8. ZASTOSOWANIE WIERTAREK W PROCESIE TECHNOLO—
GICZNYM
Operacje wiercenia stanowią najpowszechniejszą technologie wykonania
otworów o średnicach do 100 mm (aczkolwiek istnieją również możliwości wyko-
nania otworów o większych ściernicach). Należy w tym miejscu zaznaczyć, że
operacje wiertarskie to nie tylko wykonanie otworów, lecz także inne operacje
technologiczne zmierzające do zwiększenia dokładności uprzednio wykonanego
otworu.
8.1. BUDOWA I RODZAJE WIERTAREK
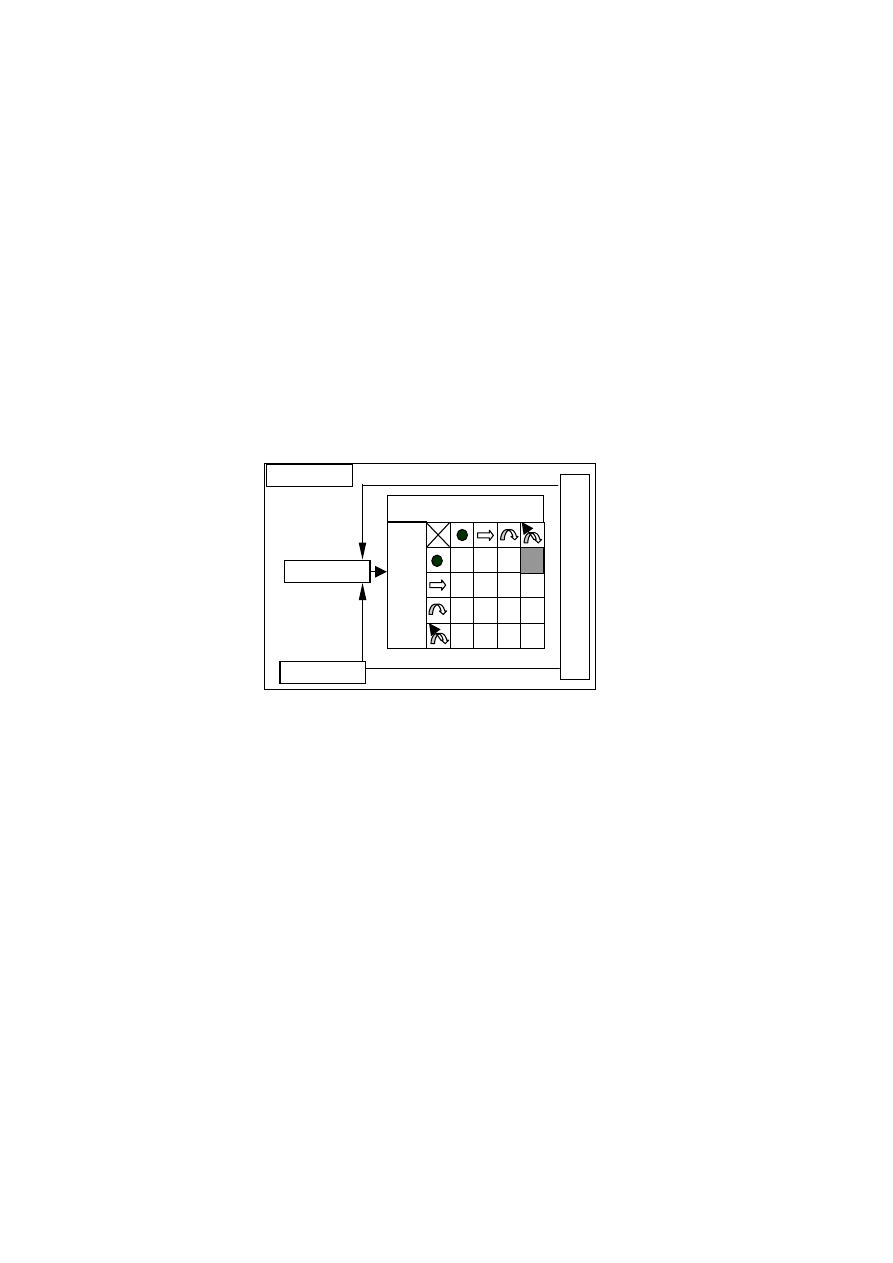
Uogólniony schemat wiertarki przedstawiony jest na rys.8.1.
Rys.8.1. Uogólniony schemat wiertarki
Przedstawiony schemat wskazuje, że w przypadku wiercenia ruch główny
oraz ruch posuwowy wykonywany jest przez narzędzie skrawające (wyjątek sta-
nowią wiertarki do głębokich otworów). Przedmiot obrabiany pozostaje w trakcie
obróbki nieruchomy. Najbardziej rozpowszechnionymi w przemyśle wiertarkami
są wiertarki stojakowe (znane również jako korpusowe lub kadłubowe) - rys.8.2.
Ponieważ o zastosowaniu danej wiertarki decyduje zazwyczaj maksymalna średni-
ca wierconego otworu, stąd często w oznaczeniach handlowych wiertarki zawarta
jest ta podstawowa informacja. Przykładowo oznaczenie wiertarki WK—40 umoż-
liwia zorientowanie się, że możliwe jest wiercenie otworów do średnicy 40 mm.
