1
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY MASZYN I
ZARZĄDZANIA
Instytut Technologii Mechanicznej
ZAKŁAD PROJEKTOWANIA TECHNOLOGII
Projekt procesu
technologicznego montażu
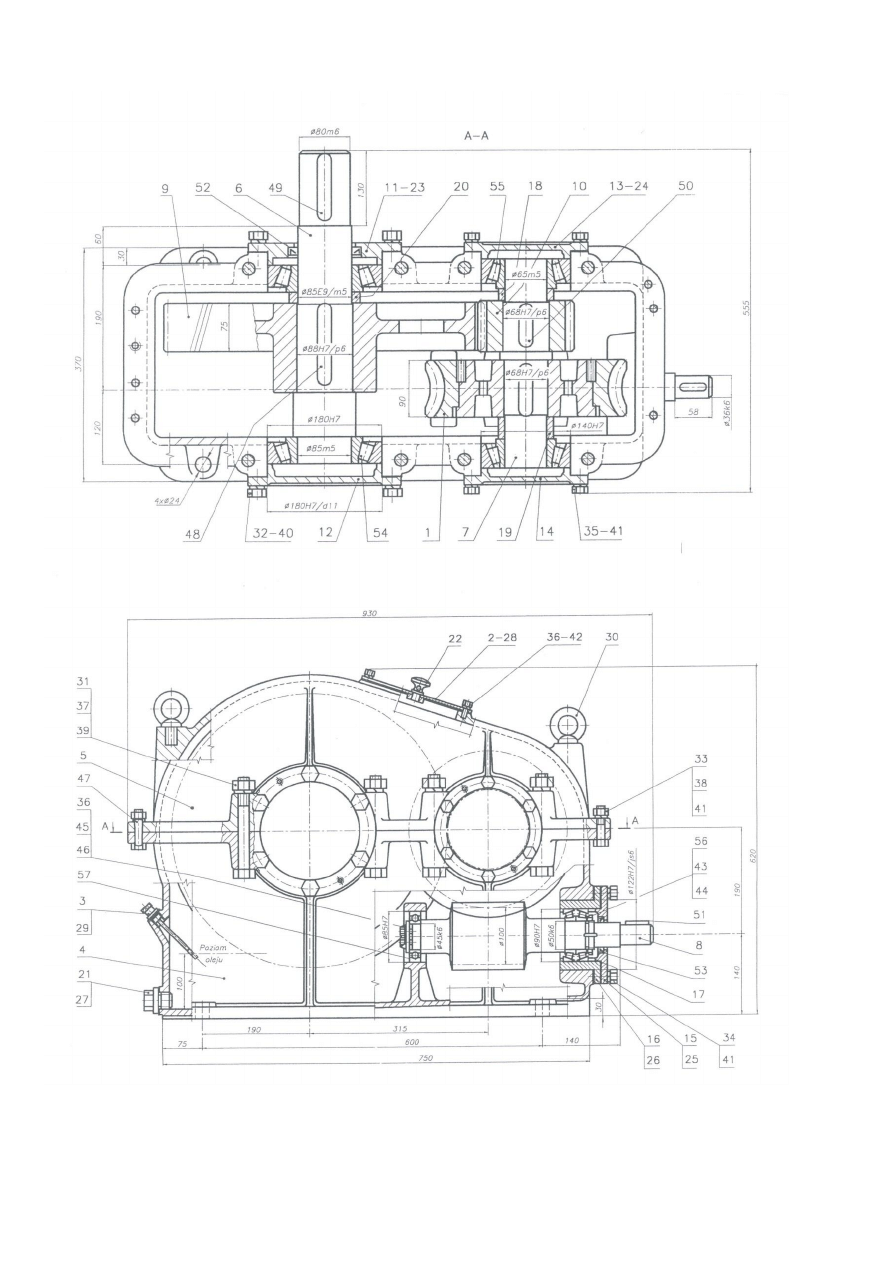
Nazwa zespołu: Reduktor ślimakowo - walcowy
Nr rysunku: 037
Nazwisko: PETA
Imię: Katrzyna
Wydział / kierunek WBMiZ/ ZiIP
Semestr VI Grupa SP1 - 2
Rok akademicki 2010 / 2011
Data
wydania
Uwagi
Data
oddania
Ocena
Podpis
Zaliczono
dnia
Prowadzący zajęcia:
Dr inż. Roman Siecla

2
Spis treści:
3
1.
Rysunek do montażu – temat numer 037
4
2.
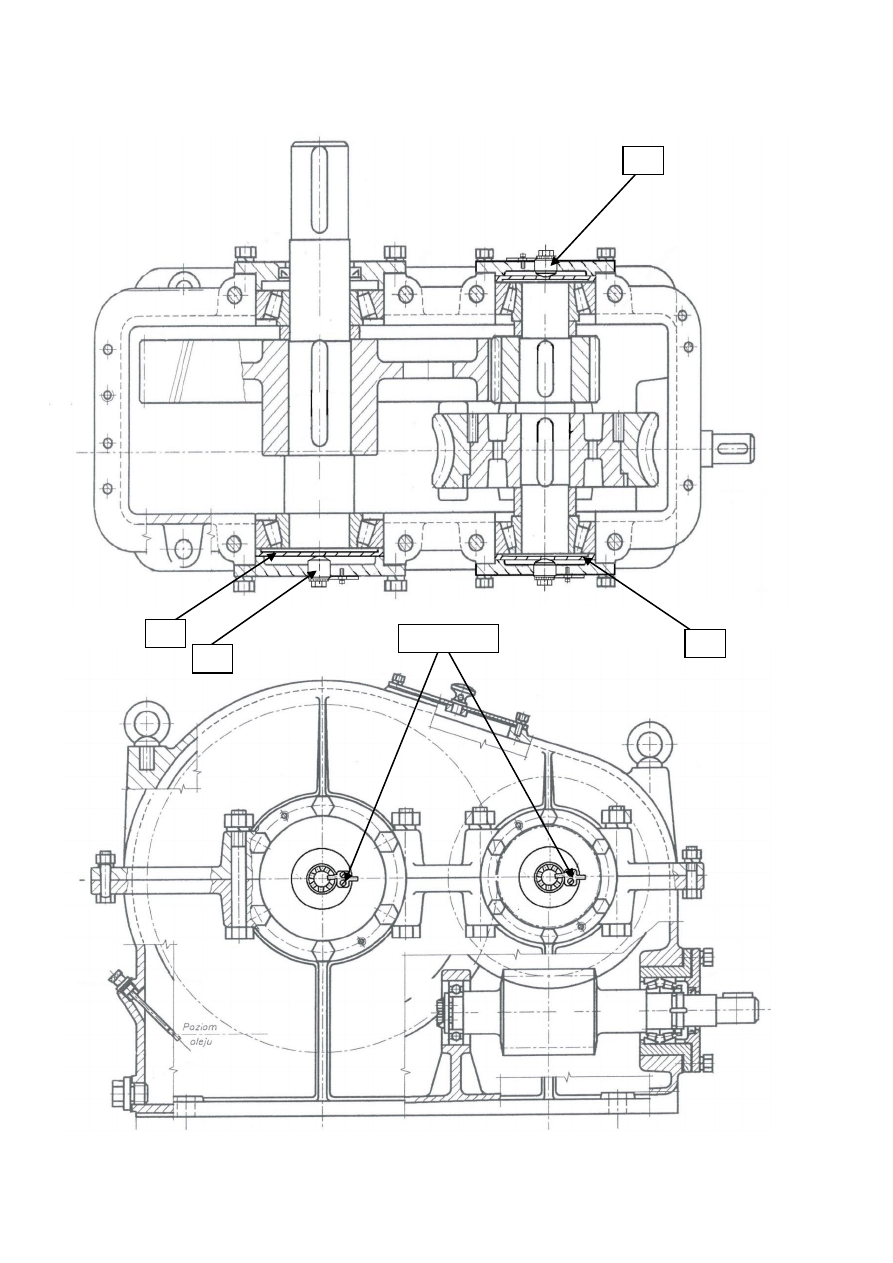
Korekta rysunku do montażu – numer 037
58
59
62
61
11
60 / 63 / 64
5
3.
Tabela z częściami reduktora
Lp.
Nazwa części
Ilość części
Norma
1
Ślimacznica
1
-
2
Pokrywa
1
-
3
Wskaźnik poziomu oleju
1
-
4
Korpus
2
-
5
Pokrywa
1
-
6
Wał
1
-
7
Wał
1
-
8
Ślimak
1
-
9
Koło zębate
1
-
10
Koło zębate
1
-
11
Pokrywa
1
-
12
Pokrywa
1
-
13
Pokrywa
1
-
14
Pokrywa
1
-
15
Pokrywa
1
-
16
Tuleja
1
-
17
Tuleja
1
-
18
Tuleja
1
-
19
Tuleja
1
-
20
Tuleja
1
-
21
Korek spustowy
1
-
22
Odpowietrznik
1
-
23
Komplet podkładek
2
-
24
Komplet podkładek
2
-
25
Komplet podkładek
1
-
26
Komplet podkładek
1
-
27
Uszczelka
1
-
28
Uszczelka
1
-
29
Uszczelka
1
-
30
Śruba z uchem M16
2
PN – 92/M - 82472
31
Śruba M20 x 160 – 5.6 - B
8
PN – 85/M - 82101
32
Śruba M16 x 50 – 5.6 - B
12
PN – 85/M - 82101
33
Śruba M12 x 60 – 5.6 - B
4
PN – 85/M - 82101
34
Śruba M12 x 50 – 5.6 - B
6
PN – 85/M - 82101
35
Śruba M12 x 40 – 5.6 - B
12
PN – 85/M - 82101
36
Śruba M8 x 25 – 5.6 - B
6
PN – 85/M - 82105
37
Nakrętka M20 – 5 – B
8
PN – 85/M - 84144
38
Nakrętka M12 – 5 – B
4
PN – 85/M - 84144
39
Podkładka sprężysta Z20,5
8
PN – 77/M - 82008
40
Podkładka sprężysta Z16,3
12
PN – 77/M - 82008
41
Podkładka sprężysta Z12,2
22
PN – 77/M - 82008
42
Podkładka sprężysta Z8,2
4
PN – 77/M - 82008
43
Nakrętka łożyskowa KM10
1
PN – 82/M - 86478
44
Podkładka zębata MB10
1
PN – 82/M - 86482
45
Krążek 55x20
1
PN – 70/M - 85011
46
Podkładka 9x20
1
PN – 82/M - 82012
47
Kołek stożkowy 12x40 - B
2
PN – 89/M - 85020
48
Wpust pryzmatyczny A25x14x125
1
PN – 70/M - 85005
49
Wpust pryzmatyczny A22x14x125
1
PN – 70/M - 85005
6
50
Wpust pryzmatyczny A20x12x80
2
PN – 70/M - 85005
51
Wpust pryzmatyczny A10x8x50
1
PN – 70/M - 85005
52
Pierścień uszczelniający A85x110x12
1
PN – 72/M - 86964
53
Pierścień uszczelniający A45x65x10
1
PN – 72/M - 86964
54
Łożysko stożkowe 32317
2
PN – ISO 355:1997
55
Łożysko stożkowe 30313
2
PN – ISO 355:1997
56
Łożysko stożkowe 30313
2
PN – ISO 355:1997
57
Łożysko kulkowe 6209
1
PN – 85/M - 86100
58
Tarcza
2
-
59
Tarcza
1
-
60
Podkładka specjalna
3
-
61
Śruba specjalna
2
-
62
Śruba specjalna
1
-
63
Podkładka sprężysta 5,1
6
PN – 77/M - 82005
64
Wkręt M5x10 – 5.6 - B
6
PN – 85/M - 82215
4.
Analiza technologiczności konstrukcji
Najważniejszym zadaniem technologiczności konstrukcji montażu jest ocena wszystkich
dostępnych elementów pod względem jakości i dokładności ich wykonania oraz ich
wzajemnego ich połączenia. Innym ważnym czynnikiem, który musi spełniać nasz reduktor
są wszystkie normatywy. Nie odpowiednio zaplanowany i zrealizowany proces montażu
może spowodować wadliwość naszego produktu, dlatego też trzeba dołożyć wszystkich
starań po względem staranności ich wykonania.
