1) Zjawiska zachodzące podczas starzenia w stopach np. AlCu w umacnianiu wydzieleniowym (źródło Franka-
Reada)
Rozpad przesyconego roztworu stałego
Tworzenie się skupisk atomów CU(zwanymi strefami GP) całkowicie sprzężonych z siecią osnowy
Rozpuszczenie (po jakimś czasie) niestabilnych stref GP i powstanie na ich miejscu wydzieleń metastabilnej fazy
„θ '' (których sieć jest nadal całkowicie sprzężona z siecią osnowy)
Powstanie metastabilnych wydzieleń fazy
ɵ'(tylko częściowo koherentnych z siecią osnowy)
Wydzielenie równowagowej fazy Al2CU ( symbol θ) (niekoherentnej z siecią osnowy)
2) Cel umacniania/warunek umacniania Celem umacniania jest zwiększenie wytrzymałości materiału krystalicznego
poprzez wytworzenie w nim przeszkód (blokowanie) dla ruchu dyslokacji.
4) Na czym polega umacnianie? Umacnianie polega na blokowaniu ruchu dyslokacji.
5) Metody umacniania materiałów:
Umacnianie odkształceniowe(przez zgniot)
Umacnianie przez roztwór
Umacnianie wydzieleniowe bądź dyspersyjne
Umacnianie za pomocą granic ziaren
6) Metody umacniania stopów cząstkami faz wtórnych. Wydzieleniowe i dyspersyjne.
7) Mechanizmy umacniania roztworowego
Zmniejszenie szybkości ruchu dyslokacji wskutek zwiększenia naprężenia "tarcia" sieci
Blokowanie dyslokacji w położeniach wyjściowych
Utrudnienie pokonywania przeszkód wskutek ograniczenia możliwości poslizgu poprzecznego
8) Utwardzanie czystego aluminium Umacnianie odkształceniowe przez zgniot na zimno
9)def. umacniania wydzieleniowego (obróbka cieplna)
Umocnienie wywołane wydzielającymi się cząsteczkami w roztworze przesyconym, jest efektem przemian
zachodzących w stopach metali podczas obróbki cieplnej przesycania i starzenia.
3,10,11) Warunek umacniania przez roztwór/wydzieleniowego
Umacnianie wydzieleniowe:
Stosowane tylko w przypadku stopów
Tworzenie roztworu stałego
W obszarze roztworu stałego rozpuszczalność musi maleć z obniżaniem temperatury, by możliwe było
otrzymanie przesyconego roztworu stałego.
Wydzielenia powstające w wyniku rozpadu przesyconego roztworu stałego powinny być całkowicie lub
przynajmniej częściowo sprzężone z osnową. W takim, bowiem przypadku możliwe jest zapewnienie istotnego
zwiększenia własności wytrzymałościowych, których miarą jest granica plastyczności oraz twardość.
Umacnianie przez roztwór:
Stosowane tylko w przypadku stopów
Tworzenie roztworu stałego
12) Fazy umacniania wydzieleniowego
Przesycanie i starzenie
Przesycanie:
Wyżarzanie rozpuszczające, którego celem jest wprowadzenie do roztworu stałego maksymalnej ilości składika
stopowego
Szybkie chłodzenie w celu zatrzymania składnika rozpuszczonego w roztworze w ilości większej niż to wynika z
układu równowagi.
Starzenie:
Wydzielanie się z przesyconego roztworu bardzo drobnych, o dużej gęstości i względnie równomiernie
rozmieszczonych cząstek fazy lub faz metastabilnych
13) Wyżarzanie normalizujące. Wyżarzanie normalizujące (normalizowanie) polega na nagrzaniu do stanu
austenitycznego, tzn. 30-50°C powyżej temperatury linii GSE (Ac3, Acm) wygrzaniu w czasie zapewniającym powstanie
drobnego ziarna austenitu i następnie studzeniu w spokojnym powietrzu. Celem operacji jest uzyskanie jednorodnej
struktury drobnoziarnistej( rozdrobnienie i ujednorodnienie ziarna), a przez to poprawa właściwości mechanicznych stali.

14,15) Czynniki wpływające na starzenie + wpływ temp. na starzenie
Temperatura. Starzenie w niskich temperaturach jest korzystne gdyż uzyskuje się wtedy większą wytrzymałość a
ponadto jej maksimum rozciąga się na większy przedział czasowy. Wraz z obniżeniem temperatury starzenia wzrasta czas
potrzebny do uzyskania maksymalnej wytrzymałości. W procesie starzenia w wyższych temperaturach optymalne
własności wytrzymałościowe osiąga się w krótkich czasach, wskutek czego warstwa powierzchniowa może być
przestarzona a rdzeń niedostarzony.
Czas przyspiesza bądź opóźnia osiągnięcie optymalnych własności wytrzymałościowych.
16) Metody starzenia
Starzenie naturalne lub samorzutne jest to starzenie stopu w temperaturze otoczenia
Starzenie przyspieszone lub sztuczne jest to wytrzymywanie stopu w podwyższonej temperaturze
17) Sfery Guiniera-Prestona (GP) (towarzyszą starzeniu) Skupiska atomów Cu mające postać monoatomowych
warstw o geometrii dysków, których średnica jest rzędu 10 nm, taka monopłaszczyzna atomów jest całkowicie
koherentna z siecią osnowy.
18) Jakie pierwiastki powodują największe umocnienie roztworowe? Wolfram i Kobalt
19) Jaki efekt stosuje się przy umacnianiu stali niskostopowych. Pierwiastki stopowe w stalach niskostopowych
rozpuszczają się w ferrycie, tworząc roztwór stały różnowęzłowy, który zwiększa wytrzymałość stali. Do stali
narzędziowych dodaje się znaczne ilości rozpuszczonego wolframu i kobaltu, aby wytworzyć największe możliwe
umocnienie roztworowe.
20) Jak umocnić czysty metal (patrz granica plast. Re) Stosując umacnianie odkształceniowe.
21)Jaka sieć jest najbardziej podatna na umacnianie przez zgniot na zimno (RCS/RPZ/HZ)
Regularna ściennie centrowana, bo ma więcej systemów poślizgu-> płaszczyzny i kierunki o najbardziej zwartej sieci
atomów.
22) Jaki materiał nadaje się najlepiej do umacniania roztworowego.
23) Dlaczego włókna węglowe mogą stanowić umocnienia (patrz. Dlaczego grafit może być stosowany jako
wzmocnienie w żeliwach)
Ponieważ grafit posiada silne wiązania w płaszczyznach ( model heksagonalny), słabe między płaszczyznami.
(anizotropia- wykazywanie odmiennych właściwości w zależności od kierunku. Ciała anizotropowe wykazują różne
właściwości w zależności od kierunku, w którym dana właściwość jest rozpatrywana.)
24) Dlaczego w stopach Al Mg nie stosuje się umocnień wydzielinowych zaś w Al Cu stosuje się
25) Azotowanie
Azotowanie jest zabiegiem cieplnym polegającym na dyfuzyjnym nasyceniu azotem powierzchni przedmiotów
stalowych lub żeliwnych azotem o temperaturze do 750°C w celu utwardzenia powierzchni, uodpornienia na korozję,
odporności na ścieranie, wytrzymałości na rozciąganie i twardości. W przeciwieństwie do nawęglania przy azotowaniu
strefa powierzchniowa utwardza się bez dodatkowej obróbki cieplnej. Azotowaniu poddaje się stale uprzednio ulepszone
cieplnie. Nawęglanie stosowane jest, jako przygotowanie do późniejszej obróbki, azotowanie, w którym tworzą się od
razu azotki, jest obróbką końcową.
26) Nawęglanie/ cel nawęglania/ czynniki wpływające na nawęglanie/
Nawęglanie jest rodzajem obróbki cieplno - chemicznej polegającym na powierzchniowym nasyceniu stali
węglem. Celem procesu jest uzyskanie części o twardej i odpornej na ścieranie powierzchni przy zachowaniu
plastycznego rdzenia, zapewniającego odporność na obciążenia udarowe. Takie własności mechaniczne są pożądane w
przypadku kół zębatych, osi, części wałków jak czopy, wielo - wypusty, krzywki itd. Innym zastosowaniem nawęglania
jest obróbka elementów łańcuchowych, które są wycinane i kształtowane z miękkiej niskowęglowej blachy, a następnie
nawęglane, hartowane i odprężane.
Rozróżnia się nawęglanie w proszkach i nawęglanie gazowe
Nawęglanie znajduje szerokie zastosowanie w budowie maszyn, np. nawęglanie kół zębatych, osi, czopów
wałów, krzywek wałków rozrządu, narzędzi pomiarowych.
Na nawęglanie wpływają czynniki takie jak:
czas

temperatura
aktywność karbotyzatora
dodatki stopowe
Nawęglanie jest to obróbka cieplno-chemiczna polegająca na dyfuzyjnym nasycaniu węglem warstwy powierzchniowej
przedmiotu wykonanego ze stali niskowęglowej. Nawęglanie ma na celu otrzymanie utwardzonej powierzchni
przedmiotu, odpornej na ścieranie, przy jednoczesnym zachowaniu miękkiego rdzenia. Proces przeprowadza się w
temperaturze około 850° C- 950°C.
27)38MNK skrót
28) żaroodporność/ żarowytrzymałość
Żaroodporność – to odporność na działanie czynników chemicznych, głównie powietrza oraz spalin a także ich
agresywnych składników w temperaturze wyższej niż 600 C.
Żarowytrzymałość – to odporność na odkształcenie - z czym wiąże się zdolność do wytrzymywania obciążeń
mechanicznych w wysokiej temperaturze tj. powyżej 600 C.
Stopy żaroodporne są odporne na korozję i utlenianie w wysokich temperaturach. Żarowytrzymałe zachowują dobre
właściwości mechaniczne. Żaroodporność- odporność materiału na działanie agresywnego ośrodka w podwyższonej
temperaturze. Żarowytrzymałość- zdolność do znoszenia obciążeń w podwyższonej temperaturze. Żaroodporność to
odporność stopu na działanie czynników chemicznych, głównie powietrza oraz spalin i ich agresywnych składników w
temperaturze wyższej niż 600°C Żarowytrzymałość to odporność stopu na odkształcenia, z czym się wiąże zdolność do
wytrzymywania obciążeń mechanicznych w temperaturze powyżej 600°C Żarowytrzymałość, w metaloznawstwie,
odporność materiałów na obniżanie wytrzymałości mechanicznej (np. na rozciąganie, zginanie itp.) w wysokiej
temperaturze. Wzrost żarowytrzymałości zapewniają zazwyczaj te same czynniki, które powodują wzrost żaroodporności.
Ponadto na wzrost żarowytrzymałości ma wpływ struktura drobnoziarnista otrzymywana przez odpowiednią obróbkę
cieplną.
29,30,31,32,33,34,35,36
37) Właściwości dodatków stopowych
podniesienie hartowności stali
Uzyskanie większej wytrzymałości
Zmiana pewnych właściwości fizycznych i chemicznych
38) Dlaczego kompozyty umacniane węglikami mają dużą wytrzymałość? Kompozyty umacniane węglikami mają
dużą wytrzymałość, ponieważ pierwiastki tworzące węgliki np.V, Mo, W i Cr mają własności wytrzymałościowe.
39) Jaką strukturę w stanie równowagi mogą mieć stale niskostopowe? ferrytyczno-perlityczna
42)zawartość węgla stali konstrukcyjne/narzędziowych
stale narzędziowe 0,4-1,2%c
stale konstrukcyjne niskostopowe do 0,22%C lub ogólnego przeznaczenia do 0,55%C
43) Stale jedna niestopowa o zawart. 0,65%C druga niskostopowa o zawart. 0,35%C Która ma większą
Przehartowalność/utwardzalność
Przehartowalność zależy od zawartości rozpuszczonego w austenicie węgla jak i również od obecności pierwiastków
stopowych. Natomiast utwardzalność zależy od zawartości węgla w martenzcie, natomiast nie zależy od zawartości
pierwiastków stopowych. Wedle tego, większą przehartowalność będzie miał stali niskostopowa, natomiast większą
utwardzalność stal niestopowa.
44) Stal używana do obróbki cieplnej (ulepszania cieplnego)
Stal używana do ulepszania cieplnego to stal konstrukcyjna wyższej jakości, niskostopowa oraz stal stopowa o zawartości
węgla
0,25%
do
0,6%
45) Dlaczego do azotowania stosuje się stale średnio węglowe ulepszone cieplnie (hartowane/odpuszczane)
Do azotowanie stosuje się stale ulepszone cieplnie średniowęglowe, ponieważ te stale posiadają w swojej budowie
odpowiednią ilość węgla(patrz pytanie wyżej) oraz odpowiednią ilość aluminium, który w największym stopniu wiąże się
z azotem, dzięki czemu powstają azotki w strukturze, a więc zachodzi i sam proces azotowania.
46)przykłady oznaczenia stali stopowych konstrukcyjnych/węglowych zwykłej/wyższej jakości

Według Polskiej Normy PN-88/H-84020 stale konstrukcyjne ogólnego przeznaczenia oznacza się: skrótem StnS, gdzie n
to liczba naturalna z zakresu 0 do 7 kodująca zawartość węgla. Litera S może być zastąpiona przez inna literę
oznaczającą:
V – ograniczoną zawartość węgla W – ograniczoną zawartość węgla, fosforu i siarki X - stal nieuspokojoną 1
Y – stal półuspokojoną 1
Według normy PN-EN 10020:2002(4) do stali niestopowych zaliczamy te stale w których zawartość poszczególnych
pierwiastków chemicznych jest mniejsza od podanych wartości granicznych:
Mn - 1,65% Si - 0,50% Cu, Pb - 0,40% Cr, Ni - 0,30% Al, Bi, Co, Se, Te, V i W - 0,10% Mo - 0,08% Nb - 0,06%
La, Ti, Zr - 0,05% B - 0,0008%
Według Polskiej Normy PN-XX/H-84019 stale wyższej jakości oznacza się liczbą całkowitą, która koduje średnią
zawartość węgla (procent zawartości z mnożnikiem 100). Po tym symbolu może nastąpić litera G – oznaczająca
podwyższoną zawartość manganu wpływającego na podwyższenie własności wytrzymałościowych stali.
Przykładowymi stalami wyższej jakości są:
08 – zawierająca od 0,05 do 0,11% węgla
15 - zawierająca od 0,15 do 0,19% węgla i od 0,25 do 0,5% manganu
15G - zawierająca od 0,15 do 0,19% węgla i od 0,7 do 1,0% manganu
60 - zawierająca od 0,57 do 0,65% węgla i od 0,5 do 0,8% manganu
60G - zawierająca od 0,57 do 0,65% węgla i od 0,8 do 1,0% manganu
Stale niestopowe ( bez stali automatowych) o średnim stężeniu Mn<1% - C i liczba oznaczająca średnie stężenie węgla w
stali w setnych częściach % (np. C35)
Stale niestopowe o średnim stężeniu Mn> 1%, stale niestopowe automatowe i stale stopowe ( bez szybkotnących) o
stężeniu każdego pierwiastka stopowego <5% – Liczba oznaczająca średnie stężenie węgla w stali w setnych częściach
%, symbole chemiczne pierwiastków stopowych i na końcu liczby (rozdzielone kreskami), podające średnie stężenie
głównych pierwiastków stopowych (w %) pomnożone przez odpowiedni współczynnik (4-dla Cr, Co, Mn, Ni, Si,W; 10-
dla Al., Be,Cu, Mo, Nb, Pb, Ta, Ti, V, Zr; 100- dla Ce, N, P, S, ; 1000- dla B) (np. 33MnCrB5-2)
47) Stal stopowa Stalami stopowymi nazywa się stale, do których celowo wprowadza się pierwiastki stopowe, aby nadać
im wymagane własności. Najczęściej stosuje się: mangan, krzem, chrom, nikiel, wolfram, molibden, wanad. Rzadziej
stosuje się aluminium, kobalt, miedź, tytan, tantal, niob, a w niektórych przypadkach i azot.
48) parametry opisujące stal
Parametry opisujące stal wg przydatności w gospodarce:
Granica sprężystości
Wytrzymałość na rozciąganie
Sprężystość
Plastyczność,
Ciągliwość
Udarność,
Twardość,
Spawalność,
Odporność na działanie środowiska:
Odporność na działanie podwyższonych i niskich temperatur
Odporność na działanie czynników powodujących korozję chemiczną i atmosferyczną
Jest także drugi podział:
Skład chemiczny – niestopowa, stopowa
Podstawowe zastosowanie – konstrukcyjna, maszynowa, narzedziowa, o szczególnych własnościach
Jakość- jakościowa, specjalna
Sposób wytwarzania – martenowska, konwertorowa, elektryczna
Sposób odtleniania- uspokojona, półuspokojona, nieuspokojona
Rodzaj produktów – druty, pręty, odkuwki
Postać - Lana, kuta, walcowana na gorąco, walcowana na zimno, ciągniona
Stan kwalifikacyjny - Surowy, wyżarzony normalizująco, ulepszony cieplnie i inne
49) Staliwo – wieloskładnikowy stop żelaza z węglem w postaci lanej (czyli odlany w formy odlewnicze), nie poddany
obróbce plastycznej. W odmianach użytkowych zawartość węgla nie przekracza 1,5%, suma typowych domieszek
również nie przekracza 1%
50) Rodzaje staliw
Ze względu na skład chemiczny rozróżnia się staliwa:
Węglowe - zawierające tylko składniki zwykłe i zanieczyszczenia z przerobu hutniczego
Stopowe - zawierające dodatkowo wprowadzone celowo domieszki stopowe