ZESPÓŁ WYKONAWCZY
P
R
Z
E
D
M
I
O
T
S
T
E
R
O
W
A
N
I
E
NAPĘD
PRZEKŁADNIE
KORPUS
8. Zastosowanie wiertarek w procesie technologicznym
76
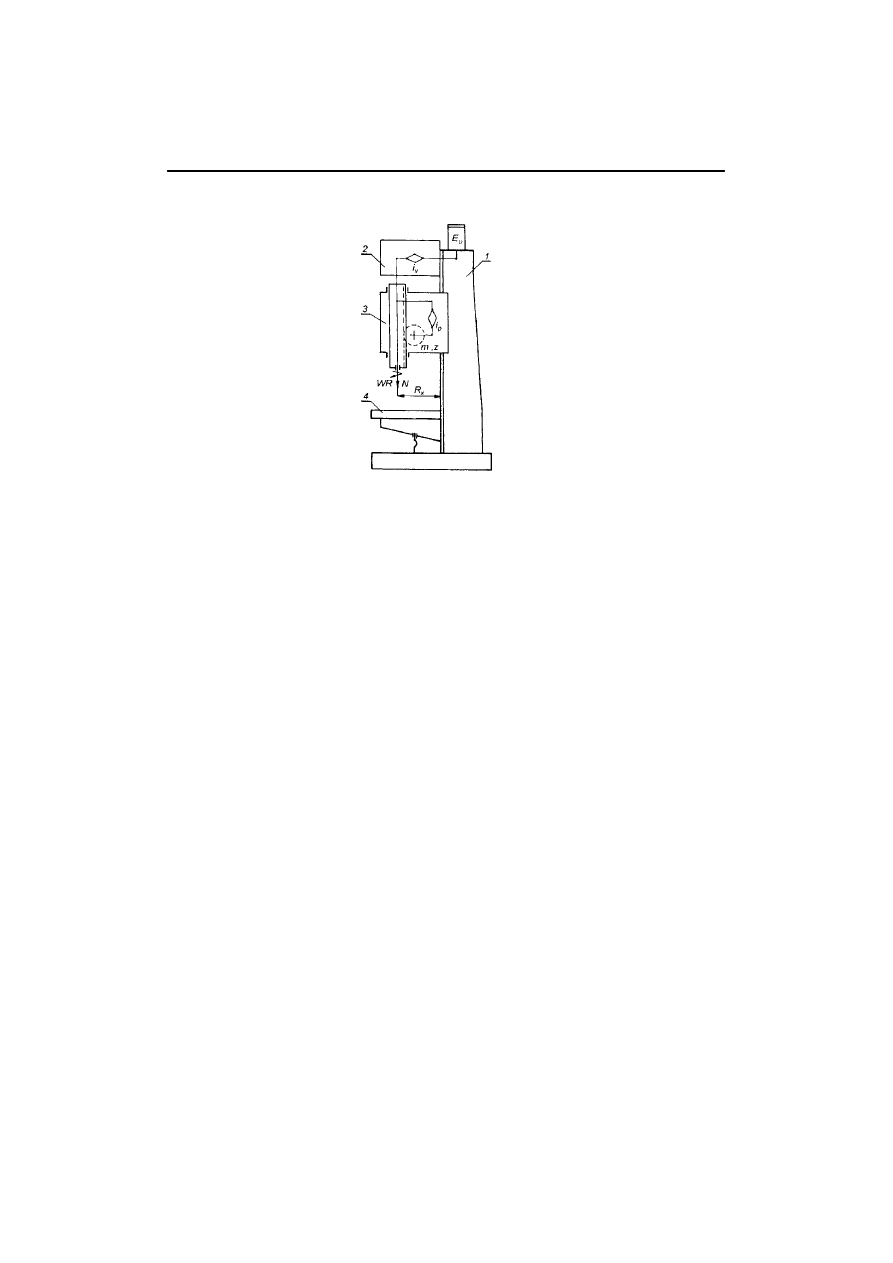
Rys.8.2. Schemat wiertarki stojakowej [4]
Wiertarka stojakowa składa się ze stojaka - korpusu (1) do którego w górnej jego
części przymocowana jest skrzynka prędkości (2) umożliwiająca zmiany prędkości
obrotowej wrzeciona wiertarki. Po prowadnicach stojaka przemieszcza się wrze-
ciennik (3) w którym znajduje się skrzynka posuwów umożliwiająca dobór wła-
ściwej prędkości posuwu narzędzia. Przedmiot mocowany jest na stole wiertarki
(4), który ma również możliwość pionowego przemieszczania. W przypadku
wiertarki stojakowej należy zwrócić uwagę, że odległość oznaczona na rys.8.2 jako
R
x
jest dla danej wiertarki wartością stałą, a więc stanowi pewne ograniczenie
technologiczne obróbki (ogranicza wymiary przedmiotu obrabianego). Inne rodzaje
wiertarek przedstawiono w tabl.6.
