EWE III 2.22 1
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
NIKIEL I STOPY NIKLU
EWE III
4 godz.
EWE III 2.22 2
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
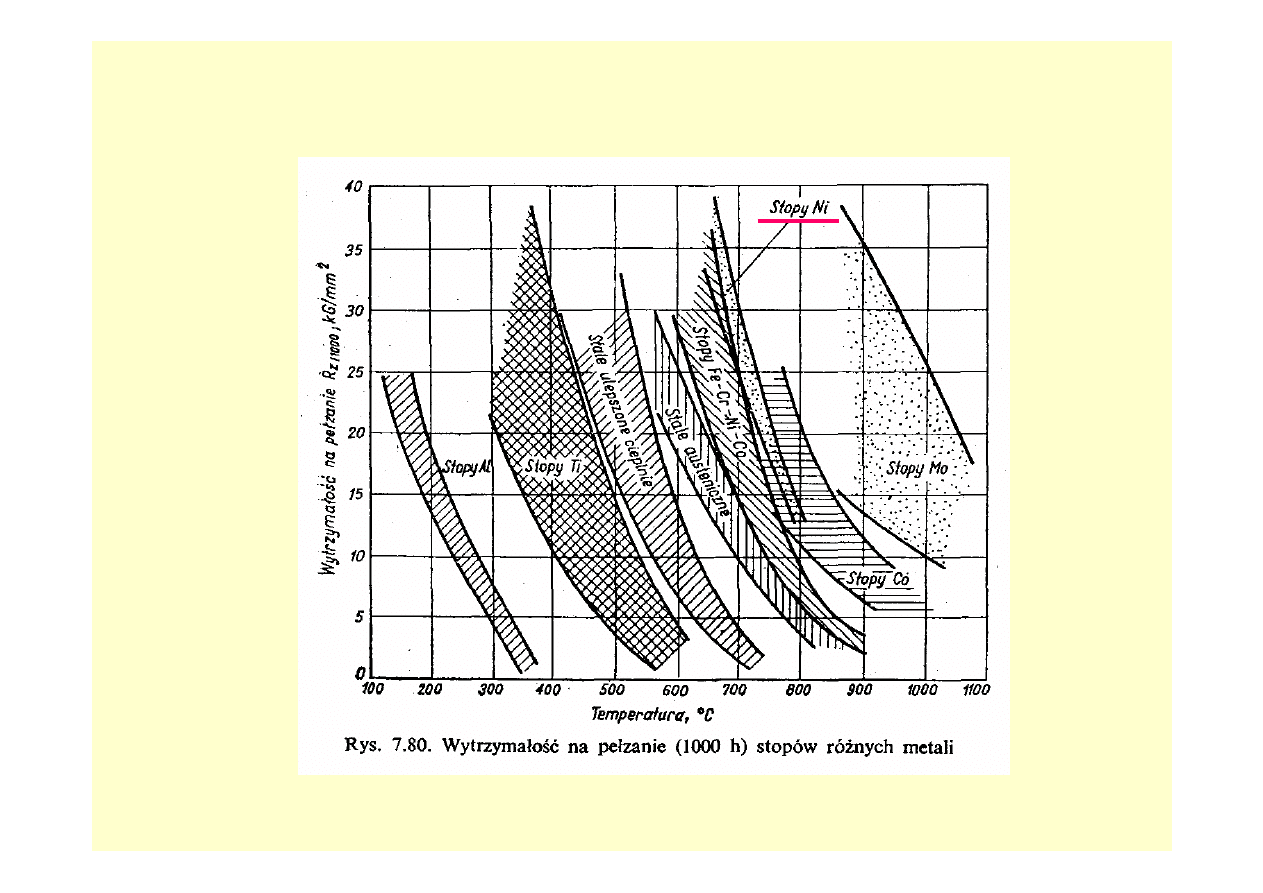
Stopy żarowytrzymałe
EWE III 2.22 3
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Własności Ni
•Gęstość- 8,9g/cm
3
,
•Temperatura topnienia – 1454
0
C,
•Rm=350-400MPa,
•A
10
=35-45%,
•Odporność na korozję: bardzo wysoka,
Spawalność: obniżana jest przez zanieczyszczenia tlenem, P, Pb, C, S,
EWE III 2.22 4
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Własności Ni w temperaturze 20
0
C
Re
Rm
Stan
Mpa
A
5
Twardość HB
Czysty Ni
Kuty
Wyżarzony
Blacha
Zimnowalcowana
Wyżarzona
Pręt
Zimnowalcowany
Wyżarzony
230-330
190-240
590-740
100-180
590-740
140-210
540-540
500-550
630-770
420-530
670-770
450-530
31-37
42-44
1-2
35-45
-
-
127-158
90-110
130-160
90-100
-
-
Ni – do 1800 r nie miał technicznego zastosowania.
Dopiero po II Wojnie Światowej zastosowanie stopów Ni znacznie wzrosło dzięki:
•znacznej wytrzymałości
•niezwykłej odporności na korozję,
•kowalności,
•spawalności.
To wszystko jest jednak okupione znaczną ceną.
EWE III 2.22 5
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Wczesne zastosowania to stopy Ni-Cu.
W 1906r uznano patent na MONEL (67%Ni+33%Cu).
