SINUMERIK
SINUMERIK 808D
Toczenie, część 3: Programowanie
(ISO)
Podręcznik programowania i obsługi
Dotyczy: SINUMERIK 808D – Toczenie (wersja
oprogramowania: V4.4.2)
Grupa docelowa: Końcowi użytkownicy i technicy
serwisu
12/2012
Siemens AG
Industry Sector
Postfach 48 48
90026 NÜRNBERG
NIEMCY
Ⓟ 08/2013 Prawa do dokonywania zmian technicznych zastrzeżone
Copyright © Siemens AG 2012.
Wszelkie prawa zastrzeżone
Wskazówki prawne
Koncepcja wskazówek ostrzeżeń
Podręcznik zawiera wskazówki, które należy bezwzględnie przestrzegać dla zachowania bezpieczeństwa oraz w
celu uniknięcia szkód materialnych. Wskazówki dot. bezpieczeństwa oznaczono trójkątnym symbolem,
ostrzeżenia o możliwości wystąpienia szkód materialnych nie posiadają trójkątnego symbolu ostrzegawczego. W
zależności od opisywanego stopnia zagrożenia, wskazówki ostrzegawcze podzielono w następujący sposób.
NIEBEZPIECZEŃSTWO
oznacza, że nieprzestrzeganie tego typu wskazówek ostrzegawczych grozi śmiercią lub odniesieniem ciężkich
obrażeń ciała.
OSTRZEŻENIE
oznacza, że nieprzestrzeganie tego typu wskazówek ostrzegawczych może grozić śmiercią lub odniesieniem
ciężkich obrażeń ciała.
OSTROŻNIE
oznacza, że nieprzestrzeganie tego typu wskazówek ostrzegawczych może spowodować lekkie obrażenia ciała.
UWAGA
oznacza, że nieprzestrzeganie tego typu wskazówek ostrzegawczych może spowodować szkody materialne.
W wypadku możliwości wystąpienia kilku stopni zagrożenia, wskazówkę ostrzegawczą oznaczono symbolem
najwyższego z możliwych stopnia zagrożenia. Wskazówka oznaczona symbolem ostrzegawczym w postaci
trójkąta, informująca o istniejącym zagrożeniu dla osób, może być również wykorzystana do ostrzeżenia przed
możliwością wystąpienia szkód materialnych.
Wykwalifikowany personel
Produkt /system przynależny do niniejszej dokumentacji może być obsługiwany wyłącznie przez personel
wykwalifikowany do wykonywania danych zadań z uwzględnieniem stosownej dokumentacji, a zwłaszcza
zawartych w niej wskazówek dotyczących bezpieczeństwa i ostrzegawczych. Z uwagi na swoje wykształcenie i
doświadczenie wykwalifikowany personel potrafi podczas pracy z tymi produktami / systemami rozpoznać ryzyka i
unikać możliwych zagrożeń.
Zgodne z przeznaczeniem używanie produktów firmy Siemens
Przestrzegać następujących wskazówek:
OSTRZEŻENIE
Produkty firmy Siemens mogą być stosowane wyłącznie w celach, które zostały opisane w katalogu oraz w
załączonej dokumentacji technicznej. Polecenie lub zalecenie firmy Siemens jest warunkiem użycia produktów
bądź komponentów innych producentów. Warunkiem niezawodnego i bezpiecznego działania tych produktów są
prawidłowe transport, przechowywanie, ustawienie, montaż, instalacja, uruchomienie, obsługa i konserwacja.
Należy przestrzegać dopuszczalnych warunków otoczenia. Należy przestrzegać wskazówek zawartych w
przynależnej dokumentacji.
Znaki towarowe
Wszystkie produkty oznaczone symbolem ® są zarejestrowanymi znakami towarowymi firmy Siemens AG.
Pozostałe produkty posiadające również ten symbol mogą być znakami towarowymi, których wykorzystywanie
przez osoby trzecie dla własnych celów może naruszać prawa autorskie właściciela danego znaku towarowego.
Wykluczenie od odpowiedzialności
Treść drukowanej dokumentacji została sprawdzona pod kątem zgodności z opisywanym w niej sprzętem i
oprogramowaniem. Nie można jednak wykluczyć pewnych rozbieżności i dlatego producent nie jest w stanie
zagwarantować całkowitej zgodności. Informacje i dane w niniejszej dokumentacji poddawane są ciągłej kontroli.
Poprawki i aktualizacje ukazują się zawsze w kolejnych wydaniach.

Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
3
Spis treści
Podstawy programowania ....................................................................................................................... 5
1.1
Uwagi wstępne ............................................................................................................................... 5
Tryb Siemens ................................................................................................................................. 5
Tryb ISO ......................................................................................................................................... 5
Przełączanie trybów ....................................................................................................................... 5
Wyświetlanie kodu G ..................................................................................................................... 6
Komentarze .................................................................................................................................... 9
Pominięcie bloku .......................................................................................................................... 10
Warunki posuwu........................................................................................................................... 10
Szybki przesuw ............................................................................................................................ 10
Posuw po torze (funkcja F) ......................................................................................................... 11
Posuw liniowy (G98) ................................................................................................................... 12
Trzy tryby kodów G ............................................................................................................................... 13
2.1
Polecenia przesuwu .............................................................................................................................. 21
3.1
Polecenia interpolacji ................................................................................................................... 21
Szybki przesuw (G00) .................................................................................................................. 21
Interpolacja liniowa (G01) ............................................................................................................ 23
Interpolacja kołowa (G02, G03) ................................................................................................... 25
Korzystanie z funkcji gwintowania ............................................................................................... 32
Nacinanie gwintu o stałym skoku (G32) ...................................................................................... 32
Łączenie gwintów (G32) .............................................................................................................. 35
Polecenia pomiarowe ............................................................................................................................ 41
4.1
Układ współrzędnych ................................................................................................................... 41
Układ współrzędnych maszyny (G53) ......................................................................................... 41

Spis treści
Toczenie, część 3: Programowanie (ISO)
4
Podręcznik programowania i obsługi, 12/2012
Wybieranie układu współrzędnych przedmiotu ........................................................................... 44
Programowanie po średnicy i po promieniu osi X ....................................................................... 46
Polecenia sterowane w czasie .................................................................................................... 47
Funkcje przesunięcia narzędzia .................................................................................................. 48
Pamięć danych przesunięcia narzędzia ...................................................................................... 48
Kompensacja długości narzędzia ............................................................................................... 49
Funkcje S, T, M i B ...................................................................................................................... 55
Funkcja wrzeciona (funkcja S ) ................................................................................................... 55
Stała prędkość skrawania (G96, G97) ........................................................................................ 55
Zmiana narzędzia funkcjami T (funkcja T) .................................................................................. 57
Funkcja dodatkowa (funkcja M) .................................................................................................. 57
Funkcje M sterowania wrzecionem ............................................................................................. 58
Funkcje M wywoływania podprogramów .................................................................................... 59
Wywołanie makropolecenia funkcją M ........................................................................................ 59
Funkcje M .................................................................................................................................... 60
Funkcje dodatkowe ............................................................................................................................... 63
5.1
Funkcje wsparcia programu ........................................................................................................ 63
Stałe cykle ................................................................................................................................... 63
Cykle wielokrotnie powtarzalne ................................................................................................... 73
Cykl wiercenia (od G80 do G89) ................................................................................................. 90
Wprowadzanie programowalnych danych ................................................................................ 100
Zmienianie wartości przesunięcia narzędzia (G10) .................................................................. 100
Ośmiocyfrowy numer programu ................................................................................................ 102
Funkcje pomiaru ........................................................................................................................ 104
Szybkie podnoszenie funkcją G10.6 ......................................................................................... 104
Usunięcie pomiaru z pozostałą drogą (G31)............................................................................. 104
Pomiar programem G31, adresami P1-P4 ................................................................................ 105
Programy makropoleceń ........................................................................................................... 109
Różnice w porównaniu z podprogramami ................................................................................. 109
Wywołanie programu makr (G65, G66, G67) ........................................................................... 109
Funkcje specjalne ..................................................................................................................... 116
G05 ............................................................................................................................................ 116
Toczenie wielokrawędziowe...................................................................................................... 116
Kompresor w trybie ISO ............................................................................................................ 118
Tryby przełączenia dla DryRun i poziomy pomijania ................................................................ 119
Przerywanie programu podprogramem M96/M97 .................................................................... 120
Indeks .................................................................................................................................................. 123

Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
5
Podstawy programowania
1
1.1
Uwagi wstępne
1.1.1
Tryb Siemens
W trybie Siemens poprawne są następujące warunki:
● Domyślną poleceń G można zdefiniować dla każdego kanału za pośrednictwem danych
maszynowych 20150 $MC_GCODE_RESET_VALUES.
● W trybie Siemens nie można zaprogramować żadnych poleceń językowych ISO.
1.1.2
Tryb ISO
W aktywnym trybie ISO poprawne są następujące warunki:
● Tryb ISO można ustawić w danych maszynowych jako ustawienie domyślne systemu
sterowania. Następnie sterowanie uruchamiane jest domyślnie w trybie ISO.
● Można zaprogramować tylko funkcje G z ISO. Programowanie funkcji G trybu Siemens w
trybie ISO nie jest możliwe.
