
-1-
mgr inż. Maciej Molik
dr inż. Jan Tryburcy
Tampotechnika Jan Tryburcy
00-132 Warszawa, ul. Grzybowska 9, e-mail: tampo@tampotechnika.com.pl
„Niewidzialne” problemy występujące przy lakierowaniu,
zdobieniu i znakowaniu tworzyw sztucznych
1
Wstęp....................................................................................................................1
2
Sposoby poprawy przyczepności farb, lakierów i klejów do przedmiotów
wykonanych z tworzyw sztucznych. .........................................................................1
2.1
Sposoby przygotowania powierzchni przedmiotów z tworzyw
sztucznych............................................................................................................... 3
2.1.1
Wyładowanie koronowe........................................................................ 3
2.1.2
Płomieniowe przygotowanie powierzchni przedmiotów z poliolefin 5
2.1.3
Metody chemiczne................................................................................. 6
2.2
Sposoby oceny skuteczności przygotowania powierzchni ...................... 7
2.3
Uwagi ogólne ................................................................................................ 8
3
Sposoby eliminacji problemów związanych z elektryczonścią statyczną
w przetwórstwie tworzyw sztucznych....................................................................... 9
1 Wstęp
Przy barwieniu, zdobieniu i znakowaniu wyrobów z tworzyw sztucznych natrafiamy
często na problemy technologiczne, które ujemnie wpływają na jakość wyrobu
końcowego. Przyczyny tych problemów wydają się być niemożliwe do zdefiniowania,
a podejmowane środki zapobiegawcze nie dają jednoznacznych i stałych rezultatów.
Nasze opracowanie ma na celu przedstawienie przyczyn występowania dwóch
podstawowych problemów :
-
niedostatecznej przyczepności farb, lakierów i klejów do niektórych tworzyw
sztucznych,
-
pogorszenia jakości druku, pokrywania się kurzem, sklejania wyrobów.
Oczywiście przedstawimy również zasady zapobiegania tym zjawiskom.
2 Sposoby poprawy przyczepności farb, lakierów i klejów do przedmiotów
wykonanych z tworzyw sztucznych.
Grupą tworzyw sztucznych, których ilość zastosowań dynamicznie rośnie są
poliolefiny. Są one wykorzystywane do produkcji opakowań do kosmetyków i chemii
gospodarczej, sprzętu medycznego, artykułów gospodarstwa domowego, części
i akcesoriów motoryzacyjnych, sprzętu instalacyjnego. Poliolefiny są przetwarzane
metodą wtrysku, rozdmuchu i wytłaczania. Problem powstaje, gdy wyrób
z polietylenu, czy polipropylenu chcemy polakierować (zderzaki samochodowe),
-2-
oznakować (przewody instalacji wodnej), czy ozdobić nadrukiem bezpośrednim
(opakowania, sprzęt medyczny, AGD).
Okazuje się bowiem, że pokrycia wykonane farbami lub lakierami, które sprawdzają
się w wielu innych zastosowaniach, nie wykazują tu dostatecznej przyczepności.
Przyczyną tego jest chemiczna odporność poliolefin na substancje zawarte w farbie
i stosowanych rozcieńczalnikach oraz w fakcie, że poliolefiny są trudno zwilżane –
farba wysycha na powierzchni wyrobu bez jej zwilżenia, nie zachodzi adhezja farby
do podłoża, nie ma sił przylegania.
Przyjmuje się, że niezbędny poziom adhezji, (związany z dostatecznym zwilżaniem
powierzchni), wymaga, aby energia powierzchniowa podłoża (materiału
pokrywanego) była większa od napięcia powierzchniowego cieczy (farby, kleju) co
najmniej o 2 do10 mN/m.
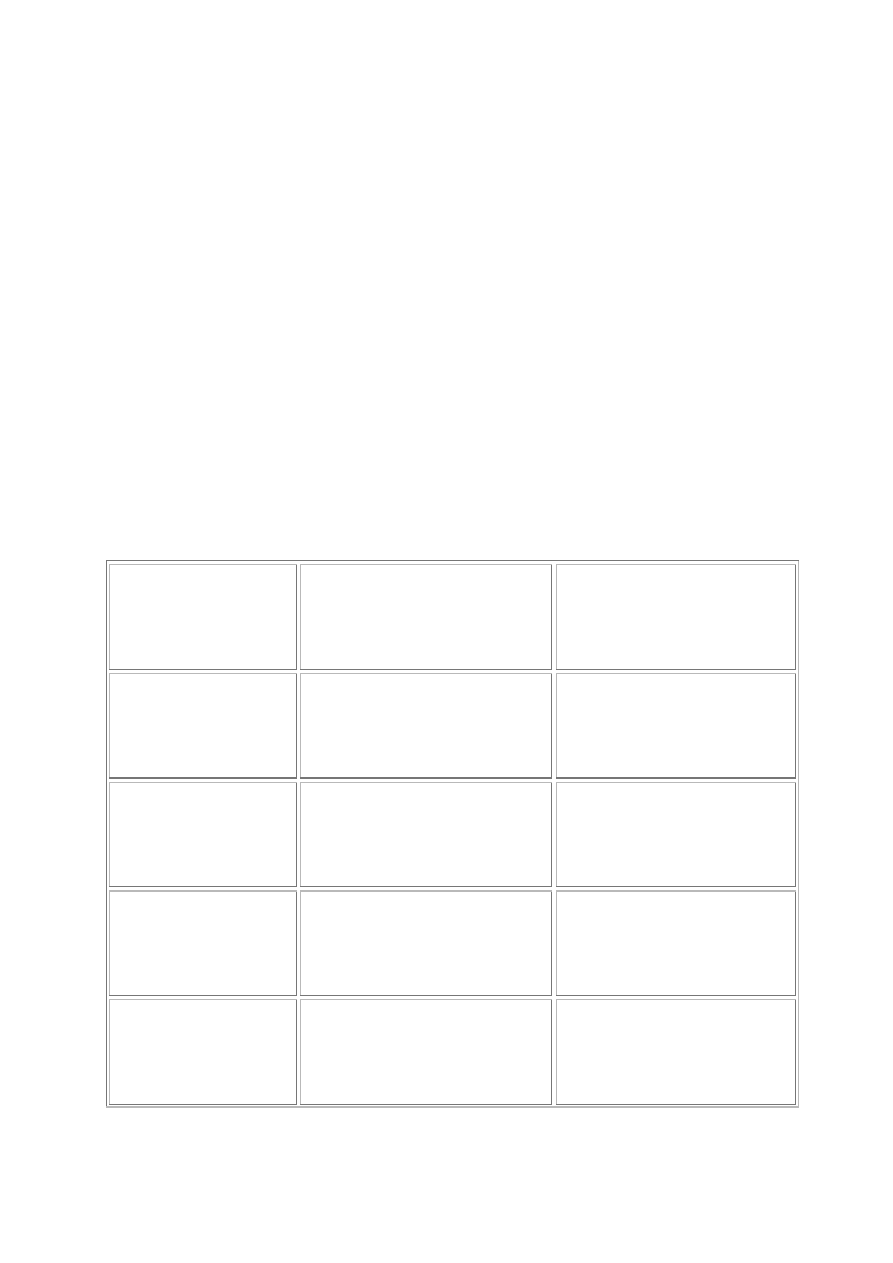
Tabela 1 przedstawia zestawienie wartości napięcia powierzchniowego rozmaitych
tworzyw sztucznych z napięciem powierzchniowym farb i klejów.