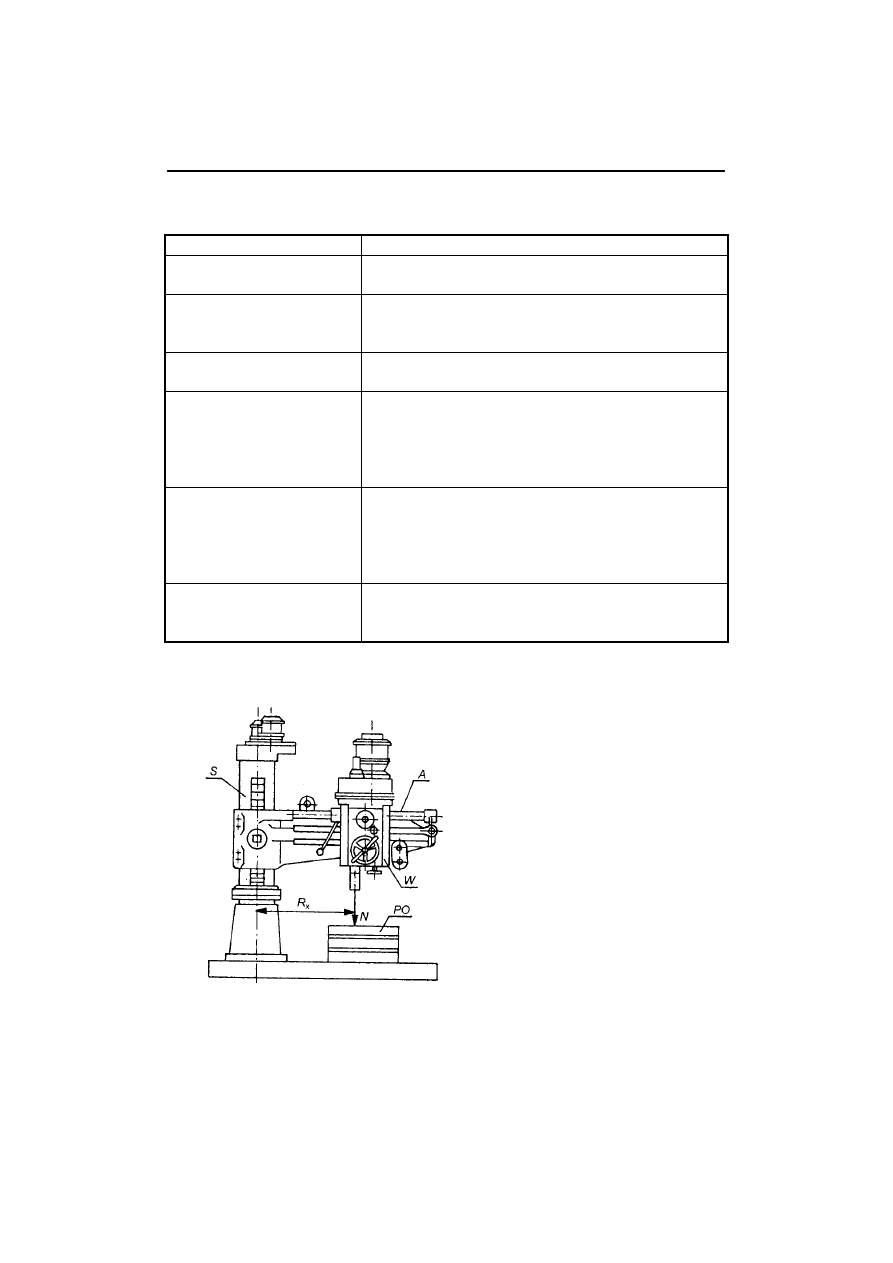
Na rys.8.3 przedstawiono wiertarkę promieniową. Wiertarka ta składa się z kolum-
ny (1) na którym zamontowane jest ramię (2) mogące przemieszczać się zarówno
w pionie jak również po okręgu wokół kolumny. Na ramieniu (2) znajduje się
wrzeciennik (3) mogący przemieszczać się poziomo po ramieniu. Dzięki temu nie
ma ograniczenia wymiaru R
x
tak jak to miało miejsce w przypadku wiertarki stoja-
kowej. Tak więc wrzeciono wiertarki w którym zamocowane jest narzędzie (czyli
obszar pracy) może przemieszczać się po okręgu o minimalnej i maksymalnej
średnicy określonej tylko względami konstrukcyjnymi danej wiertarki. Dzięki temu
można przemieszczać narzędzie na miejsce w którym ma być wykonany otwór w
przedmiocie obrabianym, a nie odwrotnie jak ma to miejsce w innych wiertarkach.
Wiertarka promieniowa jest więc szczególnie przydatna w przypadku wiercenia
otworów w ciężkich przedmiotach.
8. Zastosowanie wiertarek w procesie technologicznym
77
Tablica 6
Nazwa wiertarki
Zastosowanie
Wiertarka słupowa
Stosowana na ogół do wykonywania otworów o
średnicach od 40 do 80 mm
Wiertarka stojakowa (sto-
łowa)
Budowa tej wiertarki podobna jest do wiertarki słu-
powej, średnica wierconych otworów nie przekracza
na ogół 40 mm.
Wiertarka promieniowa —
rys.8.3.
Umożliwiają promieniowe przemieszczanie się wrze-
ciennika. Średnice wierconych otworów do 100 mm
Wiertarka rewolwerowa —
rys.8.4
Posiadają obrotową głowice rewolwerową (taką jak
tokarki rewolwerowe) przez co umożliwiają wyko-
nywanie większej ilości operacji wiertarskich. Wier-
tarki rewolwerowe najczęściej są obrabiarkami ste-
rowanymi numerycznie.
Wiertarka wielowrzecio-
nowe
Podobne budową do wiertarki stojakowej lecz w
miejsce jednego wrzeciona posiadają kilka równo-
cześnie pracujących wrzecion. Dzięki temu można
jednocześnie wiercić kilka otworów przez co zwięk-
sza się wydajność obróbki.