Ze względu na własności fizyczne i związane z nimi możliwości praktycznego zastosowania, wyróżnia się staliwa:
węglowe , zwykłej jakości , wyższej jakości , najwyższej jakości
51) Różnice stal/staliwo
Staliwo jest to stop na bazie żelaza o składzie odpowiadającym stali, lecz niepoddany obróbce cieplnej. Właściwości
mechaniczne staliwa są nieco niższe niż własności stali o takim samym składzie po obróbce plastycznej.
52) Żeliwo. Żeliwo jest to stop żelaza, otrzymany w drodze przetopienia surówki , zawierający ponad 2,5-4,5 %C oraz
inne składniki, z których krzem, mangan, fosfor i siarka są zawsze obecne. Węgiel w żeliwach może występować w
dwóch postaciach: w stanie wolnym, jako grafit lub w postaci związanej, jako cementyt.
53)Wpływ dodatków żeliwa
Wpływ składu chemicznego na strukturę żeliw:
Mikrostrukturę żeliw, a więc i ich właściwości charakteryzują dwa składniki strukturalne: grafit oraz rodzaj metalicznej
osnowy. Dlatego też wpływ dodatków stopowych rozpatruje się pod kątem ich oddziaływania na:
Proces grafityzacji
Rodzaj osnowy metalicznej
Grafityzacja (1. Zjawisko wydzielania się grafitu w stopach żelazowo węglowych. 2. Proces korozji szarego żeliwa,
przy niezmienionej strukturze chem. grafitu)
Grafityzacja jest jednym z najważniejszych procesów, decydujących o rodzaju wytwarzanego żeliwa. Tworzenie grafitu
jest możliwe w dwojaki sposób – bezpośrednio z fazy ciekłej podczas reakcji eutektycznej i/lub podczas przemian
fazowych w stanie stałym. Ze względu na kierunek oddziaływania na proces grafityzacji pierwiastki dzielimy na:
Sprzyjające grafityzacji, np. Al, C, Si, Ti, Ni, Cu i P
Przeciwdziałające grafityzacji (węglikotwórcze), wśród których znajdują się: W, Mn, Mo, S, Cr, V, Mg, Ce, N i
H.
Powstający grafit może posiadać różnorodną postać, która w zasadniczy sposób decyduje o właściwościach żeliwa.
Zależnie od tego czy jest to grafit płatkowy, zwarty czy kulkowy, żeliwo jest albo całkowicie kruche albo plastyczne,
przy czym plastyczność zależy dodatkowo od wielkości i rozkładu wydzieleń oraz rodzaju metalicznej osnowy.
Wpływ składu chemicznego na rodzaj metalicznej osnowy:
Wpływ domieszek i zanieczyszczeń na strukturę osnowy metalicznej żeliw jest podobny jak w stali (staliwie).
Podstawowym pierwiastkiem wpływającym na rodzaj osnowy jest węgiel, którego ilość decyduje o tym czy będzie ona:
ferrytyczna (faza miękka)
ferrytyczno-perlityczna
perlityczna
Po wprowadzeniu odpowiedniej ilości dodatków stopowych i/lub obróbki cieplnej: austenityczna, martenzytyczna itp.
Im większy jest udział fazy miękkiej (ferrytu) + sferyczne wydzielenia, tym większa będzie plastyczność żeliwa.
Zwiększenie udziały perlitu i jego dyspersji zwiększa właściwości wytrzymałościowe a dodatkowa obróbka cieplna
umożliwia uzyskanie R
m
do 1600 MPa.
Warto podkreślić, że funkcjonowanie szerokiej gamy żeliw, od gatunków najmniej „szlachetnych” jak zwykłe żeliwa
szare z grafitem płatkowym, aż po żeliwa z grafitem kulkowym jest uzasadnione szczególnymi cechami każdej grupy.
54) Rodzaje klasyfikacji żeliwa
Żeliwa dzielimy na:
Białe – węgiel występuje w postaci związanej tj. węglików, udział Fe
3
C powoduje, że żeliwa białe są materiałem
kruchym.
Szare – węgiel występuje w postaci wolnej – grafitu. Żeliwa szare ze względu na występowanie grafitu mają ogromną
odporność na zużycie. Jest to jedyny materiał, z którego wykonane elementy nie zacierają się lub nie zakleszczają, gdy
współpracują ze sobą.
Nazwa żeliw jest odzwierciedleniem barwy przełomu, który jest jasny i metalicznie połyskujący w żeliwie białym i szary
w żeliwie szarym. Szare zabarwienie w drugim przypadku wiąże się z obecnością grafitu na przełomie.
Właściwości żeliwa szarego zależą znacznie od kształtu wydzieleń grafitu. Wyróżniamy żeliwa szare z wydzieleniami
grafitu w postaci:
Dużych płatków – wytrzymałość tego żeliwa na obciążenia dynamiczne jest mała ponieważ płatki osłabiają materiał,
natomiast posiada doskonałą zdolność tłumienia drgań oraz przewodność cieplną.
Wydzieleń sferycznych – wytrzymałość na obciążenia dynamiczne jest duża i żeliwo jest plastyczne.
Wśród żeliw wyróżnia się jako odrębne grupy: żeliwo z grafitem kulkowym zwane potocznie żeliwem sferoidalnym,
żeliwo z grafitem zwartym oraz żeliwo ciągliwe. Z wyjątkiem żeliwa ciągliwego białego, wszystkie pozostałe są
zasadniczo żeliwami szarymi, które jednak wyodrębnia się jako oddzielne ze względu na istotne różnice właściwości w
porównaniu do zwykłego żeliwa z grafitem płatkowym.
Szczególnie pożądanym kształtem grafitu jest grafit kulkowy (sferoidalny), który występuje w żeliwach wysoko
jakościowych.
55) Rodzaje klasyfikacji żeliwa szarego z.wg. sposób wytwarzania/kształt wydzieleń grafitu
Klasyfikacja grafitu, , uwzględnia trzy cechy morfo-logiczne grafitu: wielkość, kształt i rozmieszczenie. Pod względem
k s z t a ł t u grafit dzieli się na 9 klas, np. płatkowy (prosty, zwichrzony lub iglasty), gwiazdkowy, krętkowy,
postrzępiony, zwarty lub kulkowy. Ze względu na w i e 1 k o ś ć rozróżnia się 8 klas, przy czym podstawą do zaliczenia
żeliwa do odpowiedniej klasy jest długość lub średnica wydzieleń grafitu w μm. Do najniższej klasy zalicza się grafit
mniejszy od 15 μm, a do najwyższej - większy od 1000 μm.
R o z m i e s z c z e n i e grafitu jest podstawą do zaliczenia żeliwa do jednej z siedmiu klas. Rozróżnia się
rozmieszczenie równomierne, nierównomierne, gałązkowe, siatkowe, rozetkowe lub międzydendrytyczne. Szczególnie
niekorzystne są wydzielenia grubopłytkowego grafitu nadeutektycznego, natomiast bardzo drobny grafit eutektyczny o
charakterze płatkowym i równomiernym rozłożeniu w osnowie jest pożądany.
Niekorzystne jest również nierównomierne rozłożenie grafitu, np, międzydendrytyczne, gdzie grafit jest rozłożony
pomiędzy dendrytycznymi ziarnami ferrytu.
56) Żeliwo ciągliwe
Żeliwami ciągliwymi nazywa się żeliwa białe, które wskutek długotrwałego(rzędu kilkudziesięciu godzin) wyżarzania w
wysokiej temperaturze (ok,1000C) ulegają określonemu uplastycznieniu dzięki odwęgleniu lub grafityzacji lub obu tym
procesom łącznie. W czasie tego procesu
(grafit żarzenia) i
. Żeliwo takie
posiada bardzo dobre własności wytrzymałościowe, porównywalne do
. Żeliwo ciągliwe odznacza się dobrą
skrawalnością, dużą odpornością na działanie dymu i kwaśnej wody kopalnianej. Wykonuje się z niego odlewy o dużej
wytrzymałości, dobrej plastyczności, obrabialności i odporności na uderzenia, gdyż łączy w sobie dobre własności
odlewnicze żeliwa z dobrymi własnościaami mechanicznymi staliwa.
57)rodzaje klasyfikacji żeliwa ciągliwego z.wg. obróbkę cieplną/skład chem./atmosferę
Klasyfikacja żeliwa ciągliwego. Żeliwo ciągliwe klasyfikuje się wg normy PN-92/H-83221. Żeliwo białe oznacza się
symbolem W(W 35-04,38-12,40-05,45-07) a czarne symbolem B(B 30-06,32-12,35-10). Norma uwzględnia jeszcze
żeliwo ciągliwe perlityczne P(P 45-06,50-05,55-04,60-03,65-02,70-02,80-01). Po oznaczeniu literowym następuje liczba
czterocyfrowa. Dwie pierwsze cyfry oznaczają minimalną wytrzymałość na rozciąganie w MPa podzieloną przez 10,
dwie następne minimalne wydłużenie A
3
w procentach.
58)rodzaje klasyfikacji żeliwa ciągliwego/szarego/sferoidalnego
ciągliwe i sferoidalne w pytaniach powyżej
Klasyfikacja żeliw sferoidalnych jest przeprowadzana na podstawie normy PN-92/H-83123. Obejmuje ona dziewięć
gatunków żeliwa o wytrzymałości w granicach 350-900 (350-22,400-18,400-15,450-10,500-7,600-3,700-2,800-2,900-2)
MPa i wydłużeniu A
5
- w granicach odpowiednio 2-22%. Symbol żeliwa składa się z liczby trzycyfrowej, która oznacza
minimalną wytrzymałość na rozciąganie w MPa oraz oddzielonej od niej pauzą liczby określającej minimalne wydłużenie
A
5
.
62) Obróbka cieplna żeliwa
Obróbki cieplne żeliw
Żeliwa szare są stosowane zazwyczaj bez żadnej obróbki cieplnej. Poddaje się je niekiedy wyżarzaniu w celu usunięcia
naprężeń odlewniczych zmiękczenia warstwy powierzchniowej składającej się z żeliwa białego i polepszenia własności
mechanicznych. Natomiast żeliwa białe podlegają specjalnej obróbce cieplnej, mającej na celu uzyskanie tzw. żeliwa
ciągliwego.
Skład chemiczny żeliw jest jakościowo podobny do składu
lecz różni się ilościowo. Struktury z kolei różnią się dodatkowa zawartością grafitu w żeliwie, eutektyką fosforową
i zawartością siarczku manganu. Osnowa żeliwa szarego jest zbliżona do struktury zwykłej stali - pozwala to na
stosowanie do żeliwa prawie wszystkich rodzajów obróbki cieplnej.
Obróbka cieplna żeliwa może mieć zastosowanie tylko wtedy gdy znajdujący się w nim grafit jest drobny, dzięki czemu
część może podczas nagrzewania w wysokiej temperaturze przejść do roztworu z którego przez chłodzenie otrzymuje się
austenit, martenzyt lub inne składniki .Obróbka cieplna żeliwa o grubym graficie przeprowadzona w celu polepszenia
jego własności mechanicznych nie daje pożądanych
obecnie najczęściej stosowanymi rodzajami obróbki cieplnej żeliwa szarego są:
wyżarzanie normalizujące, zmiękczające, odprężające,
ulepszanie cieplne,
hartowanie zwykłe i izotermiczne
a do żeliw białych :
odwęglanie lub grafityzacja
bróbka cieplna żeliwa.
Obróbkę cieplną stosuje się w celu poprawieniu niektórych własności wytrzymałościowych, zmiękczenia, poprawienia
skrawalności. Odlewy żeliwne odpręża się, stabilizuje ich wymiary poprawia odporność na ścieranie. Wszystkie zabiegi
mają na celu poprawienie własności wytrzymałościowych. Stosuje się je dla żeliw z drobnymi płatkami grafitu,
bądź posiadających grafit w postaci kulkowej ponieważ wtedy tylko zabieg jest konieczny.
W przeciwnym przypadku wzrost własności jest nieznaczne. Obróbka cieplna żeliw w za sadzie nie różni się od obróbki
cieplnej stali. Pamiętać jednak należy, że obecność grafitu w strukturze żeliwa może spowodować szereg odchyleń w
parametrach obróbki cieplnej a uzyskane wyniki mogą się różnić od wyników po obróbce cieplnej stali do żeliw szarych
i sferoidalnych stosuję się następujące zabiegi obróbki cieplnej :
Wyżarzanie odprężające
Wyżarzanie odprężające odlewów przeprowadza się przy temperaturze 500-550oC w czasie 6-8 godz. Poleca się
stosować małe szybkości nagrzewania oraz studzenia z piecem do temperatury 200oC. Zabieg ten pozwala na prawie
całkowite wyeliminowanie naprężeń (90%) stosowanie wyższych temperatur jest nie wskazane ze względu na
grafityzację cementytu w perlicie.
Wyżarzanie zmiękczające lub grafityzujące.
Jeżeli zachodzi konieczność zmniejszenia twardości odlewów o osnowie perlitycznej przeprowadza się wyżarzanie przy
temperaturze 680-750oC. W ciągu 1 godziny. Na 25 mm w przekroju z następnym wolnym studzeniem z pieca do
temperatury ok. 200oC. Podczas tego zabiegu następuje grafityzacja i sferoidyzacja perlitu i cementytu. Żeliwo staje się
bardziej plastyczne i miękkie.
Wyżarzanie normalizujące.
Celem tego wyżarzania jest zwiększenie twardości i polepszenie odporności na ścieranie żeliwa. Odlewy wygrzewa się
przy temperaturze 850-950oC przez 1 godz. ma 25 mm przekroju. Podczas tego wyżarzania wzrasta zawartość węgla w
austenicie kosztem zmniejszania się ilości grafitu. Po następnym chłodzeniu w powietrzu, uzyskuje się drobnoziarnisty
perlit i grafit. Żeliwo o takiej strukturze jest bardziej odporne na ścieranie i posiada lepszą wytrzymałość na rozciąganie,
niż przed wyżarzaniem z osnową ferrytyczną lub ferrytyczno-perlityczną.
Ulepszanie cieplnie
Ulepszanie cieplne stosuje się do żeliw o osnowie perlitycznej i polega na hartowaniu w temperaturze 850-870oC,
chłodzeniu w oleju i odpuszczaniu w temperaturze 300-500oC. Odlewy żeliwne wytrzymuje się przy temperaturze
hartowania przez czas potrzebny do wyrównania temperatury w całym przekroju. Podczas odpuszczania przedmioty
wygrzewa się przez kilka godzin. Po ulepszaniu cieplnym uzyskuje się wzrost wytrzymałości na rozciąganie i wyraźnie
poprawia się ścieralność.
Hartowanie izotermiczne.
Hartowanie zwykłe żeliw jest kłopotliwe ze względu na dużą skłonność do pękania nawet przy chłodzeniu olejem.
Korzystniejszym zabiegiem jest hartowanie izotermiczne. Aby zahartować odlew izotermiczne należy nagrzać go do
temperatury 830-870oC, wytrzymać przy tej temperaturze przez 10-90 min. w zależności od wielkości przekroju, a
następnie chłodzić w ciągu 30-50 min. w kąpieli solnej o temperaturze 300-500oC w zależności od żądanych własności
wytrzymałościowych. Hartowanie izotermiczne jest najkorzystniejszym zabiegiem poprawiającym własności
wytrzymałościowe żeliw szarych i sferoidalnych.
Uplastycznianie żeliwa.
Do wyrobu przedmiotów często o skomplikowanych kształtach, których nie można wykonać z żeliwa szarego ze względu
na dużą kruchość, jak również ze staliwa ze względu na jego gorszą lejność - stosuje się odlewy z żeliwa białego, które
poddaje się obróbce cieplnej lub cieplno - chemicznej w celu uplastycznienia żeliwa. W zależności od
sposobu przeprowadzenia zabiegu otrzymuje się
żeliwo ciągliwe białe w wyniku żarzenia żeliwa białego w środowisku utleniającym przez co zmniejsza się zawartość
węgla czyli odwęglanie
żeliwo ciągliwe czarne na skutek żarzenia żeliwa białego w środowisk uobojętnym,podczas którego następuje rozkład
cementytu na żelazo i grafit - czyli grafityzacja.
Odwęglanie.
Jest procesem przeciwnym do nawęglania i może być stosowane do stopów bogatych w węgiel czyli do żeliwa. Jeżeli
przedmiot ma większy przekrój, to odwęglanie nie będzie całkowite, a część cementytu znajdująca się na powierzchni
przedmiotu ulegnie grafityzacji (ferryt+grafit) - węgiel żarzenia.
Żeliwo białe odwęglone powierzchniowo i przemienione w środku przestaje być twarde i kruche, a staje się ciągliwe oraz
łatwo obrabialne mechaniczne.
Wyrób takiego żeliwa ciągliwego odbywa się w następujący sposób: przedmioty odlane z żeliwa białego o
składzie chemicznym, znajdujące się w skrzynkach staliwnych, obsypuje się środkiem utleniającym w którym jest
mieszanina drobnoziarnistego hematytu ze zgorzeliną i poddaje wyżarzeniom w temperaturze 950-1050oC. Proces ten
trwa 60-120 godzin.
Podczas takiego żarzenia przedmioty o małych przekrojach odwęglają się całkowicie na skutek wypalania się węgla
zawartego w cementycie a przedmioty grubsze tylko częściowo przy czym środek zostaje nieodwęglony, lecz
przemieniony, ponieważ cementyt uległ rozpadowi na ferryt i węgiel żarzenia.
Mimo dużych zmian strukturalnych jakie zachodzą w żeliwie, otrzymany złom nawet przy nie zupełnym odwęgleniu, jest
dość jasny co wiąże się z nazwą żeliwo ciągliwe białe. W grubszych przedmiotach struktura żeliwa ciągliwego białego
nie jest jednolita, więc jego własności w różnych miejscach są niejednakowe. Różnice w strukturze przekroju
żeliwa powodują duże różnice w twardości i innych własnościach mechanicznych. Jest to główną wadą przedmiotów
odwęglanych.
Grafityzacja.
Stosuje się również do stopów bogatych w węgiel. tu jednak proces ten jest miej uzależniony od wielkości przedmiotu,
gdyż zachodzi w całej masie równocześnie - gdy uzyska odpowiednią i równą temperaturę. Uzyskana struktura jest w
każdym miejscu jednakowa, co wiąże się również z równością własności.
Żeliwo ciągliwe uzyskane tą metodą składa się z ferrytu i węgla żarzenia, dlatego też w porównaniu z żeliwem
odwęglonym posiada mniejszą twardość, ale lepsze własności plastyczne. Odznacz się również obrabialnością
mechaniczną przez skrawanie. Własności te oraz odporność na uderzenia, łatwość odlewania w formach o zawiłych
kształtach duża gładkość powierzchni, czynią materiał ten niezastąpionym w przemyśle.
Żeliwo białe przeznaczone do uplastycznienia powinno zawierać mało krzemu i węgla, aby węgiel w czasie krzepnięcia
żeliwa nie wydzielił się jako grafit, lecz pozostał w stopie w stanie związanym jako cementyt.
Proces uplastycznienia przeprowadza się w następujący sposób :
Po załadowaniu przedmiotów do skrzynek i obsypaniu ich obojętnym materiałem wypełniającym, wkłada się skrzynki do
pieca, a następnie szybko doprowadza się do temperatury 850-900oC. Temperaturę tę utrzymuje się 40-60 godz.
Następnie obniża się temperaturę stosunkowo szybko, a później powoli spadającą /5oC /gu do 690oC wyjmuje się
skrzynki z pieca, które stygną na powietrzu. Po takim zabiegu otrzymane żeliwo ma jednakowe własności, niezależnie
od grubości odlewu. Żeliwo to ze względu na prawie zupełnie ciemny przełom nosi nazwę żeliwa ciągliwego czarnego.
Żeliwo ciągliwe odznacza się skrawalnością
Spośród składników stopowych żeliwa ciągliwego dwa mają większe znaczenie, a mianowicie molibden i miedź.
Molibden zapobiega wydzielaniu się grafitu w czasie krzepnięcia żeliwnych odlewów o dużych przekrojach. Najczęściej
jest on stosowany z miedzią, gdyż daje wtedy żeliwo o dobrych własnościach mechanicznych.
Miedź jest w żeliwie ciągliwym składnikiem stopowym przyśpiesza grafityzację polepsza własności wytrzymałościowe
ferrytu i daje możność stosowania obróbki cieplnej - przesycanie i starzenie.
Zastosowanie żeliwa ciągliwego.
Jest użyte do odlewów małych i większych oraz do wyrobów odznaczających się dużą wytrzymałością, plastycznością,
obrabialnością i odpornością na uderzenia. Żeliwo ciągliwe skutecznie zastępuje droższe stopy nie żelazne.
Pod względem własności mechanicznych jest ono materiałem pośrednim między żeliwem szarym a staliwem, gdyż łączy
w sobie dobre własności odlewnicze żeliwa z dobrymi własnościami mechanicznymi staliwa.
Lub wykres strona 21(skrypt własności materiałów)
63)różnice żeliwo/staliwo
W żeliwie zawartość węgla wynosi 2-3,6% natomiast w staliwie do 1,5%. Żeliwa poddawane są obróbce cieplnej,
natomiast
staliwa
nie.
65) Zalety/wady żeliw szarych
Odznaczają się niską wytrzymałością na rozciąganie i zgniatanie przy dość dobrej wytrzymałości na ściskanie. Również
wytrzymałość zmęczeniowa żeliw jest niewielka. GłówNe zalety żeliwa szarego są przede wszystkim dobre własności
odlewnicze, przejawiające się wysoką rzadko płynnością, dobre wypełnianie form, mały skuircz odlewniczy.
72/ metoda wytwarzania żeliwa sferoidalnego.
Żeliwo takie otrzymuje się przez dodanie do ciekłego żeliwa o określonym składzie chemicznym cezu lub manganu.
Podstawowymi składnikami struktury osnowy metalicznej żeliwa sferoidalnego są perlit i ferryt.
Żeliwo sferoidalne krzepnie zwykle, jako perlityczne lub ferrytyczno-perlityczne. Jeśli dobór składu chemicznego żeliwa
i sposobu chłodzenia nie zapewnia uzyskania osnowy ferrytycznej bezpośrednio po odlewaniu, żeliwo można poddać
dodatkowemu wyżarzaniu. Po nagrzaniu do ok. 850 - 920oC zachodzi przemiana perlitu w ausenit, który po ochłodzeniu
do temperatury poniżej eutektoidalnej, zwykle 720-800oC, podczas wygrzewania przez ok.10 h przemienia się w ferryt i
grafit.
73/ Żeliwo ciągliwe
- produkt obróbki cieplnej żeliwa białego, polegającej na wyżarzaniu odlewów w temp. 1000-1050°C. Żeliwo.c. ma
znaczną ciągliwośc oraz wiązkość, wynikającą ze zwartej postaci wydzieleń grafitu i plastycznej niskowęglowej osnowy
metalowej. Wyróżniamy żeliwo ciągliwe białe i czarne (czarne może być o osnowie metalowej ferrytycznej lub
perlitycznej). Ich mikrostruktura jest kształtowana przez długotrwałe wyżarzanie w odpowiedniej atmosferze, a następnie
odpowiednie chłodzenie.
Schemat przebiegu wyżarzania żeliwa białego dla otrzymania żeliwa czarnego o osnowie ferrytycznej i perlitycznej.
74)własności mech. odlewów (żeliwo)
Główną zaletą żeliwa szarego są dobre własności odlewnicze: wysoka rzadkopłynność, mały skurcz odlewniczy (0,6 do
1,25%), dobre wypełnianie wnęki form.
Inne zalety żeliwa szarego związane z obecnością grafitu w strukturze to dobre własności przeciwcierne,
zdolność tłumienia drgań,
dobra obrabialność
Własności wytrzymałościowe żeliw szarych zależą przede wszystkim od postaci i wielkości wydzieleń grafitu.
Żeliwa mają wysoką kruchość (ogólnie)
Wynikająca z niekorzystnej postaci grafitu ( w żeliwie szarym). Aby wyeliminować tę wade wprowadzono żeliwo
ciągliwe i sferoidalne( z grafitem kulkowym), a niedawno również z grafitem wermikularnym (zwartym).
Wrażliwa mikrostruktura na grubość ścianki
Aby zlikwidować tą wadę zastosowano modyfikację, która „zawęża” m.in. obraz zmian mikrostruktory będącej funkcją
szybkości chłodzenia.
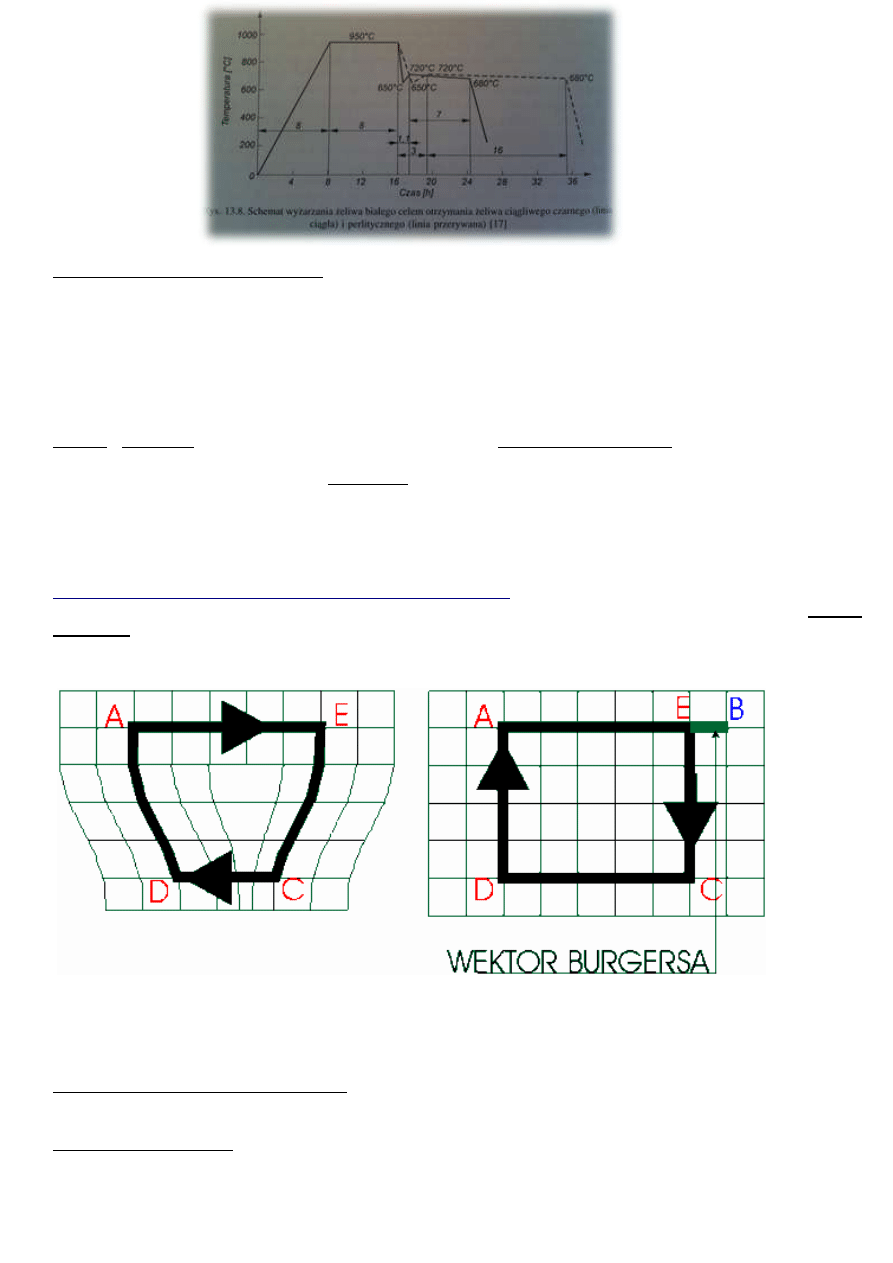
75)wektor Burgersa
Jeśli komuś to pomoże w nauce, to niżej link do filmiku na który natknęłam się w sieci i który prof. Pokazywał na
wykładzie i tłumaczył o ile dobrze pamiętam:
http://www.youtube.com/watch?v=4YTmUlVHbEk&feature=related
Defekty liniowe to dyslokacje, które dzielimy na krawędziowe, śrubowe lub mieszane zależnie od orientacji wektora
Burgersa b względem linii dyslokacji. (czyli można powiedzieć,że ten wektor określa dyslokację/defekt liniowy). Wektor
Burgersa jest wektorem zamykającym kontur burgersa (tak jak na filmiku).
Jest
to
najmniejsze
niedomknięcie konturu wytyczonego wokół linii dyslokacji. Jest to również elementarny skok na jaki może się przesunąć
dyslokacja (a także elementarny schodek jaki powstaje przy wyjściu dyslokacji na powierzchnię kryształu) .
76)różnice duroplast/termoplast
Termoplasty zalicza się do plastomerów. Pod wpływem ogrzewania przechodzą każdorazowo w stan plastyczny,
natomiast po ochłodzeniu twardnieja. Gdy termoplast jest poddany działaniu obciążenia, wiązania między łańcuchami
mogą ulec zerwaniu, a łańcuchy mogą obracać się, prostować i przesuwać względem siebie.
Duroplasty są polimerami, których łańcuchy są gęsto połączone poprzecznymi wiązaniami kowalencyjnymi, tworzącymi
trójwymiarową sieć przestrzenną.
Duroplasty z powodu braku możliwości obrotu i poślizgu łańcuchów zachowują się podobnie jak kruche metale lub
materiały ceramiczne. Większość z nich ma wysoką temp zeszklenia, wysoką wytrzymałość i sztywność, ale niską
plastyczność i niską odporność na pękanie w porównaniu z polimerami termoplastycznymi. Mają doskonałe właściwości