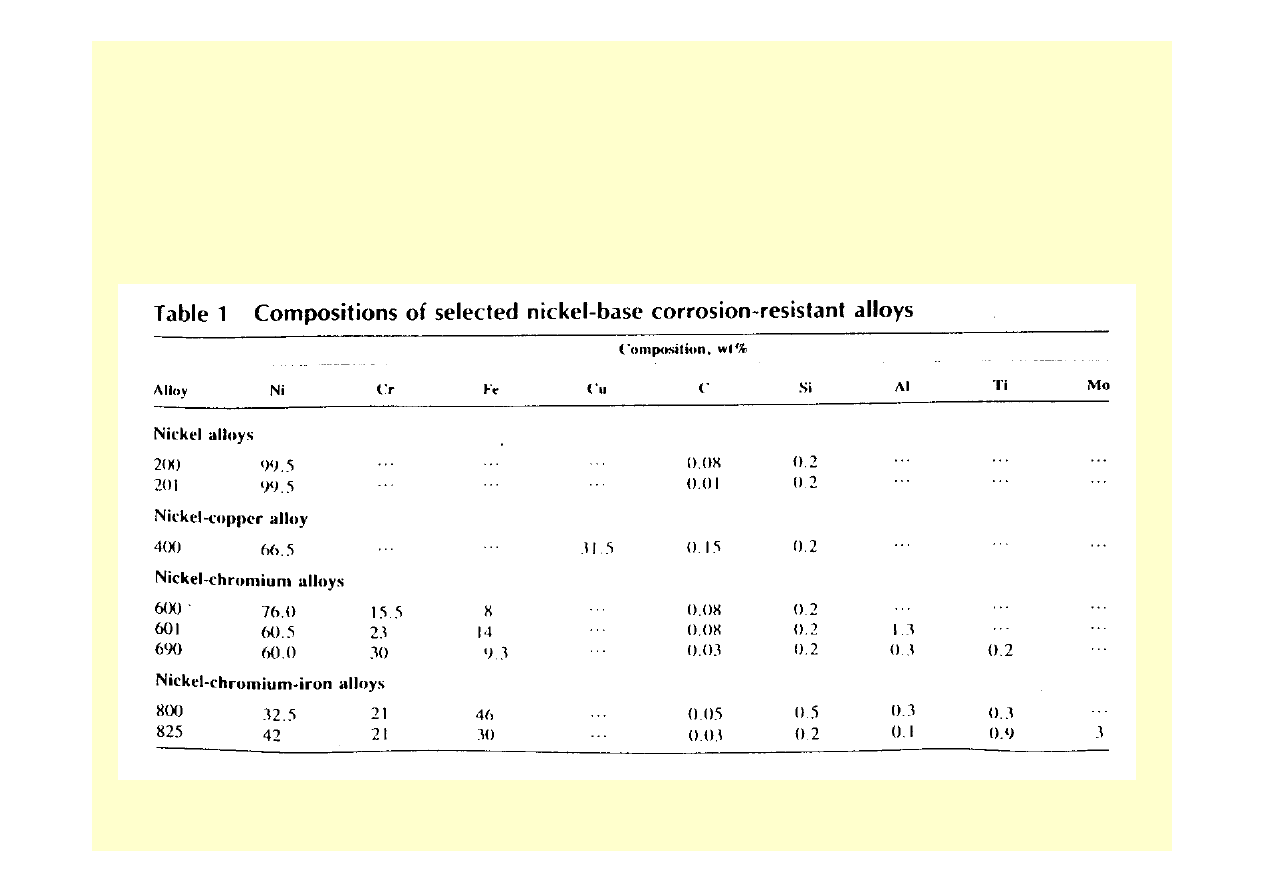
Typowe stopy Niklu:
EWE III 2.22 6
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Zastosowania:
-czysty Ni- na elementy odporne na korozję, głównie do kontaktu z ługiem sodowym
(NaOH), w przemyśle spożywczym, w elektronice na przetworniki.
-stopy Ni-Cu – na elementy do kontaktu z słoną wodą (duża odporność na korozję,
kawitację i erozję), rozpuszczalnikami chlorowcowymi, kwasem siarkowym, i innymi
zasadami, głównie na wały i śruby okrętowe, zawory, pompy, instalacje chemiczne,
wymienniki ciepła.
-stopy Ni-Cr – na elementy silnie narażone na korozję w podwyższonych i obniżonych
temperaturach. Typowe zastosowania to: retorty, mufle pieców, kosze do nawęglania,
elementy reaktorów nuklearnych, osłony termopar, rury radialne pieców, osprzęt
chemiczny i przemysłu spożywczego.
-stopy Ni-Cr-Fe – są typowo stosowane na elementy narażone na utlenianie i nawęglanie
w wysokiej temperaturze, przy dużych obciążeniach. Typowe zastosowania: elementy
pieców, wymienników ciepła, instalacje rurowe, osłony pieców elektrycznych, rury
ekstruzyjne etylenu, osprzęt chemiczny.
Wszystkie stopy Ni są odporne na:
-Tworzenie fazy sigma,
-Korozję naprężeniową,
-Zmianę własności w trakcie eksploatacji wskutek stabilności metalurgicznej.