● Łączenie ISO z językiem Siemens w tym samym bloku sterowania numerycznego nie jest
możliwe.
● Przejście pomiędzy dialektem M ISO i dialektem T ISO poleceniem G nie jest możliwe.
● Podprogramy zaprogramowane w trybie Siemens mogą być wywoływane.
● Jeśli mają zostać zastosowane funkcje trybu Siemens, należy najpierw przejść do tego
trybu.
1.1.3
Przełączanie trybów
SINUMERIK 808D obsługuje następujące dwa tryby języka programowania:
● Tryb języka Siemens
● Tryb ISO
Należy zauważyć, że zmiana trybu nie wpływa na aktywne narzędzie, przesunięcia
narzędzia i przesunięcia przedmiotu.
Podstawy programowania
1.1 Uwagi wstępne
Toczenie, część 3: Programowanie (ISO)
6
Podręcznik programowania i obsługi, 12/2012
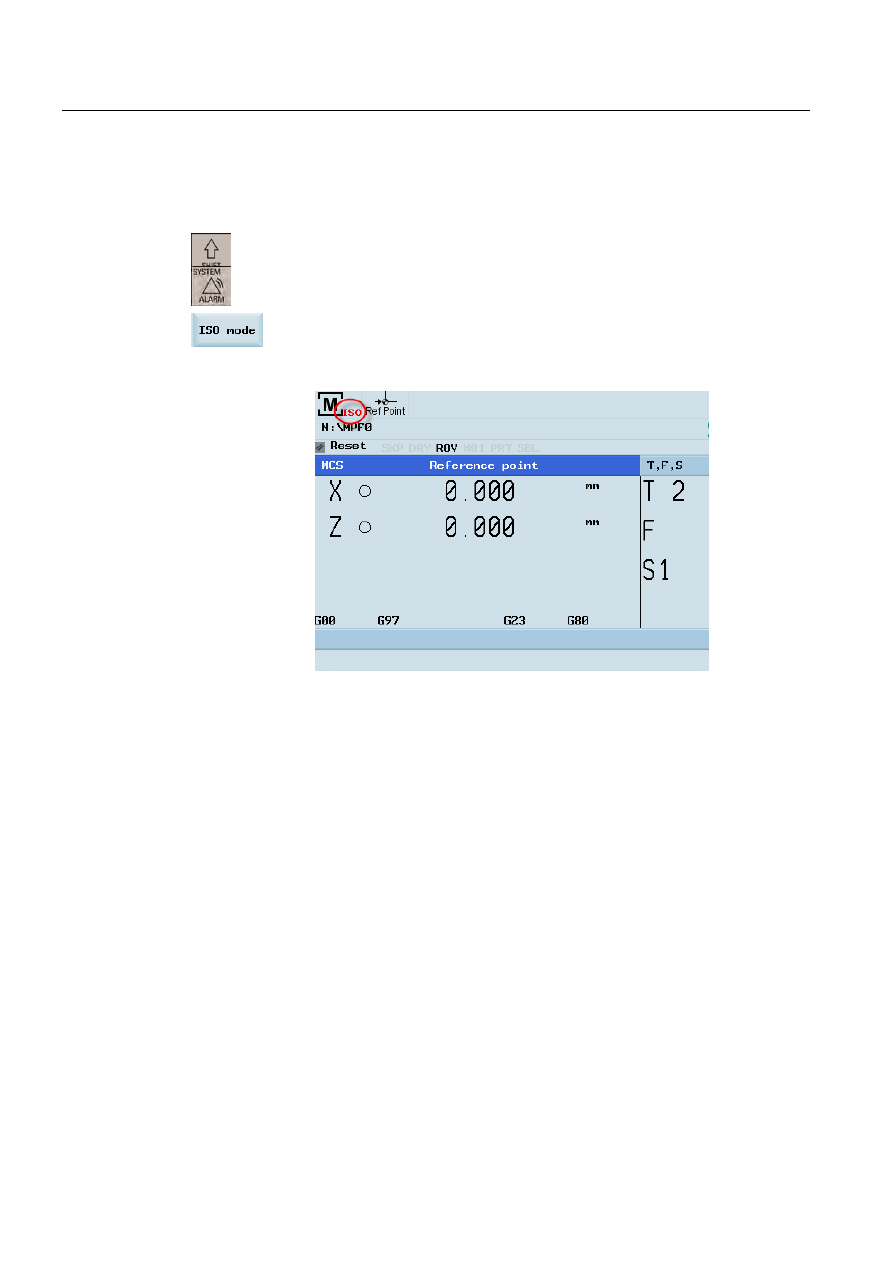
Procedura
+
1. Wybrać pożądany obszar roboczy i wyświetlić jego okno główne.
2. Nacisnąć ten przycisk programowy na pionowym pasku przycisków
programowych. System sterowania inicjuje automatycznie przejście z
trybu Siemens do trybu ISO. Po zmianie w lewym górnym rogu okna
pojawia się komunikat „ISO”.
