„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Eugeniusz Masalski
Rozpoznawanie materiałów i elementów konstrukcyjnych
maszyn i urządzeń 321[02].Z1.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Leszek Jaszczyk
mgr inż. Jan Kawecki
Opracowanie redakcyjne:
mgr inż. Eugeniusz Masalski
Konsultacja:
dr inż. Janusz Figurski
mgr Czesław Nowak
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 321[02].Z1.02
„Rozpoznawanie materiałów i elementów konstrukcyjnych maszyn i urządzeń”, zawartego
w modułowym programie nauczania dla zawodu technik leśnik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Rysunek techniczny
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
15
4.1.3. Ćwiczenia
15
4.1.4. Sprawdzian postępów
18
4.2. Materiałoznawstwo i elementy budowy maszyn
19
4.2.1. Materiał nauczania
19
4.2.2. Pytania sprawdzające
34
4.2.3. Ćwiczenia
35
4.2.4. Sprawdzian postępów
38
4.3. Urządzenia mechaniczne
39
4.3.1. Materiał nauczania
39
4.3.2. Pytania sprawdzające
59
4.3.3. Ćwiczenia
59
4.3.4. Sprawdzian postępów
61
5. Sprawdzian osiągnięć
62
6. Literatura
67

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten pomoże Ci w przyswojeniu niezbędnej wiedzy do posługiwania się
rysunkiem technicznym, rozpoznawania materiałów występujących w budowie maszyn,
podstawowej obróbki metali. Zapoznasz się ze stosowanymi połączeniami części maszyn,
metodami ochrony przed korozją. Poznasz zasady działania podstawowych urządzeń
pneumatycznych, hydraulicznych, elektrycznych oraz silników spalinowych.
W poradniku zamieszczono:
–
wykaz umiejętności – jakie powinieneś posiadać przed przystąpieniem do nauki tego modułu,
–
wykaz umiejętności – jakie ukształtujesz podczas pracy z tym poradnikiem oraz pracy na
zajęciach,
–
materiał nauczania,
–
ćwiczenia, które umożliwią Ci nabycie umiejętności praktycznych,
–
zestawy zadań, które pomogą Ci sprawdzić czy opanowałeś podane treści z zakresu
charakteryzowania maszyn i urządzeń,
–
sprawdzian postępów, który pomoże Ci w przygotowaniu się do pracy kontrolnej z całego
materiału nauczania,
–
wykaz literatury, z jakiej możesz korzystać podczas nauki.
Materiał nauczania obejmuje tylko najistotniejsze problemy, które powinieneś poznać w tej
jednostce modułowej. Zakres treści kształcenia jest bardzo szeroki, różny jest też poziom
wiedzy technicznej i oczekiwania uczniów, dlatego też Poradnik nie może być traktowany jako
wyłączne źródło wiedzy o maszynach i urządzeniach. Zaproponowane lektury pozwolą na
poszerzenie i pogłębienie wiedzy teoretycznej w tych zakresach, które szczególnie zainteresują
lub są niezbędne w realizacji zadań zawodowych. Dlatego wskazane jest korzystanie
z literatury podanej w poradniku, tekstów źródłowych oraz innych źródeł informacji.
Materiał nauczania obejmuje również ćwiczenia, które zawierają:
–
treść ćwiczenia,
–
wykaz materiałów potrzebnych do realizacji,
–
sposób wykonania ćwiczenia,
–
pytania wspomagające planowanie czynności,
–
wzory sprawozdań, arkusze ćwiczeń, tabele do wypełnienia.
Po wykonaniu zaplanowanych ćwiczeń powinieneś samodzielnie sprawdzić poziom
swoich umiejętności. Sprawdzian postępów zawiera pytania, na które należy odpowiedzieć
TAK lub NIE. Każda odpowiedź na TAK wskazuje Twoje mocne strony, zaś odpowiedź na
NIE zwraca uwagę na braki, które powinieneś uzupełnić.
Na zakończenie całego cyklu jednostki modułowej przeprowadzany jest sprawdzian osiągnięć
edukacyjnych ucznia. Aby lepiej przygotować się do niego proponuję Ci rozwiązanie testu
i wypełnienie arkusza odpowiedzi zamieszczonego w tym poradniku.
Jeśli będziesz miał
trudności ze zrozumieniem tematu lub ćwiczenia, odpowiedzią na pytania zamieszczone
w sprawdzianie, to poproś nauczyciela lub instruktora o wyjaśnienie i ewentualne wskazówki
do samodzielnego uzupełnienia.
Jednostka modułowa: „Rozpoznawanie materiałów i elementów konstrukcyjnych maszyn i
urządzeń ", której treść teraz poznasz jest jednym z modułów koniecznych do korzystania
z informacji o rysunku technicznym, zrozumienia zasad konstrukcji maszyn, oraz
funkcjonowania maszyn elektrycznych, pneumatycznych, hydraulicznych i spalinowych.
Mam nadzieję, że poradnik okaże się pomocny. Życzę powodzenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych w module
321[02].Z1.01
Wykonywanie podstawowych
pomiarów geodezyjnych
321[02].Z1.02
Rozpoznawanie materiałów
i elementów konstrukcyjnych
maszyn i urządzeń
321[02].Z1.04
Wykonywanie i remontowanie
obiektów budowlanych
321[02].Z1.03
Użytkowanie narzędzi, maszyn
i urządzeń stosowanych
w leśnictwie
321[02].Z1
Technika prac leśnych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
posługiwać się podziałką,
–
rozróżniać przybory i materiały kreślarskie,
–
wykonać rzutowanie prostokątne i aksonometryczne prostopadłościanu,
–
określać podstawowe właściwości materiałów konstrukcyjnych,
–
określać obciążenia występujące w poszczególnych częściach maszyn,
–
wymieniać podstawowe operacje związane z obróbką metalu,
–
wyjaśniać, na czym polega zjawisko korozji,
–
rozróżniać maszyny elektryczne, pneumatyczne, hydrauliczne,
–
wyjaśniać, co to jest prąd elektryczny,
–
wyjaśniać, na czym polega zjawisko indukcji elektromagnetycznej,
–
rozróżniać rodzaje silników spalinowych,
–
rozróżniać rodzaj paliwa stosowanego do zasilania silników,
–
korzystać z różnych źródeł informacji,
–
obsługiwać komputer,
–
współpracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
określić rodzaje rysunków technicznych i zasady ich wykonywania,
−
dobrać materiały i przybory kreślarskie do rysowania,
−
posłużyć się przyborami kreślarskimi,
−
dobrać rodzaj i grubość linii do określonych rysunków,
−
wykonać rysunki techniczne części maszyn,
−
opisać pismem technicznym rysunki części maszyn i urządzeń,
−
rozróżnić i odczytać rysunki techniczne części maszyn,
−
rozróżnić leśne obiekty budowlane,
−
wykonać szkice i rysunki techniczne prostych obiektów budowlanych,
−
scharakteryzować materiały konstrukcyjne stosowane do budowy maszyn i urządzeń,
−
rozróżnić części maszyn i urządzeń oraz określić ich funkcje,
−
rozróżnić konstrukcje połączeń spoczynkowych części maszyn,
−
rozróżnić konstrukcje połączeń ruchowych,
−
rozróżnić narzędzia ślusarskie i określić ich zastosowanie,
−
scharakteryzować podstawowe operacje obróbki ręcznej i mechanicznej metali,
−
dokonać analizy zmian właściwości metali zachodzących pod wpływem obróbki,
−
rozpoznać zjawiska korozyjne i określić ich skutki,
−
określić sposoby ochrony maszyn i urządzeń przed korozją w procesie ich eksploatacji,
−
wyjaśnić budowę i zasady działania podstawowych urządzeń pneumatycznych,
hydraulicznych i elektrycznych,
−
rozpoznać elementy instalacji elektrycznej,
−
scharakteryzować budowę i zasady działania silników spalinowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Rysunek techniczny
4.1.1. Materiał nauczania
Rodzaje rysunków technicznych
Rysunek techniczny służy do przekazywania myśli technicznej między projektodawcą,
wykonawcą i użytkownikiem, stosuje się rysunek techniczny. Aby rysunek techniczny mógł
być jednoznacznie rozumiany przez wszystkich, którzy się nim posługują, zasady i przepisy
rządzące sporządzaniem i odczytywaniem muszą być znane i przestrzegane przez wszystkich
użytkowników.
Technika, a wraz z nią dokumentacja techniczna w postaci rysunków technicznych,
wkracza dzisiaj we wszystkie dziedziny życia. Dzisiejsze leśnictwo w coraz większym stopniu
korzysta ze skomplikowanych maszyn i urządzeń. Obsługa tych urządzeń, a nierzadko również
konieczność dokonania choćby najprostszych napraw zmusza dzisiejszego leśnika do
opanowania podstaw wiedzy technicznej, co jest niemożliwe bez znajomości rysunku
technicznego.
Podziału rysunków technicznych można dokonywać stosując różne kryteria.
Ze względu na zastosowanie rysunków w poszczególnych branżach można wyróżnić
następujące:
― rysunek techniczny maszynowy; stosowany w przemyśle maszynowym,
― rysunek techniczny budowlany; stosowany w budownictwie,
― rysunek techniczny elektryczny; stosowany w przemysłach elektrotechnicznym
i elektronicznym,
― rysunek techniczny chemiczny; stosowany w przemyśle chemicznym.
Ze względu na sposób przedstawienia przedmiotu (treści) wyróżniamy:
― rysunek; przedstawienie przedmiotu w określonej podziałce przy użyciu przyborów
rysunkowych,
― szkic; przedstawienie przedmiotu wykonane odręcznie i stanowiące zwykle podstawą do
wykonania rysunku,
― schemat; przedstawienie w sposób uproszczony zasady działania lub budowy mechanizmu,
maszyny lub urządzenia,
― plan; przedstawienie rozmieszczenia urządzeń, instalacji, budynków itp.
― wykres; przedstawienie zależności między dowolnymi wielkościami zmiennymi,
Ze względu na metody rzutowania rysunki dzielimy na:
― rysunek rzutowy; przedstawienie przedmiotu w rzutach prostokątnych na płaszczyznach
wzajemnie prostopadłych,
― rysunek aksonometryczny; przedstawienie przedmiotu w rzucie aksonometrycznym,
― rysunek perspektywiczny; rysunek przedstawiający przedmiot w perspektywie.
Uwzględniając stopień złożoności rysunku można wyodrębnić:
― rysunek złożeniowy; przedstawiający wszystkie zespoły i części wyrobu w złożeniu, czyli
po zmontowaniu.
― rysunek zespołu; przedstawiający wszystkie podzespoły i części zespołu w złożeniu,
― rysunek części; przedstawiający jedną część maszynową.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Materiały i przybory kreślarskie
W trakcie prac nad rysunkiem technicznym, przez lata opracowano określony zestaw
materiałów i przyrządów kreślarskich ułatwiających sporządzanie rysunków. Należy jednak
nadmienić, iż zestaw ten cały czas się zmienia, obecnie w profesjonalnych biurach kreślarskich
narzędziem wspomagającym jest technika komputerowa, a dokładnie systemy CAD
(ang. Computer Aided Desing). Maszyny wspomagające prace kreślarskie to oczywiście
komputery, plotery, drukarki, skanery i inne nowinki techniczne. Oczywiście te maszyny muszą
być w stosunku do siebie kompatybilne i posiadać specjalistyczne oprogramowane. W ostatnim
czasie w Lasach Państwowych bardzo rozwinęła się dziedzina MAP NUMERYCZNYCH
która wymaga użycie odpowiednich programów.
Do odręcznego wykonywania rysunków technicznego używane są następujące materiały
i przybory kreślarskie:
Papier rysunkowy techniczny
Używany jest do wykonywania rysunków technicznych, które są potrzebne tylko
w jednym egzemplarzu. Papier ten jest biały, gruby, nieprzeźroczysty, o powierzchni gładkiej
lub szorstkiej, błyszczący lub matowy. Rysunek wykonany na takim papierze można
kolorować akwarelą lub kredkami. Papieru gładkiego i błyszczącego używa się na rysunki
wykonane w tuszu, zaś szorstkiego i matowego na rysunki wykonane ołówkiem.
Papier milimetrowy. Pokryty jest wydrukowaną siatką milimetrową koloru niebieskiego
lub pomarańczowego, która znacznie ułatwia pracę. Służy głównie do rysowania wykresów.
Kalka techniczna zwykła. Jest przeźroczysta i służy do wykonywania odrysów. Na
rysunek wykonany w tuszu lub ołówku na brystolu nakłada się kalkę i przerysowuje zwykle
tuszem. W ten sposób powstaje odrys rysunku. Taki odrys może służyć jako tzw. matryca do
sporządzania (w dowolnej ilości) odbitek na papierze światłoczułym.
Kalka techniczna milimetrowa. Jest przeźroczysta i ma nadrukowaną siatkę milimetrową.
Spełnia jednocześnie zadanie kalki technicznej i papieru milimetrowego.
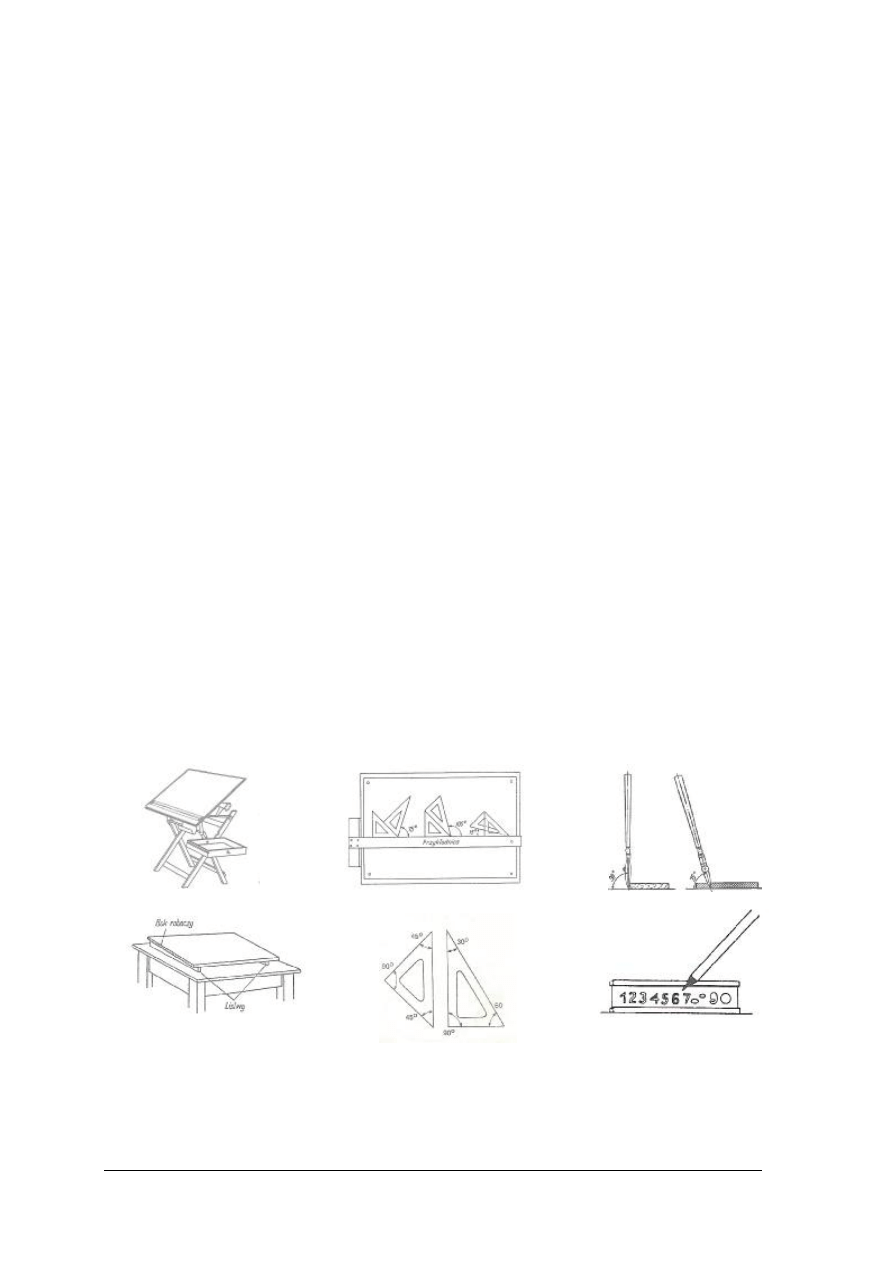
Duży wpływ na efektywność pracy kreślarza oprócz znajomości zasad rysunku
technicznego odpowiednia organizacja pracy. Przybory kreślarskie (rys. 1–15) rozmieszczamy
tak, aby znajdowały się w zasięgu ręki, ich użycie zapewniają dokładność i estetykę rysunku.
Do nich zaliczamy:
Rys. 1. Stół kreślarski [5, s. 6]
Rys. 2. Deska kreślarska [5, s. 6]
Rys
.
3. Przykładnica [5, s. 9]
Rys. 4. Trójkąty rysunkowe
[5, s. 8]
Rys. 5. Grafiony [5, s. 11]
Rys. 6. Wzornik do odpisywania
[5, s. 14]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
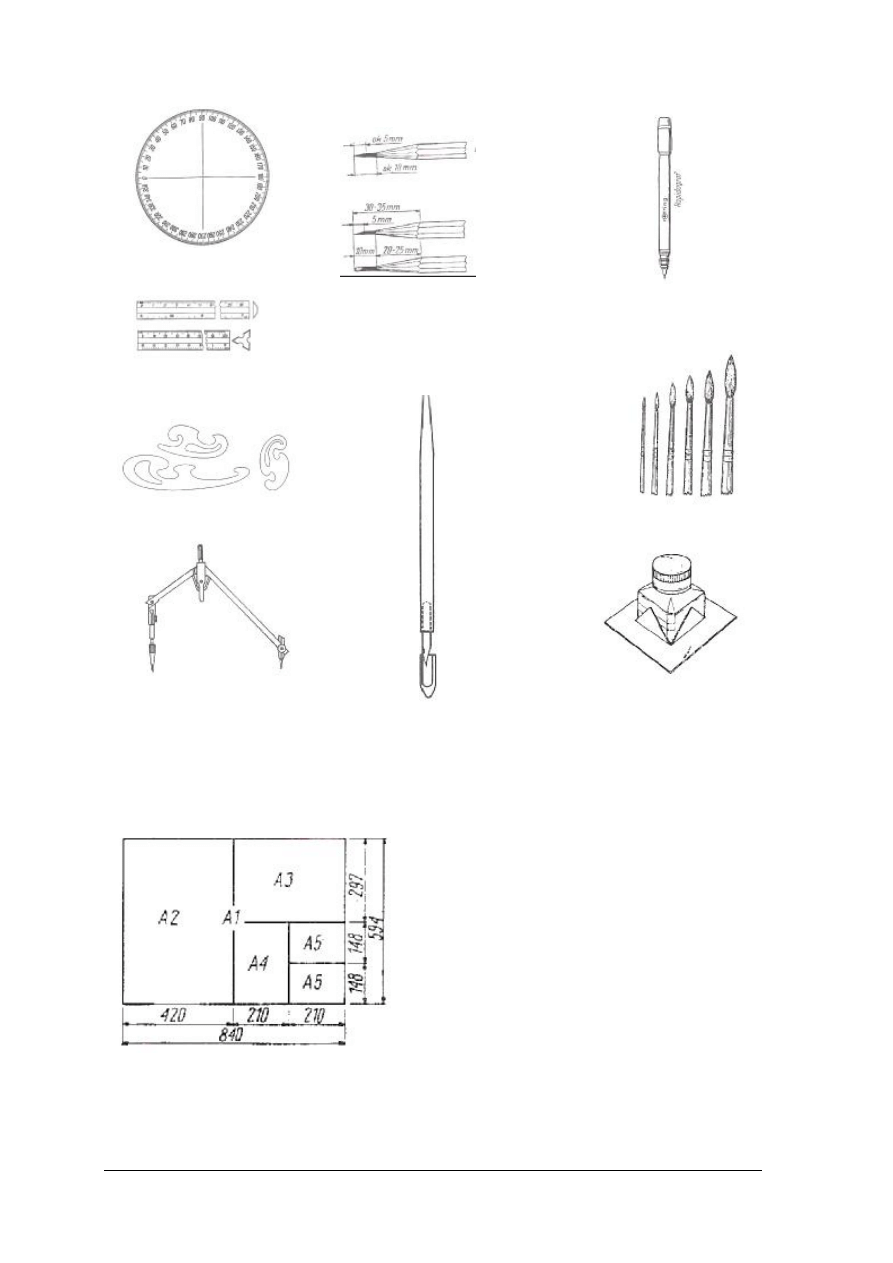
9
Rys. 7. Kątomierz [5, s. 9]
Rys 10. Przymiar liniowy
[5, s. 10]
Rys. 11. Krzywiki [5, s. 10]
Rys 13. Cyrkle [5, s. 11]
Rys
.
8. Ołówek (miękki
B, średniej twardości F, HB,
twardy H,) [5, s. 12]
Rys 14. Piórko [5, s. 12]
Rys. 9. Rapidograf
[5, s. 14]
Rys 12. Pędzle [5, s. 15]
Rys. 15. Tusz [5, s. 15]
Znormalizowane elementy rysunku technicznego
Formaty rysunków (rys. 16):
Rysowanie na arkuszach dowolnego kształtu
i rozmiaru
sprawiłoby
wiele
kłopotów
przy
układaniu i przechowywaniu gotowych rysunków.
Aby
uniknąć
tych
niedogodności
ustalono
następujący podział arkuszy.
A0 – 841 X 1189
A1 – 594 X 841
A2 – 420 X 594
A3 – 297 X 420
A4 – 210 X 297 (wymiary w milimetrach)
Rys. 16. Schemat tworzenia arkuszy standardowych [5, s. 17]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
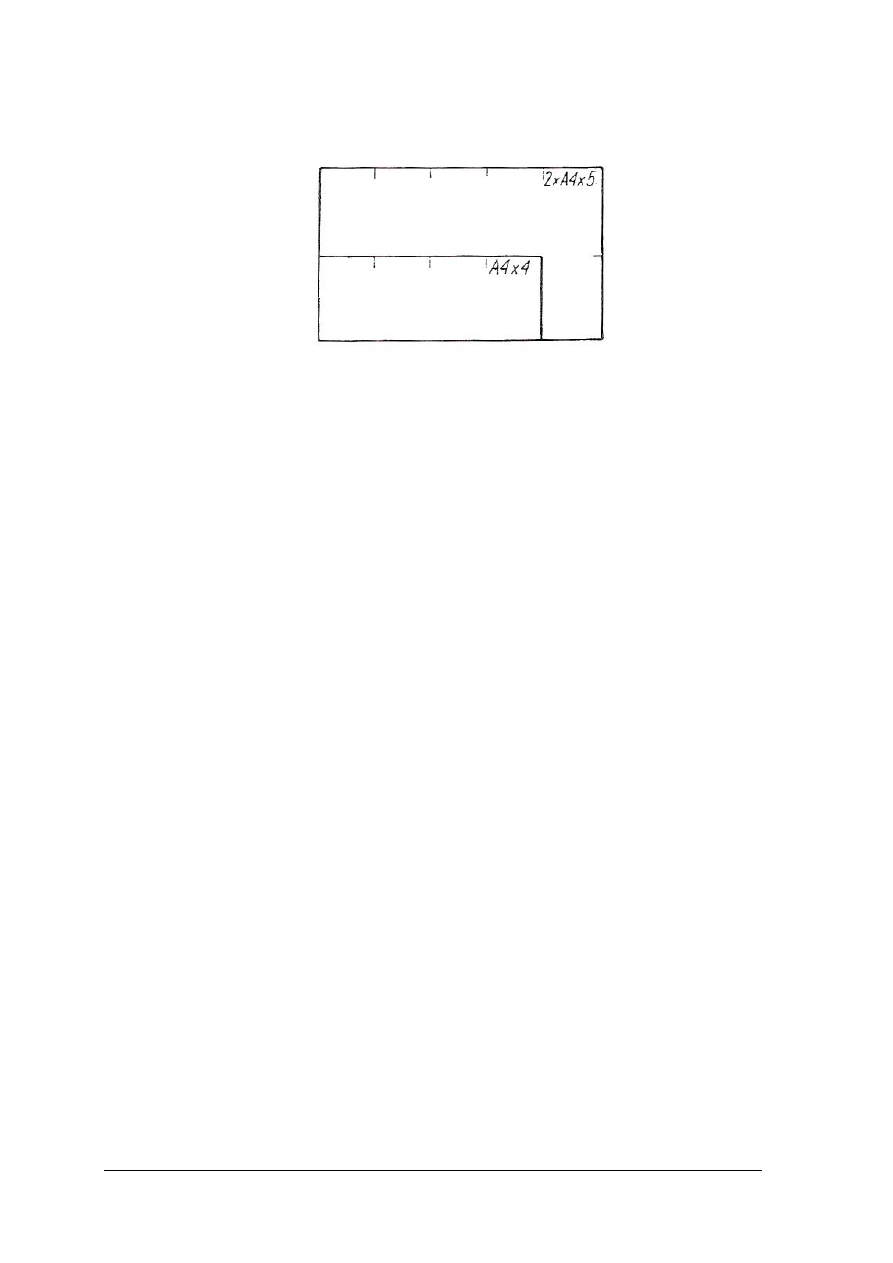
W razie potrzeby można kilka arkuszy jednego formatu łączyć w formaty pochodne
w jeden szereg (rys. 17).
Rys. 17. Schemat tworzenia arkuszy niestandardowych [5, s. 17]
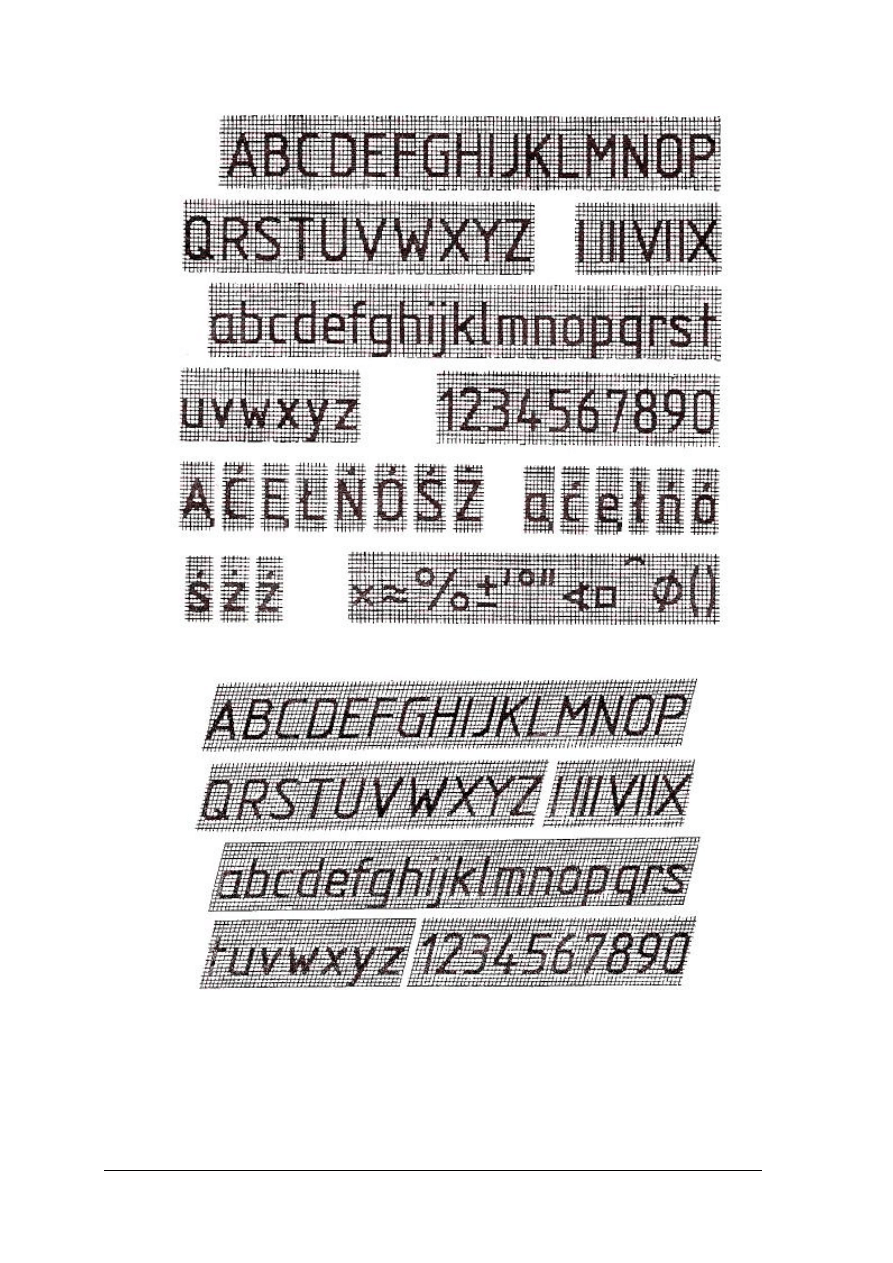
Pismo techniczne
Do wykonywania opisów rysunków technicznych stosowane jest pismo techniczne.
W zależności od stosunku grubości pisma d do wysokości pisma h, rozróżnia się pismo rodzaju
A (rys. 18) (A = 14s) oraz rodzaju B (rys. 19) (A = 10s). Oba te rodzaje pisma można
stosować jako proste i pochyłe (nachylone pod kątem 75° do podstawy wiersza). Bliżej
omówione zostanie pismo rodzaju B, które jest bardziej czytelne i ma prostsze zasady
konstrukcji.
Przyjmuje się następujące zależności dla pisma rodzaju B:
― wysokość liter wielkich i małych wysokich oraz cyfr h = 10s;
― wysokość liter małych niskich (bez wartości k = 3s) c = 7s;
― odstęp między literami i cyframi a = 2s;
― minimalny odstęp między wyrazami i liczbami równy 6s;
― minimalna podziałka wierszy b = 17s.
Wysokość pisma powinna być zróżnicowana zależnie od formatu opisywanego arkusza,
aby zachować jak największą czytelność opisu (zwłaszcza wymiarowania).
Dla najczęściej stosowanych w praktyce formatów A4 i A3 zaleca się następujące wysokości
pisma:
― napisy główne h = 7 i 5mm;
― napisy pomocnicze h =5 i 3,5mm;
― wymiarowanie i uwagi h = 3,5 i 2,5mm.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 18. Pismo techniczne typu A [5, s. 21]
Rys. 19. Pismo techniczne typu B [5, s. 21]
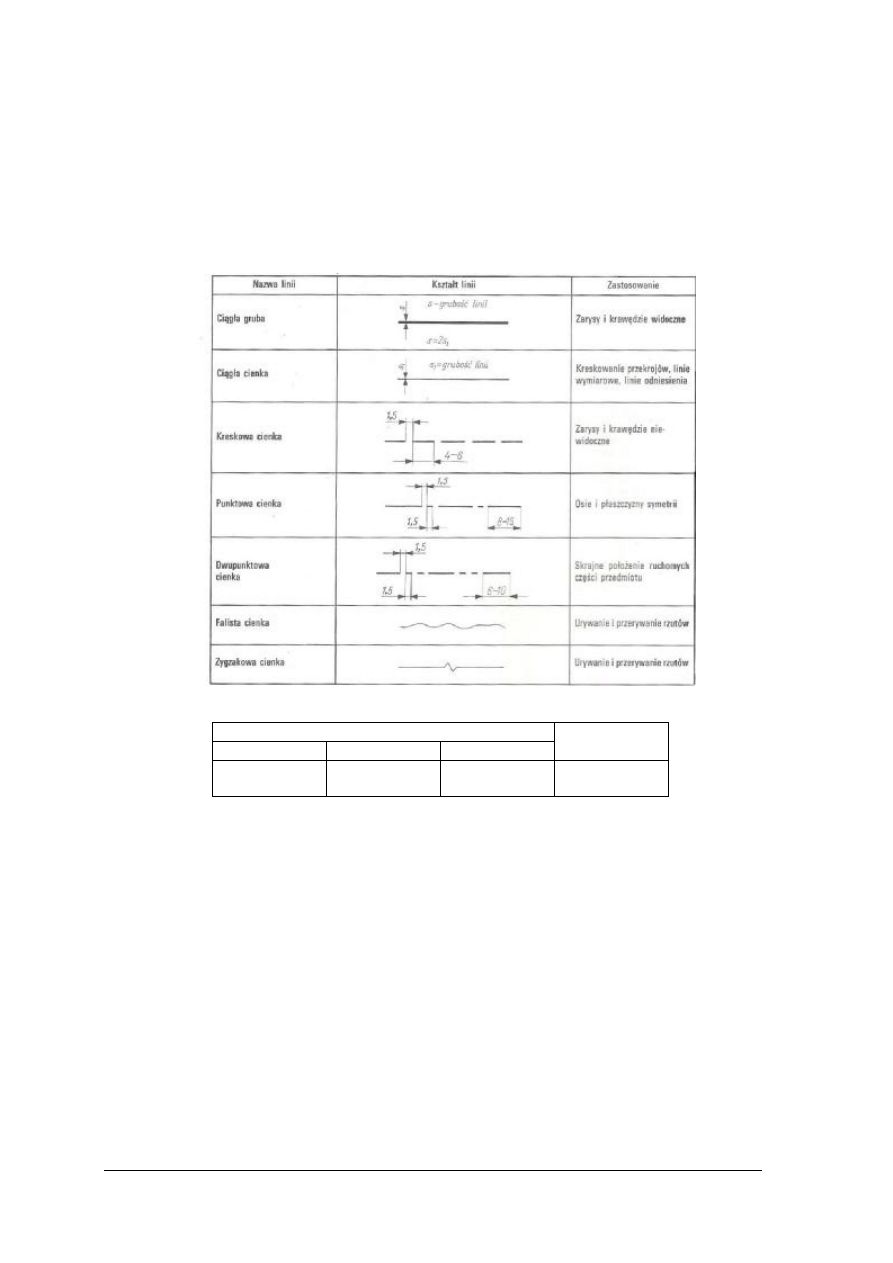
Rodzaje i grubość linii rysunkowych (tabela 1)
Czytelność, przejrzystość i wygląd zewnętrzny rysunku technicznego w znacznym stopniu
zależą od zastosowanych na rysunku linii.