Cały proces montażu jest oceniany głownie pod względem łatwości, dokładności i małej
pracoc
hłonności łączenia wszystkich elementów w jedną całość w odpowiednich bazach
montażowych oraz z odpowiednią dokładnością wymiarową.
Prezentowany przez mnie reduktor jest dość skomplikowany pod względem montażu.
Jednakże dla wykwalifikowanych pracowników nie powinien sprawić problemu. Dany
reduktor ślimakowo – walcowy posiada duże gabaryty, dlatego też zostanie zastosowany
podczas montażu podnośnik warsztatowy w celu dokładniejszego i bezpieczniejszego
montażu części oraz zespołów o dużym ciężarze.
Reduktor
wymagał także korekty. Zostały dodatkowo zastosowane śruby specjalne wraz z
podkładkami oraz tarczami. Ich zastosowanie ma na celu zniwelowanie luzów na łożyskach
(punkt 2. Korekta rysunku).
5. Program produkcji
a. Program produkcji
P
f
– program wyrobów finalnych [szt. / rok]
d
– powtarzalność części w wyrobie [szt. / wyrób]
P
k
– program produkcji części na rzecz kooperacji [szt. / rok]
P
z
– program produkcji części zamiennych [szt. / rok]
b
i
– współczynnik produkcji wadliwej [%]
7
b.
Tempo średnie produkcji
F
– czas pracy [godz. rob./rok]
c.
Wielkość partii
ś
H
– liczba godzin roboczych w tygodniu
d. Takt produkcji (rytm jednostkowy)
ś
e. Program produkcyjny
n
– wielkość produkcji (ilość serii w roku)
i
– ilość wyrobów w serii
b
– ilość wyrobów wadliwych
c
– ilość części zapasowych
Wartości przyjęte: n = 550; i = 10; b = 2; c = 5
5.
Wybór formy organizacji
Odpowiednia forma organizacji montażu jest zależna od wielkości produkcji oraz od
sposobu wykonania reduktora, którą sobie zakładamy.
Produkcja mojego reduktora
ślimakowo – walcowego wyliczona wynosi 5885 sztuk
rocznie, dlatego też wybór mojej organizacji produkcji to montaż gniazdowy. Montaż
gniazdowy charakteryzuje się tym, że jest wykonywany w gniazdach przedmiotowych, składa
się on z poszczególnych operacji, które są wykonywane na odpowiednich stanowiskach
roboczych, a elementy do montażu gotowego wyrobu są bezpośrednio dostarczane w
odpowiedniej ilości do gniazd.
Najważniejszą wadą montażu gniazdowego tak jak i całego procesu montażu jest brak
możliwości określenia dokładnych czasów jednostkowych, a także czasów przygotowawczo
– zakończeniowych. Wynika to z nieregularności przy ruchu montowanego wyrobu. Jest
spowodowane częstymi zmianami kierunku oraz czasu przemieszania między gniazdami
roboczymi.
8
6.
Karta technologiczna procesu montażu
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY MASZYN I
ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