EWE III 2.22 7
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
EWE III 2.22 8
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
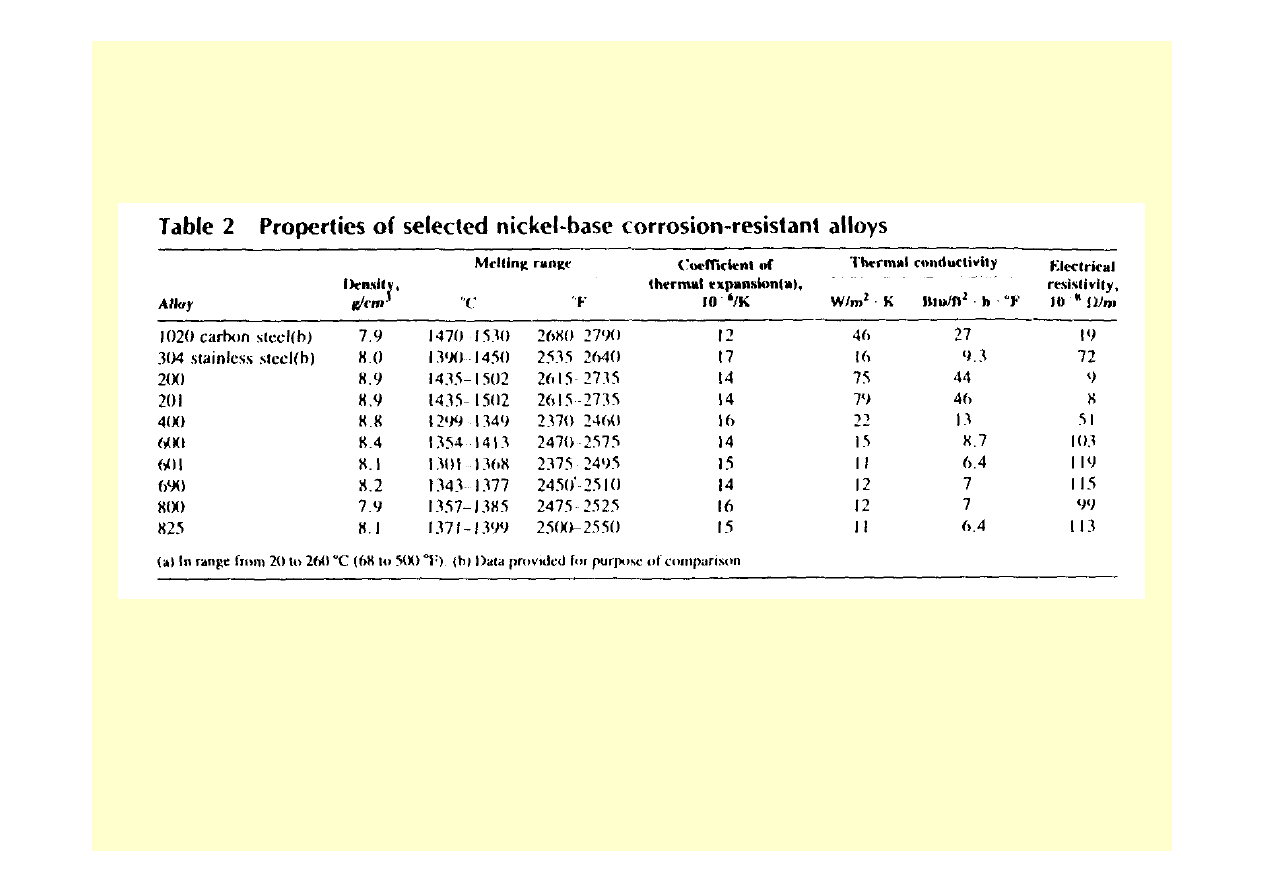
Ogólna charakterystyka spawalności
Przewodność cieplna:
Nikiel, podobnie jak Cu jest dobrym przewodnikiem ciepła. Dodatek Cr lub Fe obniża
przewodność.
Stopy Ni-Cr, Ni-Cr-Fe mają niższą przewodność od stali Cr-Ni i stali węglowych.
Stopy Ni-Cu mają przewodność cieplną wyższą od stali Cr-Ni i stali węglowych.
Oporność elektryczna:
Jest ważna w procesie spawania, ponieważ wpływa na szybkość stapiania elektrod i drutów.
Zwykle roztwory stałe metali są gorszymi przewodnikami ze względu na istnienie w sieci
krystalicznej atomów o różnych średnicach, co zniekształca sieć krystaliczną.
Rozszerzalność cieplna:
Jest ważna z powodu lokalnego nagrzewania materiału. Większa rozszerzalność cieplna
powoduje większe odkształcenia, co jest istotne w przypadku skłonności do pękania na gorąco.
Jest to również ważne w przypadku wykonywania złączy mieszanych (różnorodnych).
Temperatura likwidus/solidus:
Duża różnica temperatur likwidus-solidus może wiązać się ze skłonnością do pękania w
obecności odkształceń dla sztywnych konstrukcji. W takim przypadku istnieje długi czas
współistnienia fazy stałej i ciekłej.
EWE III 2.22 9
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Metalurgia spawania
SWC:
Wydzielenia na granicach ziaren – Granice ziaren są słabszym ogniwem mikrostruktury w
przypadku działania wysokich temperatur wynikających ze spawania lub eksploatacji.
Wydzielenia takie mogą się różnić wymiarami i składem. Mogą zatem działać korzystnie
lub niekorzystnie. Wydzielenia węglikowe stanowią bariery wzrostu ziaren i mogą działać
bardzo korzystnie. W stopach typu 600 i 690 wydzielenia międzyziarnowe mogą obniżać
odporność na działanie korozji naprężeniowej w środowisku wysoko oczyszczonej wody w
generatorach pary reaktorów jądrowych.
Rozrost ziaren – W zasadzie łatwiej jest wykonać złącze spawane bez wad dla metalu
drobnoziarnistego, ponieważ istnieje tam mniejsza gęstość niekorzystnych elementów
zwiększających skłonność do pękania międzykrystalicznego. Czasem jednak stopy do pracy
w wysokich temperaturach mają wysoką odporność na pełzanie przy dużych ziarnach.
Nawet wtedy, gdy spawamy stop drobnoziarnisty w SWC powstaje obszar przegrzania o
rozrośniętych ziarnach. Szerokość takiego obszaru jest zależna od wielu warunków
spawania, takich jak: rodzaj procesu, energia liniowa, szybkość spawania i charakterystyka
cieplna MR. Spawanie elektronowe będzie powodować wąski obszar rozrostu ziaren w
porównaniu do metody MIG.
