1.
Cel ćwiczenia.
Zapoznanie się z podstawami teoretycznymi i metodyką zgrzewania oporowego
punktowego.
2.
Część teoretyczna.
Zgrzewanie oporowe
W procesie zgrzewania oporowego metale są łączone bez stosowania dodatkowych
materiałów. Przez obszar, w którym ma powstać złącze, jest przepuszczany prąd
elektryczny, doprowadzony za pomocą wywierających nacisk elektrod. W tym też
punkcie zaczyna tworzyć się strefa roztopionego, uplastycznionego metalu. Zgrzewanie
punktowe głównie jest przeznaczone do spajania arkuszy blach, elementy są zazwyczaj
łączone na zakładkę.
Zgrzewanie zależy od ilości wydzielonego ciepła w czasie. Ilość ciepła tworzącego się w
procesie zgrzewania wynosi:
ܳ = න ܫ
ଶ
௧
ሺݐሻ ∙ ܴሺݐሻ݀ݐ
gdzie:
I(t) – natężenie prądu przepływającego przez element zgrzewany
R(t) – opór elektryczny strefy zgrzewania
t – czas przepływu prądu.
Politechnika Gdańska
Wydział Oceanotechniki
i Okrętownictwa
Laboratorium Spawalnictwa
Ć
w. nr 1
Temat:
Zgrzewanie oporowe punktowe.
Kierunek:
Inżynierskie
Imię i nazwisko:
Monika Włudarczyk
Mateusz Styś
Data:
Ocena:
Teoria:
Sprawozdanie:
3.
Część praktyczna - przebieg ćwiczenia
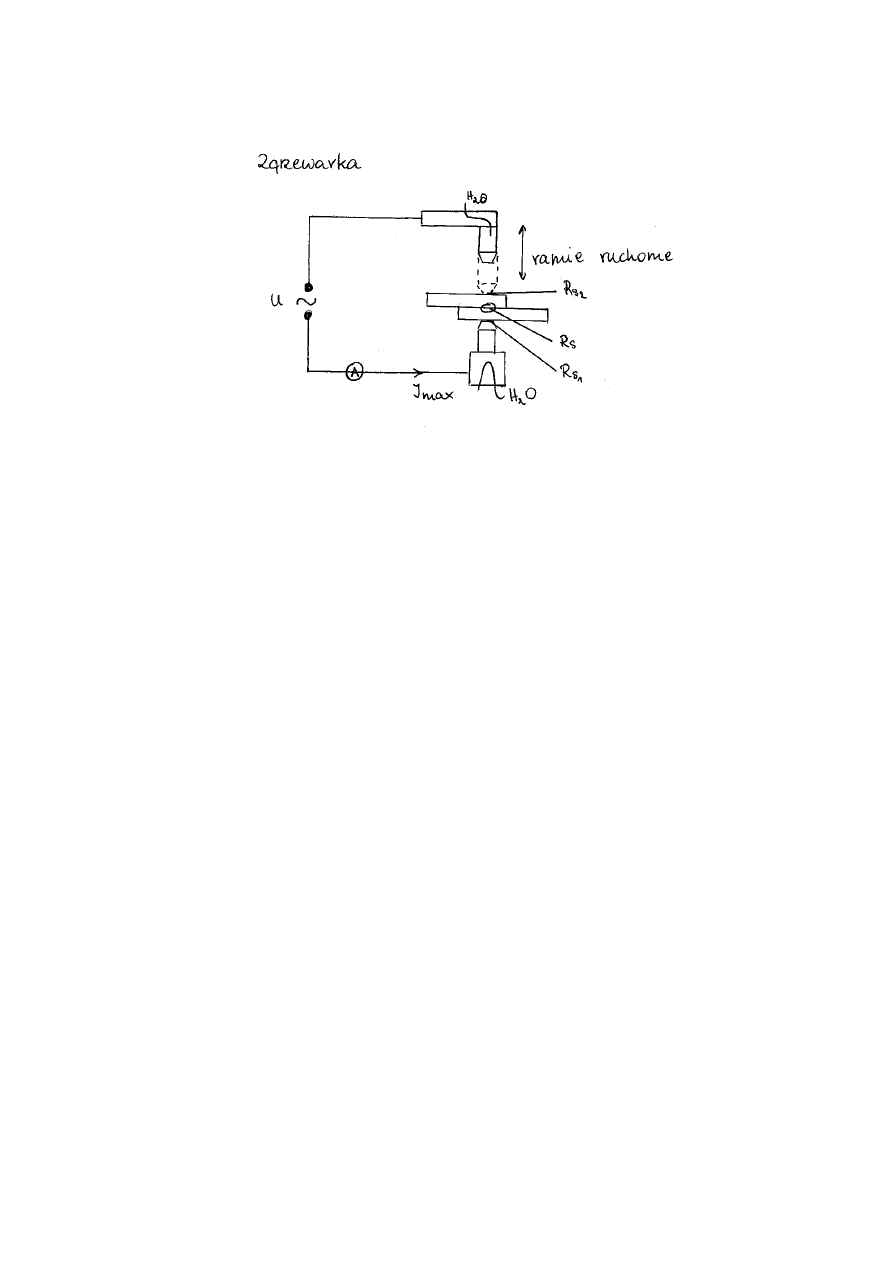
Ć
wiczenie zostało wykonane przy pomocy zgrzewarki wykorzystującej prąd przemienny.
Siłownik dociska elektrody do siebie poprzez materiał. W wyniku przepływu prądu przez
przewodnik wydziela się ciepło.
Blachy stosowane przy zgrzewaniu mogą mieć różną grubość i wielkość. Podczas
ć
wiczenia wykorzystywaliśmy blaszki o grubości 1mm. Przed przystąpieniem do
zgrzewania zostały one oczyszczone.
4.
Wnioski.
