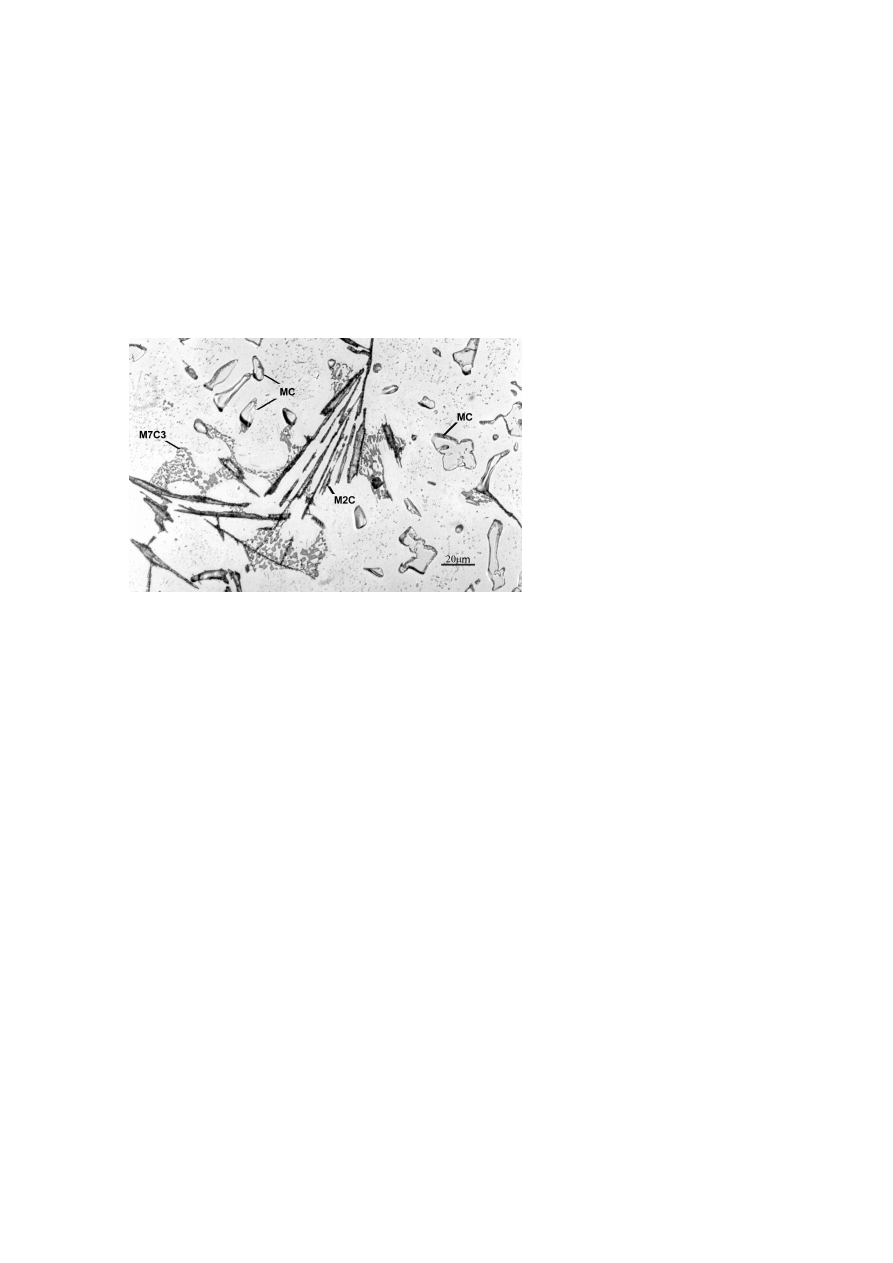
both described elsewhere [8]. When, otherwise, the formation of the M
7
C
3
eutectic takes place after that of the M
2
C eutectic, the M
7
C
3
carbide is rod-
like and the M
2
C carbide develops only as platelets assembled as radiating
clusters, playing the role of heterogeneous nucleus for the precipitation of
the M
7
C
3
eutectic (Fig. 5).