EWE III 2.22 10
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
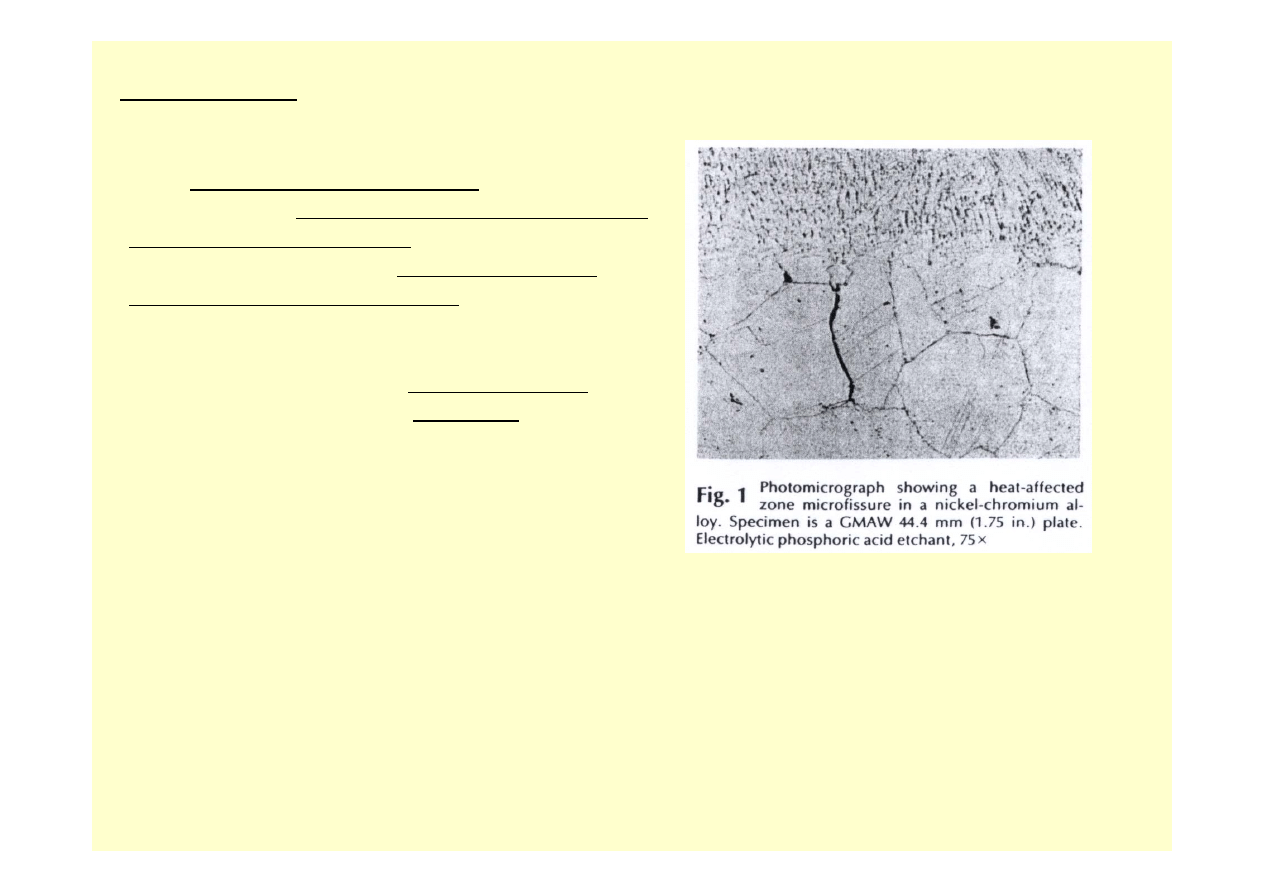
Pękanie na gorąco –mikropęknięcia likwacyjne w SWC w stopach Ni-Cu i czystym Ni są zjawiskiem
rzadkim, ale w stopach Ni-Cr-Fe zjawisko to było szczegółowo badane.
Takie mikropęknięcia obserwowano w stopach typu
600, szczególnie w przypadku zastosowania wysokiej
energii liniowej, np. 18kJ/cm. Mikropęknięcia takie
są bardzo wąskie, liniowe i międzykrystaliczne i
prostopadłe do kierunku spawania. Mikropęknięcia
znajdowano w SWC złączy spawanych metodą MIG,
TIG i spawaniu elektronowym.
Najbardziej prawdopodobną przyczyną pękania
granic ziaren wyjaśnia teoria likwacyjna granic
ziaren. Mówi ona, że pęknięcie może się zdarzyć,
gdy granica ziarna ma obniżoną temperaturę
topnienia i w takiej temperaturze wytrzymałość
materiału jest praktycznie zbliżona do zera.
Na tej podstawie powstała teoria pękania na gorąco zaproponowana po raz pierwszy przez Savage w
1959r. Teoria ta mówi, że cząsteczki relatywnie stabilnej drugiej fazy rozpoczynają się rozpuszczać w
czasie nierównowagowego lub szybkiego nagrzewania i formują fazę międzymetaliczną z osnową,
która ma temperaturę solidusu niższą niż cząstki drugiej fazy oraz osnowy. Dla stopów typu 600
stwierdzono wydzielenia Cr
7
C
3
na granicach ziaren jako cząstki drugiej fazy, dookoła których zdarzały
się likwacje.
EWE III 2.22 11
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Segregacje chemiczne na granicach ziaren mogą także spowodować likwacje granic ziaren. Bor
i siarka to dwa składniki, które tworzą niskotopliwe eutektyki mogące się przyczynić do
mikropęknięć w SWC. Segregacje Mn w stopach typu 600 zostały zidentyfikowane jako
przyczyna utworzenia układu podwójnego (Mn-Ni) z temperaturą solidusu na poziomie 1000
0
C,
leżącego znacznie poniżej temperatury topnienia stopu macierzystego.
Można wyróżnić kilka sposobów sterowania zjawiskami pękania na gorąco w SWC:
•Energia liniowa spawania,
•Mikrostruktura, szczególnie drobnoziarnista,
•Skład chemiczny stopu, szczególnie w zakresie zminimalizowania obecności składników
sprzyjających mikropękaniu.
Istnieją jeszcze inne składniki, które w mniejszym stopniu wpływają na zjawisko. Mniejszy
wpływ takich składników na pękanie na gorąco nie oznacza, że można je tolerować.
