
AIR PLASMA-36, LPH 35
_________________________________________________________________________________
__________________________________________________________________________________
INSTRUKCJA OBSŁUGI
URZĄDZENIE DO CIĘCIA
typu AIR PLASMA-36,
LPH 35
Nr 204-00-0-P
PRODUCENT:
OZAS - ESAB Sp. z o.o.
ul. A. Struga 10 45-073 Opole
tel. (0-77) 4547240 ÷ 49, fax 4537859
e-mail: ozas@ozas.com.pl
htpp://www.ozas.com.pl

AIR PLASMA-36, LPH 35
_________________________________________________________________________________
_________________________________________________________________________________
- 2 -
SPIS TREŚCI
1. Wstęp..................................................................................
....
3
2. Przeznaczenie.....................................................................
....
3
3. Dane
techniczne.....................................................................
3
4. Instrukcja
BHP........................................................................
4
4.1.
Gazy
i
dymy......................................................................
4
4.2.
Promieniowanie................................................................
4
4.3.
Zabezpieczenie
przeciwpożarowe....................................
4
4.4.
Zabezpieczenie
przeciwporażeniowe
..............................
4
4.5.
Inne
uwagi........................................................................
5
5. Opis elementów przyłączeniowych
i
regulacyjnych
urządzenia
......................................................
6
6. Instrukcja
uruchomienia
i
eksploatacji
...................................
7
7. Typowe przyczyny nieprawidłowego działania
urządzenia
.............................................................................
9
8. Instrukcja
konserwacji
i
obsługi
..............................................
10
8.1
Uchwyt
do
cięcia
..............................................................
10
9. Przechowywanie
i
transport
...................................................
11
10. Instrukcja technologiczna użycia urządzenia
AIR
PLASMA-36,
LPH
35
.....................................................
12
11. Specyfikacja
kompletu
...........................................................
14
12. Specyfikacja
części
zamiennych
............................................
13. Specyfikacja
części
zamiennych
źródła..................................
14
15
14. Schemat ideowy urządzenia do cięcia plazmą
AIR
PLASMA-36,
LPH
35
.....................................................
16
15. Załącznik: Deklaracja zgodności
AIR PLASMA-36, LPH 35
_________________________________________________________________________________
_________________________________________________________________________________
- 3 -
1.WSTĘP
Metoda cięcia plazmą należy obecnie do najbardziej wydajnych procesów technologicznych cięcia
metali. Rozwój techniczny technologii cięcia plazmą powietrzną uczynił proces cięcia plazmą
ekonomicznym w takim stopniu, że jest on preferowany w wielu zastosowaniach, w tym także przy
cięciu stali niskowęglowych eliminując cięcia inną metodą np. gazową.
W urządzeniach przeznaczonych do cięcia plazmą powietrzną proces cięcia zaczyna się od inicjacji
łuku elektrycznego pomiędzy dyszą a elektrodą w uchwycie do cięcia, następnie strumień
sprężonego powietrza wydmuchuję powstały łuk przez mały otwór w dyszy na zewnątrz uchwytu (jest to
tzw. łuk pilotujący). W przypadku gdy dysza uchwytu znajduje się w odpowiedniej odległości od
materiału obrabianego, następuje zajarzenie łuku pomiędzy elektrodą a elementem ciętym i inicjacja
procesu cięcia, w którym wysokie napięcia elektryczne, przepływ oraz temperatura wytworzonej plazmy
powodują topienie, odparowanie i wydmuchanie na zewnątrz cząstek ciętego materiału bez
powodowania w nim zmian fizycznych oraz właściwości metalurgicznych.
2.PRZEZNACZENIE
Urządzenie do ręcznego cięcia plazmą powietrzną typu AIR PLASMA-36 (LPH 35) przeznaczone
jest do cięcia blach i elementów stalowych, aluminiowych i miedzianych o maksymalnej grubości
od 4 mm (miedź) do 12 mm (stal węglowa) w zależności od ciętego materiału. Proste zasady obsługi
i regulacji (dwa stopnie nastawy parametrów ), bezzakłóceniowy system stykowej inicjacji łuku
pilotującego, mała zwarta konstrukcja - pozwalają na jego zastosowanie praktycznie w każdym
warsztacie wykonującym prace ślusarskie.
3.DANE TECHNICZNE
Napięcie zasilania
3×380÷400 V +PE, 50Hz
Moc maksymalna
11 kVA
Zabezpieczenie sieci energetycznej
16 A zwłoczne
Maksymalne napięcie stanu jałowego
295 V DC
Maksymalne napięcie pracy
94 V
Prąd cięcia, (cykl pracy 10 min.) P35%
P100%
35 A
20 A
Ciśnienie sprężonego powietrza, min/max
3,5 - 7 bar
Przepływ sprężonego powietrza
130 l/min
Grubość elementu ciętego (cięcie jakościowe)
stal węglowa
8 mm
stal stopowa
6 mm
aluminium
6 mm
miedź
4 mm
Stopień ochrony
IP 23
Klasa izolacji
F
Wymiary gabarytowe
610 x 255 x 515 mm
Masa
52 kg
* Cykl pracy bazuje na okresie 10 min. Cykl pracy 60% oznacza, że po 6 minutach pracy urządzenia
wymagana jest 4 minutowa przerwa. Cykl pracy 100% oznacza, że urządzenie może pracować
w sposób ciągły, bez przerw.
** Uwaga – urządzenie posiada klasę:

AIR PLASMA-36, LPH 35
_________________________________________________________________________________
_________________________________________________________________________________
- 4 -
•
bezpieczeństwa IP23 i jest przystosowane do pracy zarówno w pomieszczeniach jak i na
zewnątrz
budynków
•
zastosowania S co wskazuje, że jest przystosowane do użycia w miejscach gdzie występuje
zwiększone niebezpieczeństwo porażenia prądem elektrycznym.
4.INSTRUKCJA BHP
AIR PLASMA-36 (LPH 35) jest urządzeniem ekonomicznym, nowoczesnym, o wysokim
standardzie technicznym, tym niemniej obsługa powinna wykazać znaczne zdyscyplinowanie
w stosowaniu zaleconych środków bezpieczeństwa, które chronią przed występującymi w czasie
pracy czynnikami szkodliwymi i niebezpiecznymi dla zdrowia.
Uruchomienie i obsługa urządzenia może odbywać się jedynie po uprzednim dokładnym zapoznaniu
się z niniejszą instrukcją obsługi.
Wszystkie prace powinny być prowadzone zgodnie z Rozporządzeniem Ministra Gospodarki z dnia
27.04.2000 w sprawie bezpieczeństwa i higieny pracy przy pracach spawalniczych (Dz.U. nr 40
poz.470).
4.1 Gazy i dymy
W trakcie cięcia plazmą powietrzną wytwarzane są szkodliwe gazy i dymy zawierające ozon, wodór
oraz tlenki i cząstki metali, w związku z powyższym stanowisko do cięcia powinno mieć bardzo
dobrą wentylację ( wyciąg pyłów i gazów lub usytuowanie w miejscu przewiewnym np. na wolnej
przestrzeni, a jako dodatkowe zabezpieczenie zaleca się stosować maskę przeciwpyłową.
Powierzchnie elementów przeznaczonych do cięcia powinny być wolne od zanieczyszczeń
chemicznych, szczególnie od substancji odtłuszczających (rozpuszczalników), gdyż ulegają one
rozkładowi podczas cięcia wytwarzając toksyczne gazy. Cięcie ołowiu, jak również części pokrytych
ołowiem, części ocynkowanych, kadmowych, berylu (najczęściej jako składnik stopu np. beryl-miedź)
i innych metali, które przy cięciu wydzielają trujące opary, jest dozwolone tylko przy użyciu ochronnej
maski przeciwgazowej jak również urządzenia odciągającego i filtrującego trujące gazy i opary.
Przy cięciu miedzi i jej stopów można pracować w tzw. półmasce (ochrona nosa i ust) i przy
doprowadzeniu świeżego powietrza do stanowisk cięcia (dobra wentylacja).