After heat treated through quenching and tempering, the microstructure
has a tempered martensite or bainite matrix with remaining globular sec-
ondary carbides precipitated during solidification (size around 1 µm) and
fine globular secondary carbides precipitated during tempering (size less
than 1µm), both being mainly MC, M
7
C
3
and M
2
3
C
6
carbides [9, 10].
Figure 5.
Detail of the microstructure of the alloy Fe-2.5C-5V-5Mo-5W-4C solidified at
0.15 K/s.
WEAR RESISTANCE
Work roll wear is a complex process characterized by the simultaneous
operation of several surface degradation phenomena. Furthermore, the per-
formance of the roll material is evaluated through technological parameters
that depict the interaction of all those phenomena, the results of investiga-
tions into the effects of each one separately being to be considered just as a
trend. Basically, the essential target of the rolling mill plant is to keep the
shape profile and surface roughness as close as possible to the initial ones.
516
6TH INTERNATIONAL TOOLING CONFERENCE
The better performance of the HSS rolls, in comparison to the forerunner
work roll materials, is related to its microstructure characteristics: great
amount of very hard (2800–3000 HV), fine and discontinuous MC eutectic
carbides and a matrix hardened by secondary precipitated carbides. The
microstructure of the high chromium cast iron, for instance, consists of the
softer M
7
C
3
eutectic carbide (1100–1800 HV) and a less high temperature
resistant matrix.
The degradation of the work rolls for the early finishing stands involves,
at least, abrasion, oxidation, adhesion ("sticking") and thermal fatigue [11,
12, 13]. Thermal fatigue results from stresses developed by cyclic heating
and cooling of a very thin boundary layer close to the work roll surface
(no thicker than 1% of the work roll radius [14]), which is alternately and
repeatedly heated by the hot strip, the work of plastic deformation and the