Wiertarki do wiercenia głę-
bokich otworów - rys. 8.10
Przeznaczone do wiercenia otworów o długości
otworu przekraczającej 10 krotność jego średnicy.
Średnica otworów może przekraczać 100 mm.
Rys.8.3. Wiertarka promieniowa [4]
8. Zastosowanie wiertarek w procesie technologicznym
78
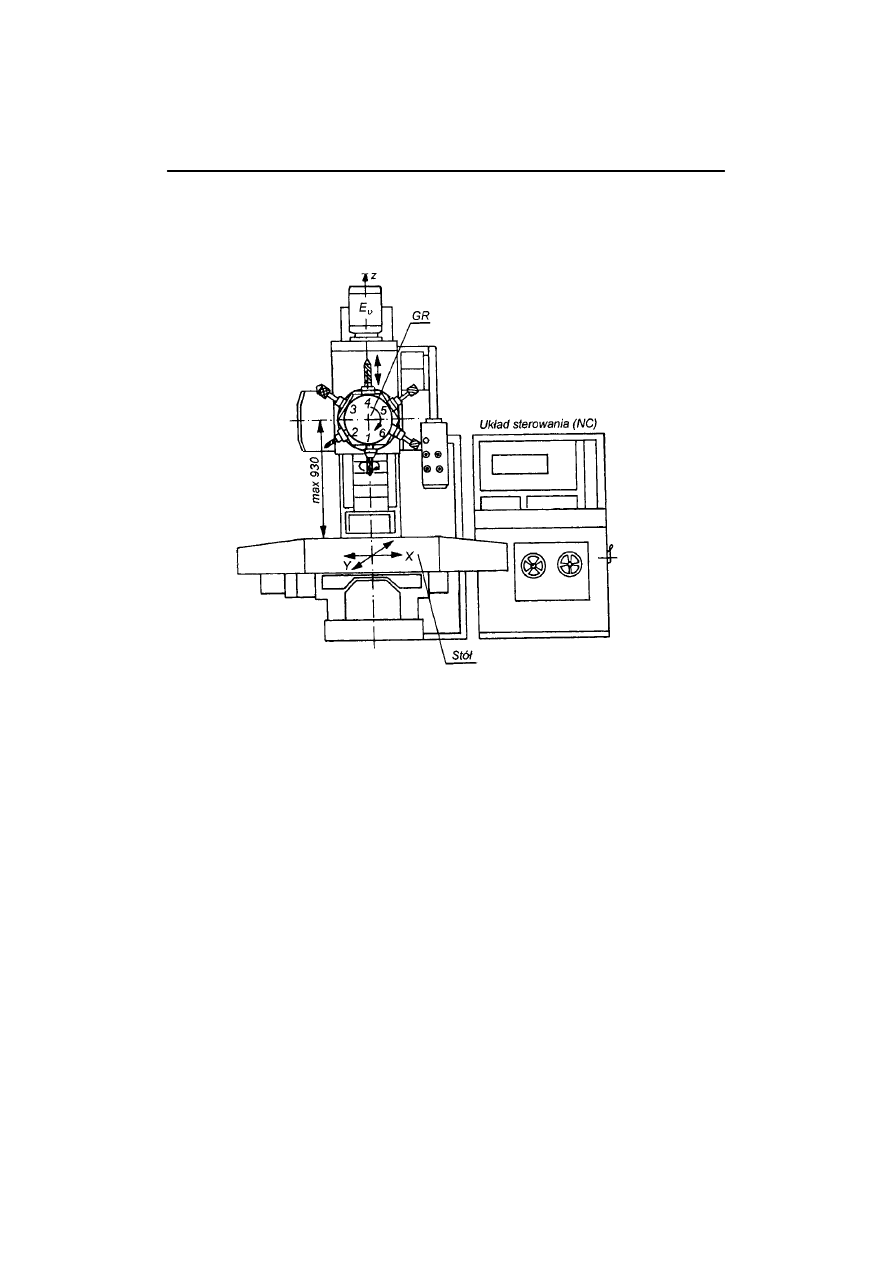
Kolejny rysunek ( rys.8.4) przedstawia wiertarkę rewolwerową z układem stero-
wania numerycznego. Jest ona wyposażona w głowicę rewolwerową dzięki czemu
umożliwia wykonywanie wielu zabiegów przy jednym zamocowaniu przedmiotu.
Rys.8.4. Wiertarka rewolwerowa z układem NC [4]
8.2. NARZĘDZIA, MOCOWANIE NARZĘDZI I PRZEDMIOTU
OBRABIANEGO
Podstawowe narzędzia stosowane do operacji wiertarskich to:
• Wiertła kręte (rys.8.5a) służące do wykonywania otworów,
• Wiertła specjalne do głębokich otworów o których szerzej będzie mowa w
rozdz..8.4.
• Rozwiertaki (rys.8.5b) stosowane w przypadku konieczności zwiększenia do-
kładności otworu,
• Pogłębiacze (rys.8.5c) umożliwiające nadanie części wejściowej otworu okre-
ślonego kształtu,
• Gwintowniki maszynowe (rys.8.5d) umożliwiające wykonywanie gwintów w
otworach,
• Nawiertaki, np. nawiertaki do nakiełków (rys.8.5e).