Napięcie powierzchniowe jest miarą energii związanej z istnieniem sił
międzycząsteczkowych. Napięcie powierzchniowe powoduje, że ciecz w kontakcie
z podłożem dąży do zawarcia swojej objętości w bryle o najmniejszej powierzchni
styku z tym podłożem.
Tabela 1. Energia powierzchniowa niektórych tworzyw sztucznych, a napięcie powierzchniowe cieczy
stosowanych do drukowania, lakierowania i klejenia
Energia powierzchniowa podłoża
(mN/m)
Napięcie powierzchniowe cieczy
(mN/m)
PTFE
PP
EPDM
PE
PS
PC
PVC
ABS
PET
18–20
29–31
30–33
30–31
33–38
34–46
33–39
35–46
41–44
Farba rozcieńcz. 1 i 2 składnikowa
Klej UV
1 i 2 składnikowy klej
Powłoki lakiernicze
Klej na bazie wody
Farba drukarska UV
Wodna farba drukarska
36-38
40-50
44-48
44-48
44-50
50-56
54-56
Przyczyną problemów związanych z brakiem przyczepności farb i klejów jest więc
niska energia powierzchniowa wyrobów z poliolefin, a rozwiązaniem jest fizyczna
zmiana własności tej powierzchni związana ze wzrostem energii powierzchniowej.
W celu uzyskania dobrej przyczepności powierzchni, konieczne jest zmodyfikowanie
właściwości tej powierzchni poprzez zerwanie wiązań molekularnych. W ten sposób
zwiększa się napięcie powierzchniowe, a w konsekwencji stopień przyczepności, nie
naruszając właściwości tworzywa.
-3-
2.1
Sposoby przygotowania powierzchni przedmiotów z tworzyw sztucznych
2.1.1 Wyładowanie koronowe
Istnieją trzy rozmaite metody przygotowania powierzchni wykorzystujące zjawisko
wyładowania koronowego:
-
wyładowanie elektryczne,
-
tłumione wyładowanie elektryczne,
-
oddziaływanie plazmy.
W każdym przypadku efektem jest utlenianie powierzchni przez zastępowanie
wodoru znajdującego się w wiązaniach cząsteczkowych przez tlen. Powoduje to
wzrost energii powierzchniowej materiału, w przez to zwiększa możliwość jego
zwilżania.
Koroną nazywamy obszar zjonizowanej atmosfery, widoczny czasami w postaci