4.2 Promieniowanie
Promienie ultrafioletowe emitowane podczas cięcia są szkodliwe dla wzroku, w związku z czym
wymagane jest używanie maski spawalniczej z filtrami ochronnymi (szkła filtracyjne) o oznaczeniu
6 lub 7 wg PN−EN 169:1996.
4.3 Zabezpieczenie przeciwpożarowe
Stanowisko do cięcia plazmą powinno znajdować się w bezpiecznej odległości od materiałów
łatwopalnych (zwrócić uwagę na podłogę oraz pokrycie ścian), co stanowi wystarczające
zabezpieczenie od możliwości zapalenia się od gorącego żużlu lub iskier. Zbiorniki paliwa można
ciąć tylko w przypadku zachowania szczególnych środków ostrożności identycznych jak dla
palników acetylenowych. Ochrona osobista obsługującego powinna zawierać fartuch ochronny, buty
skórzane oraz rękawice skórzane z uwagi na możliwość poparzenia. Wskazane jest wyposażenie
stanowiska do cięcia w koce gaśnicze i gaśnice BCE np.proszkowe lub śniegowe.

AIR PLASMA-36, LPH 35
_________________________________________________________________________________
_________________________________________________________________________________
- 5 -
4.4 Zabezpieczenie przeciwporażeniowe
Napięcie jałowe oraz napięcie pracy (w trakcie cięcia) jest wysokie (maksymalna jego wartość wynosi
295V), w związku z czym należy zachować ostrożność zwłaszcza w posługiwaniu się uchwytem
do cięcia. Nie wolno dotykać dyszy i części nieizolowanych uchwytu przy załączonym urządzeniu tj.
po podaniu zasilania na uchwyt.
Nie wolno dokonywać wymiany uchwytu i regulacji części w uchwycie pod napięciem.
Czynności tych można dokonywać po wyłączeniu napięcia. W przypadku uszkodzenia uchwytu
zabrania się eksploatowania urządzenia.
Zabrania się rzucania oraz pozostawiania uchwytu na elemencie ciętym lub połączonym
z przewodem masowym. W przypadku zauważenia jakichkolwiek nieprawidłowości w trakcie
zajarzania oraz cięcia, należy urządzenie natychmiast wyłączyć i odłączyć od sieci, wzywając służby
konserwacyjne.
Urządzenie do cięcia plazmą powietrzną typu AIR PLASMA 36 (LPH 35) posiada I klasę ochrony
przed porażeniem, w związku z czym instalacja przyłączeniowa zewnętrzna powinna być
zaopatrzona w przewód zerowy, podłączony zgodnie z obowiązującymi przepisami.
Odejmowanie osłon zewnętrznych przy urządzeniu załączonym do sieci jak również użytkowanie
urządzenia ze zdjętymi osłonami jest zabronione. Prace konserwacyjne i remontowe powinny być
prowadzone przez uprawnione osoby z zachowaniem warunków bezpieczeństwa
obowiązujących dla urządzeń elektrycznych.
Po zakończeniu pracy lub przed mającą trwać przerwą, należy przewód zasilający odłączyć od sieci.
4.5 Inne uwagi
Urządzenie posiada stykową inicjację łuku pilotującego. Z uwagi na groźbę poparzenia od
tryskającego strumienia z dyszy oraz skrócenie żywotności elektrody i dyszy uchwytu, obsługujący
urządzenie powinien unikać kierowania dyszy uchwytu w kierunku do siebie lub w stronę innych
osób, a także uruchamiania urządzenia (inicjowania łuku pilotującego) bez zamiaru cięcia.
AIR PLASMA-36, LPH 35
_________________________________________________________________________________
_________________________________________________________________________________
- 6 -
5.
OPIS ELEMENTÓW PRZYŁĄCZENIOWYCH I REGULACYJNYCH
URZĄDZENIA
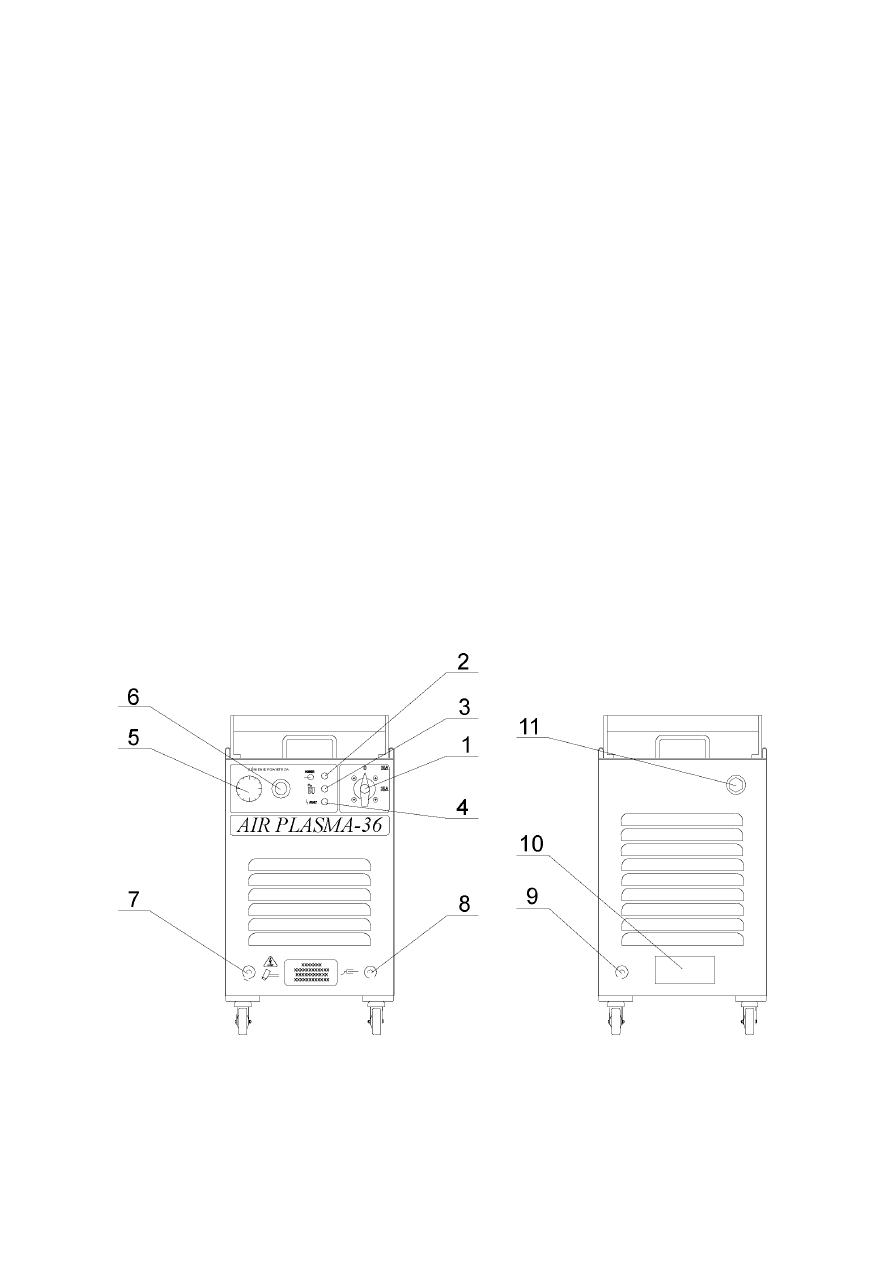
Na płycie przedniej urządzenia do cięcia plazmą powietrzną typu AIR PLASMA-36 (LPH 35) (rys.1)
znajdują się:
• trójpozycyjny przełącznik (0, 20A, 35A) (poz.1)
• regulator ciśnienia sprężonego powietrza (poz.6)
• manometr ciśnienia sprężonego powietrza (poz.5)
• uchwyt do cięcia plazmą powietrzną (poz.7)
• przewód masowy z zaciskiem prądowym szczękowym (poz.8)
• dioda LED zielona(poz.2), wskazująca załączenie urządzenia
• dioda LED czerwona (poz.3), sygnalizująca stan załączenia przycisku na uchwycie, co jest
równoznaczne z uruchomieniem urządzenia i możliwością cięcia (uchwyt znajduje się pod
napięciem). W przypadku załączenia przycisku na uchwycie i braku świecenia diody należy
urządzenie natychmiast wyłączyć i wezwać służby konserwacyjno - remontowe.