roll/strip friction in the roll bite and cooled by water during the remaining
portion of its rotation. The boundary layer is thus submitted to compressive
stress during the heating cycle, since its thermal expansion is constrained by
the bulk roll, which temperature remains approximately constant during the
operation; if the compressive stress is high enough to plastically deformed
the layer (softened by the high temperature), residual tensile stress higher
than the rupture strength may develop during the cooling cycle and cracking
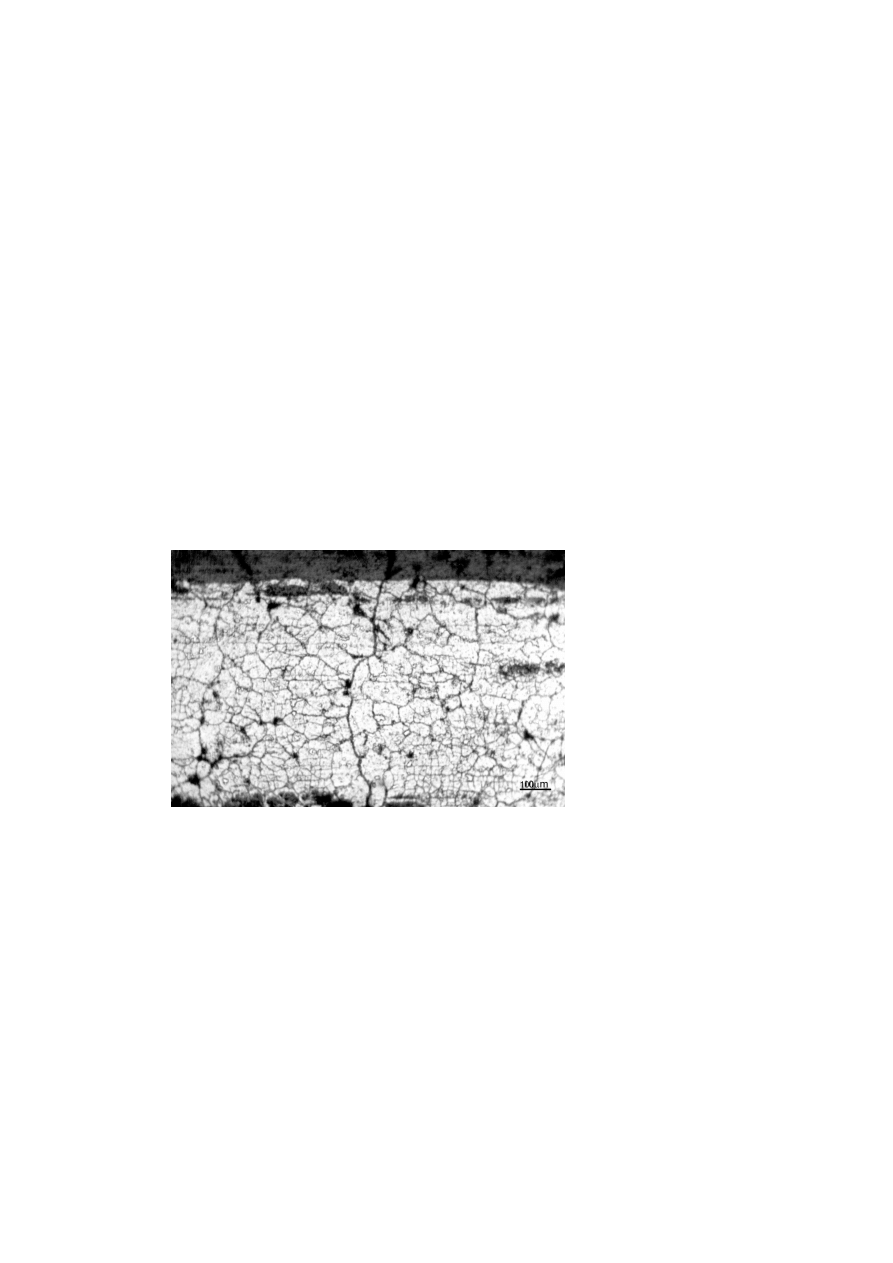
will take place [14, 15]. Figure 6 shows a typical thermal cracking pattern
Figure 6.
Typical thermal cracking pattern at the surface of a HSS work roll.

Microstructure and Wear Resistance of High Speed Steels for Rolling Mill Rolls
517
at the surface of a HSS work roll for the second finishing stand. Primary
and secondary patterns can be distinguished, mainly due to the difference
of the mesh sizes, larger in the former, and to the thickness of their cracks,
finer in the latter. While the primary crack pattern is related to thermal and
mechanical stresses imposed on the roll and not to the microstructure of the
shell material, eutectic carbides play a decisive role in the nucleation and
propagation of the secondary cracks [16, 17].
Thermal fatigue experiments show that secondary cracks nucleate at the
eutectic carbide (stress concentration induced by the great difference be-
tween the thermal coefficients of carbide and matrix) and propagate along
carbide/matrix interface [9, 18]. Since the presence of eutectic carbides, and
thus crack nucleation, is unavoidable, improving thermal fatigue resistance
requires their refining and homogeneous distribution, so as to avoid the for-
mation of easy crack propagation paths, like interdendritic or intercellular
coarse M
7
C
3
or M
2
C carbides (Fig. 7).