niebieskiej mgiełki, występujący wokół urządzeń elektrycznych funkcjonujących pod
wysokim napięciem. Korona powoduje powstawanie ozonu, który jest nadzwyczaj
agresywną postacią tlenu.
Wyładowanie elektryczne
Urządzenie do wytwarzania wyładowania elektrycznego składa się z generatora
wysokiej częstotliwości, transformatora wysokiego napięcia i układu elektrod.
Wyładowanie elektryczne pomiędzy elektrodami powoduje jonizację otaczającej
atmosfery. Oddziaływanie zjonizowanych cząstek na powierzchnię
przygotowywanego materiału powoduje utlenianie tej powierzchni. Miarą stopnia
przygotowania powierzchni jest ilość energii przekazanej przez zjonizowane cząstki.
Energia ta jest proporcjonalna do wyjściowej mocy generatora, zależy od szczeliny
pomiędzy elektrodami i od czasu oddziaływania.
Wyładowanie koronowe stosowane jest głównie do przygotowania materiałów
płaskich i dość cienkich (przede wszystkim folie). Przygotowanie przedmiotów
trójwymiarowych wymaga stosowania elektrod kształtowych. Przedmioty cylindryczne
są wkładane na przewodzące trzpienie i obracane podczas oddziaływania
wyładowania elektrycznego.
Równomierne wyładowanie umożliwiające przygotowanie powierzchni przedmiotów
trójwymiarowych zapewnia również urządzenie z wirującymi zespołami elektrod, pod
którymi przemieszczają się przedmioty przygotowywane. Przeciwelektrodę stanowi tu
płyta znajdująca się pod taśmą przenośnika.
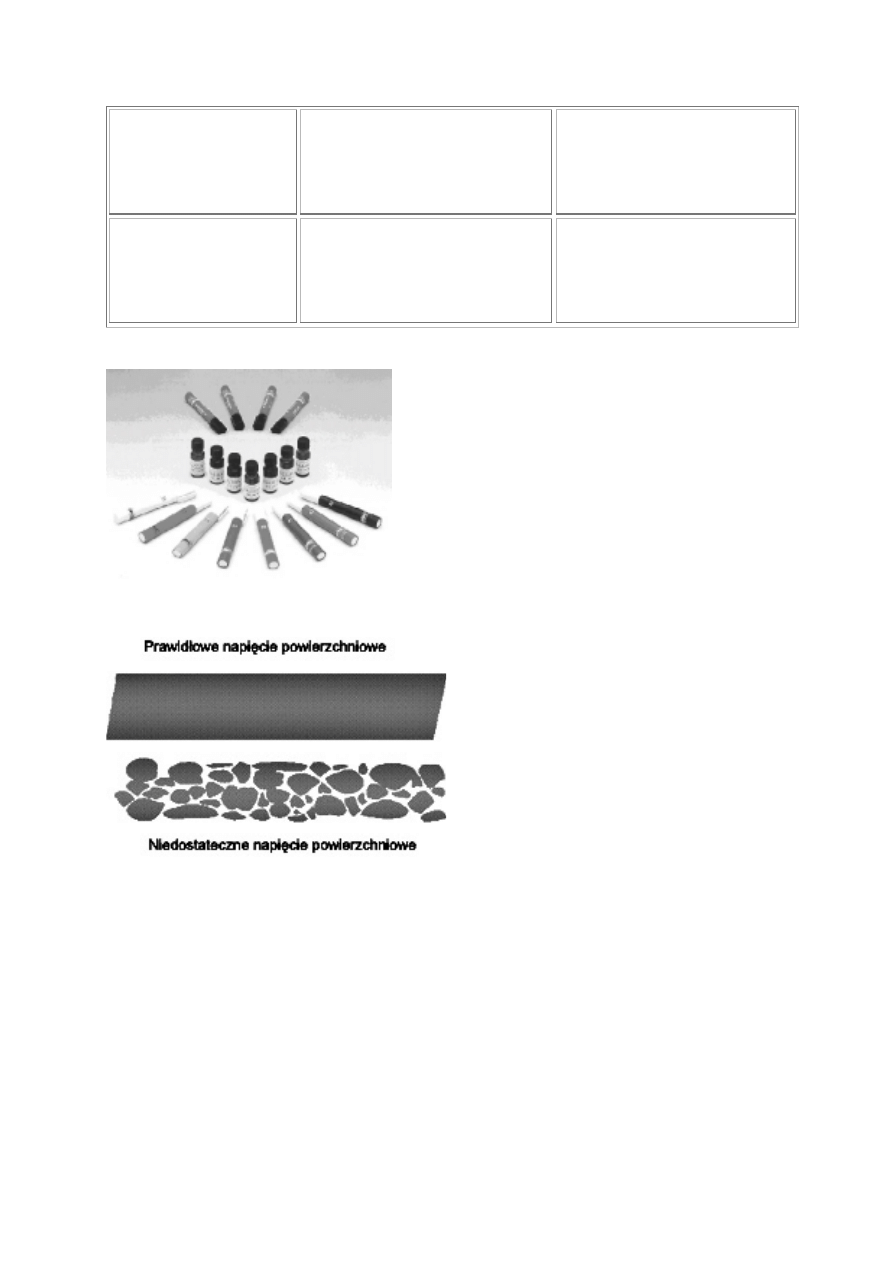
Rys. 1. Urządzenie z wirującymi elektrodami do przygotowania powierzchni przedmiotów
trójwymiarowych
-4-
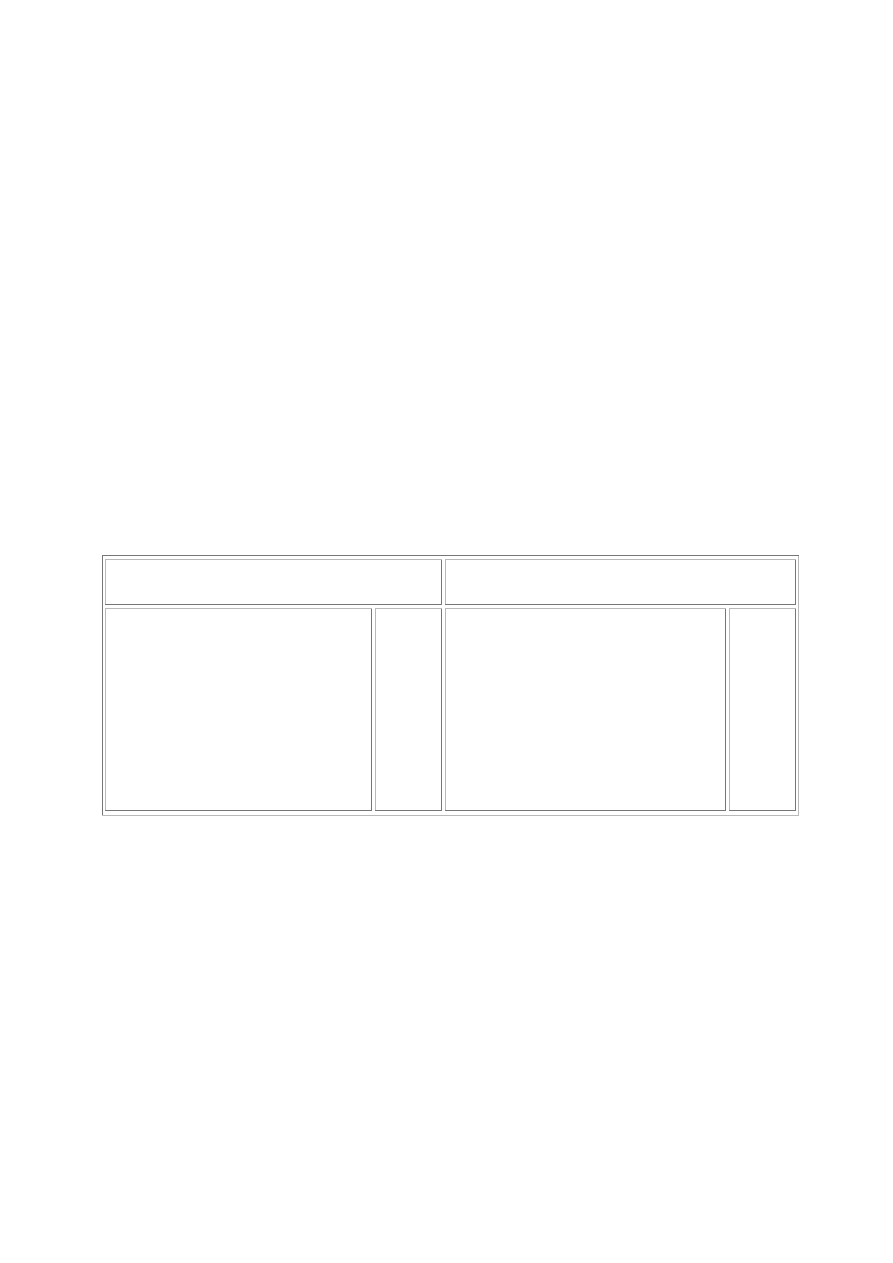
Innym, prostym wariantem tej metody jest wykorzystanie urządzenia TANTEC SPOT
GENERATOR. Wyładowanie pomiędzy elektrodami umieszczonymi w ceramicznej
głowicy powoduje jonizację atmosfery. Regulowany nawiew powoduje
„zdmuchiwanie” zjonizowanych cząstek na powierzchnię przedmiotu
przygotowywanego, który może się przesuwać lub obracać z określoną prędkością.