8. Zastosowanie wiertarek w procesie technologicznym
79
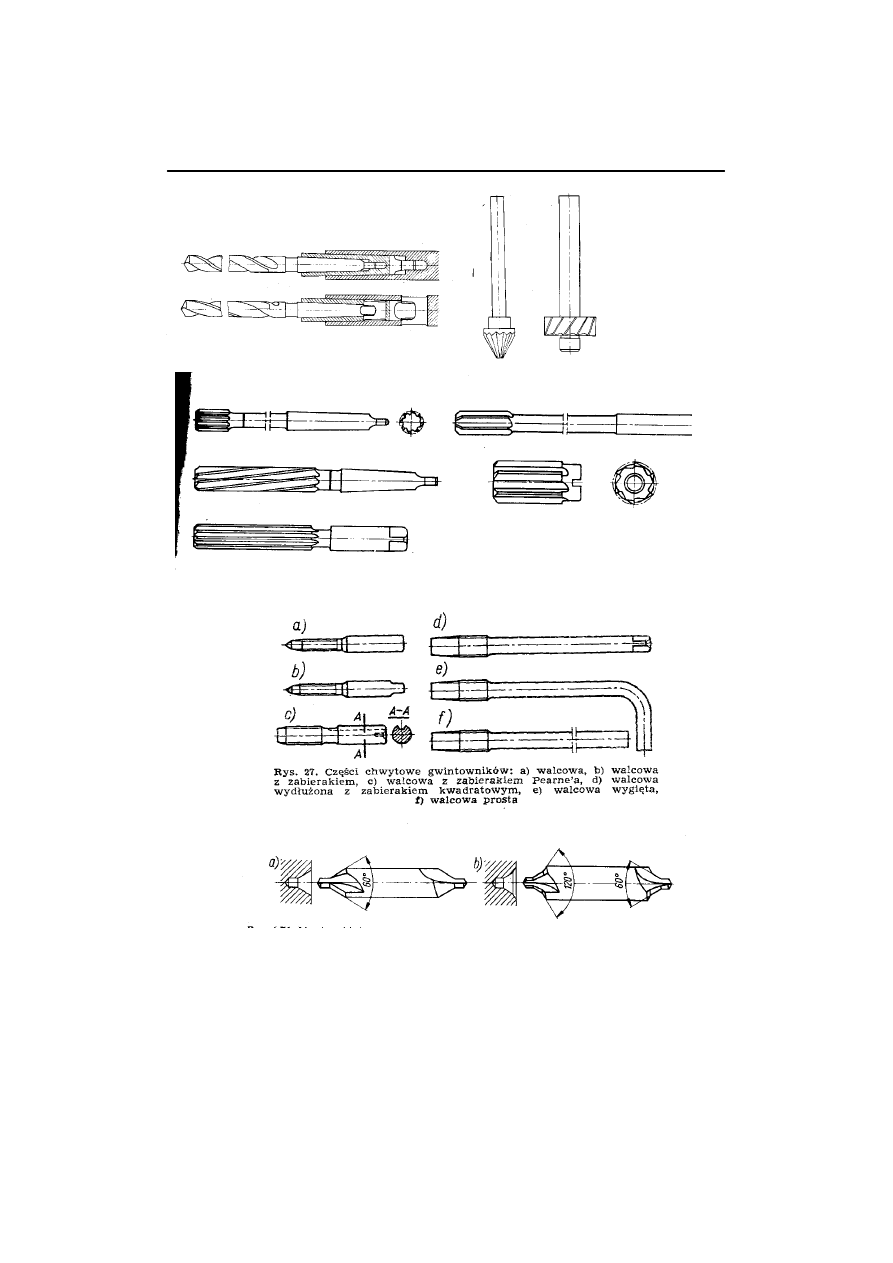
Rys. 8.5. Narzędzia przeznaczone do operacji wiertarskich: wiertło kręte zamocowane w tulei reduk-
cyjnej (a), różne rozwiertaki wykańczające (b), pogłębiacze stożkowy i walcowy (c), gwintownik (d),
nawiertak do nakiełków (e).
Typowym narzędziem wiertarskim jest wiertło kręte (rys.8.5a). Wiertło składa się z
dwóch części; części roboczej i części chwytowej zakończonej charakterystyczną
Wiertło zamocowane w tulei redukcyjnej
Pogłębiacze
•
Stożkowy
•
walcowy
Rozwiertaki
8. Zastosowanie wiertarek w procesie technologicznym
80
płetwą. Skrawanie materiału następuje krawędzią skrawającą ukształtowaną przez
powierzchnię przyłożenia i powierzchnię natarcia. Wiór powstały w trakcie skra-
wania „transportowany” jest poza strefę obróbki rowkiem śrubowym.