Są to, obecność siarki, fosforu, ołów, bor, cyrkon, cyna, selen, tellur, antymon, bizmut, srebro i
złoto. Bor i cyrkon to pierwiastki dodawane celowo do stopów Ni celem podwyższenia
plastyczności w wysokich temperaturach, lecz mogą one być szkodliwe podczas spawania.
EWE III 2.22 12
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Spawanie gazowe -
Zjawiska które tu mogą odgrywać rolę to:
•Porowatość,
•Skłonność do pękania gorącego,
•Mikrosegregacje,
•Wysoka temperatura topnienia tlenku Ni.
Porowatość: w tym zakresie stopy Ni dzielimy na : zawierające Cr i pozostałe.
Szczególnie stopy Ni-Cr mają silne powinowactwo w stosunku do gazów takich jak: O, N, H.
Ni+O=NiO
NiO+2H=Ni+H
2
O odparowana woda powoduje wrzenie jeziorka i spoina zawiera pory.
Ponieważ Ni i Ni-Cu nie zawierają Cr, więc są skłonne do porowatości w czasie spawania gazowego. Zatem
walka z porowatością jest zadaniem podstawowym przy spawaniu gazowym tych dwu klas stopów Ni. Pewnym
sposobem jest stosowanie spoiwa zawierającego Ti, Al. (absorbujące gazy), ale nie jest to wystarczające.
Konieczne jest użycie suchych gazów i dokładnej osłony jeziorka ciekłego metalu. Obniżenie szybkości
krzepnięcia spoiny powoduje też zmniejszenie porowatości.
Pękanie na gorąco: Zjawisko to ma szczególne znaczenie w stopach Ni-Cr, Ni-Cr-Fe. Stwierdzono, że w stopach
typu 800 na granicach ziaren tworzą się segregacje Al i Ti, stąd ograniczenie Al+Ti<0,006% jest niezbędne, aby
zapobiec pękaniu gorącemu. Podobne zjawiska mogą zachodzić przy istnieniu zwiększonej ilości S+Ti. Ponadto,
Ni tworzy eutektykę Ni-NiO
2
o temperaturze topnienia około 1440
o
C – co może zwiększyć skłonność do pękania
na gorąco.
Mikrosegregacja: Gdy MS krystalizuje w układzie dendrytycznym skutkuje to segregacją międzydendrytyczną.
Może to mieć znaczenie w przypadku kontaktu spoiny z korozyjnym medium. Mikrosegregacji nie można się
pozbyć. Można ją ograniczyć stosując odpowiednią energię liniową. Wyżarzanie w wysokiej temperaturze, dzięki
dyfuzji, może to zjawisko ograniczyć. Podobnie obróbka plastyczna (łamiąca dendryty) na zimno z późniejszym
wyżarzaniem może działać podobnie.
EWE III 2.22 13
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
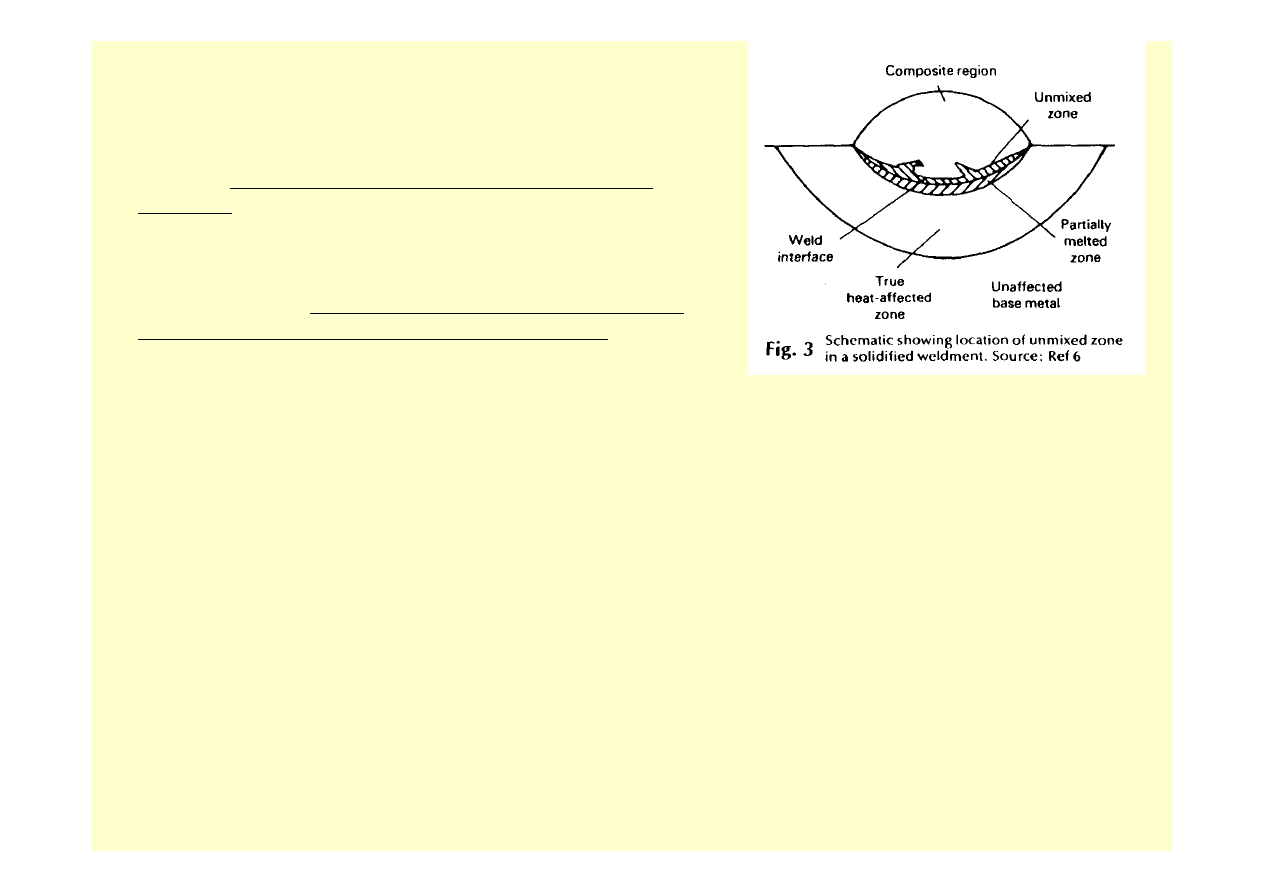
Obszar braku zmieszania.