Rys. 2. Przygotowanie powierzchni obudowy z PP za pomocą głowicy TANTEC SPOT GENERATOR
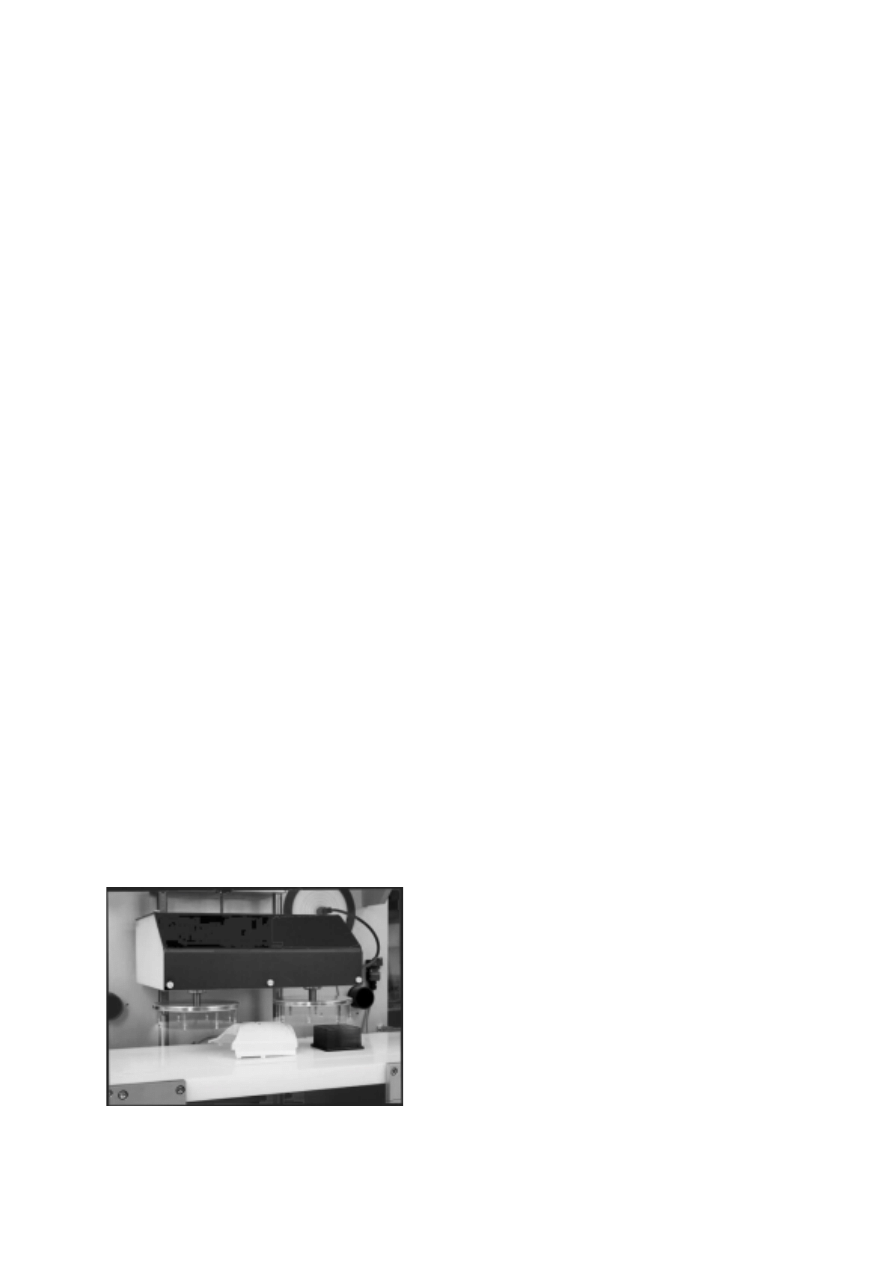
Rys. 3. Zintegrowane stanowisko druku na przedmiotach z PP wykonujące w cyklu pracy
przygotowanie powierzchni, nadruk tamponowy w dwóch kolorach i suszenie IR
Tłumione wyładowanie elektryczne
Dwa zestawy elektrod w postaci płyt są zasilane wysokim napięciem. Elektrody są
pokryte perforowanymi ekranami z materiału nieprzewodzącego dla zapewnienia
równomiernego wyładowania. Różnica potencjałów na elektrodach jest dostateczna
do wyładowania elektrycznego i zjonizowania atmosfery pomiędzy elektrodami.
Zestawy są przesunięte względem siebie o 90
0
tworząc tunel z poziomym
i pionowym przepływem zjonizowanych cząstek. Przedmioty trójwymiarowe
przesuwające się w tym tunelu będą poddane równomiernemu oddziaływaniu
praktycznie na całej powierzchni.
-5-
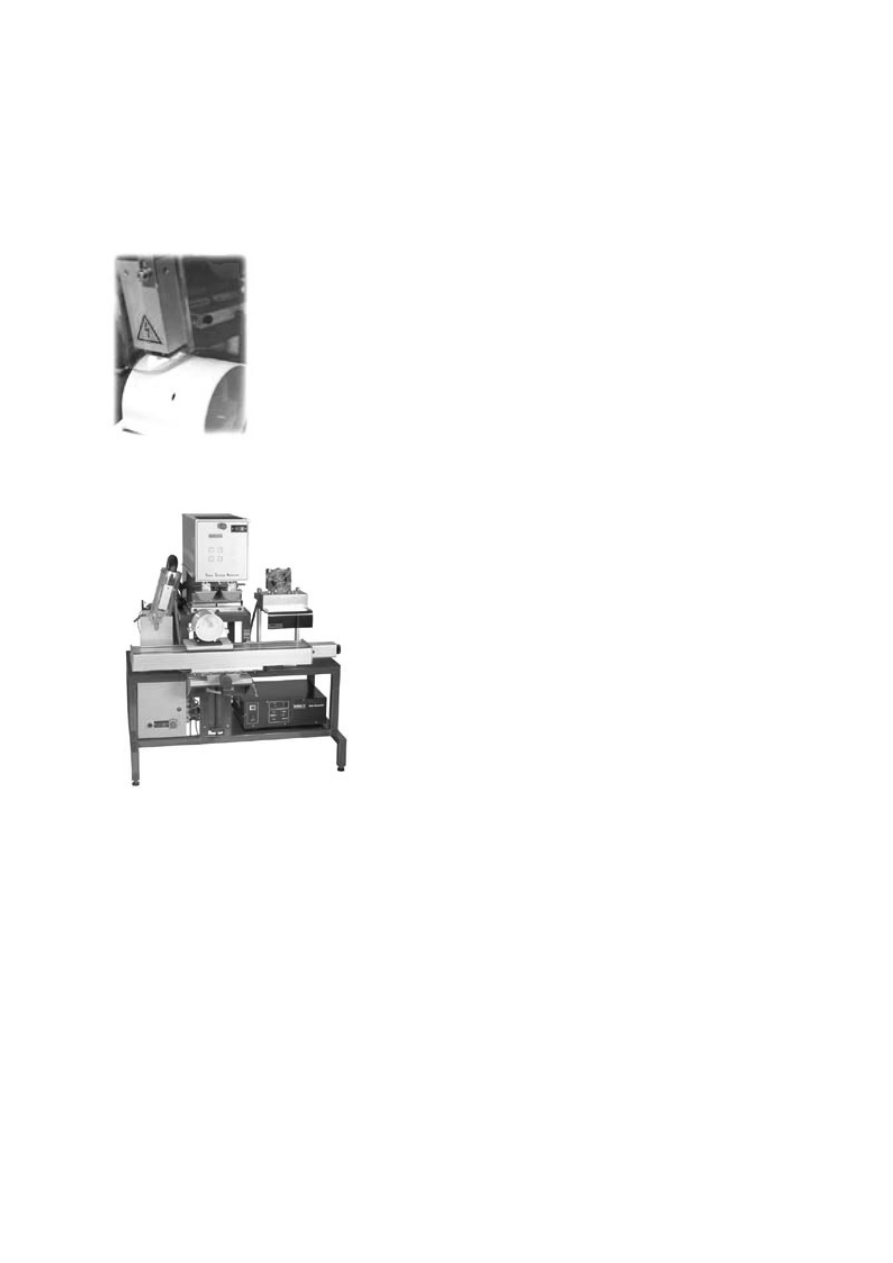
Oddziaływanie plazmy
Przedmioty aktywowane umieszcza się w komorze próżniowej wypełnianej następnie
gazem obojętnym np. helem, lub argonem. Gaz zostaje pobudzonym elektrycznie
prądem wysokiej częstotliwości tworząc plazmę. Cząstki plazmy poruszają się
swobodnie w całej przestrzeni komory docierając do całej powierzchni
przygotowywanego przedmiotu oddziałując na nią tak jak opisano poprzednio.