elektroizolacyjne. Wadą ich jest niemożność ponownego formowania, ponieważ nie przechodzą w stan płynny podczas
ogrzewania, ale zmieniają się w gumę, a dalsze ogrzewania powoduje ich rozkład chemiczny.
W przemyśle opakowaniowym duroplasty znajdują zastosowanie głównie w postaci lakierów, proszków, klejów oraz
laminatów.
77)właściwości mechaniczne
Właściwości mechaniczne określają:
Gęstość
To stosunek masy do objętości. Zależy od rodzaju atomów pełniących rolę „budulca” i sposobu ich rozmieszczenia w
przestrzeni.
Sztywność-sprężystość
Sztywnośc określa odpornośc materiału na zmianę wymiarów/kształtu w obszarze odkształceń sprężystych (ustępujących
po usunięciu obciążenia). Miarą jest moduł sprężystości (podawany w GN/m² czyli Gpa)
Naprężenie to stosunek siły F do powierzchni przekroju A, na którą ta siła działa (jednostka Mpa) Naprężenie może być
normalne lub styczne. Wyróżniamy stany naprężenia:
Czyste ścinanie
jednoosiowe rozciąganie
Trójosiowe ścinanie
Prawo Hooke’a mówi,że w zakresie sprężystego zachowania się materiału odkształcenie jest proporcjonalne do
napreżenia.
Granica plastyczności
to wartość naprężenia przy której zaczynają powstawać nieodwracalne odkształcenia plastyczne. Za umowne kryterium
do określenia tej granicy przyjmuje się trwałe odkształcenie względne równe 0,002. Pomiędzy granicą sprężystości a
granicą plastyczności rozciąga się obszar częściowej sprężystości (lub częściowej plastyczności).
Wytrzymałość
Statyczna
Na obciążanie dynamiczne (wiązkość)
Zmęczeniowa
Na pełzanie
Na zużycie wskutek tarcia
Na zużucie na skutek korozji i inne
78)krystalizacja
K. METALI
Jest przemianą pierwszego rodzaju (faza stała -> faza ciekła)połączona z tworzeniem struktury krestalicznej. Jej siłą
napędową jest różnica między energią swobodną atomów w fazie ciekłej a energii Tych samych atomów w fazie siałej.
Krystalizacja składa się z dwóch procesów: zarodkowania (tworzenie w fazie ciekłej zespołów atomów o
uporządkowaniu zbliżonym do rozkładu atomów w fazie krystalicznej) i wzrostu kryształów (czyli zwiększania objętości
fazy stałej odbywający sie przy granicy rozdziały faza stała-faza ciekła w kierunku cieczy). Klasyczna teoria Krystalizacji
mówi, że wzrost kryształu jest procesem samorzutnym dopiero po osiągnięciu pewnej granicznej wielkości klastra
atomów(cząsteczek). Tworzenie kryształów o mniejszym rozmiarze nie jest samorzutne, gdyż zysk z połączenia cząstek
w fazę stałą nie jest wystarczająco duży aby zrekompensować straty związane z wytworzeniem dużej powierzchni
międzyfazowej (energia powierzchniowa).
K. STOPÓW
Jest bardziej złożona niż k. Czystych metali, bo:
Skład chem. Fazy ciekłej najczęściej różni się od składu chemicznego powstającej fazy stałej
Krzepnięcie stopów może zachodzić w stałej temp. Lub w zakresie temp. Od linii likwidus do linii solidus.
Wytłum. Na str. 91 skryptu
Czym różni się krystalizacja metali i stopów? W procesie krystalizacji wyróżnia się dwa zarodkowania: homogeniczne i
heterogeniczne. Zarodkowanie homogeniczne wymaga dużych przechłodzeń, w ciekłych metalach na ogół występują z
byt małe przechłodzenie. Jedynie metal rozdrobniony na bardzo małe krople można silnie przechłodzić, ponadto w
czystych metalach zarodki i ciecz mają jednakowy skład chemiczny. W stopach jest inaczej, ponieważ w danej
temperaturze zarodniki i roztwór ciekły różnią się znacznie składem.
W przypadku zarodkowania heterogenicznego, powstawanie zarodków następuje na powierzchniach fazy stałej stykającej
się z cieczą. Zarodkowanie następuje na powierzchniach ścian naczynia, na drobnych cząstkach stałych zawieszonych w
cieczy, jak wtrącenia niemetaliczne, nierozpuszczone zanieczyszczenia itp.
79)zarodkowanie
To etap krystalizacji polegający na tworzeniu w fazie ciekłej zespołów atomów o uporządkowaniu zbliżonym do rozkładu
atomów w fazie krystalicznej.
Możemy mieć do czynienia z zarodkowaniem homogenicznym lub heterogenicznym.
W przypadku zarodkowania homogenicznego, zarodkami krystalizacji są grupy atomów fazy

ciekłej, stanowiące zespoły bliskiego uporządkowania. Muszą one osiągnąć wielkość krytyczną,
co na ogół wymaga dużych przechłodzeń. W ciekłych metalach na ogół występują zbyt małe
przechłodzenia (ok. 1°C), aby możliwe było zarodkowanie homogeniczne. Jedynie metal
rozdrobniony na bardzo małe krople można silnie przechłodzić nawet o 300°C, dzięki czemu w
pojedynczych kroplach występują warunki umożliwiające zarodkowanie homogeniczne. W
czystych metalach zarodki i ciecz mają jednakowy skład chemiczny, natomiast w stopach
zagadnienie staje się bardziej złożone, ponieważ z warunków równowagi w danej temperaturze
wynika, że zarodki i roztwór ciekły różnią się znacznie składem.
W przypadku zarodkowania heterogenicznego, powstawanie zarodków następuje na
powierzchniach fazy stałej stykającej się z cieczą. Zarodkowanie następuje na powierzchniach
ścian naczynia, na drobnych cząstkach stałych zawieszonych w cieczy, jak wtrącenia
niemetaliczne, nierozpuszczone zanieczyszczenia itp. Zarodkowanie może następować również
na warstewce stałych tlenków znajdującej się na powierzchni ciekłego metalu. W takich
warunkach krystalizacja przebiega przy znacznie mniejszym przechłodzeniu niż w przypadku
zarodkowania homogenicznego.
81)silumin
To odlewnicze stopy AL-Si.
Siluminy (szczególnie okołoeutektyczne) odznaczają się b.dobrymi właśc.odlewniczymi i dobrymi mechanicznymi.
Te ostatnie można jeszcze znacznie zwiększyć przez umacnianie wydzieleniowe, o ile stop zawiera Mg lub Cu.
Wadą siluminów jest gruboiglasta eutektyka krzemu pierwotnego, które znacznie obniżają plastycznośc stopów.
W celu rozdrobnienia krzemu eutektycznego w siluminach pod- i okołoeutektycznych stosuje się modyfikację za
pomocą sodu lub jego związków. Efekt modyfikacji zanika po kilku minutach, więc stosuje się czasem trwałą
modyfikację z wykorzystaniem strontu. . Obok tego przeprowadza sie zabieg rozdrabniania dendrytów roztworu
stałego ‘’α’’ za pośrednictwem związków Ti (TiB/TiC).Podstawowym celem modyfikacji siluminów
nadeutektycznych jest zmiana kształtu wydzieleń krzemu pierwotnego, co realizuje się przez dodanie związków
fosforu.
Silumin to materiał odporny na korozję, o dobrej lejności, małym skurczu i małą skłonnością do pękania, popularny w
przemyśle motoryzacyjnym i lotniczym.
82. Rodzaje silunów
Wyróżnia się siluminy:
podeutektyczne(4-10% Si)
okołoeutektyczne(10-13%)
nadeutektyczne(17-30% Si).
Siluminy o składzie eutektycznym charakteryzują się bardzo dobrymi własnościami odlewniczymi, nie wykazują
skłonności do pękania na gorąco. Własności mechaniczne stopów obniżają jednak wydzielenia kryształów roztworu β
(praktycznie kryształów Si), co występuje szczególnie po wolnym chłodzeniu z temperatury odlewania. Strukturę tego
siluminu można polepszyć przez szybkie chłodzenie po odlaniu lub modyfikowanie.
Siluminy podeutektyczne modyfikuje się sodem, dodawanym w postaci mieszaniny NaF, NaCl i KCl. Dodatek Na obniża
temperaturę przemiany eutektycznej i powoduje przesunięcie punktu eutektycznego do większego stężenia – ok. 13% Si.
Jako bardzo efektywny modyfikator jest stosowany także Sr, a niekiedy Sb.
Siluminy nadeutektyczne wykazują duże wydzielenia kryształów roztworu β (niemal czystego Si). Stopy te są
modyfikowane fosforem, który tworzy dyspersyjne cząstki AlP, stanowiące zarodki heterogeniczne w czasie krystalizacji
cząstek roztworu β bogatego w Si. W wyniku tego w strukturze stopu ochłodzonego do temperatury pokojowej występuje
eutektyka α + β i drobne cząstki roztworu β o znacznej dyspersji.
Zastosowanie siluminów
Siluminy eutektyczne i nadeutektyczne wykazujące znaczną żarowytrzymałość są stosowane na wysoko obciążone tłoki
silników spalinowych. Ze stopów podeutektycznych wytwarza się silnie obciążone elementy dla przemysłu okrętowego i
elektrycznego, pracujące w podwyższonej temperaturze i w wodzie morskiej.
83)czynniki wpływające na nasilenie krystalizacji (zarodkowanie/ wzrost)
Nasilenie procesów krystalizacji zależy od rodz. Przechłodzenia. Przechłodzenie duże(duża ilość małych ziaren), małe
(struktura złożona z dużych ziaren).
84)temp. Krystalizacji
Temperatura ciekłego metalu spadnie nieco poniżej temperatury
krystalizacji (Ts) tj. temperatury równowagi faz; ciekłej i stałej. Temperaturę, w której
praktycznie zaczyna się krystalizacja, nazywamy rzeczywistą temperaturą krystalizacji (Tp).
Natomiast różnicę między teoretyczną a rzeczywistą temperaturą krystalizacji nazywamy
stopniem przechłodzenia (p).
85)czynniki wpływające na temp. Krystalizacji