Przez wiele lat myślano, że w jeziorku spawalniczym następuje
pełne wymieszanie składników a spoina jest jednorodna. Teraz
wiemy, że w pobliżu granicy stopienia istnieją obszary braku
zmieszania. Zagadnienie to jest ważne z punktu widzenia
odporności korozyjnej. Zjawisko takie szczególnie występuje w
stopach Ni i osłabia MS. Zjawisko to można całkowicie
wyeliminować kontrolując szybkość krystalizacji poprzez
szybkość spawania. Zmniejszenie szybkości spawania zmniejsza
ryzyko tworzenia strefy braku zmieszania metalu w MS.
Wpływ składników stopowych na spawalność:
Cu: tworzy roztwory stałe z Ni i ma mały wpływ na spawalność. Metalurgicznie, stopy zawierające 15-40%Cu
zachowują się tak jak czysty Ni. Skłonność do kruchości stopów Ni-Cu wynikająca z zawartości S jest taka sama
jak Ni. Przy dużych zawartościach Cu, np. 70Cu-30Ni, 80Cu-20Ni stopy zachowują się jak stopy Cu.
Cr: tworzy tlenki i azotki obniżając skłonność do porowatości MS. Stopy Ni-Cr są bardziej skłonne do pękania
gorącego w stosunku do czystego Ni i stopów Ni-Cu, szczególnie w obecności innych pierwiastków, np. Si. Np.
stop zawierający 15%Cr drastycznie zwiększa swą skłonność do pękania gorącego przy wzroście Si od 0,2 – 1%.
Fe: jest dodatkiem w stopach typu 600 w ilości do 8% obniżającym cenę stopu. W tym zakresie Fe nie wpływa na
spawalność. W stopach typu 800 zawartość Fe może wynosić do 46% i stop taki staje się skłonny do pękania
gorącego. W przypadku wykonywania złączy mieszanych na stali węglowej większy wpływ niż Fe wywierają
podwyższone zawartości S i P normalnie obecne w stali węglowej.
EWE III 2.22 14
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
C: jest obecny w stopach Ni w ilości 0,01 –0,20%. Ma to znaczenie szczególnie w czystym Ni, gdzie maksymalna
rozpuszczalność w temperaturze 370-650
0
C wynosi 0,02-0,03%. W takim przypadku zwiększona ilość C w SWC w
wysokiej temperaturze tworzy roztwór przesycony, który w późniejszej obróbce cieplnej (370-650
0
C) wytrąca się w
postaci grafitu na granicach ziaren. Nikiel z taką podwyższoną zawartością C nawet nie poddany spawaniu może
wykazywać kruchość spowodowaną migracją C na granice ziaren. Żeby temu zapobiec stosuje się Ti tworzący
węgliki. Cu podwyższa rozpuszczalność C w Ni do poziomu 0,2% a stop taki toleruje Fe do ilości 5%. Jeśli Ni-Cu
zawiera do 0,1%C to toleruje on do 30%Fe. W stopach z Cr tworzą się węgliki, jeśli brak w nich Ti lub Nb.
Mn: Uważany był przez wiele lat jako składnik nie wpływający na spawalność. Obecnie uważa się, że Mn w ilości do
9% zmniejsza skłonność do mikropęknięć na gorąco stopów Ni-Cu i Ni-Cr, szczególnie sztywnych złączy ze stopów
zawierających Fe. Likwiduje szkodliwe oddziaływanie O, S, P.
Mg: Tworzy wysokostopowe eutektyki siarkowe a zatem jest składnikiem przeciwdziałającym gorącemu pękaniu w
SWC.
Si: Występuje w stopach Ni w ilości 0,01- 4,0% chociaż uważa się go za element zwiększający skłonność do pękania
gorącego w MS. Stąd stopy zawierają do 1%Si.
Ti+Al: Dodawane są do stopu celem uzyskania utwardzenia starzeniowego. W małych ilościach Ti przeciwdziała
porowatości. Al. Działa odtleniająco. Większe ilości Ti+Al. Powodują skłonność do pękania na gorąco.
B: W zakresie 0.003-0,1% poprawia własności w wysokich temperaturach. Przy ilościach wyższych od 0,03%
pogarsza spawalność poprzez skłonność do pękania na gorąco. Należy kontrolować energią liniową i sztywność
złącza.
EWE III 2.22 15
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
S: Jest najważniejszym pierwiastkiem zwiększającym skłonność do gorących pęknięć w MS i SWC. Ma
małą rozpuszczalność w Ni i tworzy niskotopliwe eutektyki Ni-Ni
3
S
2
(649
0
C). Wpływa bardzo istotnie na
spawalność w MS i SWC. Temperatura wyzwalająca pękanie na gorąco znajduje się w granicach 316
0
C (dla
Ni) do około 649
0
C dla stopów zawierających Cr. Mn i Mg dodaje się celem ograniczenia negatywnego S.
Szczególnie ważne jest zanieczyszczanie stopów Ni przed spawaniem, przez substancje zawierające S, takie
jak: smary, oleje, środki chłodzące, kredki,,wskaźniki temperatur i zanieczyszczenia warsztatowe.
Pb: Działa bardzo podobnie jak S. Jest jednak rzadziej stosowany w warunkach warsztatowych, stąd
mniejsze niebezpieczeństwo.