• dioda LED żółta (poz.4) , sygnalizująca stan termicznego przeciążenia urządzenia oraz brak
wymaganego przepływu powietrza. Świecenie diody LED (poz.4) informuje o wyłączeniu urządzenia
przez termostat oraz brak wymaganego przepływu powietrza. W takiej sytuacji należy odczekać do
momentu schłodzenia podzespołów urządzenia oraz uwzględnić wymagany przepływ powietrza.
Dalsza praca jest możliwa po zgaśnięciu diody (poz.4).
Na płycie tylnej urządzenia do cięcia plazmą powietrzną typu AIR PLASMA-36 (LPH 35) znajdują się:
• przewód zasilający z wtyczką (poz.9)
• tabliczka znamionowa (poz.10)
• przyłącze sprężonego powietrza (poz.11)
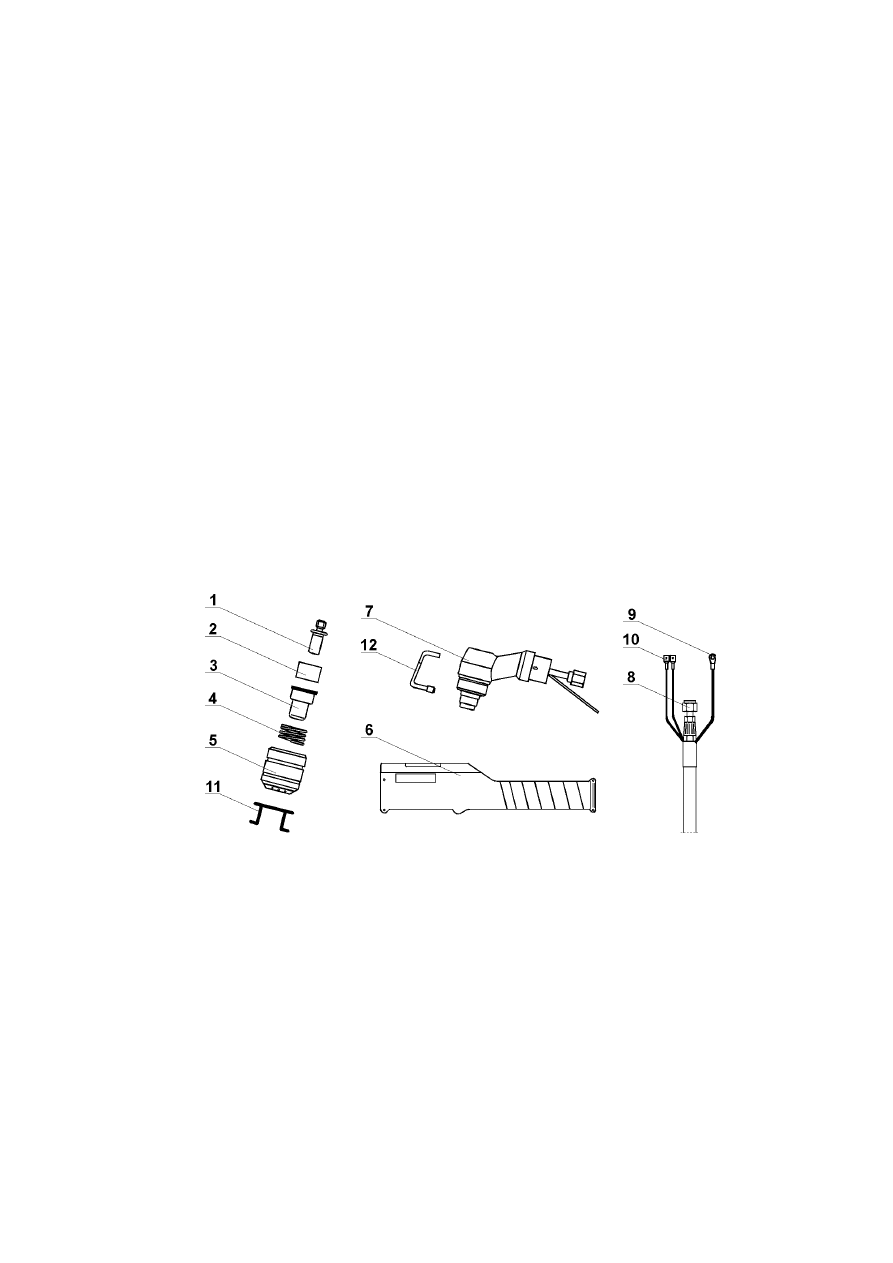
Rys.1 Elementy nastawcze i sygnalizacyjne AIR PLASMA-36 (LPH 35)
AIR PLASMA-36, LPH 35
_________________________________________________________________________________
_________________________________________________________________________________
- 7 -
6. INSTRUKCJA URUCHOMIENIA I EKSPLOATACJI
•
Połączyć urządzenie z siecią energetyczną, przestrzegając warunków zasilania oraz
zabezpieczenia sieci tj. 3×380÷400V+PE, zabezpieczenie zwłoczne 16A
•
Połączyć urządzenie ze źródłem sprężonego powietrza zwracając uwagę na wymagane
wartości ciśnienia i przepływu. Powietrze powinno być suche i pozbawione oleju . Pokrętłem
regulatora ciśnienia (6) ustawić wymagane ciśnienie sprężonego powietrza (3,5 – 4,5 bar),
obserwując wskazanie manometru (5).
UWAGA: Zabrania się włączania urządzenia bez podłączenia
sprężonego powietrza o ciśnieniu mniejszym niż 3,5 bar.
•
Sprawdzić czy przełącznik (1) rys.1 , znajduje się w pozycji "0" (wyłączony).
•
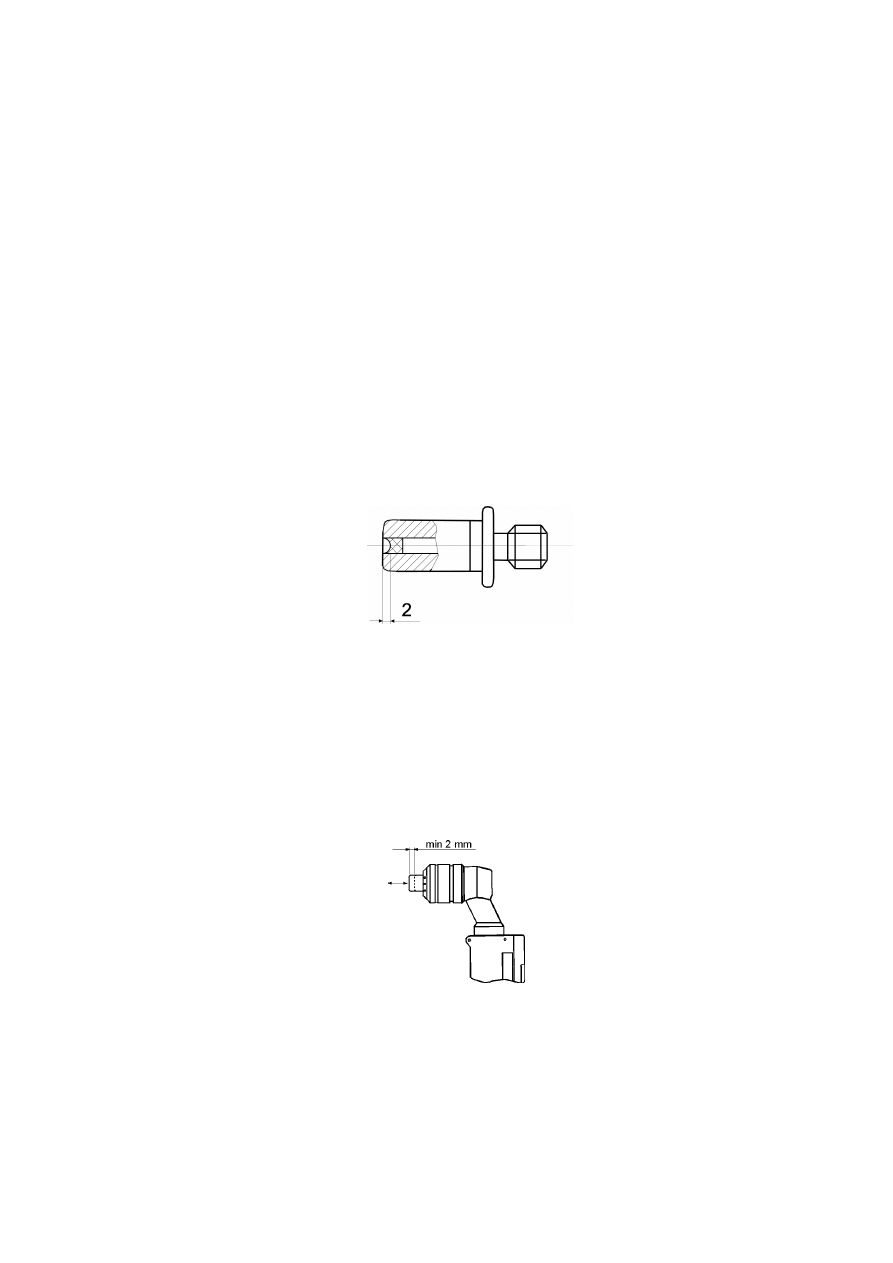
Sprawdzić (rys. 4) czy dysza izolacyjna (5), elektroda (1), oraz dysza (3) z tulejką izolacyjną
(2) i sprężyną (4), są prawidłowo zamontowane w uchwycie i spełniają następujące
wymagania:
a) elektrodę (1) należy wymienić, jeżeli krater osiągnął wymiar 1,5 do 2mm. Cięcie ze zużytą
elektrodą nie daje spodziewanej jakości i może być przyczyną uszkodzenia uchwytu
Rys.2 Limit zużycia elektrody
b)
dyszę (3) należy wymienić, jeżeli otwór jest powiększony lub owalny. W przypadku
zużytej dyszy cięcie staje się jakościowo niższe i wolniejsze.