Do wykreślenia rysunku mogą być stosowane następujące rodzaje: ciągła, kreskowa,
punktowa, dwupunktowa, falista i zygzakowa. Ponadto mogą być użyte 3 odmiany linii:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
cienka, gruba i bardzo gruba. Na arkuszu rysunkowym linia gruba jest dwa razy grubsza od linii
cienkiej, a linia bardzo gruba – cztery razy grubsza od linii cienkiej.
Grubość linii rysunkowych jest uzależniona od formatu arkusza (tabela 2) (na większym
formacie stosujemy grubsze linie). Wszystkie rodzaje linii rysunkowych, z wyjątkiem linii
falistych, wykonujemy na rysunkach technicznych za pomocą przyborów kreślarskich
(na szkicach – odręcznie). Linie faliste zawsze rysujemy odręcznie.
Tabela 1. Rodzaje, kształt i zastosowanie linii [5, s. 20]
Tabela 2. Orientacyjna grubość linii
Orientacyjna grubość linii [mm]
bardzo gruba
gruba
cienka
Orientacyjny
format rysunku
2,0
1,4
1,0
0,7
0,35
0,25
A1 i A2
A3 i A4
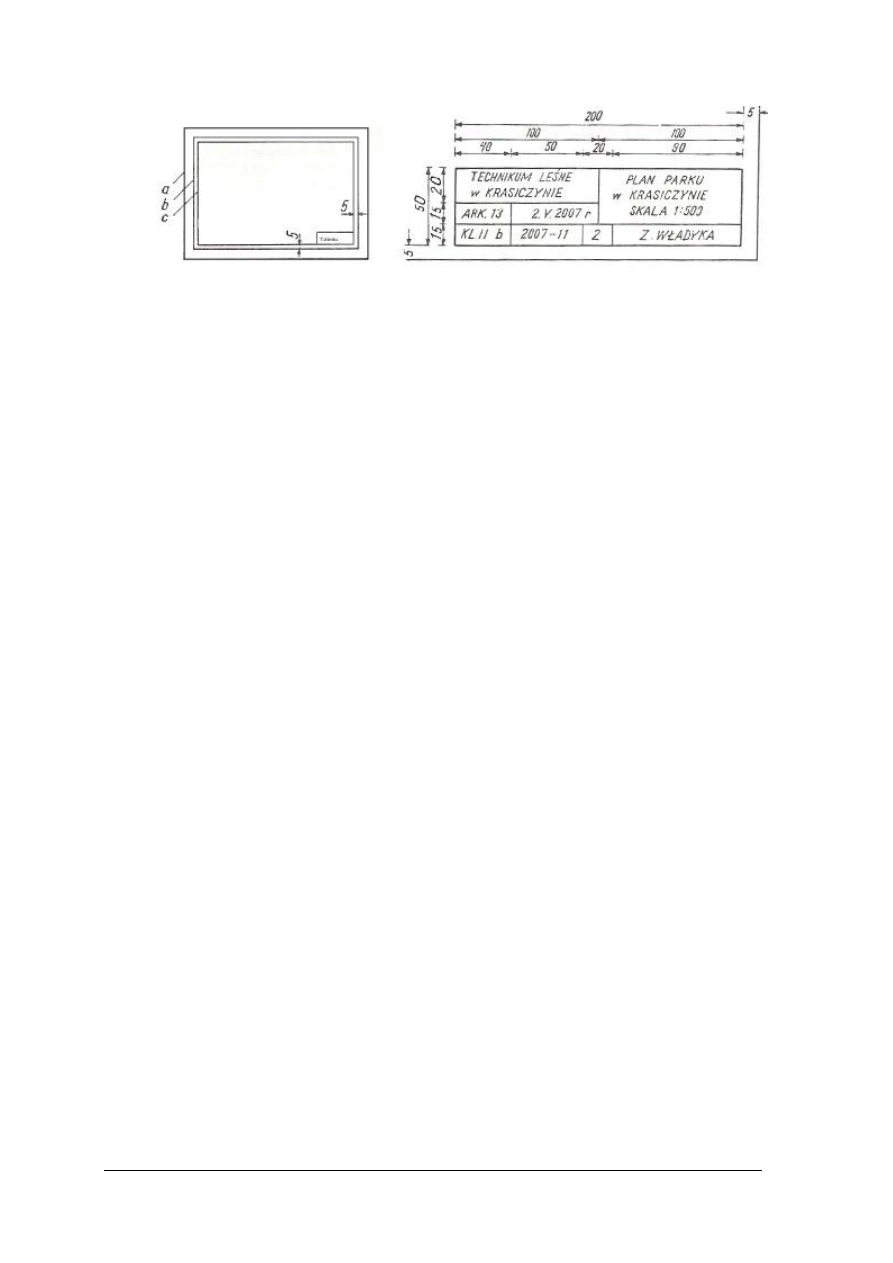
Inne elementy znormalizowane. Wokół arkusza, w odległości 5 mm od linii cięcia, rysuje się
ramkę (rys. 20), poza które rysunek nie może wykraczać. Jeżeli arkusze mają być oprawione w
albumie lub zeszycie, to obramowanie z lewej strony powinno znajdować się 25 mm od
krawędzi arkusza.
W prawym dolnym rogu arkusza rysunku technicznego umieszcza się tabliczkę (rys. 21)
Wypisuje się w niej nazwę instytucji, w której rysunek został wykonany, tytuł rysunku, jego
skalę, nazwisko autora i inne potrzebne dane.
Na rysunku podano przykład tabliczki dla rysunków wykonywanych przez uczniów w szkole.
Wypisana jest w niej pismem technicznym nazwa i siedziba szkoły, temat, numer kolejny arkusza,
data oddania lub wykonania rysunku, klasa, rok szkolny, numer kolejny ucznia w dzienniku
lekcyjnym oraz jego imię i nazwisko.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 20. Ramka arkusza: [5, s. 17]
Rys. 21. Tabliczka
a– krawędź arkusza przed obcięciem,
b– linia cięcia,
c– linia obramowania
Zasady wykonywania rysunków technicznych
Wybór podziałki (skali). Przy ustalaniu podziałki, mając na uwadze czytelność rysunku,
należy uwzględnić wielkość rysowanego przedmiotu, liczbę przedstawionych szczegółów oraz
format arkusza. Najkorzystniejszą podziałką jest podziałka naturalna (1 : 1), ułatwia ono
czytającemu rysunek wyobrażenie rysowanego przedmiotu i dlatego, jeżeli jest to możliwe,
należy dążyć do przedstawiania przedmiotów w tej właśnie podziałce.
Usytuowanie na płaszczyźnie powinno być równomierne, przy czym odległości pomiędzy
rysunkiem a ramką powinna umożliwiać czytelne zwymiarowanie rysunku
.
Zasady wymiarowania. W prawidłowym wymiarowaniu muszą być stosowane
bezwzględnie cztery podstawowe zasady:
― zasada wymiarów koniecznych, według której na rysunku należy umieścić wszystkie
wymiary konieczne i tylko konieczne do odtworzenia przedmiotu przedstawionego na
rysunku,
― zasada niepowtarzania wymiarów, która mówi, że każdy wymiar powinien być podany
tylko jeden raz i to na tym rzucie i w miejscu, w którym jest najbardziej czytelny,
― zasada niezamykania wymiarów, według której nie należy umieszczać wymiarów, które
wynikają z już umieszczonych,
― zasada pomijania wymiarów oczywistych, zgodnie z tą zasadą na rysunkach pomija się
wymiary oczywiste; do wymiarów oczywistych zalicza się przede wszystkim wymiary
kątów równych 0°, 90°, 180°, 360° odnoszących się do linii rysunkowych wzajemnie
prostopadłych i równoległych.
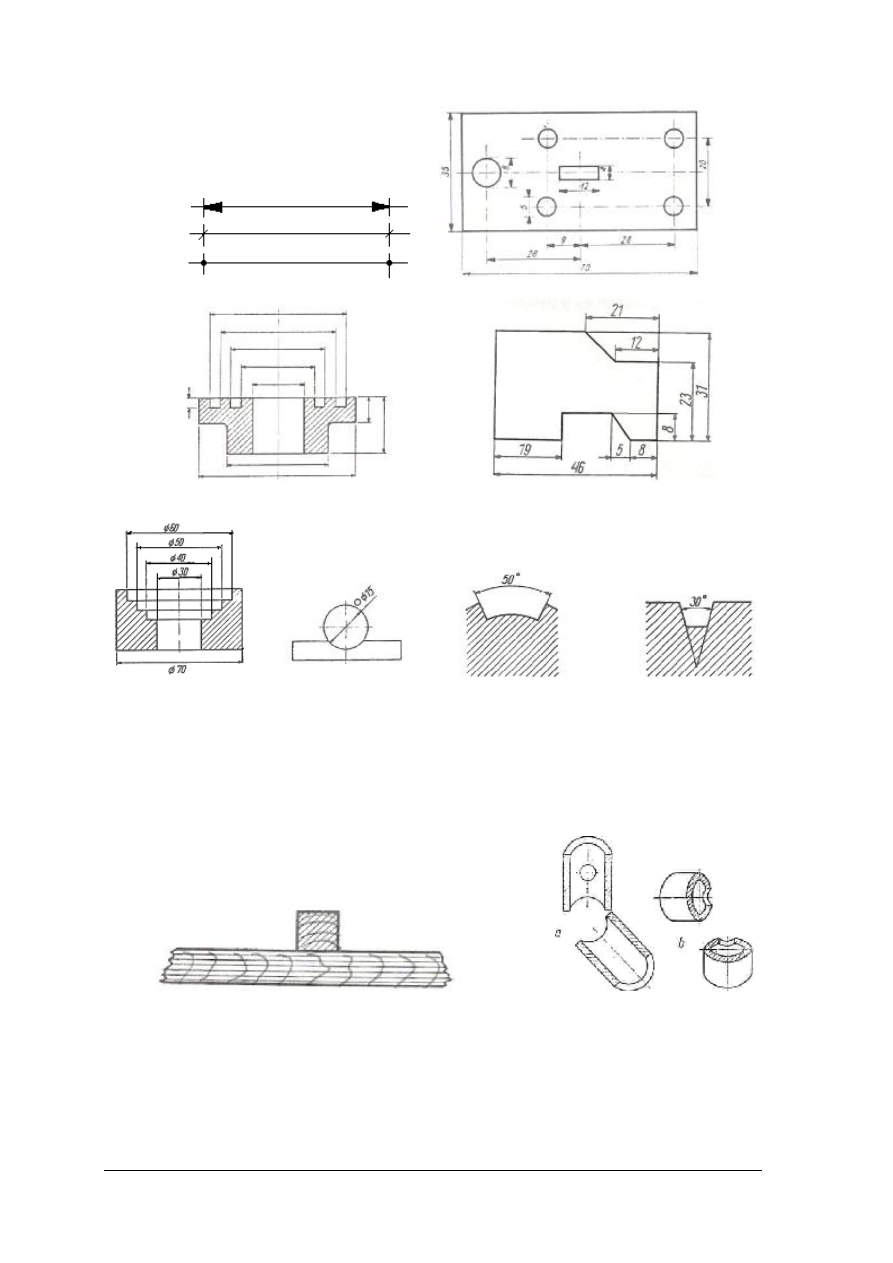
Wymiarowanie, rysunek techniczny wymaga, oprócz podania skali, w jakiej został wykonany,
jeszcze dokładnego wymiarowania. Jest to jedna z ważniejszych czynności. Dobrze wymiarowany
rysunek umożliwia prawidłowe wykonanie przedmiotu. Na rysunku powinny być podane
wszystkie potrzebne wymiary przedmiotu, ale nie należy ich powtarzać. Poszczególne wymiary
należy pisać pismem technicznym bardzo starannie, wysokość cyfr od 2,5 do 4 mm. Cyfry, a także
objaśnienia literowe na jednym arkuszu muszą być jednakowej wysokości (rys. 23–29).
Na rysunku technicznym budowlanym wymiary podaje się w centymetrach, a na rysunku
technicznym maszynowym i meblowym w milimetrach. Przy liczbach nie pisze się jednostek miary.
W szczególnych wypadkach, gdy wymiary są podane w innych jednostkach, np. w calach
angielskich, podaje się przy liczbach wymiarowych symbol cala (np. 2).
Linie wymiarowe (rys 22) oznaczają zakres wymiaru. Mogą być zakończone grotem strzałki,
kropkami lub kreskami, które dotykają linii pomocniczych. Linie pomocnicze oznaczające
odkąd i dokąd sięga wymiar, rysuje się cienką linią ciągłą. Linie pomocnicze charakteryzujące
wymiar są w stosunku do siebie równoległe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Rys. 22. Przykład zakończenia linii wymiarowych [5, s. 68] Rys. 23. Umiejscowienie wymiarów [5, s. 69]
Rys. 24. Umiejscowienie wymiarów [5, s. 69] Rys. 25. Umiejscowienie wymiarów [5, s. 68]
Rys. 26. Wymiarowanie Rys. 27. Wymiarowanie Rys. 28. Wymiarowanie Rys. 29. Wymiarowanie
otworów [5, s. 70] kuli [5, s. 70] łuków [5, s. 70] łuków [5, s. 70]
Zewnętrzny obraz przedmiotu nie daje pojęcia o wewnętrznym jego ukształtowaniu. Aby na
rysunku technicznym były widoczne wewnętrzne szczegóły przedmiotu, stosujemy przekroje
rysunkowe (rys. 30, 31)
.
Przekroje zaznaczamy ukośnymi kreskami, które powinny przebiegać
pod kątem 45° do osi przedmiotu lub do głównych krawędzi przekroju.
Rys. 30. Kreskowanie przekroju drewna [5, s. 68] Rys. 31. Przekrój a. podłużny, b. poprzeczny [5, s. 66]
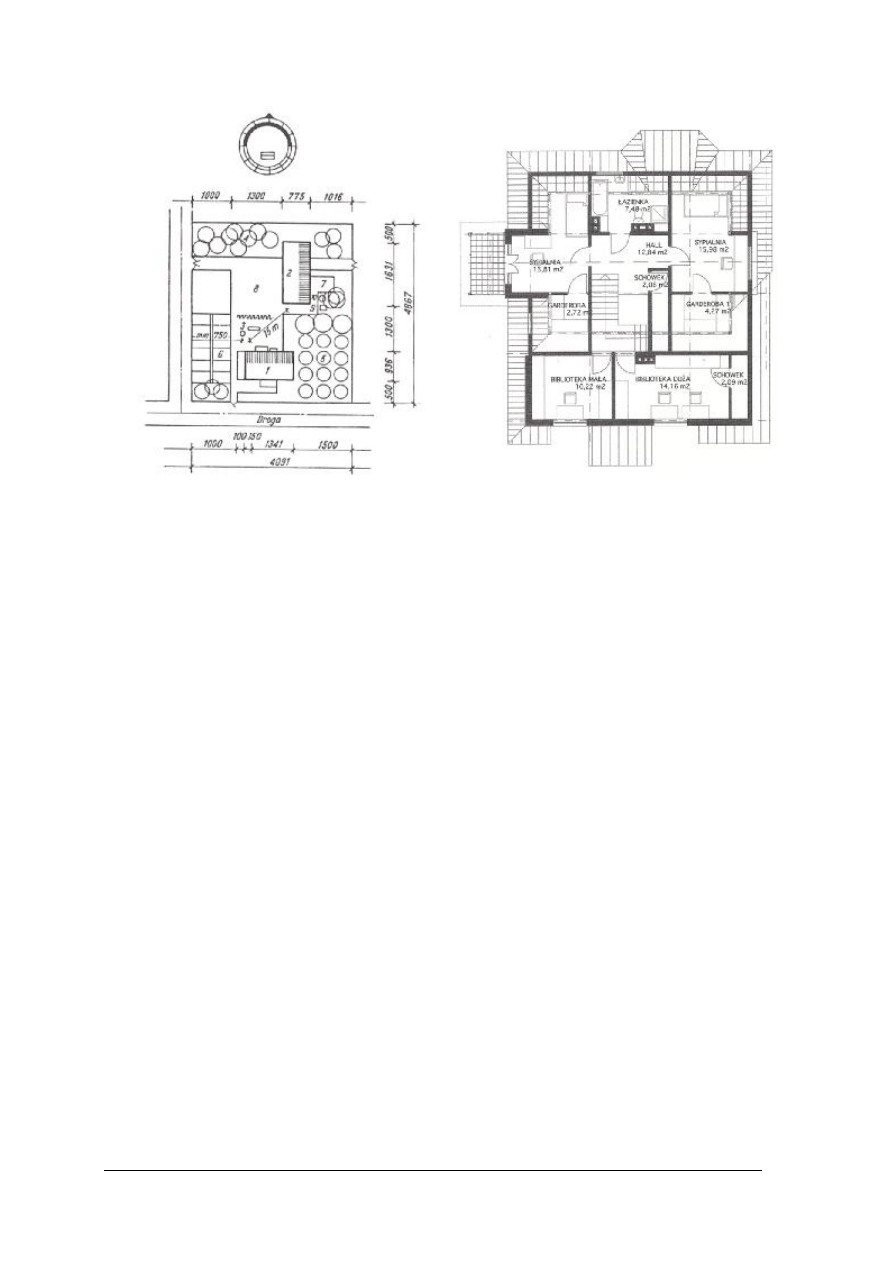
W leśnictwie rysunek techniczny jest stosowany między innymi do przedstawiania planów
sytuacyjnych budowli i budynków. Przy jego pomocy sporządza rzuty budynków, rysunki
złożeniowych przedmiotów stosowanych w leśnictwie, dokumentację techniczną maszyn i
urządzeń.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Rys. 32. Plan sytuacyjny [5, s. 78] Rys. 33. Plan budynku [5, s. 78]
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaką funkcję w przemyśle pełni rysunek techniczny?
2. Jak dzielimy rysunek techniczny?
3. Czym różni się szkic od rysunku technicznego?
4. Jakie znasz materiały kreślarskie, czy wiesz do czego służą?
5. Jakie znasz przybory kreślarskie, czy wiesz do czego służą?
6. Które elementy rysunku technicznego są znormalizowane?
7. Jakie są zasady posługiwania się pismem technicznym typu A?
8. Jak zaznaczamy oś symetrii a jak kontury przedmiotu?
9. Jak zaznaczamy przekrój?
10. Jakie wymiary ma arkusz A3?
11. Jakie są zasady wykonywania rysunku technicznego?
12. Jakie znasz zasady wymiarowania?
4.1.3. Ćwiczenia
Ćwiczenie 1
Napisz swoje imię, nazwisko i nazwę szkoły pismem technicznym typu B.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać fragment rozdziału Materiał nauczania,
2) odszukać w materiałach dydaktycznych zasady tworzenia pisma technicznego typu B,
3) korzystając z podanych w poradniku informacji napisać swoje imię, nazwisko, klasę
i nazwę szkoły.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Wyposażenie stanowiska pracy:
−
papier milimetrowy formatu A4, ołówek typu HB,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Wykonaj rzutowanie prostokątne koła zębatego o średnicy Ø 20 cm w skali 1:5.
Zwymiaruj rysunek.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać fragment rozdziału Materiał nauczania,
2) przygotować arkusz do wykonania rysunku (narysuj ramkę i tabliczkę),
3) prawidłowo rozplanować położenie rysunku na arkuszu, w taki sposób aby z każdej
strony, rysunku pozostał równy odstęp,
4) ustalić wykorzystanie poszczególnych linii rysunkowych,.
5) umieść wymiary zgodnie z zasadami.
Wyposażenie stanowiska pracy:
−
papier formatu A3, przybory kreślarskie (cyrkiel, ołówek H, B i HB, linijka, ekierka,
gumka kreślarska),
−
poradnik dla ucznia,
−
koło zębate o średnicy Ø 20 cm,
−
literatura zgodna z punktem 6 poradnika.
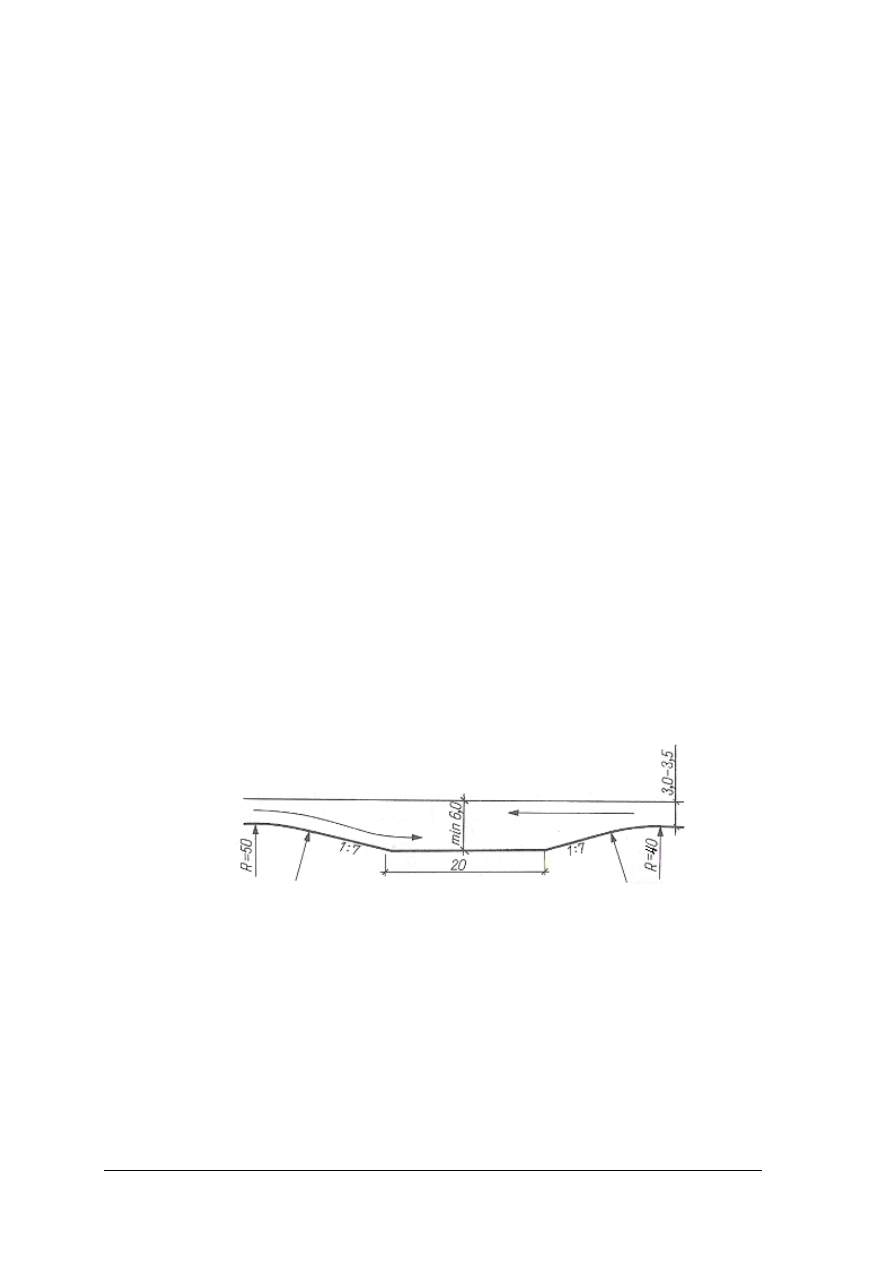
Ćwiczenie 3
Na rysunku przedstawiono mijankę dla jednego zestawu transportowego drewna. Jaką
maksymalną długość może mieć pojazd. Jednostką zastosowaną do zwymiarowania rysunku są
metry. Jaką długość musi nieć zjazd i wyjazd. Podaj całkowitą długość mijanki wraz zjazdem i
wyjazdem.
Rysunek do ćwiczenia 3
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać wymiary długość drogi o szerokość 6m,
2) odszukać szerokość jezdni bez poszerzenia,
3) odszukać stosunek skosu zjazdu i wyjazdu na mijankę,
4) obliczyć różnicę szerokości mijanki do drogi,
5) obliczyć długość nieznanej przyprostokątnej która jest długością zjazdu i wyjazdu
z mijanki,
6) zsumować długość pasa o szerokości 6m, długość zjazdu i wyjazdu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Wyposażenie stanowiska pracy:
–
dokumentacja techniczna budowy drogi z zamieszczoną mijanką,
–
poradnik dla ucznia.
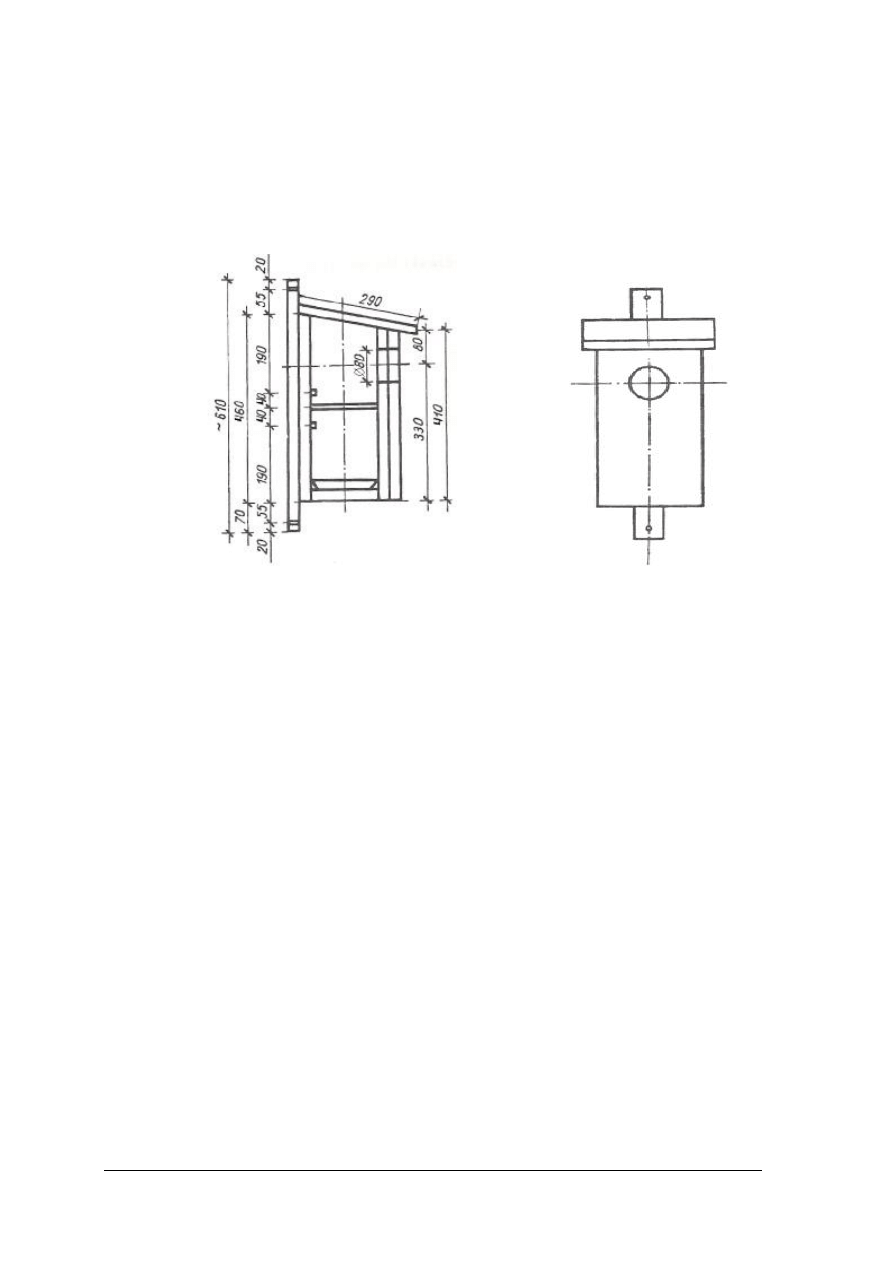
Ćwiczenie 4
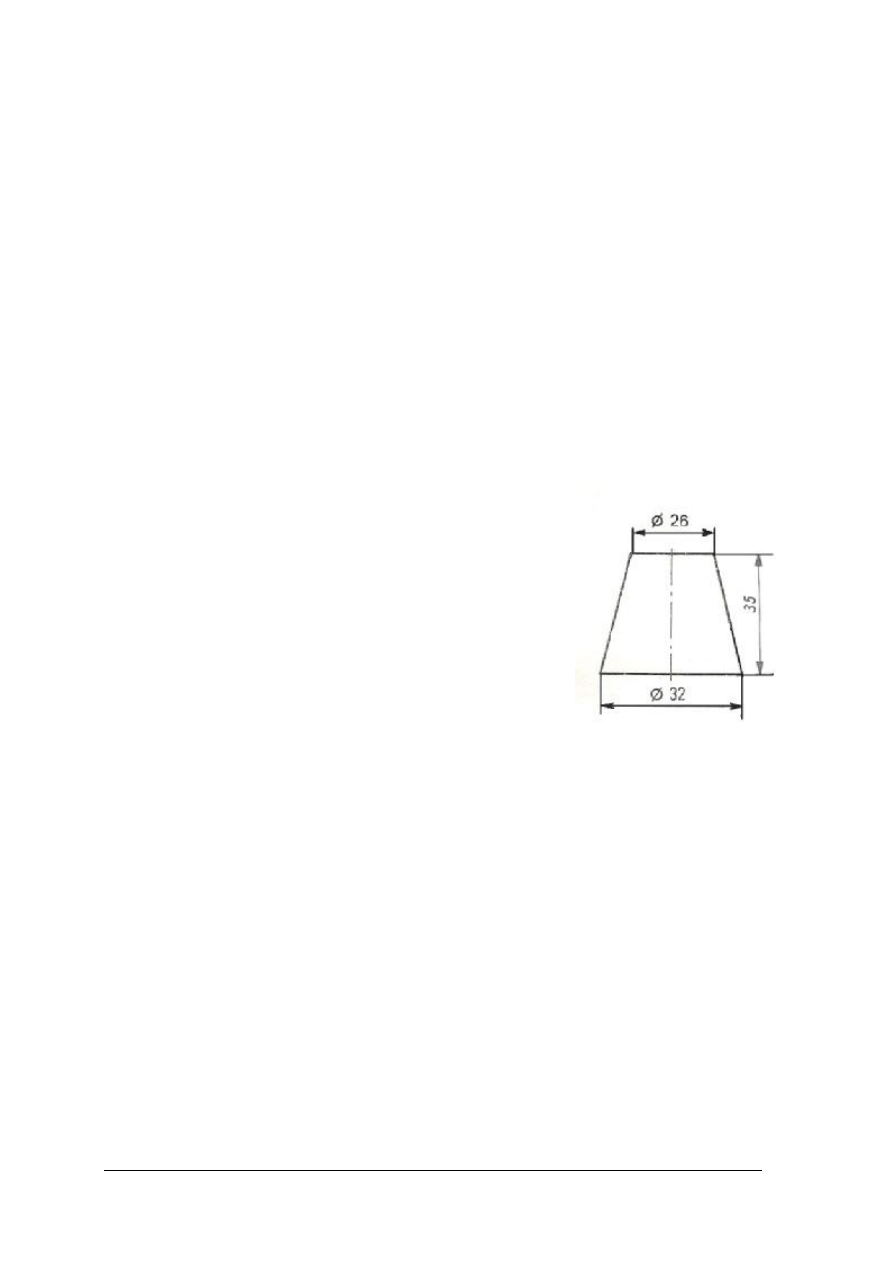
Odczytaj z rysunku dane dotyczące budki lęgowej, oblicz spadek daszku i wyraź to w %:
Rysunek do ćwiczenia 4
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać fragment rozdziału materiału nauczania,
2) odszukać na rysunku wymiary,
― średnicę otworu wejściowego,
― wysokość ścianki przedniej,
― wysokość ścianki tylnej,
― długość daszku,
3) od wysokości ścianki tylnej odjąć wysokość ścianki przedniej,
4) różnicę wysokości podzielić przez długość daszku,
5) spadek podać w %.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
przykładowy rysunek złożeniowy budki lęgowej,
−
papier formatu A4,
−
kalkulator,
−
flamaster.
Ćwiczenie 5
Narysuj plan sytuacyjny dowolnych zabudowań. Zwracając uwagę na położenie obiektów
względem północy, stosując odpowiednią podziałkę i zachowując odległości między
budowlami.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić odpowiednią podziałkę,
2) dobrać właściwą wielkość arkusza,
3) wykonać szkic,
4) dokonać niezbędnych pomiarów,
5) usytuować budowle względem kierunku północnego,
6) w warunkach kameralnych wykonać plan sytuacyjny.
Wyposażenie stanowiska pracy:
−
papier formatu A3, przybory kreślarskie (cyrkiel, ołówek H, B i HB, linijka, ekierka,
gumka kreślarska, kompas)
−
poradnik dla ucznia,
−
papier formatu A4,
−
busola,
−
taśma miernicza.
Ćwiczenie 6
Jaką bryłę przedstawia rysunek. Jaką figurą jest podstawa.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie, powinieneś:
1) rozpoznać znaczenie podanych wymiarów,
2) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia.
Rysunek do ćwiczenia 6
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić pojęcie rysunku technicznego?
