8. Zastosowanie wiertarek w procesie technologicznym
83
8.4. WIERCENIE GŁĘBOKICH OTWORÓW
Za otwory głębokie uważa się otwory o stosunku długości do średnicy otwo-
ru powyżej 10 (L/d>10).
Podstawowym problemem występującym podczas wykonania głębokich otworów
to:
• odprowadzenie wiórów ze strefy obróbki,
• odprowadzenie dużej ilości ciepła wytwarzanego w trakcie obróbki.
Problemy te występują nawet w przypadku zwykłego wiercenia wiertłem krętym
w przypadku kiedy stosunek L/d=5, co wymaga kilkakrotnego nawet wycofywania
wiertła z otworu celem usunięcia wiórów ze strefy obróbki. Konstrukcja wierteł do
wiercenia głębokich otworów winna więc umożliwić rozwiązanie przedstawionych
wyżej problemów.
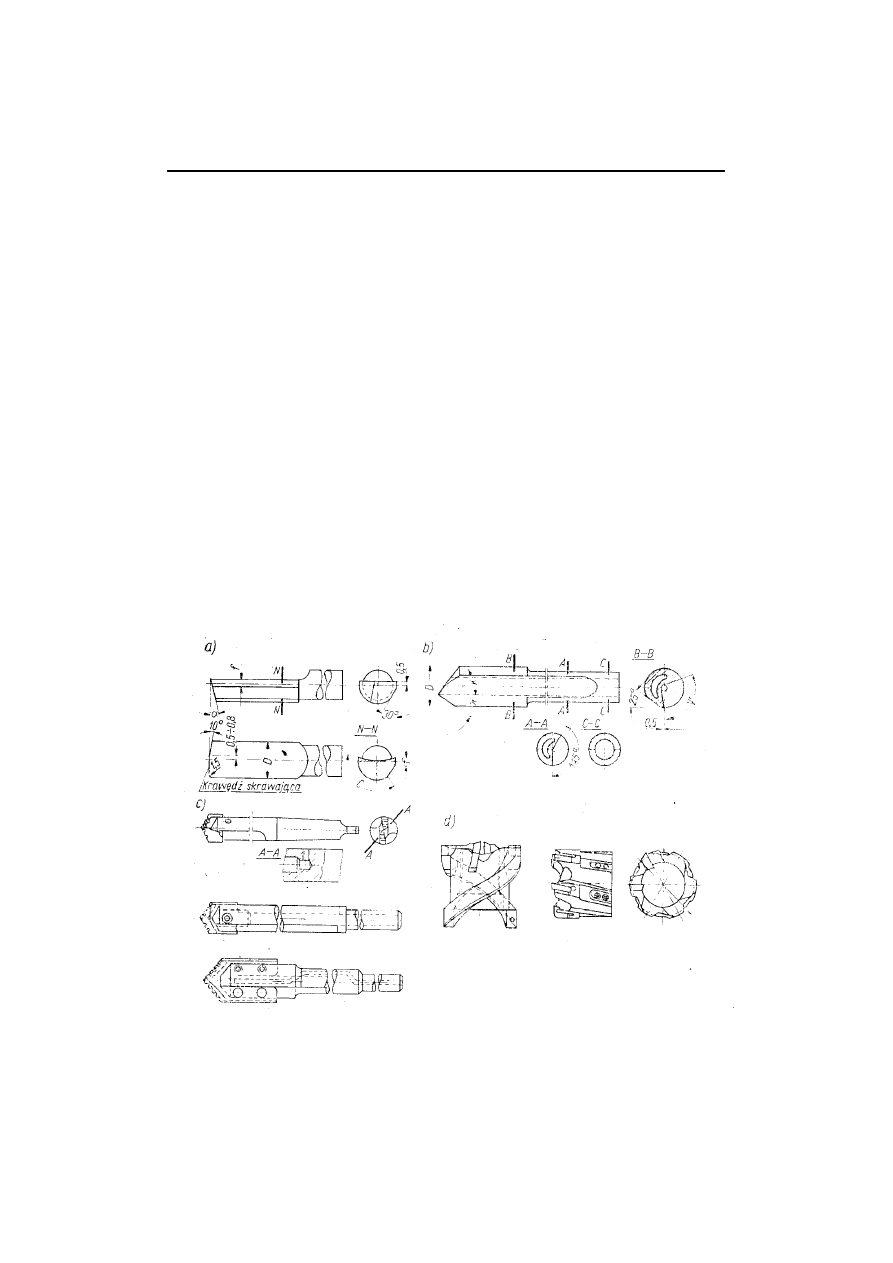
Na rys. 8.10 przedstawiono wiertła przeznaczone do wykonywania głębo-
kich otworów. Na rys.8 10c przedstawiono wiertło piórkowe służące do wykony-
