
8-1
8. POMIARY TEMPERATURY SKRAWANIA
W wyniku zamiany pracy skrawania na ciepło, wydzielane w różnych miejscach strefy
skrawania (różne źródła ciepła) i złożonych procesów jego wymiany w strefie skrawania po-
wstaje pole temperatur. Ponieważ w strefie skrawania pole to ma charakter stacjonarny (jest
stałe), to określając temperaturę w określonym punkcie ostrza można mieć wyobrażenie o
temperaturach w innych punktach ostrza. W tym znaczeniu można mówić o temperaturze
skrawania, określając jednocześnie punkt w którym dokonano pomiaru lub jaką metodą była
ona mierzona (niektóre metody pomiaru warunkują od razu rodzaj mierzonej temperatury np.
maksymalna lub średnia). Gdy nie wyjaśnia się bliżej o jaką temperaturę chodzi to przez tem-
peraturę skrawania rozumiemy temperaturę maksymalną.
Termometria (pomiary temperatury) jest bardzo rozwiniętym działem metrologii technicz-
nej, opisuje bardzo dużo przyrządów i metod pomiaru temperatury jednak ze względu na spe-
cyfikę procesu skrawania mamy ograniczony ich wybór, gdyż ostrze skrawające osłonięte jest
materiałem obrabianym i spływającym z dużą prędkością po powierzchni natarcia gorącym
wiórem.
8. 1. Metody pomiaru temperatury skrawania
Obecnie, przy pomiarach temperatury podczas skrawania, wykorzystuje się szereg zjawisk
fizycznych, przy czym najczęściej wykorzystuje się zjawisko termoelektryczności. Wśród
metod pomiaru temperatury skrawania nie wykorzystujących zjawiska termoelektrycznego
można wyróżnić próby zastosowania wskaźników temperatury, które nie pozwalając na do-
kładny pomiar temperatury, umożliwiają stwierdzenie czy osiągnięto lub przekroczono okre-
śloną jej wartość.
Wskaźnikiem temperatury skrawania może być np. barwa nalotowa wióra.
Metoda barw nalotowych jest metodą bardzo subiektywną, gdyż opiera się na ocenie barwy
wióra przez obserwatora. Wiór stalowy pokrywa się cieńszą lub grubszą warstwą tlenków,

8-2
której barwa zależna jest od jego temperatury. Temperatura określona za pomocą tej metody
jest znacznie niższa niż maksymalna temperatura skrawania, gdyż proces tworzenia się tlen-
ków wymaga pewnego czasu, a więc w tym okresie wiór traci część ciepła na korzyść otacza-
jącego ośrodka (powietrze, ciecz chłodząca). Z tej też przyczyny duży wpływ na dokładność
określenia temperatury wywiera szybkość skrawania. Błędy pomiarowe dochodzą do 30%.
Powszechnie stosowanym wskaźnikiem temperatury są farby termometryczne. Przed-
miot którego temperaturę zamierza się określić pokrywa się farbą termometryczną za pomocą
pędzla lub natryskowo. Farby te w sposób ciągły lub nieciągły zmieniają swą barwę wraz ze
zmianą temperatury. Istnieją farby zmieniające barwę jednokrotnie, inne zmieniają ją dwu-,
trzy-, lub czterokrotnie, odpowiednio w dwóch, trzech lub czterech różnych temperaturach.
Ponadto rozróżnia się farby termometryczne odwracalne, które po ochłodzeniu powracają do
pierwotnej barwy oraz nieodwracalne - zmieniające barwę w sposób trwały.
Farby zmieniające barwę w sposób ciągły produkowane są w zakresie od 120 do 400 C,
zaś o wyraźnie określonych punktach zmiany barwy w zakresie od 40 do 1350 C. Grubość
warstwy nałożonej farby wynosi 0,03 ÷ 0,07 [mm]. Czas skrawania powinien być podczas
prób ściśle ustalony, gdyż przemiany chemiczne powodujące zmianę barwy substancji zależą
nie tylko od temperatury, ale i od czasu jej działania. Zaletą metody jest możliwość uzyskania
obrazu pola temperatur na powierzchniach ostrza nie poddanych ścieraniu podczas skrawania.
Można ją również stosować przy skrawaniu niemetali. Ponieważ większość farb termome-
trycznych jest nieodwracalna określenia temperatury można dokonać nawet po ostygnięciu
badanego przedmiotu.
Podobne zastosowania jak farby termometryczne mają wskaźniki topnikowe, które są
odpowiednio dobranymi związkami chemicznymi o różnych temperaturach topnienia. Wy-
twarza się je w postaci kredek lub szybkoschnących cieczy. W temperaturach niższych niż
temperatura topnienia wskaźnika znak wykonany kredką lub płynem jest matowy, podobny
do śladu, jaki zostawia kreda; po osiągnięciu temperatury topnienia wskaźnika i ponownym
ostudzeniu staje się on gładki, nosząc ślady stopienia. Wskaźniki topnikowe są produkowane
w USA dla temperatur od 50 do 1400 C ze stopniowaniem co 5 do 30 C. Błąd wskazań
wskaźników topnikowych wynosi ok.