W sposób doświadczalny określiliśmy, że czas zgrzewania oraz ilość impulsów nie
wpływa zbytnio na złącze. Bezpośredni wpływ na siłę zgrzewania blachy ma natężenie
prądu. Przy użyciu zbyt małej wartości natężenia blachy nie ulegają zgrzaniu lub są
zgrzane na tyle słabo, że można rozerwać je ręcznie. W przypadku użycia zbyt wysokiego
natężenia widoczne jest przypalenie, które spowodowane jest zbyt wysoką temperaturą.
Podczas wykonywania zgrzewania seryjnego kolejne zgrzeliny powinny być wykonywane
w odstępach czasu pozwalających na powrót materiału do jego początkowej temperatury
lub powinny zostać wykonane w odpowiedniej odległości od poprzedniej, gdyż ciepło
wydzielone przy robieniu wcześniejszej zgrzeliny ma bezpośredni wpływ na kolejną.
5.
Załączniki – (Karta pomiarowa).
Wyszukiwarka
Podobne podstrony:
Zgrzewanie oporowe punktowe, PŁ, Transport, Techniki wytwarzania, Obróbka plastyczna
1 11b ZGRZEWANIE ELEKTRYCZNE OPOROWE PUNKTOWE
1 11a ZGRZEWANIE OPOROWE PODSTA Nieznany (2)
Zgrzewanie oporowe i cięcie tlenowe
Zgrzewanie oporowe jest to zgrzewanie elektryczne, Spawalnictwo
ZGRZEWANIE OPOROWE I TARCIOWE
zgrzewanie oporowe
Spawanie w osłonie gazów oraz zgrzewanie oporowe i tarciowe
Zgrzewarka punktowa, Instrukcje-Bezpiecznej Pracy
Zgrzewanie elektryczne oporowe, POLITECHNIKA GDAŃSKA, MiBM - materiały, SPAWALNICTWO
Instrukcja BHP przy obsłudze zgrzewarek punktowych
Zgrzewanie punktowe i liniowe
Zgrzewarka punktowa-1, Instrukcje-Bezpiecznej Pracy
1 11c ZGRZEWANIE ELEKTRYCZNE OPOROWE LINIOWE
Zgrzewanie punktowe i liniowe
więcej podobnych podstron