Podczas procesu produkty reakcji są wypompowywane, a na ich miejsce wtłaczany
jest świeży gaz.
Rys. 4. Urządzenie TANTEC do plazmowego przygotowania powierzchni (widoczna komora
próżniowa, generator, sterownik)
2.1.2 Płomieniowe przygotowanie powierzchni
Najszerzej stosowaną metodą przygotowania przedmiotów z tworzyw sztucznych do
druku bezpośredniego, klejenia czy lakierowania jest metoda utleniania za pomocą
płomienia gazowego.
W wysokiej temperaturze płomienia gazowego cząstki tlenu rozpadają się na wolne
atomy tlenu, ponadto gazy spalinowe zawierają aktywne molekuły węgla i azotu,
swobodne elektrony, dodatnio naładowane jony. Powstała plazma gazowa posiada
mniejszą gęstość i energię elektronów, w porównaniu do wyładowania koronowego,
lecz jej przepływ masowy jest znacznie większy.
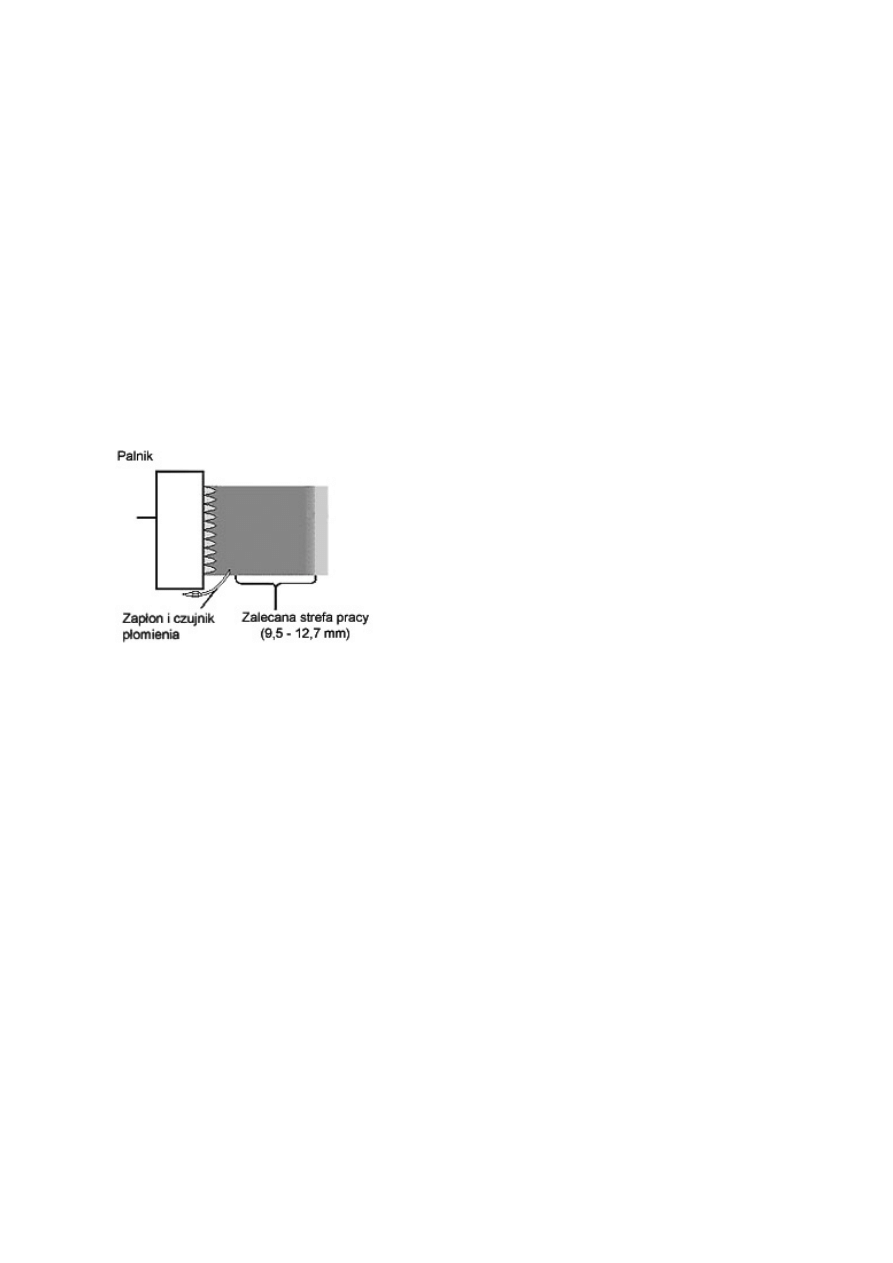
Rys. 5. Palnik do płomieniowego przygotowania powierzchni
-6-
Oddziaływanie płomienia jest określone czterema parametrami, których właściwy
dobór zapewni najlepszy rezultat aktywacji:
•
skład mieszanki - stosunek ilości powietrza do ilości gazu
Aby płomień gazu posiadał własności utleniające, spalanie powinno odbywać się
z nadmiarem powietrza („uboga” mieszanka). Nadmiar powietrza powinien wynosić
3-5%.
•
moc cieplna palnika
Moc cieplna palnika jest ściśle związana z jego konstrukcją i składem mieszanki –
zbyt mała moc palnika może prowadzić do konieczności zbyt wolnego
przemieszczania przedmiotu, co może powodować jego przegrzanie.
•
odległość przygotowywanej powierzchni do czynnej części palnika
Strefa najsilniejszego oddziaływania zawiera się pomiędzy 9,5 a 12,7 mm od
jasnoniebieskich wierzchołków płomienia. Zwiększenie tej odległości to wejście
w strefę słabszego oddziaływania. Zetknięcie przygotowywanej powierzchni
z jasnoniebieskimi wierzchołkami płomienia spowoduje pogorszenie efektu.