c)
sprężynę (4) należy wymienić w przypadku, gdy jej długość w stanie swobodnym
odbiega od wartości ~10mm.
d)
odległość swobodnego wysuwu dyszy (3) (zgodnie z rysunkiem nr 3) względem tulejki
ochronnej (5) musi wynosić co najmniej 2mm. Nie spełnienie powyższego warunku świadczy
o zanieczyszczeniu uchwytu. Dalsza eksploatacja w takim stanie może doprowadzić do uszkodzenia
uchwytu lub urządzenia. Należy przejrzeć oraz oczyścić tulejkę ochronną (5), elektrodę (1), dyszę
(3), tulejkę izolacyjną (2) i sprężynę (4).
Rys.3 Swobodny wysuw dyszy
e) Sprawdzić czy klamra (12) jest prawidłowo zamontowana w uchwycie. Brak klamry lub jej
nieprawidłowe założenie blokuje uruchomienie urządzenia. Ważne jest aby metalowe elementy
klamry były umiejscowione w metalowych punktach znajdujących się na korpusie palnika. Klamra
spełnia ważną rolę odnośnie bezpieczeństwa eksploatacji, gdyż uniemożliwia uruchomienie
urządzenia, a tym samym podanie napięcia na uchwyt w przypadku braku tulejki ochronnej 5 rys. 4.

AIR PLASMA-36, LPH 35
_________________________________________________________________________________
_________________________________________________________________________________
- 8 -
•
Podłączyć przewód masowy (8) do elementu ciętego, rys.1.
•
Załączyć urządzenie przekręcając gałkę przełącznika (1) w pozycję 20A lub 35A. Stan
załączenia jest sygnalizowany świeceniem zielonej diody kontrolnej (2) rys.1.
•
Zbliżyć uchwyt do ciętego elementu i w zależności od grubości ciętego materiału, lekko go
dotykając (bez nacisku) lub utrzymując go w odległości około 2 mm, włączyć przycisk na
uchwycie. Nastąpi zajarzenie łuku między elektrodą a dyszą uchwytu, przy jednoczesnym
otwarciu zaworu powietrznego, co spowoduje wydmuchanie na zewnątrz dyszy łuku pilotującego.
W przypadku gdy dysza jest w kontakcie lub w odpowiedniej odległości od elementu
przeznaczonego do cięcia, nastąpi zajarzenie łuku głównego, a tym samym rozpocznie się proces
cięcia, który będzie trwał do momentu zwolnienia przycisku na uchwycie. W celu uniknięcia
zakłóceń jarzenia się łuku w trakcie cięcia, przesuwanie uchwytu względem materiału powinno być
równomierne, a dysza uchwytu powinna być ułożona prostopadle do elementu ciętego, w stałej
odległości od niego. W przypadku przerwania jarzenia się łuku w trakcie cięcia spowodowanego
otworem w elemencie ciętym, zbyt wolną prędkością cięcia itp.) należy zwolnić i następnie
nacisnąć przycisk na uchwycie, nastąpi ponowne zajarzenie łuku pilotującego.
W celu otrzymania stabilnego łuku i optymalnych rezultatów cięcia, po załączeniu urządzenia
może wyniknąć konieczność regulacji ilości powietrza, której dokonuje się poprzez
przekręcenie pokrętła regulatora ciśnienia (dopuszczając chwilowo maksymalny przepływ powietrza).
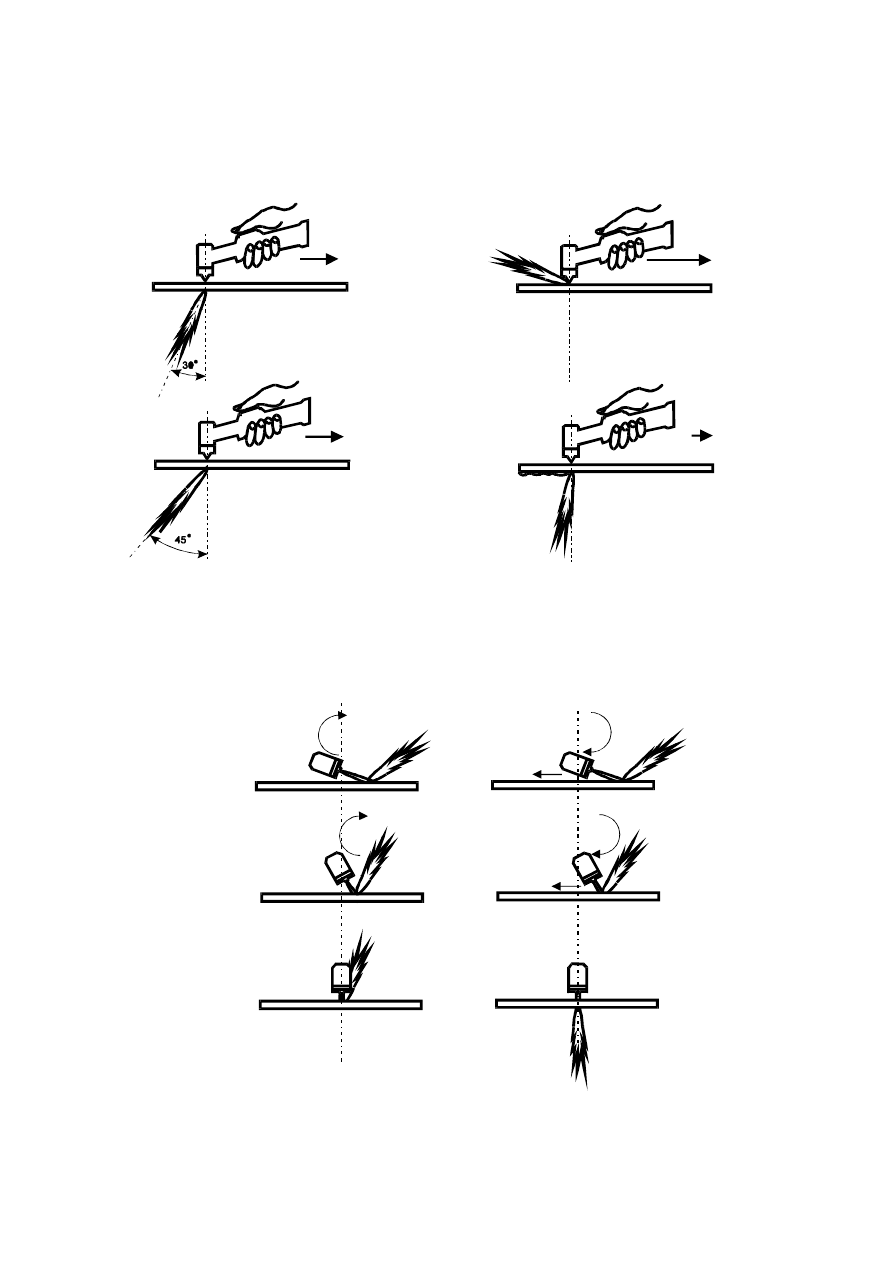
Prawidłową ocenę prędkości cięcia wydaje się na podstawie oceny kąta, przy którym cięty materiał
wyrzucany jest po stronie jego dolnej krawędzi, a także na podstawie obserwacji strumienia
materiału i obserwacji ciętej powierzchni po wykonaniu testu cięcia (rys.5). Najlepsze rezultaty
cięcia otrzymuje się stosując najwyższe dopuszczalne prędkości.