wania otworów o małych głębokościach, ale również małych średnicach 0,05 do
0,8 mm. Ostrze w postaci płytki zamocowane jest w przedłużaczu rurowym. Dzię-
ki takiemu ukształtowaniu narzędzia (ostrze—płytka) istnieje stosunkowo duża
przestrzeń do gromadzenia i wyprowadzania wiórów powstających w trakcie ob-
róbki. Kolejny rysunek (rys.8.10b) przedstawia wiertło lufowe. Charakterystyczny
dla tego wiertła jest otwór, którym doprowadzony jest do strefy obróbki płyn ob-
Rys.8.10. Narzędzia do wykonywania głębokich otworów: wiertło działowe (a), lufowe (b),
piórkowe (c), trepanacyjne (d)
8. Zastosowanie wiertarek w procesie technologicznym
84
róbkowy chłodzący strefę skrawania. Do wykonania otworów o większych średni-
cach stosowane jest wiertło działowe (rys.8.10c) i trepanacyjne (rys.8.10d). Współ-
czesną technologią wiercenia głębokich otworów jest stosowanie wiertła eżektoro-
wego tzw. głowicy (rys.8.11).
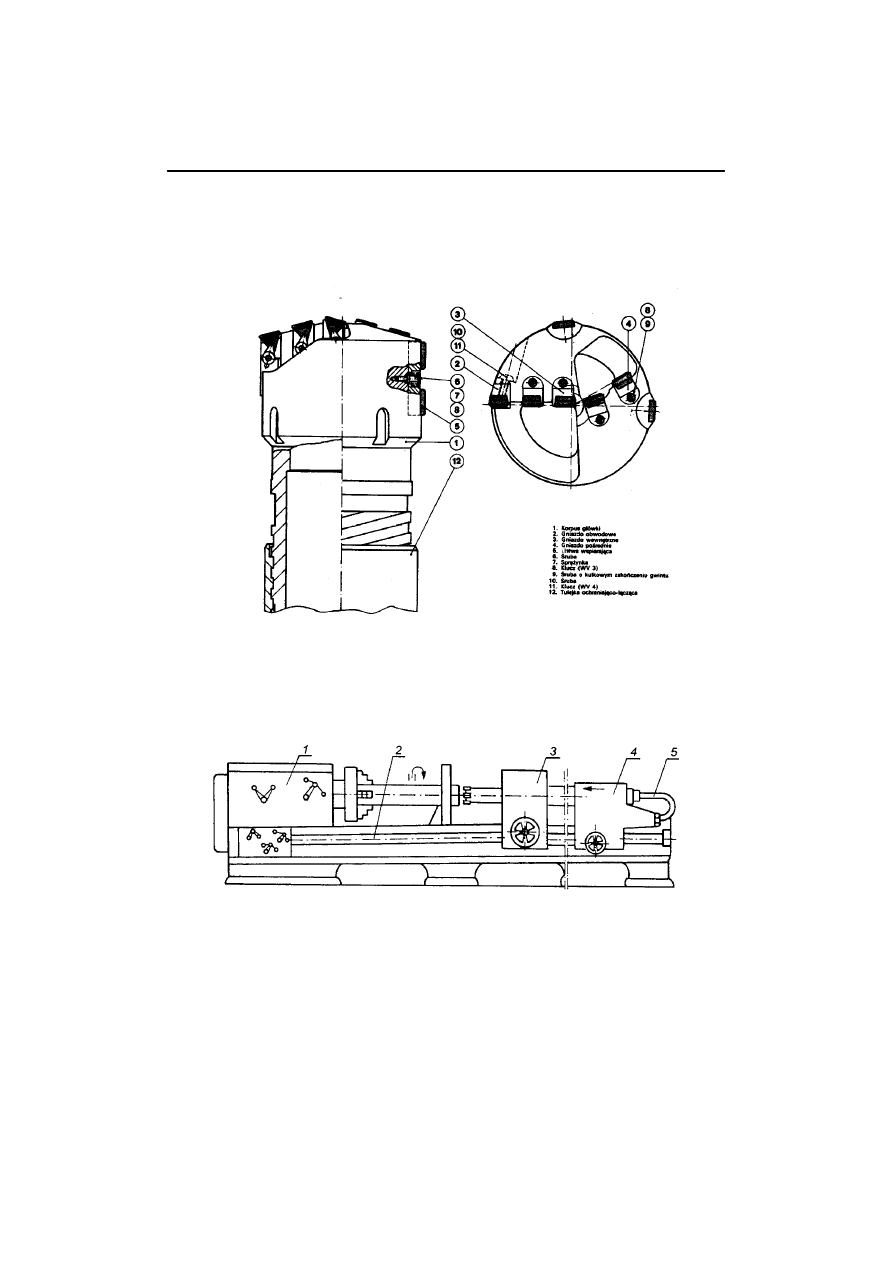
Głowicę taką mocuje się na wiertarce do głębokich otworów (rys.8.12).
Wiertło eżektorowe mocowane jest w uchwycie skrzynki posuwu (3) wykonującej
ruch posuwowy. Na tym samym łożu znajduje się suport (4) połączony z głowicą
wiertarską znajdującą się w skrzynce posuwów rurą przez którą doprowadzony jest
pod ciśnieniem olej (5). Przedmiot zamocowany jest w uchwycie na wrzecionie
wychodzącym z wrzeciennika. Dzięki temu uzyskuje on ruch obrotowy (podobnie
jak na tokarce). Posuw skrzyni posuwów realizowany jest przez układ sprawdzony
Rys.8.11 Konstrukcja głowicy wiertarskiej z ostrzami mocowanymi me-
chanicznie przeznaczona do wiercenia otworów o dużych średnicach [11]
Rys.8.12 Wiertarka do głębokich otworów.
8. Zastosowanie wiertarek w procesie technologicznym
85
na tokarkach tzn. wałek pociągowy (2). Tak więc budowa wiertarki do głębokich