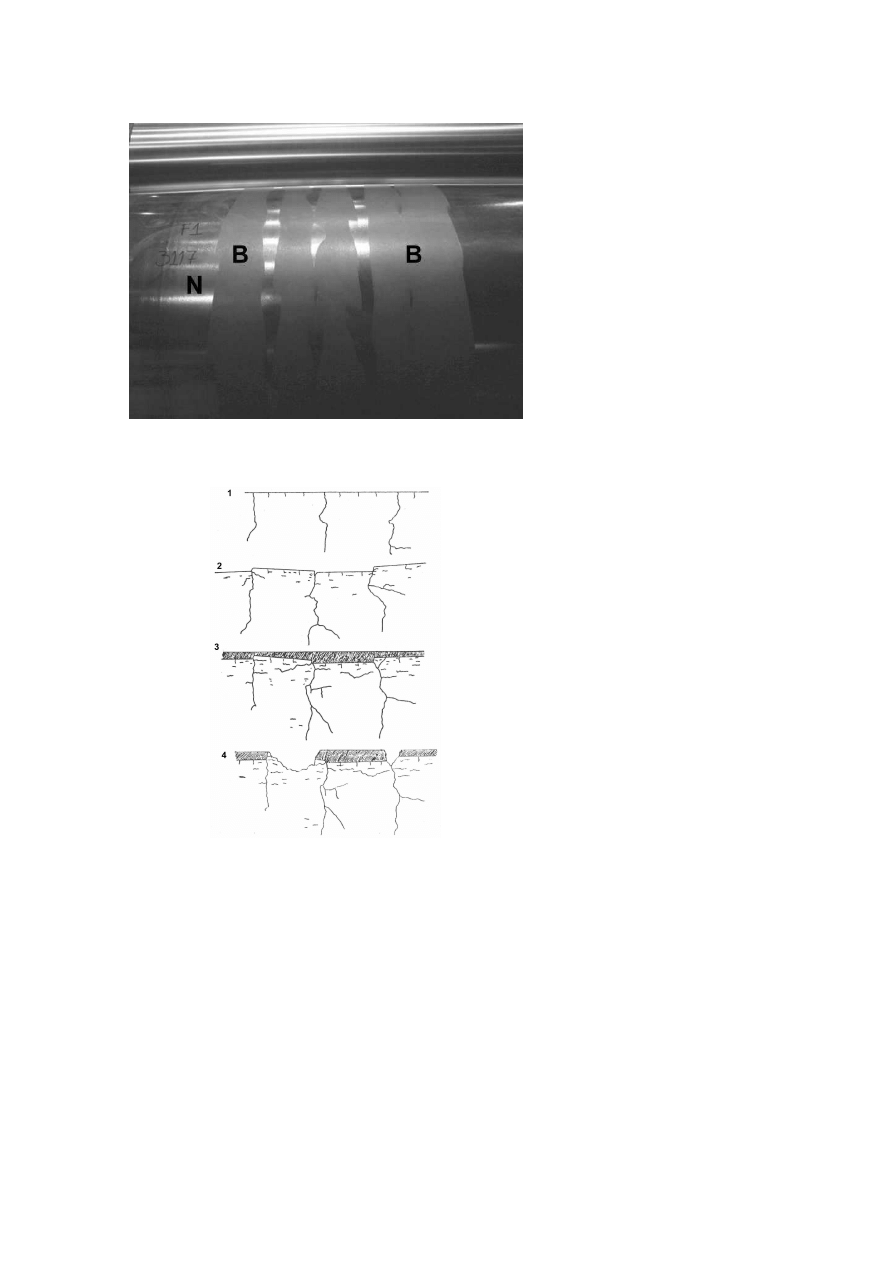
The combination of thermal fatigue and mechanical stresses inherent to
the rolling process progressively extends and branches the cracking network
through subsurface thickness, leading to a catastrophic deterioration in which
large segments of the roll surface, containing the oxide layer built up during
rolling together with portions of the roll material, are peeled off. The peeling,
known as "banding", leaves a roughened roll surface unsuitable for further
rolling (Fig. 8a, 8b).