KARTA
TECHNOLOGICZNA MONTAŻU
T- 4
Cecha wyrobu:
RŚW - KP
Nazwa części:
Reduktor ślimakowo -
walcowy
Ilość
arkuszy:
1
Nr części:
1.00.
Znak materiału
Postać materiału
Wymiary mater.
wyjściowego
Masa materiału
wyjściowego (kg)
Wytrzymałość,
twardość
Ilość sztuk w
wyrobie
Wielkość serii
Arkusz: 1
550
Ilość ark.: 1
Nr
Operacji
Treść operacji
Wydział
Stanowisko
Czas, min
t
pz
t
j
01
Przygotowanie części korpusu do montażu wg instrukcji nr 01
Montaż
Przygotowalnia
10
32
02
Montaż zespołu ślimaka wg instrukcji nr 02
Montaż
Gniazdo I
10
32
03
Montaż zespołu wałek – ślimacznica wg instrukcji nr 03
Montaż
10
59
04
Montaż zespołu wałka wg instrukcji nr 04
Montaż
Gniazdo II
10
45
05
Montaż pokrywy wg instrukcji nr 05
Montaż
10
27
06
Montaż pokryw bocznych oraz śrub specjalnych wg instrukcji nr 06
Montaż
Gniazdo III
10
41
07
Montaż pokrywy, odpowietrznika, wskaźnika poziomu oleju, korka spustowego wg
instrukcji nr 07
Montaż
10
22
09
Lakierowanie zewnętrzne reduktora
Montaż
Kabina lakiernicza
5
25
10
Przygotowanie do wysyłki wg instrukcji nr 08
Montaż
Pakowalnia
10
26
11
Ostateczna kontrola jakości wg instrukcji nr 09
Montaż
St. kontroli
Razem
85
287
Uwagi:
Data
Opracowała
Sprawdził
Podpis
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
9
7.
Karta instrukcyjna montażu numer 01
Karta technologiczna
montażu
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY MASZYN I
ZARZĄDZANIA
Instytut Technologii
Mechanicznej
Zakład Projektowania
Technologii
INSTRUKCJA
MONTAŻOWA
Nr 01
T- 5
Nazwa zespołu:
Reduktor ślimakowo -
walcowy
Symbol wyrobu:
RŚW - KP
Ilość arkuszy:
1
Nr arkusza:
1
Dział
wykonujący:
Nr operacji:
Nazwa operacji:
Grupa
zaszeregowania:
t
pz
t
j
zł t
pz
zł t
j
Symbol
zespołu:
Montaż
01
Przygotowanie części korpusu
10
32
-
Lp.
Opis czynności
Narzędzia
Jednostkowa
norma czasu
t
w
w min
Uwagi:
skrawające
pomocnicze
pomiarowe
1
Rozkręcenie i oczyszczenie mechaniczne korpusu
poz. 4 i pokrywy poz. 5 z wiórów.
pilnik
klucze nasadowe,
pędzel, podnośnik
10
2
Usunięcie resztek wiórów i chłodziwa po obróbce
skrawaniem z części korpusu i pokrywy poprzez
płukanie.
10
3
Wysuszenie części korpusów i pokrywy
7
4
Kontrola jakości.
suwmiarka
5
Razem
32
Uwagi:
Data
Opracowała
Sprawdził
Podpis
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
10
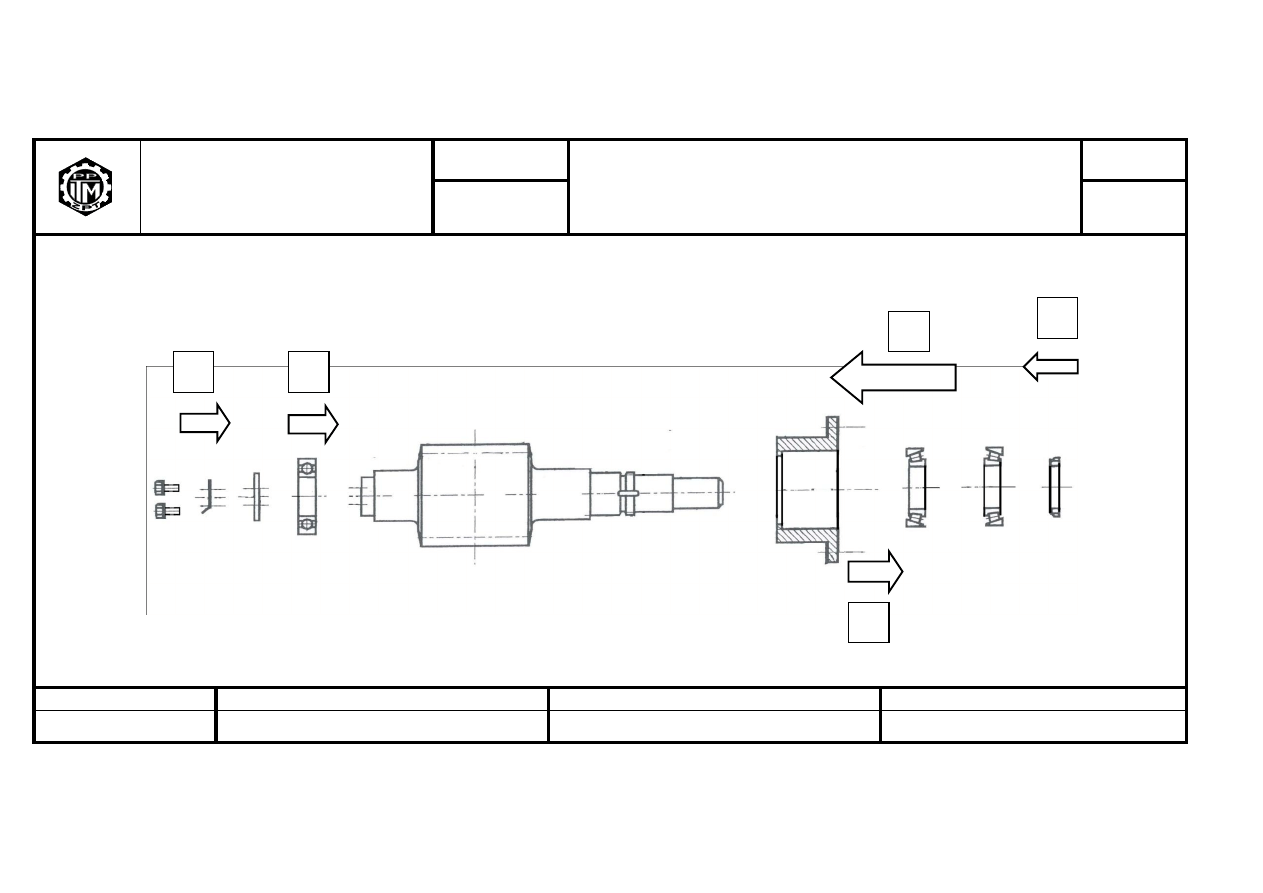
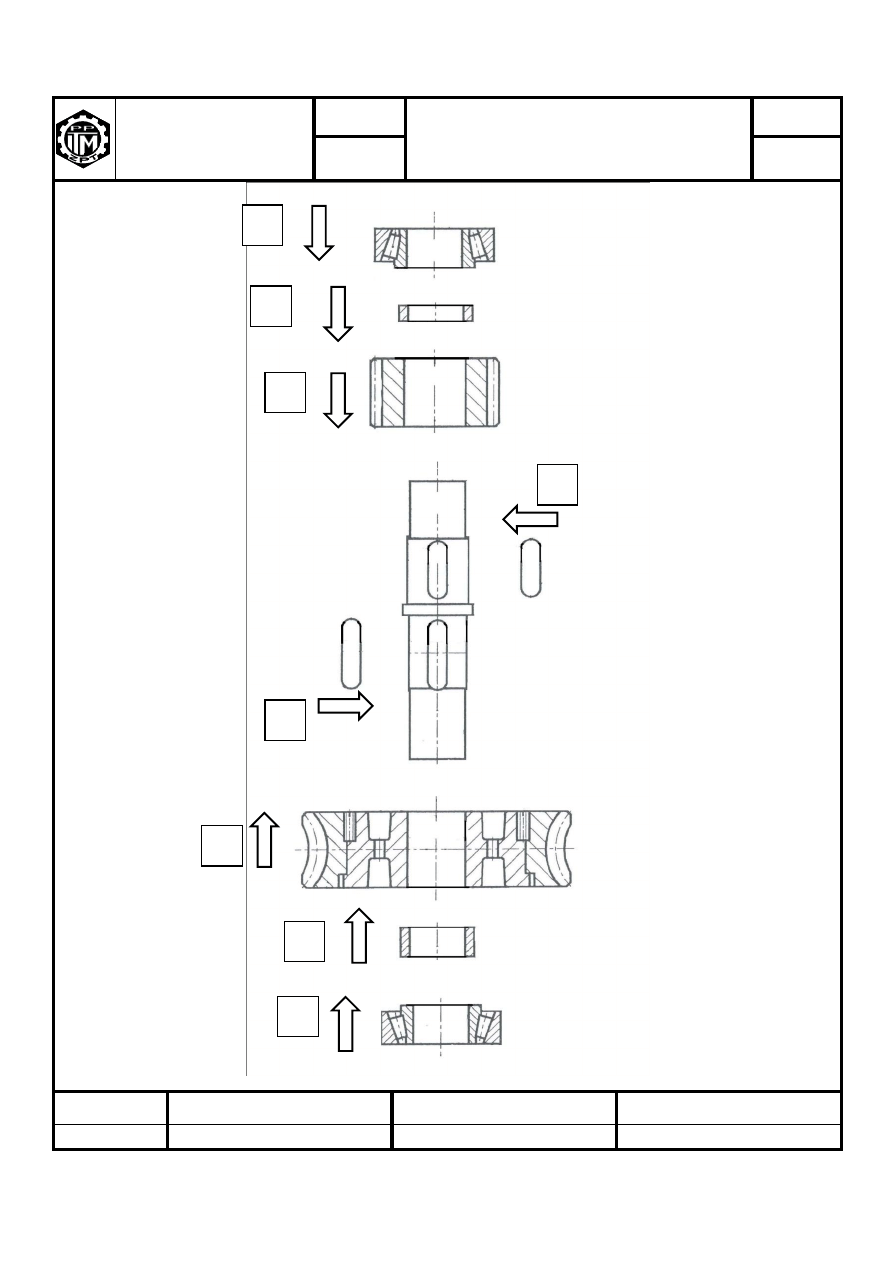
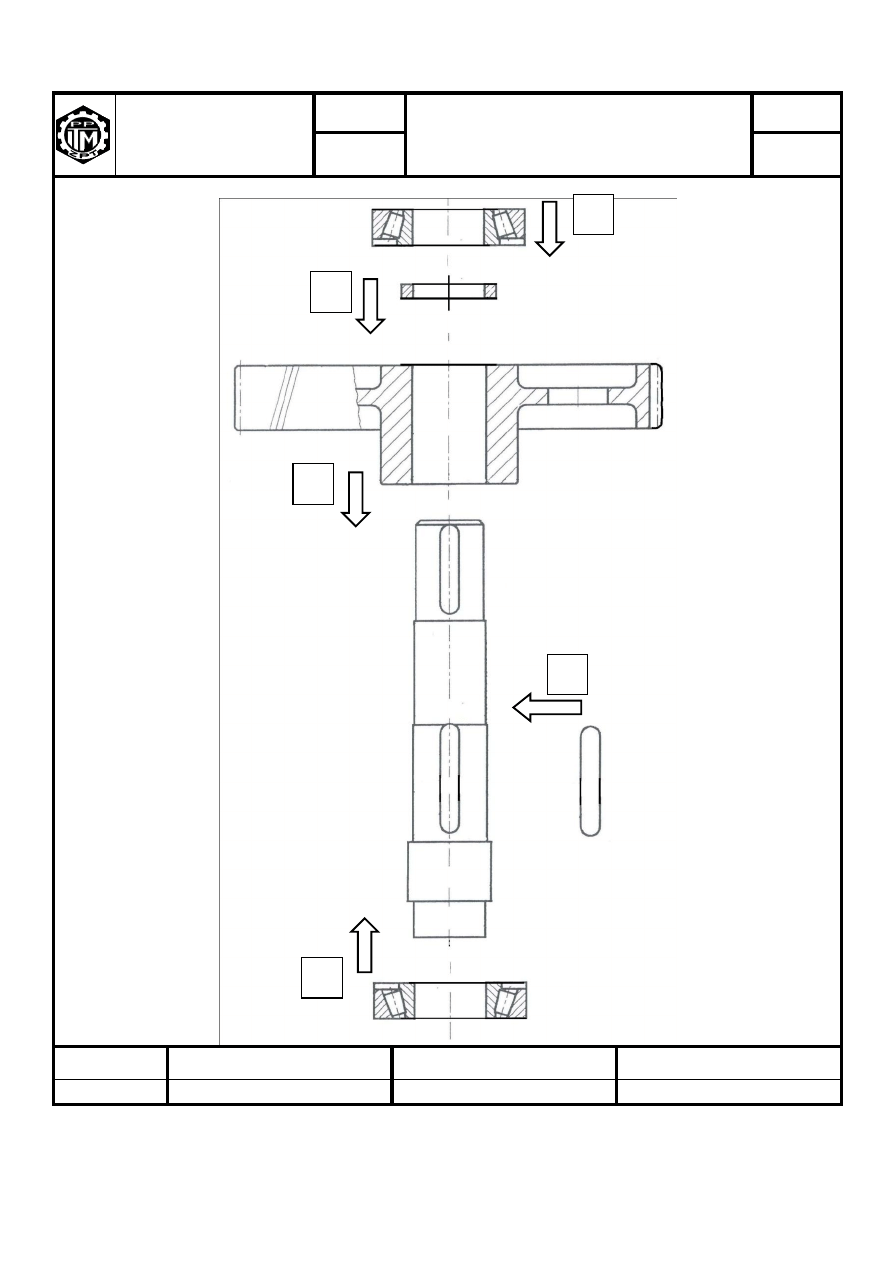
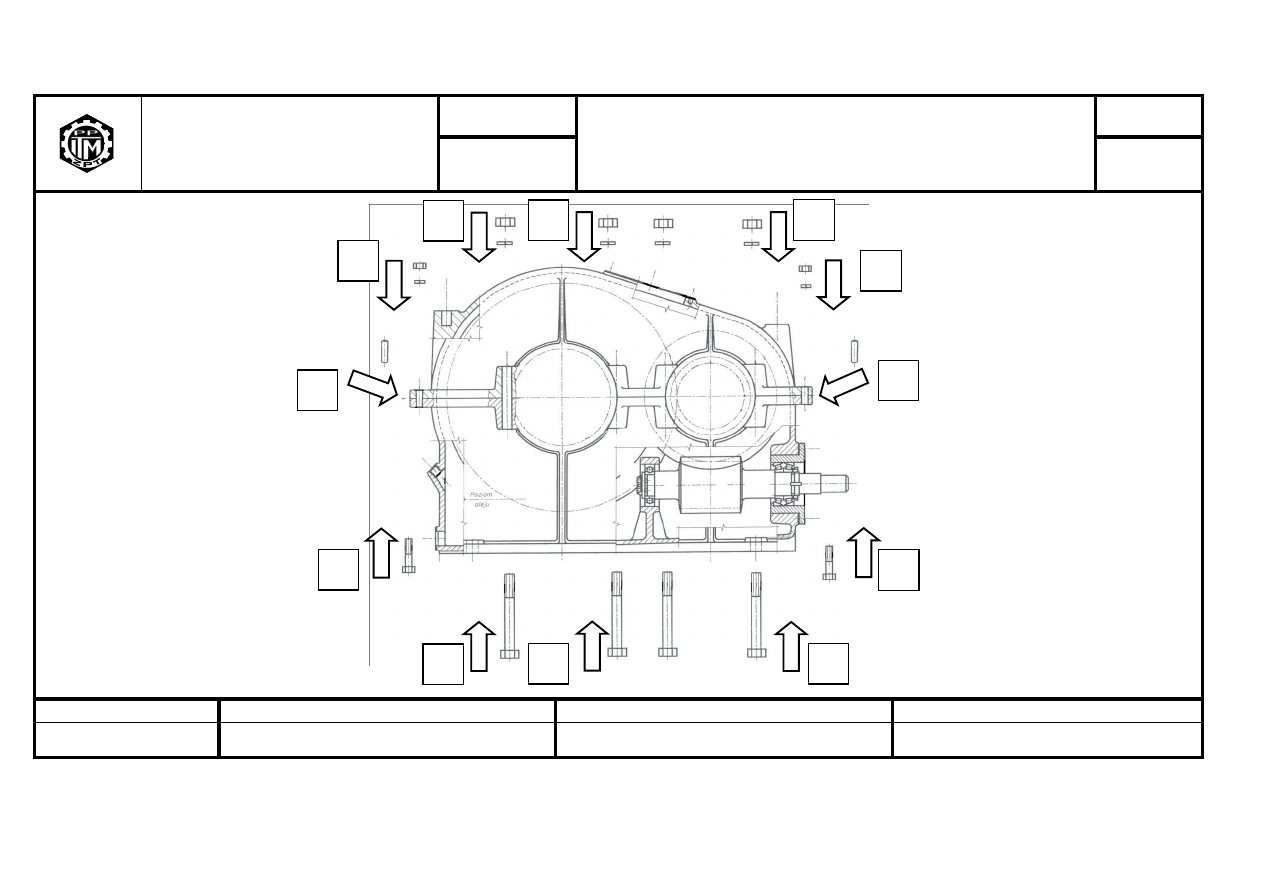
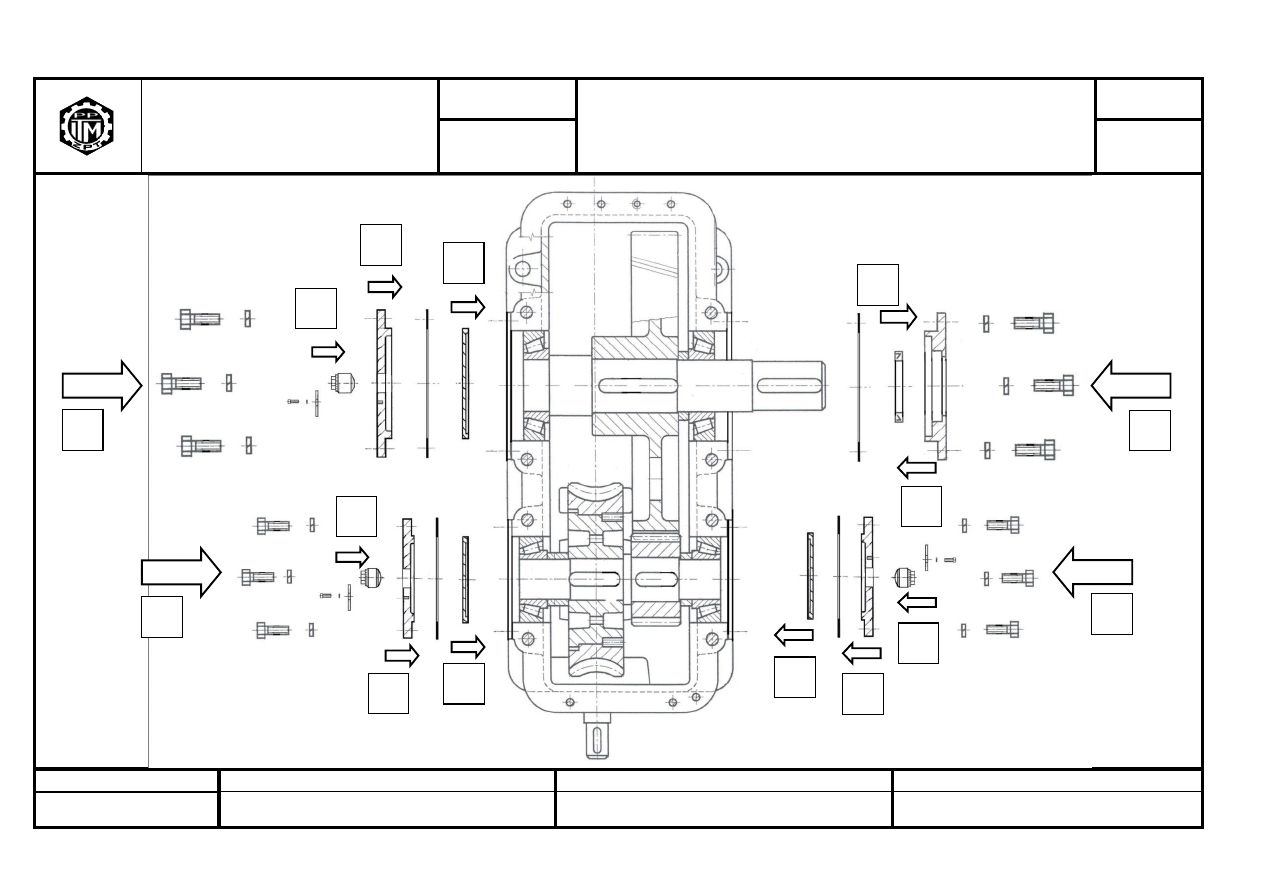
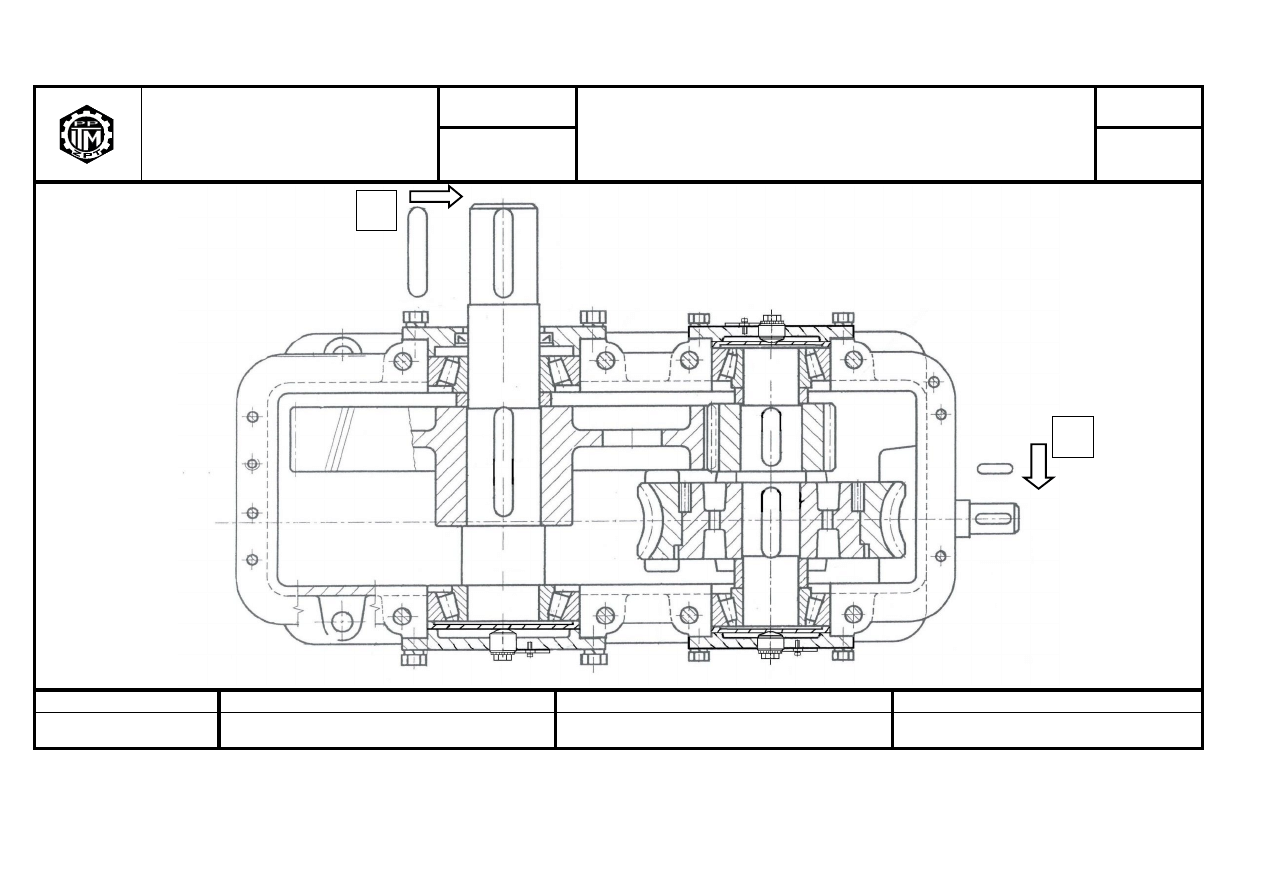
8.