Rys. 6. Zalecane ustawienie palnika
•
czas oddziaływania
Czas oddziaływania powinien być możliwie krótki. Zbyt długi czas oddziaływania
może prowadzić do uszkodzeń powierzchni przedmiotu. Powierzchnia błyszcząca
może ulec zmatowieniu, a powierzchnia matowa – wybłyszczeniu.
2.1.3 Metody chemiczne
Chemiczne sposoby przygotowania powierzchni przedmiotów z poliolefin stanowią
znaczne zagrożenie dla obsługi i środowiska naturalnego.
Stosowanie płynów podkładowych
Płyn podkładowy jest roztworem polipropylenu w rozpuszczalnikach organicznych.
Po naniesieniu cienką warstwą i odparowaniu stwarza powierzchnię aktywną
zapewniającą dostateczną przyczepność farb i klejów. Płyn podkładowy nanosi się
najczęściej przez przetarcie powierzchni nasyconą szmatką, stosuje się również
nanoszenie podkładu jako pierwszego koloru w wielokolorowych drukarkach
tamponowych. Płyn podkładowy stosuje się zwykle w produkcji mało-
i średnioseryjnej.
-7-
Kąpiel w kwasie chromowym
Kwas chromowy uzyskuje się przez zmieszanie kwasu siarkowego (800ml), wody
destylowanej (460ml) i dwuchromianu sodu (92g). Przygotowywany przedmiot należy
umieścić na kilka minut w podgrzanej kąpieli, następnie spłukać wodą i osuszyć
sprężonym powietrzem.
Metoda USM
Przedmiot zanurza się w roztworze 5% fenolu w chlorku metylenu. Po wysuszeniu
przedmiot poddaje się działaniu światła UV (lampa rtęciowa o mocy ok. 100 W/cm)
na czas kilku sekund. Parowanie fenolu powoduje powstanie swobodnych
cząsteczek związanych z powierzchnią materiału. Wzrost napięcia
powierzchniowego jest stopniowy – proces może trwać nawet tydzień. Musi to być
uwzględnione w procesie produkcyjnym.
2.2
Sposoby oceny skuteczności przygotowania powierzchni
Tabela 2. Sposoby oceny skuteczności przygotowania powierzchni przedmiotów z tworzyw
sztucznych.
Metoda testowania
Procedura
Sposób pomiaru
Rozpływanie się
wody
Taka sama ilość wody
destylowanej jest
umieszczana na materiale
przed i po przygotowaniu
powierzchni
Stopień przygotowania jest
oceniany jako stosunek
powierzchni pokrytych
wodą
Pomiar kąta styku
Kropla wody destylowanej
jest umieszczana na
materiale
Mierzony jest kąt pomiędzy
styczną do powierzchni
kropli, a podłożem
Przechylanie
powierzchni
Kropla wody destylowanej
jest umieszczana na
materiale umocowanym
poziomo
Mierzony jest kąt, przy
którym kropla zaczyna
spływać
Testery o rozmaitym
napięciu
powierzchniowym
Należy zwilżyć cieczą
testową powierzchnię
materiału
Jeżeli przygotowanie jest
dostateczne, ciecz testowa
o danym napięciu
powierzchniowym nie
zbiegnie się
-8-
Pomiar względny
adhezji
(ASTM D-2141-63R)
Jednakowe kawałki taśmy
lepiącej są przyklejane z tą
samą siłą do materiału
przygotowanego
i nieprzygotowanego
Porównywana jest siła
niezbędna do oderwania
taśmy w obu przypadkach
Sprawdzenie
przyczepności farby
Po naniesieniu farby i jej
utwardzeniu przykleja się
kawałek taśmy lepiącej
Sprawdza się ilość farby
oderwanej od powierzchni
materiału przy oderwaniu
taśmy
Rys. 7. Testery do sprawdzania skuteczności przygotowania powierzchni
Rys. 8. Ocena przygotowania powierzchni za pomocą testera
2.3 Uwagi
ogólne
Efektywność przygotowania powierzchni przedmiotów z poliolefin jest trudna do
oceny.
Zasadniczy wpływ wywiera na nią moment przeprowadzenia operacji:
Im mniej czasu upłynie od chwili przetworzenia materiału (wtrysku, rozdmuchu,
wytłaczania), tym mniej energii wystarczy do właściwego przygotowania
powierzchni i efekt dłużej będzie skuteczny.
Jeżeli od wyprodukowania przedmiotu minęło dużo czasu, jeśli do materiału dodano
przemiał, dodatki przeciwutleniające, smarujące, antystatyczne, dostateczne
przygotowanie powierzchni może okazać się niemożliwe.

-9-
Podobnie negatywny wpływ wywierają substancje rozdzielające znajdujące się
w formie wtryskowej, pot i tłuszcz z rąk operatora (rękawiczki bawełniane!!!), kurz.
Jeżeli przygotowane przedmioty są zakurzone, należy je czyścić tylko przy użyciu
nawiewu zjonizowanego powietrza lub wodą. Przedmioty spłukiwane wodą powinny
wyschnąć, wycieranie ich usunie efekt przygotowania powierzchni.
Problemy może stwarzać przygotowanie koronowe przedmiotów z polipropylenu
barwionego na czarno, własności przewodzące stosowanej tu sadzy prowadzą do
poważnych uszkodzeń powierzchni.
Subtelność problemu uzyskania właściwego wyniku przy lakierowaniu, zdobieniu, czy
klejeniu wyrobów z poliolefin, zmusza do ciągłego monitorowania wpływu
stosowanych tworzyw, procesu przetwarzania, operacji przygotowania powierzchni,
operacji nanoszenia farby oraz jej jakości.
Nie ma idealnej metody przygotowania powierzchni:
-
metody koronowe związane są z emisją ozonu, szkodliwego w większym
stężeniu dla ludzi i działającego korozyjnie, wymaga to często stosowania
dodatkowych filtrów i katalizatorów,
-
metody koronowe i płomieniowe niosą ze sobą niebezpieczeństwo pożaru,
-
metody chemiczne wymagają zabezpieczeń obsługi i środowiska.
Uzyskanie dobrych efektów przygotowania powierzchni poliolefin przy zachowaniu
bezpieczeństwa pracy wymaga wysokiej kultury technicznej i nadzwyczajnej
staranności.
3 Sposoby eliminacji problemów związanych z elektrycznością statyczną
w przetwórstwie tworzyw sztucznych
Obecność elektryczności statycznej obserwujemy często w życiu codziennym,
przeważnie sprawia ona nam kłopot, powodując wstrząs przy zdejmowaniu
wełnianego swetra, czy wysiadaniu z samochodu i powodując gromadzenie się kurzu
na przedmiotach z drewna czy tworzyw.