P: Działa podobnie do S i Pb dla stopów z dużą zawartością Ni w MS. Rozpuszczalność P w Ni jest
ograniczona. P tworzy eutektykę Ni-Ni
2
P, Ni-Ni
3
P, Ni-Ni
5
P
2
o Ttopn=871
0
C. Obserwuje się pękanie gorące
przy stosunkowo małej zawartości P (około 0,004%).
O: Działa podobnie jak S i P, sprzyja rozrostowi ziaren i sprzyja kruchości na gorąco wydzielając się w
postaci eutektyki Ni-NiO o temperaturze topnienia T
p
=1438
0
C
Jak więc widać, stopy Ni są bardzo czułe na wszelkiego rodzaju zanieczyszczenia. W czasie spawania nie
należy dopuszczać do zanieczyszczenia materiału rodzimego, spoiwa, gazów osłonowych, itp.
Zr: działa podobnie jak B ale można go tolerować w większym zakresie.
EWE III 2.22 16
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
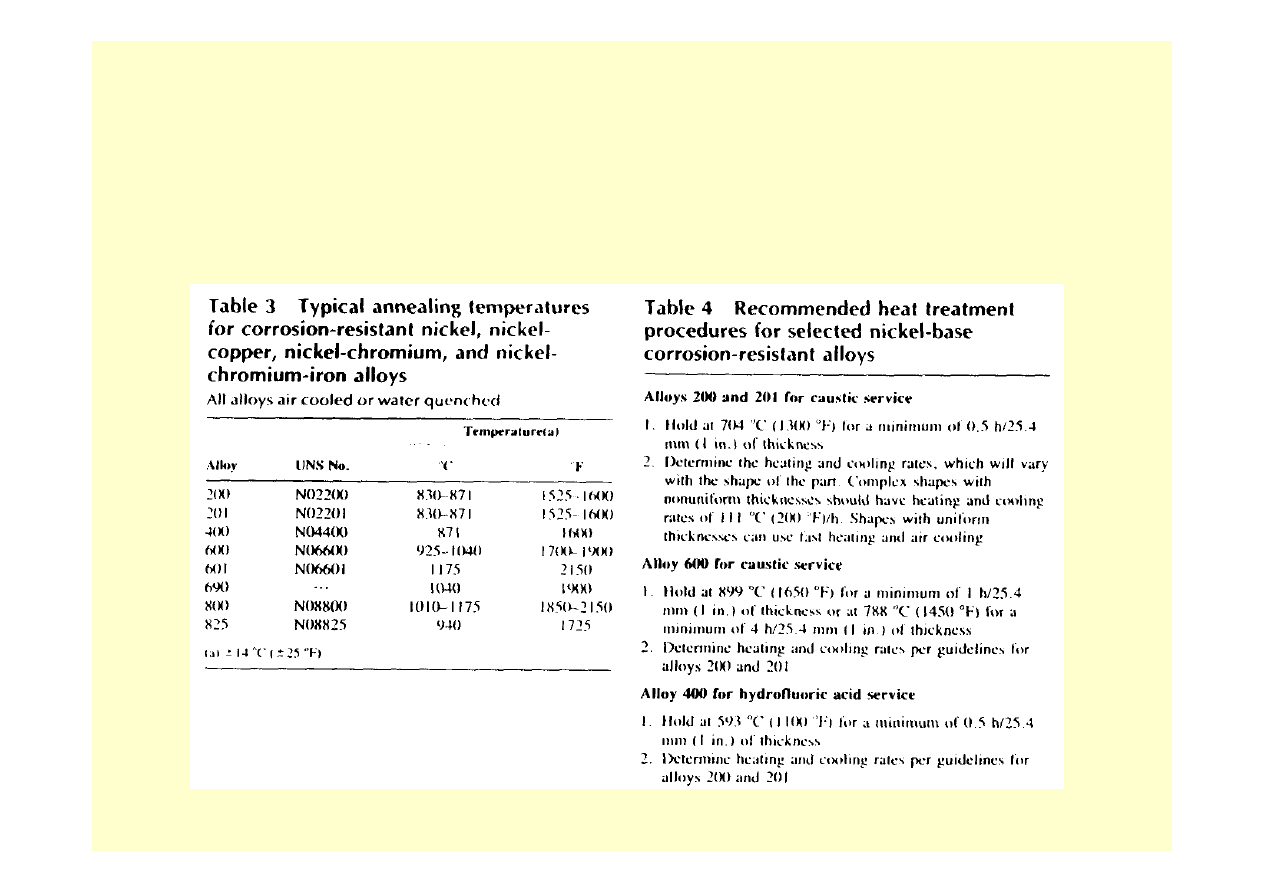
Obróbka cieplna po spawaniu
Zwykle nie jest wymagana dla złączy z Ni i stopów Ni. Jedynie w przypadku złączy z materiałów różnorodnych
wykonuje się OC jeśli wymaga tego stal wykorzystywana w połączeniu mieszanym. OC ma bardzo mały wpływ na
własności stopu Ni. Dla niektórych zastosowań korozyjnych OC jest jednak wymagana. Np. stopy 200, 201, 600
wymagają OC dla kontaktu z ługiem sodowym, a stop 400 dla kontaktu z kwasem fluorowodorowym. Szybkość
chłodzenia powinna być podwyższona, choć niezbyt wysoka z punktu widzenia generowania odkształceń i naprężeń
spawalniczych. Należy też nie dopuścić do zanieczyszczenia stopu.