Rozpoczęcie procesu cięcia wymaga wprawy i ostrożności, szczególnie przy cięciu cienkich
blach oraz aluminium. W takich przypadkach cięcie powinno zaczynać się wolno, aby prawidłowo
spenetrować materiał. Szybkość cięcia można zwiększyć, po przeniknięciu łuku przez dolną
krawędź ciętego materiału.
Podczas normalnej pracy dystans uchwytu (odległość pomiędzy wierzchołkiem dyszy a blachą)
powinien wynosić od 0 do 2mm. Dystans ten dla większości prac zapewnia sprężyna dystansowa.
W przypadku materiałów z małym ryzykiem ich odbijania podczas cięcia, uszkadzającym dyszę,
dystans może być minimalnie zmniejszony, co stosuje się w przypadku stali miękkiej i cienkich
materiałów. Nie należy tego stosować na skorodowanej lub łuszczącej się stali miękkiej i na
cienkich odcinkach stali nierdzewnej, aluminium, itp., gdyż zgromadzony na górnej powierzchni
materiał może być przyczyną uszkodzenia dyszy.
W przypadku, gdy prędkość cięcia jest za duża, strumień nie jest w stanie dostatecznie stopić
metalu i wyrzucić go na zewnątrz elementu ciętego , co może spowodować skierowanie się
części stopionego metalu ku dyszy, a co za tym idzie doprowadzić do poważnej awarii uchwytu
podczas kontynuacji cięcia w takich warunkach.
Nie zaleca się włączania łuku pilotującego, bez zamiaru cięcia, gdyż powoduje to niepotrzebne
zużywanie się elementów uchwytu tj. elektrody i dyszy.
W przypadku rozbłysków łuku lub gdy jego płomień będzie zielony, albo łuk będzie emitował
jakikolwiek nienormalny odgłos, należy urządzenie natychmiast wyłączyć i sprawdzić stan części
zużywających się. Kontynuowanie cięcia w nienormalnych warunkach może doprowadzić do
uszkodzenia innych niż szybkozużywające się elementy uchwytu.
Wskazane jest rozpoczynać cięcie od krawędzi płyty lub otworu. Wykonywanie otworów
powoduje wyrzucanie materiału w górę, co może być niebezpieczne i niesie ze sobą ryzyko
uszkodzenia dyszy lub sprężyny dystansowej. W przypadku konieczności wykonania otworów,
zaleca się zaczynać je trzymając uchwyt pod kątem, a następnie stopniowo podnosić go do pozycji
pionowej, aż do momentu wykonania otworu (rys.6).
Cięcie można przerwać poprzez zwolnienie przycisku w uchwycie lub przez gwałtowne oderwanie
uchwytu od materiału. Po zwolnieniu przycisku na uchwycie nastąpi natychmiastowe zgaśnięcie łuku,
a po około 1 min wyłączenie przepływu sprężonego powietrza. Opóźnienie w wyłączeniu
przepływu sprężonego powietrza przez uchwyt jest spowodowane koniecznością schłodzenia
rozgrzanych elementów uchwytu. Zabrania się wyłączenia urządzenia przez przełączenie gałką
przełącznika (1), rys.1 w pozycję 0, przed samoczynnym zamknięciem się zaworu powietrznego po
zakończeniu procesu cięcia.
AIR PLASMA-36, LPH 35
_________________________________________________________________________________
_________________________________________________________________________________
- 9 -
7. TYPOWE PRZYCZYNY NIEPRAWIDŁOWEGO DZIAŁANIA URZĄDZENIA
OBJAWY
PRAWDOPODOBNA PRZYCZYNA
Urządzenie nie załącza się
-brak napięcia w fazie zasilającej
-załączony termostat (świeci się lampka
sygnalizacyjna (3)
Łuk pilotujący źle się zapala
-nieprawidłowe ciśnienie powietrza
-zużyta lub nieprawidłowo założona
elektroda/dysza
-uszkodzona sprężyna
-uszkodzona tulejka izolacyjna
-uchwyt zawilgocony
Łuk główny nie zapala się
-zużyta lub nieprawidłowo założona
elektroda/dysza
-nieprawidłowa odległość dyszy od
elementu ciętego
-zbyt mała szybkość cięcia
-brak połączenia przewodu masowego z
elementem ciętym
-nieszczelność w obwodzie powietrznym
-uszkodzona sprężyna lub tulejka
izolacyjna
Słaba wydajność cięcia,
zakłócenia strumienia tnącego w
trakcie cięcia, powstanie żużla
-nieprawidłowa lub zużyta dysza
-zużyta elektroda
-zużyta sprężyna
-nieprawidłowa pozycja przełącznika
zakresów
-nieprawidłowa odległość dyszy od
elementu ciętego
-nieprawidłowe połączenie z masą
elementu ciętego
-nieprawidłowe napięcie zasilania
-nieprawidłowe ciśnienie powietrza
-zbyt niska prędkość cięcia
-zbyt wysoka prędkość cięcia
-zbyt duża grubość materiału ciętego
Nadmierny żużel na dolnej
krawędzi cięcia
-zbyt niska prędkość cięcia
-zniszczone lub uszkodzone części
zużywające się uchwytu
-nieprawidłowy przepływ powietrza
Podwójny łuk
-uszkodzone części zużywające się
-niewystarczający przepływ powietrza
-dysza zablokowana nieczystościami
lub zbyt blisko materiału obrabianego
Łuk główny nie jest
prostopadły do obrabianego
materiału
-uszkodzony otwór dyszy
-wypalony środek elektrody
-źle złożone części zużywające się
AIR PLASMA-36, LPH 35
_________________________________________________________________________________
_________________________________________________________________________________
- 10 -
Nadmiar krawędzi cięcia lub jej
zaokrąglona powierzchnia
-zbyt duża prędkość cięcia
-zbyt duży dystans
-łuk nie jest w osi
- uszkodzone części zużywające się lub
niezmontowane w jednej osi
- Dodatkowe wskazówki
Najczęstszą przyczyną ograniczającą trwałość części zużywających się są uszkodzenia
eksploatacyjne. Z uwagi na to, że łuk tnie także miedź, tj. materiał z którego wykonane są dysza
i elektroda, może nastąpić zniszczenie otworu dyszy, co spowoduje odchylenie łuku od jej osi.
W warunkach szczególnych łuk nie przechodzi przez otwór, lecz z elektrody do dyszy i z dyszy
na obrabiany materiał - występuje tak zwany podwójny łuk - powodujący natychmiastowe
wyżłobienie miedzi z elektrody i dyszy.
Jedną z częstych przyczyn powodujących uszkodzenie eksploatacyjne jest wtargnięcie
ciętego materiału do otworu dyszy - szczególnie podczas wykonywania otworów, lub zatkania
dyszy kawałkiem obrabianego materiału.
Zaleca się utrzymywać stałą odległość od obrabianego materiału, pracować z maksymalną
prędkością, na którą zezwala urządzenie.