Rysunek do montażu zespołu numer 01 według instrukcji 02
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY
MASZYN I ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
Symb. wyrobu:
RŚW - KP
RYSUNEK ZESPOŁU DO MONTAŻU
Montaż zespołu ślimaka
T - 8
Symb. zespołu:
ZŚ - KP
Nr operacji:
02
Data
Opracowała
Sprawdził
Podpis
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
5
1
3
4
2
11
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY
MASZYN I ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
Symb. wyrobu:
RŚW - KP
RYSUNEK ZESPOŁU DO MONTAŻU
Montaż zespołu ślimaka
T - 8
Symb. zespołu:
ZŚ - KP
Nr operacji:
02
Data
Opracowała
Sprawdził
Podpis
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
6
12
9.
Karta instrukcyjna montażu numer 02
Karta
technologiczna
montażu
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY MASZYN I
ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
INSTRUKCJA
MONTAŻOWA
Nr 02
T- 5
Nazwa zespołu:
Reduktor ślimakowo -
walcowy
Symbol wyrobu:
RŚW - KP
Ilość arkuszy:
1
Nr arkusza:
1
Dział
wykonujący:
Nr operacji:
Nazwa operacji:
Grupa
zaszeregowania:
t
pz
t
j
zł t
pz
zł t
j
Symbol
zespołu:
Montaż
02
Montaż zespołu ślimaka
10
32
ZŚ - KP
Lp.
Opis czynności
Narzędzia
Jednostkowa
norma czasu
t
w
w min
Uwagi:
skrawające
pomocnicze
pomiarowe
1
Założyć i wprasować łożysko kulkowe poz. 57 na ślimaka poz. 8
wg rysunku ad 1
tuleja z dnem
5
prasa
2
Założyć krążek poz. 45 wraz z podkładką poz. 46, a następnie
wkręcić śruby poz. 36 wg rysunku ad 2
klucze nasadowe
4
3
obrócić wałek
1
4
Zamontować do tulei dystansowej poz. 17 łożyska stokowe poz. 56
wg rysunku ad 3
3
5
Zamontować i wprasować łożyska stożkowe poz. 56 wraz z tuleją
dystansową poz. 17 na ślimaka poz. 8 wg rysunku ad 4
tuleja z dnem
8
prasa
6
Zamontować nakrętkę łożyskową poz. 43 wraz z podkładką zębatą
poz. 44 wg rysunku ad 5
3
3
Powlec powierzchnie pod ślimak poz. 8 w korpusie poz. 4
emalią nitro
pędzel
2
4
Umieścić zespół ślimaka wraz z podkładką poz. 26 pod tuleję
dystansową poz.16 w korpusie poz.4 wg rysunku ad 6
2
7
Kontrola jakości.
suwmiarka
5
Razem
32
Uwagi:
Data
Opracowała
Sprawdził
Podpis
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
13
10.
Schemat montażu zespołu numer 01 według instrukcji 02
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY
MASZYN I ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
Symb. wyrobu
RŚW - KP
SCHEMAT MONTAŻU ZESPOŁU
Montaż zespołu ślimaka
T - 7
Symb. zespołu
ZŚ - KP
Nr operacji
02
Treść operacji
Część rysunkowa
Części normalne
Il.
szt.
Nazwa części
Nr rys.
Il.
szt.
Nazwa części i norma
Wymiar
Data
Opracowała
Sprawdził
Zatwierdził
03.05. 2011
Katarzyna Peta
dr inż. R. Siecla
Montaż zespołu
ślimaka wg
instrukcji 02
1
8
Ślimak
1
16
Tuleja
1
26
Podkładka
1
Łożysko kulkowe
wg normy PN –
85/M - 86100
2
Łożysko stożkowe
wg normy PN –
ISO 355:1997
1
KM
10
Nakrętka
łożyskowa wg
normy PN – 82/M -
86478
1
MB
10
Podkładka zębata
wg normy PN –
82/M - 86482
1
55x
22
Krążek wg normy
PN – 70/M - 85011
1
9x
20
Podkładka wg
normy PN – 82/M -
82012
2
M8
x25
Śruba wg normy
PN – 85/M - 82105
14
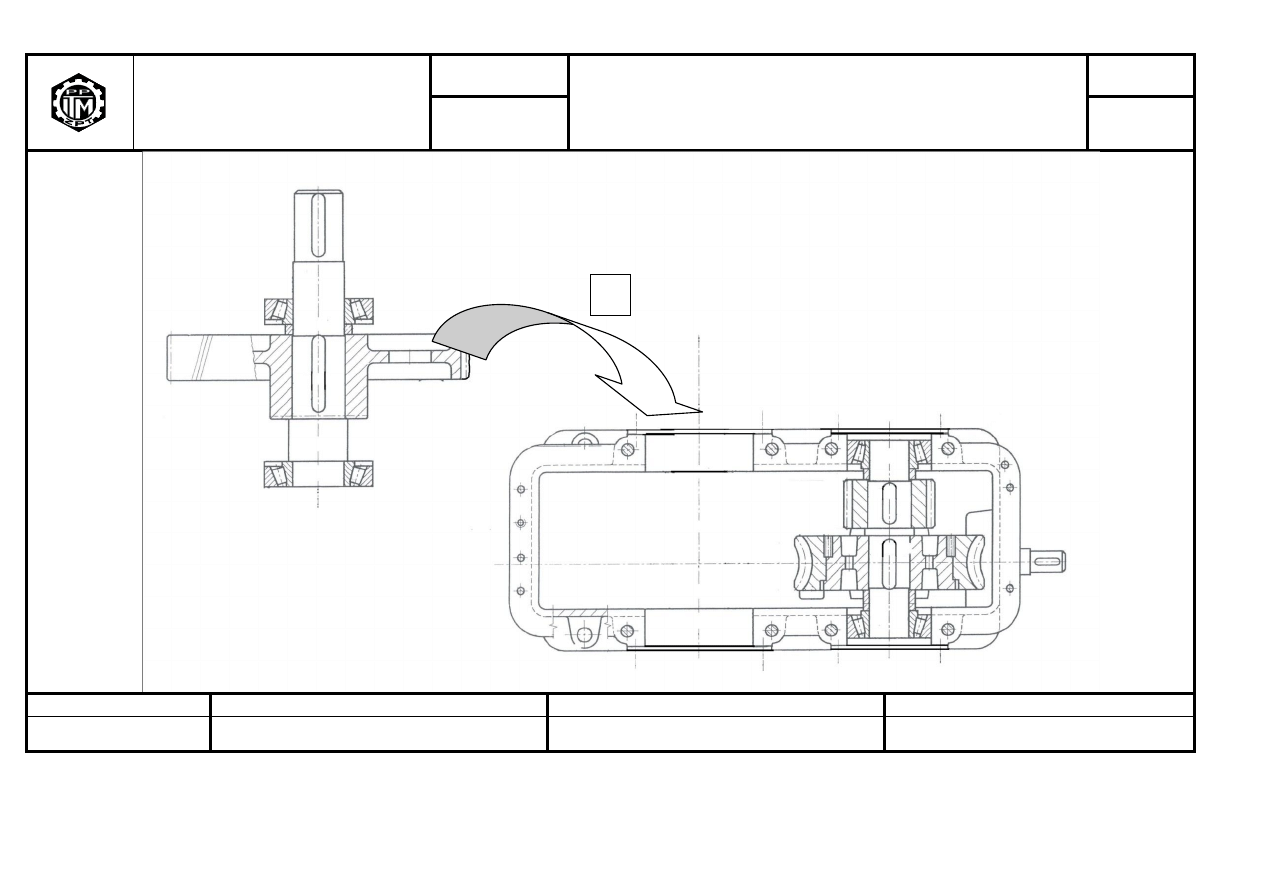
11.
Rysunek zespołu do montażu 02 według instrukcji 03
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY
MASZYN I ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
Symb. wyrobu
RŚW - KP
RYSUNEK ZESPOŁU DO MONTAŻU
Montaż zespołu wałek – ślimacznica
T - 8
Symb. zespołu
WŚ - KP
Nr operacji
03
Data
Opracowała
Sprawdził
Zatwierdził
03.05.2011
Katarzyna Peta
dr.inż. R. Siecla
1
5
2
3
4
6
7
8
15
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY
MASZYN I ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
Symb. wyrobu:
RŚW - KP
RYSUNEK ZESPOŁU DO MONTAŻU
Montaż zespołu wałek – ślimacznica
T - 8
Symb. zespołu:
WS - KP
Nr operacji:
03
Data
Opracowała
Sprawdził
Podpis
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
9
16
12.
Karta instrukcyjna montażu numer 03
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY MASZYN I ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
INSTRUKCJA
MONTAŻOWA
Nr 03
T- 5
Nazwa zespołu:
Reduktor ślimakowo -
walcowy
Symbol wyrobu:
RŚW - KP
Ilość arkuszy:
1
Nr arkusza:
1
Dział wykonujący: Nr operacji:
Nazwa operacji:
Grupa zaszeregowania:
t
pz
t
j
zł t
pz
zł t
j
Symbol
zespołu:
Montaż
03
Montaż zespołu wałek – ślimacznica
10
59
WŚ - KP
Lp.