± 1%.
W ostatnich latach do wizualizacji pól temperatury stosuje się często ciekłe kryształy. Są
to związki chemiczne, które (naniesione na badaną powierzchnię warstwą o grubości 10 do
20
µm) wraz ze zmianą temperatury zmieniają współczynnik odbicia promieniowania wi-
dzialnego, co powoduje wrażenie zmiany ich barwy. Wyznaczając doświadczalnie zależność

8-3
barwy od temperatury można wyznaczyć obraz pola temperaturowego z rozdzielczością max.
do 10 C dla temperatur dochodzących do ok. 290 C. Podejmowano również próby zasto-
sowania termowizji do pomiarów temperatury skrawania ale jak dotychczas bez większych
sukcesów.
Z metod pomiaru temperatury, opartych o pomiar siły termoelektrycznej, najczęściej sto-
sowane są następujące metody:
1. obcego termoelementu,
2. półobcego termoelementu,
3. naturalnego termoelementu - jednonarzędziowa,
4. naturalnego termoelementu - dwunarzędziowa,
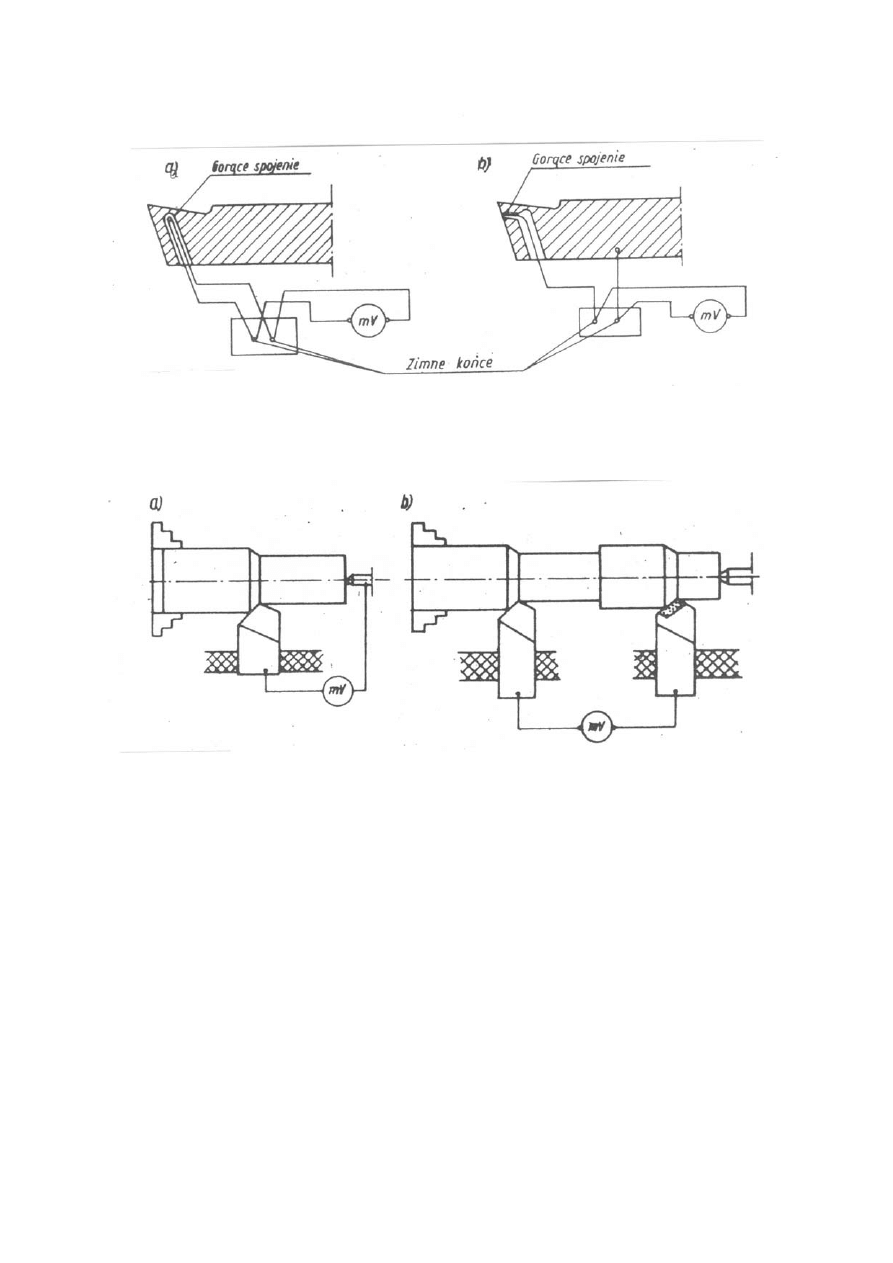
Metoda obcego termoelementu polega na wprowadzeniu do ostrza narzędzia, w uprzednio
wywiercony otwór, termoelementu ( rys.8.1.a). Przy zastosowaniu narzędzi z różnie roz-
mieszczonymi otworami możliwy jest pomiar temperatury w różnych miejscach części robo-
czej, a więc określenie pola temperatur. Przy zastosowaniu tej metody nie można zmierzyć
temperatury maksymalnej, gdyż ze względu na spływający wiór nie można wyprowadzić go-
rącego spojenia na powierzchnię natarcia. Chcąc zmierzyć temperatury zbliżone do maksy-
malnej, doprowadzamy gorące spojenie termoelementu (termopary) jak najbliżej powierzchni
natarcia (minimalna uzyskiwana praktycznie odległość jest rzędu 0,5 [mm]. Zbliżenie się z
gorącym spojeniem do powierzchni natarcia ogranicza żywotność ostrza, ze względu na
zmniejszenie liczby możliwych przeostrzeń (1 do 3 przeostrzeń). Czułość metody zależy od
rodzaju zastosowanego termoelementu. Wyniki pomiarów obarczone są błędem wynikającym
z wpływu otworu na pole temperatur narzędzia.