2) określić rodzaje rysunków technicznych?
3) dobrać materiały i przybory do rysowania?
4) określić podstawowe zasady wykonywania rysunku technicznego?
5) prawidłowo zwymiarować rysunek techniczny?
6) prawidłowo zastosować linie wymiarowe?
7) odczytać dane dotyczące rysunku technicznego?
8) wykonać szkic budki lęgowej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.2. Materiałoznawstwo i elementy budowy maszyn
4.2.1. Materiał nauczania
Materiałoznawstwo
Prawidłowe skonstruowanie każdej maszyny czy też mechanizmu w taki sposób, aby
działała niezawodnie i długotrwale wymaga od konstruktora wiedzy dotyczącej właściwości
materiałów konstrukcyjnych oraz ich zachowaniu przy różnych obciążeniach.
Materiały konstrukcyjne charakteryzują się następującymi właściwościami:
fizyczne:
–
gęstość (wyrażana w g/cm³),
–
współczynnik rozszerzalności liniowej (określa przyrost długości materiału podgrzanego o
1°C),
–
ciepło topnienia (temperatura przejścia ze stanu stałego w ciekły),
–
ciepło właściwe (ilość ciepła potrzebnego do podgrzania jednostki masy ciała o 1°C),
–
opór właściwy (mierzony w Ω omach, mówi nam o stracie ładunku elektrycznego),
technologiczne (charakteryzuje materiał w czasie różnych procesów produkcyjnych):
–
odlewność,
–
plastyczność,
–
skrawalność,
–
zgrzewalność,
–
spawalność.
mechaniczne (określają oporność materiałów na działanie sił zewnętrznych) odporność na:
–
rozciąganie,
–
ściskanie,
–
ścinanie,
–
skręcanie,
–
zginanie.
Materiały stosowane do celów konstrukcyjnych
Żeliwo otrzymuje się w wyniku przetopu surówki i złomu żeliwnego lub stalowego
w piecach szybowych zwanych żeliwiakami. W piecach tych układa się warstwami koks,
topniki, surówkę i złom. Bocznymi dyszami wtłacza się do żeliwiaka podgrzane powietrze.
Roztopione żeliwo przez otwór spustowy zlewa się do kadzi.
Żeliwo jest stopem żelaza zawierającym węgiel w granicach 2,0–3,6%. Obok dobrych
właściwości odlewniczych i niskiego kosztu produkcji, charakteryzuje się między innymi:
znaczną odpornością na ścieranie, dużą stałością wymiarów i zdolnością tłumienia drgań.
Wyróżniamy następujące rodzaje żeliwa:
–
żeliwo szare,
–
żeliwo sferoidalne,
–
żeliwo ciągliwe (kowalne),
–
żeliwa stopowe,
–
żeliwo białe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Stal otrzymuje się z surówki, którą poddaje się procesowi wypalenia nadmiaru węgla
i domieszek zawartych w surówce. Proces ten nazywamy świeżeniem.
Stal to stop żelaza z węglem (zawartość C poniżej 2%) i innymi pierwiastkami obrobiony
plastycznie. W zależności od składu chemicznego stale dzielą się na stale węglowe i stopowe.
Stale węglowe zawierają składniki stopowe, pochodzące z procesu hutniczego w ilościach
nie większych niż: 0,9% manganu, 0,5% krzemu, po 0,3% niklu i chromu, 0,2% kobaltu i po
0,1% glinu i molibdenu oraz niewielkie ilości siarki i fosforu.
Do stali stopowych w celu polepszenia niektórych właściwości (np. sprężystości,
kwasoodporności) dodaje się składniki stopowe.
Ze względu na zastosowanie stale dzielą się na:
–
konstrukcyjne (węglowe i stopowe),
–
narzędziowe (węglowe i stopowe),
–
specjalne (stopowe).
Metale nieżelazne i ich stopy
Miedź w przyrodzie występuje w postaci rud. Zawartość miedzi w rudach waha się
w granicach 3%. Występuje ona w związkach chemicznych z tlenem, żelazem i siarką. Miedź
ma barwę czerwono-złocistą. Czysta miedź charakteryzuje się dużą plastycznością i jest bardzo
dobrym przewodnikiem elektryczności i ciepła. W wilgotnym powietrzu powierzchnia miedzi
pokrywa się patyną o zielonkawym kolorze. Patyna chroni metal przed dalszą korozją. Miedź
dzięki swej plastyczności i ciągliwości źle obrabia się wiórowo.
Nikiel otrzymuje się z rudy niklu zwanej garnierytem. Nikiel i jego stopy są używane do
produkcji aparatury dla przemysłu spożywczego, sprzętu laboratoryjnego. Duża ilość niklu
zużywa się przy produkcji wysokogatunkowych stali stopowych oraz do wytwarzania drutów
stosowanych w grzejnictwie. Poza tym nikiel znajduje duże zastosowanie przy galwanicznym
powlekaniu ochronnym stali i żeliwa.
Cynk jest metalem o srebrzystym kolorze, otrzymuje się go z rud zwanych blendą
cynkową, pirytów, markasytów oraz z rud minerałów tlenkowych. Cynk stosowany jest do
pokrywania wyrobów z blach stalowych w celu zabezpieczenia ich przed szkodliwym
działaniem korozji. Duże ilości cynku zużywa się przy wyrobach galanteryjnych, w przemyśle
farbiarskim i chemicznym. Bardzo często cynk jest składnikiem wielu stopów.
Cyna jest stosunkowo rzadkim metalem. Cynę otrzymuje się z rudy zwanej kamieniem
cynowym. Cyna jest głównym składnikiem stopu zwanego brązem. Znajduje zastosowanie przy
produkcji stopów łożyskowych, łatwo topliwych lutów, w przemyśle artystycznym,
spożywczym oraz przy antykorozyjnym powlekaniu blach stalowych.
Ołów występuje w przyrodzie w takich rudach, jak: galenit, cerusyt lub anglezyt. Ołów
daje się walcować na blachy i folie. Stosowany jest do wyrobu aparatury chemicznej odpornej
na działanie kwasu siarkowego. Może być wykorzystywany jako materiał uszczelniający. Ołów
jest składnikiem wielu stopów, a między innymi stopów łożyskowych. Stosowany jest również
na okładziny kabli do produkcji płyt akumulatorowych i amunicji.
Aluminium otrzymuje się z boksytów, margli, glin boksytowych i innych. Aluminiumi
jego stopy są bardzo lekkie i dlatego w znajdują szerokie zastosowanie w przemyśle lotniczym
i samochodowym. Stosowane są do wyrobów aparatury dla przemysłu spożywczego i
chemicznego, naczyń kuchennych, folii. Z aluminium wytwarza się termit stosowany np. przy
spawaniu, zgrzewaniu oraz wszelkiego rodzaju proszki mające szeroki zakres zastosowania.
Stopy miedzi
Mosiądze są to stopy miedzi z cynkiem. Zawierają one 20–45% cynku. Stopy te zawierają
również pewne ilości innych metali wprowadzonych w celu otrzymania określonych
właściwości mechanicznych, chemicznych lub fizycznych. W charakterze domieszek stosuje

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
się: cynę, nikiel, aluminium, ołów, mangan, fosfor i inne. Niektóre mosiądze otrzymały własną
nazwę (np. alpak, argentan, tombak, duran, delta i inne). W mosiądzach wzrost udziału cynku
powoduje kruchość, wzrost udziału ołowiu i krzemu zwiększa lejność, wzrost udziału
aluminium, żelaza i manganu zwiększa wytrzymałość i twardość. Ołów polepsza skrawalność,
aluminium, krzem i mangan zwiększają również odporność na korozję. Wyroby z mosiądzu
mogą być odlewane lub wykonywane metodami obróbki plastycznej. Metodami obróbki
plastycznej wykonywane są rury do skraplaczy, rurki, siatki, wyroby artystyczne, drobne
przedmioty obrabiane skrawaniem oraz wyroby tłoczone. Metodami odlewniczymi wykonuje
się śruby okrętowe, koła zębate pracujące w temperaturach do 100°C, odlewy odporne na
działanie wody morskiej i korozję oraz odlewy wykonywane pod ciśnieniem.
Brąz, duża grupa stopów miedzi z innymi metalami. Najczęściej są stosowane brązy:
cynowe, aluminiowe, krzemowe i cynowo-ołowiowe. Brązy charakteryzują się dobrymi
właściwościami odlewniczymi, gdyż mają niewielki skurcz odlewniczy. Są one odporne na
korozję. Mają dużą wytrzymałość na rozciąganie i na ścieralność. Podobnie jak mosiądze,
brązy można podzielić na brązy przeznaczone do obróbki plastycznej i brązy odlewnicze.
W brązach cynowych oprócz cyny dodaje się niewielkie ilości ołowiu, fosforu i niklu. Wzrost
udziału cyny w brązie powoduje wzrost kruchości i dlatego udział cyny nie przekracza 20%.
Ołów i fosfor w brązie polepsza odporność na ścieranie, Nikiel zwiększa odporność na
korozję. Wyróżniamy dwie grupy brązów:
― brązy aluminiowe zawierają do 11% aluminium,
― brązy krzemowe zawierają do 5% krzemu
Stopy aluminium
Jako główny składnik zawierają aluminium oraz takie dodatki jak: miedź, żelazo, krzem,
cynk i inne. Polepszenie właściwości mechanicznych stopów aluminium uzyskuje się przez
dodanie odpowiednich składników stopowych oraz przez walcowanie na zimno. Najbardziej
istotny wpływ na właściwości wytrzymałościowe mają miedź i żelazo i nieco mniejszy krzem
i cynk. Dodatek miedzi zwiększa wytrzymałość na rozciąganie. Dodatek krzemu zwiększa
przede wszystkim wydłużalność. Stopy aluminium mogą być przeznaczane do obróbki
plastycznej. Stopy po obróbce plastycznej z dodatkiem magnezu i manganu mają lepsze
wskaźniki wytrzymałościowe i większą odporność na korozję niż czyste aluminium.
Szczególnie dobrymi wskaźnikami charakteryzują się stopy wieloskładnikowe z dodatkiem
miedzi, magnezu, manganu, krzemu i żelaza . Są to stopy duraluminiowe.
Materiały niemetalowe
Ciepłochronne – charakteryzują się małą gęstością, odpornością na uszkodzenia
mechaniczne i niewrażliwością na wilgoć są łatwe do kształtowania, zaliczamy do nich: filc,
opiłki drzewne, płyty korkowe, polistyren piankowy, polichlorek winylu piankowy, watę
drzewną, watę szklana i wiele innych.
Ogniotrwałe – zachowują swe właściwości w temperaturach powyżej 1580°C, produkuje
się je z surowców mineralnych zawierających krzemionkę (Si0
2
), trójtlenek glinu (Al
2
0
3
),
tlenek magnezu (MgO), trójtlenek chromu (Cr,0
3
) lub tlenek wapnia (CaO), zaliczamy do nich:
cegły szamotowe, azbest i inne.
Uszczelniające – ze względu na pochodzenie materiały te dzieli się na: azbestowe,
gumowe, bawełniane, konopne, jutowe, celulozowe, korkowe, i skórzane. Mogą one
występować w postaci przędzy, sznura, taśmy, tkaniny lub płyty. Wybór typu materiału na
uszczelnienie zależy od warunków, w jakich materiał będzie pracował. Warunki te są określane
temperaturą, ciśnieniem oraz aktywnością chemiczną środowiska. Do wysokich temperatur
mogą być stosowane materiały azbestowe. Uszczelki gumowe mają zastosowanie
w temperaturze do 40°C i ciśnieniu do 0,4 MPa. Materiały bawełniane i konopne mogą być
stosowane do uszczelniania przy dużych ciśnieniach, ale niskich temperaturach. Uszczelniacze
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
z tworzyw sztucznych np. polichlorku winylu, bakelitu, nylonu mogą być stosowane do
olejów, rozpuszczalników i innych chemikaliów. Często stosowane są uszczelki z gumy, w
skład której wchodzą kauczuk, siarka oraz inne pomocnicze dodatki i wypełniacze w postaci
kredy, sadzy i tlenków cynku, odpowiednio przystosowujące gumę do warunków pracy.
Materiały ścierne – w pracach warsztatowych mamy do czynienia z materiałami ściernymi.
Do materiałów ściernych naturalnych zalicza się diamenty, korund (tlenek aluminium Al
2
0
3
)
oraz kwarc (Si0
2
), a do sztucznych karborund i alund. Przy polerowaniu znajdują
zastosowanie: tlenek ołowiu, węgiel drzewny, pumeks, kreda szlamowana i róż polerski
(Fe
2
0
3
). Materiały ścierne w postaci proszku ściernego są naklejane na papier lub płótno albo
są sklejane i tworzą ściernice w kształcie tarcz, stożków lub krążków. Twardość ściernic
zależy od właściwości spoiwa. Na jakość szlifowania wpływa wielkość ziaren ściernych.
Stosowanie ściernic wymaga zachowania odpowiednich środków bezpieczeństwa pracy.
Farby, lakiery, emalie – materiały te służą do pokrywania powierzchni niektórych
elementów maszyn powłoką chroniącą przed korozją. Stan powłok powinien być stale
kontrolowany i w razie stwierdzenia uszkodzeń poprawiany. Warstwa ochronna nanoszona
jest na powierzchnię za pomocą pędzla lub rozpylacza pistoletowego.
Drewno – może być materiałem pomocniczym. W budowie maszyn znajdują zastosowanie
takie materiały z drewna, jak: sklejka, drewno prasowane (lignoston), drewno warstwowe
(lignofol) oraz płyty pilśniowe i wiórowe.
Współczesny przemysł zużywa znaczne ilości różnych tworzyw sztucznych również
w charakterze materiałów konstrukcyjnych. Pod nazwą tworzyw sztucznych rozumiemy
wielocząsteczkowe związki organiczne otrzymywane w wyniku modyfikacji surowców
naturalnych bądź syntetycznie. Tworzywa sztuczne charakteryzuje przede wszystkim: lekkość,
odporność na korozję, łatwą obrabialność, plastyczność i izolacyjność.
Guma – to mieszanka wulkanizowana siarką, w skład której wchodzą kauczuk,
wypełniacze, stabilizatory przeciwdziałające starzeniu, przyspieszacze wulkanizacji, sadze oraz
barwniki. Właściwości gum zależą w znacznym stopniu od składników wchodzących w skład
gumy oraz od technologii wytwarzania. Obecnie obok kauczuku naturalnego do wyboru gumy
są stosowane kauczuki syntetyczne. Właściwości mechaniczne gumy, odporność na ścieranie i
temperaturę, elastyczność, odporność na działanie materiałów pędnych i smarów są bardzo
zróżnicowane.
Obróbka metalu
Ręczna obróbka metalu (ślusarstwo) to obróbka metali na zimno w celu nadania im
odpowiednich kształtów i wymiarów. Dzięki postępowi technicznemu w dziedzinie obróbki
metali znacznie zmniejszył się zakres pracy ręcznej ślusarskiej, jednak całkowicie jej
wyeliminować się nie udało. Obecnie do najczęściej wykonywanych prac ślusarskich należy
montowanie poszczególnych elementów podzespołów lub zespołów maszynowych oraz ich
demontaż i prace blacharskie. Podczas pracy ślusarz posługuje się następującymi narzędziami:
młotkiem, przecinakiem, wycinakiem, pilnikiem, narzynką, gwintownikiem, gwintownicą,
szczypcami, piłką ręczną do metali, kluczami, ściągaczami, skrobakiem, wkrętakami
i wybijakami.
Obróbka mechaniczna – ogólna nazwa obróbki, przy której następuje zmiana wymiarów
zewnętrznych obrabianego elementu lub materiału poprzez oddzielanie fragmentów lub
wywieranie nacisku mechanicznego. Obróbka mechaniczna jest często przeprowadzana
w połączeniu z innymi rodzajami obróbki, np. podwyższoną temperaturą (obróbka termiczna)
lub w obecności czynników chemicznych (obróbka chemiczna). Istnieją następujące rodzaje
obróbki mechanicznej:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Toczenie – rodzaj obróbki skrawaniem stosowany najczęściej do obrabiania powierzchni
zewnętrznych i wewnętrznych przedmiotów w kształcie brył obrotowych. Istnieje możliwość
uzyskiwania metodą toczenia również innych kształtów niż obrotowe. Podczas toczenia
obrabiany materiał obraca się, a narzędzie (nóż tokarski) wykonuje ruch posuwisty.
Obrabiarka, na której wykonuje się toczenie to tokarka. Tokarka – obrabiarka przeznaczona
do obróbki skrawaniem przedmiotów najczęściej o powierzchni brył obrotowych (wałki,
stożki, kule, gwinty wewnętrzne i zewnętrzne). Narzędziem obróbczym są najczęściej nóż
tokarski, wiertło lub narzędzia do gwintów. Obróbka na tokarce nazywa się toczeniem.
Toczenie wykonuje się poprzez wprawienie obrabianego przedmiotu w ruch obrotowy,
a następnie skrawanie jego powierzchni narzędziem obróbczym. Obrabiany przedmiot mocuje
się w tym celu w uchwycie podpierając kłem.
Frezowanie – obróbka mechaniczna skrawaniem za pomocą wirującego narzędzia
wieloostrzowego zwanego frezem. Cechą charakterystyczną frezowania jest ruch obrotowy
narzędzia – freza (prostopadle do osi posuwu) z jednoczesnym ruchem posuwistym
przedmiotu obrabianego względem freza lub freza względem przedmiotu obrabianego.
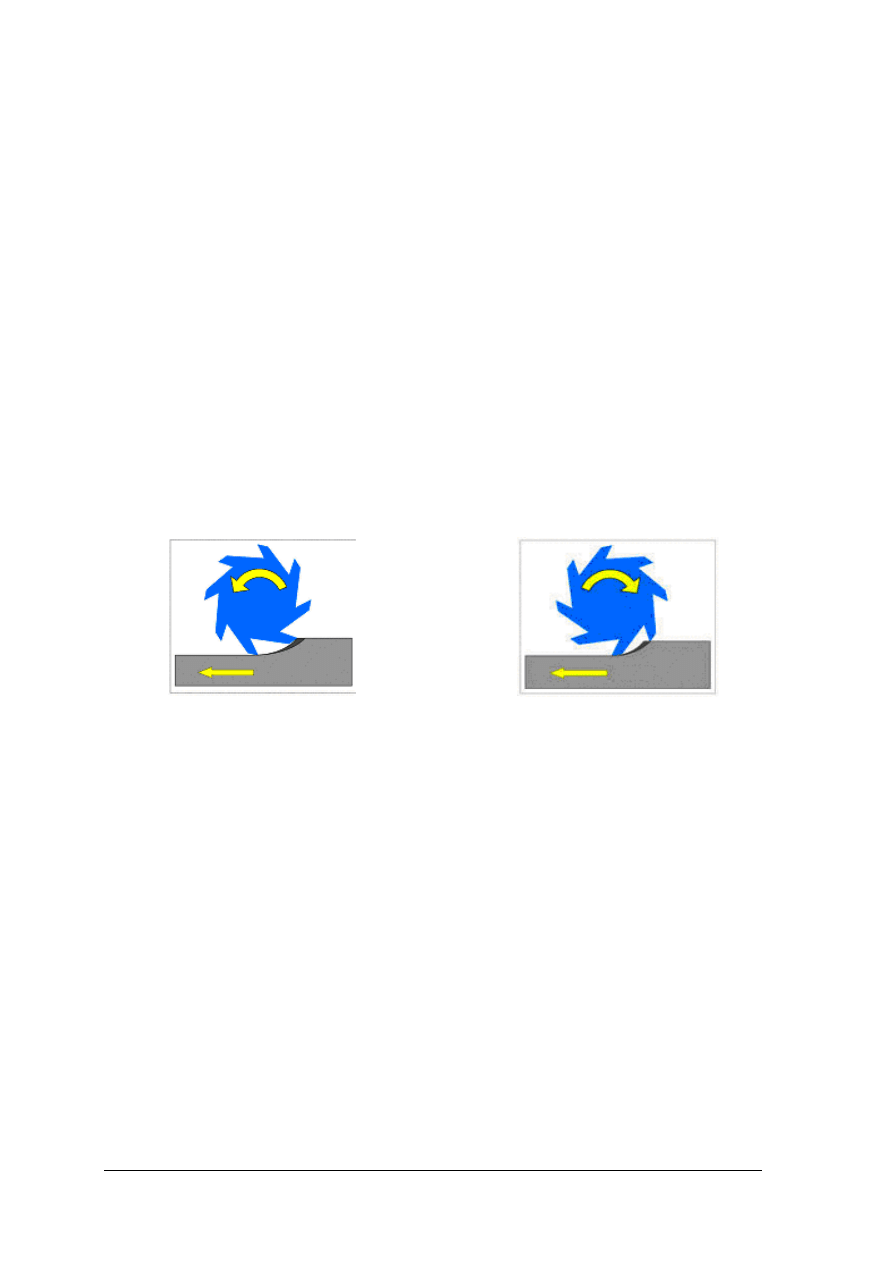
Frezowanie może być:
–
przeciwbieżne (rys. 34) ruch obrabianego przedmiotu jest zgodny z kierunkiem obrotu
freza,
–
współbieżne (rys. 35) kierunki ruchu przedmiotu i obrotu freza są przeciwne.
Rys. 34. Frezowanie przeciwbieżne [9, s. www] Rys. 35. Frezowanie współbieżne [9, s. www]
Obrabiarka, na której wykonuje się frezowanie nazywa się frezarką. Frezarka
przeznaczona do obróbki skrawaniem powierzchni płaskich i kształtowych takich jak: rowki,
gwinty, koła zębate. Narzędziem obróbczym stosowanym w frezarce jest frez. Głównym
ruchem powodującym skrawanie freza jest jego ruch obrotowy, oprócz tego frez przesuwa się
względem obrabianego materiału. Obróbka frezarką nazywa się frezowaniem.
Struganie metalu – obróbka skrawaniem stosowana głównie do obróbki płaszczyzn. Ruch
skrawający może wykonywać narzędzie (struganie poprzeczne stosowane przy małych
obrabianych powierzchni) lub obrabiany przedmiot (struganie wzdłużne stosowane przy
dużych długościach obrabianych powierzchni). Struganie metalu wykonuje się na obrabiarkach
zwanych strugarkami. Struganie otworów o kształtach nieobrotowych, krzywek, uzębienia kół
zębatych itp. to dłutowanie.
Obróbka termiczna – rodzaj obróbki, w której określony zabieg technologiczny zmienia w
stanie stałym strukturę stopu oraz wszelkie jego własności. Obróbka ta jest stosowana
w różnego typu metalach w celu dalszej ich obróbki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Rodzaje obróbki cieplnej
Wyżarzanie – polega na nagrzaniu metalu do określonej temperatury, wygrzaniu w tej
temperaturze, a następnie stopniowym, powolnym chłodzeniu. Podczas wyżarzania uzyskuje
się: ujednolicenie struktury, tzw. homogenizację, likwidację naprężeń powstałych przy
spawaniu, odlewaniu, obróbce plastycznej lub skrawającej. Wyżarzanie powoduje powstanie
struktury drobnoziarnistej oraz zmiękczenie materiału.
Hartowanie – polega na nagrzaniu przedmiotu do odpowiedniej temperatury, a następnie
szybkim ochłodzeniu. Hartowanie miejscowe lub hartowanie małych przedmiotów może być
wykonane przez podgrzewanie w płomieniu palnika. W celu przyspieszenia procesu chłodzenia
stosuje się wodę, olej lub sprężone powietrze. Stale o zawartości węgla do 0,65% wymagają
stosowania wody, jako najbardziej efektywnego środka chłodzącego. Stale o większej
zawartości węgla i stale stopowe mogą być chłodzone olejem, a stale z dużą domieszką
wolframu i chromu mogą być chłodzone sprężonym powietrzem. W wyniku hartowania
uzyskuje się większą twardość i wytrzymałość materiału, ale równocześnie materiał jest
bardziej kruchy.
Odpuszczanie – polega na nagrzaniu do odpowiedniej temperatury materiałów, które były
uprzednio hartowane, a następnie wygrzaniu ich i bardzo powolnym chłodzeniu w powietrzu,
rzadziej w oleju. Celem odpuszczania jest usuniecie naprężeń hartowniczych oraz zmniejszenie
twardości i kruchości materiału, a polepszenie plastyczności i odporności na uderzenia.
Wyróżniamy odpuszczanie:
–
niskie 150°C – 250°C
–
średnie 250°C – 500°
–
wysokie 500°C – 650°C
Obróbka cieplno-chemiczna stopów żelaza – zabieg dokonywany na stopach żelaza
z węglem takich jak stal, staliwo lub żeliwo, w którym pod wpływem ciepła i chemicznego
oddziaływania otoczenia oraz innych działań modyfikuje się niektóre własności fizyczne
i chemiczne tych stopów, np. twardość, odporność na korozję i ścieralność.
Podstawowymi rodzajami obróbki cieplno-chemicznej są:
–
aluminiowanie,
–
azotowanie,
–
borowanie,
–
chromowanie,
–
nawęglanie,
–
siarkowanie,
–
węgloazotowanie (cyjanowanie).
Odlewnictwo – technologia (niekiedy sztuka lub umiejętność) polegająca na zalewaniu
uprzednio przygotowanej formy ciekłym materiałem (najczęściej stopem metali) oraz takim
sterowaniu procesami krzepnięcia i stygnięcia odlewu, aby otrzymać wyrób o odpowiedniej
strukturze i właściwościach. Do odlewnictwa zalicza się także techniki przygotowania form
odlewniczych (formierstwo) oraz obróbki odlanych obiektów. Tak naprawdę odlewy są
wszędzie wokół nas, służą nam (jako części samochodów, samolotów, statków, maszyn,
urządzeń, ale także komputerów i jako implanty) i cieszą oko (rzeźby, biżuteria) i ucho
(Dzwon Zygmunta). Są małe i precyzyjne (o masie kilku gramów) i olbrzymie, ważące
dziesiątki ton (czasami i większe).
Obróbka plastyczna – metoda obróbki metali polegająca na wywieraniu narzędziem na
obrabiany materiał nacisku przekraczającego granicę jego plastyczności, mającego na celu
trwałą zmianę kształtu i wymiarów obrabianego przedmiotu. Zawsze uzyskuje się poprawę
własności mechanicznych. Proces kształtowania może przebiegać w warunkach: na gorąco, na
półgorąco lub na zimno (klasyfikacja ta zależy od temperatury rekrystalizacji odkuwki).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Technologia obróbki plastycznej była już znana 3000 lat przed naszą erą. Obecnie jest uważana
za jedną z ważniejszych technologii obróbki metali. Statystyczny samochód składa się w 90% z
elementów wykonanych tą technologią. Karoseria jest tłoczona, natomiast podwozie (wałki,
zawieszenie itd.) oraz elementy silnika (korbowody, wały korbowe, tłoki itd.) to odkuwki.
Zalety obróbki plastycznej to:
–
oszczędność materiału,
–
stosunkowo niskie koszty jednostkowe,
–
polepszenie własności fizycznych i mechanicznych przerobionego materiału,
–
przeróbka plastyczna zachowuje ciągłość włókien, co zapewnia lepsze własności
mechaniczne gotowego wyrobu,
–
możliwość nadawania skomplikowanych kształtów, które w innych technologiach są
trudne bądź niemożliwe do osiągnięcia.
Korozja
Korozja – ogólna nazwa procesów niszczących mikrostrukturę materiału, które prowadzą
do jego rozpadu. Korozja zachodzi pod wpływem chemicznej i elektrochemicznej reakcji
materiału z otaczającym środowiskiem. Korozja rozpoczyna się zwykle drobnymi zmianami
zaatakowanej powierzchni występującymi najczęściej w miejscach zagięcia materiału,
a następnie postępuje w głąb, niszcząc substancje najbardziej podatne na korozję. Produkty
korozji tworzą czasami warstwę pasywną chroniącą przed dalszym rozkładem (w przypadku
miedzi patyna), w innych zaś przypadkach mogą być kolejnym czynnikiem powodującym
korozję.
Czynniki wpływające na proces korozji:
–
obecność zanieczyszczeń,
–
odczyn środowiska,
–
zmiany temperatury i ciśnienia,
–
naprężenia materiału,
–
struktura krystaliczna materiału.
Istnieje wiele rodzajów korozji:
–
korozja atmosferyczna,
–
korozja chemiczna,
–
korozja elektrochemiczna,
–
korozja wodna,
–
korozja naziemna.
Ochrona metali przed korozją.
W celu ochrony metali przed korozją stosuje się:
Powłoki metaliczne:
powłoki z metalu najczęściej nanosi się metodą elektrolityczną
(galwaniczną). Pokrywany przedmiot zanurza się w wannie, w kąpieli galwanicznej. Powłoki
galwaniczne są czyste, szczelne, mają jednakową grubość, która może być regulowana. Na
utworzenie tych powłok zużywa się małe ilości nakładanego materiału, a proces charakteryzuje
się dużą wydajnością. Powłoki galwaniczne charakteryzują się dobrą przyczepnością do
powierzchni pokrywanej. W zależności od rodzaju zastosowanego metalu proces nazywa się:
aluminiowaniem,
chromowaniem,
mosiądzowaniem,
brązowaniem,
cynowaniem,
kadmowaniem, cynkowaniem, niklowaniem, ołowiowaniem, srebrzeniem lub złoceniem.
Powłoki niemetaliczne: dużą grupę powłok antykorozyjnych stanowią powłoki
organiczne malarskie lub z tworzyw sztucznych. Powłoki malarskie nie są odporne na działanie
mechaniczne i mogą być stosowane do pokrywania powierzchni, na które działają czynniki
chemiczne (woda, roztwory soli, kwasów, zasad oraz agresywne gazy). Przed pokryciem
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
malarskim powierzchnia metalu musi być bardzo dokładnie oczyszczona z różnych
zanieczyszczeń, np.: zgorzeliny, piasku formierskiego, rdzy, smarów, soli, kurzu.
Metoda konwersyjna: powłoki ochronne nazywane konwersyjnymi mogą tworzyć
związki nieorganiczne w postaci tlenków, chromianów lub fosforanów. Wytwarzanie warstwy
tlenków na pokrywanym metalu nazywa się oksydowaniem. Najczęściej przedmioty
przeznaczone do oksydowania zanurza się we wrzącym roztworze wodnym wodorotlenku
sodu i azotanu sodu. Można również przedmiot nagrzewać do 400°C i zanurzać w roztopionej
saletrze. Wytworzoną warstewkę tlenku dodatkowo uszczelnia się przez pasywowanie. Polega
ono na zanurzaniu w kwasie chromowym, dwuchromianie i azotynie potasu.
Powłoki smarowe: przy krótkotrwałym przechowywaniu maszyn w celu zabezpieczenia
przed korozją, powierzchnie robocze są pokrywane smarami lub nawet odpowiednio
przygotowanymi asfaltami.
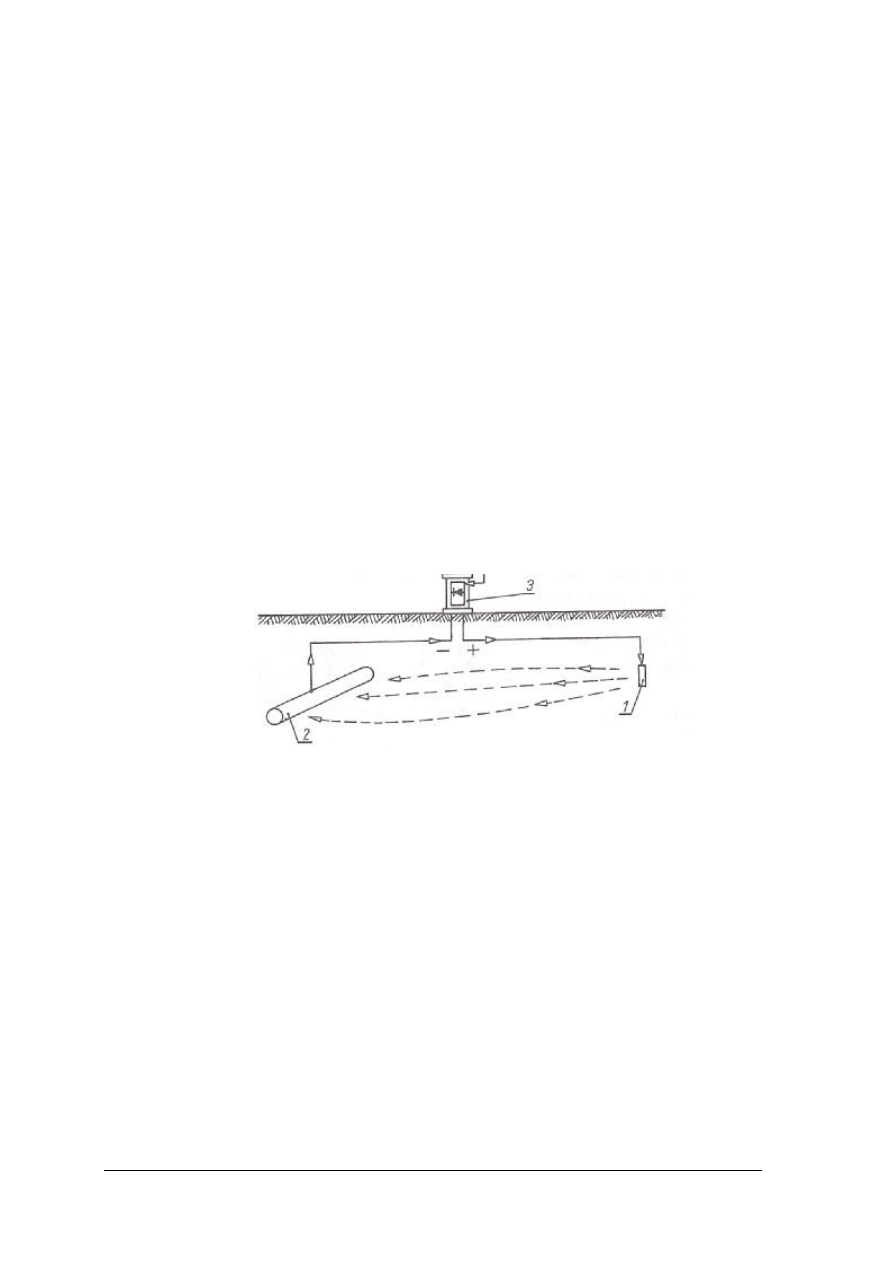
Ochrona elektrochemiczna: jedną z metod ochrony elektrochemicznej, która znalazła
duże praktyczne zastosowanie jest polaryzacja katodowa. Polega ona na podłączeniu
chronionej konstrukcji (2) do ujemnego bieguna prądu stałego (3). Biegun dodatni (1) jest
podłączony do elektrody (anody), która ma przez to wyższy potencjał od obiektu chronionego.