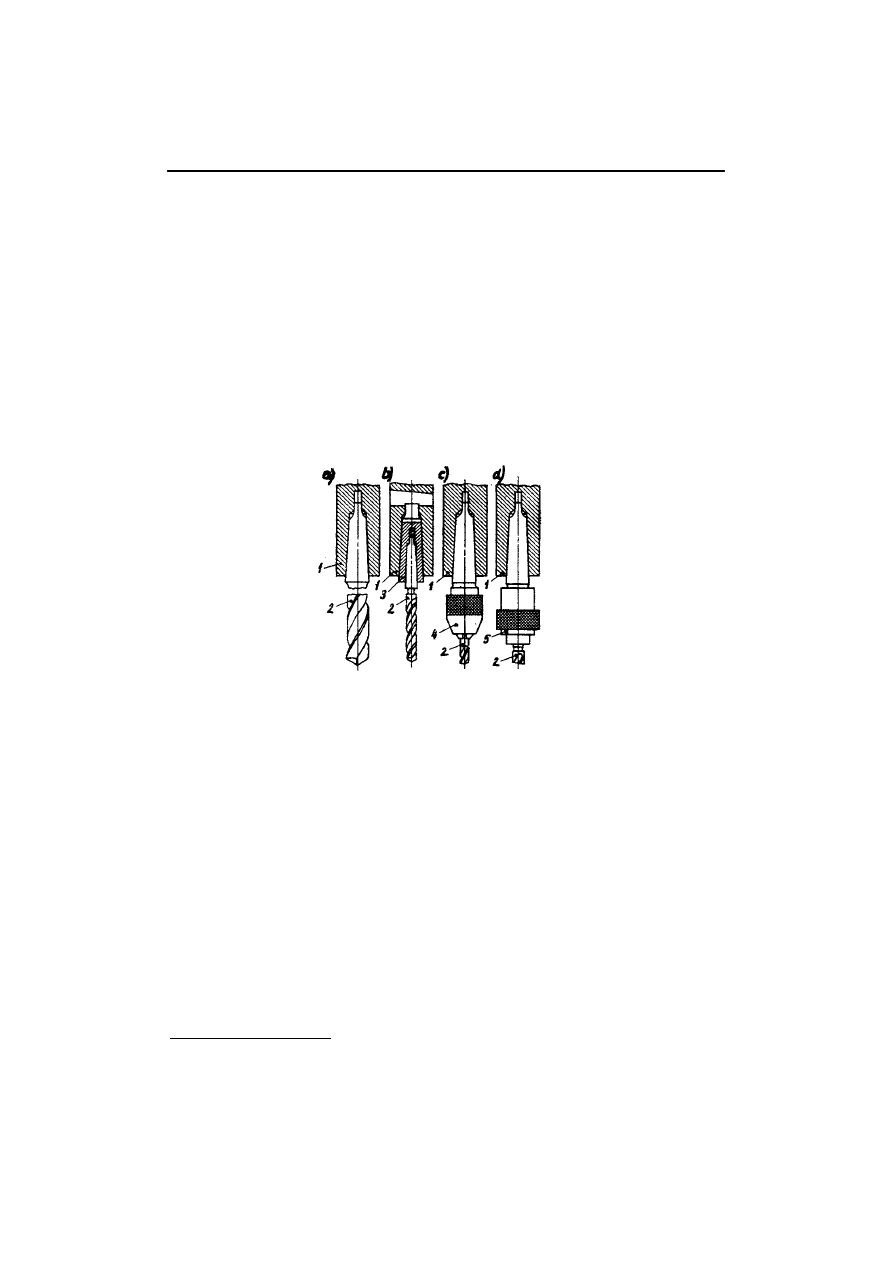
Narzędzia wiertarskie mocowane są we wrzecionie wiertarki w następujący
sposób:
• bezpośrednio (rys.8.6a) w przypadku kiedy wymiar części chwytowej narzę-
dzia wiertarskiego (tzw. stożek Mores’ea) jest zgodny z wymiarem gniazda we
wrzecionie wiertarki,
• bezpośrednio lecz przy pomocy tulei redukcyjnej (rys.8.6b) w przypadku kiedy
wymiar części chwytowej narzędzia wiertarskiego (tzw. stożek Mors’ea) nie
jest zgodny z wymiarem gniazda we wrzecionie wiertarki,
• pośrednio w uchwytach wiertarskich — rys.8.6c, sposób stosowany głównie
dla wierteł o mniejszych średnicach.
Przedmiot w którym wiercone są otwory mocowany jest najczęściej w ima-
dle maszynowym. Jest to stosunkowo najprostszy i najszybszy zarazem sposób
mocowania przedmiotu. Imadło mocowane jest bezpośrednio na płycie stołu przy
pomocy zacisków podobnie jak w przypadku mocowania przedmiotu na frezar-
kach. Również przy pomocy zacisków można mocować przedmiot bezpośrednio
do stołu wiertarki.
8.3. PODSTAWOWE OPERACJE WYKONYWANE NA
WIERTARKACH
Operacje wiertarskie związane są bezpośrednio z narzędziami stosowany-
mi podczas obróbki.