Metoda półobcego termoelementu różni się tym od metody obcego termoelementu, że
jednym z materiałów termoelementu jest materiał samego narzędzia (rys.8.1.b). Cienki drut
konstantowy wprowadzony w otwór o średnicy ok. 1 mm jest następnie otworem o średnicy
ok. 0.4 [mm] wyprowadzony na powierzchnię natarcia lub przyłożenia i na niej zaklepany.
Zaletą tej metody w stosunku do poprzedniej jest łatwiejsza zmiana miejsca zaklepania drutu,
a tym samym możność wykonania pomiarów pola temperatur na powierzchniach narzędzia. Z
tych samych względów co poprzednio, nie można zmierzyć temperatury maksymalnej. Wzor-
cowanie termoelementu półobcego jest trudniejsze niż termoelementu obcego.
Metoda naturalnego termoelementu - jednonarzędziowa. W tym przypadku termoele-
ment stanowią narzędzie oraz przedmiot obrabiany. Gorącym spojeniem termoelementu natu-

8-4
ralnego jest powierzchnia styku narzędzia z przedmiotem obrabianym i wiórem. W obszarze
styku istnieje gradient temperatury, który sprawia, że całe gorące spojenie może być uważane
za zbiór elementarnych gorących spojeń o różnych temperaturach. Miernik wskazuje zatem
pewną wypadkową wartość siły termoelektrycznej odpowiadającą temperaturze zawartej po-
między
θ
max
i
θ
min
w obszarze styku narzędzia z materiałem. Metoda pomiaru jest prosta i
praktycznie wymaga tylko izolowania noża od imaka nożowego (rys.8.2.a).
Metoda termoelementu naturalnego wnosi błędy w ocenie temperatury spowodowane róż-
niącymi się warunkami wzorcowania i pracy termoelementu naturalnego. Pomiar temperatury
przeprowadza się w warunkach wzajemnego ruchu i tarcia w miejscu gorącego spojenia, a
wzorcowanie odbywa się przy zetknięciu tych samych materiałów w stanie spoczynku.
Utrudnieniem, w stosowaniu metody jednonarzędziowego termoelementu naturalnego, jest
konieczność każdorazowego wzorcowania przy zmianie gatunku lub stanu materiału obrabia-
nego, względnie materiału narzędzia. Najczęściej metoda ta stosowana jest do pomiarów po-
równawczych.
Metoda naturalnego termoelementu - dwunarzędziowa eliminuje konieczność każdora-
zowego wzorcowania termoelementu przy zmianie materiału obrabianego. Termoelementem
w tej metodzie są dwa noże, identyczne co do kształtu (rys.8.2.b), ale z ostrzami z różnych
materiałów (najczęściej stal szybkotnąca, oraz węgliki spiekane). Obydwa noże skrawają w
identycznych warunkach, a zatem rodzaj materiału środkowej części termoelementu (materiał
obrabiany) nie wpływa na wartość powstałej siły termoelektrycznej. Metoda wprowadza
pewne błędy pomiaru, spowodowane nieznaczną różnicą temperatur gorących spojeń, wyni-
kającą z różnych współczynników tarcia i przewodnictwa cieplnego obu, różniących się ma-
teriałem, ostrzy noży. Przy stosowaniu narzędzi z płytkami z węglików spiekanych, należy
zwrócić uwagę na możliwość powstania dodatkowych błędów spowodowanych przez ter-
moogniwo wytwarzające się w miejscu spojenia płytki z materiałem narzędzia (trzonka).
Warto zwrócić uwagę na metodę analogii elektrycznej, która bywa stosowana do okre-
ślania pola temperatur narzędzia przez niektóre laboratoria. Metoda elektrycznego modelo-
wania zjawisk cieplnych opiera się na analogii pomiędzy opisem matematycznym
przewodzenia ciepła w ciele stałym i przewodzenia prądu elektrycznego w przewodniku.
Przyjmując założenie, że pole temperatur narzędzia jest stacjonarne (nie zależy od czasu),
różniczkowe równanie przewodnictwa jest formalnie identyczne z różniczkowym równaniem
opisującym rozkład potencjału w przewodniku (zwanym równaniem Laplace’a).