Opis czynności
Narzędzia
Jednostkowa
norma czasu
t
w
w min
Uwagi:
skrawające
pomocnicze
pomiarowe
1
Dopasować i założyć wpust poz. 50 na wałek poz. 7 wg rysunku ad 1
pilnik
młotek
suwmiarka
2
2
Założyć ślimacznicę poz. 1 na płytę maszynową
podnośnik
2
3
Założyć wałek poz. 7 do ślimacznicy poz. 1 i wprasować wg rysunku ad 2
młotek
13
prasa
4
Założyć tuleje dystansową poz. 19 na wałek poz. 7 wg rysunku ad 3
2
5
Założyć i wprasować łożysko stożkowe poz. 55 na wałek poz. 7 wg rysunku ad 4
tuleja z dnem
5
prasa
6
Dopasować i założyć wpust poz. 50 na wałek poz. 7 wg rysunku ad 5
pilnik
młotek
suwmiarka
2
7
Odwrócić wałek
1
8
Założyć koło zębate poz. 10 na płytę maszynową
2
9
Założyć wałek poz. 7 do koła zębatego poz. 7 i wprasować wg rysunku ad 6
młotek
podnośnik
13
prasa
10
Założyć tuleje dystansową poz. 18 na wałek poz. 7 wg rysunku ad 7
2
3
Założyć i wprasować łożysko stożkowe poz. 55 na wałek poz. 7 wg rysunku ad 8
tuleja z dnem
5
prasa
7
Umieścić zespół wałek - ślimacznica w korpusie poz. 4 wg rysunku ad 9
5
8
Kontrola jakości
suwmiarka
5
Razem
59
Uwagi:
Data
Opracowała
Sprawdził
Podpis
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
17
13.
Schemat montażu zespołu numer 02 według instrukcji 03
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY
MASZYN I ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
Symb. wyrobu
RŚW - KP
SCHEMAT MONTAŻU ZESPOŁU
Montaż zespołu wałek – ślimacznica
T - 7
Symb. zespołu
WŚ - KP
Nr operacji
03
Treść operacji
Część rysunkowa
Części normalne
Il.
szt.
Nazwa części
Nr rys.
Il. szt.
Nazwa części i norma
Wymiar
Data
Opracowała
Sprawdził
Zatwierdził
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
Montaż zespołu
wałek –
ślimacznica wg
instrukcji nr 03
Łożysko stożkowe
wg normy PN –
ISO 355:1997
2
A20x12x8
0
Wpust
pryzmatyczny wg
normy PN – 70/M -
85005
2
1
7
Wałek
1
1
Ślimacznica
1
10
Koło zębate
1
18
Tuleja
1
19
Tuleja
18
14.
Rysunek zespołu do montażu 03 według instrukcji 04
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY
MASZYN I ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
Symb. wyrobu
RŚW - KP
RYSUNEK ZESPOŁU DO MONTAŻU
Montaż zespołu wałka
T - 8
Symb. zespołu
W - KP
Nr operacji
04
Data
Opracowała
Sprawdził
Zatwierdził
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
2
1
3
4
5
19
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY
MASZYN I ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
Symb. wyrobu:
RŚW - KP
RYSUNEK ZESPOŁU DO MONTAŻU
Montaż zespołu wałka
T - 8
Symb. zespołu:
W - KP
Nr operacji:
04
Data
Opracowała
Sprawdził
Podpis
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
6

20
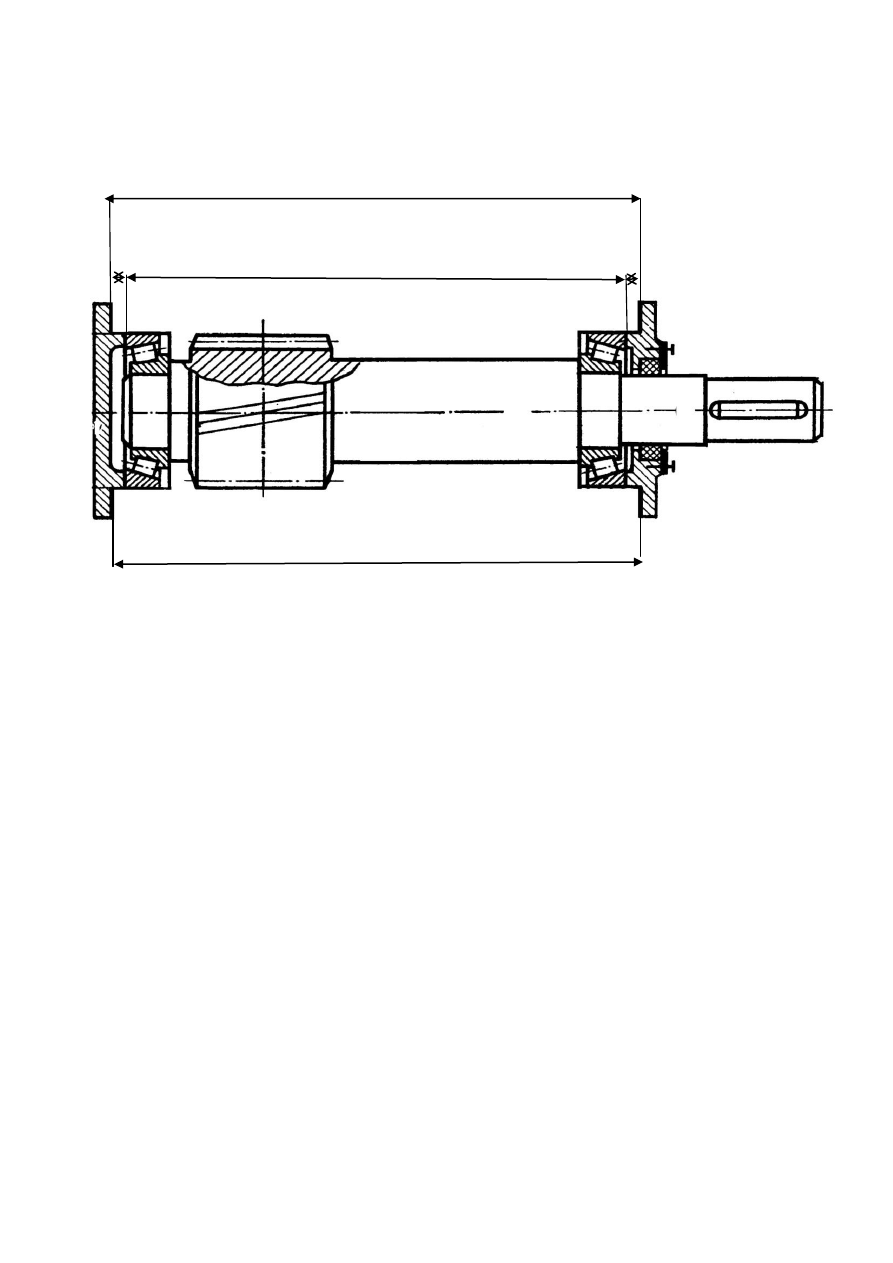
15.
Karta instrukcyjna montażu numer 04
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY MASZYN I
ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
INSTRUKCJA
MONTAŻOWA
Nr 04
T- 5
Nazwa zespołu:
Reduktor ślimakowo -
walcowy
Symbol wyrobu:
RŚW - KP
Ilość arkuszy:
1
Nr arkusza:
1
Dział wykonujący: Nr operacji:
Nazwa operacji:
Grupa zaszeregowania:
t
pz
t
j
zł t
pz
zł t
j
Symbol
zespołu:
Montaż
04
Montaż zespołu wałka
10
45
W - KP
Lp.
Opis czynności
Narzędzia
Jednostkowa
norma czasu
t
w
w min
Uwagi:
skrawające
pomocnicze
pomiarowe
1
Założyć i wprasować łożysko stożkowe poz. 54 na wałek poz. 6 wg
rysunku ad 1
tuleja z dnem
5
praska
2
Dopasować i założyć wpust poz. 48 na wałek poz. 6 wg rysunku ad 2
pilnik
młotek
suwmiarka
3
3
Odwrócić wałek
1
4
Założyć koło walcowe zębate poz. 9 na płytę maszynową
podnośnik
4
5
Założyć wałek poz. 6 do koła zębatego poz. 9 i wprasować wg rysunku
ad 3
młotek
15
praska
6
Założyć na wałek poz. 6 tuleję dystansową poz.20 wg rysunku ad 4
2
1
Założyć i wprasować łożysko stożkowe poz. 54 na wałek poz. 6 wg
rysunku ad 5
tuleja z dnem
5
praska
10
Umieścić zespół wałka poz. 6 w korpusie poz.4 wg rysunku ad 6
5
11
Kontrola jakości
suwmiarka
5
Razem
45
Uwagi:
Data
Opracowała
Sprawdził
Podpis
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
21
16.
Schemat montażu zespołu numer 03 według instrukcji 04
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY
MASZYN I ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
Symb. wyrobu
RŚW - KP
SCHEMAT MONTAŻU ZESPOŁU
Montaż zespołu wałka
T - 7
Symb. zespołu
W - KP
Nr operacji
04
Treść operacji
Część rysunkowa
Części normalne
Il.
szt.
Nazwa części
Nr rys.
Il. szt.
Nazwa części i norma
Wymiar
Data
Opracowała
Sprawdził
Zatwierdził
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
Montaż zespołu
wałka wg instrukcji
nr 04
Łożysko stożkowe
wg normy PN –
ISO 355:1997
2
A25x14x1
25
Wpust
pryzmatyczny wg
PN-70/M-85005
1
1
6
Wałek
1
9
Koło zębate
walcowe
1
20
Tuleja
22
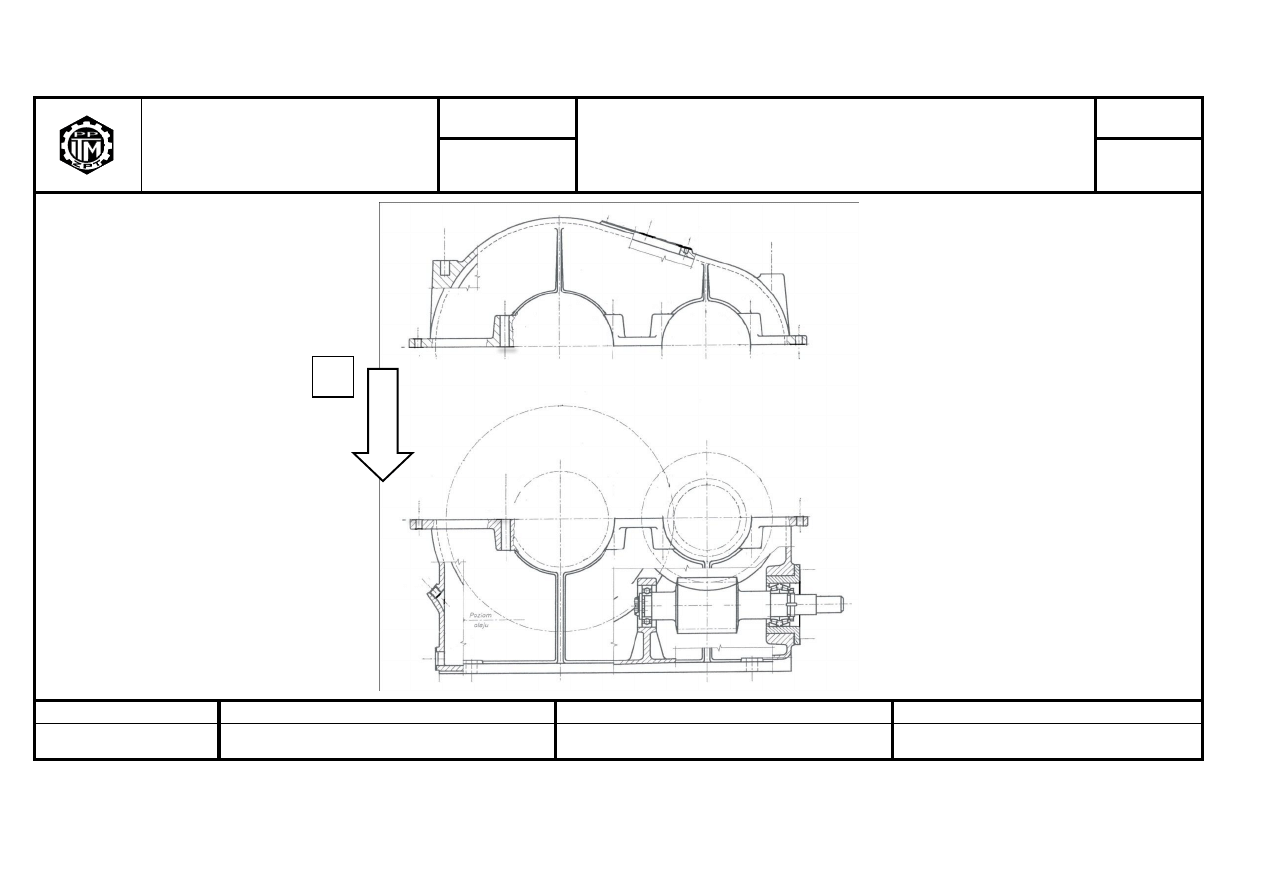
17.