Prąd płynie od dodatniego bieguna do anody, a następnie przez środowisko korozyjne do
ochronnej konstrukcji (katody) i dalej do bieguna ujemnego źródła prądu. Tworzy się ogniwo,
anoda ulega rozpuszczaniu i katoda (obiekt chroniony) nie będzie korodować. Metoda ta jest
stosowana z powodzeniem do zabezpieczania rurociągów, szczególnie ciepłowniczych, dużych
zbiorników wodnych itp. Metodą tą chroni się również kadłuby statków. (rys. 36)
Rys. 36. Schemat podłączenia biegunów przy ochronie elektrochemicznej 1 – biegun dodatni (anoda),
2 – chroniona konstrukcja podłączona do ujemnego bieguna prądu stałego, 3 – źródło prądu [4, s. 132]
Połączenia części maszyn
Połączenia mogą być spoczynkowe i ruchowe
W połączeniu spoczynkowym obciążonym złączone elementy nie przemieszczają się
względem siebie. Wyróżnia się połączenia spoczynkowe nierozłączne i rozłączne. Połączenia
nierozłączne nie mogą być zdemontowane bez zniszczenia złącza. Na pograniczu połączeń
rozłącznych i nierozłącznych znajdują się połączenia wciskowe. Połączenia rozłączne mogą być
wielokrotnie montowane lub demontowane.
Połączenia spoczynkowe dzielimy na:
1. nierozłączne:
a. nitowe,
b. spojeniowe:
–
spawane,
–
zgrzewane
–
lutowane
–
klejone

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
c. wciskowe:
–
wtłaczane,
–
skurczowo-rozprężne,
2. rozłączne:
a. klinowe,
b. sworzniowe,
c. kołkowe,
d. wpustowe,
e. wielowypustowe,
f.
gwintowe,
Połączenia nierozłączne
Połączenie nitowe. W połączeniu nitowym podstawowym elementem jest łącznik zwany
nitem. Nit składa się z łba i trzonu zwanego szyjką. W zależności od kształtu łba wyróżnia się
nity z łbem kulistym zwykłym, kulistym wzmocnionym, płaskim, soczewkowym. Aby wykonać
połączenie nitowe w łączonych blachach trzeba wywiercić otwory. Do otworów wkłada się
trzon nitu. Łeb nitu opiera się na wsporniku. Wystającą część trzonu rozklepuje się (zakuwa).
Do ostatecznego formowania zakuwki służy zakuwnik. Proces wykonywania zakuwki
nazywamy zamykaniem nitów.
Połączenia spawane. Podczas spawania brzegi łączonych metali w wyniku podgrzania
topią się i ciekły metal wypełnia istniejącą między nimi szczelinę a po skrzepnięciu powstaje
spoina łącząca trwale obie części. W celu uzupełnienia metalu topi się dodatkowo pręt
spawalniczy (spoiwo). Wyróżnia się dwa podstawowe sposoby spawania: gazowe i łukowe.
Spawanie gazowe; najczęściej przy spalaniu acetylenu w temperaturach do 3200°C, stosowane
jest do spajania blach o grubości od 0,4 mm do 40 mm. Spawanie elektryczne;
z wykorzystaniem spawarki – urządzenia opierającego swą pracę na zjawisku łuku
elektrycznego w temperaturach 3500°C, stosowane jest do spajania blach o grubości od 1mm
do 80 mm.
Połączenia zgrzewane. Złącza zgrzewane powstają przez dociśnięcie podgrzanych
i znajdujących się w stanie plastycznym łączonych powierzchni. Ze względu na sposób
nagrzewania wyróżnia się zgrzewanie: gazowe, elektryczne, termitowe i ogniskowe.
Połączenie lutowane. Lutowaniem nazywa się proces łączenia części metalowych przy
użyciu stopionego lutu. Przy lutowaniu części łączone nie są nadtapiane, a jedynie lekko
podtopiony lut zwilża łączone powierzchnie i w wyniku dyfuzji między łączonym materiałem i
lutem, po skrzepnięciu powstaje połączenie (lutowina).
Klejenie metali. Części mogą być połączone trwale za pomocą klejenia. Powierzchnie do
klejenia muszą być właściwie przygotowane. Powinny one być oczyszczone mechanicznie
i chemicznie (odtłuszczone). W przypadku, kiedy części wykonane są ze stopów aluminium,
miedzi itp., powierzchnie należy wytrawić, następnie umyć wodą i wysuszyć. Pokryte klejem
powierzchnie są do siebie dociskane i na czas utwardzania kleju unieruchomione względem
siebie. Utwardzanie kleju powinno przebiegać w odpowiedniej dla danego kleju temperaturze.
Nadmiary kleju w postaci nacieków powinny być usunięte środkami chemicznymi przed
utwardzeniem kleju. Po utwardzeniu kleju, nacieki usuwa się mechanicznie, ale należy tego
unikać.
Połączenia wtłaczane uzyskuje się przez wtłoczenie jednego elementu w drugi (np. wałka
w otwór pierścienia). W połączeniach wtłaczanych średnica wałka jest zawsze większa od
średnicy otworu. W połączeniu skurczowym nagrzewany jest pierścień. Do gorącego otworu
pierścienia wkłada się nieogrzany wałek. Po ostygnięciu pierścienia w wyniku kurczenia
materiału uzyskuje się stałe połączenie. W połączeniach rozprężnych wałek jest oziębiany. Po

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
włożeniu wałka w otwór pierścienia, wałek nagrzewa się do temperatury otoczenia i zwiększa
wymiary. Między łączonymi elementami powstają duże siły tarcia i uzyskuje się trwałe
połączenie.
Połączenia rozłączne
Połączenia klinowe są stosowane do łączenia wałów z piastami kół, dwóch drągów lub do
ustalania położenia elementów nastawnych. Wyróżnia się kliny poprzeczne, wzdłużne
i nastawcze. Dwie przeciwległe powierzchnie klinów są zawsze pochylone względem siebie.
Połączenia sworzniowe są podobne do połączeń klinowych poprzecznych. Sworzeń jest to
krótki walec gładki lub z jednej strony z kołnierzem. Sworznie są stosowane w połączeniach
przegubowych. Sworznie są zabezpieczane przed wypadaniem zawleczkami lub specjalnymi
kołnierzami albo są mocowane na wcisk.
Połączenia kołkowe są odmianą połączeń sworzniowych, są stosowane przede wszystkim
do ustalenia wzajemnego położenia dwóch łączonych części.
Połączenia wpustowe są podobne do połączeń klinami wzdłużnymi, lecz zamiast klina
może występować wpust pryzmatyczny lub czółenkowy. Służą one głównie do łączenia wałów
z piastami kół.
Połączenia wielowypustowe. W porównaniu do połączeń klinowych i wpustowych,
połączenia wielowypustowe charakteryzują się większą wytrzymałością, łatwością wykonania
i montażu oraz dobrym prowadzeniem piasty wzdłuż walka i lepszym centrowaniem wałka
względem piasty. Wypusty na wałach mogą mieć zarys prostokątny, trójkątny lub
ewolwentowy. Wymiary połączeń wielowypustowych i klinowych są znormalizowane.
Połączenia gwintowe. Elementami łączącymi są tu śruby, wkręty i nakrętki. W zależności
od przekroju poprzecznego wyróżnia się gwinty o zarysie trójkątnym, prostokątnym,
trapezowym i okrągłym. Linię gwintową tworzy przeciwprostokątna trójkąta prostokątnego,
którego jedna przy prostokątna jest równa obwodowi walca, na który dany trójkąt i jest
nawijany. Druga przyprostokątna określa skok gwintu. Jeżeli na walec nawiniemy kilka
trójkątów to otrzymamy na, jednym rdzeniu kilka linii gwintu tworzących tak zwane zwoje. W
zależności od kierunku nawijania tworzymy gwint prawoskrętny lub lewoskrętny.
Połączenia ruchowe
Oś – element mechanizmu lub maszyny, służący utrzymaniu w określonym położeniu
osadzonych na tej osi wirujących elementów, najczęściej kół, oraz do przenoszenia na podpory
sił działających na te elementy. Oś nie przenosi momentu obrotowego, przeciwnie niż wał.
Rodzaje osi
― stała – gdy wirujące elementy osadzone są na nieruchomej osi za pomocą łożysk,
― obrotowa – gdy elementy osadzone na stałe na osi wirują razem z nią, natomiast łożyska
znajdują się są podporach osi.
Wał – część maszyny, najczęściej w kształcie walca, obracająca się wokół własnej osi wraz
z zamocowanymi na niej elementami, służąca do przenoszenia momentu obrotowego. Na wale
mogą być osadzone: koła zębate, piasty, tarcze hamulcowe itp. Jeśli wał obciążany jest
momentem skręcającym i momentem gnącym, działającymi w płaszczyznach prostopadłych
względem siebie. Szczególną formą wału jest wał korbowy oraz wał giętki (Cardana).
Łożysko – część urządzenia technicznego np. maszyny lub mechanizmu, podtrzymująca
(łożyskująca) inną jego część (łożyskowaną) w sposób umożliwiający jej względny ruch
obrotowy (np. wał, oś). Cechy materiału łożyskowego: dobra odkształcalność, odporność na
zatarcie, mały współczynnik tarcia suchego, odporność na zużycie, odporność na korozję,
wytrzymałość na nacisk w temperaturze pracy, wytrzymałość zmęczeniowa, dobre
przewodnictwo cieplne, stabilność geometryczna, dobra obrabialność.
Łożyska dzielą się na:
–
łożyska ślizgowe,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
–
łożyska toczne.
Łożysko ślizgowe – łożysko nie posiadające ruchomych elementów pośredniczących.
Czop wału lub inny obrotowy element jest umieszczony w cylindrycznej panewce
z pasowaniem luźnym.
Łożyska ślizgowe dzielą się na:
–
suche – okresowo smarowane smarem stałym lub niesmarowane w ogóle. Panewki takich
łożysk wykonane są ze stopów łożyskowych lub z tworzyw sztucznych, takich jak teflon.
Używane są do połączeń słabo obciążonych i mniej odpowiedzialnych,
–
powietrzne – w których dystans między wałem a panewką utrzymywany jest przez
poduszkę powietrzną wytworzoną przez sprężone powietrze dostarczane do panewki.
Łożyska tego typu stosuje się w urządzeniach precyzyjnych, w których na wałach
występują niewielkie siły promieniowe,
–
olejowe – część korpusu łożyska wypełniona jest olejem. W czasie ruchu wału, pomiędzy
powierzchnią wału a panewką tworzy się cienka warstwa oleju (film olejowy), która jest
wystarczająca do podtrzymania wału,
–
hydrodynamiczne – w których film olejowy tworzy się samoczynnie wskutek zjawisk
hydrodynamicznych powstających w szczelinie,
–
hydrostatyczne – w tego typu łożyskach dodatkowo do panewki dostarczany jest olej pod
ciśnieniem.
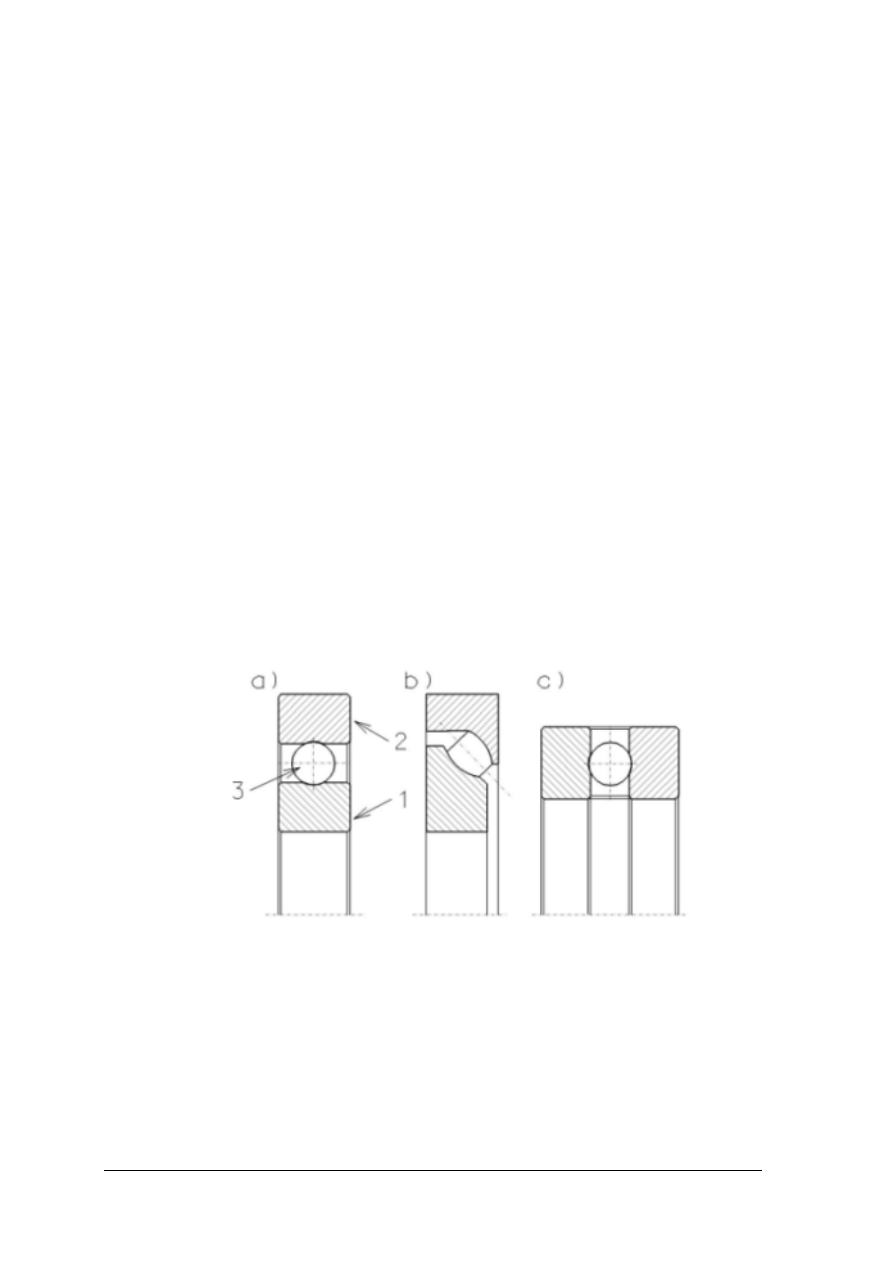
Łożysko toczne (rys. 37) – łożysko, w którym ruch jest zapewniony przez toczne
elementy umieszczone pomiędzy dwoma pierścieniami łożyska. Pierścień wewnętrzny (1)
osadzony jest z pasowaniem ciasnym na czopie wału lub innym elemencie. Pierścień
zewnętrzny (2) umieszczony jest także nieruchomo w oprawie lub w innym elemencie nośnym.
Elementy toczne (3) umieszczone są pomiędzy pierścieniami i stykają się z ich bieżniami
zapewniając obrót pierścieni względem siebie.
Rys. 37. Łożysko toczne: 1 – pierścień wewnętrzny, 2 – pierścień zewnętrzny, 3 – element toczny
a) łożysko poprzeczne, b) łożysko skośne, c) łożysko wzdłużne, [9. www]
Dodatkowymi elementami łożyska tocznego mogą być koszyczki utrzymujące elementy
toczne w stałym do siebie oddaleniu, blaszki zabezpieczające, uszczelki itp. Łożyska toczne są
elementami prefabrykowanymi.
Ze względu na kształt elementu tocznego łożyska toczne dzielą się:
−
łożyska kulkowe,
−
łożyska wałeczkowe,
−
łożyska stożkowe,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
−
łożyska baryłkowe,
−
łożyska igiełkowe,
−
łożyska toroidalne.
Ze względu na rodzaj obciążeń przenoszonych przez łożysko:
−
łożysko poprzeczne,
−
łożysko skośne (przenoszące obciążenia wzdłużne i poprzeczne),
−
łożysko wzdłużne.
Ze względu na możliwości wychylenia się pierścienia zewnętrznego:
−
łożyska zwykłe,
−
łożyska wahliwe.
Ze względu na ilość rzędów elementów tocznych:
−
łożysko jednorzędowe,
−
łożysko dwurzędowe.
Dobór łożysk odbywa się według algorytmu, który uwzględnia takie parametry pracy jak:
obciążenie statyczne, prędkość obrotowa, intensywność użytkowania, sposób smarowania
i chłodzenia itp.
Sprzęgło to urządzenie stosowane w budowie maszyn do łączenia wałów w celu
przekazywania momentu obrotowego. Inaczej jest to zespół części służących do połączenia
dwóch niezależnie obrotowo osadzonych wałów, czynnego – napędowego i biernego
napędzanego, w celu przeniesienia momentu obrotowego. Sprzęgło składa się z członu
napędzającego (czynnego) zainstalowanego na wale napędzającym, członu napędzanego
(biernego) zainstalowanego na wale napędzanym oraz elementów łączących. Elementem
łącznym może być jedna lub więcej części maszynowych lub czynnik, tak jak to ma miejsce
w sprzęgle hydrokinetycznym.
Dzięki sprzęgłom silniki, zespoły układu napędowego oraz mechanizmy robocze można
wykonywać w postaci odrębnych zespołów maszyn i urządzeń, a następnie łączyć je za
pomocą montażu. Stosowanie różnych sprzęgieł umożliwia również spełnienie wielu innych
zadań, które wymagałyby bardzo skomplikowanej konstrukcji maszyn, a nawet byłyby
niemożliwe do wykonania.
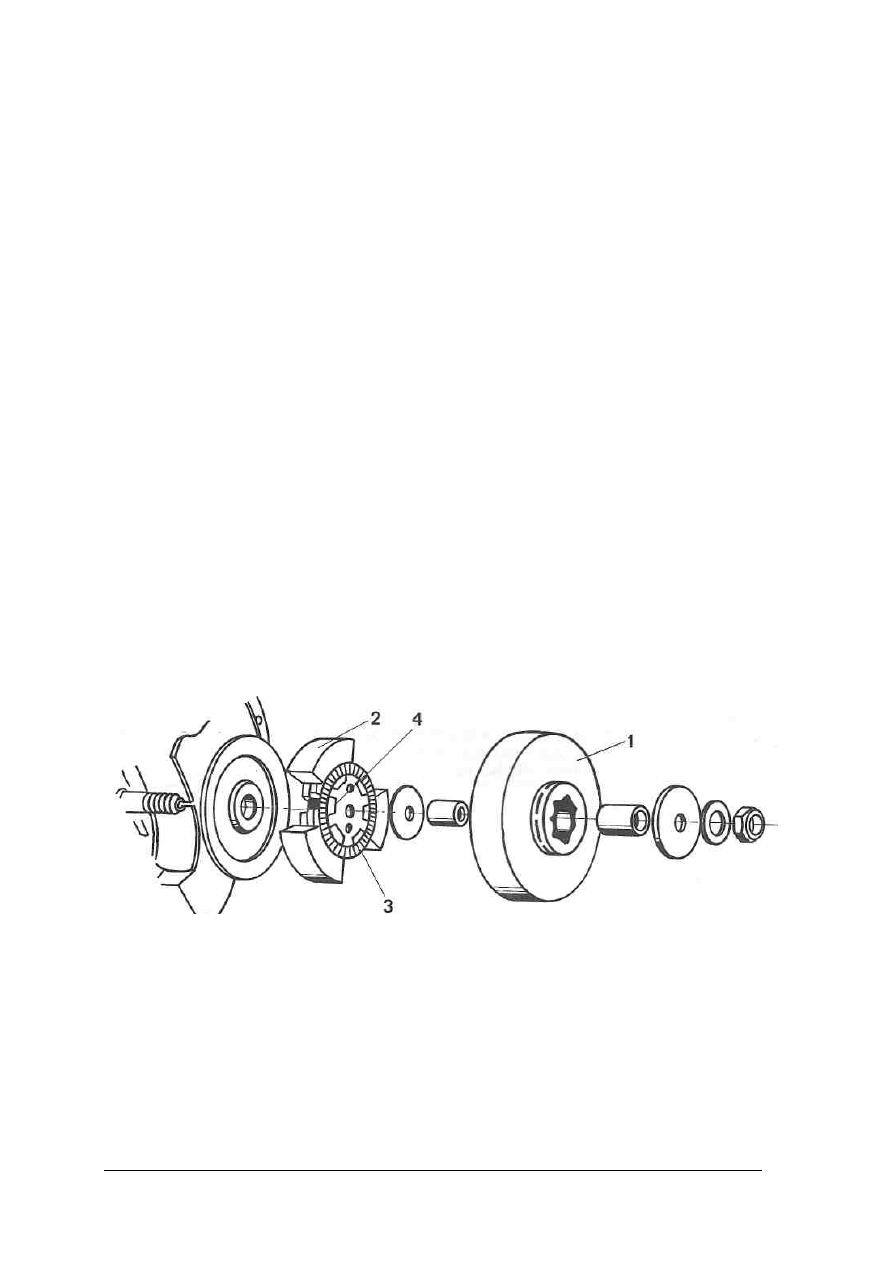
Rys. 38. Schemat sprzęgła odśrodkowego stosowanego w pilarkach:
1 – obudowa sprzęgła, 2 – ciężarki (szczęki sprzęgła), 3 – sprężyna, 4 – zabierak [10, s. 52]
Sprzęgło tarczowe
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
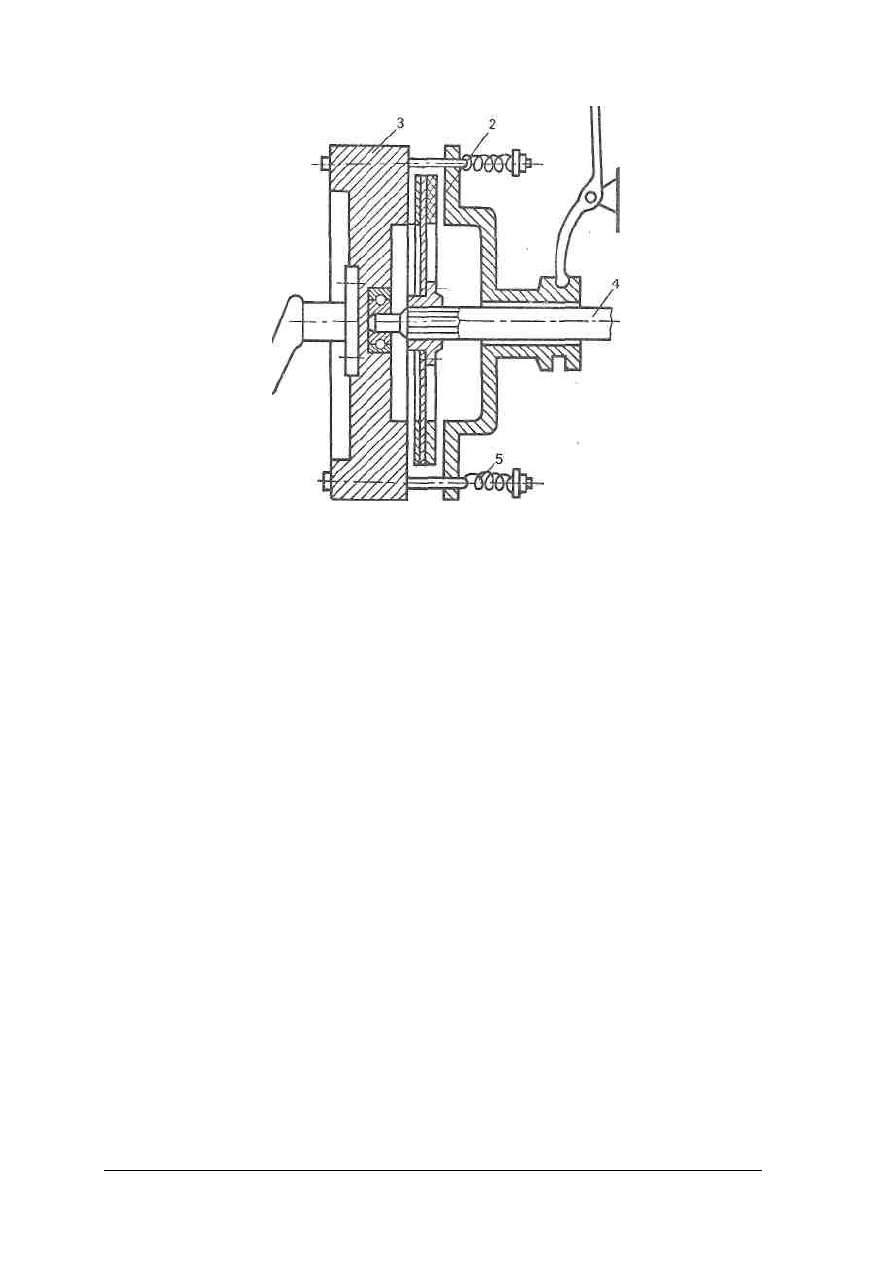
Rys. 39. Sprzęgło tarczowe: 1- tarcza pośrednia, 2 – tarcza dociskowa, 3 – koło zamachowe,
4 – wał napędu skrzyni przekładniowej, 5 – śruba odciągająca [10, s.109]
Hamulec – urządzenie mechaniczne służące do:
― zmniejszania prędkości, lub zatrzymywania ruchomych, najczęściej obrotowych,
elementów mechanizmów, lub maszyn – hamulec zatrzymujący,
― trzymania elementów mechanizmów, lub maszyn nieruchomo, lub pozwalania im się
obracać w pewnych sytuacjach – hamulec luzujący
Działanie hamulców polega na przejęciu części, lub całości energii kinetycznej urządzenia i
rozproszeniu jej. Hamulec wraz z układem sterowania tworzy układ hamulcowy. Hamulce
maszynowe, składają się z członów: hamowanego – normalnie ruchomego i hamującego –
nieruchomego.
Hamulce maszynowe dzieli się na:
−
hamulce cierne,
−
hamulce elektryczne,
−
hamulce hydrauliczne,
−
hamulce pneumatyczne.
Hamulec cierny – hamulec, w którym pomiędzy członem hamowanym i hamującym
występuje połączenie cierne. Człon hamujący (czynny) dociskany jest do hamowanego
(biernego) przy wykorzystaniu mechanizmu wspomagania mechanicznego, hydraulicznego,
pneumatycznego lub elektrycznego. Człon czynny jest zazwyczaj metalowym elementem lub
parą elementów, którym część cierna – okładzina – wykonana jest z trudno ścierającego się
oraz zapewniającego wysoki współczynnik tarcia materiałów takich jak: żeliwo, staliwo,
tkanina azbestowa nasycana żywicą epoksydową, wełna metalowa nasycona żywicą
epoksydową, drewno, skóra, korek, filc itp. Wraz z odkryciem szkodliwości azbestu
wykładziny zawierające tę substancję zostały wycofane z użycia i zastąpione innymi
tworzywami kompozytowymi o podobnych właściwościach fizycznych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
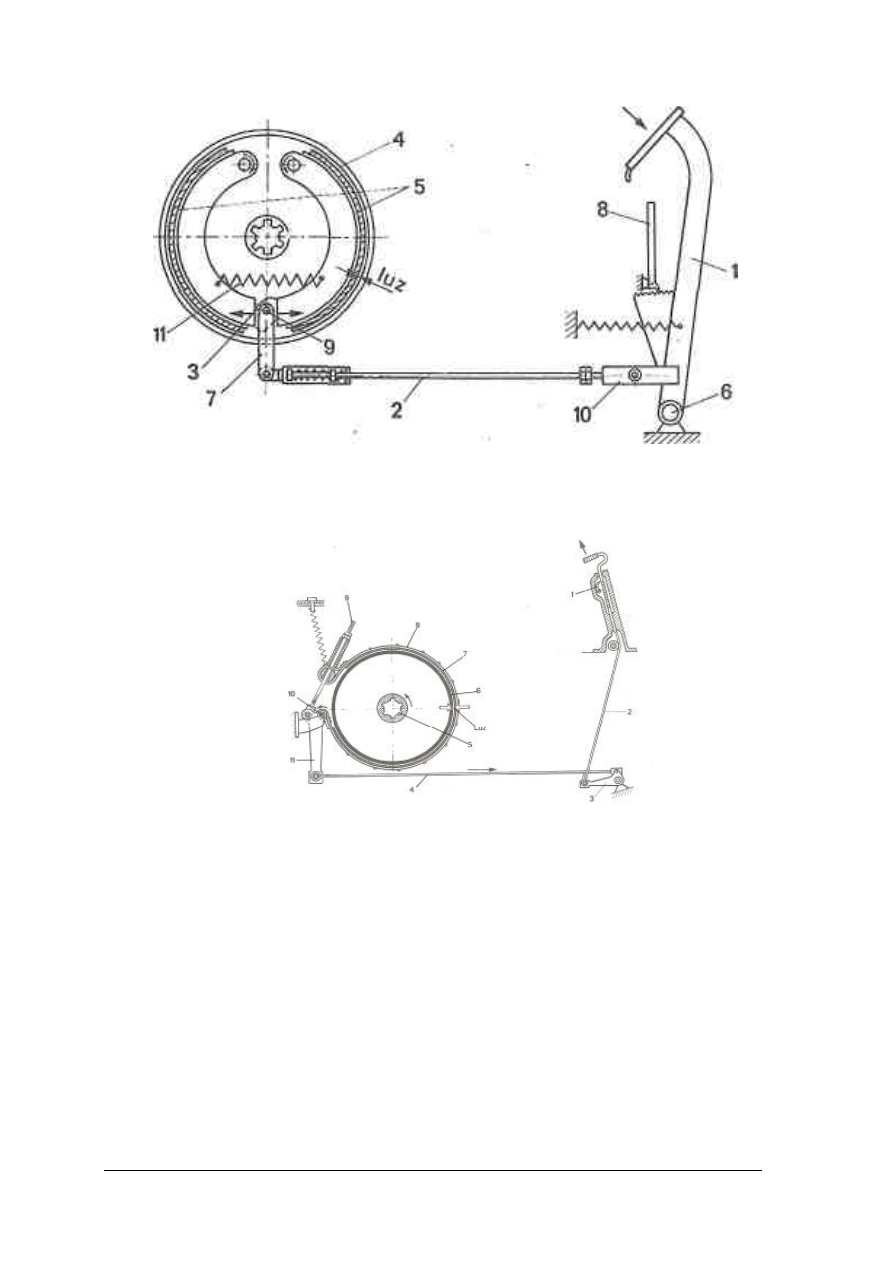
Rys. 40. Schemat budowy hamulca bębnowego sterowanego mechanicznie:
1 – pedał hamulcowy, 2 – cięgło, 3 – rozpieracz, 4 -bęben, 5 – szczęki, 6- sworzeń, 7 – dźwignia wałka,
8 – dźwignia hamulca ręcznego, 9 – oś obrotu rozpieracza, 10 – widełki, 11 – sprężyna [10, s.125]
Rys. 41. Schemat budowy hamulca bębnowo-taśmowego: 1 – zapadka, 2 – linka, 3 – dźwignia dwuramienna,
4 – cięgło, 5 – półoś, 6 – bęben hamulcowy, 7 – okładzina cierna, 8 – taśma hamulcowa, 9 – śruba regulacyjna,
10 – oś obrotu dźwigni, 11 – dźwignia zaciskowa [10, s.126]
Przekładnia – mechanizm lub układ maszyn służący do przeniesienia ruchu z elementu
czynnego (napędowego) na bierny (napędzany) z jednoczesną zmianą parametrów ruchu, czyli
prędkości i siły lub momentu siły.
Przekładnia może zmieniać:
–
ruch obrotowy na ruch obrotowy – najczęstszy przypadek,
–
ruch obrotowy na liniowy lub odwrotnie,
–
ruch liniowy na ruch liniowy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Przekładnia może być:
–
reduktorem (przekładnia redukująca) – gdy człon napędzany obraca lub porusza się
z mniejszą prędkością niż człon napędzający,
–
multiplikatorem (przekładnia multiplikująca) – gdy człon napędzany obraca lub porusza się
z większą prędkością niż człon napędzający.
Przekładnia cięgnowa – przekładnia mechaniczna, w której fizyczny kontakt pomiędzy
członem napędzającym i napędzanym odbywa się za pośrednictwem cięgna. Dzięki temu
człony przekładni mogą być oddalone od siebie nawet na duże odległości. Pozwala to także
zastosowanie bardziej swobodnej geometrii przekładni. Przekładnie cięgnowe dzielą się na:
–
przekładnie pasowe,
–
przekładnie linowe,
–
przekładnie,
–
łańcuchowe.
Przekładnia zębata – przekładnia mechaniczna, w której przeniesienie napędu odbywa się
za pośrednictwem nawzajem zazębiających się kół zębatych.