8-5
Występują wówczas analogie pomiędzy następującymi wielkościami : temperaturze od-
powiada potencjał , gęstości strumienia energii cieplnej - gęstość prądu, a ilości ciepła - wiel-
kość ładunku elektrycznego. Tak więc liniom równych potencjałów znalezionym na elek-
trycznym modelu narzędzia będą odpowiadać (w skali modelu) linie równych temperatur
(izotermy) w narzędziu.
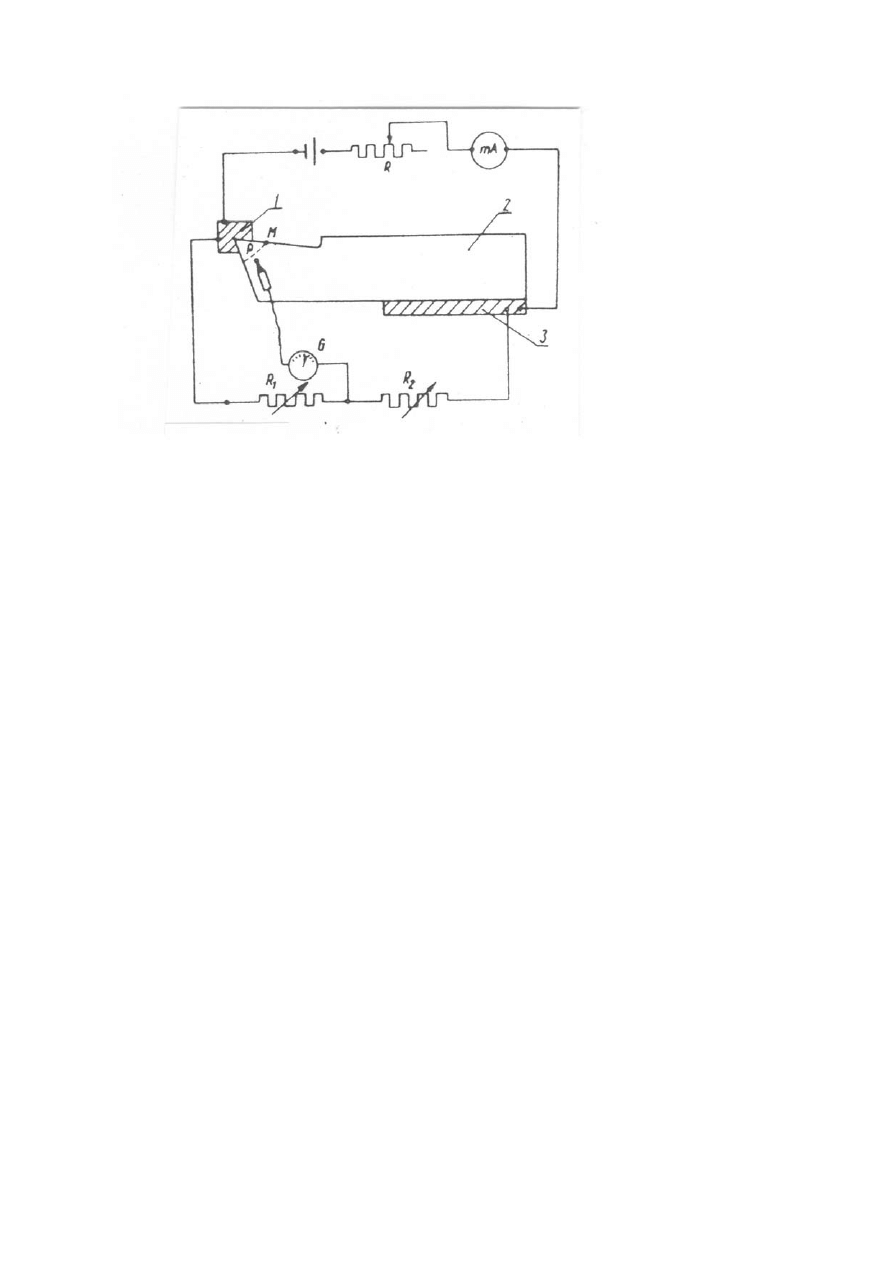
Zasadę modelowania można wyjaśnić omawiając budowę stanowiska modelowego, które-
go schemat elektryczny przedstawia rys. 8.3.
Model noża - 2 wykonany jest z kartonu, do którego przyklejono papier pokryty grafitem.
Szyny miedziane - 1 i 3 dociskane są do modelu aby zapewnić dobry styk elektryczny. Źródło
zasilania stanowi bateryjka 3 - ogniwowa o napięciu 4,5 [V]. Prąd płynący przez model moż-
na regulować opornikiem potencjometrycznym R i kontrolować przy pomocy miliamperomie-
rza. Pomiar potencjału elektrycznego w różnych punktach modelu realizuje się równoważąc
mostek elektryczny, w którego gałąź środkową włączony jest czuły galwanometr G. Oporniki
dekadowe R
1
i R
2
stanowią dwie gałęzie mostka , dwie pozostałe gałęzie to opory elektryczne
części modelu noża pomiędzy punktem pomiaru potencjału (punkt P) i szynami 1 oraz 3.