Rysunek do montażu części według instrukcji 05
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY
MASZYN I ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
Symb. wyrobu:
RŚW - KP
RYSUNEK ZESPOŁU DO MONTAŻU
Montaż pokrywy
T - 8
Symb. zespołu:
-
Nr operacji:
05
Data
Opracowała
Sprawdził
Podpis
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
1
23
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY
MASZYN I ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
Symb. wyrobu:
RŚW - KP
RYSUNEK ZESPOŁU DO MONTAŻU
Montaż pokrywy
T - 8
Symb. zespołu:
-
Nr operacji:
05
Data
Opracowała
Sprawdził
Podpis
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
2
2
2
3
2
3
4
4
2
2
3
3
24
18.
Karta instrukcyjna montażu numer 05
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY MASZYN I
ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania
Technologii
INSTRUKCJA
MONTAŻOWA
Nr 05
T- 5
Nazwa zespołu:
Reduktor ślimakowo -
walcowy
Symbol wyrobu:
RŚW - KP
Ilość arkuszy:
1
Nr
arkusza:
1
Dział
wykonujący:
Nr
operacji:
Nazwa operacji:
Grupa zaszeregowania:
t
pz
t
j
zł t
pz
zł t
j
Symbol
zespołu:
Montaż
05
Montaż pokrywy
10
27
-
Lp.
Opis czynności
Narzędzia
Jednostkowa
norma czasu
t
w
w min
Uwagi:
skrawając
e
pomocnicze
pomiarowe
1
Powlec powierzchnię pod pokrywę poz. 5 w korpusie poz. 4
emalią nitro
pędzel
2
2 Umieścić pokrywę poz. 5 na korpusie poz. 4 wg rysunku ad 1
podnośnik
5
3
Zamontować śruby poz. 31 wraz z podkładką sprężystą poz.
39 i nakrętką poz. 37 według rysunku ad 2
klucze nasadowe
7
4
Zamontować śruby poz. 33 wraz z podkładką sprężystą poz.
41 i nakrętką poz. 38 według rysunku ad 3
klucze nasadowe
5
5
Wbić kołki ustalające poz. 47 wg rysunku ad 4
młotek
3
6
Kontrola jakości
suwmiarka
5
Razem
27
Uwagi:
Data
Opracowała
Sprawdził
Podpis
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
25
19.
Schemat montażu części według instrukcji 05
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY
MASZYN I ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
Symb. wyrobu
RŚW - KP
SCHEMAT MONTAŻU ZESPOŁU
Montaż pokrywy
T - 7
Symb. zespołu
-
Nr operacji
05
Treść operacji
Część rysunkowa
Części normalne
Il.
szt.
Nazwa części
Nr rys.
Il. szt.
Nazwa części i norma
Wymiar
Data
Opracowała
Sprawdził
Zatwierdził
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
Montaż pokrywy
wg instrukcji 05
M20x160
Śruba według PN –
85/M - 82101
8
M12x60
Śruba według PN –
85/M - 82101
4
1
5
Pokrywa
Z20,5
Podkładka
sprężysta wg
normy PN – 77/M -
82008
8
12x40
Kołki ustalające
według PN -89/M -
85020
2
Z12,2
Podkładka
sprężysta wg
normy PN – 77/M -
82008
4
M12
Nakrętka wg normy
PN – 86/M - 82144
4
M20
Nakrętka wg normy
PN – 86/M - 82144
8
26
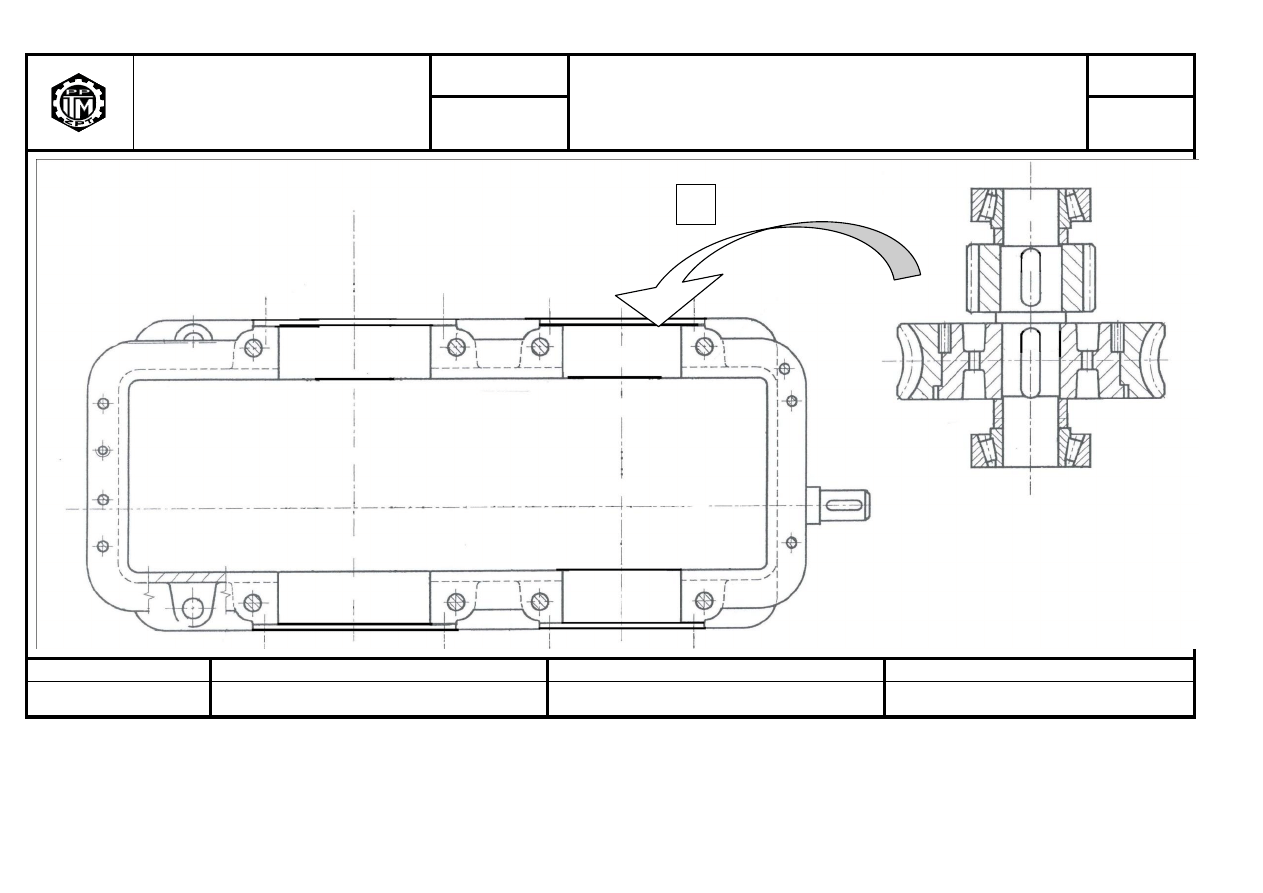
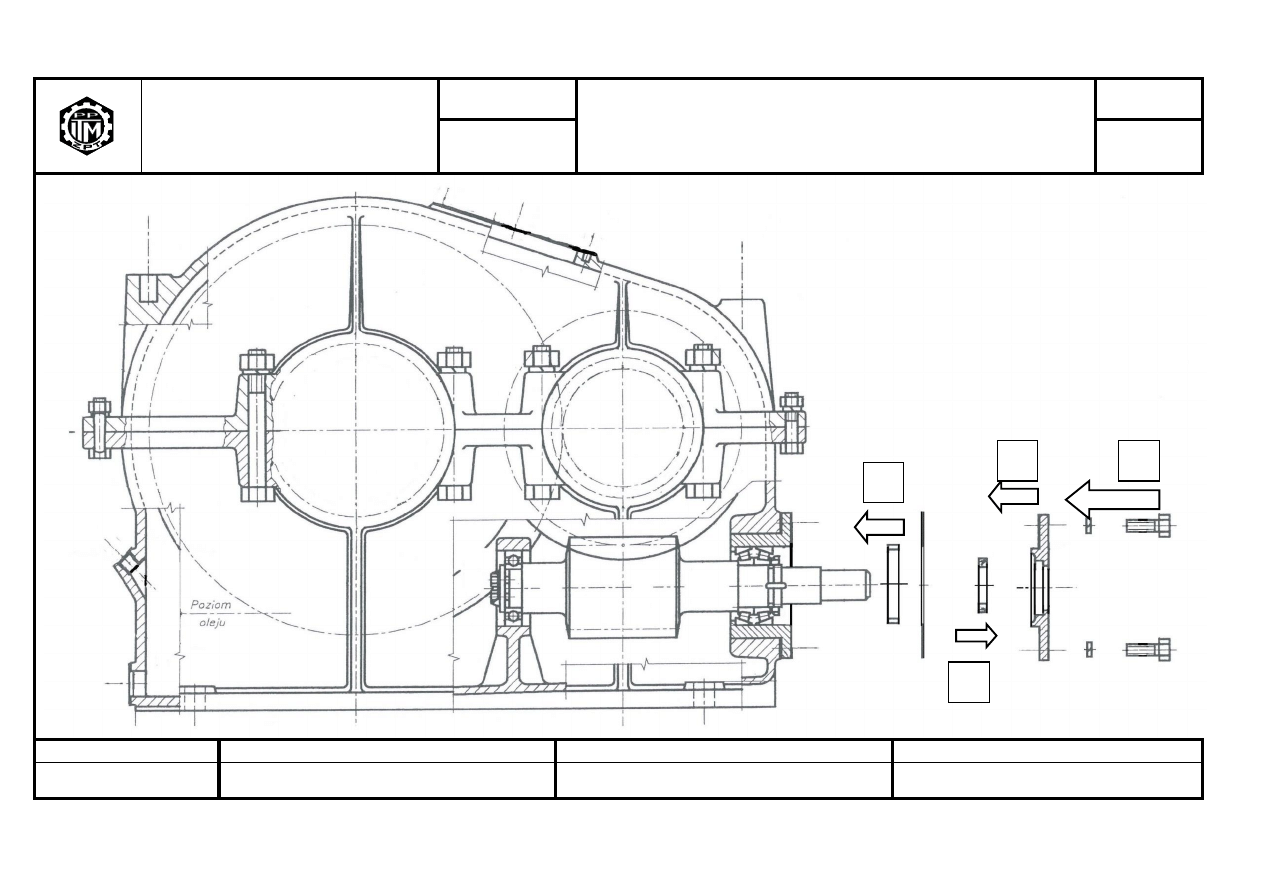
20.
Rysunek do montażu części według instrukcji 06
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY
MASZYN I ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
Symb. wyrobu:
RŚW - KP
RYSUNEK ZESPOŁU DO MONTAŻU
Montaż pokryw bocznych i śrub specjalnych
T - 8
Symb. zespołu:
-
Nr operacji:
06
Data
Opracowała
Sprawdził
Podpis
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
5
2
4
1
27
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY
MASZYN I ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
Symb. wyrobu:
RŚW - KP
RYSUNEK ZESPOŁU DO MONTAŻU
Montaż pokryw bocznych i śrub specjalnych
T - 8
Symb. zespołu:
-
Nr operacji:
06
Data
Opracowała
Sprawdził
Podpis
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
4
2
3
3
3
4
4
8
8
8
6
6
7
7
4
28
21.