Najlepsze rezultaty uzyskuje się na materiałach z małym stopniem ryzyka odbicia ciętego
materiału, takich jak czysta stal miękka, cienkie arkusze, itp.
8. INSTRUKCJA KONSERWACJI I OBSŁUGI
Przed przystąpieniem do jakichkolwiek czynności naprawczych lub konserwacyjnych należy
upewnić się, czy urządzenie odłączone jest od sieci elektrycznej .
Co 3 do 6 miesięcy należy poddać konserwacji wentylator bez względu na intensywność
eksploatacji urządzenia. Pozostałe czynności konserwacyjne należy wykonywać jak następuje:
•
usunąć piach i pyły metaliczne, szczególnie z obwodu magnetycznego
(transformator), stosując przedmuch suchym sprężonym powietrzem,
•
przeczyścić płytkę sterującą, posługując się pędzelkiem,
•
sprawdzić stan połączeń elektrycznych,
•
zwrócić uwagę na styki elementów łączeniowych (stycznik, przełącznik) i w razie
konieczności wyczyścić je,
•
sprawdzić węże powietrzne, ich stan i szczelność połączenia z króćcami,
•
w przypadku stosowania odwadniacza oraz filtrów oczyszczających należy sprawdzić ich stan.
W ramach rocznego przeglądu należy wykonać czynności jak w punktach poprzednich,
wymienić elementy wykazujące ślady uszkodzeń lub nadmiernego zużycia oraz dokonać próby
rezystancji izolacji urządzenia.
Rezystancja izolacji mierzona megaomierzem o napięciu 500V nie powinna być mniejsza od
wartości 2MΩ. Rezystancję izolacji należy mierzyć pomiędzy wejściem a wyjściem urządzenia,
pomiędzy wejściem a obudową i pomiędzy wyjściem a obudową w stanie nienagrzanym w
warunkach normalnych. Pomiaru należy dokonać przy odłączonym urządzeniu od sieci
zasilającej i przy zwarciu przewodu masowego z uchwytem, łącząc zacisk szczękowy
przewodu z elektrodą uchwytu, przy ustawieniu pokrętła przełącznika w poz.20A, 35A a także
zwarciu styków głównych stycznika.
Akty prawne normujące zasady eksploatacji urządzenia wymieniono w pkt.4 niniejszej
instrukcji obsługi.
8.1 Uchwyt do cięcia
Przed przystąpieniem do jakichkolwiek czynności związanych z konserwacją i obsługą uchwytu
do cięcia należy odłączyć urządzenie od sieci.
AIR PLASMA-36, LPH 35
_________________________________________________________________________________
_________________________________________________________________________________
- 11 -
a)Wymiana części szybkozużywających się.
Częściami szybkozużywającymi się są (rys.4):
•
elektroda (1)
•
dysza (3)
W celu wymiany w/w części należy:
•
odkręcić tulejkę ochronną (5)
•
wyjąć z niej dyszę (3)
•
odkręcić elektrodę (1)
W celu założenia dyszy i elektrody czynności wykonać w kolejności odwrotnej, przestrzegając
kolejności ułożenia elementów uchwytu zgodnie z rys.4.
b)Wymiana uchwytu w urządzeniu
W celu wymiany uchwytu należy odkręcić nakrętkę 1/4" poz.8 rys. 4 mocującą uchwyt z króćcem
prądowo - gazowym urządzenia, rys.4, odkręcić nakrętkę połączenia elektrycznego obwodu prądu łuku
pilotującego (9), odłączyć dwa złącza nasadkowe obwodu sterowania (10), wysunąć uchwyt ze ściany
przedniej urządzenia. Założenie nowego uchwytu należy wykonać w kolejności odwrotnej,
zwracając uwagę na prawidłowe osadzenie odciążki gumowej w otworze ściany przedniej.
Przezbrajanie uchwytu wymaga specjalnego przeszkolenia oraz instrukcji i nie jest przedmiotem
niniejszego dokumentu.
Użytkownicy chcący własnoręcznie naprawić uszkodzone uchwyty powinni skonsultować się ze
sprzedawcą lub producentem urządzenia.
Uchwyt zasilany jest wysokim napięciem i sprężonym powietrzem i niedopuszczalne są jakiekolwiek