Styk w punkcie P realizuje się za pomocą umocowanej na końcu przewodu zaostrzonej
końcówki, którą można przemieszczać po powierzchni modelu 2. Punkt P leży na tej samej
izotermie co punkt M leżący na powierzchni natarcia poza strefą spływu wióra. Wystarczy
zmierzyć temperaturę w punkcie M’ na nożu który w skali podobieństwa modelowego odpo-
wiada punktowi M na modelu aby obliczyć temperaturę skrawania
θ
z następującej proporcji:
2
1
1
©
R
R
R
o
M
+
=
−
−
θ
θ
θ
θ
gdzie:
θ - temperatura skrawania,
θ
M’
- temperatura zmierzona w punkcie M’ noża , który odpowiada punktowi M na
modelu,
θ
o
- temperatura imaka nożowego ( przy dostatecznie dużych wymiarach noża równa
temperaturze otoczenia),
R
1
i R
2
- wartości oporów uzyskane przy wyzerowaniu mostka dla punktu M
(względnie innych punktów leżących na izotermie PM).
Do pomiaru temperatury w punkcie M’ noża zaleca się stosować termometry termistorowe
(półprzewodnikowe). Wraz ze wzrostem temperatury oporność termistora bardzo szybko ma-
leje. Spadek oporności termistora mierzy się potencjometrycznie, wzorcując wskazania mier-
nika w stopniach.

8-6
Stosowanie termistora, jako czujnika temperatury w zakresie temperatur nie przekraczają-
cych 200 C, jest szczególnie korzystne ze względu na następujące jego zalety:
wysoka wartość współczynnika temperaturowego oporności dochodząca do 5% na 1 C w
temperaturze 25 C. Wartość ta jest przeszło 10 razy większa niż metali stosowanych w ter-
mometrii oporowej. Wynika stąd duża czułość termometrów termistorowych;
− duża odporność dochodząca do 100 [kΩ], wobec której zmiany oporności doprowadzeń
(nawet bardzo długich) mogą być pominięte;
− małe wymiary ( dla termistorów miniaturowych do 0,3 [mm]), które umożliwiają prak-
tycznie punktowy pomiar temperatury. Wynikiem małych wymiarów jest mała bezwład-
ność cieplna termistora, dzięki której stała czasowa mierzona w spokojnym powietrzu do-
chodzi do 1 sekundy. Prąd mierniczy termistorów nie powinien przekraczać 0,0001 [A],
aby uniknąć błędów spowodowanych rozgrzewaniem się termistora pod wpływem prądu
mierniczego.
8. 2. Instrukcja do badania temperatury skrawania jednonarzędziową
metodą termoelementu naturalnego