W przemyśle tworzyw sztucznych elektryczność statyczna jest również zwykle
źródłem problemów powodując np. "sklejanie" się arkuszy i taśm z tworzyw,
nadmierne osadzanie się kurzu na przedmiotach przeznaczonych do malowania,
efekty tzw. „włoskowania” w druku bezpośrednim (druk tamponowy i sitodruk) czy
przykre dla operatorów maszyn wstrząsy elektryczne. W pewnych warunkach
wyładowanie elektryczne spowodowane elektrycznością statyczną może być źródłem
wybuchu i pożaru.
Pozytywne wykorzystanie elektryczności statycznej polega na jej świadomym
wprowadzeniu w celu kontrolowanego łączenia przedmiotów, np. w celu uzyskania
przylegania folii ochronnej do podłoża, czy etykiety do powierzchni formy wtryskowej
w technologii IMD (In Mold Labelling).
Elektryczność statyczna powstaje przez tarcie pomiędzy dwoma powierzchniami lub
pod wpływem bliskiego pola elektrostatycznego. Jeżeli dwa przedmioty stykają się ze
sobą, po rozdzieleniu jeden z nich będzie posiadał nadmiar jonów ujemnych, drugi -
nadmiar jonów dodatnich. Przy wzroście docisku i częstości zetknięć i rozdzieleń
powstają ładunki elektryczne nawet ponad 25 kV.

-10-
Rys. 9. Zasada powstawania ładunków elektrycznych
Elektryczność statyczna sprawia problemy w materiałach zwanych izolatorami
(dielektrykami). Praktycznie wszystkie tworzywa sztuczne są izolatorami.
W materiałach tych ruch elektronów jest niewielki, ładunki pozostają na powierzchni
materiału, a usunięcie efektu naelektryzowania wymaga zastosowania urządzeń
jonizujących, powodujących rozpad cząstek powietrza na jony dodatnie i ujemne
w pobliżu neutralizowanego materiału. Naelektryzowany materiał przyciągnie
odpowiednią ilość jonów dodatnich lub ujemnych, które zneutralizują ładunek
elektryczny materiału.
W materiałach przewodzących ruch elektronów jest znaczący i do ich "rozładowania"
wystarczy uziemienie.
Warunki zewnętrzne mają duży wpływ na powstawanie ładunków elektrycznych
w procesach produkcyjnych.
Im wyższa wilgotność względna, tym mniejsze problemy – wilgoć z atmosfery tworzy
warstwę przewodzącą na powierzchni tworzywa będącego izolatorem. Hydrofobowe
własności niektórych tworzyw powodują, że efekt ten jest mniej wyraźny np.
w przypadku ABS.
Wpływ temperatury – wzrost temperatury zwiększa ruchliwość ładunków
elektrycznych zmniejszając oporność powierzchni, ale jednocześnie obniża
pozytywny efekt wilgotności.
Urządzenia jonizujące
Jonizatory bierne – nad przesuwającym się materiałem należy umieścić równolegle
w odległości 5 – 13 mm szereg przewodzących ostrzy skierowanych do materiału
i skutecznie uziemionych (druty, szczotki, sprężyny, szych choinkowy). Jonizator
bierny zapewnia „zbieranie” jonów dodatnich z powierzchni materiału. Skuteczność
tego prostego rozwiązania jest ograniczona i zależy od prawidłowej instalacji oraz
regularnego czyszczenia ostrzy.
Czynne urządzenia jonizujące/neutralizujące wykorzystują w swoim działaniu
jonizację powietrza w polu wysokiego napięcia (do 7 kV) pomiędzy ostrzami elektrod
i punktem zerowym. Ruch jonów może być samoczynny lub wspomagany
przepływem powietrza. Pomimo występowania wysokich napięć urządzenia nie
stanowią zagrożenia dla obsługi.
-11-
Rys. 10. TurboClean firmy TANTEC – jonizator czynny wspomagany nawiewem
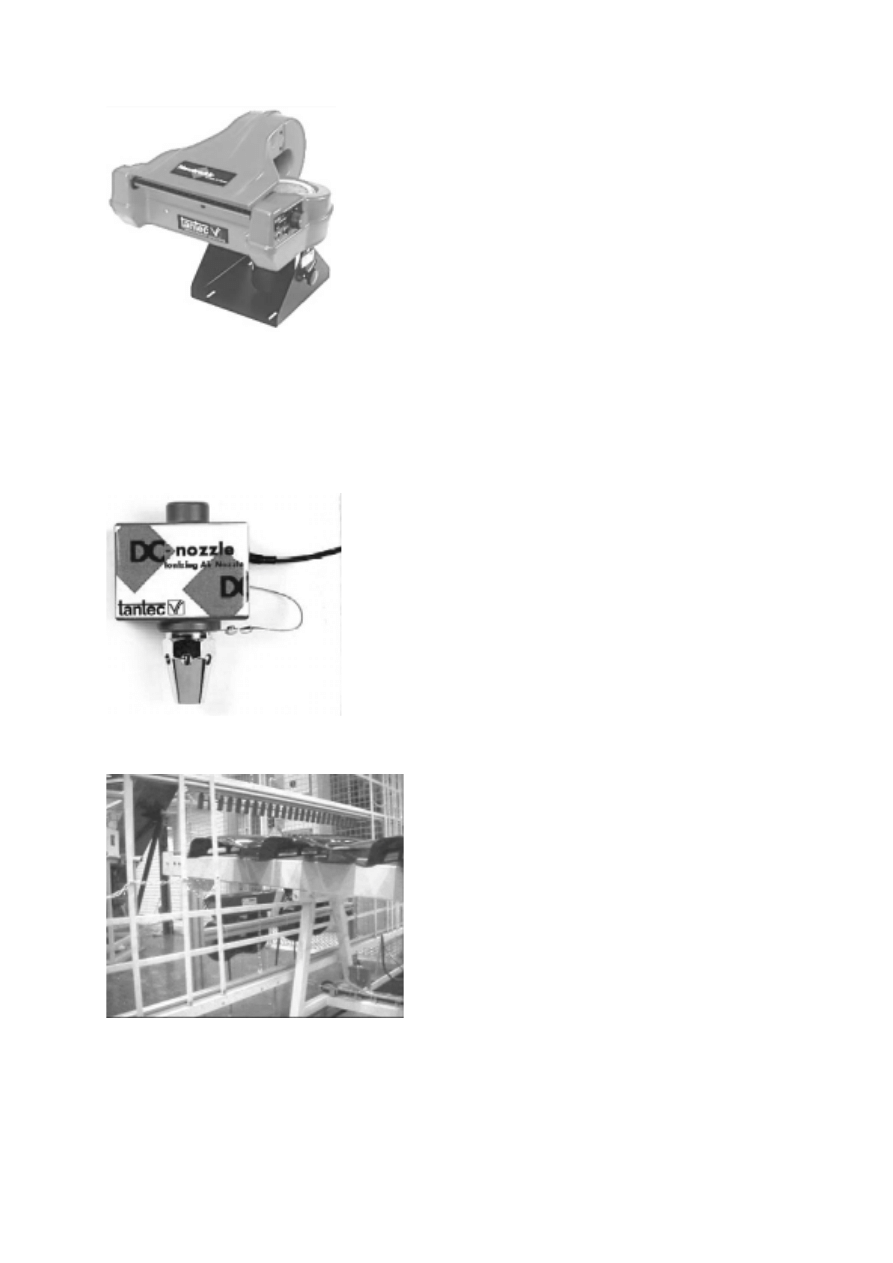
Jonizatory czynne prądu stałego (DC) – ostrza elektrod zasilanych napięciem stałym
wysokiej częstotliwości „wypychają„ jony, jeśli znajdą się w dostatecznej odległości
od naładowanego materiału. Jony te neutralizują ładunki przeciwne na powierzchni
materiału.