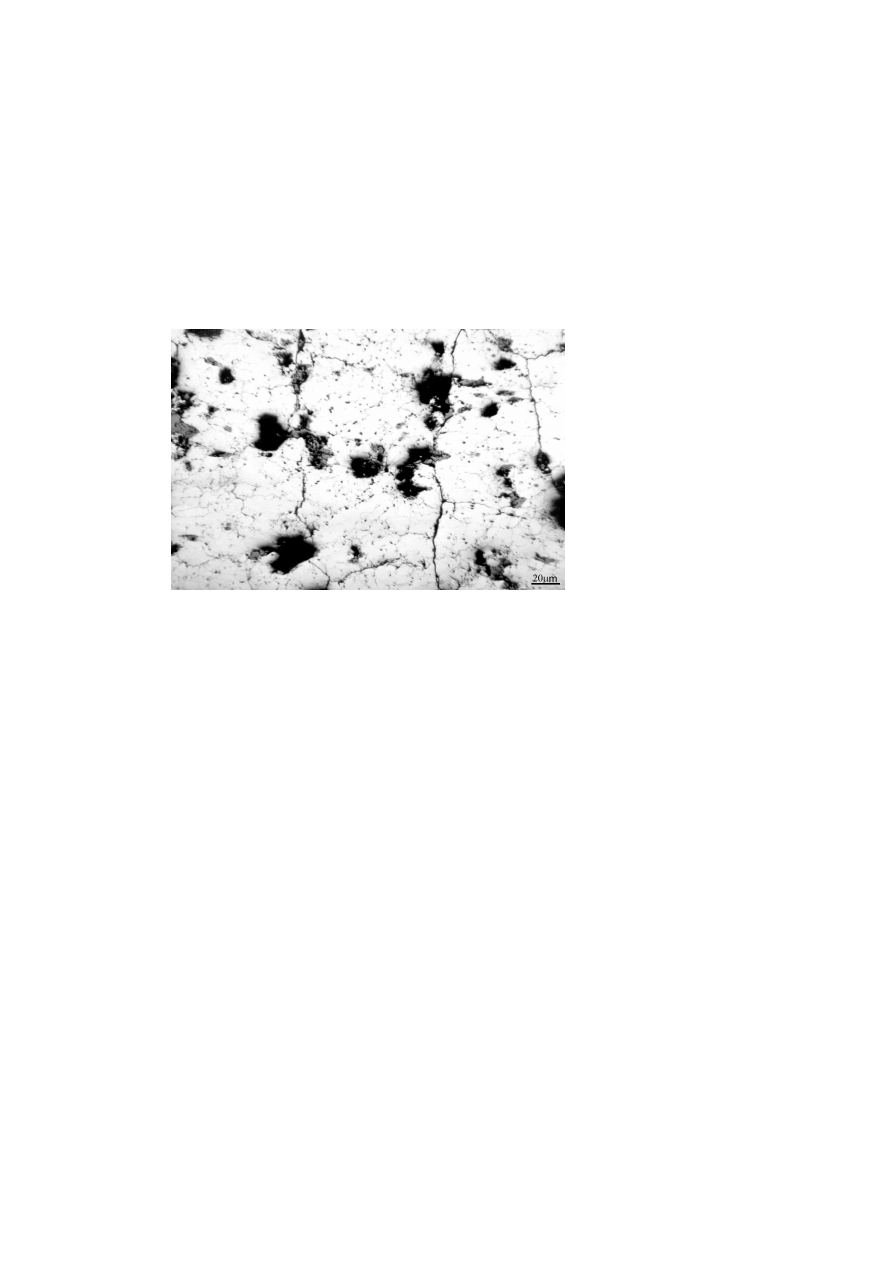
Adhesion is a consequence of the micro-welding regions of strip metal
into roll metal in the sticking zone of the roll gap, where there is no relative
motion between the strip and roll surfaces [19, 20]. Resultant wearing takes
place when interfaces in contact are made to slide and the micro-welded
regions must separate, hot shearing the roll material [19]. The formation
of large pores in the surface of the rolls, commonly named "comet tails"
(Fig. 9), are attributed to the intense occurrence of adhesion [21].
Adhesion resistance of the roll materials is improved by increasing vol-
ume fraction of eutectic carbides. Werquin [19] explained this behavior
resembling that the hot hardness of the eutectic carbides is higher than that
of the matrix, concerned to the higher hot shear strength thus resultant. Fur-
thermore, within the same concept, he suggested that adhesion resistance
can be further improved through increasing the hot hardness of the matrix
by means of secondary hardening heat treatment [19]. Nevertheless, one can
also resemble that adhesion is primarily controlled by the physico-chemical

518
6TH INTERNATIONAL TOOLING CONFERENCE
(a) Nucleation of the secondary cracks at the MC eutectic carbide.