Przekładnie rozróżnia się ze względu na:
Ilość stopni:
–
przekładnia jednostopniowa – w której współpracuje jedna para kół zębatych,
–
przekładnia wielostopniowa np. dwustopniowa, trzystopniowa itd. – w której szeregowo
pracuje więcej par kół zębatych; przełożenie całkowite przekładni wielostopniowej jest
iloczynem przełożeń poszczególnych stopni.
Umiejscowienie zazębienia:
–
zazębienie zewnętrzne,
–
zazębienie wewnętrzne.
Rodzaj przenoszonego ruchu:
–
przekładnia obrotowa – uczestniczą w niej dwa koła zębate,
–
przekładnia liniowa – koło zębate współpracuje z listwą zębatą tzw. zębatką. Ruch
obrotowy zamieniany jest w posuwisty lub na odwrót.
Przekładnie zębate są najpowszechniej stosowanymi przekładniami w budowie maszyn.
Ich główne zalety, to:
–
łatwość wykonania,
–
stosunkowo małe gabaryty,
–
stosunkowo cicha praca, gdy odpowiednio smarowane,
–
duża równomierność pracy,
–
wysoka sprawność dochodzącą do 98%.
Natomiast do wad przekładni zębatych należą:
–
stosunkowo niskie przełożenie dla pojedynczego stopnia,
–
sztywna geometria,
–
brak naturalnego zabezpieczenia przed przeciążeniem.
Przekładnia śrubowa – jest przekładnią mechaniczną złożoną z śruby i nakrętki.
W przekładni tej zamianie ulega ruch obrotowy jednego z jej elementów na ruch liniowy
drugiego. Przekładnia śrubowa ma zwykle niewielką sprawność energetyczną.
Gdy kąt wzniosu gwintu śruby jest mniejszy od kąta tarcia przekładnia śrubowa staje się
samohamowna. Jest to zjawisko bardzo pożądane, gdyż przekładnia taka, stosowana
w mechanicznych podnośnikach samochodowych, nie wymaga już dodatkowych hamulców.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Przykłady zastosowania przekładni śrubowej:
–
prasa śrubowa,
–
podnośnik,
–
imadło,
–
napęd posuwu obrabiarek,
–
odciągi, sprzęgi i mocowania z śrubą rzymską,
–
regulowany wieszak do szafek kuchennych,
–
opaska zaciskowa ze śrubą.
Przekładnia cierna – przekładnia mechaniczna, w której dwa poruszające się elementy
(najczęściej wirujące) dociskane są do siebie tak by powstało pomiędzy nimi połączenie cierne.
Siła tarcia powstająca pomiędzy elementami odpowiedzialna jest za przeniesienie napędu.
Ze względu na jej charakter istnieje duża elastyczność w kształtowaniu geometrii
przekładni ciernej. Także stosunkowo łatwo realizuje się wariatory cierne. Dodatkową zaletą
takiej przekładni jest fakt, że spełnia ona także rolę sprzęgła poślizgowego. Wadą przekładni
ciernej jest szybkie zużycie powierzchni ciernych, co obniża funkcjonalność przekładni, a także
możliwość wystąpienia szkodliwego poślizgu pomiędzy elementami przekładni. Przy
większych mocach występują też problemy z chłodzeniem przekładni
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz własności fizyczne materiałów konstrukcyjnych?
2. Jakie znasz własności technologiczne materiałów konstrukcyjnych?
3. Jakie znasz własności mechaniczne materiałów konstrukcyjnych?
4. Na jakie jest narażone krzesło na którym siedzisz?
5. Scharakteryzuj stal i omów podział?
6. Scharakteryzuj żeliwo i omów jego podział?
7. Jakie właściwości mają metale kolorowe?
8. Jakie zastosowanie w konstruowaniu maszyn mają metale kolorowe i ich stopy?
9. Jakie własności i zastosowanie mają materiały ciepłochronne, ogniotrwałe, uszczelniające,
ścierne oraz farb i lakierów?
10. W jaki sposób można wykonać koło zębate przy pomocy obrabiarek do metalu?
11. Czym różni się hartowanie od odpuszczania?
12. Jakie są zalety obróbki plastycznej?
13. Na czym polega obróbka odlewnicza?
14. Co to jest patyna?
15. Na czym polega elektrochemiczna ochrona przed korozją?
16. Jakie wyróżniamy połączenia nierozłączne?
17. Jakie wyróżniamy połączenia rozłączne?
18. Do jakiego rodzaju połączeń zaliczany połączenia nitowane?
19. Jaka część jest odpowiedzialna za przekazywanie momentu obrotowego?
20. Czym się różni łożysko toczne od ślizgowego?
21. Jaką funkcję w mechanizmach pełni sprzęgło?
22. Jaką funkcję w mechanizmach pełni hamulec?
23. Jaką funkcję w mechanizmach pełni przekładnia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.2.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj zalety i wady materiałów konstrukcyjnych. Spośród 30 próbek
przygotowanych przez nauczyciela opisz 10 najbardziej znanych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w Poradniku dla ucznia informacje o właściwościach mechanicznych materiałów
konstrukcyjnych,
2) określić jakie wyróżniamy własności konstrukcyjne,
3) rozróżnić zalety i wady poszczególnych materiałów konstrukcyjnych.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia.
−
zestaw próbek metalu i stopów metalu, różnych gatunków drewna, tworzyw sztucznych,
szkła, gumy, powłok zabezpieczających, materiałów ściernych.
Ćwiczenie 2
Ustal w jaki sposób i z jakiego materiału kowal może wykonać siekierę, aby była twarda,
wytrzymała na uderzenia i odporna na korozję.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić, jakimi własnościami powinna charakteryzować się siekiera,
2) określić, z jakiego metalu może być wykonana siekiera,
3) określić, jakie zabiegi należy wykonać, aby siekiera była twarda, odporna na uderzenia
i korozję.
Wyposażenie stanowiska pracy:
−
model siekiery,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 3
Przeanalizuj z jakiego materiału i w jaki sposób jest produkowana armatura łazienkowa
np. kran.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać fragment materiału nauczania,
2) określić, na jakie obciążenia jest narażona bateria łazienkowa,
3) określić, jakimi właściwościami powinna charakteryzować się bateria łazienkowa,
4) określić, jaką metodą obróbki metalu wykonujemy baterię łazienkową,
5) określić, z jakiego metalu może być bateria łazienkowa,
6) odpowiedzieć na pytanie: Jakie zabiegi należy wykonać, aby bateria łazienkowa była
odporna na uderzenia i korozję?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Wyposażenie stanowiska pracy:
−
model baterii łazienkowej (najlepiej przekrój baterii chromowanej),
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 4
Spośród przygotowanych narzędzi ręcznych wybierz te, przy pomocy których można
wykonać połączenie gwintowane.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać fragment materiału nauczania,
2) określić, jakie operacje należy wykonać, aby sporządzić połączenie gwintowane,
3) określić, jakimi narzędziami można wykonać poszczególne operacje,
4) spośród dostępnych narzędzi wybrać właściwe.
Wyposażenie stanowiska pracy:
−
ręczne narzędzia ślusarskie do obróbki,
−
poradnik dla ucznia.
Ćwiczenie 5
Jakimi metodami można zabezpieczyć słup linii wysokiego napięcia przed korozją.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać fragment materiału nauczania,
2) określić, z jakiego materiału jest zbudowana konstrukcja słupa wysokiego napięcia,
3) określić, jaki rodzaj korozji może wystąpić na konstrukcji słupa wysokiego napięcia,
4) ustalić, w jaki sposób możemy chronić konstrukcję przed korozją.
Wyposażenie stanowiska pracy:
−
próbka metalu pokryta korozją (rdzą),
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 6
Ustal wielkość koła pasowego przekładni pasowej jeżeli:
–
chcemy uzyskać na wale obrabiarki 5000 obr/min,
–
silnik elektryczny ma prędkość obrotową 1450obr/min,
–
koło pasowe na wale obrabiarki ma średnicę 10cm,
–
jaką średnicę będzie miało koło pasowe na silniku elektrycznym,
–
określ wady i zalety przekładni ciernych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać fragment Materiału nauczania,
2) obliczyć obwód koła pasowego na wale obrabiarki,
3) określić, ile razy musi być większy obwód koła na silniku (5000obr/min podziel przez
1450obr/min),
4) przemnożyć obwód koła pasowego na wale obrabiarki przez wynik dzielenia,
5) iloczyn podzielić przez 6,28,
6) otrzymany wynik pomnożyć przez dwa a otrzymasz średnicę koła pasowego na silniku,
7) określić wady i zalety przekładni ciernych.
Wyposażenie stanowiska pracy:
−
model przekładni pasowej,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 7
Scharakteryzuj zalety i wady połączeń nierozłącznych. Spośród przygotowanych przez
nauczyciela modeli wybierz dwa. Oprócz zalet i wad przybliż technikę powstawania połączeń.
Sklasyfikuj połączenia pod względem wytrzymałości na obciążenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać w materiałach nauczania informacje o połączeniach nierozłącznych,
2) sklasyfikować połączenia pod względem wytrzymałości na obciążenia,
3) rozróżnić zalety i wady poszczególnych połączeń nierozłącznych,
4) opisać dwa rodzaje połączeń nierozłącznych.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
zestaw próbek połączeń nierozłącznych (spawane, zgrzewane, lutowane, nitowane,
klejone, skurczowo-rozprężne).
Ćwiczenie 8
Przy pomocy odpowiednich narzędzi ślusarskich zdemontuj przegub napędowy
samochodu z wałka napędowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać fragment materiału nauczania Elementy budowy maszyn,
2) określić, jakiego rodzaju połączeniem jest połączony przegub z wałkiem napędowym,
3) określić, jak jest zabezpieczony przed niepożądanym rozłączeniem,
4) ustalić, jakie narzędzia są potrzebne do demontażu.
5) zdemontować przegub napędowy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Wyposażenie stanowiska pracy:
−
przegub połączony z wałkiem napędowym,
−
narzędzia ślusarskie,
−
poradnik dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określać właściwości materiałów konstrukcyjnych?
2) scharakteryzować stopy żelaza z węglem?
3) określać stopy nieżelazne?
4) określać materiały konstrukcyjne niemetalowe?
5) scharakteryzować technikę produkcji koła pasowego?
6) wyjaśnić czym się różni hartowanie od odpuszczania?
7) scharakteryzować metody zabezpieczania przed korozją?
8) klasyfikować rodzaje połączeń spoczynkowych nierozłącznych?
9) określać rodzaje połączeń spoczynkowych rozłącznych ?
10) określać rodzaje połączeń ruchowych?
11) odczytać dane dotyczące rysunku technicznego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4.3. Urządzenia pneumatyczne, hydrauliczne i elektryczne
4.3.1. Materiał nauczania
Urządzenia pneumatyczne
Do urządzeń pneumatycznych zaliczamy maszyny podwyższające ciśnienie gazu, czyli
wentylatory (ciśnienie do 0,013 MPa), dmuchawy (0,013–0,2 MPa), sprężarki powyżej
0,2MPa. Największą rolę w przemyśle odgrywają sprężarki.
Sprężarka – maszyna energetyczna, której zadaniem jest podwyższenie ciśnienia gazu lub
wymuszenie jego przepływu (nadanie energii kinetycznej). Sprężarki w czasie pracy wydzielają
dużą ilość ciepła, które musi być odprowadzone. Układy chłodzenia sprężarek są podobne do
układów chłodzenia silników spalinowych. Dla mniejszych jednostek stosuje się chłodzenie
bezpośrednie, dla większych pośrednie z chłodnicą. Podział ze względu na budowę.
a) Wyporowe:
−
sprężarka tłokowa (rys. 42),
−
sprężarka śrubowa,
−
sprężarka membranowa,
−
sprężarka spiralna,
−
sprężarka łopatkowa.
b) Przepływowe:
−
sprężarka promieniowa,
−
sprężarka diagonalna,
−
sprężarka osiowa.
Sprężarki są szeroko stosowane zarówno w przemyśle (napęd różnego rodzaju narzędzi:
kluczy pneumatycznych, szlifierek, wiertarek, młotów, piaskowanie, malowanie natryskowe,
dystrybucja gazów technicznych, pompowanie opon samochodowych, przetłaczanie gazu
ziemnego, podnoszenie ciśnienia w układach turbin gazowych, turbodoładowanie silnika
spalinowego), transport materiałów sypkich, jak i w gospodarstwie domowym (chłodziarka,
wentylator, odkurzacz, suszarka do włosów, i inne).W technice występuje często konieczność
uzyskiwania stosunkowo wysokich ciśnień sprężanego gazu. Ponieważ gaz jest ściśliwy, więc
do jego sprężenia potrzebna jest znaczna ilość energii. Zapotrzebowanie energetyczne procesu
sprężania można obniżyć poprzez zastosowanie chłodzenia międzystopniowego. Sprężanie
przebiega wtedy w dwóch etapach: wstępnie sprężony gaz przepływa przez chłodnicę
międzystopniową (będącą wymiennikiem ciepła), po czym jest dalej sprężany w następnej
części sprężarki. Liczba chłodnic może być większa. Jeśli byłaby nieskończenie wielka,
chłodzenie byłoby izotermiczne. Zwykle w technice stosuje się jedną chłodnicę
międzystopniową. Korzyści energetyczne wynikają z mniejszej pracy sprężania gazu o niższej
temperaturze. Wstępnie sprężony gaz posiada temperaturę odpowiednio wyższą od
temperatury otoczenia, więc stosunkowo łatwo jest go schłodzić. Po schłodzeniu praca
sprężania (praca pobrana przez sprężarkę do uzyskania odpowiedniego ciśnienia) będzie
mniejsza.
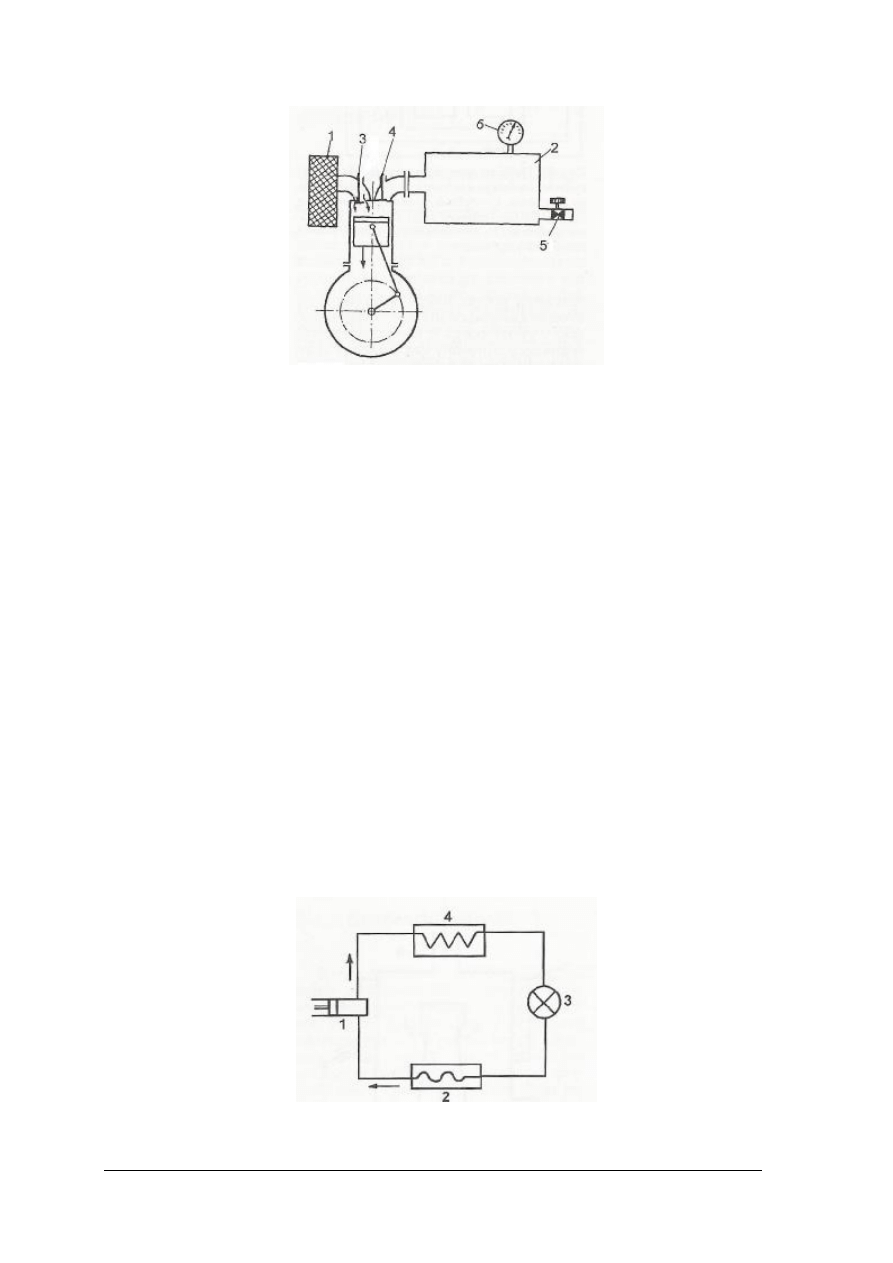
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Rys. 42. Sprężarka tłokowa: 1 – filtr, 2 – powietrznik, 3 – zawór ssący, 4 – zawór tłoczny
5 – zawór powietrznika, 6 – manometr, [1, s. 43]
Do elementów techniki pneumatycznej zaliczamy:
–
siłowniki pneumatyczne; zamieniają ciśnienie gazu na ruch posuwisty,
–
silniki pneumatyczne, zamieniają ciśnienie gazu na ruch obrotowy,
–
chłodziarki sprężarkowe; podstawowymi elementami są: sprężarka, parownik, zawór
rozprężający dławiący i skraplacz. Dodatkowym elementem jest elektroniczny regulator
temperatury, samoczynnie włączający sprężarkę, kiedy temperatura w pojemniku jest
wyższa od wymaganej. Sprężarka zasysa z parownika czynnik chłodzący. Parownik
stanowi wężownica z cienkich rurek, którymi przepływa czynnik chłodzący. Rurki
najczęściej umieszcza się w obudowie z bardzo cienkiej blachy dobrze przewodzącej
ciepło. Zasysany czynnik chłodzący ma ciśnienie i temperaturę. Czynnik sprężany
w sprężarce uzyskuje wyższą temperaturę t i ciśnienie p. Czynnik ze sprężarki jest
przetłaczany do skraplacza. W skraplaczu czynnik skrapla się. Skraplacz wykonany jest
z rurek umieszczonych w środowisku chłodzącym. Może nim być zimna woda lub
wymuszony przez wentylator przepływ powietrza. W chłodziarkach domowych skraplacz
umieszczony jest na zewnątrz pojemnika i chłodzony otaczającym powietrzem. Ze
skraplacza czynnik chłodzący przez otwór dławiący przepływa z powrotem do parownika.
W niektórych konstrukcjach chłodziarek domowych rolę zaworu dławiącego spełnia rurka
o małym przekroju wewnętrznym zwana rurką kapilarną. Przepływający przez rurkę
kapilarną czynnik zwiększa prędkość, a następnie, po przedostaniu się do parownika
wytraca prędkość. Malejąca prędkość czynnika w parowniku powoduje zmniejszanie
ciśnienia i przyczynia się do jego parowania. Podczas parowania czynnik pochłania ciepło
z otaczającego parownik środowiska i oziębia go.
Rys. 43. Schemat chłodziarki sprężarkowej:
1 – sprężarka, 2 – parownik, 3 – zawór dławiący, 4 – skraplacz [1, s. 48]
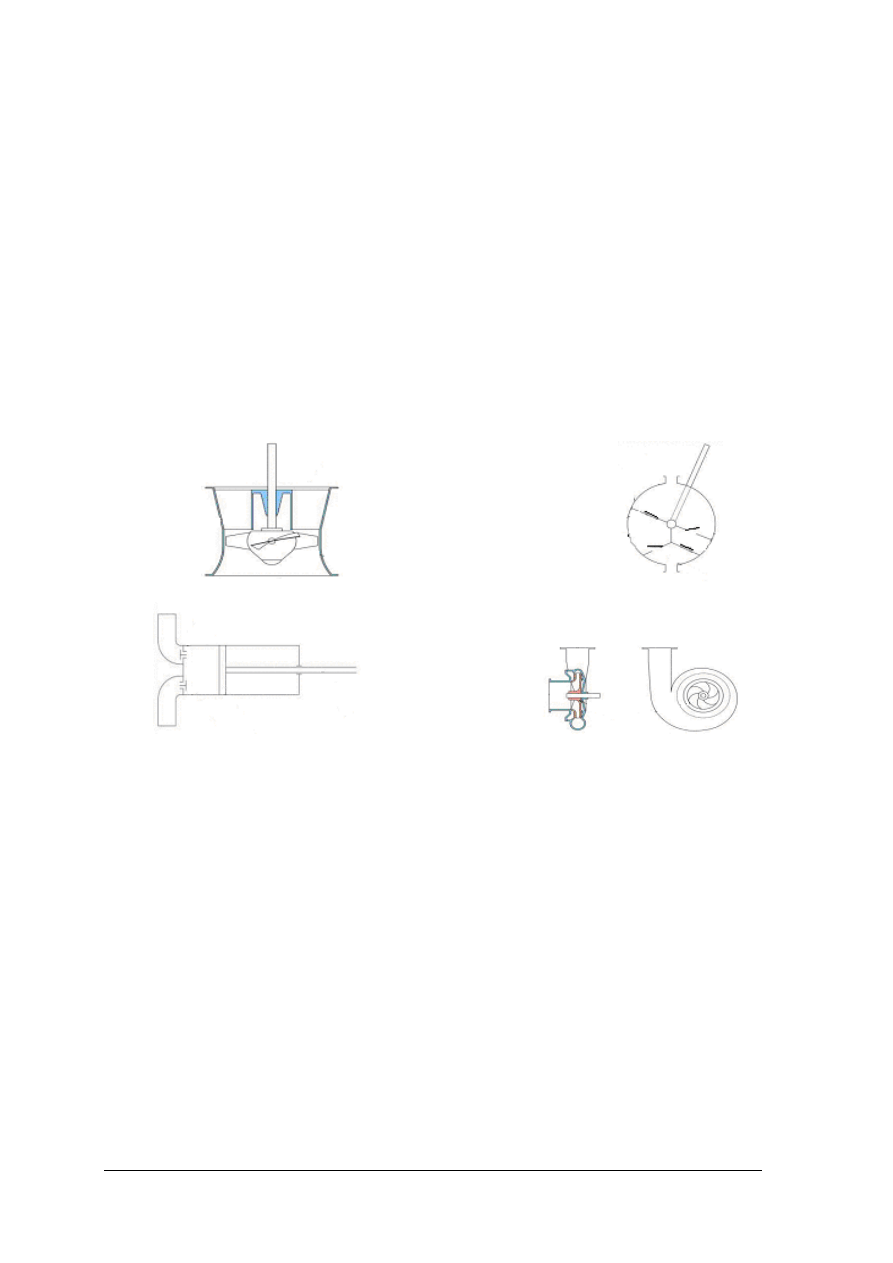
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Urządzenia hydrauliczne
Pompa jest to urządzenie do transportowania cieczy z jednego poziomu na drugi. Typowa
pompa napędzana jest energią mechaniczną. Energia jest nadana cieczy za pomocą organu
roboczego, którym może być wirnik, tłok lub membrana. Działanie pompy polega na
wytwarzaniu różnicy ciśnień pomiędzy stroną ssawną (wlotem) i tłoczną (wylotem). W każdym
przypadku, by pompa mogła pracować, musi być zalana, co oznacza, że przestrzeń robocza
pompy oraz rurociąg ssawny musi być wypełniony cieczą i odpowietrzony w momencie
rozruchu pompy. Charakterystykami pomp są:
–
wydajność – mierzona w objętości przepompowywanej cieczy na jednostkę czasu,
w litrach na sekundę,
–
wysokość podnoszenia (lub maksymalne ciśnienie) mierzone w metrach słupa wody.
Pompy dzielą się na:
–
pompy wirowe (przepływowa), (rys. 44 i 47),
–
pompy wyporowe, (np. pompy tłokowe) (rys. 45 i 46).
Rys. 44. Pompa śmigłowa [9, www] Rys. 45. Pompa skrzydełkowa [9, www]
Rys. 46. Pompa tłokowa [9, www] Rys. 47. Pompa odśrodkowa [9, www]
Elementy hydrauliki siłowej
Silniki hydrauliczne przekształcają energię strumienia cieczy w ruch obrotowy.
W hydraulice siłowej znajdują zastosowanie silniki hydrauliczne wyporowe. W silnikach
tych element roboczy jest poruszany w komorze za pomocą energii strumienia cieczy. Aby
uzyskać ruch roboczy, stosuje się duże ciśnienie strumienia cieczy. Większość silników
hydraulicznych typu wyporowego ma charakter odwracalny. Oznacza to, że mogą one
pracować jako silniki i jako pompy. Najczęściej zastosowanie znajdują silniki:
–
zębate,
–
wielotłoczkowe osiowe,
–
tłokowe promieniowe,
–
łopatkowe.
Silniki zębate działają odwrotnie niż pompy zębate (rys. 48). Strumień cieczy działa na
powierzchnię zębów i powoduje powstanie momentu obrotowego. Strumień cieczy wpływa do
silnika z komory tłocznej i działając na boczne powierzchnie zębów przepływa do komory
wylotowej. W silnikach tego typu prędkość obrotowa wynosi 500–4000 obr./min. Najprostsze
silniki zębate składają się z dwóch kół zębatych.
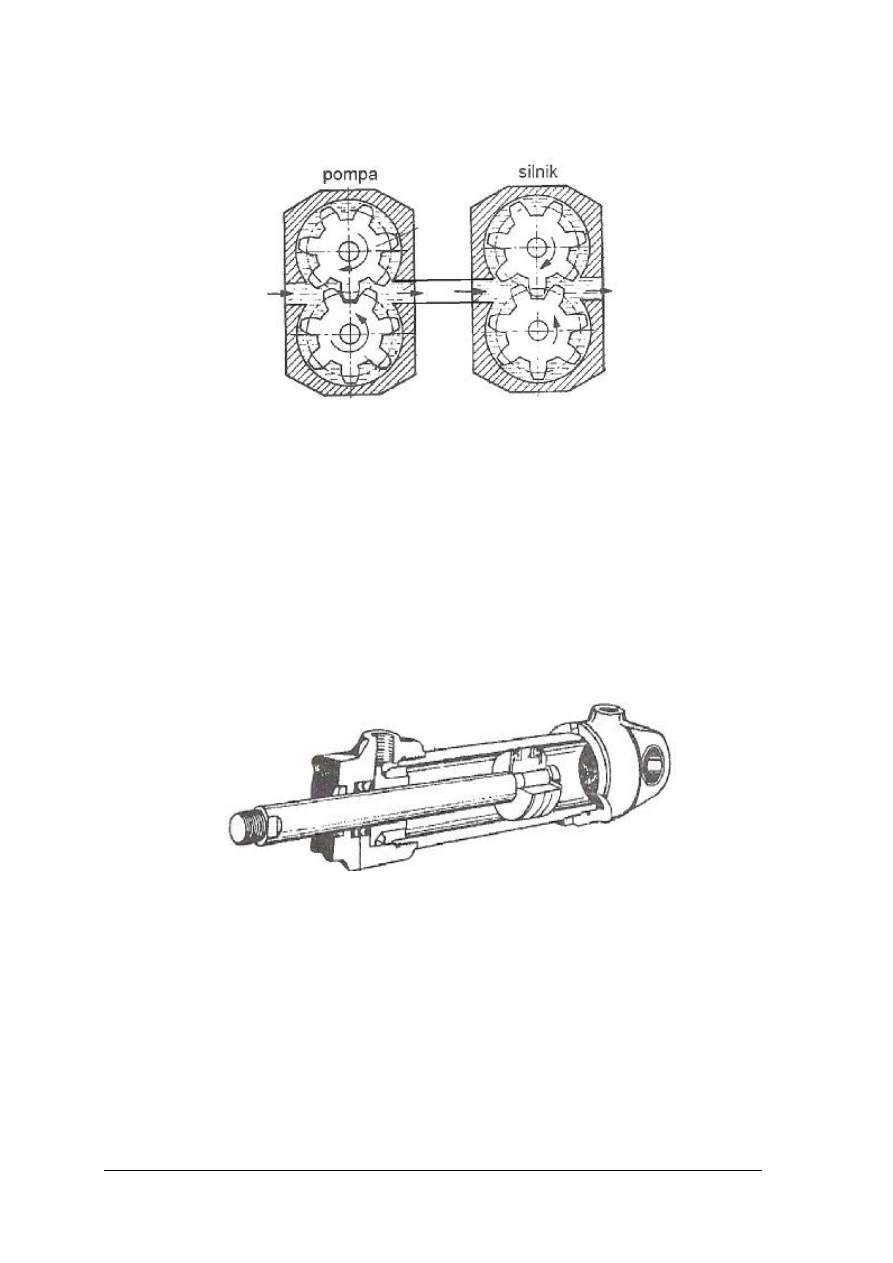
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
W silnikach zębatych stosowana jest ciecz o lepkości 3–40 E (stopni Englera).
Temperatura cieczy może dochodzić do 80ºC. Wymagane jest dokładne filtrowanie cieczy.
Rys. 48. Silniki zębate [1, s. 58]
Siłowniki hydrauliczne przekształcają energię strumienia w ruch prostoliniowy, siłownik
hydrauliczny o posuwisto-zwrotnym ruchu tłoka nazywa się potocznie cylindrem
hydraulicznym. Doprowadzana do cylindra ciecz pod ciśnieniem wywiera nacisk na
powierzchnię tłoka. Siła przenosi się na tłoczysko. Pod wpływem tej siły tłok przemieszcza się
w cylindrze. Przesuniecie tłoka może nastąpić, jeżeli zostanie do cylindra doprowadzona ilość
cieczy równa objętości skokowej. Wyróżnia się wiele odmian konstrukcyjnych siłowników
hydraulicznych, a mianowicie:
–
tłokowe jednostronnego działania,
–
tłokowe dwustronnego działania, (rys. 49)
–
nurnikowe,
–
teleskopowe.
Rys. 49. Siłownik hydrauliczny tłokowy [1, s. 61]
Silniki i siłowniki hydrauliczne wymagają stosowania urządzeń umożliwiających
sterowanie i regulację przepływu cieczy do tych urządzeń zaliczamy: rozdzielacze, zawory
odcinające, zawory zwrotne, zawory regulujące ciśnienie, zawory specjalne, zbiorniki, filtry,
przewody nie rozszerzalne, złącza.
Urządzenia elektryczne
Wszystkie maszyny elektryczne mają na zewnętrznej stronie korpusu przymocowaną
tabliczkę znamionową, na której umieszczone są najważniejsze wielkości charakteryzujące
daną maszynę i pracę. Podana jest moc, napięcie prądu i prędkość z dodatkiem słowa
znamionowa. Oznacza ono wartość cechy, jaką powinna osiągnąć maszyna przy normalnej
pracy, a więc pracy, do jakiej została zbudowana. Moc znamionowa silnika jest to moc
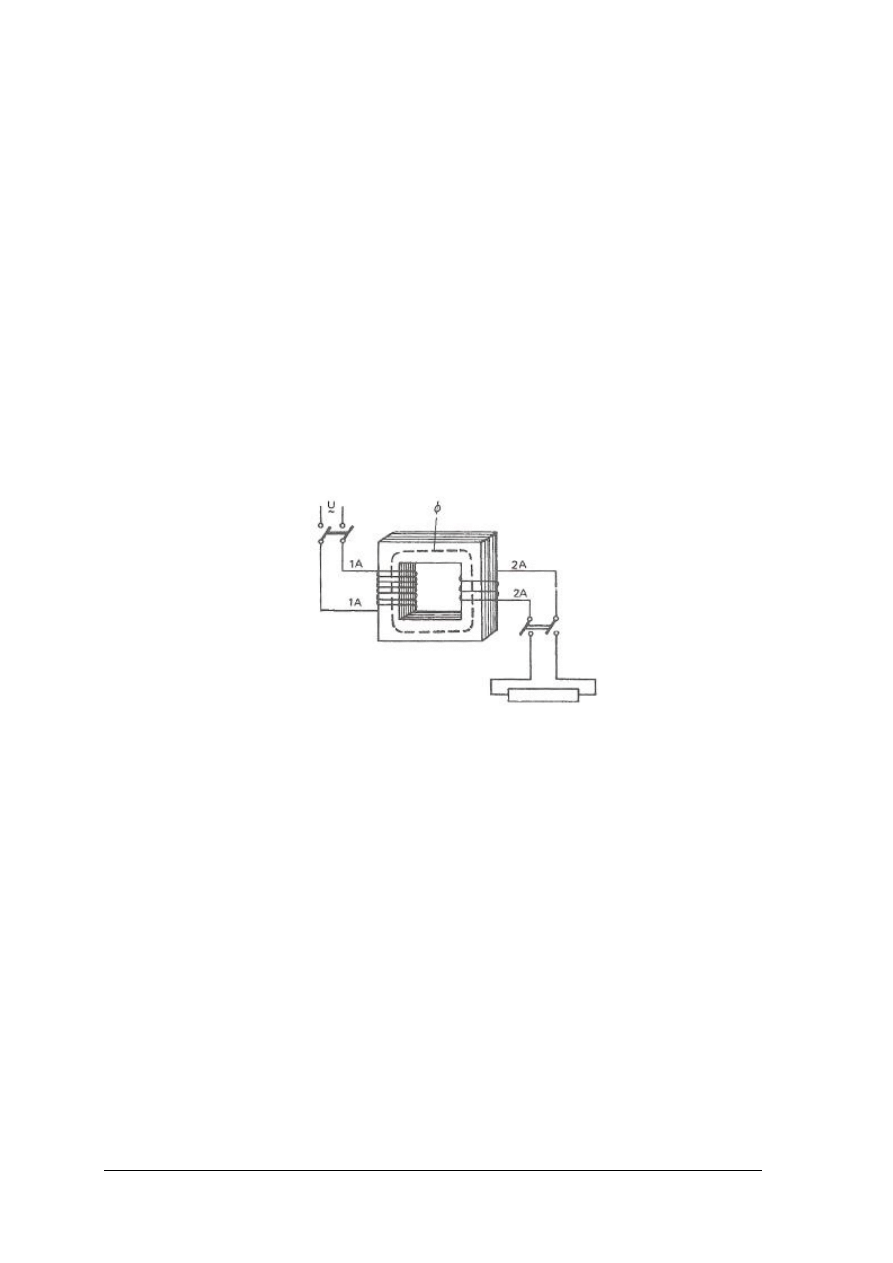
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
mechaniczna na wale silnika. W przypadku prądnic jest to moc elektryczna wytwarzana
i mierzona na zaciskach maszyny.