Karta instrukcyjna montażu numer 06
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY MASZYN I
ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
INSTRUKCJA
MONTAŻOWA
Nr 06
T- 5
Nazwa zespołu:
Reduktor ślimakowo -
walcowy
Symbol wyrobu:
RŚW - KP
Ilość arkuszy:
1
Nr arkusza:
1
Dział wykonujący: Nr operacji:
Nazwa operacji:
Grupa zaszeregowania:
t
pz
t
j
zł t
pz
zł t
j
Symbol
zespołu:
Montaż
06
Montaż pokryw bocznych i śrub
specjalnych
10
41
-
Lp.
Opis czynności
Narzędzia
Jednostkowa
norma czasu
t
w
w min
Uwagi:
skrawające
pomocnicze
pomiarowe
1
Powlec emalią nitro powierzchnie korpusu poz. 4 pod pokrywki boczne poz. 11, 12,
13, 14, 15
pędzel
3
2
Założyć tuleję dystansową poz. 17 wg rysunku ad 1
2
3
Umieścić pierścienie uszczelniające poz. 52, 53 w pokrywach bocznych poz. 11, 15
wg rysunku ad 2
3
4
Umieścić tarcze poz. 58, 59 w korpusie poz. 4 za łożyskami wg rysunku ad 3
młotek
3
5
Założyć pokrywy boczne poz. 11, 12, 13, 14, 15 wraz z podkładkami poz. 23, 24, 25
wg rysunku ad 4
5
6
Zamontować śruby poz. 34 wraz z podkładką sprężystą poz. 41 wg rysunku ad 5
klucze nasadowe
4
7
Zamontować śruby poz. 35 wraz z podkładką sprężystą poz. 41 wg rysunku ad 6
klucze nasadowe
4
8
Zamontować śruby poz. 32 wraz z podkładką sprężystą poz. 40 wg rysunku ad 7
klucze nasadowe
4
9
Wkręcić śrubę specjalną poz. 61, 62 w pokrywy boczne poz.12, 13, 14.
Przymocować śruby specjalne za pomocą podkładek specjalnych poz. 60 oraz
wkrętów poz. 64 z podkładkami sprężystymi poz. 63 wg rysunku ad 8
wkrętak
8
10
Kontrola jakości
suwmiarka
5
Razem
41
Uwagi:
Data
Opracowała
Sprawdził
Podpis
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
29
22.
Schemat montażu części według instrukcji 06
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY
MASZYN I ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
Symb. wyrobu
RŚW - KP
SCHEMAT MONTAŻU ZESPOŁU
Montaż pokryw bocznych i śrub specjalnych
T - 7
Symb. zespołu
Nr operacji
06
Treść operacji
Część rysunkowa
Części normalne
Il.
szt.
Nazwa części
Nr rys.
Il. szt.
Nazwa części i norma
Wymiar
Data
Opracowała
Sprawdził
Zatwierdził
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
Montaż pokryw
bocznych i śrub
specjalnych wg
instrukcji nr 06
A85x110x
12
Pierścień
uszczelniający wg
normy PN – 72/M -
86964
1
1
11
12
13
14
15
Pokrywy
2
58
Tarcza
2
23
Komplet
podkładek
2
24
Komplet
podkładek
1
25
Komplet
podkładek
1
62
Śruba specjalna
M12x50
Śruba wg normy
PN – 85/M - 82101
6
M5x10
Wkręty wg normy
PN – 85/M - 82215
6
1
59
Tarcza
1
17
Tuleja
2
61
Śruba specjalna
3
60
Podkładka
specjalna
A45x65x1
0
Pierścień
uszczelniający wg
normy PN – 72/M -
86964
1
M12x40
Śruba wg normy
PN – 85/M - 82101
1
2
M16x50
Śruba wg normy
PN – 85/M - 82101
1
2
Z12,2
Pod. Sprężysta wg
normy PN – 77/M -
82008
1
8
Z16,6
Pod. Sprężysta wg
normy PN – 77/M -
82008
1
2
5,1
Pod. Sprężysta wg
normy PN – 77/M -
82008
6
30
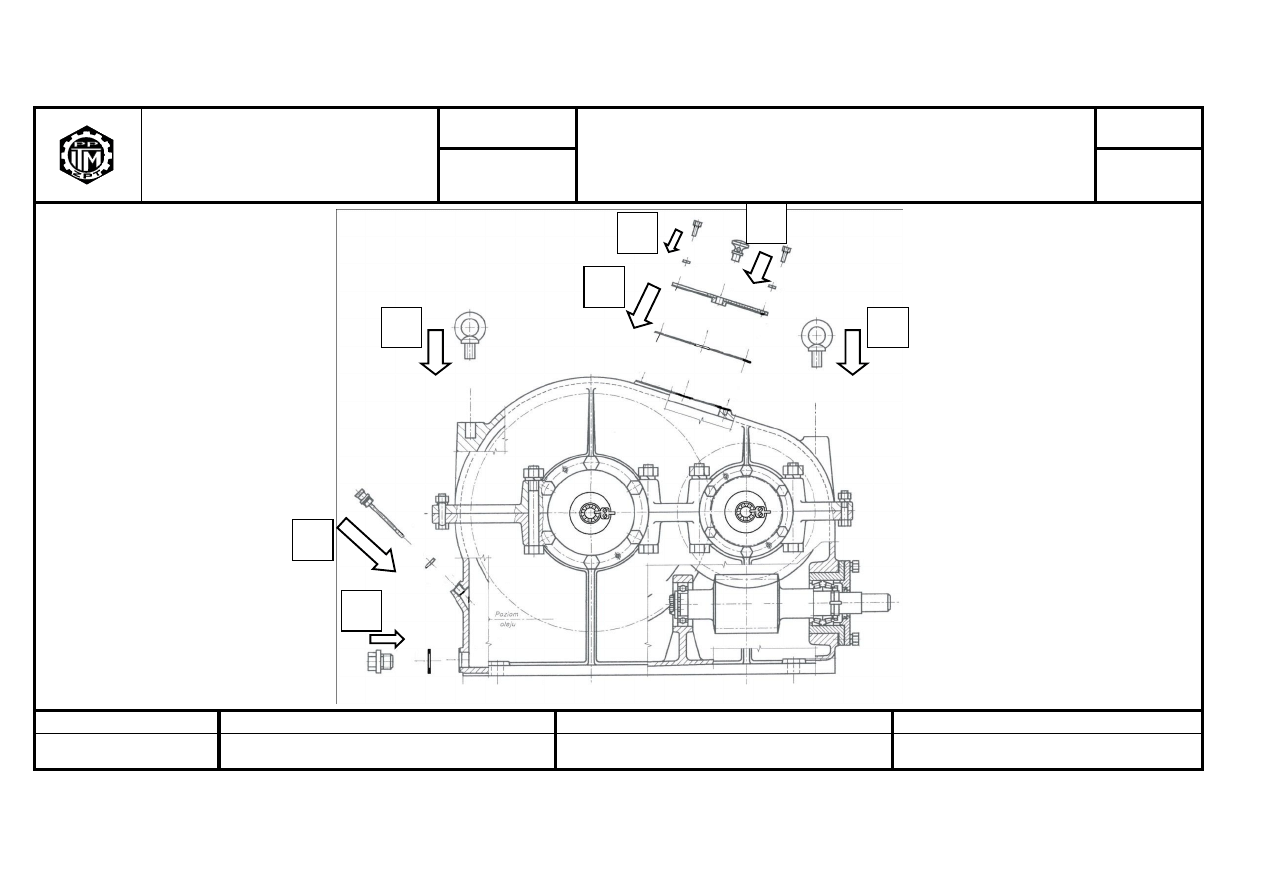
23.
Rysunek do montażu części według instrukcji 07
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY
MASZYN I ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
Symb. wyrobu:
RŚW - KP
RYSUNEK ZESPOŁU DO MONTAŻU
Montaż pokrywy, odpowietrznika, wskaźnika poziomu oleju i korka
spustowego
T - 8
Symb. zespołu:
-
Nr operacji:
07
Data
Opracowała
Sprawdził
Podpis
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
1
2
3
1
4
5
6
31
24.
Karta instrukcyjna montażu numer 07
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY MASZYN I
ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
INSTRUKCJA
MONTAŻOWA
Nr 07
T- 5
Nazwa zespołu:
Reduktor ślimakowo -
walcowy
Symbol wyrobu:
RŚW - KP
Ilość arkuszy:
1
Nr arkusza:
1
Dział wykonujący:
Nr
operacji:
Nazwa operacji:
Grupa
zaszeregowania:
t
pz
t
j
zł t
pz
zł t
j
Symbol
zespołu:
Montaż
07
Montaż pokrywy, odpowietrznika, wskaźnika
poziomu oleju i korka spustowego
10
22
-
Lp.
Opis czynności
Narzędzia
Jednostkowa
norma czasu
t
w
w min
Uwagi:
skrawające
pomocnicze
pomiarowe
1
Zamontować śruby z uchem poz. 30 wg rysunku ad 1
2
2
Wkręcić korek spustowy poz. 21 wraz z uszczelką poz. 27 wg rysunku
ad 2
klucze
2
3
Wkręcić wskaźnik poziomu oleju poz. 3 wraz z uszczelką poz. 29 wg
rysunku ad 3
2
4
Zalać reduktor olejem
lejek
3
5
Zamontować pokrywę poz. 2 wraz z uszczelką poz. 28 wg rysunku ad 4
2
6
Zamontować śruby poz. 36 wraz z podkładkami sprężystymi poz. 42 wg
rysunku ad 5
klucze
3
1
Zamontować odpowietrznik poz.22 wg rysunku ad. 6
klucze
2
7
Zamontować tabliczkę znamionową
miara,
szablon
1
9
Kontrola jakości
5
Razem
22
Data
Opracowała
Sprawdził
Podpis
03.05.2011 Katarzyna Peta
dr inż. R. Siecla
32
25.
Schemat montażu części według instrukcji 07
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY
MASZYN I ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
Symb. wyrobu
RŚW - KP
SCHEMAT MONTAŻU ZESPOŁU
Montaż pokrywy, odpowietrznika, wskaźnika
poziomu oleju i korka spustowego
T - 7
Symb. zespołu
-
Nr operacji
07
Treść operacji
Część rysunkowa
Części normalne
Il.
szt.
Nazwa części
Nr rys.
Il. szt.
Nazwa części i norma
Wymiar
Data
Opracowała
Sprawdził
Zatwierdził
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
Montaż pokrywy,
odpowietrznika,
wskaźnika poziomu
oleju i korka
spustowego wg
instrukcji 07
1
22
Odpowietrznik
1
2
Pokrywa
1
28
Uszczelka
1
21
Korek spustowy
M8x25
Śruba wg normy
PN – 85/M - 82105
4
1
27
Uszczelka
1
3
Wskaźnik poziomu
oleju
1
29
Uszczelka
Z8,2
Podkładka
sprężysta wg
normy PN – 77/M -
82008
4
M16
Śruba z uchem wg
normy PN – 92/M -
82472
2
33
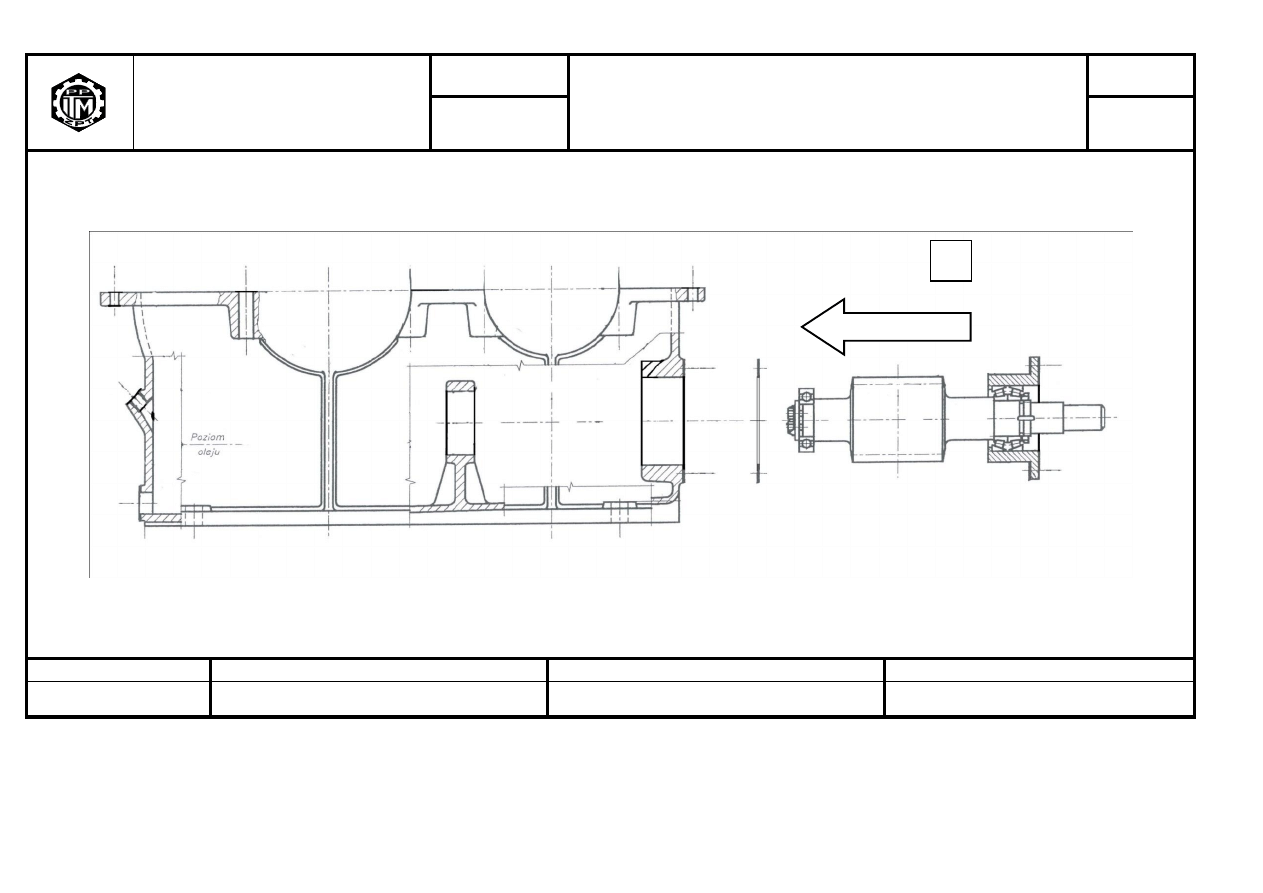
26.