nieszczelności w torze powietrznym.
Inne części, mogące być łatwo wymienione w przypadku uszkodzenia to tulejka izolacyjna (2),
tulejka ochronna (5), sprężyna (4), rys.4.
Rys.4 Uchwyt do cięcia
1.elektroda
2.tulejka izolacyjna
3.dysza
4.sprężyna
5.tulejka ochronna
6.rękojeść
7.palnik
11.sprężyna
dystansowa
12.klamra

AIR PLASMA-36, LPH 35
_________________________________________________________________________________
_________________________________________________________________________________
- 12 -
9. PRZECHOWYWANIE I TRANSPORT
Urządzenie do cięcia plazmą powietrzną typu AIR PLASMA-36 (LPH 35) należy przechowywać
w pomieszczeniach o temperaturze 283K do 313K i wilgotności względnej do 80%, wolnych od
żrących wyziewów (kwasów, zasad) i pyłów.
Opakowane urządzenia należy przewozić krytymi środkami transportu w odpowiedniej pozycji,
zabezpieczając je przed niekontrolowanym przemieszczaniem..
Uwaga:
Producent zastrzega sobie prawo wprowadzenia zmian nie pogarszających parametrów
technicznych urządzenia, nie uwzględnionych w instrukcji obsługi.
AIR PLASMA-36, LPH 35
_________________________________________________________________________________
_________________________________________________________________________________
- 13 -
10.
INSTRUKCJA TECHNOLOGICZNA UśYCIA URZĄDZENIA AIR PLASMA- 36
(LPH 35)
Rys.6 Wycinanie otworów
Rys.5 Prędkość cięcia
Prędkość zbyt duża
Prędkość zbyt mała
Prędkość maksymalna
Prędkość optymalna
dobrze
źle
AIR PLASMA-36, LPH 35
_________________________________________________________________________________
_________________________________________________________________________________
- 14 -
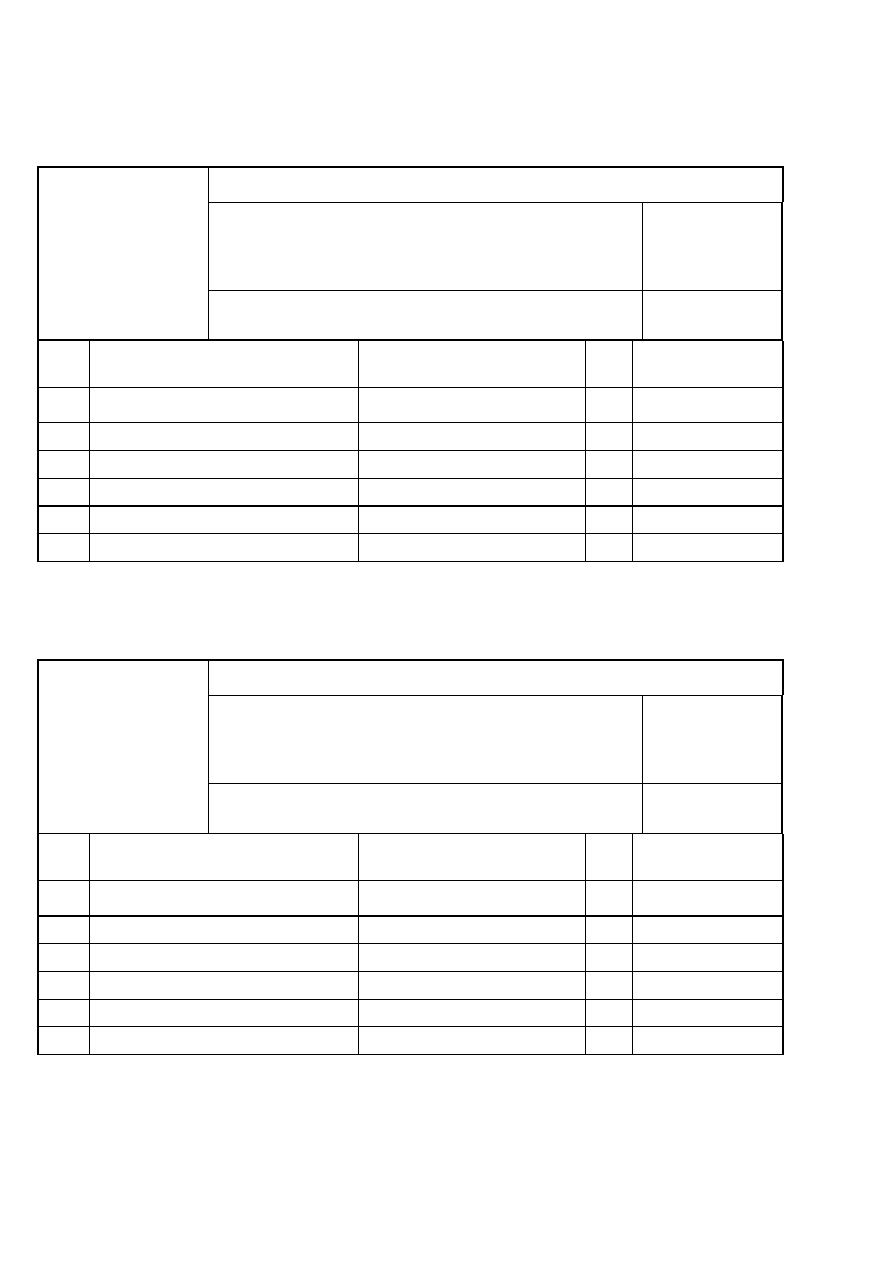
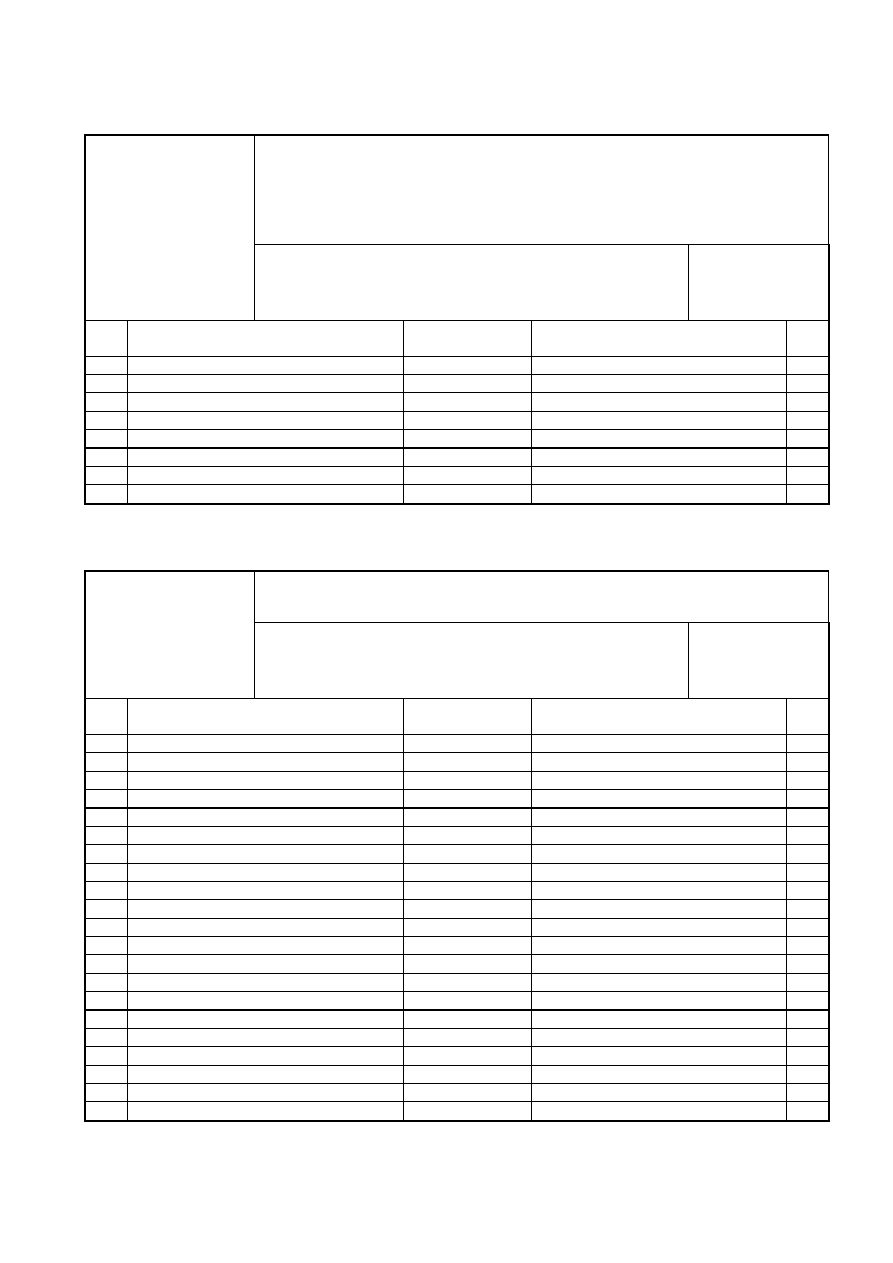
OZAS - ESAB
SPECYFIKACJA KOMPLETOWANIA
Sp. z o.o
ul. Struga 10
45-073 Opole
Nazwa jednostki zestawieniowej
(kompletu):
URZĄDZENIE DO CIĘCIA PLAZMĄ
AIR PLASMA-36
Arkusz: 1
Ilość ark: 1
Nr jednostki kpl.
204-0-0-00-00-00-0-E GIN: 0349 491 785
Lp.
Nazwa części składowej
Kod rysunku, typ,
nazwa materiału, nr normy
Il. szt.
GIN
1.
Urządzenie do cięcia plazmą typu
AIR PLASMA-36
204-0-0-00-00-00-0-2
1
0349 491 605
2.
Wkładka topikowa
WTA-T 1,6A
1
0457 290 048
3.
Złączka z przyłączem na wąż φ9
SPA 3-4
1
0457 290 071
4.
Opaska
Ap 12-20
1
0457 290 072
5.
Instrukcja obsługi
204-00-0-P
1
6.
Opakowanie
204-0-0-00-01-00-1-D
1
OZAS - ESAB
SPECYFIKACJA KOMPLETOWANIA
Sp. z o.o
ul. Struga 10
45-073 Opole
Nazwa jednostki zestawieniowej
(kompletu):
URZĄDZENIE DO CIĘCIA PLAZMĄ
LPH 35
Arkusz: 1
Ilość ark: 1
Nr jednostki kpl.
200-0-0-00-00-00-0-E GIN: 0457 288 880
Lp.
Nazwa części składowej
Kod rysunku, typ,
nazwa materiału, nr normy
Il. szt.
GIN
1.
Urządzenie do cięcia plazmą typu
LPH 35
200-0-0-00-00-00-0-2
1
0349 491 601
2.
Wkładka topikowa
WTA-T 1,6A
1
0457 290 048
3.
Złączka z przyłączem na wąż φ9
SPA 3-4
1
0457 290 071
4.
Opaska
Ap 12-20
1
0457 290 072
5.
Instrukcja obsługi
204-00-0-P
1
6.
Opakowanie
204-0-0-00-01-00-1-D
1
AIR PLASMA-36, LPH 35
_________________________________________________________________________________
_________________________________________________________________________________
- 15 -
WYKAZ CZĘŚCI ZAMIENNYCH
UCHWYTU PSB 31 KKS
GIN: 0349 481
766
OZAS - ESAB
Sp. z o.o
ul. Struga 10
45-073 Opole
Nazwa jednostki zestawieniowej
(kompletu):
URZĄDZENIE DO CIĘCIA PLAZMĄ
AIR PLASMA-36, LPH 35
Arkusz: 1
Ilość ark: 1
Lp.
Nazwa części składowej
Kod rysunku
Typ, nazwa materiału, nr normy
Il.
szt.