Transformatory (rys. 50) są to urządzenia elektryczne przetwarzające prąd przemienny
o określonym napięciu na inne napięcie, bez zmiany częstotliwości. Wykorzystywane jest przy
tym zjawisko indukcyjności wzajemnej. Płynący przez uzwojenie cewki zmienny prąd
elektryczny wzbudza w rdzeniu zmienny strumień magnetyczny. Jeżeli przez rdzeń przenika
zmienny strumień magnetyczny, to w uzwojeniu cewki wytwarza się siła elektromotoryczna.
Rdzeń transformatora jest wykonany z blach stalowych, które są od siebie odizolowane
w celu zapobieżenia powstawania prądów wirowych. Uzwojenie jest wykonane z drutów
miedzianych, rzadziej aluminiowych, umieszczonych w izolacji. Podstawowym parametrem
transformatora jest przekładnia transformatora, czyli stosunek liczby zwojów uzwojenia
pierwotnego (górnego) do liczby zwojów uzwojenia wtórnego (dolnego).
Transformator jednofazowy składa się z rdzenia z dwiema cewkami. Każda cewka ma
określoną liczbę zwojów tworzących uzwojenia transformatora. Uzwojenie podłączone do
źródła prądu nazywa się pierwotnym, a uzwojenie podłączone do odbiornika – wtórnym.
Niekiedy uzwojenie o większej liczbie zwojów i przekazujące lub odbierające wyższe napięcie
nazywa się górnym, a drugie uzwojenie – dolnym.
Rys. 50. Transformator jednofazowy [1, s. 83]
Prądnice prądu stałego (rys. 51) wytwarzają SEM (siłę elektromotoryczną) w wyniku
zjawiska indukcji elektromagnetycznej. Zjawisko indukcji polega na tym, że przewód
poruszając się przecina strumień magnetyczny, a w zamkniętym obwodzie przewodu powstaje
prąd elektryczny. W prądnicy strumień magnetyczny wytwarzają bieguny główne. Uzwojenie
biegunów głównych jest tak wykonane, że leżące obok bieguny są różnej biegunowości.
Twornik prądnicy jest napędzany mechanicznie z zewnętrznego źródła energii
wyposażony jest w komutator. Przy przecinaniu strumienia magnetycznego wytwarzanego
przez bieguny stojana w uzwojeniu twornika powstaje siła elektromotoryczna ukierunkowana
w jedną stronę. Wartość siły elektromotorycznej mierzona jest w woltach i jest w prądnicy
proporcjonalna do prędkości obrotowej i wielkości strumienia magnetycznego. Wielkość siły
elektromotorycznej reguluje się przez zmianę natężenia prądu zasilającego uzwojenie
wzbudzające opornikiem regulacyjnym.
Ze względu na sposób wzbudzenia strumienia magnetycznego prądnice, dzielą się na:
― obcowzbudne, jeśli uzwojenie wzbudzające jest zasilane z obcego źródła prądu,
― samowzbudne, kiedy uzwojenie wzbudzające jest połączone z uzwojeniem twornika.
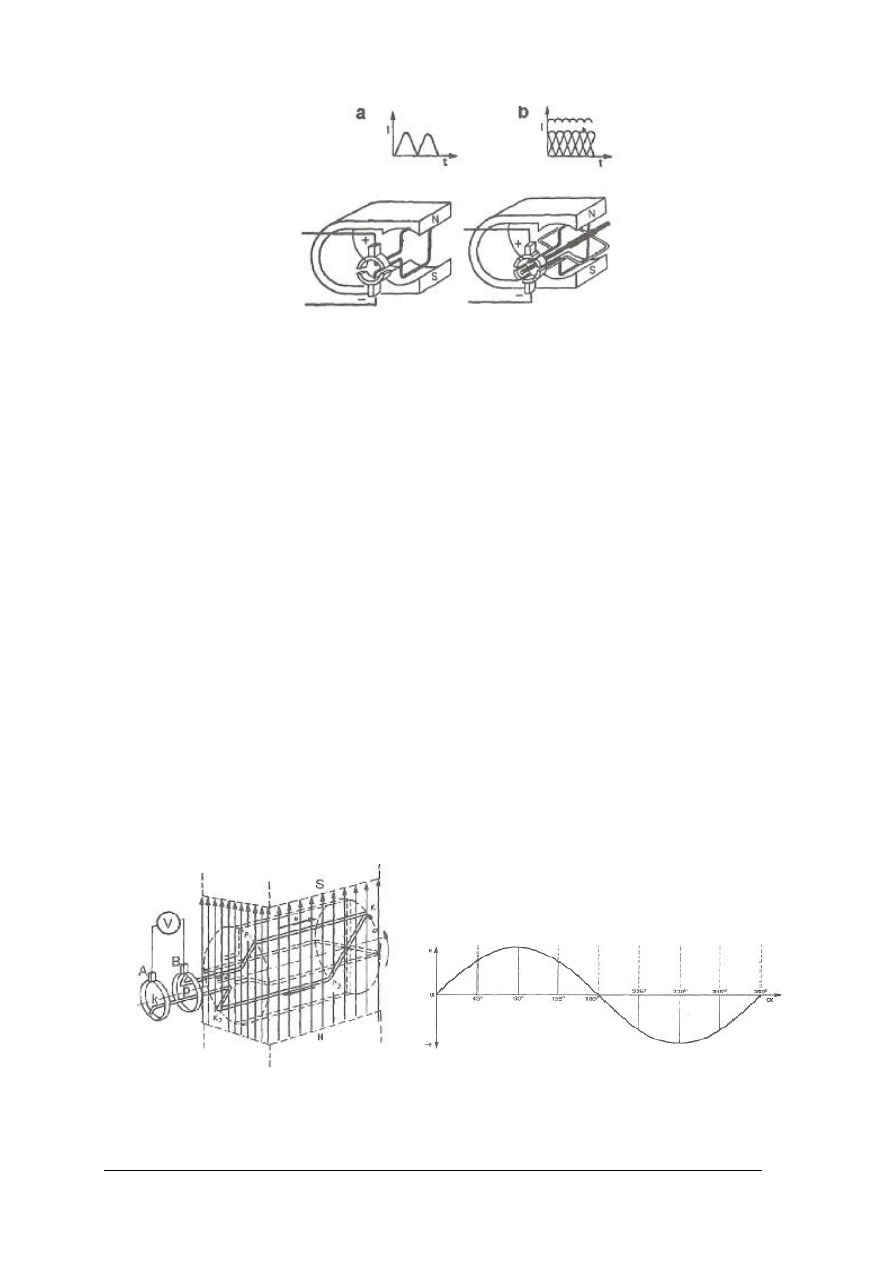
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Rys. 51. Zasada działania prądnicy prądu stałego oraz pulsacja prądu wytwarzanego przez prądnice:
a)
prądnica o jednym zwoju, b) prądnica o trzech zwojach [1, s. 80]
Prądnice prądu przemiennego (rys. 52) mają w swej budowie pierścienie, które powodują
że prąd wytworzony przez prądnicę siłę elektromotoryczną ma ukierunkowaną w dwie strony.
Prądnice prądu przemiennego przekształcają energię mechaniczną w energię prądu
przemiennego. Wytworzony prąd przemienny charakteryzuje się okresowo zmiennym
napięciem i natężeniem. Prąd przemienny wytworzony w jednym uzwojeniu nazywa się prądem
jednofazowym. Najczęściej prądnice prądu przemiennego wytwarzają prąd trójfazowy.
Oznacza to, że prądnica ma trzy niezależne uzwojenia przesunięte względem siebie o 120°.
Prąd trójfazowy może być opisany trzema sinusoidami przesuniętymi o 120°.
Prądnice prądu przemiennego synchroniczne składają się z wirnika i stojana. Są one
stosowane zarówno w stacjonarnych elektrowniach dużej mocy, jak i w przewoźnych
elektrowniach małej mocy wykorzystywanych do napędu pojedynczych obiektów.
Synchroniczność polega na tym, że wirnik wiruje z taką samą prędkością co pole magnetyczne,
ponieważ uzwojenie magnesujące zasilane prądem stałym umieszczone jest na wirniku.
Wirujące pole magnetyczne indukuje w poszczególnych fazach trójfazowego uzwojenia stojana
siłę elektromotoryczną. Prędkość synchroniczna prądnicy dla określonej częstotliwości zależy
od liczby biegunów. Liczba biegunów w maszynach synchronicznych jest znormalizowana i
wynosi: 2, 4, 6, 8, 10, 12, 16, 20 i 24. Przy takiej liczbie biegunów prędkości synchroniczne
bez poślizgu wynoszą odpowiednio: 3000, 1500, 1000, 750, 600, 500, 375, 300 i 250
obr./min.
Napięcia na zaciskach prądnicy reguluje się przez zmianę prądu wzbudzenia. Regulacji
dokonuje się przez zmianę oporności w obwodzie wzbudzania prądnicy. Stosowana jest
regulacja ręczna lub automatyczna, która działa samoczynnie.
Prądnice synchroniczne są zazwyczaj obcowzbudne z wirującym elektromagnesem, czyli
magneśnicą
i
nieruchomym
uzwojeniem
trójfazowym. W tego typu prądnicach łatwiej jest
odprowadzać prąd.
Rys. 52. Zasada działania prądu przemiennego (sinusoidalnie zmiennego) [1, s. 79]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Silniki elektryczne
Silniki prądu stałego, w zależności od sposobu wzbudzania strumienia magnetycznego
dzielą się na:
–
bocznikowe,
–
szeregowe,
–
bocznikowo-szeregowe.
Prędkość obrotową silnika prądu stałego reguluje się przez zmianę napięcia prądu
doprowadzanego do silnika lub przez zmianę strumienia magnetycznego, osiąganą przez
zmianę natężenia prądu wzbudzania. Wzrost napięcia powoduje duże zwiększenie liczby
obrotów silnika, Regulacja prędkości obrotowej przez zmianę strumienia magnetycznego jest
ogólnie stosowana, gdyż jest ekonomiczniejsza od zmiany napięcia doprowadzanego do
wirnika. Silniki prądu stałego mogą obracać się w obu kierunkach. Zmianę kierunku obrotów
uzyskuje się przez zmianę kierunku przepływu prądu w wirniku lub w uzwojeniu
wzbudzającym.
W silnikach bocznikowych uzwojenie wzbudzenia jest podłączone równolegle do
uzwojenia wirnika. Natężenie prądu wzbudzenia nie zależy od natężenia prądu w uzwojeniu
wirnika. Silniki te włącza się przy największym oporze w obwodzie rozrusznika i zwartym
oporniku regulacyjnym. W czasie rozruchu zmniejsza się opór w obwodzie rozrusznika i tym
samym zwiększa się prędkość.
W silnikach bocznikowych przy przejściu od biegu jałowego do obciążenia znamionowego
prędkość obrotowa jest mniejsza w granicach 2–10% od prędkości nominalnej. Silniki tego
typu charakteryzują się dość stabilną prędkością obrotową, łatwością regulacji zmian prędkości
oraz możliwością zwrotu energii elektrycznej do sieci podczas hamowania. W niektórych
maszynach trakcyjnych, takich jak: tramwaje, elektrowozy, trolejbusy, wózki podnośnikowe o
napędzie akumulatorowym, występuje duży moment rozruchowy i konieczność szybkiego
osiągnięcia normalnej prędkości. Do napędu tego typu maszyn są stosowane silniki szeregowe.
Rozrusznik elektryczny silnika samochodowego i ciągnikowego jest również silnikiem
szeregowym prądu stałego.
W silnikach szeregowych (rys. 54) uzwojenie wzbudzenia jest połączone szeregowo
z uzwojeniem wirnika. Prędkość obrotowa wirnika zależy w znacznym stopniu od obciążenia.
Przy nieznacznym obciążeniu silnik rozwija zbyt dużą prędkość obrotową, która może być
przyczyną awarii silnika. Dlatego też silniki te wymagają stosowania sprzęgieł lub przekładni
uniemożliwiających bieg jałowy, czyli pracę bez obciążenia. Przy silnikach szeregowych nie
może być stosowany napęd pasowy. W miarę wzrostu obciążenia silnika zwiększa się moment
obrotowy i maleje prędkość, którą reguluje się za pomocą regulatorów opornikowych. Przy
tego rodzaju regulacji występują jednak straty energii elektrycznej.
W silnikach bocznikowo-szeregowych uzwojenie wzbudzenia składa się z dwóch części.
Jedna jest podłączona równolegle do obwodu wirnika, a druga szeregowo z obwodem wirnika.
Dzięki takiemu sposobowi połączeń silnik bocznikowo-szeregowy przy wzbudzeniu bo-
cznikowym może mieć stałą liczbę obrotów niezależną od obciążenia, a jeżeli uzwojenie
wzbudzenia podłączymy szeregowo, przy wzroście obciążenia liczba obrotów się zmniejsza.
Maszyny elektryczne prądu stałego są coraz rzadziej stosowane. Prądnice prądu stałego są
jeszcze stosowane w instalacjach elektrycznych starszych typów samochodów i ciągników
oraz w spawarkach elektrycznych. Silniki prądu stałego są często stosowane w trakcji
elektrycznej (tramwaje, elektrowozy) oraz w wózkach akumulatorowych. W pojazdach
mechanicznych silniki prądu stałego spełniają rolę rozruszników silnika spalinowego.
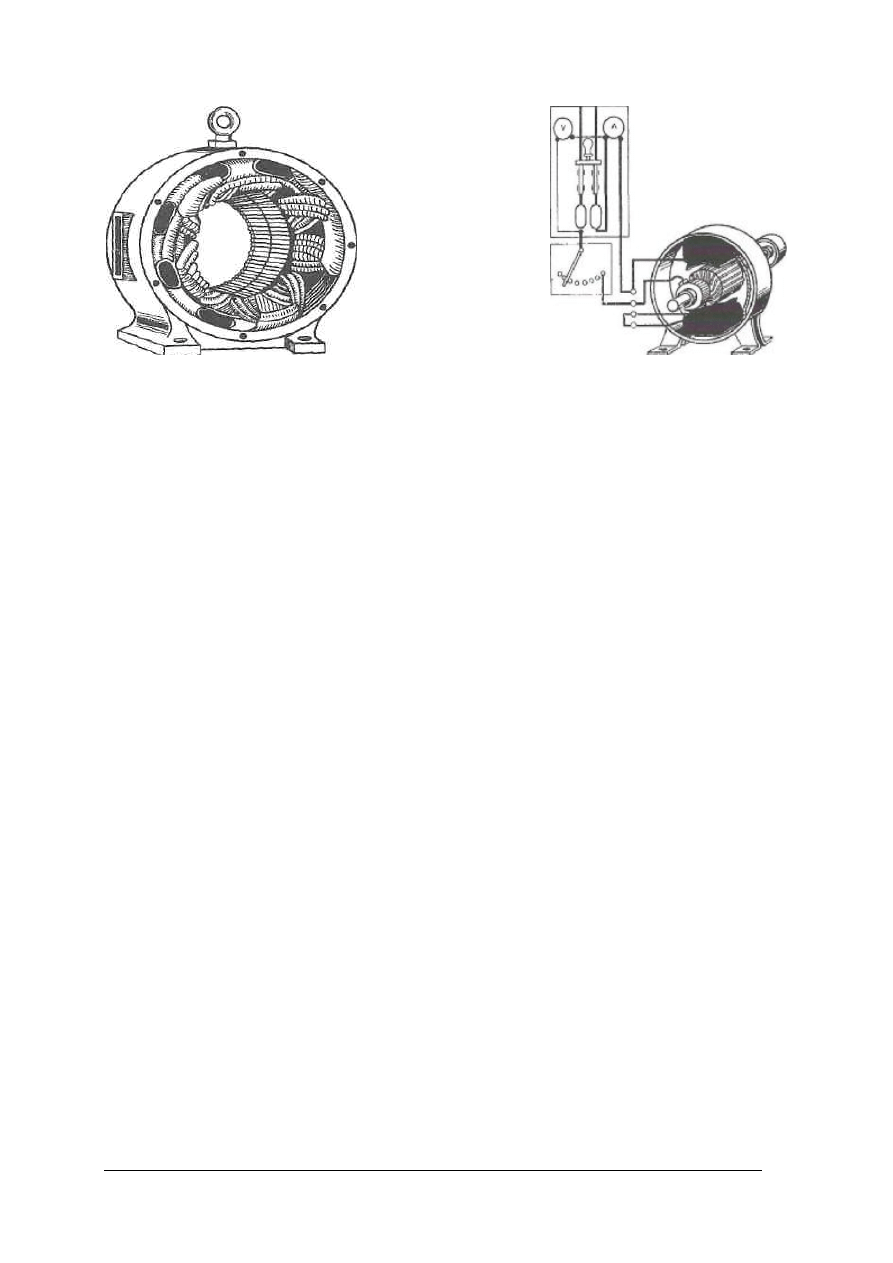
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Rys. 53. Stojan [1, s. 92] Rys. 54. Schemat budowy silnika szeregowego [1, s. 89]
Silniki prądu przemiennego, prąd przemienny o przebiegu sinusoidalnym doprowadzany
jest do stojana silnika. Wytwarza on wirujące pole magnetyczne. Analogiczny efekt wirującego
pola magnetycznego może wywołać wprowadzony w ruch obrotowy magnes trwały lub
elektromagnes. Stalowa kulka znajdująca się na wewnętrznej powierzchni stojana pod
wpływem wirującego pola magnetycznego będzie poruszała się ruchem kołowym. Najczęściej
stojan ma uzwojenie trójfazowe. Uzwojenie stojana wykonuje się z miedzianego drutu w
odpowiedniej izolacji.
Stojan (rys. 53) jest zmontowany z blach o grubości 0,35–0,5 mm izolowanych względem
siebie. Rdzeń stojana ma na wewnętrznej powierzchni żłobki, w które układa się zwoje
uzwojenia. Liczba żłobków jest zawsze podzielna przez 3, a ich liczba przypadająca na każdą
fazę jest jednakowa. Osie uzwojeń fazowych są przesunięte względem siebie o kąt 120°. Do
tabliczki zaciskowej doprowadza się sześć końcówek uzwojenia, które łączymy w trójkąt lub
gwiazdę. Układ przewodów na tabliczce zaciskowej przedstawiono na rysunku 54. W czasie
przepływu prądu przez trójfazowe uzwojenie stojana powstaje wirujące pole magnetyczne,
które dzięki indukcji elektromagnetycznej wywołuje siły elektromotoryczne w obwodzie
wirnika. Siły te powodują powstanie momentu obrotowego.
Stosowane są dwa rodzaje konstrukcji wirników (rys. 55) w silnikach indukcyjnych,
a mianowicie:
–
o uzwojeniu zwartym,
–
o uzwojeniu fazowym.
Silniki zwarte mają wirnik w kształcie klatki. Wirnik taki składa się z dwóch pierścieni
oraz kilkunastu lub kilkudziesięciu prętów. Pierścienie są przy spawane lub przylutowane do
końców prętów. Ostatnio są stosowane zwarte wirniki aluminiowe odlewane i tworzące jedną
całość.
Silniki zwarte w momencie rozruchu pobierają prąd o natężeniu dochodzącym do
ośmiokrotnej wartości prądu znamionowego. Dlatego silniki zwarte są uruchamiane
urządzeniami pomocniczymi, które umożliwiają zmniejszenie poboru prądu w czasie rozruchu.
Najczęściej są stosowane przełączniki gwiazda-trójkąt, autotransformatory oraz układy
tyrystorowe. Silniki zwarte nie powinny być włączane do sieci pod obciążeniem.
Silniki wyposażone w wirniki o uzwojeniu trójfazowym nazywane są silnikami
pierścieniowymi. Uzwojenie fazowe wirnika pierścieniowego jest połączone w gwiazdę.
Oznacza to, że trzy końcówki początków uzwojeń fazowych połączone są ze sobą, a pozostałe
trzy końcówki łączy się z trzema pierścieniami ślizgowymi. Pierścienie są odizolowane od
siebie i od wału wirnika, na którym są osadzone. Z pierścieniami stykają się szczotki osadzone
w specjalnych trzymadłach. wirnika. Przy rozruchu silników z uzwojeniem fazowym są
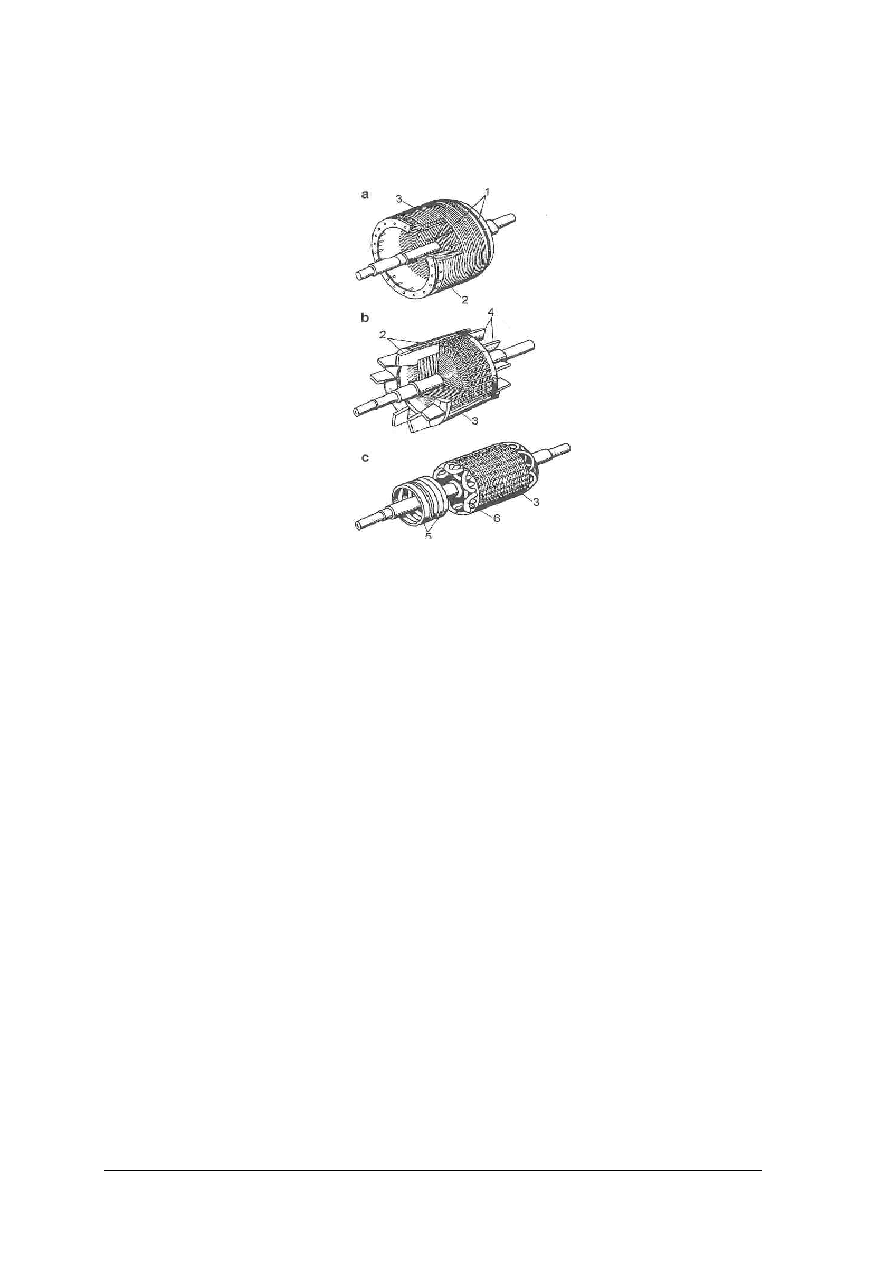
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
również stosowane przełączniki gwiazda – trójkąt, autotransformatory rozruchowe oraz
układy tyrystorowe.
W urządzeniach gospodarstwa domowego stosowane są silniki jednofazowe.
Rys. 55. Wirniki indukcyjnych silników asynchronicznych:
a – zwarty klatkowy, b – zwarty z łopatkami wentylacyjnymi, c – pierścieniowy o uzwojeniu fazowym: 1 -pręty,
2 -pierścienie, 3 – rdzeń, 4 – łopatki wentylacyjne, 5 – pierścienie ślizgowe, 6 – uzwojenie fazowe [1, s. 93]
Instalacja elektryczna to część sieci niskiego napięcia stanowiąca układ przewodów
w budynku wraz ze sprzętem elektroinstalacyjnym, mający początek na zaciskach wyjściowych
wewnętrznej linii zasilającej w złączu i koniec w gniazdkach wtyczkowych, wypustach
oświetleniowych i zainstalowanych na stałe odbiornikach energii elektrycznej. Służy do
dostarczania energii elektrycznej lub sygnałów elektrycznych do odbiorników. Potocznie,
instalacje elektryczną rozumie się często tylko jako ułożone na stałe przewody elektryczne.
W każdej instalacji powinny występować następujący przewody:
–
fazowy, czyli ten który jest pod napięciem, o kolorze brązowym lub czarnym, na
schematach miejsce podłączenia jest oznaczone (+), a przewody mają symbol L (L1, L2,
L3) lub R,S,T,
–
zerowy (neutralny, gwiazdowy), czyli ten który nie jest pod napięciem, istnieje po to, aby
obwód był zamknięty, o kolorze niebieskim, na schematach miejsce podłączenia jest
oznaczone (-), a przewód ma symbol N lub 0,
–
uziemiający (podłączony do ziemi) na schematach miejsce podłączenia jest oznaczone (0),
o kolorze żółto zielonym, przewód ma symbol E,
Instalacja elektryczna w budynku mieszkalnym składa się z układu zasilania niskiego
napięcia, obejmującego:
−
przyłącze i złącze kablowe,
−
tablicę rozdzielczą,
−
piony i linie zasilające,
−
instalację odbiorczą,
−
odpowiednią liczbę obwodów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Silniki spalinowe
Zasada działania silnika dwusuwowego niskoprężnego. Rozwiązaniem silnika spalinowego
jest silnik dwusuwowy. Silniki tego rodzaju montowane są dziś w wielu motocyklach oraz
większości spalinowych pił i kosiarek do trawy. Do niedawna jeszcze używano go do
napędzania małych samochodów. Cykl pracy takiego silnika składa się z dwóch
etapów, zwanych suwami. Z początku tłok porusza się w górę cylindra sprężając znajdująca
się nad nim mieszankę paliwowo-powietrzną. Jednocześnie do powiększającej się przestrzeni
pod tłokiem jest zasysana poprzez odsłonięty kanał wlotowy nowa porcja mieszanki. Jest to
tak zwany suw sprężania. W następującym po nim suwie pracy sprężona mieszanka jest
zapalana od iskry elektrycznej przeskakującej między elektrodami świecy zapłonowej.
Następuje gwałtowne spalanie i ekspandujące gazy popychają tłok ku dołowi. Tłok poruszając
się ku dołowi przepycha znajdującą się pod nim świeżą porcję mieszanki do kanału
przepływowego, łączącego przestrzeń pod i nad tłokiem. W pewnym momencie tłok odsłania
otwór w ścianie cylindra, którym mieszanka z kanału przepływowego dostaje się nad tłok
wypychając stamtąd jednocześnie spaliny przez odsłonięty właśnie otwór wydechowy. Cała
procedura powtarza się, gdy tłok znowu rozpoczyna wędrówkę ku górze. W swym górnym
położeniu tłok zasłania otwór wydechowy tak, by rozprężające się gazy spalinowe nie uciekały
nim lecz popychały tłok w dół. Jednocześnie odsłonięty jest kanał wlotowy prowadzący do
przestrzeni pod tłokiem, gdzie zasysana jest świeża mieszanka. W dolnym położeniu tłoka
sytuacja jest odwrotna. Ruch tłoka steruje też otwieraniem się kanału przepływowego. Tłok
poprzez korbowód obraca wałem korbowym. Na korbowodzie osadzone jest ciężkie koło
zamachowe, które magazynuje energię uwolnioną w suwie pracy, tak, by wykorzystać jej część
do sprężenia mieszanki. Jego obecność powoduje też, że wał korbowy nie zwalnia i
przyspiesza swych obrotów podczas poszczególnych faz ruchu tłoka.
Zasada działania silnika czterosuwowego niskoprężnego (rys. 56)
Ssanie. Zawór ssący jest otwarty, tłok przesuwa się w stronę dolnego martwego punktu
(DMP), wytwarzając we wnętrzu cylindra podciśnienie. Dzięki temu z kanału dolotowego,
znajdującego się za zamykającym go zaworem ssącym, wciągnięta zostaje z gaźnika (lub
układu wtryskowego i kanałów powietrznych) mieszanka paliwowo-powietrzna. Trafia ona do
wnętrza cylindra, pomiędzy denko tłoka a głowicę cylindra. Kiedy tylko tłok przekroczy DMP,
zawór ssący zostaje zamknięty.
Sprężanie. Tłok przemieszcza się w górę cylindra, ściskając (czyli sprężając) mieszankę
paliwowo-powietrzną. Sprężanie następuje pod ogromnym ciśnieniem, do (zwykle) mniej
więcej jednej dziesiątej początkowej objętości mieszanki. Ale zanim osiągnie ona ową
minimalną objętość (na 1–2 milimetry – lub inaczej na ok. 5 stopni obrotu wału korbowego
przedtem, zanim tłok osiągnie górny martwy punkt, GMP) następuje zapłon. Celem jest
doprowadzenie do spalenia całej mieszanki w tej chwili, gdy tłok już przekroczył GMP i może
zostać odepchnięty przez rozprężające się gazy spalinowe, rozpoczynając suw pracy.
Praca. Tłok zostaje odepchnięty – z niewyobrażalną wręcz siłą, jako że we wnętrzu
komory spalania po zapłonie powstaje ciśnienie o wartości do 100 barów, co odpowiada sile
nacisku na tłok około 5 ton. I takie siły muszą być przeniesione z denka tłoka poprzez
korbowód na wał korbowy. Z tego jednego suwu pracy silnik musi uzyskać wystarczający
impet obracający wałem korbowym, by przeprowadzić pozostałe trzy suwy. Łatwo więc pojąć,
dlaczego silniki pracują tym równiej, im więcej mają cylindrów.
Wydech. Jeszcze zanim tłok osiągnie DMP, otwarty zostaje zawór wydechowy i wciąż
jeszcze nie do końca rozprężone gazy spalinowe mogą opuścić cylinder, kierując się w stronę
układu wydechowego. Przemieszczający się w górę tłok wypycha z cylindra resztę gazów,
a po przekroczeniu rozpoczyna cykl od początku.
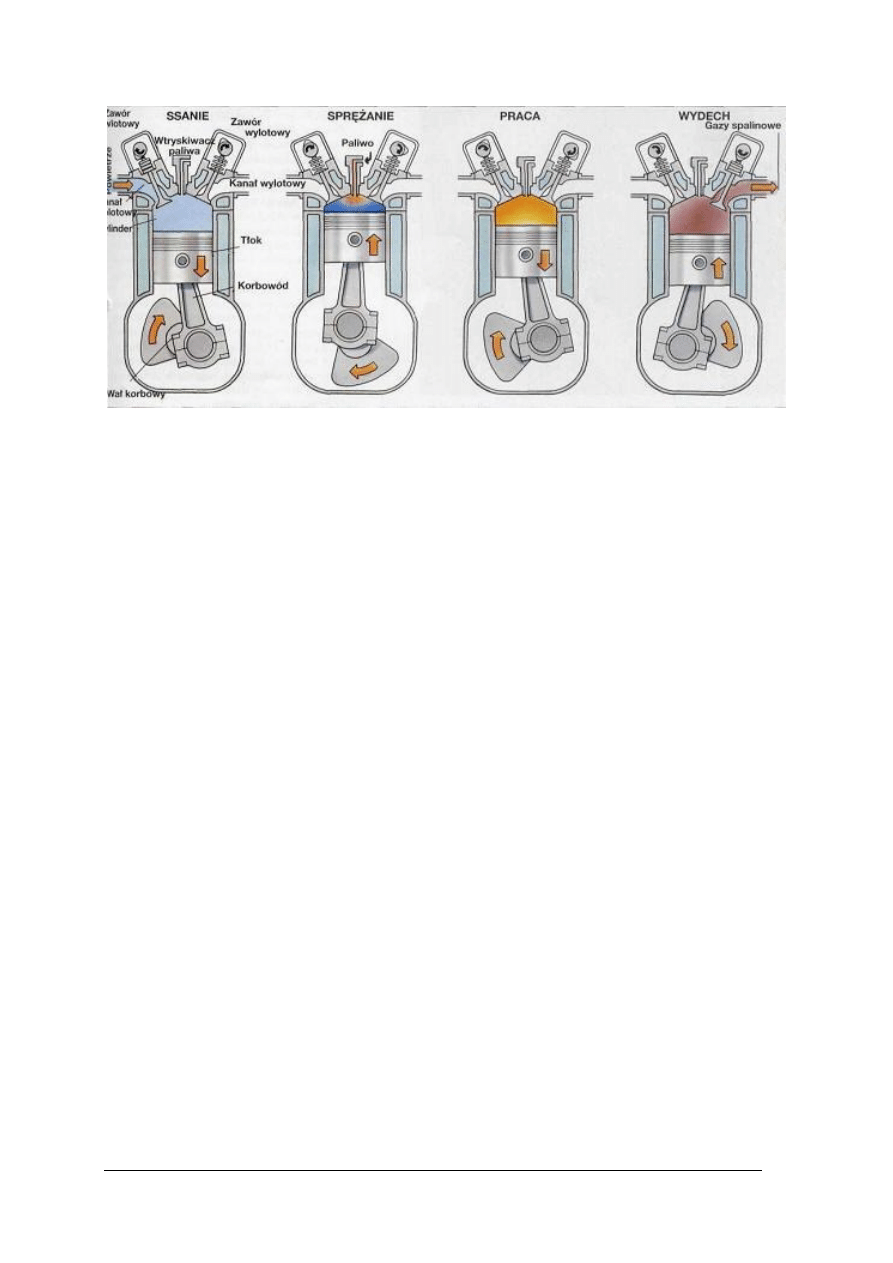
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Rys. 56.