EWE III 2.22 17
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
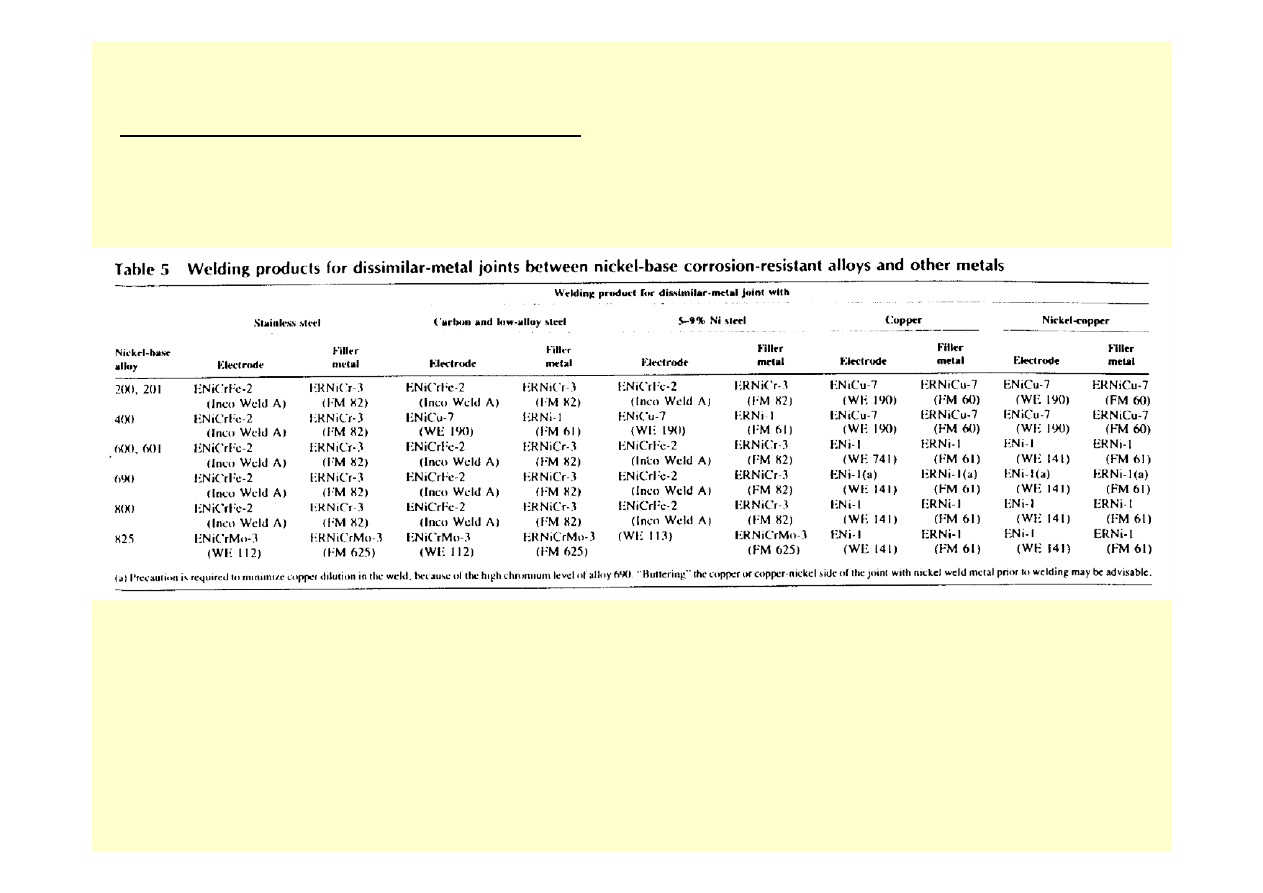
Uwagi szczegółowe dotyczące spawania
Złącza z materiałów różnorodnych – temat 2.25
Spoiny czołowe i pachwinowe: Skład chemiczny MS zależny jest od składu spoiwa oraz od MR1 i MR2. Również
zmienia się udział MR1+MR2 w MS (E’) w zależności od metody i techniki spawania. W tablicy przedstawiono
możliwe do zastosowania spoiwa do łączenia materiałów różnorodnych.
EWE III 2.22 18
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Spawanie odlewów
Wiele stopów Ni produkuje się w formie odlewów których skład chemiczny jest
zmodyfikowany tak, aby poprawić zdolność do odlewania. Szczególnie chodzi o Si, który
niestety przyczynia się do obniżenia spawalności. Rzadko kiedy Si>1,5%, lecz może to
prowadzić do skłonności do pękania złączy. Najczęściej spawanie odlewów dotyczy napraw
wad odlewniczych polegających na uzupełnianiu braku metalu.
Naprawy metodami spawalniczymi
W zasadzie stopy Ni nie zmieniają swych własności pod wpływem eksploatacji, szczególnie w
wysokich temperaturach, z wyjątkiem atmosfery nawęglającej. Tak więc naprawy elementów
wykonanych ze stopów Ni nie stwarza dodatkowych problemów.
Ewentualne wady należy dokładnie usunąć np. przez szlifowanie po czym konieczne jest
sprawdzenie poprawności tego usunięcia wad stosując badania penetracyjne. Nie wolno
pozostawiać nawet płytkich wad, gdyż małe głębokości wtopienia uzyskiwanego przy
spawaniu stopów Ni nie usuną istniejących wad. Nie jest także dopuszczalne przetapianie
metalu z pęknięciami za pomocą płomienia acetylenowo-tlenowego.
Document Outline
Wyszukiwarka
Podobne podstrony:
2 22 Nikiel i stopy niklu (v4)
5366 Ref 22 id 41421 Nieznany (2)
2015 04 09 08 21 22 01id 28638 Nieznany (2)
G2 PB 02 B Rys 3 22 id 185421 Nieznany
Stopy niklu i kobaltu
01 1995 22 26id 3046 Nieznany
IMG 22 id 210963 Nieznany
13B Metale niezelazne stopy Cui Nieznany
22 8id 29427 Nieznany
Materialy do Wykladu 22 11 13 i Nieznany
22 15id 29405 Nieznany
2010 01 18 10;22;12id 27106 Nieznany
22 KSZTAid 29524 Nieznany (2)
Literaturoznawstwo (22 04 2013) Nieznany
23 Rozdziae 22 id 30122 Nieznany (2)
22 5id 29423 Nieznany (2)
22 3id 29414 Nieznany (2)
A 2012 vol 1 22 Zdrojewska id 4 Nieznany (2)
więcej podobnych podstron