(b) Propagation of the secondary cracks along coarse interdendritic M
7
C
3
eutectic
carbides.
Figure 7.
Thermal fatigue experiments.
interaction between the welded materials, in which chemical affinity, alloy-
ing solubility and diffusion play a decisive role [22]. Accordingly, the actual
effect of the eutectic and secondary precipitated carbides may be related to

Microstructure and Wear Resistance of High Speed Steels for Rolling Mill Rolls
519
the less intense interaction between carbides and strip metal, owing to their
lower chemical affinity.
Oxidation of the work roll during hot rolling, gradually building up an
oxide layer on the roll surface (referred to as "black skin"), markedly influ-
ences the wear behavior of the roll material: as long as this layer is smooth,
adherent and continuous, it act as a solid lubricant and as a thermal barrier,
thus protecting the roll surface from degradation [19, 21, 23]; nevertheless,
it is subject to high stresses during the contact with the hard strip scale in the
roll gap and it is eventually worn out [21]. Therefore, ideally, roll material
must be able to develop an oxide layer that rapidly forms and regenerates,
but, once formed, slowly grows in order to keep a high adherence to the roll
surface.
The oxide layer in the HSS rolls consists basically of magnetite, though
Cr, Mo and V are also detected [17, 23]. The oxidation kinetics is mainly
controlled by chemical composition, Cr and Co (sometimes added up to 5%)
being the most powerful alloying elements in minimizing it [19, 23]. It is
observed, further, that the size and distribution of the eutectic carbides play a
role on this kind of surface degradation, since they are less prone to oxidation
than the matrix, irrespective of the carbide type, they are not influenced by
the breaking up of the oxide layer and matrix/carbide interface is a favorable
oxidation path [19, 24].
Friction coefficient between work rolls and rolled strip is of the utmost
importance for the hot rolling mill due to its effect on process parameters
and surface quality of the strip: the higher the friction coefficient, the higher
the rolling force, the power consumption and the tendency to the formation
of rolled-in scale defect [2, 20].
In a general view, friction coefficient is higher for HSS rolls than for high
chromium cast iron rolls, as has been demonstrated by industrial results [20]
and laboratory experiments carried out by two-disc wear test [11, 25]. This
is a consequence of the main features of the microstructures of that alloys,
as follows:
a) The presence of hard MC eutectic carbide in the microstructure of the
HSS leads to a high uneven wear, since the matrix, much more soft, is
quickly worn out; as a result, protruding carbides or eutectic cells arise.
In addition, increasing amount of vanadium content causes the formation
of cell-type MC eutectic with intercellular network of relatively massive
M
2
C or M
7
C
3
carbides that are prone to micro-spalling and subsequent

520
6TH INTERNATIONAL TOOLING CONFERENCE
falling-off. Both occurrences give rise to severe surface irregularity on
the roll surface, thus increasing the interlocking of asperities (Coulomb
friction).
b) Removed MC particles from the roll material may induce a gripping
effect between roll and strip.
c) MC eutectic carbides in HSS are less prone to thermal cracking, since
they are finer and more evenly distributed than the M
7
C
3
carbide in high
chromium cast iron. Thus, the presence of micro-pits acting as lubrication
oil pools are rare in the HSS rolls.
d) The total volume fraction of eutectic carbides in high chromium cast iron
(around 30%) is much higher than in HSS (10% to 18%), thus making
the former more adhesion resistant.
While this qualitative relationship between friction coefficient and mi-
crostructure features is a reasonably widespread knowledge, literature shows
conflicting quantitative data, even when comparing works of the same re-
search group. Friction coefficients ranging from 0,25 to 0,55 for the HSS
have been published [11, 20, 25].
SUMMARY
The development of materials for the outer shell culminated in the appli-
cation of cast alloys of the Fe-C-Cr-W-Mo-V system with microstructures
characterized by great amount of very hard, fine and discontinuous MC
eutectic carbides and a matrix hardened by secondary precipitated carbides.