Zasada działania silnika czterosuwowego niskoprężnego [9. www]
Zasada działania silnika czterosuwowego wysokoprężnego (rys. 57)
Każdy pełny ruch tłoka wzdłuż cylindra nazywamy suwem. W silniku czterosuwowym
mieszanka eksploduje raz na cztery suwy tłoka. Najpierw tłok wędruje w dół cylindra,
zasysając powietrze poprzez otwarty zawór wlotowy umieszczony w głowicy. Pod koniec tego
suwu zawór wlotowy się zamyka. Teraz tłok wędruje ku górze, sprężając i podgrzewając
powietrze. Gdy tłok znajduje się tuż przed krańcowym punktem swego ruchu ku górze, do
cylindra zostaje wtryśnięte paliwo. Wysoka temperatura powietrza powoduje zapłon paliwa,
a powstałe gazy, rozprężając się, pchają tłok w dół. Ten suw nazywa się suwem pracy i tylko
w czasie jego trwania silnik wytwarza energię mechaniczną. W czwartym suwie otwiera się
umieszczony w głowicy zawór wylotowy, przez który poruszający się ku górze tłok wypycha
gazy spalinowe na zewnątrz. Zawór ten następnie zamyka się i cały cykl czterech suwów
powtarza się. Prędkość obrotową silnika reguluje się zmieniając ilość paliwa wtryskiwanego
jednorazowo do cylindra. Zwykle prędkość ta wynosi kilka tysięcy obrotów na minutę, więc
tłok porusza się wzdłuż cylindra kilkadziesiąt razy w ciągu sekundy.
W silniku Diesla wytwarza się znaczne ilości energii, która rozgrzewa cylindry i tłoki.
Gdyby pozwolono na nieograniczony wzrost temperatury wewnątrz silnika, to spadłaby
znacznie jego efektywność. Przy tym cieplne rozszerzanie się części uniemożliwiłoby ich
swobodny ruch, co skończyłoby się zatarciem i zniszczeniem silnika wskutek przegrzania. Aby
do tego nie dopuścić, silniki wyposażane są w układ chłodzenia.
Silniki chłodzone powietrzem posiadają bogate użebrowanie, zwiększające znacznie
powierzchnię wymiany ciepła. Dodatkowo powietrze chłodzące tłoczy się napędzaną od silnika
dmuchawą, by wymusić i przyspieszyć jego przepływ.
Silniki chłodzone cieczą wyposaża się w specjalne kanały, przez które pompuje się ciecz
chłodzącą. Pochłania ona ciepło, po czym musi być ponownie schłodzona. Dokonuje się tego
w chłodnicy. Aby nie dopuścić do nadmiernego wzrostu temperatury cieczy chłodzącej,
naprzeciw chłodnicy montuje się sterowany termostatem wentylator, tłoczący na nią zimne
powietrze.
Czterosuwowy silnik Diesla. W suwie ssania tłok porusza się w dół, zasysając do cylindra
powietrze przez zawór wlotowy. W suwie sprężania tłok porusza się ku górze przy
zamkniętych zaworach, przez co wzrasta ciśnienie i temperatura powietrza w cylindrze. Pod
koniec tego suwu następuje wtrysk paliwa. W suwie pracy eksplodująca mieszanka przesuwa
tłok ku dołowi. Tłok wędruje następnie ku górze podczas suwu wydechu.
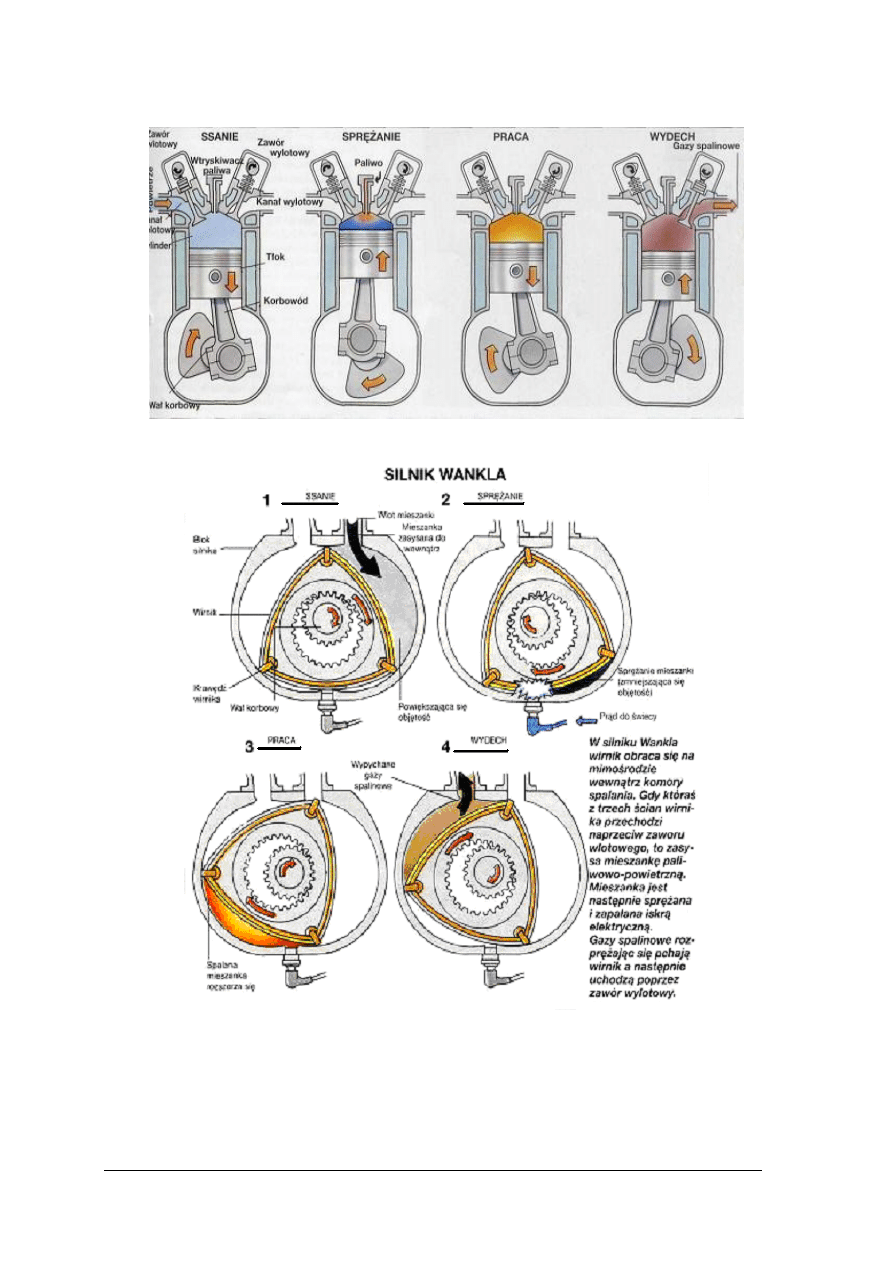
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Rys. 57.
Zasada działania silnika czterosuwowego wysokoprężnego[9. www]
Rys. 58. Zasada działania Silnika Wankla [9. www]
Zasada działania silnika Wankla (rys. 58):
By zwiększyć efektywność silnika, czyniono wiele przeróżnych prób ograniczenia liczby
elementów poruszających się ruchem posuwisto-zwrotnym. Najszerzej znanym efektem tych
prac jest silnik Wankla. Zasada jego pracy jest w ogólnym zarysie podobna do pracy silnika
czterosuwowego. Jednakże zamiast tłoka rozprężające się gazy spalinowe obracają trójścienny
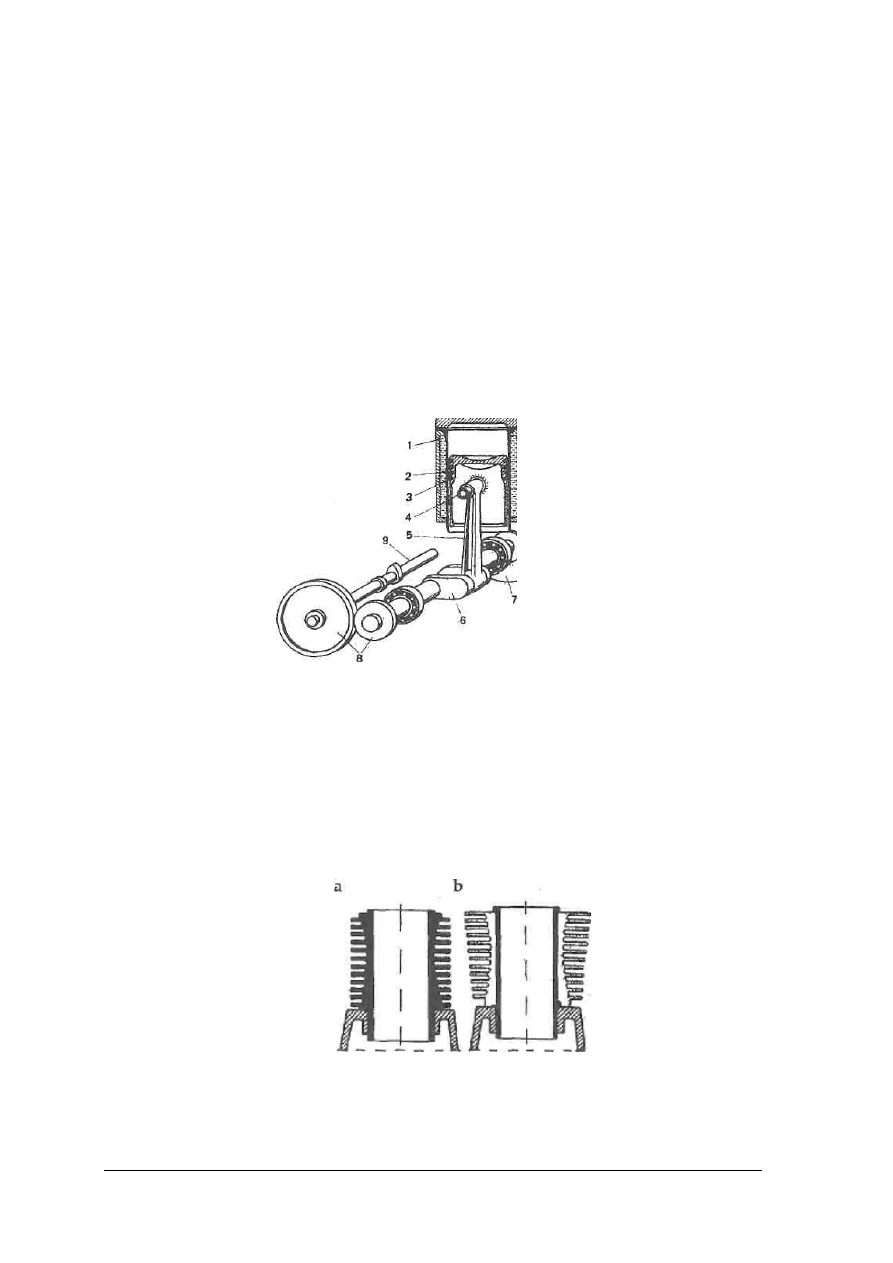
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
wirnik, poruszający się wciąż w tym samym kierunku. Niestety okazało się, że poważnym
niedomaganiem tego typu silnika jest zużywanie się krawędzi wirnika prowadzące do
nieszczelności i przepływu gazów pomiędzy poszczególnymi częściami komory spalania.
Silniki Wankla zużywają więcej paliwa od porównywalnych czterosuwowych silników
tłokowych. Jednakże może w przyszłości uda się rozwiązać trudności konstrukcyjne
i w efekcie na bazie silnika Wankla otrzymamy wydajniejszy silnik benzynowy.
Układy silników spalinowych:
Układ korbowo-tłokowy (rys. 59) służy do przekształcania posuwisto-zwrotnego ruchu
tłoka w obrotowy ruch wału korbowego. W skład tego układu wchodzą:
–
cylinder z głowicą,
–
tłok,
–
sworzeń tłokowy,
–
korbowód,
–
wał korbowy.
Rys. 59. Układ korbowo-tłokowy silnika:
1 – cylinder, 2 – tłok, 3 – pierścienie tłokowe, 4 – sworzeń, 5 – korbowód, 6-wał korbowy, 7 – koło
zamachowe, 8 – koła zębata rozrządu, 9 – wał rozrządu z krzywkami [1, s. 6]
Tłok porusza się w cylindrze, który tworzy tuleja wmontowana w blok cylindrowy silnika
(rys. 60). W zależności od sposobu omywania tuleje dzielą się na mokre i suche. Cylindry
silnika wykonane są bezpośrednio w bloku. Cylindry (rys. 61) są montowane w bloku
cylindrowym. Blok ze skrzynią korbową i głowicą tworzy kadłub silnika. Jeżeli silnik jest
chłodzony powietrzem, to tuleje cylindrów są użebrowane.
Rys. 60. Cylindry silników chłodzone powietrzem z tuleją cylindra:
a – żeliwną z ożebrowaniem żeliwnym, b – żeliwną z aluminiowym użebrowaniem [1, s. 7]
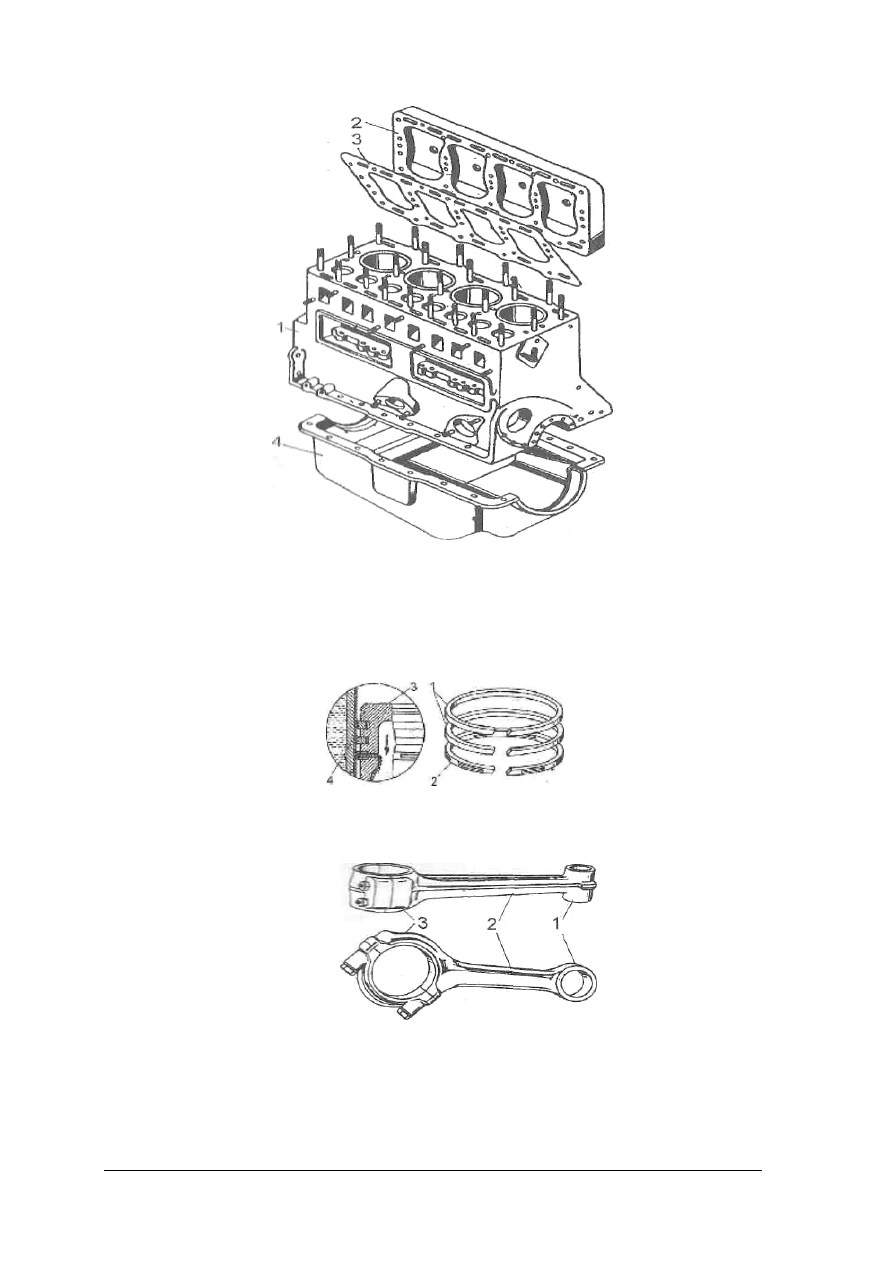
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Rys. 61. Kadłub silnika z głowicą i miską olejową:
1 – kadłub, 2 – głowica, 3 – uszczelka, 4 –misa olejowa [1, s. 7]
Na bocznej powierzchni tłoka wykonane są gniazda w postaci rowków na pierścienie
tłokowe uszczelniające lub smarujące (rys. 62), zwane zgarniającymi. Sworzeń tłokowy łączy
tłok z korbowodem. Przesunięcie sworznia wzdłuż osi uniemożliwiają sprężyste pierścienie
umieszczone w rowkach tłoka.
Rys. 62. Pierścienie tłokowe: 1 – pierścienie uszczelniające,
2 – pierścienie zgarniające, 3 – tłok, 4 – tuleja cylindrowa [1, s. 7]
Rys. 63. Korbowód: 1 – główka, 2 – trzon, 3 – łeb [1, s. 8]
Korbowód (rys. 63) łączy tłok z wałem korbowym. Składa się on z główki, trzonu i łba
obejmującego czop wału korbowego. W główkę wtłoczona jest, jako łożysko sworznia
tłokowego, tuleja z brązu. Łeb korbowodu, zwany stopą, jest dzielony, jeżeli są zastosowane

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
panewki wylane stopem łożyskowym, natomiast w silnikach wyposażonych w łożyska toczne
łeb jest nie dzielony, a wał korbowy jest łączony z kilku części. Przekrój trzonu korbowodu ma
postać dwuteownika. Zasadniczymi elementami wału korbowego są czopy główne i czopy
korbowodowe. Czopy są połączone ze sobą za pomocą ramion. Czopy główne są
ułożyskowane w skrzyni korbowej silnika, a czopy korbowodowe połączone są obrotowo
z łbem korbowodu. W wałach korbowych są wydrążone kanały umożliwiające doprowadzenie
oleju do czopów. Na końcu wału jest przeważnie montowane koło zamachowe. Na drugim
końcu wału montuje się koło rozrządu.
Układ korbowo-tłokowy charakteryzują następujące wielkości:
–
skok,
–
objętość skokowa,
–
objętość komory sprężania,
–
stopień sprężania.
Skokiem nazywamy odległość między zwrotnymi położeniami tłoka w cylindrze. Objętość
skokowa Vs jest iloczynem powierzchni przekroju cylindra i skoku. Najmniejszą objętość
przestrzeni roboczej cylindra (przy końcu suwu sprężania), nazywamy objętością komory
sprężania V
K
.
Stosunek objętości całkowitej przestrzeni roboczej V
K
+V
S
do objętości komory
sprężania V
K
nazywamy stopniem sprężania e
–
niskoprężne – e < 12 silniki z zapłonem iskrowym,
–
wysokoprężne – e > 12 silniki z zapłonem samoczynnym.
Układ rozrządu (rys. 64) steruje wlotem mieszanki paliwowej do komory spalania oraz
wylotem spalin. Układ rozrządu silników czterosuwowych składa się z:
–
zaworów ssących,
–
zaworów wydechowych,
–
sprężyn zaworów,
–
popychaczy,
–
wału bądź wałów rozrządu,
–
przekładni rozrządu.
Układ rozrządu w silnikach czterosuwowych może być:
–
górnozaworowy,
–
dolnozaworowy.
Schematy dwóch układów przedstawiono na rysunku. W układach górnozaworowych
komory sprężania mają kształt kulisty. Taki kształt komory sprężania umożliwia szybsze
i pełne spalanie mieszanki, lepszy rozkład ciśnienia roboczego (spalin) na denko tłoka podczas
suwu pracy. W układzie dolnozaworowym komora sprężania ma kształt wydłużony. Utrudnia
to proces spalania i rozkład ciśnienia spalin w procesie suwu pracy jest mniej korzystny.
Obecnie w silnikach spalinowych są stosowane głównie układy górnozaworowe.
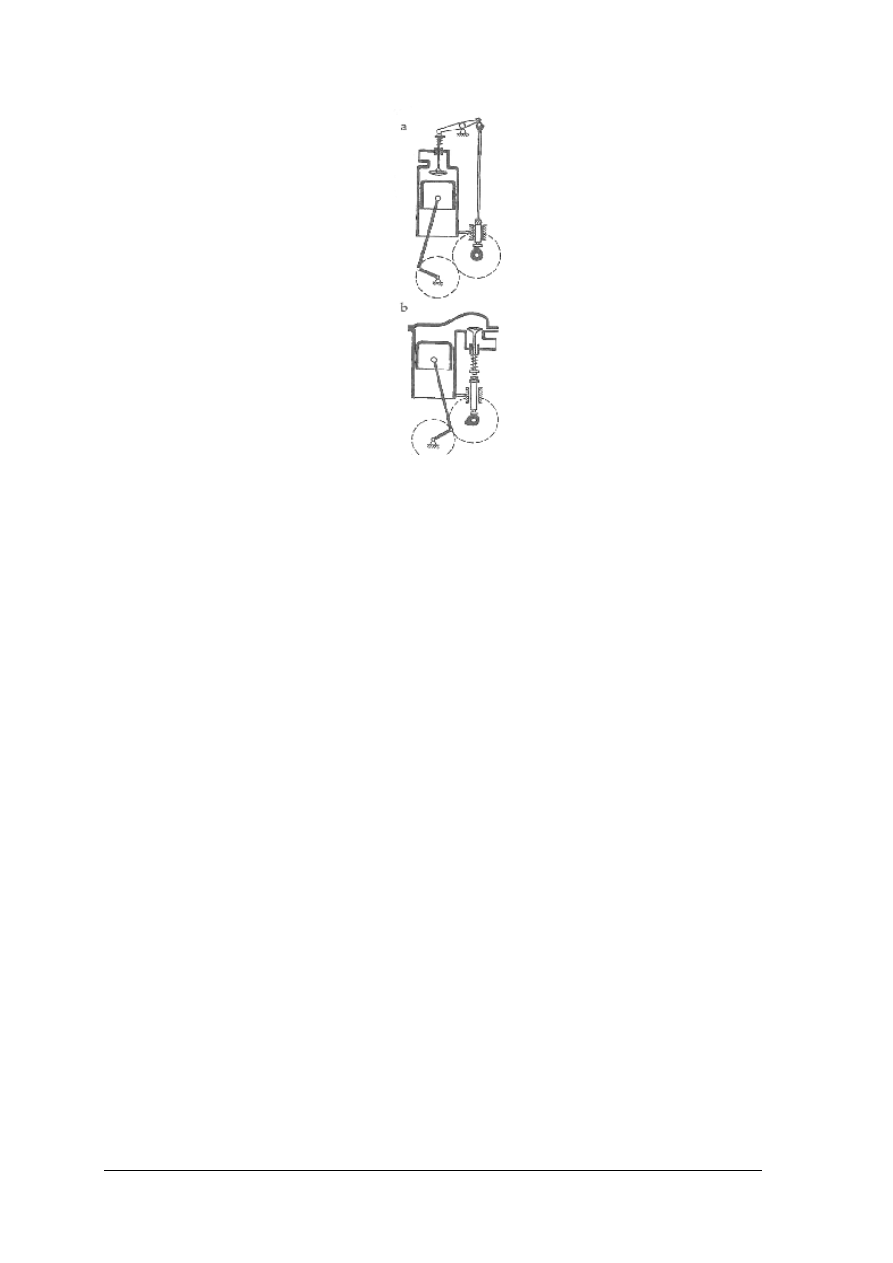
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Rys. 64. Układy rozrządu silnika: a – górnozaworowy, b – dolnozaworowy [1, s. 9]
W lekkich silnikach dwusuwowych, stosowanych w motocyklach i pilarkach, układ
rozrządu stanowią odpowiednio usytuowane otwory (wlotowy, przelotowy i wylotowy).
Ssanie mieszanki paliwowej z gaźnika, przetłaczanie jej przez otwór przelotowy do cylindra
i przepłukiwanie cylindra odbywa się dzięki podciśnieniu i nadciśnieniu wytwarzanemu
w skrzyni korbowej.
Układ zasilania w silnikach niskoprężnych składa się ze:
–
zbiornika na paliwo,
–
przewodów paliwowych,
–
filtru powietrza,
–
pompy paliwowej,
–
gaźnika lub wtryskiwaczy,
–
przepływomierza powietrza,
–
silniczka krokowego,
–
sondy lambda,
–
procesora, który decyduje o składzie mieszanki paliwowo powietrznej.
Powietrze zasysane do cylindra przechodzi przez filtr. Ilość pyłu zawarta w 1m³
zasysanego powietrza waha się w granicach 0,001–0,250g. Silnik zużywa 11–17m³ powietrza
na 1kg zużytego paliwa. Gdyby nie było filtru, to silnik o mocy około 50KW w ciągu 8h pracy
zassałby w średnich warunkach zapylenia do 200g pyłu.
W silnikach znajdują zastosowanie filtry:
–
suche,
–
bezwładnościowe,
–
kombinowane.
Wkład filtrujący może być wykonany z siatek, tkaniny, włosia lub włókna. Filtry należy
systematycznie oczyszczać z pyłu i okresowo wymieniać.
Pompa paliwowa przetłacza paliwo ze zbiornika do gaźnika lub do wtryskiwaczy. Pompy
stosowane to przeponowe, wirowe.
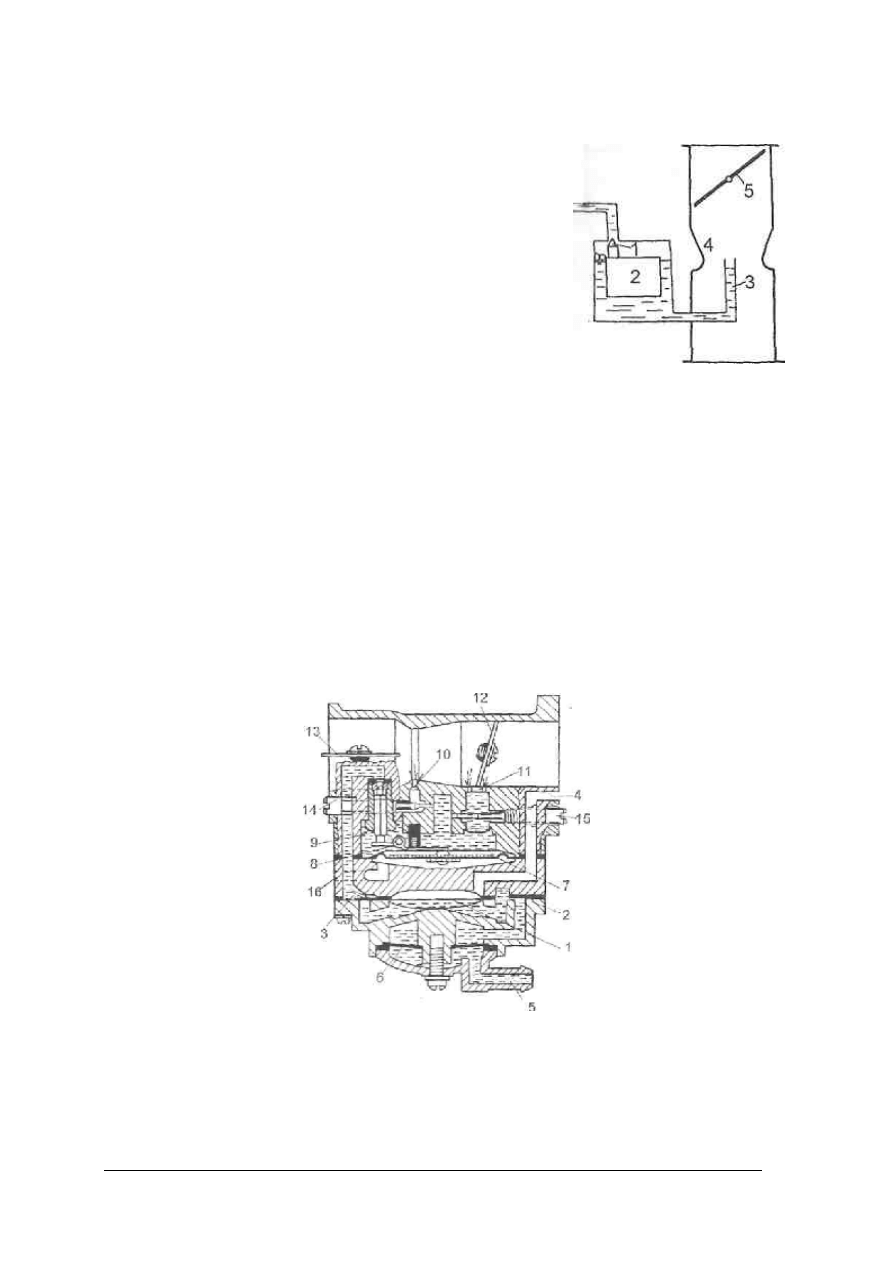
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
Elementem układu zasilania może być gaźnik (rys. 65). W zależności od sposobu
utrzymywania poziomu paliwa gaźniki dzielą się na:
Pływakowe,
mogą
pracować
tylko
w
pozycji
horyzontalnej.
Komora mieszania składa się z:
–
gardzieli,
–
przepustnicy mieszanki,
–
rozpylacza.
Rys. 65. Gaźnik pływakowy:
1 –
zawór iglicowy, 2 – pływak, 3 – rurka rozpylacza
głównego (dysza), 4 – gardziel, 5 – przepustnica
mieszanki [1, s. 11]
Przekrój poprzeczny gardzieli jest mniejszy od przekroju poprzecznego rury ssącej i dzięki
temu strumień powietrza przepływa przez gardziel z dużą prędkością. Wzrost prędkości
strumienia, czyli wzrost jego energii kinetycznej, powoduje spadek energii potencjalnej
strumienia, czyli spadek ciśnienia.
Dzięki różnicy ciśnień w komorze pływakowej i gardzieli z dyszy rozpylacza wypływa
paliwo. Dysza jest to kalibrowany otwór, od którego wielkości zależy, ile paliwa będzie
wypływać z rozpylacza w jednostce czasu. Gaźnik elementarny nie nadaje się do silników
pracujących przy zmiennym obciążeniu, gdyż przy małych obciążeniach daje zbyt ubogą
mieszankę, tzn. o dużym nadmiarze po wietrzą, a przy dużych obciążeniach zbyt bogatą.
Gaźniki membranowe (rys. 66), umożliwiają pracę silnika w różnych pozycjach,
stosowane są w pilarkach spalinowych.