otworów stanowi w pewnym stopniu analogię do budowy tokarek i niektóre mo-
duły (zespoły) tokarek są używane bezpośrednio do budowy wspomnianych wier-
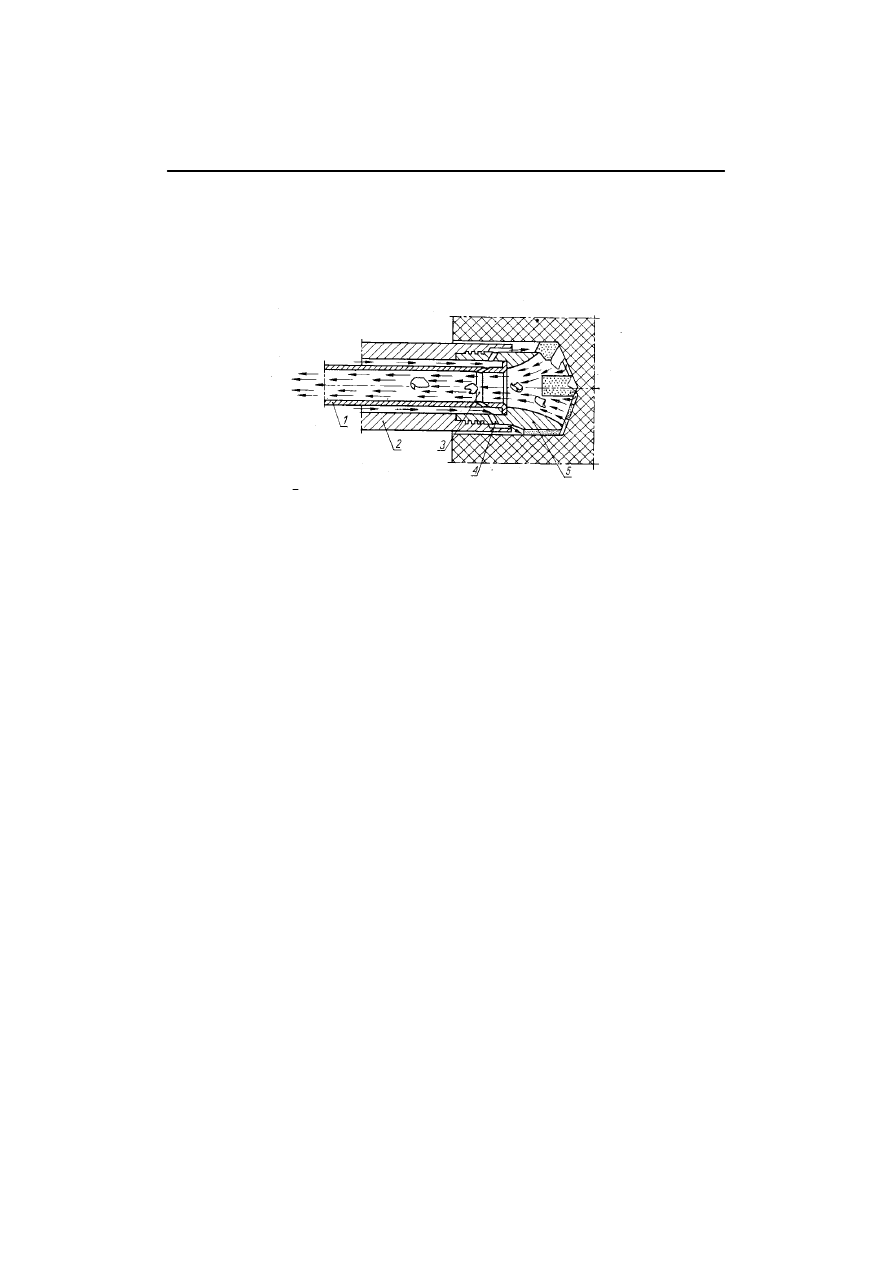
tarek . Istotę wiercenia eżektorowego ilustruje rys. 8.13.
Rys.8.13 Istota wiercenia eżektorowego [3]: 1- rura wewnętrzna, 2- rura zewnętrzna, 3- dysza pier-
ścieniowa, 4- otwory doprowadzające ciecz, 5 – wiertło (głowica).
Głowica wiertarska stanowi zakończenie dwóch rur; zewnętrznej która doprowa-
dzony jest do strefy skrawania olej pod ciśnieniem. Blisko zakończenia rury we-
wnętrznej znajdują się rozmieszczone na obwodzie otworki. Przepływający ze-
wnętrzną rurą z dużą prędkością olej, powoduje powstanie w rurze wewnętrznej
pewnego podciśnienia (efekt eżektorowy). Rezultatem tego jest zasysanie do we-
wnętrznej rury wiórów i transportowanie ich na zewnątrz otworu obrabianego.