Rys. 11. Dysza jonizująca
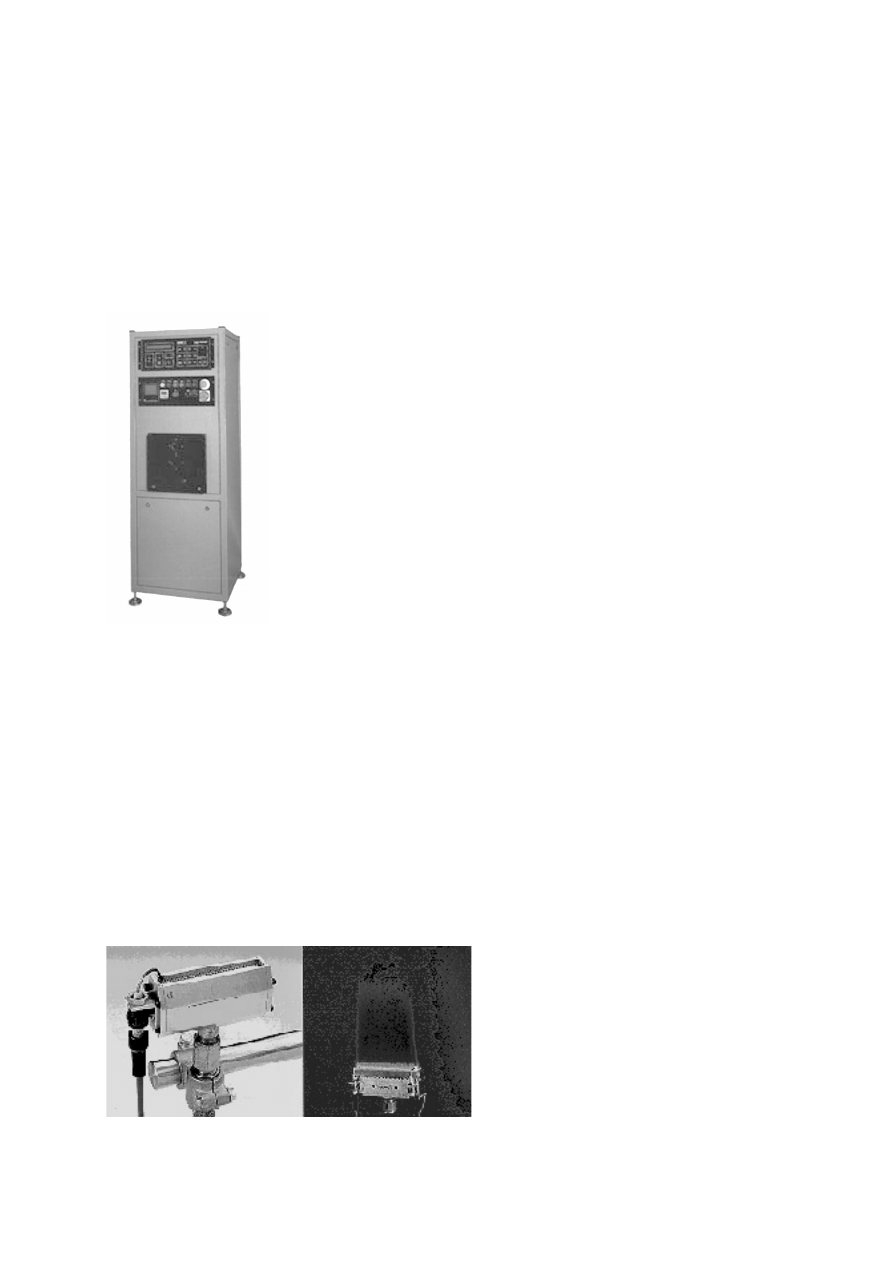
Rys. 12. Instalacja złożona z szeregu dysz jonizujących do usuwania ładunków elektrostatycznych i
kurzu z powierzchni elementów karoserii przed malowaniem
Jonizatory czynne prądu zmiennego (AC) – charakteryzują się działaniem
„przyciągającym” (w odróżnieniu od DC), jony powstające na ostrzach jonizatora są
-12-
przyciągane przez naładowany materiał powodując neutralizację znajdujących się na
nim ładunków.
Ponieważ ładunki elektryczne nie mogą być określane przy pomocy naszych
zmysłów (chyba, że w postaci wstrząsu elektrycznego) podstawowym narzędziem
niezbędnym przy doborze i instalacji jonizatorów jest miernik pola elektrostatycznego.
Rys. 13. Miernik pola elektrostatycznego
Wyszukiwarka
Podobne podstrony:
Instrukcja bhp przy obsłudze wtryskarek do tworzyw sztucznych, BHP, Instrukcje BHP, Przemysł ciężki
Instrukcja BHP przy obsłudze wtryskarek do tworzyw sztucznych
Lakiernik tworzyw sztucznych 71 Nieznany
instrukcja bhp przy obsludze prasy do makulatury opakowan z tworzyw sztucznych i aluminium
Zebranie odpowiedzi na pytania oraz problemy występujące w projektach
Zachowanie tworzyw sztucznych przy obciążeniach niszczących
Poradnik Tworzywa sztuczne i ich lakierowanie
instrukcja bhp przy obsludze zgrzewarki elektrycznej do tworzyw sztucznych
ZESTAWIENIE NIEPRAWIDŁOWOŚCI WYSTEPUJACYCH PRZY MASZYNACH, MINIMALNE WYMAGANIA MASZYN
Zagrożenia występujące przy odśnieżaniu dachów, BHP, BHP dla dekarzy
Instrukcja BHP przy obsłudze młynka do tworzyw
Lakierowanie wyrobów z tworzyw sztucznych i ich rodzaje
Lakiernik tworzyw sztucznych 71 Nieznany
instrukcja bhp przy obsludze prasy do makulatury opakowan z tworzyw sztucznych i aluminium
więcej podobnych podstron