Celem ćwiczenia jest przeprowadzenie wzorcowania jednonarzędziowego termoelementu
naturalnego oraz zbadanie wpływu parametrów skrawania (głębokości - a
p
, posuwu - f i szyb-
kości - v
c
) na temperaturę skrawania -
θ
, przy toczeniu.
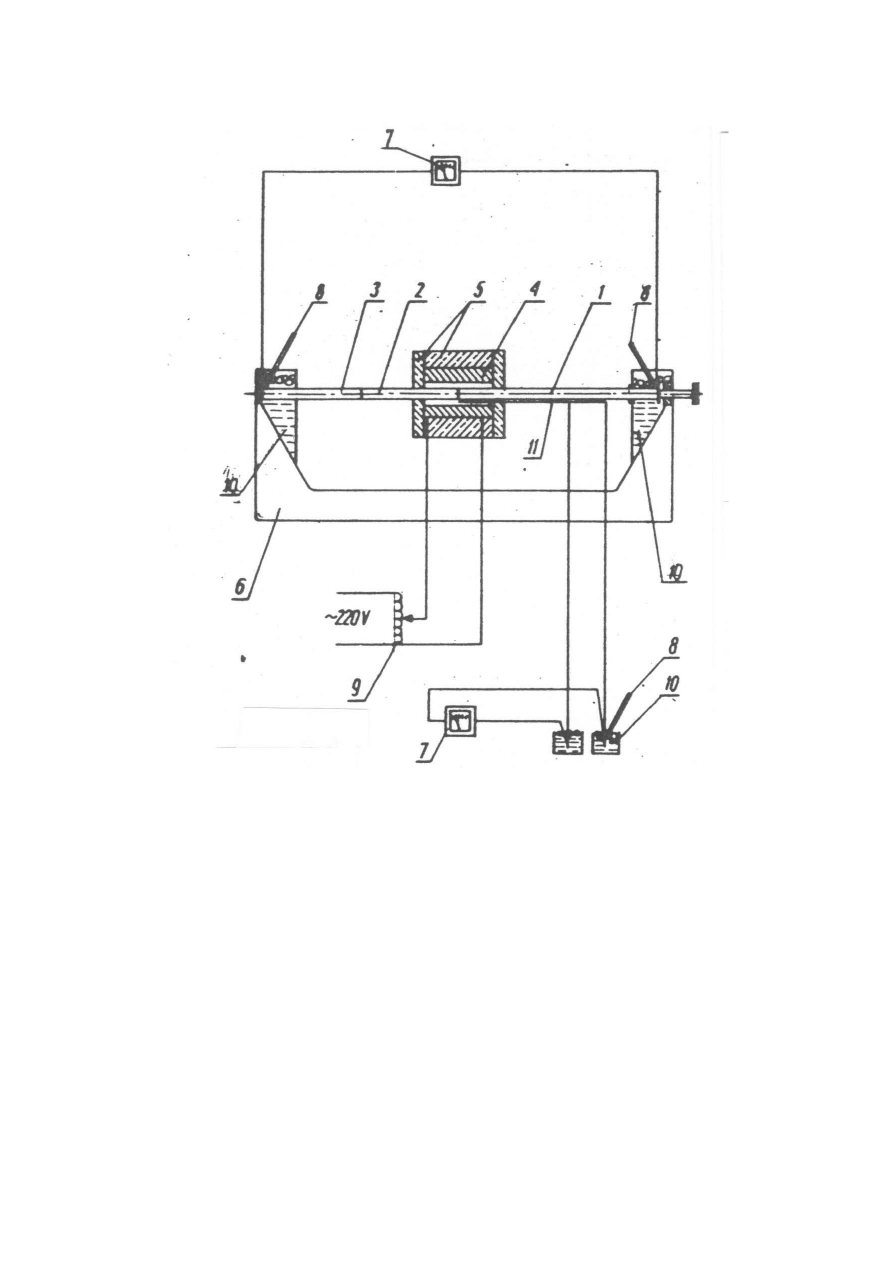
Stanowisko pomiarowe do wzorcowania termoelementu naturalnego, materiał obrabiany -
narzędzie, przedstawiono schematycznie na rys.8.4. Termometr wzorcowy 11 stanowi termo-
element NiCr-Ni (nikielchrom-nikiel), którego charakterystyka jest zgodna z PN-59/M-
53854. Termoelement wzorcowany składa się z próbek 1 i 2 (rys.8.4.). Styk próbki 3 i 2 reali-
zuje termoelement powstały z zastosowania różnych materiałów na oprawkę narzędzia (stal
55) i na narzędzie (stal SW18). W celu utrzymania stałej temperatury podczas dokonywania
odczytów wskazań sił termoelektrycznych, napięcie zasilające tygiel elektryczny 4 przyłą-
czone jest poprzez autotransformator 9. Zimne końce obu termoelementów połączono prze-
wodami miedzianymi o średnicy 1,5 [mm]
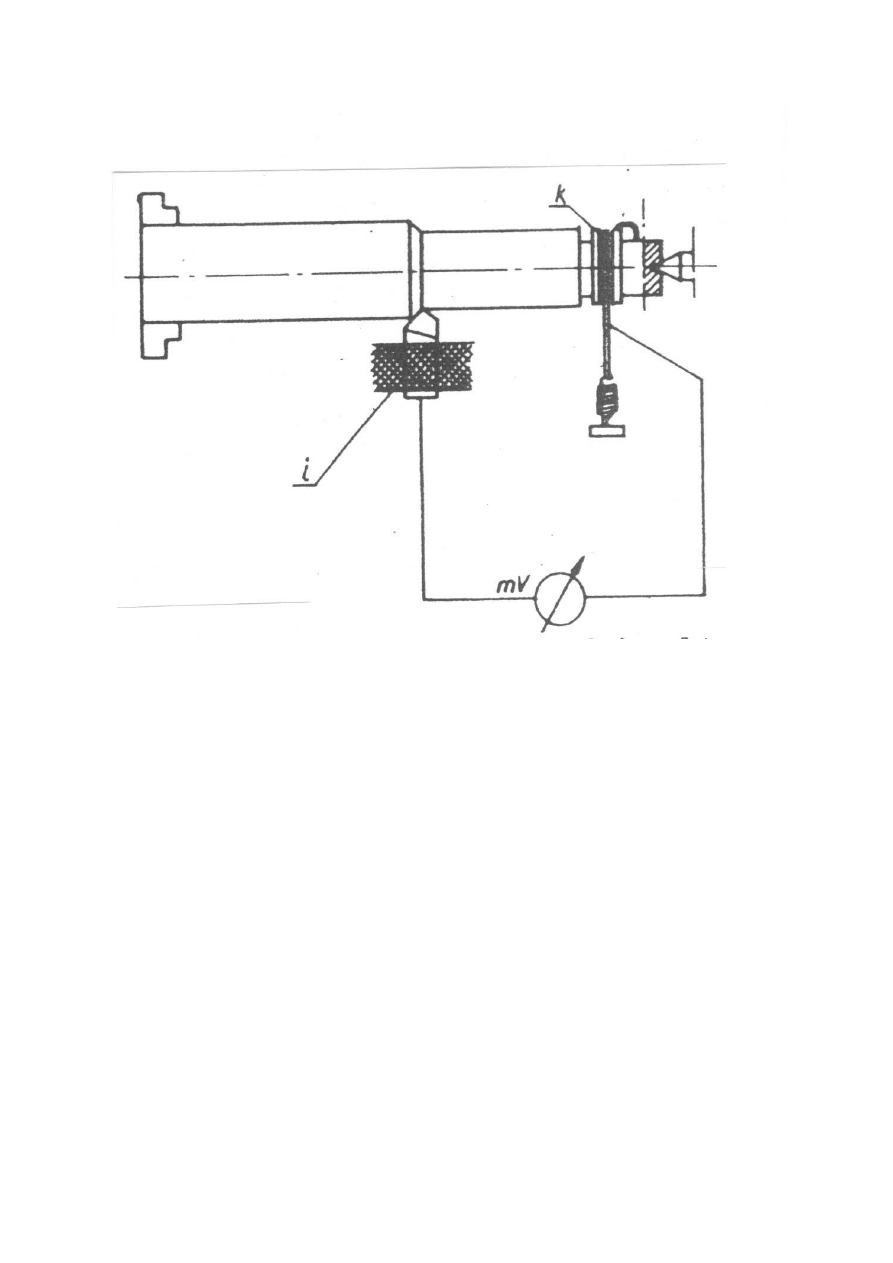
Do pomiaru temperatury zastosowana będzie metoda jednonarzędziowego termoelementu
naturalnego (rys.8.5). Badania będą prowadzone na tokarce uniwersalnej TUB-32, przy to-

8-7
czeniu stali 45 bez chłodzenia. Do pomiarów siły termoelektrycznej użyty będzie miliwolto-
mierz dwuzakresowy 0÷25 [mV] i o÷50 [mV]. Nóż o stałej geometrii ze stali szybkotnącej
lub z płytką z węglika spiekanego. Pomiar średnicy materiału obrabianego będzie dokonywa-
ny za pomocą suwmiarki. Do izolacji elektrycznej oprawki noża od imaka będą użyte pod-
kładki tekstolitowe.
8. 3. Wykonanie ćwiczenia
Wykonanie ćwiczenia należy rozpocząć od zmontowania układu do wzorcowania termo-
elementu naturalnego wg schematu (rys.8.4.). Regulując napięcie doprowadzone do tygla 4 za
pomocą autotransformatora 9 należy odczytywać wskazania miliwoltomierzy 7. Wyniki po-
miarów notujemy w tablicy 8.1., na podstawie której można sporządzić wykres wzorcowania
termoelementu naturalnego: materiał obrabiany (stal 45) - nóż (stal SW18).
Przed przystąpieniem do badania wpływu parametrów skrawania na temperaturę skrawa-
nia, studenci zapoznają się z charakterystyką obrabiarki i sposobem jej obsługi. Następną