Krzywe chłodzenia.
Rozpatrując krzywe przedstawiające zmianę temperatury w funkcji
czasu podczas chłodzenia ciekłego metalu (rys. 2.26) obserwujemy początkowo ciągły spadek
temperatury, natomiast po osiągnięciu temperatury krystalizacji na krzywej temperatura-czas
zjawia się poziomy odcinek, gdyż odpływ ciepła zaczyna być kompensowany przez
wydzielające się ciepło krystalizacji (pochłonięte w czasie procesu topnienia). Po zakończeniu
krystalizacji zakrzepły metal stygnie i temperatura ponownie zaczyna się obniżać w sposób
ciągły. Krzywa l na rys. 2.26 przedstawia teoretyczne zmiany temperatury w czasie krystalizacji,
natomiast krzywa 2 — rzeczywisty przebieg tego procesu wskazujący na występowanie
przechłodzenia p.
http://www.jaswal.ps.pl/04_Krystalizacja.pdf
/rysunek 2,26 z tej strony jest ilustracją do tłumaczenia/
W przypadku niektórych metali może wystąpić silne przechłodzenie w stanie ciekłym i w
pierwszym momencie krystalizacji ciepło krystalizacji zaczyna gwałtownie się wydzielać, co
powoduje raptowne podwyższenie temperatury przechłodzonego metalu, która zbliża się do
temperatury teoretycznej (krzywa 3).
Rozrost ziaren.
Powierzchnia międzyfazowa między cieczą a już utworzoną fazą stałą może się nieco inaczej
kształtować, jeśli np. występuje spadek temperatury równocześnie w kierunku cieczy i fazy
stałej. Może to zaistnieć, jeśli ciecz zostanie znacznie przechłodzona, a na granicy
międzyfazowej wydziela się ciepło krystalizacji podwyższające temperaturę w tym obszarze.
Przykładowo szybki wzrost kryształu np. od punktu A do B (rys. 2.27) zostaje w pewnym
momencie zahamowany wydzielającym się ciepłem krzepnięcia i zanikiem przechłodzenia.
Kryształ wzrasta w innym miejscu dostatecznego przechłodzenia, np. od punktu C do D, aż do
zaniku przechłodzenia wydzielającym się ciepłem krzepnięcia. Warunki takie sprzyjają tzw.
wzrostowi dendrytycznemu, czyli tworzeniu się rozgałęzionych kryształów (dendron po grecku
oznacza drzewo). Rozrastający się i w ten sposób kryształ nazywa się dendrytem.
86)krzywa kinetyki krystalizacji
87. Krzywa reklystalizacji
88. Reklystalizacjia
REKRYSTALIZACJA - techn. proces zarodkowania i rozrastania się nowych nieodkształconych ziaren w
odkształconym na zimno ciele stałym, np. metalu (zgniot), wskutek wygrzewania go w pewnej określonej,
charakterystycznej dla danego materiału temperaturze (w przypadku metali temperaturze wyższej od temperatury
zdrowienia), aż do całkowitego zastąpienia wszystkich ziaren odkształconych przez nowe. Najniższa temperatura, w
której zachodzi proces rekrystalizacji, jest zw. temperaturą rekrystalyzacji; zależy ona m.in. od stopnia zgniotu (im
większy zgniot, tym niższa temperatura rekrystalyzacji) i od czystości materiału. Procesowi rekrystalizacji towarzyszą
znaczne zmiany właściwości mech.: maleje twardość i wytrzymałość materiału oraz wzrasta jego plastyczność aż do
wartości właściwych dla stanu przed zgniotem. W przypadku metali żądaną wielkość ziarna po rekrystalizacji uzyskuje
się przez właściwy dobór wielkości zgniotu oraz temperatury i czasu wyżarzania (rekrystalizującego). Proces
rekrystalizacji wykorzystuje się praktycznie, m.in. do usuwania niepożądanego umocnienia wywołanego przez zgniot,
uniemożliwiającego dalszą przeróbkę plast., lub dla uzyskania określonej wielkości ziarna.
89)rekrystalizacja wtórna (rozrost ziarna)
Wielkośc i kształt ziaren może sie znacznie zmieniac w procesie technologicznym, co ma wpływ na właściwości wyrobu.
Zależność granicy plast. Od wielkości ziarna wynika z relacji Halla-Petcha. Materiały o kształtach równoosiowych mają
lepsze właściwości niż mat. O ziarnach wydłużonych (tekstura). Szczególnie istotny jest nadmierny rozrost ziare n
związany z rekrystalizacją wtórną. Wówczas niewielka liczba ziaren ‘’olbrzymów’’ powstaje kosztem pozostałych,
których wielkośc nie ulegnie zmianie. W przeciwieństwie do niego normalny rozrost ziaren jest procesem ciągłym i
obejmuje wszystkie ziarna, które systematycznie zwiększają zwoje wymiary. Za wyjątkiem nielicznych przypadków
rozrost ziaren (szczeg. Anormalny) jest niepożądany.
90) Temperatura rekrystalizacji
Temperatura rekrystalizacji – temperatura, w której dany metal odkształcony plastycznie na zimno całkowicie ulegnie
rekrystalizacji po wyżarzaniu trwającym jedną godzinę. Temperatura ta jest charakterystyczna dla danego metalu lub
stopu.
Tr =0,4 Tm
Tr metali czystych: Tr = 0,2 Tm ,gdzie:
Tr- temp. Rekrystalizacji [K]

Tm- temp. Topnienia [K]
Temperatura rekrystalizacji jest temp.graniczną między obróbką plastyczną na zimno a obróbką plast. Na gorąco.
91)czynniki wpływające na temp. rekrystal. (TR)
Temp. Rekrystalizacji jest funkcją:
Wartości zgniotu
T.maleje wraz ze zmniejszaniem się wilkości ziarna po zgniocie
T.rośnie w obecności dodatków stopowych i zanieczyszczeń
92)wpływ stopnia gniotu (stopień odkształcenia plastycznego) na temp. rekryst. (TR)
Większy zgniot powoduje niższą temp. Rekrystalizacji.
94)ilu sąsiadów ma atom
Komórka regularna-każdy ma 6 sąsiadów,
przestrzennie centrowana, 8-na jedna komórkę przypadają 2 atomy;
ściennie centrowana 12 sąsiadów, na jedną komórkę przypadają 4 atomy.
95)krystalografia RSC (ściennie centr.)/RPC (przestrz. centr.)
Krystalografia – nauka o budowie kryształu
Komórka elementarna (np.sześcian) ma budowę regularną
Metale najczęściej mają budowę:
RPC- regularna przestrzennie centrowana
RSC- regularna ściennie centrowana
HZ- heksagonalna zwarta
Inne można ewentualnie znaleźć w książce, te podano na wykładzie jako najważniejsze.
98)płaszczyzny sieciowe
Płaszczyzny sieciowe/krystalograficzne są najlepiej wytłumaczone na str. 17/18 skryptu/książki Kaczorowskiego
„konstrukcyjne mat. Met., cer. I komp.” Zajrzyjcie, po co to przepisywać.
99)płaszczyzny sieciowe o najw. upakowaniu atomów/kierunki (rys)
Atomy o kształcie kul mają największe upakowanie.
A kierunki krystalograficzne najlepiej są wytłumaczone z rysunkiem na stronie 18 skryptu Kaczorowskiego.
100)komórka sieci A2-> przykłady/płaszczyzna
A2 - regularna przestrzennie centrowana
http://www.pg.gda.pl/mech/kim/rymkiewicz/2a%20Struktura%20materialow.%20Struktury%20metali.pdf
na stronie 5. Od dołu licząc jest rozrysowany przykład sieci A2.
101)wskaźniki płaszczyzn stanowiące ścianki komórki A1/wskaźniki płaszczyzn do nich prostopadłych (rys
http://www.pg.gda.pl/mech/kim/rymkiewicz/2a%20Struktura%20materialow.%20Struktury%20metali.pdf
Znowu pozwolę sobie użyć cudzej prezentacji. Strona 6. Od dołu- rozrysowane podobnie jak na wykładzie.
108. Rodzaje defektów?
Punktowe (wakanse, atomy międzywęzłowe, domieszki),
Liniowe (dyslokacje krawędziowe i śrubowe),
Powierzchniowe (granice między ziarnowe, mikropęknięcia),
Objętościowe (puste miejsca, wtrącenia obcych faz).
109. Wakans (a)?
Wakans: brak atomu w węźle sieci krystalicznej. Powstaje przede wszystkim wskutek drgań cieplnych sieci, które są tym
większe, im wyższa jest temperatura. Powoduje odkształcenie sieci krystalicznej w najbliższym otoczeniu wakansu.
Powoduje zmniejszenie gęstości kryształu.
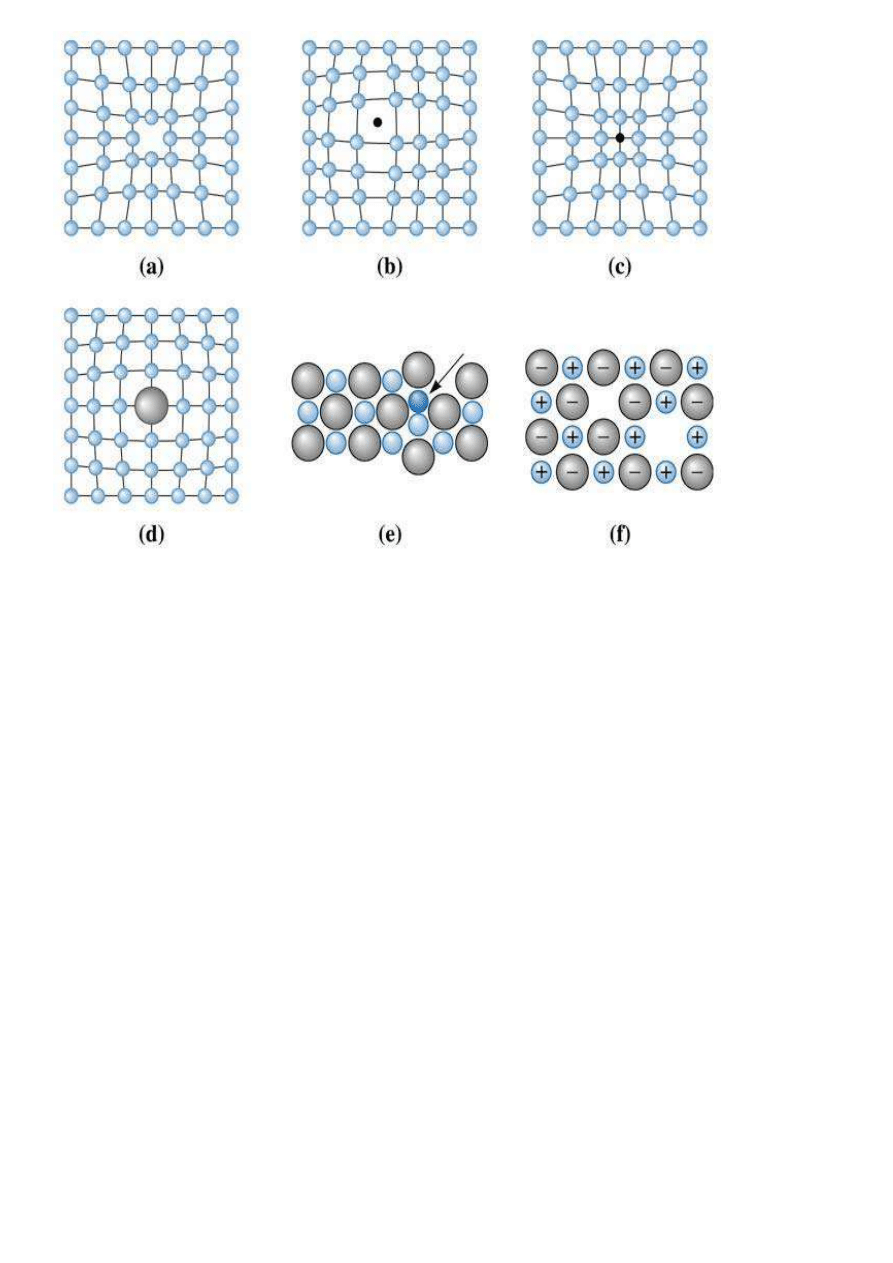
(a)wakans
,(b)
(obcy) atom międzywęzłowy, (c) mały atom domieszki, (d) duży atom domieszki, (e) defekt Frenkela, (f) Defekt
Schottky’ego.
110. Wpływ defektów w postaci obcych at./jaki to rodzaj umocnień ?
Odkształcenie sieci wywołane wakansem polega na kontrakcji, a atomem
międzywęzłowym — na ekspansji. Atom obcy węzłowy powoduje kontrakcję, jeżeli jego
promień jest mniejszy, albo ekspansję, jeżeli jego promień jest większy od promienia atomu
bazowego, natomiast atom obcy międzywęzłowy zawsze powoduje ekspansję sieci.
Umocnienie przez tworzenie się roztworu stałego
111.Wpływ defektu punktowego ?
Procesy dyfuzji (Przemieszczenia się atomów)
Własności elektronowe
Mogą wpływać na dwa sposoby
Mogą zmniejszyć przewodnictwo metalu (zwiększyć jego opór)
Mogą zwiększyć przewodnictwo
Mogą zwiększyć przewodnictwo elektronowe (w półprzewodnikach, czyli materiałach kowalencyjnych )
Mogą zwiększyć przewodnictwo jonowe (w materiałach jonowych)
Umocnienie roztworów stałych
Luminescencja (zmiana barwy)
a) Domieszki absorbują (i emitują) światło o innej długości fali niż idealna substancja krystaliczna. W skutek tego
domieszki mogą zmieniać kolor kryształu np.: szmaragd (
zielony
), rubin (
czerwony
), szafir (
niebieski
).
112. Mechanizm tworzenia wad punktowych ?
Mechanizmy tworzenia wad punktowych: Liczba wad punktowych budowy krystalicznej jest funkcją temperatury
Podwyższeniu temperatury towarzyszy wzrost amplitudy drgań cieplnych, co ułatwia opuszczenie przez rdzenie atomowe
pozycji w węźle sieci krystalicznej.
113. Rodzaje mechanizmów tworzenia wad punktowych ?
Wyróżnia się tu dwa mechanizmy: defekt Schottky’ego oraz defekt Frenkla.
(a) defekt
Schottky’ego,
(b) defekt Frenkla.
Polega na powstawaniu i wywędrowaniu atomu, który ten wakans utworzył, na powierzchnie kryształu.
W modelu Frenkla atom z węzła sieci zajmuje położenie między węzłowe.
114. Wpływ gęstości dyslokacji na wytrzymałość/na rozciąganie (rys.) ?
115. Różnice dyslokacja krawędziowa/śrubowa ?
Jeśli jako podstawę definicji dyslokacji przyjmiemy orientację tzw. wektora Burgersa b (co do wielkości równego
najbliższej odległości międzyatomowej w kierunku poślizgu) względem kierunku dyslokacji, to okazuje się, że różnica
między dyslokacjami jest głównie ilościowa. W przypadku dyslokacji krawędziowej kąt między linią dyslokacji i b jest
równy 90°, a dla dyslokacji śrubowej jest równy zeru. Różnice w orientacji b mają jednak swe konsekwencje w
zróżnicowaniu własności dyslokacji, głównie w charakterze pól naprężeń, możliwości ruchu, oddziaływania z defektami
punktowymi i inn. Jeśli kąt ten jest zawarty między 0 i 90° mamy do czynienia z dyslokacją mieszaną. Dyslokacja taka
może być jednakże rozłożona na składowe krawędziowe i śrubowe.
117. Wektor Burgersa ? (To zadanie oprócz wkucia warto zrozumieć więc radze samemu trochę ogarnąć, na końcu
podałem stronę na której to znajdziecie(Ctrl+LPM otwiera rysunek)).
Wektor Burgersa wskazuje kierunek i wielkość przesunięcia atomów przy powstawaniu lub ruchu dyslokacji. Wektor
Burgersa jednoznacznie charakteryzuje dyslokację. Dla tej samej dyslokacji, b ma wartość stałą. Kierunek, zwrot i
wielkość wektora Burgersa można wyznaczyć za pomocą tzw. obwodu Burgersa. Sposób wyznaczania wektorów
Burgersa dyslokacji krawędziowej i śrubowej jest pokazany na (
{kind=link}
{kind=link}
). Najpierw w pobliżu dyslokacji
wybieramy jeden atom jako punkt początkowy obwodu (np.atom A). Następnie przesuwamy się od tego atomu w
kierunku zgodnym z ruchem wskazówek zegara od atomu do atomu o taką samą liczbę odległości międzyatomowych,
parami we wzajemnie równoległych, ale przeciwnych kierunkach, zakreślając zamknięty obwód. W przypadku gdy
wewnątrz zakreślonego obwodu znajduje się dyslokacja, to obwód nie zamyka się i odcinek domykający BA stanowi
wektor Burgersa tej dyskolacji. Zwrot wektora Burgersa jest zgodny z kierunkiem wykreślania obwodu. Z rysunków
wynika wyraźnie, że wektor BA jest prostopadły do dyslokacji na (
{kind=link}
). Wektor Burgersa i