Spełnione są więc dwa warunki prawidłowego prowadzenia procesu; skuteczne
odprowadzenie wiórów i chłodzenie strefy skrawania. Pierwszy z tych warunków
wymaga odpowiednio dobranych parametrów obróbki tzn. takich dla których w
wyniku procesu powstanie wiór segmentowy (drobny). Długie wióry wstęgowe czy
spiralne powodowały by zapychanie się rury wewnętrznej i tym samym zakłócenie
procesu. Orientacyjne parametry obróbki stosowane przy tej technologii to pręd-
kość skrawania między 60 a 120 m/min, prędkość posuwu 0,12 do 0,30 mm/obr.
Parametry te zapewniają uzyskanie dużych wydajności obróbki. Wiercenie eżekto-
rowe może być stosowane do szerokiego zakresu średnic otworów najczęściej od
20 do ponad 340 mm.
Przy rozpatrywaniu wiercenia otworów o dużych średnicach należy rozwa-
żyć możliwość stosowania wiercenia trepanacyjnego. Jego istota oraz stosowane
narzędzia przedstawione są na rys.8.14.
8. Zastosowanie wiertarek w procesie technologicznym
86
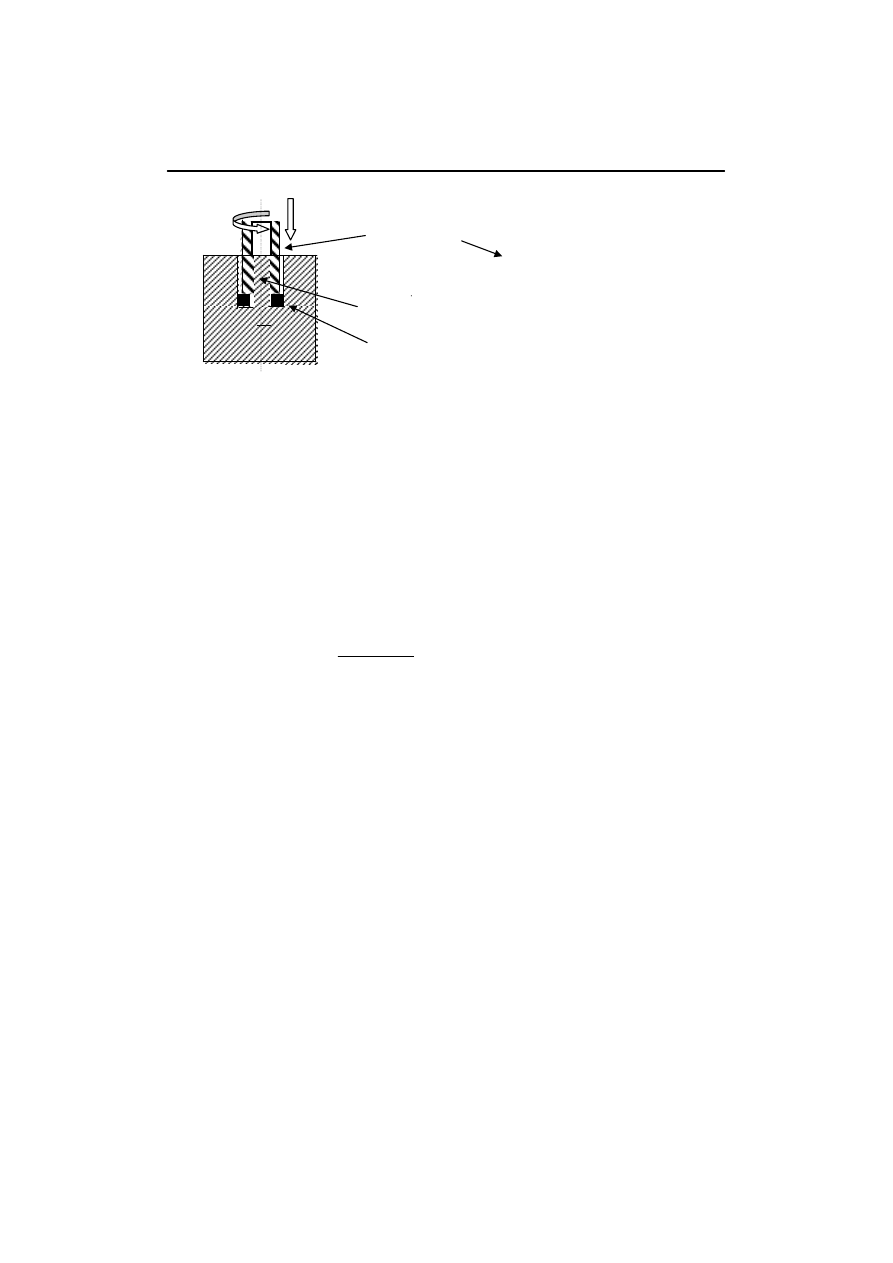
Rys.8.14. Istota wiercenia trepanacyjnego (zwanego również rdzeniowym)
Obróbka wiertłem trepanacyjnym polega na wycinaniu rdzenia ( a więc skrawanie
mniejszej ilości materiału), który po zakończeniu obróbki jest usuwany z otworu.