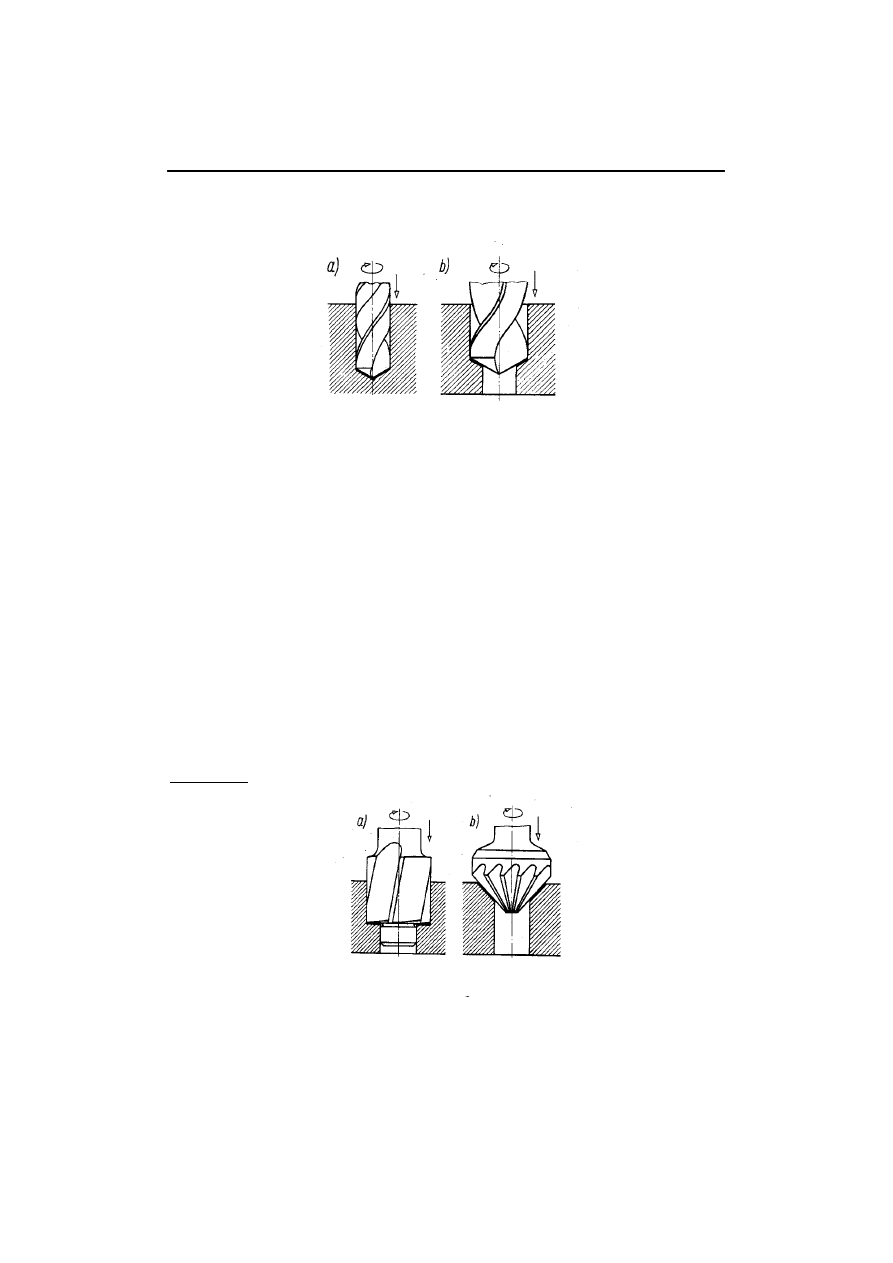
Wiercenie i powiercanie
Wiercenie polega na wykonaniu otworu w pełnym materiale (rys.8.7).
Rys.8.6. Sposoby mocowania narzędzi wiertarskich
8. Zastosowanie wiertarek w procesie technologicznym
81
Otwory tak wykonane mogą być otworami przelotowymi lub nieprzeloto-
wymi nazwanymi potocznie otworami ślepymi. W przypadku otworów ślepych
koniec otworu kształtuje końcówka wiertła krętego.
Powiercanie (rys.8.7) jest operacją następującą po wierceniu i ma na celu zwięk-
szenie średnicy wykonywanego otworu. W przypadku wiercenia warstwa skrawana
jest niekiedy tak duża, iż moc wiertarki nie umożliwia wykonanie otworu w mate-
riale pełnym (występują znaczne siły skrawania). W takiej sytuacji celowe jest wy-
konanie otworu o mniejszej średnicy, a uzyskanie wymaganej średnicy otworu
możliwe jest przez zastosowanie operacji powiercania. Przy zastosowaniu tej ope-
racji, warstwa skrawana jest mniejsza niż w przypadku wiercenia w materiale peł-
nym (stąd również mniejsze siły skrawania). Zazwyczaj powiercanie stosuje się
podczas wykonywania otworów o średnicach powyżej 30 mm, przy czym warto
przestrzegać „warsztatowego” zalecenia, że średnica otworu wierconego winna
wynosić od 0,2 do 0,3 średnicy otworu gotowego. Przykładowo wiercąc otwór o
średnicy 40mm wskazane jest wiercenie wiertłem o średnicy od 8 do 12 mm i na-
stępnie powiercanie do wymiaru wymaganego tj. 40 mm.
Pogłębianie — rys.8.8.
Pogłębiacze umożliwiają odpowiednie ukształtowanie „wejścia” otworu. Na
rys.8.8a przedstawiono pogłębianie pogłębiaczem stożkowym, natomiast rys. 8.8b
pogłębianie pogłębiaczem walcowym. Pogłębiacz walcowy posada tzw. pilot, a
Rys.8.7. Operacja wiercenia (a) i powiercania (b)
Rys.8.8. Przykłady operacji pogłębiania pogłębiaczem walcowym (a) i stożkowym (b)
8. Zastosowanie wiertarek w procesie technologicznym
82
więc wymienną część prowadzącą umożliwiającą współosiowość otworu poprzed-
nio wierconego oraz walcowego pogłębienia tego otworu. Pilot ten jest wymienny,
a jego średnica zależy od średnicy uprzednio wykonanego otworu.