linia dyslokacji wyznaczają jej płaszczyznę poślizgu. Dla dyslokacji krawędziowej jest to jedna płaszczyzna, dla
śrubowej wiele płaszczyzn równoległych do linii dyslokacji.
Rysunki znajdziecie na stronie (zad 14).
http://www.pawel.prospect.pl/kielce/r6.htm
118. Gęstość dyslokacji w materiałach nie odkształconych ?*
Całkowita długość linii dyslokacji na jednostkę objętości kryształu: 10
6
-10
8
cm
-2
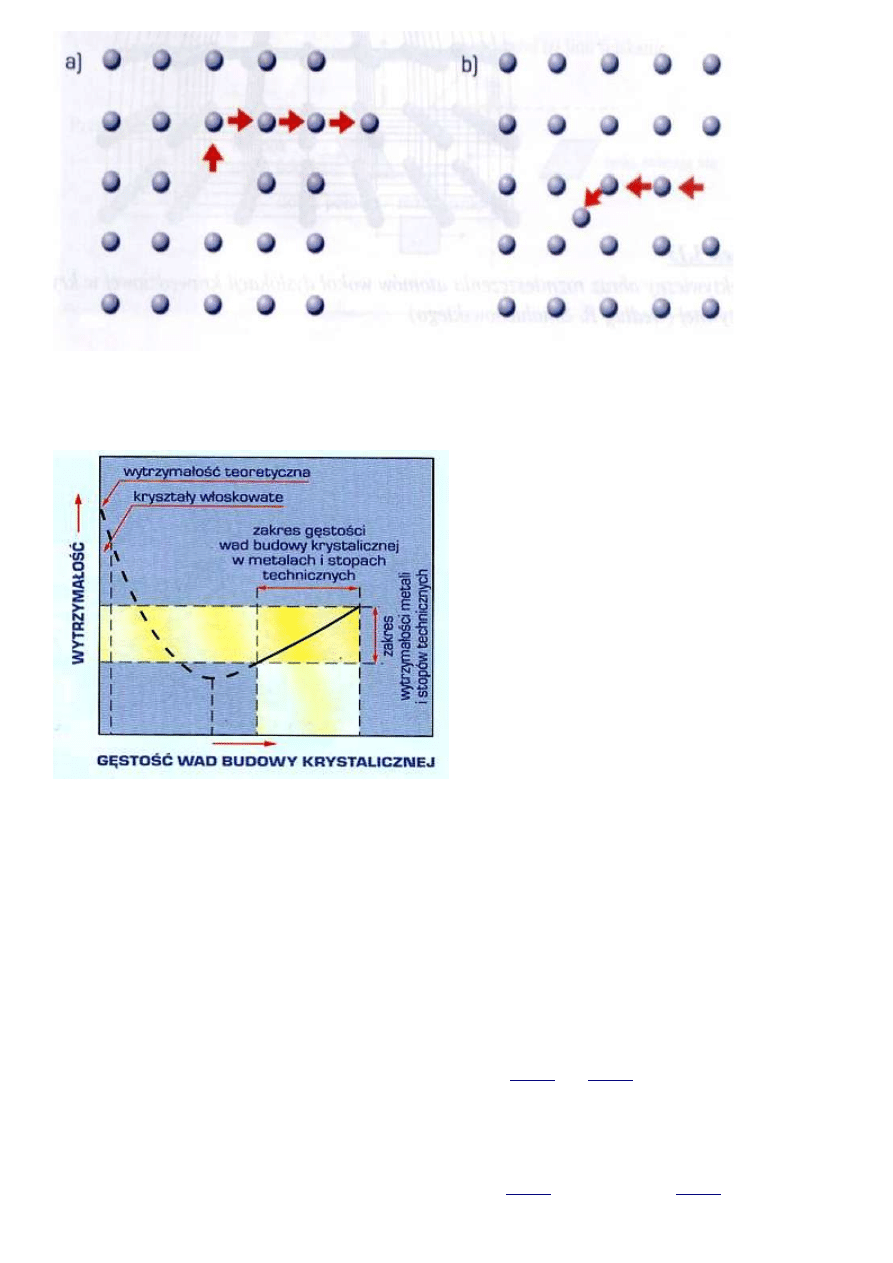
119. Wspinanie dyslokacji ?
Wspinaniu mogą podlegać tylko dyslokacje krawędziowe, gdyż tylko one mogą oddziaływać z wakancjami, które są
niezbędne do wspinania. Istota wspinania wynika z (
{kind=link}
)rys.6.11. Dojście wakancji do krawędzi dyslokacji
powoduje, że zostaje ona skrócona lokalnie o jeden atom (rys.a-jest to wspinanie dodatnie) i na odwrót dołączenie się
atomu do ekstrapłaszczyzny powoduje lokalne wydłużenie ekstrapłaszczyzny, podczas gdy wakancja dyfunduje w głąb
sieci (rys.b- jest to wspinanie ujemne). Oczywiście, aby dyslokacja mogła wspiąć się na całej swojej długości o
jednoatomową odległość. Wymagane jest przyłączenie się (lub odłączenie) od ekstrapłaszczyzny dużej liczby wakancji.
Wspinanie powoduje ruch dyslokacji krawędziowych w kierunku prostopadłym do płaszczyzny poślizgu. Cechuje się
tym, że proces następuje atom po atomie, a jego szybkość jest kontrolowana przez dyfuzję wakancji, czyli samodyfuzję.
Wspinanie może być intensyfikowane przez naprężenie normalne. Np. ściśnięcie kryształu w kierunku prostopadłym do
ekstrapłaszczyzny spowoduje wspinanie dodatnie, a rozciągnięcie - ujemne. Dzięki wspinaniu dyslokacje mogą stanowić
źródło lub ujście wakancji i przez to wpływać na ustalenie się równowagowej koncentracji wakancji w krysztale.
Wspinanie powoduje obniżenie energii odkształcenia, prowadzi do skracania, zaniku lub porządkowania się dyslokacji i
jest podstawowym procesem towarzyszącym zdrowieniu i rekrystalizacji, a także odgrywa rolę w przeróbce plastycznej
na gorąco i przy pełzaniu.
120. Różnice warstw obrabialnej metodami PVD/CVD?*
Zasadniczą cechą procesu CVD odróżniającą od procesów PVD jest dyfuzja pierwiastków (objętościowa) poprzez
defekty struktury krystalicznej (wakacje) z utworzeniem warstwy dyfuzyjnej.
121. Wyżarzenie ?
Jest to operacja cieplna polegająca na nagrzaniu elementu stalowego do odpowiedniej temperatury, przetrzymaniu w tej
temperaturze odpowiedni czas, a następnie powolnym schładzaniu.
122. Rodzaje wyżarzenia ?
a) Przeprowadzane z wygrzaniem powyżej temperatur krytycznych(z przemianą fazową):
wyżarzanie normalizujące
wyżarzanie zmiękczające
wyżarzenie zupełne
wyżarzenie izotermiczne
perlityzowanie
przegrzewanie
b) Przeprowadzane z wygrzaniem poniżej temperatur krytycznych:
ujednorodnienie
rekrystalizowanie
odprężenie
123. Różnica hartowanie a przesycanie ?
Patrz Pytanie niżej (124)
124. Podobieństwo hartowanie przesycenie ?
Zarówno hartownie jak i przesycanie jest obróbką cieplną. Ich przebieg jest prawie identyczny polega na nagrzaniu stali
do temperatury, w której nastąpi przemiana austenityczna, a następnie tak
jak w hartowaniu szybkie schładzanie.(123) Różnicą pomiędzy hartowaniem a przesycaniem jest to, że przy przesycaniu
unika się zajścia przemiany martenzytycznej. W związku z tym, przesycanie daje się zastosować tylko dla stali, w których
początek przemiany martenzytycznej jest niższy od temperatury otoczenia, czyli dla stali wysokowęglowych lub
zawierających dodatki stopowe obniżające tę temperaturę i stabilizujących austenit, takich jak chrom.
125. Przesycenie ?
Jest to proces składający się z dwóch etapów:
wyżarzenie rozpuszczające, którego celem jest wprowadzenie do roztworu stałego maksymalnej ilości składnika
stopowego.
szybkie schłodzenie w celu zatrzymania składnika rozpuszczonego w roztworze w ilości większej niż to wynika z układu
równowagi.

126. Cel stosowania odpuszczania/hartowania skoro i tak otrzymamy perlit ?
Uzyskujemy lepszą kombinację własności plastycznych i wytrzymałościowych (większą ciągliwość).
127. Odpuszczanie ?
Odpuszczanie polega na nagrzaniu stali zahartowanej do temp niższej od Ac1 wygrzaniu w tej temp i ochłodzeniu do
temp pokojowej.
128. Przebieg odpuszczania ?
Odpuszczanie polega na rozgrzaniu zahartowanego wcześniej przedmiotu do temperatury w granicach 80 do 650 C,
przetrzymywaniu w tej temperaturze przez pewien czas, a następnie schłodzeniu.
129. cele odpuszczania ?
usunięcie naprężeń własnych materiału
uzyskanie wysokiej wytrzymałości i odporność na ścieranie
uzyskanie sprężystości
uzyskanie wysokich własność plastycznych
130. Cel odpuszczania po hartowaniu?
Celem odpuszczania jest usunięcie naprężeń hartowniczych oraz zmiana własności fizycznych zahartowanej stali, a
przede wszystkim zmniejszenie twardości, a podniesienie udarności zahartowanej stali.
131. Rodzaje odpuszczania ?
- niskie (usunięcie naprężeń hartowniczych z zachowaniem dużej twardości, wytrzymałości i odporności na ścieranie)
- średnie (twardość ulega niewielkiemu zmniejszeniu, lecz zostają zachowane duża wytrzymałość i sprężystość)
- wysokie (osiągnięcie możliwie dobrych własności plastycznych)
132. Hartowanie ?
Hartowanie – jest operacją cieplną, któremu poddawana jest stal, składającym się z dwóch bezpośrednio po sobie
następujących faz.
133. Przebieg hartowania ?
Pierwsza faza to nagrzewanie do temperatury powyżej przemiany austenitycznej (dla stali węglowej 723°C) (zwykle
30°C do 50°C powyżej temperatury przemiany austenitycznej) i wygrzewanie, tak długo jak to potrzebne, by nastąpiła
ona w całej objętości hartowanego obiektu.
Drugą fazą jest szybkie schładzanie. Szybkość schładzania musi być taka, by z austenitu nie zdążył wydzielić się
cementyt i jego struktura została zachowana do temperatury przemiany martenzytycznej, w której to austenit przemienia
się w fazę zwaną martenzytem.
134. Cel hartowania ?
W większości wypadków celem hartowania jest uzyskanie wysokiej twardości, wysokiej odporności na ścieranie, dużej
trwałości ostrza narzędzi skrawających, jak również uzyskanie struktury wyjściowej dla późniejszych zabiegów
cieplnych, w rezultacie których otrzymuje się optymalne własności mechaniczne ( ulepszanie cieplne ).
135. Rodzaje hartowania ? *
powierzchniowe
objętościowe
Hartowanie martenzytyczne zwykłe
Hartowanie martenzytyczne stopniowe
Hartowanie bainityczne zwykłe
Hartowanie bainityczne izotermiczne
136. Wpływ szybkość schładzania na hartowanie ?
Szybkie chłodzenie przy hartowaniu (oziębianie) ma na celu przechłodzenie austenitu do zakresu temperatur przemiany
martenzytycznej (poniżej Ms- początku przemiany martenzytycznej ), w którym to zakresie temperatur austenit ulega
przemianie na martenzyt . Zastosowana szybkość chłodzenia musi być większa od szybkości krytycznej dla danego
gatunku stali . Podstawową zasadą przy doborze ośrodka chłodzącego jest unikanie szybszego niż to konieczne
chłodzenia , gdyż ze wzrostem szybkości chłodzenia powstają większe naprężenia i wzrasta w związku z tym tendencja
do odkształceń względnie pęknięć .
137. Hartowność ?
Jest to zdolność do hartowania na określoną głębokość w celu osiągnięcia struktury martenzytycznej.
144) mat. Ceram.

Materiałami ceramicznymi nazywamy zagęszczone tworzywa polikrystaliczne, nieorganiczne-niemetaliczne, uzyskujące
charakterystyczne dla właściwości podczas wytwarzania w wysokiej temperaturze, przeważnie 800 °C
145) tworzywo ceram.
Tworzywa ceramiczne odznaczają się przede wszystkim odpornością na działanie wysokiej temperatury i czynników
chemicznych, dobrymi właściwościami mechanicznymi i dielektrycznymi, oraz twardością. Wadą ich jest kruchość, która
uniemożliwia obróbkę mechaniczną i utrudnia łączenie wyrobów ceramicznych ze sobą lub innymi materiałami. Wyroby
z gliny, po wymodelowaniu i osuszeniu wypalane są w ogniu.
146) Różnica mat. Ceram./ tworzywo ceram.
Materiał - surowiec w postaci pierwotnej lub częściowo przetworzony, z którego wytwarza się różne produkty.
Tworzywo – materiał, który w procesie produkcyjnym przerabia się, nadając mu wymagany kształt.
147) postaci tworzyw ceram.
W zależności od struktury wyroby ceramiczne dzielą się na :
-wyroby o czerepie porowatym
Wyroby ceglarskie, kaflarskie, garncarskie oraz większość fajansów
-wyroby o czerepie nieporowatym, zeszklonym
Porcelana, porcelit, kamionka, klinkier
-ceramika specjalna
Ceramiczne materiały magnetyczne (ferryty) , elektroizolacyjne, nukleoniczne, żaroodporne i żarowytrzymałe.
148)zastosowanie tworzyw ceram.
cegły, dachówki, sączki, płytki, el. Dekoracyjne, sprzęty sanitarne, rury, izolatory, wanny galwaniczne, zbiorniki do
kwasów, części silników lotniczych i rakiet, świece do silników spalinowych, el. Konstrukcyjne urządzeń jądrowych,
ogniotrwały sprzęt laboratoryjny itp.
149) zalety materiałów ceramicznych
Izolacyjność, duża odporność cieplna (ognioodporność), ogniotrwałość, duża odporność na korozję wytrzymałość
statyczna -twardość , praktycznie nie ma odkształcenia plastycznego, duży moduł Younga, duża wytrzymałość
mechaniczna
150) wady, ograniczenia stosowania ceram.
•
kruchość
•
mała wytrzymałość na zginanie
151) rodzaje, podział mat. Ceram.
Ze względu na strukturę wyroby ceramiczne dzielimy: wyroby o strukturze porowatej i nasiąkliwości wagowej do 22%
należą do tej grupy wyroby ceglarskie , ogniotrwałe, Ceglarskie – cegły pełne , pustaki ceramiczne, pustaki wentylacyjne,
akermany,Szkliwione – płytki ścienne i kafle,Ogniotrwałe – kształtki i cegły szamotowe, kształtki krzemionkowe i
termalitowe -wyroby o strukturze spieczonej i nasiąkliwości wagowej dochodzącej do 12%. Są to: cegły budowlane,
klinkierowe, cegły kanalizacyjne, cegły z krzemionki , klinkier drogowy, płytki klinkierowe, kształtki, płytki podłogowe
terakotowe, płytki kształtki kamionkowe ścienne i szkliwione, płytki krzemionkowe kwasoodporne , kamionkowe rury,
kształtki kanalizacyjne -ceramika są to : płyty ścienne szkliwowe , wyroby fajansowe, wyroby sanitarne (umywalki ,
miski).
Ceramikę dzielimy na:
-welkotonażową (materiały budowlane )
-ceramika szlachetna (np. porcelana )
-fajans
-porcelit
-ceramika sanitarna
-ceramika ogniotrwała
-specjalna (otrzymuje się ją z bardzo czystych związków na zasadzie syntezy chemicznej)
-materiały elektryczne Materiały ceramiczne stosowane w mikroelektronice mają wyjątkowe znaczenie, ich wartość
stanowi ok. 80% ogólnej wartości produkowanych obecnie materiałów ceramicznych.
-materiały narzędziowe
-szkło
-kompozyty
152) metody powstawania (spajania) mat. Ceram.
1)wytwarzanie surowców w postaci proszku o określonym uziarnieniu
2)wytwarzanie masy roboczej zawierającej dodatki wprowadzone w celu ułatwienia formowania i/lub spiekania
3)formowanie z masy roboczej określonego półfabrykatu

4)suszenie i wypalanie (spiekania) półfabrykatu
5)obróbka końcowa w celu nadania odpowiedniago kształtu, wymiaru i powierzchni
Sposób wytwarzania ceramiki technicznej
Materiałem wyjściowym jest jest proszek syntetyczny, często z pewną ilością ciekłego spoiwa który po wymieszaniu
formuje się, suszy i wypala w wysokiej temperaturze, niekiedy 1800 st. Celsjusza.
Sposób wytwarzania cegieł
Materiałem wyjściowym jest jest proszekpozyskiwany z kopalni, często z pewną ilością ciekłego spoiwa który po
wymieszaniu formuje się, suszy i wypala w temperaturze ok 800 st. Celsjusza.
153) zasady powstawania (spajania) mat. Ceram.
info odnośnie spiekania:
Do spiekania stosuje się proszki silnie zdyspergowane, cahrakteryzujące się znaczną energią powierzchniową stanowiącą
siłę napędową tego procesu.
154) czynniki wpływające na problemy powstawania (spajania) -> naprężenia mat. Ceram.
Utrudnieniem są silne wiązania między atomami przeciwstawiające się opuszczaniu przez nie dotychczasowych położeń,
brak idealnej kulistości cząstek, nieregularny ich rozkład a także anizotropia energii powierzchniowej oraz rozrost ziaren
tuż po rozpoczęciu spiekania. O tym jaki mechanizm dominuje podczas spiekania decydują jego parametry: temperatura
oraz tzw. Promień szyjki zależny od wielkości cząstek proszku.
155) naprężenia własne mat. Ceram.
występujące w materiale po ustaniu oddziaływania czynników zewn. (obciążeń mechanicznych, oddziaływań cieplnych,
itp.), zwykle związanych z procesem technologicznym lub warunkami eksploatacji
156) sposoby by zmniejszyć naprężenie mat. Ceram.
-modyfikacja struktury (zmniejszenie wielkości ziarna w materiałach o budowie polikrystalicznej, wydłużenie ziaren lub
wytworzenie kompozytów)
160) mała odpornośc na obciążenia dynamiczne ceram.
Nie wiem jaka ma być odpowiedź na zdanie które jest twierdzące..
161)materiały jeden ceram. drugi mat. Krystaliczny (metal). Który ma większy współczynnik rozszerzalności
liniowej
Z wikipedii : np. ołów ma 29,5 a szkło flint 7 a więc metal. Chyba.
162) Różnica materiał krystaliczny(metal)/ceramiczny
Oprócz oczywistych różnic w skali makro, temperatura topnienia zdecydowanej większości ceramik jest znacznie wyższa
niż metali.
163)metody określania wytrzymałości na rozciąganie
Przez podzielenie współczynnika intensywności naprężeń podczas rozciągania przez pierwiastek z pi razy połowa
długości największego mikropęknięcia
164)wytrzymałośc ceram.
Wytrzymałośc materiałów ceramicznych zależy od wielu czynników zarówno wewnętrznych jak i zewnętrznych w tym
mikrostruktury, stanu powierzchni, wielkości i kształtu próbki stałości obciążenia, środowiska i temperatury. Na ogół
materiały gruboziarniste są mniej wytrzymałe niż drobnoziarniste. Powodem jest większe prawdopodobieństwo
wystąpienia nieciągłości w perzestrzseniach między dużymi ziarnami a małymi.
165)wytrzymałośc ceramiki na zgniatanie – 1.65Rm
Wg. Kaczorowskiego Rm to wytrzymałośc na rozciąganie…
166)parametry/sposoby określania wytrzymałości próbek ceram
Wytrzymałośc jest opisana wzorami na Rm(rozciąganie) i Rg(zginanie) ze strony 245 z książki Kaczorowski/Krzynska
167)rys. dla mat. Ceram. o module weibull’a m=2/m=3/m=10/m=20
Strona 251 rys. 17.7 b)
168) moduł weibulla + 169) założenia weibulla
Moduł weibull’a informuje o tymjak szybko zmniejsza się wytrzymałość gdy naprężenie sigma dąży do sigma 0 (rys
17.7/251) Im mniejsza wartość modułu weibulla tym większy jest rozrzut wytrzymałości materiału i tym mniejsze
prawdopodobieństwo ze wiele próbek przetrwa obciążenie.
170)czynniki wpływające na prawdopodobieństwo przetrwania
Stałe sigma zero, m oraz moduł Weibull’a
171)moduł sprężystości ceramiki dwufazowej
Moduł sprężystości younga materiału dwufazowego jest średnią ważoną modułów obu faz
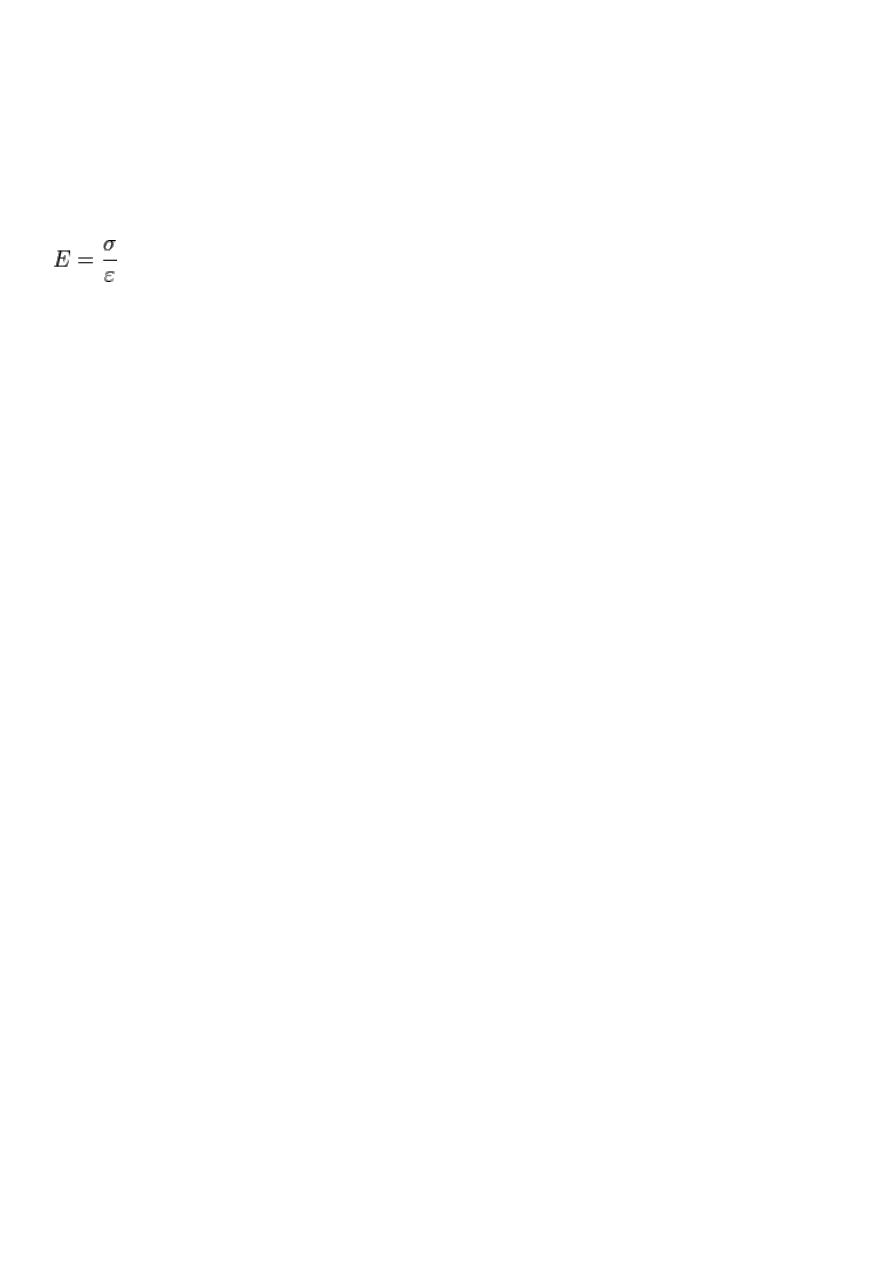
172) jak zmienić moduł sprężystości materiałów krystalicznych moduł younga + 173) czynniki wpływające na
moduł sprężystości (moduł younga)
Moduł Younga (E) – inaczej moduł odkształcalności liniowej albo moduł sprężystości podłużnej (w układzie jednostek
SI) – wielkość określająca sprężystość materiału. Wyraża ona, charakterystyczną dla danego materiału, zależność
względnego odkształcenia liniowego ε materiału od naprężenia ζ, jakie w nim występuje w zakresie odkształceń
sprężystych.
Czynniki: ε ,ζ
180) Dyfuzja (I prawo Ficka)
Dyfuzja- polega na transporcie masy w przestrzeni. Podstawowe równanie na strumień dyfuzji J, znane pod nazwą I
prawa Ficka, które dla przypadku jednowymiarowego ma postać:
J=-D(dc/dx)
Gdzie: D- współczynnik dyfuzji
- gradient stężenia (x- odległość)
181) Współczynnik dyfuzji
D- współczynnik dyfuzji jest funkcją temperatury T, na co wskazuje równanie:
D=D
₀
exp(-Q/RT)
D
₀
- stała dyfuzji (m²/s) charakterystyczna dla danego materiału
Q- energia aktywacji dyfuzji (J/mol)
R- uniwersalna stała gazowa( J/mol*K)
182) Rodzaje dyfuzji bez zmiany struktury
183) Czynniki wpływające na dyfuzję
Szybkość dyfuzji zależy od wielu czynników, w tym od siły wiązań między atomami, typu sieci krystalograficznej,
zwłaszcza współczynnika wypełnienia komórki elementarnej. Oznacza to, że w wypadku struktur zwarcie wypełnionych
przemieszczenie się atomów jest trudniejsze niż przy luźnym ich upakowaniu. Potwierdzeniem tego jest zarówno dyfuzja
międzywęzłowa atomów węgla w żelazie, jak i atomów Fe w żelazie(samodyfuzja) w wypadku, których odpowiednie
współczynniki dyfuzji w Feα są większe niż w Feγ.
184) Wzrost szybkości dyfuzji
Z równania wynika, że współczynnik dyfuzji rośnie ze wzrostem temperatury.
185) Samodyfuzja
Proces dyfuzji, w której biorą udział tylko cząstki danej substancji. Samodyfuzja prowadzi do wyrównania składu
izotopowego pierwiastków występujących w przyrodzie.
186) Czynniki wpływające na przepływ masy (przemieszczanie atomów/wakansów)
samodyfuzje
187) Dyfuzja reakcyjna
Prowadzi do tworzenia się w strefie dyfuzji nowych faz o elementarnej sieci przestrzennej od sieci metalu podstawowego,
w wyniku której powstają nowe fazy międzymetaliczne, szczególnie w strefie przypowierzchniowej obrabianego
elementu (przykładem jest proces azotowania i utworzenia w jego wyniku nowych przypowierzchniowych faz azotowych
γ i З)
188) Rodzaje dyfuzji w metalach (stanie stałym)