Specyfika tej metody umożliwia jej stosowanie jedynie w przypadku wykonywania
otworów przelotowych.
8.5. PARAMETRY OBRÓBKI
Doboru parametrów obróbki dokonać można korzystając ze wzorów okre-
ślonych dla wiercenia stali 45 wiertłem ze stali szybkotnącej SW18.
We wzorze d jest średnicą wiertła w mm, T— trwałością wiertła, f posuwem do-
bieranym z zakresu 0,06 do 1,0 mm/obr.
Wiercenie i powiercanie umożliwia uzyskanie stosunkowo niewielkiej do-
kładności otworu rzędu IT12 i chropowatości R
z
=20 do 125
µm.
Rozwiercania zgrubne umożliwia uzyskanie dokładności wykonania otworu w
klasie od IT11 do IT10 i chropowatości R
z
=7 do 20
µm, natomiast rozwiercanie
wykańczające pozwala na uzyskanie dokładności wykonania otworu w klasie od
IT9 do IT6 i chropowatości R
z
=1,7 do 4
µm.
4
,
0
125
,
0
25
,
0
5
,
20
f
T
d
v
T
⋅
⋅
=
Wiertło trepanacyjne
Rdzeń
Ostrza
Patrz rys.8.10d
8. Zastosowanie wiertarek w procesie technologicznym
87
8.6. POMIARY OTWORÓW
Kontrolowanie wykonywanych otworów odbywać się może metodami doty-
kowymi i bezdotykowymi.
Metody dotykowe:
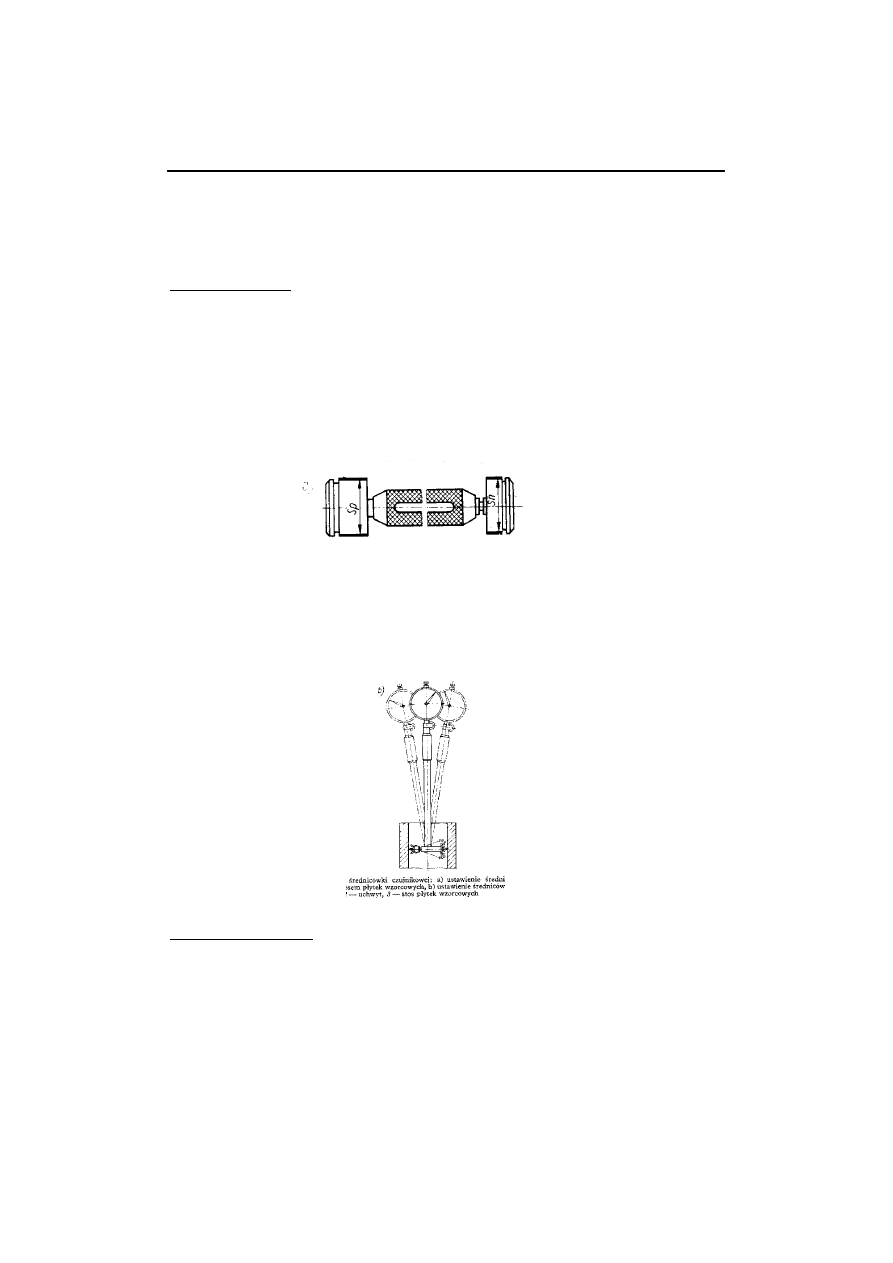
• Sprawdziany tłoczkowy (rys.8.15); pozwalają one na sprawdzenie (nie pomiar)