Rys. 66. Schemat gaźnika membranowego: 1 – przepona pompki membranowej, 2 – zawór ssący, 3 – zawór
tłoczący, 4 – kanał łączący gaźnik ze skrzynią korbową, 5 – kanał łączący gaźnik ze zbiornikiem
paliwowym, 6 -filtr siatkowy, 7 – membrana gaźnika regulująca położenie iglicy zaworu,
8 – dźwigienka iglicy, 9 – iglica, 10 – rozpylacz główny, 11 – rozpylacze biegu jałowego,
12 – przepustnica mieszanki paliwowej, 13 – przepustnica powietrza regulująca prędkość powietrza
w gardzieli gaźnika, 14 – śruba regulująca dopływ paliwa do rozpylacza głównego, 15 – śruba
regulująca dopływ paliwa do rozpylacza biegu jałowego, 16 – kanalik łączący przestrzeń pod
membraną gaźnika z atmosferą [1, s. 14]
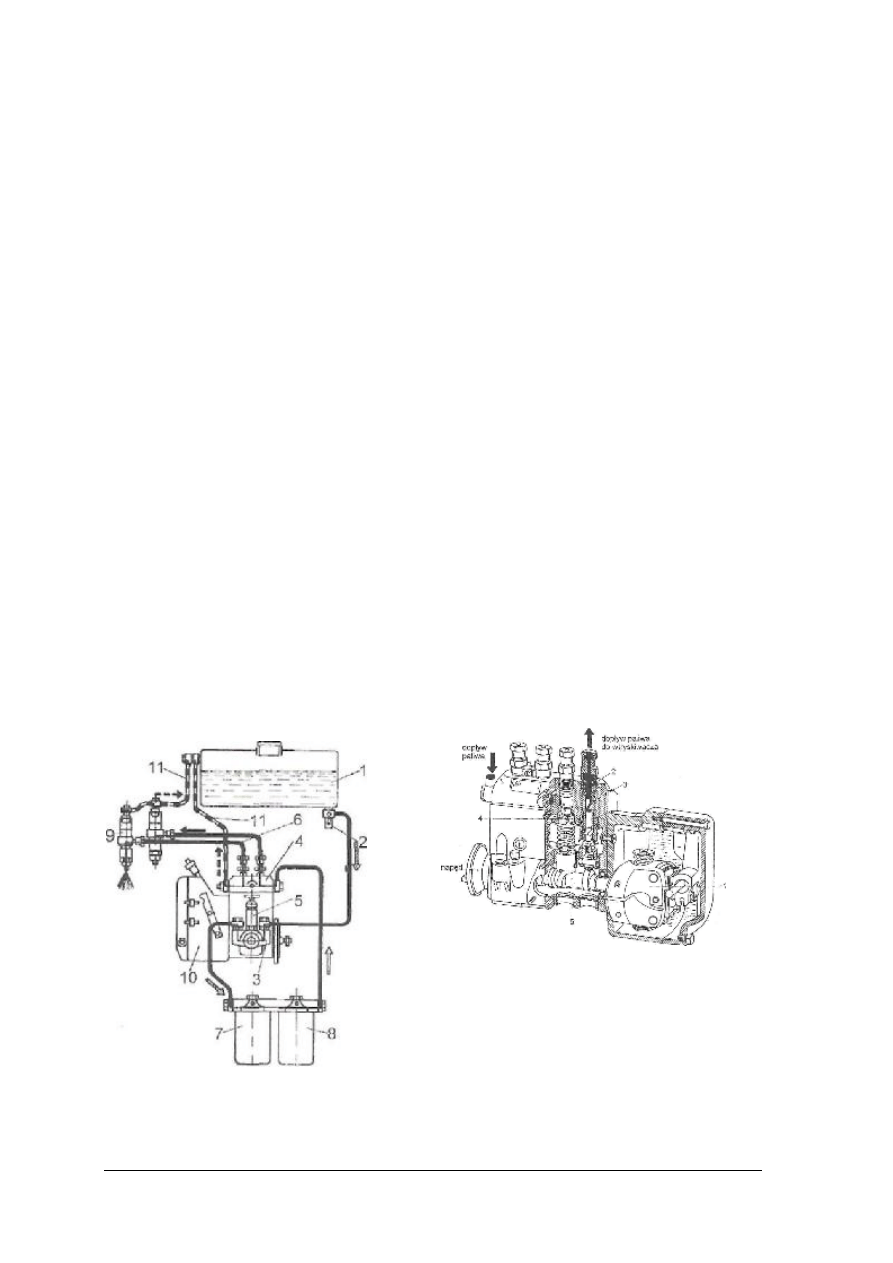
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
W silnikach samochodowych stosowane są wtryskiwacze. Wtryskowy układ zasilania
silników z zapłonem iskrowym polega na dostarczeniu paliwa w sposób ciągły lub okresowy
do kanału dolotowego, w którym miesza się paliwo ze strumieniem powietrza. Mieszanka
paliwowo-powietrzna przedostaje się przez zawór do przestrzeni roboczej cylindra. Do
sterowania dawkowaniem stosuje się najczęściej układy elektroniczne między innymi czujnik
zwany sondą Lambda, sonda znajduje się w kolektorze wylotowym i analizuje skład spalin. Na
tej podstawie komputer ustala dawkę paliwa potrzebną w danej chwili.
Układ zasilania silników wysokoprężnych
W silnikach wysokoprężnych układ zasilania składa się ze:
–
zbiornika paliwa,
–
przewodów paliwowych niskiego ciśnienia,
–
pompy paliwowej zasilającej niskiego ciśnienia,
–
filtru bądź filtrów paliwowych,
–
pompy wtryskowej,
–
przewodów wysokiego ciśnienia,
–
wtryskiwaczy,
–
przewodów odpływowych.
Zbiornik na paliwo musi być szczelnie zamknięty, aby uniemożliwić przenikanie pyłu
z otoczenia do paliwa. Pompy zasilające w silnikach wysokoprężnych mogą być membranowe
lub tłokowe. Filtr paliwa w układzie zasilania musi wychwytywać najdrobniejsze
zanieczyszczenia mechaniczne rzędu kilku mikronów.
Najczęściej silniki te mają dwa lub trzy filtry, przez które kolejno przepływa paliwo.
Wkłady każdego kolejnego filtru mają coraz mniejsze otwory.
Głównym elementem układu zasilania (rys. 67) jest pompa wtryskowa (rys. 68).
Najczęściej zastosowanie znajduje pompa typu tłokowego, której każdy cylinder tłoczy paliwo
do odpowiedniego cylindra silnika. Tłoki pompy ze względu na nieduże rozmiary nazywane są
tłoczkami. Wszystkie tłoczki są poruszane przez wał krzywkowy pompy, który jest najczęściej
napędzany przez przekładnię zębatą od wału korbowego silnika. W górnej części cylinderka
pompy znajdują się dwa otwory, z których jeden jest zasilający, a drugi przelewowy. W denku
cylinderka jest zainstalowany zawór odcinający, zamknięty stale sprężyną. Pod wpływem
ciśnienia panującego w komorze tłocznej następuje otwarcie zaworu i paliwo przedostaje się
do przewodów wysokiego ciśnienia.
Rys. 68. Czterosekcyjna pompa wtryskowa
(tłoczkowa z regulatorem obrotów): 1 – regulator odśrodkowy,
2 – zawór odcinający, 3 – cylinderek z tłoczkiem, 4 – tuleja
regulacyjna z wieńcem zębatym,
5 – wałek krzywkowy [1, s. 24]
Rys. 67. Schemat układu paliwowego silnika wysokoprężnego: 1 – zbiornik paliwa, 2 – osadnik, 3 – pompa
zasilająca, (tłoczkowa), 4 – pompa wtryskowa, 5 – pompka ręczna, 6 – przewody wysokiego
ciśnienia, 7 – filtr wstępnego oczyszczania, 8 – filtr dokładnego oczyszczania, 9 – wtryskiwacz,
10 – regulator obrotów, 11 – odprowadzenie nadmiaru paliwa (przelew) [1, s. 23]
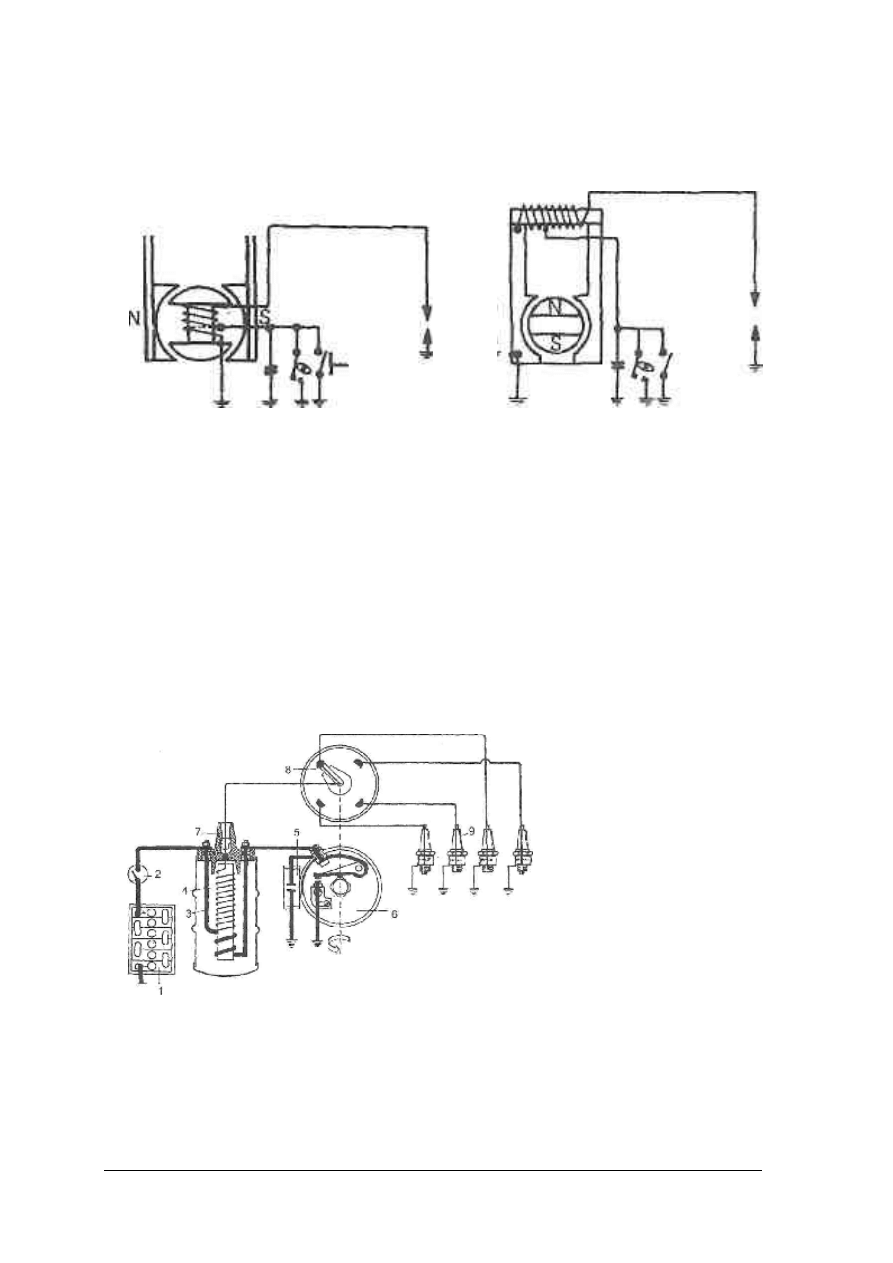
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
Układ zapłonowy (rys. 69 i 70). odpowiada za wytworzeniu w odpowiednim momencie
iskry zapłonowej na świecy zapłonowej. Iskra jest wytworzona przez prąd o dużym napięciu
który tworzy zwarcie między elektrodami świecy zapłonowej, będąc inicjatorem wybuchu
mieszanki paliwowo-powietrznej.
Rys. 69. Iskrownikowy układ zapłonowy Rys. 70. Iskrownikowy układ zapłonowy
z wirującym uzwojeniem [1, s. 15] z wirującym magnesem [1, s. 15]
Bateryjny układ zapłonowy (rys. 71).
Akumulator magazynuje energię elektryczną w postaci energii chemicznej. Pobierając
z akumulatora energię, rozładowujemy go. Pojemność akumulatora określana jest iloczynem
natężenia prądu wyładowania i czasu trwania wyładowania. Jednostką pojemności akumulatora
jest amperogodzina (Ah). W pojazdach akumulator jest stale doładowywany przez prądnicę lub
alternator.
Obwód niskiego napięcia składa się ze: źródła energii elektrycznej, przewodów,
przerywacza i równolegle cło niego podłączonego kondensatora oraz z pierwotnego uzwojenia
cewki zapłonowej.
Obwód wysokiego napięcia składa się z wtórnego uzwojenia cewki, rozdzielacza,
przewodów oraz świec zapłonowych.
Ważnym elementem układu zapłonowego jest świeca, która wytwarza iskrę elektryczną.
Rys. 71. [1, s. 16]
Akumulatorowy
układ
zapłonowy
silnika czterocylindrowego:
1 – akumulator,
2 – wyłącznik zapłonu,
3 – uzwojenie pierwotne,
4 – uzwojenie wtórne,
5 – kondensator,
6 – przerywacz,
7 -cewka zapłonowa,
8 – rozdzielacz,
9 – świece zapłonowe
Układ smarowania (rys. 72) ma za zadanie doprowadzanie oleju do trących się części
silnika. W silnikach czterosuwowych olej przeznaczony do smarowania znajduje się w skrzyni
korbowej. W zależności od sposobu doprowadzania oleju do łożysk głównych i korbowych
układy smarowania dzieli się na:
a) rozbryzgowe, b) ciśnieniowe, c) mieszane.
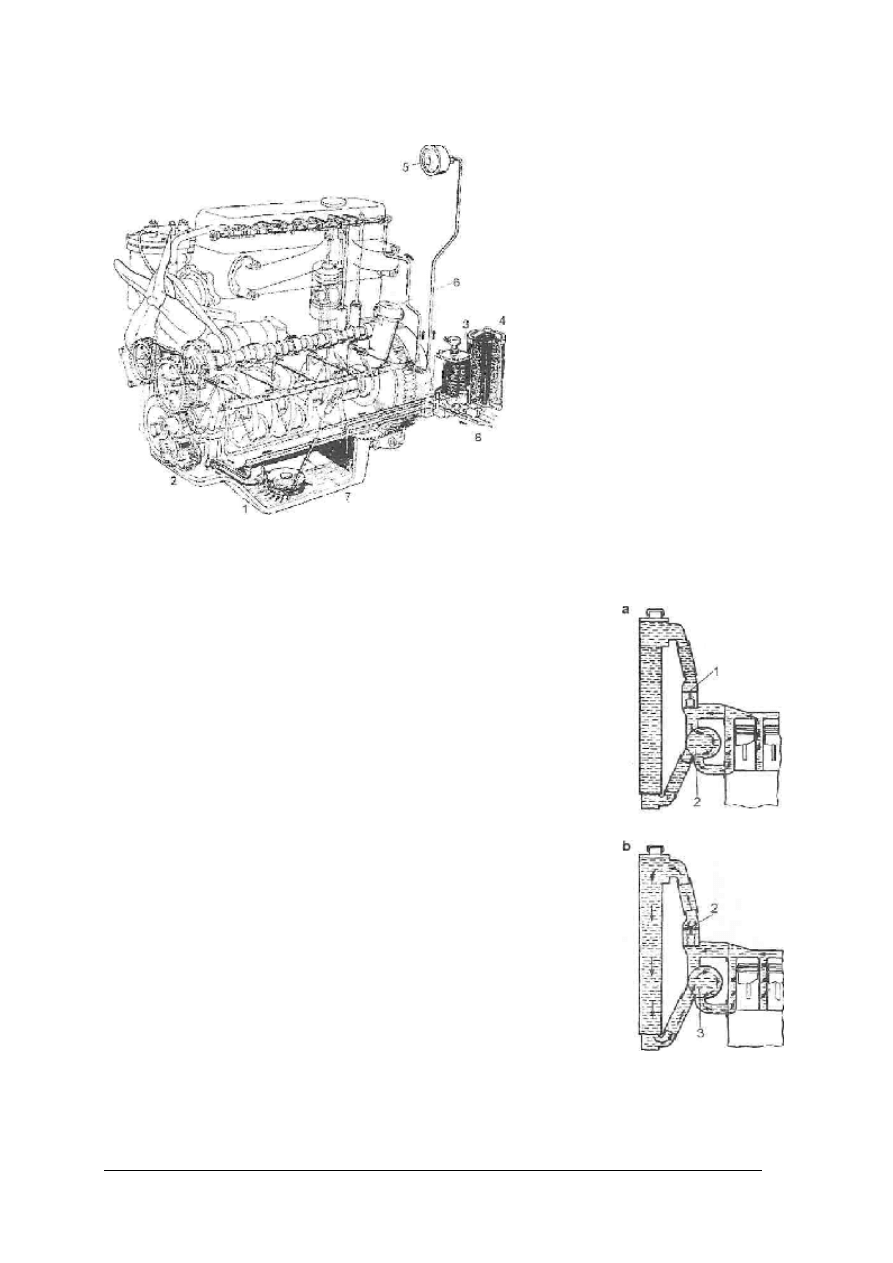
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
Typowy układ smarowania składa się z:
― miski olejowej,
― filtru siatkowego,
― pompy olejowej,
― przewodów rozdzielczych,
― filtrów (wstępnego oczyszczania
i dokładnego oczyszczania),
― przewodów doprowadzających
olej do miejsc smarowania.
Rys. 72. Schemat smarowania silnika : 1 – filtr siatkowy wstępnego oczyszczania, 2 – pompa, 3 -filtr
wstępnego oczyszczania, 4 – filtr dokładnego oczyszczania, 5 – czujnik wskaźnika ciśnienia oleju, 6 – wlew
oleju, 7 – wskaźnik poziomu oleju, 8 – zawór przelewowy [1, s. 17]
Układ chłodzenia (rys. 73) W silnikach spalinowych są stosowane
dwa rodzaje układów chłodzenia:
–
wodny,
–
powietrzny.
Układ powietrzny sprowadza się do odpowiedniego użebrowania
zewnętrznych ścianek cylindra oraz doprowadzenia strumienia
chłodnego powietrza. W silnikach chłodzonych cieczą zewnętrzne
ścianki cylindra są omywane cieczą. Warunki chłodzenia zmieniają się
w zależności od prędkości przepływu cieczy i intensywności
chłodzenia.
W silnikach pojazdów stosowany jest wymuszony układ
chłodzenia obiegowego. W układzie tym pompa wymusza obieg
cieczy w momencie odpowiedniego nagrzania silnika. Ciecz płynie
cienkimi rurkami w chłodnicy, a między rurkami przepływa
powietrze. W celu zwiększenia przepływu powietrza przez chłodnicę,
montuje się wentylator. Aby silnik efektywniej pracował musi
osiągnąć optymalną temperaturę około 80ºC, cel ten ułatwia osiągnąć
termostat dzielący układ na obieg mały i duży. Duży obieg odmyka
się gdy mały osiągnie temperaturę 80ºC.
Rys. 73. Zasada działania termostatu:
a – obieg przy zamkniętym termostacie, b – obieg przy otwartym termostacie; 1 – otwarty zawór termostatu,
2 – zamknięty zawór termostatu, 3 – pompa wodna [1, s. 20]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
4.1.1. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak nazywamy maszynę, która stłacza powietrze powyżej 0,2MPa?
2. Jak działa sprężarka tłokowa?
3. Gdzie ma zastosowanie sprężone powietrze?
4. Jak działa chłodziarka?
5. Jakie wyróżniamy rodzaje pomp?
6. Jakie znasz elementy hydrauliki siłowej?
7. Czym różni się hydrauliczny silnik zębaty od hydraulicznej pompy zębatej?
8. Jakie parametry charakteryzują pompę?
9. Czym różni się siłownik hydrauliczny od silnika hydraulicznego?
10. Co to jest prądnica?
11. Co to jest silnik elektryczny?
12. Jak oznaczamy kable w instalacji elektrycznej?
13. Jak działa silnik spalinowy dwusuwowy?
14. Jak działa silnik spalinowy czterosuwowy niskoprężny i wysokoprężny?
15. Jaką funkcję w silniku pełni układ zapłonowy?
16. Jaką funkcję w silniku pełni układ zasilania?
17. Jaką funkcję w silniku pełni układ korbowo-tłokowy?
18. Jaką funkcję w silniku pełni układ rozrządu?
19. Jaką funkcję w silniku pełni układ chłodzenia?
20. Jaką funkcję w silniku pełni układ smarowania?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wybierz spośród zaprezentowanych przez nauczyciela pomp wariant najlepiej nadający się
do hydrauliki siłowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać uważnie rozdział materiał nauczania, urządzenia hydrauliczne
2) wyróżnić cechy pompy siłowej,
3) spośród przygotowanych modeli wybrać odpowiednią pompę,
4) omówić zasadę działania wybranej pompy.
Wyposażenie stanowiska:
−
przekroje pomp,
−
poradnik dla ucznia.
Ćwiczenie 2
Na podstawie sprężarki tłokowej i osiowej przedstaw zasadę działania sprężarek. Podaj
zastosowanie, wady i zalety poszczególnych sprężarek.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać uważnie rozdział materiał nauczania, urządzenia pneumatyczne,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
2) wymienić elementy budowy poszczególnych sprężarek,
3) podać wady i zalety rozwiązań technologicznych,
4) omówić zasadę działania sprężarki tłokowej i osiowej,
5) podać analogię w budowie odnośnie znanych pomp.
Wyposażenie stanowiska:
−
poradnik ucznia,
−
model pompy tłokowej i osiowej.
Ćwiczenie 3
Podłącz prawidłowo silnik prądu stałego jednofazowego do włącznika bezpiecznika. Na
osprzęcie masz oznaczenia. Silnik ma trzy gniazda o oznaczeniu L, N, 0. Jaki kolor przewodu
podłączysz do poszczególnego gniazda? W jakim miejscu umieścisz włącznik a w jakim
bezpiecznik? Jaki należy zastosować przewód (Ile żył? Jaki przekrój drutu? Jaka izolacja?).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać uważnie rozdział materiał nauczania, urządzenia elektryczne,
2) ustalić oznaczenie gniazd silnika,
3) ustalić oznaczenie kabli,
4) odpowiedzieć na pytanie dotyczące doboru przewodu,
5) prawidłowo podłączyć kable w gniazdach.
Wyposażenie stanowiska:
−
poradnik ucznia,
−
silnik elektryczny prądu stałego,
−
zestaw przewód elektrycznych
−
włącznik i bezpiecznik.
Ćwiczenie 4
Przedstaw funkcję termostatu w układzie chłodzenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać uważnie rozdział materiał nauczania układ chłodzenia,
2) narysować schemat układu chłodzenia,
3) na czerwono oznaczyć mały obieg,
4) na niebiesko oznaczyć duży obieg,
5) wyjaśnić rolę termostatu w układzie chłodzenia.
Wyposażenie stanowiska:
−
poradnik ucznia,
−
arkusz papieru A4,
−
niebieski, czerwony i czarny flamaster,
−
model silnika spalinowego z chłodzeniem cieczą,
−
model termostatu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
Ćwiczenie 5
Przedstaw budowę i funkcję pompy wtryskowej w układzie zasilania silników Diesla.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać uważnie rozdział materiał nauczania: silniki spalinowe i układ zasilania,
2) narysować schemat układu zasilania,
3) na czerwono oznaczyć część układu zasilania gdzie występuje duże ciśnienie,
4) na niebiesko oznaczyć część układu zasilania gdzie występuje małe ciśnienie,
5) wyjaśnić rolę wtryskiwacza w układzie zasilania.
Wyposażenie stanowiska:
−
poradnik ucznia,
−
arkusz papieru A4,
−
niebieski, czerwony i czarny flamaster,
−
film dydaktyczny z zasadą działania silników spalinowych,
−
model pompy wtryskowej,
−
model wtryskiwacza.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować pojęcia wentylator, dmuchawa, sprężarka?
2) rozróżnić elementy sprężarki?
3) wyjaśnić zasadę działania chłodziarki?
4) rozróżnić rodzaje pomp?
5) wyjaśnić czym różni się siłownik od silnika hydraulicznego?
6) zdefiniować różnicę w budowie siłownika hydraulicznego i silnika
hydraulicznego?
7) wyjaśnić zasadę działania prądnicy?
8) wyjaśnić zasadę działania silnika elektrycznego?
9) rozróżnić oznaczenia przewodów elektrycznych?
10) określić zadania układu rozrządu?
11) określić zadania układu chłodzenia?
12) określić zadania układu smarowania?
13) określić zadania układu zasilania?
14) określić zadania układu zapłonowego?
15) określić zadania układu korbowo-tłokowego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 25 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Zadania wymagają stosunkowo prostych obliczeń, które powinieneś wykonać przed
wskazaniem poprawnego wyniku.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9. Na rozwiązanie testu masz 45 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Kwadrat o boku 210 mm należy rysować na arkuszu
a) A2.
b) A3.
c) A4.
d) A5.
2. Przekrój zaznaczamy linią
a) punktową cienką.
b) ciągłą cienką.
c) ciągłą grubą.
d) łamaną.
3. Rysunek techniczny maszynowy jest wymiarowany w
a) metrach.
b) calach.
c) centymetrach
d) milimetrach.
4. Do obróbki plastycznej najbardziej nadaje się
a) miedź.
b) mosiądz.
c) stal.
d) żeliwo.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
5. Stopem żelaza z węglem o zawartości węgla do 2% jest
a) brąz.
b) mosiądz.
c) żeliwo.
d) stal
6. Patyna jest tlenkiem zabezpieczającym przed korozją
a) stal.
b) miedz.
c) cynk.
d) ołów.
7. Tłoki silników spalinowych są produkowane techniką
a) plastycznej obróbki metalu.
b) odlewniczej obróbki metalu.
c) mechanicznej obróbki metalu.
d) cieplnej obróbki metalu.
8. Poprzez zabieg odpuszczania polepszamy
a) twardość.
b) udarność.
c) odporność na ścieranie.
d) odporność na korozję.
9. Nawęglanie jest to operacja związana z obróbką
a) mechaniczną.
b) plastyczną.
c) cieplną.
d) cieplno-chemiczną.
10. Poprzez galwanizację zwiększamy odporność przedmiotów na
a) korozję.
b) ścieranie.
c) wysoką temperaturę.
d) odkształcanie.
11. Elektrochemiczna ochrona przed korozją polega na
a) malowaniu farbą przeciw korozji.
b) podłączeniu do chronionego przedmiotu katody.
c) podłączenia do chronionego bieguna anody.
d) cyjanowaniu.
12. Przed połączeniem metodą skurczowo rozprężną
a) ogrzewamy wał i oziębiamy piastę.
b) oziębiamy wał i ogrzewamy piastę.
c) oziębiamy piastę i. ogrzewamy wał.
d) oziębiamy wał i oziębiamy piastę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
13. Elementem przekazującym moment obrotowy między wałami jest
a) łożysko.
b) oś.
c) panewka.
d) sprzęgło.
14. Elementem maszyny zwalniającym lub zatrzymującym części będące w ruchu jest
a) sprzęgło.
b) łożysko.
c) hamulec.
d) wał.
15. Maszyną stłaczającą gaz do ciśnienia powyżej 0,2 MPa jest
a) wentylator.
b) dmuchawa.
c) sprężarka.
d) silnik pneumatyczny.
16. Siłownik hydrauliczny jest napędzany przez
a) silnik spalinowy.
b) silnik elektryczny.
c) sprężarkę.
d) pompę.
17. Twornik jest elementem
a) silnika elektrycznego.
b) silnika spalinowego.
c) prądnicy,
d) sprężarki.
18. Silnik prądu stałego są stosowane w
a) wiertarkach.
b) prostownikach.
c) rozrusznikach samochodowych.
d) transformatorach.
19. Zaletą silnika dwusuwowego jest
a) czystość spalin.
b) duża moc przy małej pojemności.
c) małe zużycie oleju silnikowego.
d) małe zużycie paliwa.
20. Silnik Diesla
a) jest zasilany mieszanką paliwowo-olejowo-powietrzną.
b) ma stopień sprężania powyżej 12.
c) ma bateryjny układ zapłonowy.
d) ma iskrownikowy układ zapłonowy

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
21. Pierścień zgarniający występuje w budowie układu
a) korbowo tłokowy.
b) zapłonowego.
c) smarowania.
d) chłodzenia.
22. Pompa wodna występuje w budowie układu
a) korbowo tłokowy.
b) zapłonowego.
c) zasilania.
d) chłodzenia.
23. Kowadełko występuje w budowie układu
a) korbowo tłokowy.
b) zapłonowego.
c) zasilania.
d) chłodzenia.
24. Pompa nie występuje w układzie
a) smarowania.
b) rozrządu.
c) zasilania.
d) chłodzenia.
25. Dźwigienka to element układu
a) smarowania.
b) rozrządu.
c) zasilania.
d) chłodzenia.
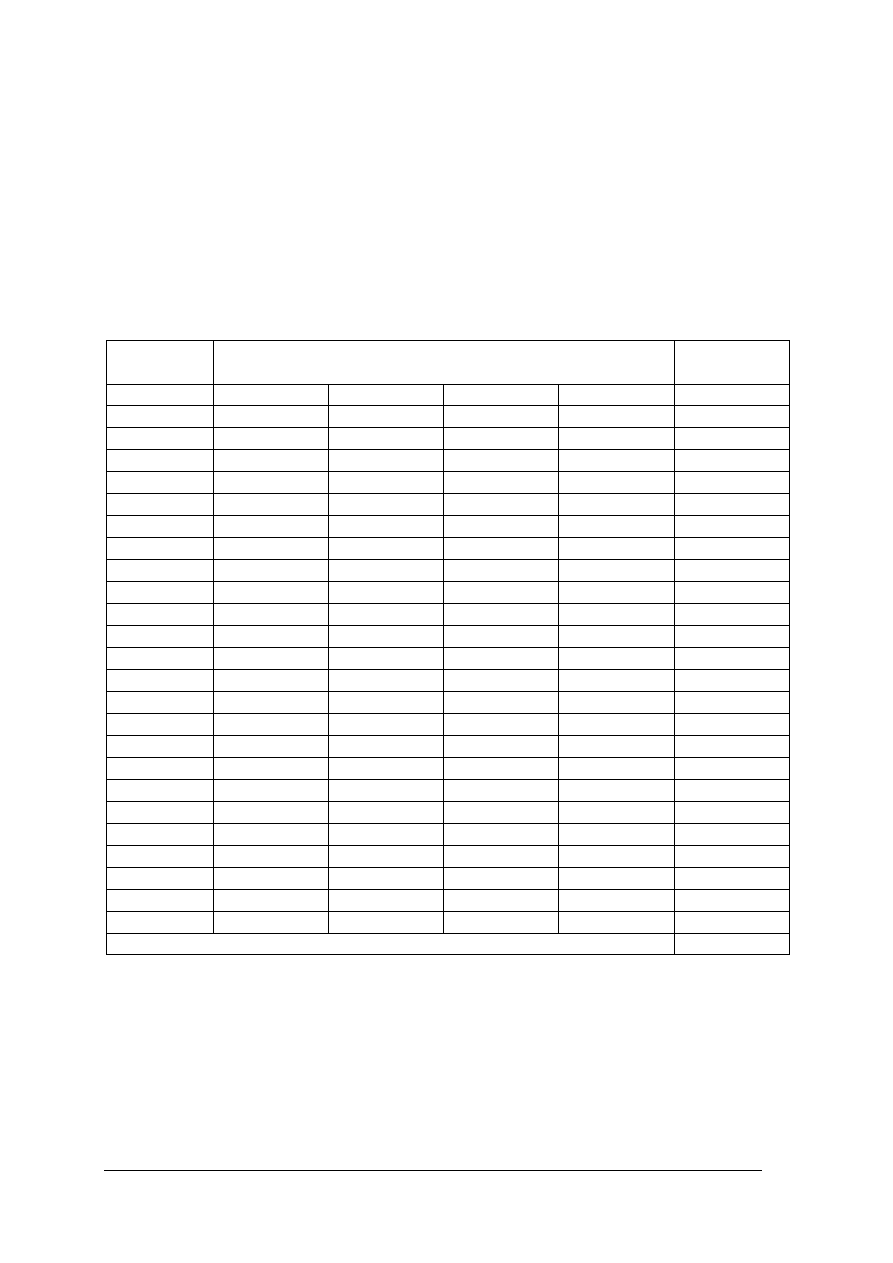
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
KARTA ODPOWIEDZI
Imię i nazwisko.........................................................................................................................
Rozpoznawanie materiałów i elementów konstrukcyjnych maszyn i urządzeń
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
23
a
b
c
d
24
a
b
c
d
25
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
6. LITERATURA
1. Botwin J, Botwin M. Maszynoznawstwo leśne dla techników leśnych cz. II.: Fundacja
Rozwój SGGW Warszawa 1998
2. Botwin M. Kunceba P. Maszynoznawstwo leśne dla klas I techników leśnych PWRiL
Warszawa 1983
3. Etzold H.R Sam naprawiam samochód opel Astra. Wydawnictw komunikacji i łączności
Warszawa 2004
4. Górecki A.: Technologia ogólna, podstawy technologii mechanicznych. WSiP, Warszawa
1991
5. Hatt H. F. Z.: Rysunek techniczny Oficyna Edytorska. Wydawnictwo Świat, Warszawa
1996
6. Kurdziel R. Elektrotechnika dla ZSZ część I WSiP, Warszawa 1983
7. Kurdziel R. Elektrotechnika dla ZSZ część II WSiP, Warszawa 1993
8. Dobrzański T. Rysunek techniczny maszynowy, WNT Warszawa 1994
9. Wikipedia Wolna Encyklopedia – zasoby Internetu (pl.wikipedia.org).
10. Botwin M, Botwin J. Maszynoznawstwo leśne dla klas III i IV techników leśnych.:
PWRiL Warszawa 1990
Wyszukiwarka
Podobne podstrony:
07 Rozpoznawanie materiałów i elementów
2 - Stale Konstrukcyjne Obrabiane Cieplnie, ZiIP, Semestr 2, Nauka o Materiałach z Elementami Chemii
06 Dobieranie materiałów konstrukcyjnych
06 Rozpoznawanie elementów, podzespołów i układów
ELEMENTY KONSTRUKCJI NAWIERZCHN, Skrypty, PK - materiały ze studiów, I stopień, SEMESTR 7, Podstawy
2 - Stale Konstrukcyjne Obrabiane Cieplnie, ZiIP, Semestr 2, Nauka o Materiałach z Elementami Chemii
06 Rozpoznawanie elementów obwodów elektrycznych
712[06] S1 01 Rozpoznawanie materiałów stosowanych w systemach suchej zabudowy wnętrz
04 Rozpoznawanie materiałów konstrukcyjnych
15.02.06-Anemia-materiały do wykładu, studia, 4 rok, farmakologia, materiały, C21W15-niedokrwistosci
Rozdział 06, S. Rudnik - materiałoznawstwo
Elementy konstrukcji drewnianych
Rozpoznanie wartości zabytkowych konstrukcji?chowych, cz 2
SPRAWOZDANIE, Akademia Morska, I semestr, Materiały i elementy
K4 Koncentracja naprężeń w elementach konstrukcji stalowej
Ćwiczenie 13 Badanie materiałów i elementów półp
więcej podobnych podstron