189) Dyfuzja podczas lutowania
Podczas lutowania brzegi przedmiotu łączonego pozostają w stanie stałym, natomiast spoiwo(lut) doprowadza się w
stanie płynnym do szczeliny miedzy częściami łączonymi. Połączenie uzyskuje się dzięki przyczepności i przenikaniu
lutu do metalu rodzimego wskutek dyfuzji.
190) Grubość warstwy dyfuzyjnej
Grubość warstwy dyfuzyjnej w zależności od czasu ( przy ustalonych pozostałych parametrach procesu jak temperatura i
ciśnienie itd.) określa równanie:
y²=k*t
y- grubosć warstwy dyfuzyjnej
k- stała zależna od współczynnika dyfuzji
t- czas procesu
191) Czynniki wpływające na dyfuzję
192) Wzrost szybkości dyfuzji
Ogólnie można powiedzieć, że wszystkie procesy, które powodują wzrost gęstości defektów sieci działają na rzecz
wzrostu szybkości dyfuzji. Należy tu wymienić np. szybkie zmiany temperatury, naświetlanie cząstkami o wysokiej
energii, działanie ultradźwięku.
193) Próbki miedzi A- wyżarzona/ B- odkształcona (plast. na zimno) Która ma większą dyfuzyjność
odkształcona plast. na zimno
194) Metale o sieci A1/... podgrzewamy do 500C Jeden chłodzimy w wodzie/ drugi w powietrzu.
Który ma lepszą dyfuzyjność
Próbki czystej miedzi w piecu w temp. 750C-> jedną szybko schłodzono, drugą wolno z piecem.
Która ma lepszą dyfuzyjność
195) Próbki podgrzano do temp. T-> jedną szybciej schłodzono niż drugą. Która ma lepszą dyfuzyjność
196) Próbki jedna ma dużo dyslokacji/druga mniej. Która ma lepszą dyfuzyjność
197) Próbki czystej miedzi-> jedna o ziarnie wielkości d=0,1[mu]/ druga d=10[mu].
Która ma lepszą dyfuzyjność
198) Przemiana bez dyfuzyjna 199) Dlaczego możliwe jest przejście jednej sieci w drugą w przemianie
bez dyfuzyjnej
Przemiana ta zajdzie, gdy będziemy chłodzić z szybkością większą niż krytyczna, wówczas możemy ominąć „nos”
krzywej C i przechłodzić austenit poniżej temperatury początku przemiany martenzytycznej. W tym momencie siła
napędowa przemiany alotropowej będzie na tyle duża, że wymusi przekształcenie sieci Al w sieć tetragonalną
przestrzennie centrowaną.
200) Zgrzewanie dyfuzyjne
Polega na wnikaniu wzajemnym atomów elementów z grzewczych, odbywa się w próżni w podwyższonej temperaturze i
trwa kilka godzin.
201) Etapy zgrzewania dyfuzyjnego.
1. Komora próżniowa
2. Układ grzewczy
3. Układ dociskowy
4. Powierzchnia dyfundująca
202) Zjawiska zachodzące w spajanych elementów.
203) Czynniki wpływające na zgrzewanie dyfuzyjne.

skład chemiczny (zawartość węgla)
warunki spawania
rodzaju materiału
204) Czynniki intensyfikujące zgrzewanie.
205) Rodzaje nagrzewania
objętościowe
selektywne
powierzchniowe
skrośne
bezpośrednie
pośrednie
206) Zgrzewarki
207) Rodzaje zgrzewarek
208) Lutowanie
Proces technologiczny łączenia części metalowych za pomocą stopionego stopu niskotopliwego zwanego lutem, który
wprowadzony w szczelinę łączy je po krzepnięciu.
209) Właściwości lutowania
210) Proces lutowania
ukształtowanie i oczyszczenie powierzchni łączonych części,
nagrzanie ich do temperatury bliskiej temperaturze topnienia lutu,
nałożenie topnika, roztopienia lutu i wprowadzenia go między łączone powierzchnie,
wzajemna dyfuzja łączonych metali i ciekłego lutu ,
ochłodzenie i skrzepnięcie lutowiny.
211) Zasady lutowania (lutów)
212) Czynniki wpływające na lutowanie
213) Rodzaje lutowania
214) Napięcie powierzchniowe
215) Rodzaje lutów
216) Sposoby lutowania
a) miękkie:
lutowanie za pomocą lutownicy;
lutowanie piecowe;
lutowanie kąpielowe;
lutowanie indukcyjne;
lutowanie płomieniowe.
b) twarde:
lutowanie gazowe;
lutowanie elektryczne oporowe i indukcyjne;
lutowanie piecowe;
lutowanie kąpielowe;
217) Rodzaje usuwania tlenków
Usuwanie tlenków pokrywających powierzchnie lutowane odbywa się za pomocą lutowania:
ultradźwięków,