wykonanego otworu. Z jednej strony osadzony jest tłoczek przechodni (Sp),
który w przypadku prawidłowo wykonanego otworu powinien wchodzić w
otwór, z drugiej strony znajduje się tłoczek nieprzechodni (Sn), który o ile
otwór jest wykonany prawidłowo nie powinien do niego wchodzić; wymiary
tłoczka przechodniego i nieprzechodniego zależne są od tolerancji wymiaru
nominalnego.
• Suwmiarki – szczękami przeznaczonymi do pomiaru średnicy otworu,
• Średnicówki (rys.8.16) przeznaczone głównie do pomiarów otworów o więk-
szych średnicach (najczęściej 50 do 200 mm
Metody bezdotykowe
− Mikroskop pomiarowy z uniwersalnym okularem goniometrycznym; linię
krzyża nastawia się na widok powiększonej krawędzi otworu dokonując od-
czytu wartości na podziałce; następnie przesuwa się stolik z przedmiotem do
momentu kiedy linia krzyża znajdzie się na przeciwnej krawędzi otworu i
dokonuje odczytu; średnica otworu wyznaczona jest jako różnica między
tymi odczytami.
Ryz.8.15 Sprawdzian tłoczkowy: oznaczenia Sp—strona przechodnia,Sn — strona nieprzechodnia
Rys.8.16 Pomiar średnicówką
Wyszukiwarka
Podobne podstrony:
bb5 chap8
mcga shs capt guide chap8
chap8 1 id 110609 Nieznany
bb5 chap8
mcga shs capt guide chap8
Chap8
chap8
więcej podobnych podstron