Rysunek do montażu części według instrukcji 08, 09
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY
MASZYN I ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
Symb. wyrobu:
RŚW - KP
RYSUNEK ZESPOŁU DO MONTAŻU
Przygotowanie do wysyłki, ostateczna kontrola jakości
T - 8
Symb. zespołu:
-
Nr operacji:
08, 09
Data
Opracowała
Sprawdził
Podpis
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
1
2
34
27.
Karta instrukcyjna montażu numer 08, 09
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY MASZYN I
ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
INSTRUKCJA
MONTAŻOWA
Nr 08, 09
T- 5
Nazwa zespołu:
Reduktor ślimakowo -
walcowy
Symbol wyrobu:
RŚW - KP
Ilość arkuszy:
1
Nr arkusza:
1
Dział wykonujący:
Nr operacji:
Nazwa operacji:
Grupa zaszeregowania:
t
pz
t
j
zł t
pz
zł t
j
Symbol
zespołu:
Montaż
08, 09
Przygotowanie do wysyłki, ostateczna
kontrola jakości
10
26
-
Lp.
Opis czynności
Narzędzia
Jednostkowa
norma czasu
t
w
w min
Uwagi:
skrawające
pomocnicze
pomiarowe
1
Sprawdzić pokrycie lakierem powierzchni zewnętrznej przekładni
4
2
Ustalić przy pomocy taśmy wpust poz. 51 na ślimaku poz. 8 wg rysunku
ad 1
taśma, młotek
1
3
Ustalić przy pomocy taśmy wpust poz. 49 na wałku poz. 6 wg rysunku ad
2
taśma, młotek
1
4
Ostateczna kontrola jakości działania mechanizmu przekładni oraz
szczelności i stanu uszczelek
10
5
Zawinąć w folię, dołączyć instrukcję i znaki producenta
10
Razem
26
Uwagi:
Data
Opracowała
Sprawdził
Podpis
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
35
28.
Schemat montażu części według instrukcji 08, 09
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY
MASZYN I ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
Symb. wyrobu
RSW - KP
SCHEMAT MONTAŻU ZESPOŁU
Przygotowanie do wysyłki, ostateczna kontrola
jakości
T - 7
Symb. zespołu
-
Nr operacji
08, 09
Treść operacji
Część rysunkowa
Części normalne
Il.
szt.
Nazwa części
Nr rys.
Il. szt.
Nazwa części i norma
Wymiar
Data
Opracowała
Sprawdził
Zatwierdził
03.05.2011
Katarzyna Peta
dr inż. R. Siecla
Przygotowanie do
wysyłki, ostateczna
kontrola jakości
wg instrukcji 08, 09
A22x14x1
25
Wpust
pryzmatyczny wg
normy PN – 70/M -
85005
1
A10x8x50
Wpust
pryzmatyczny wg
normy PN – 70/M -
85005
1
36
29.
Zbiór pomocy warsztatowych
POLITECHNIKA POZNAŃSKA
WYDZIAŁ BUDOWY MASZYN I ZARZĄDZANIA
Instytut Technologii Mechanicznej
Zakład Projektowania Technologii
SPIS POMOCY
WARSZTATOWYCH
T-3
Cecha wyrobu:
RŚW - KP
Nazwa części:
Reduktor ślimakowo -
walcowy
Nr części:
Normalnych
4
Uchwyty
6
Narzędzia
20
Pomoce pomiarowe
9
Arkusz
1
Specjalnych
1
Przyrządy
-
Il. arkuszy
1
Uchwyty, przyrządy
Narzędzia
Pomoce pomiarowe
Nazwa
Cecha
Wielkość
Ilość
Nr
oper.
Nazwa
Cecha
Wielkość
Ilość
Nr
oper.
Nazwa
Cecha
Wielkość
Ilość
myjka
ciśnieniowa
podnośnik
1
1
01
pilnik
pędzel
k. kluczy
skrobak
1
1
1
01
suwmiarka
1
płyta maszynowa
tuleja z dnem
praska
prasa
1
1
02
Pędzel
Klucze
nasadowe
1
1
02
suwmiarka
1
płyta maszynowa
tuleja z dnem
podnośnik
praska
prasa
1
1
1
03
pędzel
młotek
pilnik
skrobak
1
1
1
03
suwmiarka
1
płyta maszynowa
tuleja z dnem
podnośnik
praska
prasa
1
1
1
04
pilnik
młotek
skrobak
1
1
04
suwmiarka
1
37
podnośnik
1
05
młotek
pędzel
Klucze
nasadowe
1
1
1
05
suwmiarka
1
06
Pędzel
Młotek
wkrętak
Klucze
nasadowe
1
1
1
1
06
suwmiarka
1
07
lejek
k. kluczy
1
1
07
suwmiarka
miara taśmowa
szablon
1
1
1
08, 09
Młotek
gumowy
taśma klejąca
1
10
Opracowała
Katarzyna Peta
Sprawdził
dr inż. R. Siecla
Kontr. normalizacyjna
Zatwierdził:
Uwagi:

38
30.
Podnośnik warsztatowy
Żuraw warsztatowy wyciągarka 2 t FRAME 97X110
Urządzenie to jest w stanie dźwigać ciężary o masie do 2 ton, na wysokość do 2382 mm. Po
zamontowaniu na ramieniu żurawia odpowiedniego zawiesia żuraw umożliwia podnoszenie,
wyjmowanie oraz montaż silników, skrzyń biegów i innych ciężkich elementów. Szeroko rozstawione i
daleko wysunięte podłużnice ramy dolnej gwarantują odpowiednią stabilność żurawia i ułatwiają
wyjeżdżanie nim pod podwozie bądź stanowisko montażowe. Rama dolna żurawia osadzona jest
ponadt
o na sześciu skrętnych kołach, które zapewniają sprawne manewrowanie urządzeniem z
podwieszonym ładunkiem.
Dane techniczne:
-
Maksymalny udźwig urządzenia 2 tony
- Zakres podnoszenia 25
– 2382 mm
-
Regulowana długośc ramienia od 950 mm x 1500 mm
- Wyposa
żony w łańcuch z hakiem na końcu ramienia
-
Łatwy w manewrowaniu – 6 skrętnych kół
-
Składana rama
- Waga 85 kg
39
31.
Obliczenie łańcucha wymiarowego
Rysunek
A1
a
A
b
B
Obliczenie łańcucha wymiarowego:
a+ b + A ≥ B + Z
B = a + b + A + Z
B
– Z = A1
Z = B
– A1
A1 = a + A + b
Z
max
= B
max
– ( A + a + b)
min
Z
min
=
B
min
– ( A + a + b)
max
T
z
= Z
max
- Z
min

40
32. Koncepcja automatyzacji
Koncepcja automatyzacji danego reduktora ślimakowo – walcowego nie może być wdrożona do
systemu produkcyjnego ze względu na to, iż reduktor jest zbyt skomplikowany na zastosowanie
automatyzacji. Potrzebna jest tutaj praca ludzkich i wykwalifikowany rąk, które w dokładny sposób
dokonają całego montażu danego reduktor.
Dru
gim czynnikiem, który powoduje, że koncepcję automatyzacji należy odrzucić jest to, że dana
koncepcja wymaga dużych nakładów inwestycyjnych. Przy produkcji rocznej 5885 tych reduktorów
jest to pod każdym względem nie opłacalne.
Oczywiście automatyzację można zastosować do niektórych procesów stosowanych w produkcji
reduktorów np.: przy zalewaniu reduktora olejem, przy etykietowaniu reduktorów, przy pakowaniu
reduktorów itd.
33.
Dyskusja otrzymanych rezultatów projektowania
Technologia montażu reduktora ślimakowo – walcowego jest dość skomplikowana. Trzeba
posiadać odpowiednio wykwalifikowaną kadrę pracowników, którzy odpowiednio złożą dany reduktor.
Pierwszym utrudnieniem przy montażu danego reduktora były jego wymiary. Grupa pracowników
nie poradziłaby sobie z dużymi ciężarami części, czy też zespołów, dlatego też zastosowano tutaj
podnośnik.
Kolejnym utrudnieniem, który może decydować o wadliwości reduktorów jest możliwość
występowania luzu na łożyskach. W tym celu została zastosowana śruba specjalna wraz z tarczami
oraz podkładkami specjalnymi. Mają one na celu zniwelowanie luzów na łożyskach i odpowiednią
pracę reduktora.
Zastosowany mont
aż gniazdowy dla reduktora ślimakowo - walcowego według mnie wydaje się
najbardziej trafiony. Istnieje możliwość zastosowania montażu stacjonarnego, jednakże ze względu
wielk
ość produkcji, która wynosi 5885 sztuk rocznie dana koncepcja została odrzucona.
Cały proces montażu powinien być szczegółowo opracowany ze względu na wykorzystanie
najważniejszej rzeczy, jaką jest potencjał ludzki. Potencjał ludzki będzie wykorzystywany
maksymalnie, ale mimo wszystko nie powinien być on znacząco obciążany pod względem
psychiczno
– fizycznym.

41
34. Literatura
Feld M. Technologia budowy maszyn. Techniki wytwarzania, PWN W-wa 2000, wyd.3,
Feld M.
Projektowanie procesów technologicznych typowych czę ci maszyn, W-wa, WNT,
Kurmaz L.W., Kurmaz O.L. (2004)
: Projektowanie węzłów i czę ci maszyn. Wyd. Politechniki
Świętokrzyskiej, Kielce
Dobrzański T. Rysunek techniczny maszynowy, WNT, Warszawa 1994,
Wyszukiwarka
Podobne podstrony:
projekt z montażu
ajczęściej popełniane błędy przy projektowaniu i montażu systemów ociepleniowych część I, Budownictw
projekt montazu
Pompa ciepla bledy projektowe montazowe i eksploatacyjne
projekt montazu
Podstawowe zasady projektowania i montażu instalacji nawadniających(1), architekt
Projektowanie i montaż układów mikroprocesorowych
projekt z montażu
Projektowanie i montaż układów mikroprocesorowych
02 Projektowanie i montaż układów mikroprocesorowych
Dokumentacja technologiczna do projektów - karty 2010, T-8 rysunek zespołu do montażu
W25 montaż brygada projektowanie
Dokumentacja technologiczna do projektów - karty 2010, T-4 karta technologiczna montażu
więcej podobnych podstron