czynnością jest włączenie miliwoltomierza w obwód termoelementu naturalnego. Po wstęp-
nym przetoczeniu materiału obrabianego i zmierzeniu jego średnicy za pomocą suwmiarki
studenci ustawiają żądane parametry skrawania wg wskazówek prowadzącego ćwiczenie.
Próby przeprowadza się kolejno w następujących warunkach obróbki:
1. przy stałej prędkości skrawania i stałej wartości posuwu, przeprowadza się skrawanie
przy zmiennej głębokości a
p1
, a
p2
,......a
p5
w przedziale 0,5÷3 [mm];
2. przy stałej głębokości i stałym posuwie przeprowadza się skrawanie przy zmiennej szyb-
kości skrawania v
c1
, v
c2
,........v
c5
w przedziale 9÷25 [m/min];
3. przy stałej głębokości i szybkości skrawania przeprowadza się toczenie przy zmiennym
posuwie f
1
, f
2
,........f
5
w przedziale 0,1÷0,6 [mm/obr].
Każdą próbę toczenia prowadzi się do momentu ustalenia się wskazań miliwoltomierza.
Powtarzalność wyników stwierdza się na podstawie trzykrotnego pomiaru przy tych sa-
mych parametrach skrawania, dobierając tak wartości parametrów stałych, np. w doświadcze-
niach z serii
θ
= f(a
p
), aby powtórzyły się w pozostałych seriach doświadczeń tzn. przy bada-
niu zależności
θ
= f(f) i
θ
= f(v
c
) .
Dla każdego doświadczenia wskazanie miliwoltomierza zapisuje się w protokole, a następnie
korzystając z wykresu wzorcowania danego termoelementu wnosi do protokołu temperatury
odpowiadające wskazaniom siły termoelektrycznej.

8-8
8. 4. Opracowanie wyników
Sprawozdanie z wykonanego ćwiczenia powinno zawierać:
1. Odręczny szkic układu pomiaru temperatury i stanowiska wzorcowania termoelementu
naturalnego;
2. wypełnione protokoły badań wg podanego wzoru (tabl. 8.1. i 8.2.);
3. wykres wzorcowania termoelementu naturalnego (45 - SW18) (tabl. 8.1.);
4. trzy wykresy sporządzone w układzie współrzędnych prostokątnych ilustrujące zależno-
ści:
θ = f (a
p
),
θ = f (f), θ = f (v
c
) ;
5. te same trzy zależności przedstawione w układzie współrzędnych logarytmicznych, na
podstawie których znalezione będą wartości wykładników potęgowych (x
t
, y
t
i z
t
) oraz
stałej C
t
we wzorze określającym temperaturę skrawania t
t = C
t
apx
t
f y
t
vcz
t
;
6. wnioski dotyczące przebiegu ćwiczenia i otrzymanych wyników.