The solidification sequence of the major high speed steels for rolls is com-
posed by primary crystallization of austenite and eutectic decomposition of
residual interdendritic liquid, which leads to the formation of up to three
eutectics: γ+MC, γ+M
2
C and γ+M
7
C
3
. The matrix consists of products of
austenite decomposition (normally martensite or bainite), retained austenite
and precipitated globular secondary carbides. MC is by far the major eutec-
tic carbide in the microstructure and M
2
C and M
7
C
3
eutectic carbides are
distributed in the interdendritic or intercellular regions.
The degradation of the work rolls for the early finishing stands involves,
at least, abrasion, oxidation, adhesion and thermal fatigue.
Thermal fatigue cracks nucleate at the eutectic carbide and propagate
along carbide/matrix interface. Improving thermal fatigue resistance re-

Microstructure and Wear Resistance of High Speed Steels for Rolling Mill Rolls
521
quires refining and homogeneous distribution of carbides, so as to avoid
the formation of easy crack propagation paths. Adhesion resistance is im-
proved by increasing volume fraction of eutectic carbides. This behavior
is attributed to higher hot hardness and lower chemical affinity with rolled
material of the eutectic carbides in comparison to the matrix. Oxidation of
the work roll during hot rolling markedly influences the wear behavior of the
roll material, since as long as this layer is smooth, adherent and continuous,
it act as a solid lubricant and as a thermal barrier, thus protecting the roll
surface from degradation. The oxidation kinetics is mainly controlled by
chemical composition, but the size and distribution of the eutectic carbides
play a role on this kind of surface degradation.
Friction coefficient between work rolls and rolled strip is higher for HSS
rolls than for high chromium cast iron rolls (values ranging from 0,25 to
0,55). This is a consequence of the main features of the microstructures of
that alloys, i.e., the major presence of MC carbides in the former and the
higher total volume fraction of eutectic carbides in the latter.
REFERENCES
[1] M. HASHIMOTO, T. KAWAKAMI, T. ODA, R. KURAHASHI and K. HOKIMOTO,
Nippon Steel Tech. Rep.66 (1995) 82.
[2] Y. SANO, T. HATTORI and M. HAGA, ISIJ International 11 (1992) 1194.
[3] T. KOSEKI, K. ICHINO, Y. KATAOKA, Y. NAKANO and K. YUDA, in Proceedings
of the 38th Mechanical Working Steel Processing Conference, Oct. 1996 (Iron and
Steel Society of AIME, Warrendale) p. 59.
[4] Y. MATSUBARA, N. SASAGURI, H. WU, E. ALBERTIN and M. BOCCALINI, in
Proceedings of the 1st International Congress on Metallurgy and Materials Technol-
ogy, S˜ao Paulo, Oct. 1994, edited by ABM, p.1.
[5] H. WU, N. SASAGURI, Y. MATSUBARA and M. HASHIMOTO, Transactions AFS
140 (1996) 103.
[6] M. BOCCALINI JR., C.L. SERANTONI, A. SINATORA and Y. MATSUBARA, in
Proceedings of the Science of Casting andSolidification, Brasov, May 2001, edited by
D.M. Stefanescu (Lux Libris, Brasov, 2001) 393.
[7] F. MARATRAY and R. USSEGLIO-NANOT, in "Atlas: Courbes de transformation de
fontes blanches au chrome et au chrome-molybd´ene" (Clymax Molybdenum, Paris)
p. 72.
[8] M. BOCCALINI. JR. and H. GOLDENSTEIN, Int. Materials Review 2 (2001) 92.
[9] S. LEE, K. SOHN, C.G.LEE and B.I.JUNG, Met. Mat. Trans. A 1 (1997) 123.
[10] S. CHABOUR and G. CIZERON, Fonderie Fondeur D’Aujourd’Hui 175 (1998) 42.