przez zacieranie,
topników reakcyjnych.
218) Zgniot
Zgniotem określa się zmiany, jakie zachodzą w strukturze i właściwościach metali pod wpływem odkształcenia
plastycznego na zimno. Zgniot zachodzi poniżej temperatury rekrystalizacji, gdyż szybkość procesów dyfuzyjnych jest
mała.
219) Jak zmieniają się własności mech./fiz. metalu po zgniocie
Zmiany własności metalu po zgniocie to: wzrost jego twardości i wytrzymałości, spadek plastyczności i odporności na
korozję, zmniejszenie gęstości, zmniejszenie przewodnictwa elektronowego. Poprawienie właściwości
wytrzymałościowych w wyniku zgniotu jest zwane umocnieniem przez zgniot.
220) Jak zmieniają się własności mech./fiz. metalu po zgniocie (w różnych etapach procesu rekryst.)
Etapy rekrystalizacji:
Zdrowienie- maleją naprężenia własne, grubość ziarna nie ulega zmianie, maleje wytrzymałość na rozciąganie,
rośnie przewężenie.
Rekrystalizacja - dalej maleją naprężenia własne, powstają nowe zarodki ziaren, dochodzi do zrównania się
wytrzymałości na rozciąganie z przewężeniem, a następnie dalszego wzrostu i spadku przewężenia.
Rozrost ziaren - z powstałych zarodków ziarna rozrastają się(powstaje struktura drobnoziarnista) dalej maleje
wytrzymałość na rozciąganie i rośnie przewężenie.
221) Jak zmieniają się własności mech. metali pod wpływem odkształceń plast.
Skutki odkształceń plastycznych to: wzrost twardości i wytrzymałości przy jednoczesnym spadku własności
plastycznych, obniżenie przewodności elektrycznej, wzrost gęstości dyslokacji.
222) Poligonizacja
Porządkowanie dyslokacji prowadzące do utworzenia wąsko kątowych granic podziaren (w miejscach granic struktury
komórkowej).
223) Zdrowienie
Procesy prowadzące do zmniejszenia gęstości defektów punktowych. Proces zdrowienia polega na częściowym usunięciu
skutków zgniotu zachodzące podczas wygrzewania zgniecionych materiałów w temperaturze niższej od temperatury
rekrystalizacji.
224) Różnica zdrowienie/rekrystalizacja stopów odkształconych przez zgniot na zimno
Zdrowienie jest etapem przemian zachodzących w zakresie temp., polega na zaniku defektów punktowych. W wyniku
tego następuje spadek naprężeń. Zanik defektów punktowych powoduje częściowe uwolnienie zmagazynowanej energii
odkształcenia.
Podczas rekrystalizacji powstają zarodki nowych, nieodkształconych ziaren, które następnie się rozrastają. Proces ten
zachodzi w temp. wyższych niż zdrowienie. Następuje uwolnienie zmagazynowanej energii, większe niż w procesie
zdrowienia.
225) Ulepszanie cieplne
Jest to obróbka cieplna polegająca na zahartowaniu i średnim lub wysokim odpuszczaniu stali. Prowadzi to do uzyskania
najlepszej kombinacji własności wytrzymałościowych i plastycznych stali.
226) Rodzaje ulepszania cieplnego
Hartowanie stopów żelaza to rodzaj obróbki cieplnej stopów żelaza (np. stali), składający się z dwóch bezpośrednio po
sobie następujących faz.
Pierwsza faza to nagrzewanie materiału do temperatury powyżej przemiany austenitycznej i wygrzewanie, tak długo jak
to potrzebne, by nastąpiła ona w całej objętości hartowanego obiektu.
Drugą fazą jest szybkie schładzanie.
Odpuszczanie – rodzaj obróbki cieplnej, której poddawana jest stal wcześniej zahartowana.
Odpuszczanie polega na rozgrzaniu zahartowanego wcześniej przedmiotu, przetrzymywaniu w tej temperaturze przez
pewien czas, a następnie schłodzeniu.
227) Cel ulepszania cieplnego/ cel hartowania i odpuszczania
Celem hartowania jest podniesienie twardości i wytrzymałości stali.
Celem odpuszczania jest usunięcie naprężeń hartowniczych oraz zmiana własności fizycznych zahartowanej stali, a
przede wszystkim zmniejszenie twardości, a podniesienie udarności zahartowanej stali.
228) Po co stosuje się ulepszanie cieplne przed azotowaniem
Stale konstrukcyjne przed azotowaniem poddaje się ulepszaniu cieplnemu, w celu zapewnienia odpowiedniej sztywności,
przy czym temperatura odpuszczania powinna być o 30°C wyższa od temperatury azotowania.
229) Obróbka cieplna
Jest to proces technologiczny polegający na odpowiednim nagrzewaniu obrabianego wyrobu do wymaganej temperatury,
wytrzymywaniu w niej przez określony czas i chłodzeniu z założoną prędkością.
230) Zabiegi obróbki cieplnej :
hartowanie – stosowane tylko dla stali
252) Zasady pomiaru twardości
Twardością określa się odporność materiału na odkształcenia trwałe, które powstają pod wpływem sił skupionych,
działających na małą powierzchnię materiału, wywołanych przez wciskanie odpowiedniego wgłębnika. Twardość nie jest
stałą materiałową, a więc porównywanie twardości jest możliwe w zakresie tylko jednej metody.
W zależności od wielkości odkształcenia spowodowanego wnikaniem wgłębnika w materiał rozróżnia się pomiary
makro- i mikrotwardości. Ważne jest aby miejsce, w którym dokonywany będzie pomiar, zostało oszlifowane, ponieważ
stan powierzchni metalu ma duży wpływ na wyniki uzyskane podczas badań twardości. Do pomiarów makrotwardości
stosuję się metody:
Brinella
Vickersa
Rockwella
Metoda Vickersa:
Metoda pomiaru twardości metodą Vickersa polega na wciskaniu wgłębnika (najczęściej zrobionego ze spieków choć
zdarzają się również diamentowe) o kształcie ostrosłupa prawidłowego w próbkę metalu. Twardość wyznacza się ze
stosunku siły obciążającej wgłębnik F do powierzchni pobocznicy odcisku:
Gdzie Ab to pole powierzchni odcisku, obliczane ze wzoru
gdzie d jest średnicą otrzymanego
odcisku, a α to kąt wierzchołkowy ostrosłupa równy 136˚.
W praktyce twardość odczytuje się z tablic po zmierzeniu przekątnej odcisku dla zastosowanego obciążenia, które może
wynosić: 49, 98, 196, 249, 490 lub 981N. Wyniki pomiarów twardości metodą Vickersa są dla danego materiału
jednakowe, niezależnie od użytego obciążenia. Twardość podajemy w HV np. HV 250. Metodą Vickersa łatwiej jest
mierzyć twardość materiałów twardych (o twarości ok. 300-400 Hb).
Metoda Rockwella:
Pomiar twardości metodą Rokwella polega na dwustopniowym wciskaniu (przy określonych warunkach) w badaną
próbkę wgłębnika w kształcie kulki stalowej (skala B, T, F) lub stożka diamentowego o kącie rozwarcia 120 stopni (skala
C, A). Miarą twardości w metodzie Rockwella jest różnica pomiędzy stałą wartością K a głębokością odcisku h:
HR = K – h
gdzie: h – trwały przyrost głębokości odcisku
K = 130 (0,26 mm) dla kulki;
K = 100 (0,20 mm) dla stożka
Jeśli pomiar wykonany został za pomocą kulki, wtedy twardość oznacza się symbolem HRB, gdy zastosowany został
stożek – HRC. Kulka stalowa jest wykorzystywana do pomiarów twardości stali węglowej i stopowej w stanie
zmiękczonym lub normalizowanym oraz stopów metali nieżelaznych o twardości od 35 do 100 HRB. Z kolei stożek
diamentowy stosowany jest w pomiarach twardości stali węglowej i stopowej w stanie zahartowanym i ulepszonym
cieplnie oraz innych stopów o twardości od 20 do 67 HRC.
Pomiar twardości metodą Rockwella składa się z 3 etapów:
etap 1 polega na obciążeniu wgłębnika ciężarem wstępnym co powoduje wbicie się wgłebnika na głębokość h
etap 2 polega na dociążeniu wgłębnika ciężarem głównym co powoduje przyrost głębokości do h >h
etap 3 polega na odciążeniu wgłebnika ciężarem głównym co powoduje podniesienie się wgłebnika na głębokość h < h
Obciążenie wstępne zawsze wynosi 98N, a obciążenie główne jest zależne od badanego materiału. Zauważyć należy
także, że twardość Rockwella w skali C nie równa się twardości Rockwella w skali B pomimo takiej samej wartości, np.
HRC 25 nie jest równe HRB 25.
Metoda Brinella:
Twardość w skali Brinella oznacza się HB i leży w zakresie od 3 do 600.
Zasada pomiaru
W metodzie pomiaru twardości Brinella, w próbkę metalu wciska się kulkę ze stali hartowanej lub z węglików
spiekanych. Średnica kulki (1 do 10 mm), czas oraz siła docisku, zależy od rodzaju materiału i grubości próbki. Twardość
HB oblicza się z zależności:
HB = siła obciążająca w kG (obecnie używa się jednostek w N) / powierzchnia odcisku w mm2.
Twardość oblicza na podstawie średnic kulki i odcisku:
gdzie:
P = siła obciążająca (kgf)
D = średnica kulki (mm)
d = średnica odcisku (mm)
Metoda Brinella najczęściej stosowana jest przy odbiorze materiałów hutniczych.
253) Próbki aluminiowe gruba/drobnoziarnista. Która ma większą twardość
Większą twardość posiada próbka drobnoziarnista.
Wśród struktur ujednorodnionych do najbardziej pożądanych należą drobnoziarniste struktury, z powodu dużej twardości
i wytrzymałości, przy jednoczesnym braku kruchości a także niedużym rozrzucie wyników prób własności
mechanicznych. Gruboziarniste struktury na ogół są niepożądane, gdyż często są zbyt kruche, a prócz tego mają mniejszą
twardość i wytrzymałość, a także są powodem rozrzutu wyników mechanicznych prób.
254) Stopy gruby/drobnoziarnisty. Który ma większą wytrzymałość
Wraz ze zmniejszaniem się średniej wielkości ziarna, większa jest granica ich plastyczności, twardość, a mniejsza jest
plastyczność materiału.
Zakładając, że rozkład ziaren będzie równomierny w obydwu fazach, właściwości stopu zależeć będą od wielkości ziaren.
Gruboziarnistość często jest powodem kruchości i nieco mniejszej wytrzymałości.
255) Czynniki wpływające na drobnoziarnistość zakrzepniętych stopów
rodzaj przechłodzenia - Przechłodzenie duże (gwałtowne) - duża ilość małych ziaren, małe (chodzenie powolne)
- struktura złożona z dużych ziaren
niektóre dodatki stopowe, np. własności mechaniczne brązów aluminiowych zwiększają głównie Fe, Mn, Ni.
Pierwiastki Fe i Ni powodują podwyższenie własności wytrzymałościowych i odporności na ścieranie w wyniku
działania modyfikującego i sprzyjania drobnoziarnistości stopów.
• Przy nieznacznym przechłodzeniu (małej szybkości chłodzenia) metal ma strukturę gruboziarnistą.
• Ze zwiększeniem szybkości przechłodzenia liniowa szybkość krystalizacji wzrasta wolniej od szybkości zarodkowania,
metal ma strukturę drobnoziarnistą.
• Maksimum szybkości zarodkowania odpowiada większemu przechłodzeniu niż maksimum liniowej szybkości
krystalizacji, metal osiąga w tym zakresie najmniejszą wielkość ziarna
• Przy bardzo dużych szybkościach chłodzenia szybkość zarodkowania i liniowa szybkość krystalizacji są równe zeru,
metal posiada amorficzną strukturę szkła.
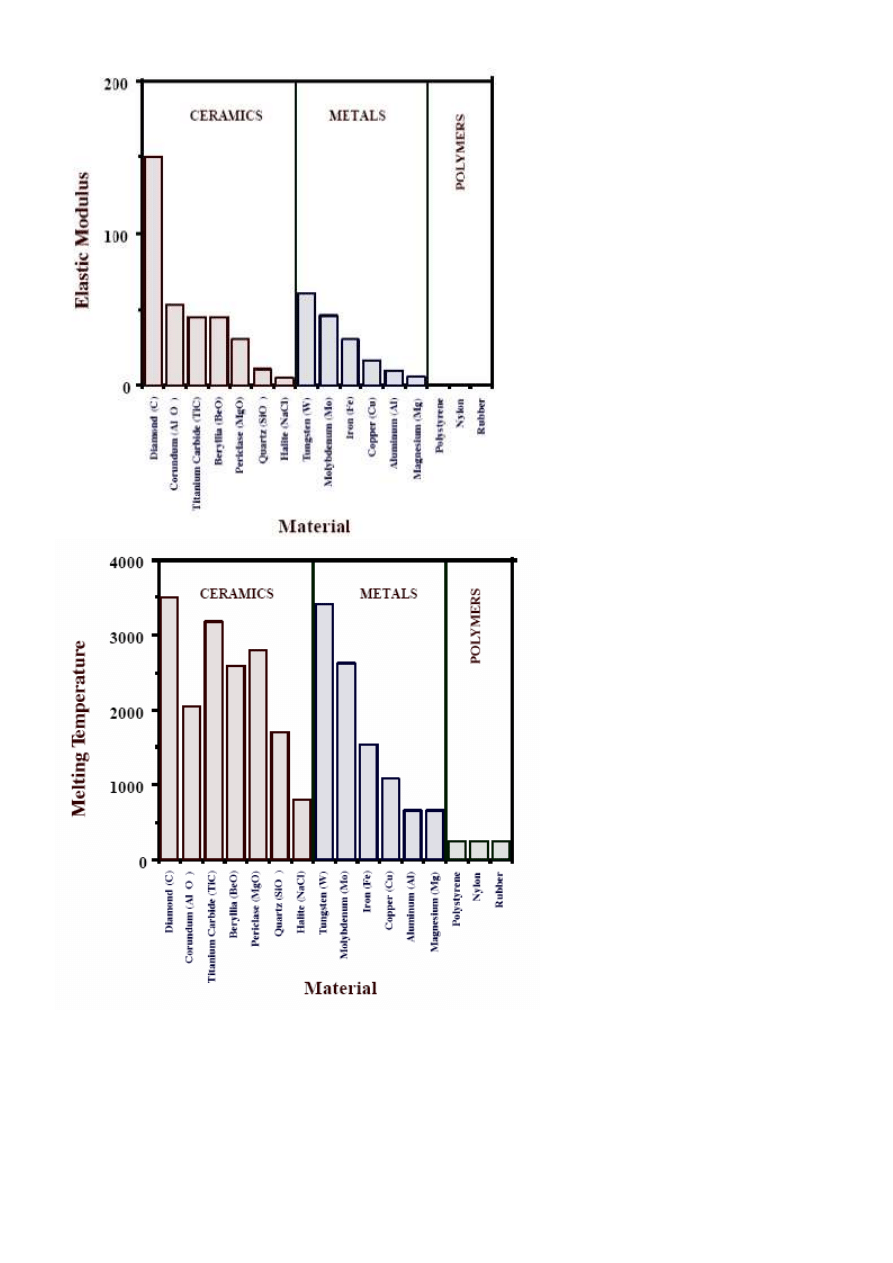
256) Metale o temperaturze topnienia Ta = 350C/ Tb = 1500C. Który większa sztywność
Wykresy wyjaśniają wszystko – dla metali, im wyższa temperatura topnienia tym wyższy moduł Younga (elastic
modulus) a więc sztywność. Ponadto niska temperatura topnienia oznacza dużą skłonność do odkształceń i zmian
właściwości mechanicznych już w niskich temperaturach nie dochodzących do temperatur w których ma być użytkowana
ta część (pełzanie). Oznacza to, że w danej temperaturze i pod danym obciążeniem, proces pełzania zachodzi szybciej dla
metali o mniejszej temp. topnienia.
257) Udarność
Odporność materiału na obciążenia dynamiczne. Udarność określa się jako stosunek pracy L potrzebnej na złamanie
znormalizowanej próbki z karbem do przekroju pola A poprzecznego tej próbki w miejscu karbu:
Udarność materiałów kruchych jest mała, a ciągliwych duża.
Miarą udarności zgodnie z PN jest stosunek energii zużytej na złamanie próbki za pomocą jednorazowego uderzenia do
pola przekroju poprzecznego próbki w miejscu karbu:
K - praca uderzenia [J]
S - powierzchnia początkowa przekroju w miejscu karbu [cm2]
Próby udarowe wykonuje się w celu określenia wpływu prędkości obciążenia i odkształcenia na własności mechaniczne
materiałów przy obciążeniach dynamicznych. Wzrost prędkości obciążenia powoduje podwyższenie granicy
plastyczności i wytrzymałości materiału oraz zmniejszenie odkształceń plastycznych. Materiał staje się bardziej kruchy.
Do wykonywania tych badań wykorzystuje się urządzenia umożliwiające przyłożenie dużej siły w krótkim czasie, zwane
najczęściej młotami udarowymi. Najczęściej spotykanym urządzeniem jest młot Charpy’ego. (Patrz następny punkt)
258) Udarność metodą Charpy’ego
Metoda Charpy’ego polega na udarowym zginaniu prostopadłościennej próbki z karbem lub bez karbu, podpartej na
dwóch podporach i określeniu pracy potrzebnej do jej złamania. Badanie przeprowadza się stosując młot Charpy’ego.
http://www.youtube.com/watch?v=N276_xjl04g&feature=player_embedded
wjeżdża filmik i wyjaśnia wszystko
Przebieg pomiaru:
Zmierzyć wymiary próbek (szerokość i grubość) z dokładnością do 0,1 mm (w przypadku próbki z karbem z
środku karbu).
Zamocować młot w zaczepie.
Ustawić wskazówkę skali energii, tak aby stykała się ona z zabierakiem, gdy wahadło jest w pozycji podniesionej
i zaaretowanej.
Umieścić próbkę na podporach przyrządu w ten sposób, aby ostrze młota trafiło w środek próbki. W przypadku
próbki z karbem, ustawić ją tak, by środek karbu wypadł dokładnie w płaszczyźnie ruchu ostrza młota.
Płynnym ruchem (bez wstrząsów) zwolnić aretaż młota.
Odczytać na skali energię zaabsorbowaną przez próbkę, w [daJ].
Otrzymane wyniki pomiarów zamieścić w tabeli
259) Zjawisko Halla- Petcha
Im mniejsza jest wielkość ziaren (większa jest ich ilość w danym kawałku materiału) tym materiał jest wytrzymalszy. Jest
tak ponieważ granice ziaren stanowią przeszkodę dla rozprzestrzeniania się dyslokacji, stąd wzrost wytrzymałości wraz
ze wzrostem ilości ziaren a więc i liczby granic.
260) Jak wzbogacić ciecz w fazę stałą
261) Różnica szybkość krzepnięcia/ szybkość siły napędowej
262) Materiały wykazujące największą przewodność elektryczną
srebro 61,39·10^6
miedź 58,6·10^6
złoto 44,0·10^6
glin
36,59·10^6
wolfram
18,38·10^6
żelazo 10,02·10^6
chrom 8,74·10^6
ołów 4,69·10^6
tytan 2,56·10^6
gadolin 0,74·10^6
german 1,45
krzem 2,52·10^-4
tellur 200
woda morska 5
woda pitna
0,05
czysta woda
5·10^-6
Czyli powiedzmy ze 5 najlepiej przewodzących to srebro, miedź, złoto, glin, wolfram.
Żeby nie było reklamacji, to starałem się też znaleźć informację czemu akurat te metale są tak dobrymi przewodnikami.
Znalazłem tylko bełkot. Ctrl+V :
Przewodnictwo elektryczne jest wynikiem skierowanego ruchu ładunków elektrycznych
w ośrodku pod działaniem pola elektrycznego. W cieczach i dielektrykach nośnikami prądu są jony, w przewodnikach
stałych natomiast elektrony przewodnictwa (walencyjne), a w półprzewodnikach elektrony oraz dziury. Konduktywność
(przewodnictwo elektryczne) materiałów przewodzących rośnie ze wzrostem liczby nośników. Koniecznym warunkiem
przewodnictwa elektrycznego jest obecność wolnych poziomów energetycznych, na które może się przenieść elektron po
nabyciu dodatkowej energii od zewnętrznego pola elektrycznego. Przewodnictwo nie zależy od liczby wolnych
elektronów, ale od liczby elektronów, dla których w górnym paśmie przewodnictwa występuje dostateczna liczba
wolnych stanów energetycznych.
I jeszcze to:
Przewodność elektryczna zależy od: koncentracji nośników ładunku, ich masy efektywnej oraz od czasu
relaksacji. W przypadku metali tylko czas relaksacji zależy od temperatury. W półprzewodnikach: również
koncentracja nośników ładunku.
To by wyjaśniało czemu konduktywność maleje wraz ze wzrostem temperatury.
263) Własności materiałów na łopatki/turbiny
Materiały na łopatki turbin muszą wykazywać się:
odpornością na pełzanie
odpornością na utlenianie w wysokich temperaturach
odpornością na uszkodzenia dynamiczne
odporność na zmęczenie wywołane zmianami temperatury
dużą stabilnością cieplną mikrostruktury
możliwie najmniejszą gęstością
Przykłady materiałów:
kompozyty o osnowie epoksydowej lub poliimidowej zbrojone włóknami szklanymi (na łopatki kompresora),
stopy magnezu (tylko na obudowę kompresora),
stopy Al (na kompresor tarczowy),
stopy Ti
stale martenzytyczne
264) Proces wytwarzania mat. na łopatki/turbiny
265) Mat. stosowane w technice
Pytanie przegięte.
266) Różnica metal/ceramika/ tw. sztuczne (wł. tworzyw konstrukcyjnych)
Tworzywa sztuczne charakteryzują się :
mała masą (gęstość ma wartość 1 g/cm3),
małą przewodnością cieplną,
małą wytrzymałością na rozciąganie,
małym modułem elastyczności,
są dielektrykami, tylko po dodaniu (ok. 50%) materiałów przewodzących (sadza, pył metaliczny) są w stanie,
przewodzić prąd elektryczny.
są przezroczyste, ale także całkowicie nietransparentne.
są łatwo formowalne,
wykazują odporność na substancje chemiczne, wilgoć,
mogą być stosowane w różnorodnej postaci, jako: tworzywa konstrukcyjne, spoiwa, materiały powłokowe, kleje
oraz kity, włókna syntetyczne.
Metale odznaczają się:
Szczególną zdolnością odbijania promieniowania świetlnego, czyli połyskiem metalicznym
Dużym przewodnictwem cieplnym

Większość z nich ma dużą wytrzymałość mechaniczną
Dobrze przewodzą elektryczność
Są ciągliwe i kowalne
Większość z nich ma dużą gęstość gdyż mają ścisłą strukturę krystalograficzną
Mają dodatni współczynnik temperatury oporu
Są nieprzeźroczyste
Materiały ceramiczne odznaczają się :
odpornością na działanie wysokich temperatur i czynników chemicznych,
dobrymi właściwościami mechanicznymi i dielektrycznymi oraz twardością;
wadą ich jest kruchość, która uniemożliwia obróbkę mechaniczną wyrobów (można tylko delikatnie szlifować) i utrudnia
łączenie materiałów ceramicznych ze sobą lub z innymi materiałami. O właściwościach materiałów ceramicznych w
znacznym stopniu decyduje ich struktura krystaliczna i struktura fazy szklistej (ciało stałe); w zależności od rodzaju i
ilości składników, technologii wytwarzania i sposobu formowania można uzyskać gotowe wyroby o wymaganych
właściwościach i kształtach.
267) Wiąskość włókien
Jest to odporność materiału na pękanie lub złamanie. Zazwyczaj jest mierzona w jednostkach energii. Duża wiąskość
materiału oznacza,, że propagacja pęknięć w danym materiale zachodzi
trudno (jak np. w miedzi, dla której Gc > > 106 J/m2). Z kolei szkło pęka bardzo łatwo - Gc dla
szkła wynosi tylko ok. 10 J/m2. (Gc – ilość energi potrzebna do utworzenia jednostki pola pęknięcia)
268) Chasing
Proces wytłaczania żądanego wzoru na metalowej płytce. Powstaje poprzez poddanie płytki naciskowi formy z żądanym
wzorem, zazwyczaj w podwyższonej temperaturze.
http://www.pocketfolders.com/images/Emboss2.jpg
{kind=link}
269) Poliformizm
Zjawisko polegające na występowaniu pierwiastka w więcej niż jednej postaci krystalograficznej. Przykładem są Fe, C,
Sn, Ti.
Dla przykładu węgiel – występuje on w przyrodzie jako diament (układ regularny) i jako grafit (układ heksagonalny).
Jeszcze innym przykładem może być żelazo. Ma ono trzy odmiany :
żelazo α (ferryt) - trwałe do temperatury Curie (768 °C), ferromagnetyk, sieć krystaliczna: układ regularny
wewnętrznie centrowany (bcc) typu A2 (komórka elementarna 2,86 Å)
żelazo γ - trwałe w zakresie 910–1 400 °C, sieć krystaliczna: układ regularny ściennie centrowany (fcc) typu A1
(3,64 Å)
żelazo δ - trwałe od 1 400 do 1 535 °C (temperatura topnienia), sieć krystaliczna: bcc typu A2 (2,93 Å)
Zjawisko polimorfizmu ma ogromne znaczenie z punktu widzenia możliwości oddziaływania na strukturę w drodze
obróbki cieplnej, dzięki czemu możemy w dużym stopniu wpływać na właściwości stopów.
270) Materiał amorficzny (szkło)
Ciało amorficzne jest to stan skupienia materii w którym nie występuje uporządkowanie dalekiego zasięgu. Ciało będące
w stanie amorficznym jest ciałem stałym (tzn. nie może płynąć), ale tworzące je cząsteczki są ułożone w sposób dość
chaotyczny, bardziej zbliżony do spotykanego w cieczach. Z tego powodu ciało takie często, choć błędnie, nazywa się
stałą cieczą przechłodzoną. Jednak ciecz, w tym także ciecz przechłodzona, może płynąć, a ciało stałe utrzymuje swój
kształt. W stanie amorficznym występują zwykle substancje, które są zdolne do krystalizacji, ale ze względu na duży
rozmiar cząsteczek, zanieczyszczenia lub szybkie schłodzenie cieczy, nie mają warunków, aby w pełni skrystalizować.
Faza amorficzna rzadko występuje w całej objętości substancji spotykanych w praktyce, lecz zwykle współistnieje z fazą
krystaliczną. W ciałach takich pojawiają wówczas domeny (niewielkie obszary) fazy krystalicznej, przemieszane z
domenami fazy amorficznej, przy czym zmieniając warunki schładzania cieczy, można zmieniać proporcje jednej fazy do
drugiej w dość szerokim zakresie.
Szkło zależnie od rodzaju ma większą lub mniejszą zawartość fazy amorficznej; im większy jej udział w szkle, tym jest
ono mniej kruche i łatwiej topliwe, ale też bardziej mętne; typowe szkło stosowane w szybach okiennych posiada od 40
do 60% fazy amorficznej; idealnie czysta krzemionka poddana procesowi bardzo szybkiego schładzania jest szkłem
całkowicie amorficznym; z kolei szkła kwarcowe, do których dodawane są substancje przyspieszające krystalizację, nie
posiadają fazy bezpostaciowej prawie wcale.
271) Obserwacja zgładów trawionych/ nietrawionych
Obserwacja zgładu trawionego pozwala określić strukturę badanego materiału, wielkość ziarna, grubość warstwy o
zmienionej strukturze związanej ze zmianą składu chemicznego lub obróbką cieplną.
Celem obserwacji zgładów nietrawionych jest ocena stopnia zanieczyszczenia stali wtrąceniami niemetalicznymi w
oparciu o obowiązujące normy. Po wypolerowaniu zgładu metalograficznego mikroskopowego przeprowadza się badanie
metalograficzne najczęściej dla określenia ilości, charakteru wtrąceń niemetalicznych, ale również także takich faz jak
grafit w żeliwie szarym, sferoidalnym czy ciągliwym.
Badanie polega na obserwacji pod mikroskopem optycznym przy powiększeniu 90‚110 krotnym, odpowiednio
pobranych i przygotowanych próbek i określeniu rodzaju, kształtu, ilości, wielkości i rozmieszczenia wtrąceń
niemetalicznych przez porównanie z wzorcami zamieszczonymi w normie PN. Całą powierzchnię zgładów należy
obejrzeć w stanie nietrawionym. Na każdej próbce określa się miejsce najbardziej zanieczyszczone na próbce. Każdy
rodzaj wtrąceń określa się osobno. Rodzaje wtrąceń podlegające ocenie określają odpowiednie normy przedmiotowe a w
przypadku ich braku - warunki techniczne dla badanego wyrobu.
Etapy przygotowania zgładów:
Wycięcie próbki
Szlifowanie powierzchni na szlifierce
Szlifowanie na płótnach i papierach ściernych
Polerownie (nie zawsze konieczne)
Trawienie odczynnikami
Obserwacja powierzchni zgładów może ujawnić:
Naruszenie spójności materiału badanego elementu
Niejednorodność budowy materiału
Technologię wykonania elementu
Wielkość ziarna
272) Różnica odlewanie ciągłe/ statyczne
Linia ciągłego odlewu stali to złożona maszyna o dużych wymiarach, stosowana w przemyśle metalurgicznym. Służy do
ciągłego odlewania płynnej stali do postaci półproduktu stanowiącego różnych form odlewy wlewków. Jest to
nowoczesny proces hutniczy polegający na wlewaniu ciekłej stali w sposób ciągły do intensywnie chłodzonego
krystalizatora; strumień metalu przechodząc przez krystalizator stopniowo krzepnie, a następnie opuszcza krystalizator -
proces wychodzenia z krystalizatora wspomagany jest walcami ciągnącymi, za którymi pasmo wlewka może być cięte na
dowolne odcinki (kęsy) palnikiem gazowym. Najczęściej c.o.s. prowadzone jest w układzie pionowym z krystalizatorem
łukowym oraz odlewanie poziome. C.o.s. charakteryzuje się dużą wydajnością, oszczędnością energii oraz wysokim
uzyskiem stali, wynikającym z braku strat związanych z jamą skurczową.
Odlewanie statyczne polega na odlewaniu na odlewaniu metalu do zbiorników na wózkach odlewniczych. (Tylko tyle
znalazłem)
Zasadnicza różnica między dwoma - Statyczne wlewnice i przenośnikowe maszyny odlewnicze są stosowane do
produkcji bloków, kęsisk płaskich i wlewków. Maszyny ciągłego odlewania są stosowane do produkcji prętów do
redukcji na druty.
273) Wlewek
Półfabrykat hutniczy. Jest to materiał który został odlany do kształtu wymaganego do podjęcia dalszej obróbki.
(najczęściej jest to ostrosłup ścięty o podstawie prostokątnej lub kwadratowej) Wszelkie wyroby hutnicze walcowane
wytwarza się przez walcowanie wlewków. Przy walcowaniu wlewków wyżarza się je do temperatury 1250° C w piecach,
przez które szereg wlewków przesuwa się jeden za drugim. Wlewki te stykają się ze sobą powierzchniami bocznymi, a
podstawy ich zwrócone są na przemian w jedną i drugą stronę.
274) Polimer
Polimery to substancje chemiczne o bardzo dużej masie cząsteczkowej, które składają się z wielokrotnie powtórzonych
jednostek zwanych merami.
- przykładowy polimer: polipropylen
Przez "bardzo dużą masę cząsteczkową" rozumie się zwykle taką sytuację, gdy odjęcie lub przyłączenie jednego meru nie
zmienia w zasadniczym stopniu ogólnych własności chemicznych i fizycznych związku chemicznego. Odróżnia to
polimery od oligomerów, które mają jeszcze na tyle małą masę cząsteczkową, że dodanie do nich lub odjęcie jednego
meru skutkuje zauważalną zmianą np. ich temperatury topnienia. Polimery naturalne są jednym z podstawowych
budulców organizmów żywych. Polimery syntetyczne są dzisiaj chętnie wykorzystywanym materiałem konstrukcyjnym.