8. 5. Pytania kontrolne
1.
praca skrawania i wymiana ciepła w procesie skrawania;
2.
bilans cieplny przy skrawaniu;
3.
metody pomiaru temperatury skrawania ich wady i zalety;
4.
sposób wzorcowania termoelementu naturalnego;
5.
wpływ parametrów skrawania i geometrii ostrza na temperaturę skrawania;
6.
metoda wykreślna określenia stałych we wzorach empirycznych.

8-9
Spis rysunków
Rys.8.1. Schemat pomiaru temperatury skrawania : a) metodą obcego termoelementu ,
b) metodą półobcego termoelementu
Rys.8.2. Schemat pomiaru temperatury skrawania metodą termoelementu naturalnego :
a) jednonarzędziowa, b) dwunarzędziowa
Rys. 8.3. Schemat elektryczny stanowiska modelowego : 1 - przewodnik miedziany
modelujący strefę skrawania, 2 - płaski model noża z materiału przewodzącego,
3 - szyna miedziana modelująca odprowadzenie ciepła przez imak nożowy
Rys. 8.4. Schemat stanowiska do wzorcowania termoelementu naturalnego : 1- próbka z
materiału obrabianego (stal 45) ; 2 - próbka z materiału narzędzia (stal SW18);
3 - próbka z materiału z którego wykonano oprawkę narzędzia ( stal 55 ) ;
4 - tygiel elektryczny; 5 - izolacja azbestowa; 6 - korpus przyrządu do wzorcowania;
7 - miliwoltomierze; 8 - termometry rtęciowe; 9 - autotransformator; 10 - naczynie z
lodem ; 11 - termoelement NiCr-Ni
Rys. 8.5. Schemat stanowiska do badania wpływu parametrów skrawania na temperaturę
skrawania : i - izolacja; k - kolektor zbierający napięcie
Spis
tablic
Tablica 8.1. Protokół wzorcowania termoelementu naturalnego
Tablica 8.2. Protokół badania wpływu parametrów skrawania na temperaturę
8-10
Rys.8.1. Schemat pomiaru temperatury skrawania : a) metodą obcego termoelementu ,
b) metodą półobcego termoelementu
Rys.8.2. Schemat pomiaru temperatury skrawania metodą termoelementu naturalnego: a) jed-
nonarzędziowa, b) dwunarzędziowa
8-11
Rys. 8.3. Schemat elektryczny stanowiska modelowego: 1 - przewodnik miedziany modelują-
cy strefę skrawania, 2 - płaski model noża z materiału przewodzącego, 3 - szyna miedziana
modelująca odprowadzenie ciepła przez imak nożowy
8-12
Rys. 8.4. Schemat stanowiska do wzorcowania termoelementu naturalnego : 1- próbka z
materiału obrabianego (stal 45) ; 2 - próbka z materiału narzędzia (stal SW18); 3 -
próbka z materiału z którego wykonano oprawkę narzędzia ( stal 55 ); 4 - tygiel
elektryczny; 5 - izolacja azbestowa; 6 - korpus przyrządu do wzorcowania;
7 - miliwoltomierze; 8 - termometry rtęciowe; 9 - autotransformator; 10 - naczynie
z
lodem ; 11 - termoelement NiCr-Ni
8-13
Rys. 8.5. Schemat stanowiska do badania wpływu parametrów skrawania na temperaturę
skrawania : i - izolacja; k - kolektor zbierający napięcie
Wyszukiwarka
Podobne podstrony:
Pomiar temperatury skrawania
Pomiar temperatury skrawania
Schemat blokowy toru pomiarowego siły skrawania Fc i temperatury Θ
POMIAR TEMPERATURY CIAŁA, Studium medyczne
tabela pomiarow temperatury i wilgotnosci pomieszczen magazynowych w przedszkolu, organizacja-pracy
automatyczny pomiar temperatury
INSTRUKCJA do ćwiczenia pomiar temperatury obrabiarek v3 ver robocza
cw05 pomiar temperatury termopara
5 Pomiary sil skrawania id 4036 Nieznany (2)
pomiar temperatury za pomocą kamery termowizyjnej, Politechnika, Znalezione, Malenz
Pomiar temperatur, WYDZIAŁ INŻYNIERII MEALI I INFORMATYKI PRZEMYSŁOWEJ
METROLOGIA I MIERNICTWO WARSZTATOWE, Temp, Pomiary temperatury
88 Nw 02 Przystawka do pomiaru temperatury
30 Pomiar temperatury pirometrem optycznym
Obliczenia temperatur skrawania
Pomiar temperatury pirometrem, F 22C
więcej podobnych podstron