1.Elektroda 0349 481 722 0744160990135
5,5mm, 1 rys.4
1
2. Tulejka izolacyjna 0457 288 154 0744160990059
2 rys.4
1
3.Dysza 1,0 0457 288 153 0744160900205
3 rys.4
1
4.Sprężyna 0457 288 152 0744160900168
4 rys.4
1
5. Tulejka ochronna 0457 288 151 0744160900185
5 rys.4
1
6.Rękojeść 0349 481 719
6 rys.4
1
7.Palnik 0349 303 430
7 rys.4
1
8. Sprężyna dystansowa 0457 288 150 0744160990176
11 rys.4
1
WYKAZ CZĘŚCI ZAMIENNYCH
OZAS - ESAB
Sp. z o.o
ul. Struga 10
45-073 Opole
Nazwa jednostki zestawieniowej
(kompletu):
URZĄDZENIE DO CIĘCIA PLAZMĄ
AIR PLASMA-36, LPH 35
Arkusz: 1
Ilość ark: 1
Lp.
Nazwa części składowej
Kod rysunku
Typ, nazwa materiału, nr normy
Il.
szt.
1.
Prostownik
1114590070346
PR1
1
2.
Rezystor mocy
1158111734376
R1, R2
2
3.
Płytka sterująca
2000302010004
PL60/1
1
4.
Łącznik krzywkowy
1115260070072
W1
1
5.
Wkładka topikowa
1158662041120
WTA-T/L 1,6A, F3
1
6.
Termostat
0918131110096
WT
1
7.
Wyłącznik instalacyjny
1131253189541
Q
1
8.
Zawór elektromagnetyczny
0912210900076
EZ1
1
9.
Zawór redukcyjny ciśnienia
0876620000086
1
10.
Manometr
0943844020078
1
11.
Dioda LED (żółta)
1156161001105
D2
1
12.
Dioda LED (czerwona)
1156161001098
D1
1
13.
Dioda LED (zielona)
1156161001085
D3
1
14.
Stycznik
1115216120102
St1
1
15.
Wentylator
0874190000015
M 1
1
16.
Przewód masowy prądowy
1900010000203
1
17.
Uchwyt do cięcia
0744160990020
PSB 31KKS, 4m
1
18.
Przewód zasilający
2320006002813
1
19.
Transformator
2001000000002
Tr1
1
20.
Czujnik ciśnienia
0917411990086
CZ1
1
21.
Transformator sieciowy
1158142050518
Tr2
1
AIR PLASMA-36, LPH 35
_________________________________________________________________________________
_________________________________________________________________________________
- 16 -
AIR PLASMA-36, LPH 35
_________________________________________________________________________________
_________________________________________________________________________________
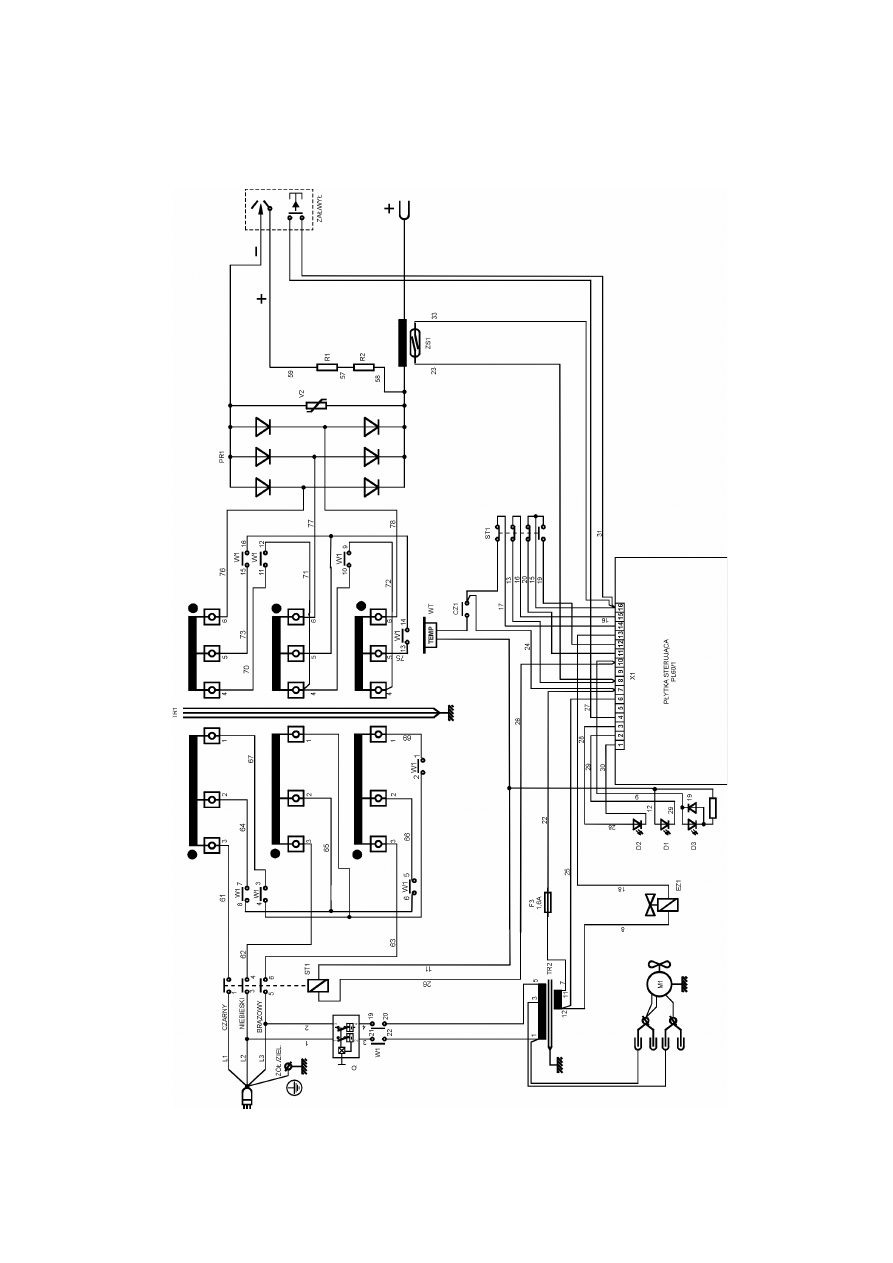
- 17 -
Rys.7 Schemat ideowy urządzenia AIR PLASMA-36, LPH 35
DEKLARACJA ZGODNOŚCI
OZAS-ESAB
Spółka z ograniczoną odpowiedzialnością
45-073 Opole, ul. A. Struga 10
Deklarujemy z pełną odpowiedzialnością, że wyrób
Air Plasma 36, LPH 35
jest zgodny z normą PN EN 60974-1:2002 „Sprzęt do spawania łukowego. Spawalnicze
źródła energii” według warunków ustalonych w „Dyrektywie Rady 73/23/EEC
z 19 lutego 1973 r. o harmonizacji praw państw członkowskich dotyczących sprzętu
elektrycznego przeznaczonego do stosowania w określonych granicach napięcia” oraz
PN-EN 60974-10 „Kompatybilność elektromagnetyczna (EMC). Wymagania dotyczące
urządzeń do spawania łukowego” według warunków ustalonych w „Dyrektywie Rady
89/336/EEC z 3 maja 1989 r. o zbliżeniu praw państw członkowskich dotyczących
kompatybilności elektromagnetycznej" z dodatkiem uzupełniającym 93/68/EEC.
Prezes Zarządu
Dyrektor
Opole, dnia .............................
Dariusz Brudkiewicz
7.3-1-05-02
Wyszukiwarka
Podobne podstrony:
obsl Nozyce do kabli id 328638 Nieznany
odpowiedzi do testu id 332437 Nieznany
Montaz zamka do drzwi id 307578 Nieznany
mnozenie do 25 2[1] id 304290 Nieznany
DO Gimn 1 id 137870 Nieznany
dodawanie do 10 4 id 138940 Nieznany
F Zadania do kol 1 id 167111 Nieznany
Droga Polski do NATO id 142564 Nieznany
mechanika do poprawki id 290847 Nieznany
DO P gimn 4 id 137938 Nieznany
od bollanda do deminga id 33072 Nieznany
karteczki do wydruku id 232392 Nieznany
ZestawY do Dziekonskiej id 5891 Nieznany
foliogramy do lek 8 id 179213 Nieznany
więcej podobnych podstron