1
Frezowaniem nazywany jest taki sposób obróbki skrawaniem, który polega na
usuwaniu materiału przedmiotu obrabianego za pomocą wieloostrzowego narzędzia
skrawającego będącego bryłą obrotową. Jeżeli oś obrotu narzędzia, nazywanego frezem, jest
równoległa do powierzchni obrabianej, to takie frezowanie nosi nazwę frezowania walcowego
lub obwodowego, jeżeli natomiast oś obrotu freza jest prostopadła do powierzchni obrabianej,
to takie frezowanie nazywane jest frezowaniem czołowym.
Do frezowania rowków są używane:
frezy tarczowe (NFT),
frezy trzpieniowe (NFP),
frezy kątowe nasadzane (NFK),
frezy kątowe trzpieniowe (NFR)
Rowki o przekroju prostokątnym są wykonywane na frezarkach poziomych frezami
tarczowymi z ostrzami na powierzchni obwodowej i na obu powierzchniach czołowych.
Natomiast na frezarce pionowej rowki proste wykonujemy frezami trzpieniowymi. Frezy
tarczowe i trzpieniowe należą do tzw. frezów wymiarowych, ponieważ szerokość freza
tarczowego oraz średnica freza trzpieniowego określają wymiar szerokości frezowanego
rowka. Do frezowania rowków o przekroju trójkątnym służą frezy kątowe z ostrzami na
powierzchniach stożkowych i charakteryzują się kątem. Rowki o przekroju trapezowym,
spełniające przeważnie rolę prowadnic wewnętrznych, są wykonywane frezami
trzpieniowymi kątowymi. Frezy te są przykładami frezów ogólnego przeznaczenia.
Rowki prostokątne mogą być wykonywane w przedmiotach płaskich lub w wałkach.
W przedmiotach płaskich frez ustawiamy według linii traserskiej. Frezowanie rowków w
wałkach w produkcji jednostkowej odbywa się najczęściej przy zamocowaniu przedmiotu
obrabianego w kłach podzielnicy i konika, w produkcji seryjnej – w specjalnych uchwytach.
Podstawowym warunkiem prawidłowego wykonania rowka w wałku jest symetryczność
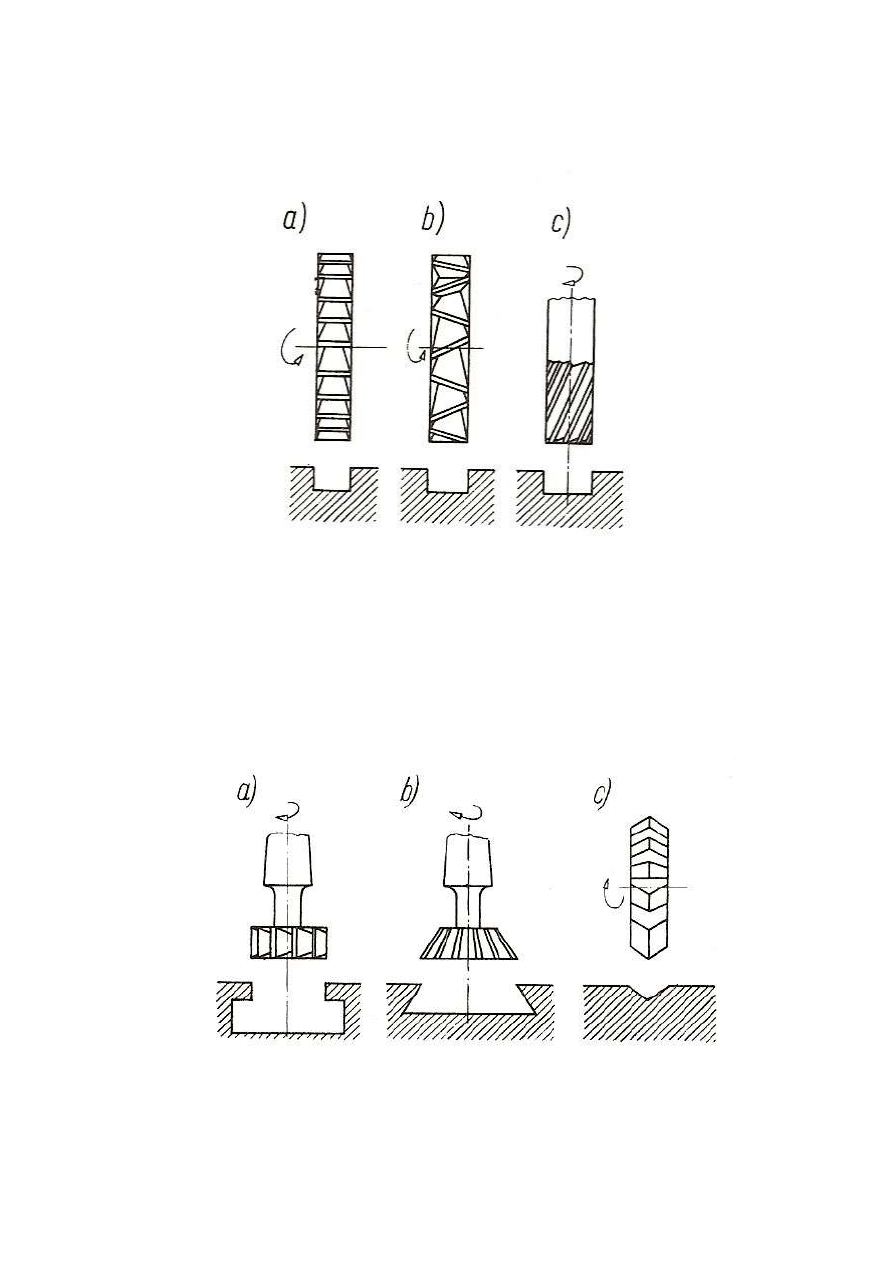
rowka względem osi wałka. Frezowanie rowków prostokątnych frezami tarczowymi (rys. 1 a
i b) odbywa się na pełną głębokość w kierunku od konika do podzielnicy. Frezem
trzpieniowym (rys. 1 c) nie wykonuje się rowka od razu na całą głębokość, lecz stopniowo
pogłębiając rowek za każdym przejściem freza. Tylko bardzo płytkie rowki możemy za
jednym przejściem freza wykonać na pełną głębokość. Do frezowania rowków
nieprzelotowych frezami trzpieniowymi (palcowymi) najlepiej jest wykonać najpierw dwa
otwory na obu końcach i następnie wybrać frezem materiał pozostały. Rowki o dokładnym
wymiarze szerokości, do których należą rowki na wpusty, frezowane są frezami
2
dwuostrzowymi do rowków na wpusty. Frezy dwuostrzowe pracują przy dużej liczbie przejść
usuwając za każdym razem cienką warstwę materiału.
Rysunek 1. Frezowanie rowków prostych:
a) i b) frezami tarczowymi, c) frezem trzpieniowym
Rowki teowe frezuje się za pomocą frezów trzpieniowych tarczowych (rys. 2 a).
Prowadnice trapezowe lub rowki trapezowe należy frezować za pomocą frezów
trzpieniowych kątowych (rys. 2 b). Rowki kątowe wykonuje się za pomocą frezów kątowych
dwustronnych (rys. 2 c).
Rysunek 2. Frezowanie rowków kształtowych: a) frezem trzpieniowym tarczowym, b)
frezem trzpieniowym kątowym, c) frezem tarczowym kątowym dwustronnym
3
Frezowanie rowków może być:
Przelotowe - rowki długości równej powierzchni , na której są wykonane. Rowki te
mają swobodne wyjście.
Nieprzelotowe - rowki mniejszej długości niż długość powierzchni, na której są
wykonane. Rowki nieprzelotowe nie mają swobodnego wyjścia.
Jednostronnie przelotowe - z jednego końca mają swobodne wyjście.
Rowki przelotowe wykonuje się zasadniczo frezami tarczowymi z uwagi na to, że
wydajność frezów tarczowych jest dużo większa niż wydajność frezów trzpieniowych. Rowki
jednostronnie przelotowe oraz rowki nieprzelotowe mogą być wykonane frezami tarczowymi
tylko wtedy , gdy ze względu na konstrukcję przedmiotu obrabianego dopuszczalne jest
przedłużenie rowka o wielkość wyjścia freza tarczowego. Rowki nieprzelotowe gdzie na całej
długości wymagana jest ta sama głębokość wykonujemy tylko frezami trzpieniowymi
(palcowymi).
Przecinanie metali na frezarkach dokonuje się frezami piłkowymi metodą przecinania
przeciwbieżnego, albo współbieżnego. Lepiej jest stosować przecinanie współbieżne, gdyż
przy przecinaniu przeciwbieżnym przecinany przedmiot jest podrywany do góry przez frez.
Materiały grube do przecinania mocujemy w imadłach. Płaskowniki lub blachy mocujemy
bezpośrednio na stole frezarki podkładając pod nie papier co zapobiegnie ich wykrzywianiu.
Aby nie uszkodzić powierzchni stołu miejsce przecinania musi znajdować się nad rowkiem
stołu frezarki. Przy przecinaniu metali na frezarkach frezami piłkowymi bardzo ważne jest
chłodzenie narzędzia. Chłodzenie cieczą chłodząco – smarującą jest konieczne, gdyż cienkie
frezy piłkowe silnie się nagrzewają.
Wyszukiwarka
Podobne podstrony:
Frezowanie rowkow
karta ins frezowanie rowków 1
karta ins frezowanie rowków 2
karta ins frezowanie rowków 2
Różne porady(Frezowanie gniazd i rowków,Przyrząd ułatwiający spawanie,Zdejmowanie uchwytu wiertarski
Frezowanie 2 id 181007 Nieznany
Korloy Frezowanie Informacje techniczne 2011
frezowanie
frezowanie
frezowanie protokol szyszka
Układ sił podczas frezowania
frezowanie1
2 frezowanie i struganieid!126
Frezowanie
frezowanie Leśniacki
87 Nw 06 Reczne frezowanie
frezowanie 0 8 mm
obróbka ubytkowa Frezowanie
więcej podobnych podstron