Charakteryzują się dość wysoką wytrzymałością mechaniczną, przy jednoczesnej lekkości. Z tego względu stanowią
idealny materiał w nowoczesnym budownictwie. Dodatkowo wykazują właściwości elektroizolacyjne oraz nie ulegają
korozji, w przeciwieństwie do metali. Z powodzeniem zastępują tradycyjne materiały typu drewno, metal, ceramika.
Powstają też nowe tworzywa, nie mające swojego odpowiednika w przyrodzie. Sprawia to, że są coraz szerzej
wykorzystywane. Polimery syntetyczne otrzymuje się w wyniku łańcuchowych lub sekwencyjnych reakcji polimeryzacji
ze związków posiadających minimum dwie grupy funkcyjne zwanych monomerami. Dla polimerów podaje się tzw.
stopień polimeryzacji. Jest to wielkość statystyczna określającą ilość merów przypadających na jedną cząsteczkę
275) Rodzaje polimerów
Poza podziałem na polimery naturalne i syntetyczne mamy jeszcze:
Podział w zależności od rodzaju merów budujących cząsteczkę danego polimeru. Zgodnie z tą klasyfikacją wyróżnia się:
Homopolimery - to polimery złożone jednakowych merów, czyli monomerów.
Kopolimery - zbudowane są więcej niż jednego rodzaju merów.
Podział polimerów ze względu na kształt i strukturę tych cząsteczek. Zgodnie z nim wyróżnia się cztery typy polimerów:
polimery liniowe (inaczej: łańcuchowe) - mery ułożone w długi łańcuch.
polimery rozgałęzione - występują boczne łańcuchy odgałęziające się od łańcucha głównego.
polimery usieciowione - ich cząsteczki tworzą sieć przestrzenną. Np. żywice poliestrowe, żywice fenolowo –
formaldehydowe
polimery drabinkowy - są to polimery, w których występują dwa równoległe łańcuchy główne połączone od
czasu do czasu, krótkimi, bocznymi łańcuchami
polimer cykliczny - stosunkowo rzadko spotykany - w którym zamiast liniowych cząsteczek występują ogromne
cząsteczki cykliczne
Wikipedia rozróżnia jeszcze dwa podziały które wygląda na to że są coś jakby „niestandardowe”
Oto one:
Podział ze względu na budowę:
poliolefina - są to polimery zawierające tylko węgiel i wodór, w których występują długie łańcuchy węglowe -C-
C-C-. Do najbardziej znanych przykładów zaliczają się polietylen, polipropylen i polistyren
polimer winylowy - są to polimery otrzymywane w wyniku rozerwania wiązań C=C występujących w
monomerach, na skutek czego powstają długie łańcuchy węglowe. Formalnie rzecz biorąc większość poliolefin
również należy do polimerów winylowych, ale zazwyczaj rozumie się pod tą nazwą takie polimery jak
poliakrylan, polimetakrylan, polichlorek winylu itp., a więc zawierające oprócz węgla i wodoru także inne atomy.
polieter - są to polimery, w których w głównych łańcuchach występują wiązania eterowe, najbardziej znanym
przedstawicielem jest poli(tlenek etylenu)
poliamidy - są to polimery w których występuje wiązanie amidowe (-NH-C(O)-)
poliuretany - są to polimery, w których występuje wiązanie uretanowe (-NH-C(O)-O-)
poliestry - są to polimery, w których w głównych łańcuchach występuje wiązanie estrowe (-C(O)-O-)
poliwęglany - są to polimery, w których występuje wiązanie węglanowe (-O-C(O)-O-)
polimer nieorganiczny - są to polimery, w których w głównych łańcuchach nie występują atomy węgla, takie jak
polisiloksan, polifosfazen, polisiarczek i wiele innych.
polipeptydy, poli(węglowodany), kwasy nukleinowe - to wszystko są biopolimery.
Podział ze względu na taktyczność:
polimer izotaktyczny - grupy boczne wyłącznie po jednej stronie łańcucha
polimer syndiotaktyczny - grupy boczne naprzemiennie po obu stronach łańcucha
polimer ataktyczny - losowe położenie grup bocznych
276) Który z polimerów ma najmniejsze prawdopod. tworzenia struktury krystal.
Czynniki sprzyjające małej zdolności krystalizacyjnej polimerów:
duża ilość rozgałęzień
długi łańcuch (duży średni ciężar cząsteczkowy),
mała polarność mikrocząsteczki, z dużymi grupami bocznymi (np. PVC, teflon),
syndiotaktyczna lub ataktyczna (te nie krystalizują w ogóle, np. polipropylen) konfiguracja łańcuchowa
polimery które chłodzone były szybko
277) Kompozyt
Materiał niejednorodny, wytworzony przez połączenie w pojedynczą strukturę składników o zupełnie różnych
właściwościach, w którym po połączeniu uzupełniają się one wzajemnie, dają materiał złożony (kompozyt) o
dodatkowych i/lub znacznie lepszych właściwościach niż każdy ze składników oddzielnie lub ich mieszanina. W
najprostszym wypadku kompozyt składa się z dwóch składników, z których jeden na ogół o większym udziale

objętościowym pełni rolę osnowy, drugi zaś zbrojenia wzmacniającego tę osnowę. Elementy wzmacniające mogą być
zawarte w osnowie pod postacią cząstek (mniej wiecej regularny kształt) lub włókien, rozmieszczonych w osnowie
regularnie lub przypadkowo.
278) Czynniki wpływające na niskie wykorzystywanie kompozytów mimo ich dobrych wł.
Wysoka cena
Trudna technologia wytwarzania
Trudne przetwórstwo. Kompozytów nie można łatwo skrawać i nawiercać
Kompozytów nie można zgrzewać ani spawać, łączenie elementów jest bardzo trudne.
Przykład: Od wielu lat nie można opracować przemysłowej metody wytwarzania kompozytowych karoserii
samochodowych. Mimo, że kompozyty wykazują odpowiednie parametry wytrzymałościowe i są lekkie.
Problemem jest łączenie elementów karoserii.
Trudna naprawa - metalowe części można spawać. Dzięki plastyczności metalu można przywracać im pierwotny
kształt itp. Naprawa elementów kompozytowych jest w zasadzie niemożliwa.
Ciągliwość/kruchość - Kompozyty mają znikomą ciągliwość i są zwykle kruche.
279) Przykłady osnowy kompozytów
Metalowe -
stopy aluminium (mała gęstość, dobra odporność na korozję, dobra przewodność cieplna i elektryczna)
Stopy magnezu (Mg) (jeszcze mniejsza gęstość, niestety również mniejsza odporność na korozję)
Stopy Ti
tzw. Intermetaliki, np. NiAl (najlepsze na elementy przeznaczone do pracy w podw. temperaturze)
Ceramiczne -
Al2O3 (tlenek glinu, najpopularniejsza osnowa ceramiczna)
szkło LAS
węgiel CBFC (świetne właśc. termoizolacyjne)
Poliestrowe-
żywica poliestrowa
żywica epoksydowa
280) Przykłady włókien kompozytów
NIEORGANICZNE:
Włókna szklane:
włókna szklane grube (tzw. wata szklana lub wełna szklana) są włóknami nieciągłymi, o średnicy 5–30 µm;
stosowane głównie jako izolacja cieplna, akustyczna, przeciw wilgoci.
włókna szklane ciągłe, o średnicy 3–13 µm są stosowane w postaci przędzy, wyrobów tkanych i dzianych oraz
rowingu (zespół pasm włókien szklanych złączonych ze sobą bez skrętu) jako materiał izolacyjny w
elektrotechnice, do wyrobu filców, tkanin dekoracyjnych, do wzmacniania tworzyw sztucznych, do zbrojenia
betonu.
włókna supercienkie o średnicy 1–3 µm są stosowane do wyrobu dobrych izolacji akustycznych i cieplnych
Włókna na bazie Al2O3:
Przeznaczone przede wszystkim do wzmacniania kompozytów o osnowie metalowej, przeznaczonych do pracy w
wysokiej temperaturze (np. elementy wysokoobciążonych silników spalinowych, również w konstrukcjach
lotniczych niewykrywalnych przez radary.
Włókna borowe:
Grube, wysoki moduł sprężystości, wysoka cena.
Włókna węglowe:
Dzielą się na włókna węglowe(HT) oraz grafitowe(HM). Te pierwsze cechują się większą wytrzymałością, drugie
posiadają większy moduł sprężystości. Ich wysoce zorganizowana struktura nadaje im dużą wytrzymałość
mechaniczną, a fakt, że składają się prawie wyłącznie z grafitu, powoduje, że są one nietopliwe i odporne
chemicznie. Włókna te są stosowane jako materiał konstrukcyjny w wielu laminatach. Dodatek włókien
węglowych powoduje też wzmocnienie żagli jachtowych oraz powoduje polepszenie właściwości materiału z
którego wykonywane są namioty. Włókno węglowe stosowane jest coraz częściej w przemyśle jako zbrojenie
laminatów opartych na żywicach epoksydowych wysokiej jakości. Stosowane jest szczególnie tam gdzie
wymagana jest wysoka wytrzymałość produktu w połączeniu z małym ciężarem.
Włókna krzemowe:
Stosowane najczęściej jako zbrojenie kompozytów o osnowie ceramicznej i metalowej. Odporne na wysokie
temperatury.

ORGANICZNE: (To chyba mało istotne na egzamin…)
Włókna organiczne, takie jak słoma, bawełna, juta i sizal wykorzystywane są do zbrojenia
kompozytów od dawna. Zakres ich stosowania był jednak bardzo ograniczony ze względu na
bardzo niskie parametry mechaniczne. Dopiero pojawienie się włókien aramidowych
spowodowało ich szerokie wykorzystywanie w produkcji lotniczej, samochodowej, a przede
wszystkim sprzętu sportowego (narty, łodzie wyczynowe, sprzęt golfowy). Nazwy handlowe
tych włókien to Nomex, Kevlar, Kevlar 29 i Kevlar 49. Włókna aramidowe są generalnie
rzecz biorąc najlepsze pod względem własności mechanicznych, ale jednocześnie najdroższe.
Z tego powodu są one często używane łącznie z włóknami grafitowymi lub szklanymi typu E,
tak, aby uzyskać kompromis między parametrami mechanicznymi i rozsądną ceną.
329) Właściwości miedzi
Czysta miedź odznacza się doskonałą przewodnością elektryczną i cieplną, która jest niewiele gorsza od Ag i Au. Czysta
miedź ma raczej małą wytrzymałość.
331) Rodzaje stopów miedzi
brązy (Cu-Sn)
mosiądze (Cu-Zn)
miedzionikle
333) Różnice stopów brązu B101 / BA1032
Są to stopy miedzi:
w przypadku B101 z cyną i fosforem – brąz cynowo-fosforowy
w przypadku BA1032 z aluminium, żelazem i manganem –brąz aluminiowo-żelazowo-manganowy
334) Stop
Substancja dwu lub wieloskładnikowa utworzona przez stopienie dwóch lub większej liczby metali lub metalu z
niemetalem, wykazujące makroskopowo właściwości metaliczne.
335) Przykłady stopów konstrukcyjnych
a)ogólnego przeznaczenia
do ulepszania cieplnego
do utwardzania powierzchniowego
do hartowania powierzchniowego 35HGS
do nawęglania 18HGM
do azotowania 38HMJ
b)określonego przeznaczenia
o podwyższonej wytrzymałości 18G2ANb
do pracy w podwyższonej temp. 30H2MF
stal na łożyska toczne ŁH15
stal na sprężyny (resorowa) 50S2
337) Stop żelaza
Materiał zawierający zazwyczaj oprócz żelaza i węgla pewną ilość innych pierwiastków: zanieczyszczenia, domieszki,
składniki stopowe.
stale, stopy żelaza z węglem i innymi pierwiastkami w stanie przerobionym plastycznie (do 2% C)
staliwa, stopy jak wyżej w stanie lanym
surówki i żeliwa, stopy o zawartości węgla powyżej 2%
338) Wpływ zanieczyszczeń na stopy żelaza
Zanieczyszczenia negatywnie wpływają na właściowości mechaniczne i technologiczne. Ich źródłem jest ruda i procesy
metalurgiczne otrzymywania stali (staliwa), zaliczamy do nich przede wszystkim siarkę i fosfor pochodzące głównie z
rudy i koksu oraz gazy: tlen, wodór, azot z atmosfery pieców metalurgicznych.
339) Wpływ domieszek na stopy żelaza

Wpływają na wzrost właściwości wytrzymałościowych stopu. Pochodzą z rud i procesu metalurgicznego odtleniania, są
to np. krzem, mangan, aluminium. Inne pochodzą ze złomu dodawanego do stopu w procesie metalurgicznym np. nikiel,
chrom, miedź.
340) Rodzaje stopów żelaza ukł. Fe -Fe
3
C (metastabilne)
stale
surówki
żeliwa białe
W układzie Fe-Fe3C występują 3 fazy: ferryt, austenit, cementyt.
342) Metale
Materiały krystaliczne o wiązaniu metalicznym, których głównymi cechami charakterystycznymi są połysk metaliczny,
kowalność, dobre przewodnictwo cieplne i elektryczne.
343) Właściwości metali:
materiały sprężysto-plastyczne
dobrze przewodzą prąd elektryczny i ciepło
mają ujemny temperaturowy współczynnik przewodności elektrycznej
są najczęściej materiałami krystalicznymi
345) Metal nieżelazny
Wszelkie metale niezawierające żelaza, charakteryzujące się charakterystycznym połyskiem oraz bardzo dobrą
przewodnością cieplną.
348) Dlaczego metal/stopy metali nieżelaznych (kolorowych) mają duże zastosowanie mimo dużej ceny?
Dzięki szerokiemu wachlarzowi właściwości fizycznych, chemicznych, mechanicznych i technologicznych znajdują
zastosowanie w wielu dziedzinach techniki, zaspokajając najróżniejsze wymagania.
349) Wiązanie metaliczne
Występuje między atomami metali w skondensowanych stanach skupienia. Istota tego wiązania wynika z teorii
swobodnego elektronu. Nie jest to wiązanie kierunkowe. Wpływa na dobre przewodnictwo elektryczne metali.
350) Komórka elementarna
Najmniejszy równoległościan wykazujący wszystkie charakterystyczne cechy geometryczne sieci przestrzennej (oprócz
symetrii translacyjnej) umożliwiający jej odtworzenie przez proste powtarzanie komórki w kierunku jej trzech różnych
krawędzi.
351) Współczynnik wypełnienia komórki elementarnej (W
k
)
Stosunek objętości kryształu zajętej przez kuliste atomy do całkowitej objętości kryształu.
352) Liczba koordynacyjna (I
k
)
liczba punktów sieci leżących najbliżej danego węzła (liczba najbliższych sąsiadów)
liczba atomów równoodległych, najbliżej położonych od dowolnego atomu w sieci
Wyszukiwarka
Podobne podstrony:
Opracowanie pytań MAMET METALE
Laborki MAMET
MAMET-opracowanie, MIBM WIP PW, SEM 1, MAMET
mamet metale (2)
mamet stal, WYDZIAŁ INŻYNIERII PRODUKCJI
Podstawa mamet, WIP zarządzanie i inżynieria produkcji, sesja 1, Materiały Metalowe, MAMET, mamet py
mamet hartowanie, WYDZIAŁ INŻYNIERII PRODUKCJI
MAMET PYTANIA i ODPOWIEDZI
Przykładowe pytania egzaminacyjne METAL (1), krzycho1022, MIBM WIP PW, mamet
mamet cw08, WYDZIAŁ INŻYNIERII PRODUKCJI
sprawozdania ~$borki MAMET
MAMET laborkaaaaaaaaaaaaaaaaaaaa, WYDZIAŁ INŻYNIERII PRODUKCJI
mamce maj06, WIP zarządzanie i inżynieria produkcji, sesja 1, Materiały Metalowe, Mamet-Egzamin(2),
pytania na mamet (5), WIP AIR, SEM 1, MATIN, MATIN, kolokwia, kolos 1
Przykładowe pytania egzaminacyjne 2016 MAMET, mechanika budowa maszyn, mamet
pytania mamet
metaloznawstwo sciaga, WIP, Sem.I, MAMET
mamet
więcej podobnych podstron