522
6TH INTERNATIONAL TOOLING CONFERENCE
[11] J. W. PARK, H.C.LEE and S.LEE, Met. Mat. Trans. A 2 (1999) 399.
[12] S. SPUZIC, Wear 176 (1994) 261.
[13] J.H.RYU, O. KWON, P.J.LEE and Y.M.KIM, ISIJ International 11 (1992) 1221.
[14] D.CHANG, J, Mat. Proc. Tech 94 (1999) 45.
[15] A. DIAS, Revue de M´etallurgie 7–8 (1986) 643.
[16] J. J. DEBARBADILLO, C. J.TROZZI, Iron and Steel Engineer 1 (1981) 63.
[17] L. CAITHNESS, S. COX and S. EMERY, in Proceedings of the Rolls 2000+ Confer-
ence, Birmingham, April 99, p. 1.
[18] A. WISNIEWSKI, H. P.LIEURADE, J. C. WERQUIN, H. DJEBAILI and G. CIZE-
RON, M´em. ´
Etudes Sci. Rev. M´et. 6 (1991) 356.
[19] J.C. WERQUIN in Proceedings of the International Conference on What’s New in
Roll Technologies of the World?, Tokyo , 1995 (Iron and Steel Institute of Japan)
p.10.
[20] P. THONUS, J. C. HERMAN, J. P. BREYER, M. SINNAEVE, A. CHARLIER, D.
LIQUET and R. MARQUET, in Proceedings of the 38th Mechanical Working Steel
Processing Conference, Oct. 1996 (Iron and Steel Society of AIME, Warrendale) p.
43.
[21] J. C. WERQUIN and J. BOCQUET, in Proceedings of the 34th Mechanical Working
Steel Processing Conference, Montreal, Oct. 1993 (Iron and Steel Society of AIME,
Warrendale) p. 135.
[22] K. C. LUDEMA, in "ASM Handbook- Friction, Lubrication and Wear Technology"
(ASM International) p. 237.
[23] V. LANTERI, C. THOMAS, J. BOCQUET, H. YAMAMOTO and S. ARAYA, in
Proceedings of the 7th International Conference on Steel Rolling, Chiba, 1998 (The
Iron and Steel Institute of Japan) p. 423.
[24] M. VARDAVOULIAS, Wear 173 (1994) 105.
[25] Y.J. KANG, J.C.OH, H.C. LEE and S. LEE, Met. Mat. Trans. A 10 (2001) 2515
Microstructure and Wear Resistance of High Speed Steels for Rolling Mill Rolls
523
Figure 8a.
Macroscopic view of "banding" at the work roll surface: in the region labeled
"B", Ra=2,3 µm; in the region labeled "N", Ra=0,95µm.
Figure 8b.
Schematic illustration of the steps in the formation of "banding" [16].
524
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 9.
Large pores in the surface of the rolls ("comet tails"), which formation is
attributed to the intense occurrence of adhesion.
Wyszukiwarka
Podobne podstrony:
32 425 436 Ifluence of Vacuum HT on Microstructure and Mechanical Properties of HSS
8 95 111 Investigation of Friction and Wear Mechanism of Hot Forging Steels
52 737 754 Relationship Between Microstructure and Mechanical Properts of a 5%Cr Hot Works
Effect of heat treatment on microstructure and mechanical properties of cold rolled C Mn Si TRIP
Microstructure and mechanical properties of plasma sprayed H
Leadership Interview Questions and Answers Examples of Skills for Leaders
72 1031 1039 Influence of Thin Coatings Deposited by PECVD on Wear and Corrosion Resistance
Microstructures and stability of retained austenite in TRIP steels
75 1067 1073 Elimination of Lubricants in Industries in Using Self Lubricating Wear Resistant
26 349 359 PM Plastics Mould Steels Wear Resistant and Corrosion Resistant Martensitic Steels
38 525 530 Wear Studies of Commercial and Ti Nb HSS
Microstructures and stability of retained austenite in TRIP steels
Walker The Production, Microstructure, and Properties of Wrought Iron (2002)
więcej podobnych podstron