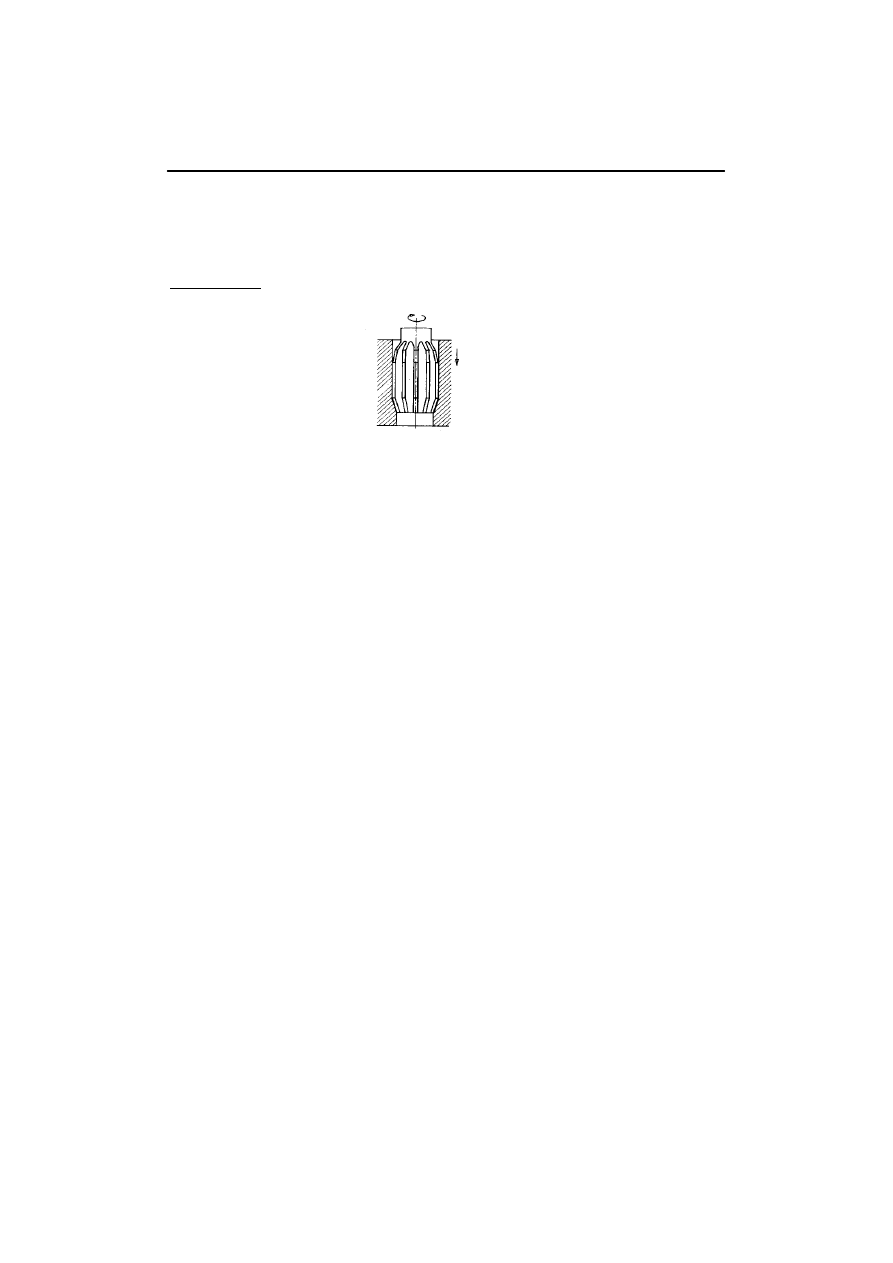
Rozwiercanie — rys.8.9
Rozwiercanie stosuje się przede wszystkim w celu zwiększenia dokładności wier-
conego uprzednio otworu jak i zmniejszenie jego chropowatości powierzchni. W
zależności od wymagań dotyczących dokładności i chropowatości wykonanych
otworów stosuje się rozwiercanie zgrubne lub rozwiercanie zgrubne i wykańczają-
ce. W przypadku szczególnych wymagań jakościowych otworów stosować można
nawet dwa rozwiertaki wykańczające, przy czym rozwiertak wykańczający wstęp-
ny ma średnicę o 0,03 do 0,15 mm większą od rozwiertaka wykańczającego osta-
tecznego. Uzyskiwana podczas operacji rozwiercania jakość powierzchni otworu
przedstawiona została w rozdz. 8.5.
Rys.8.9. Rozwiercanie
Wyszukiwarka
Podobne podstrony:
Abolicja podatkowa id 50334 Nieznany (2)
4 LIDER MENEDZER id 37733 Nieznany (2)
katechezy MB id 233498 Nieznany
metro sciaga id 296943 Nieznany
perf id 354744 Nieznany
interbase id 92028 Nieznany
Mbaku id 289860 Nieznany
Probiotyki antybiotyki id 66316 Nieznany
miedziowanie cz 2 id 113259 Nieznany
LTC1729 id 273494 Nieznany
D11B7AOver0400 id 130434 Nieznany
analiza ryzyka bio id 61320 Nieznany
pedagogika ogolna id 353595 Nieznany
Misc3 id 302777 Nieznany
cw med 5 id 122239 Nieznany
D20031152Lj id 130579 Nieznany
mechanika 3 id 290735 Nieznany
więcej podobnych podstron