Nacisnąć ponownie ten sam przycisk programowy, by powrócić z trybu
ISO do trybu Siemens.
1.1.4
Wyświetlanie kodu G
Kod G jest wyświetlany w tym samym języku (Siemens lub ISO), co odpowiedni aktualny
blok. Jeśli wyświetlanie bloków zostało wyłączone poleceniem DISPLOF, kody G są nadal
wyświetlane w języku, w którym wyświetlany jest aktywny blok.
Przykład
Funkcje G trybu ISO są wykorzystywane do wywoływania standardowych cykli Siemens. W
tym celu na początku odpowiedniego cyklu programowane jest polecenie DISPLOF. Dzięki
temu funkcje G zaprogramowane w języku ISO są nadal wyświetlane.
PROC CYCLE328 SAVE DISPLOF
N10 ...
...
N99 RET

Podstawy programowania
1.1 Uwagi wstępne
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
7
Procedura
Cykle stałe Siemens są wywoływane za pośrednictwem programów głównych. Tryb Siemens
jest wybierany automatycznie poprzez wywołanie cyklu stałego.
Przy ustawieniu DISPLOF wyświetlanie bloku zostaje zamrożone w chwili wywołania cyklu.
Wyświetlanie kodu G jest kontynuowane w trybie ISO.
Kody G zmienione w cyklu stałym są przywracane do pierwotnego stanu po zakończeniu
cyklu atrybutem „SAVE”.
1.1.5
Maksymalna liczba osi/identyfikatorów osi
W trybie ISO można zaprogramować maksymalnie 9 osi. Identyfikatory pierwszych trzech
osi oznaczane są literami X, Y i Z. Wszystkie pozostałe osie można zidentyfikować literami
A, B, C, U, V i W.
1.1.6
Definiowanie systemu A, B lub C kodu G
W trybie T ISO rozróżniane są systemy A, B i C kodu G. Domyślnie aktywny jest system A
kodu G. System A, B lub C kodu G jest wybierany w danych maszynowych MD10881
$MN_MM_EXTERN_GCODE_SYSTEM następująco:
$MN_MM_EXTERN_GCODE_SYSTEM = 0: System B kodu G
$MN_MM_EXTERN_GCODE_SYSTEM = 1: System A kodu G
$MN_MM_EXTERN_GCODE_SYSTEM = 2: System C kodu G
System A kodu G
Jeśli aktywny jest system A kodu G, G91 jest niedostępny. W tym przypadku przesuwu osi
ze znakami adresowymi U, V i W programowany jest dla osi X, Y i Z. Znaki adresowe U, V i
W są w tym przypadku niedostępne jako identyfikatory osi, w rezultacie czego maksymalna
liczba osi zmniejsza się do 6.
Adres H jest wykorzystywany do programowania ruchów przyrostowych osi C w systemie A
kodu G.
By cykl stały pracował w prawidłowym systemie kodu G, odpowiedni system musi zostać
wpisany do zmiennej GUD _ZSFI[39].
Wskazówka
O ile nie wskazano inaczej, system A kodu G został wyłączony w niniejszej dokumentacji.
Podstawy programowania
1.1 Uwagi wstępne
Toczenie, część 3: Programowanie (ISO)
8
Podręcznik programowania i obsługi, 12/2012
1.1.7
Programowanie separatora dziesiętnego
W trybie ISO występują dwa zapisy służące do oceny zaprogramowanych wartości nie
posiadających separatora dziesiętnego:
● Zapis kalkulatora kieszonkowego
Wartości nie posiadające separatora dziesiętnego interpretowane są jako milimetry, cale
lub stopnie.
● Standardowy zapis
Wartości nie posiadające separatora dziesiętnego są mnożone przez współczynnik
konwersji.
Ustawienie to jest wprowadzane za pośrednictwem MD10884
EXTERN_FLOATINGPOINT_PROG.
Występują dwa różne współczynniki konwersji, IS-B i IS-C. Ta ocena dotyczy adresów X Y Z
U V W A B C I J K Q R i F.
Ustawienie to wprowadzane jest za pośrednictwem MD10886
EXTERN_INCREMENT_SYSTEM.
Przykład:
Oś liniowa w mm:
● X 100,5
Odpowiada wartości z separatorem dziesiętnym: 100,5 mm
● X 1000
– Zapis kalkulatora kieszonkowego: 1000 mm
– Standardowy zapis:
IS-B: 1000 * 0,001= 1 mm
IS-C: 1000 * 0,0001 = 0,1 mm
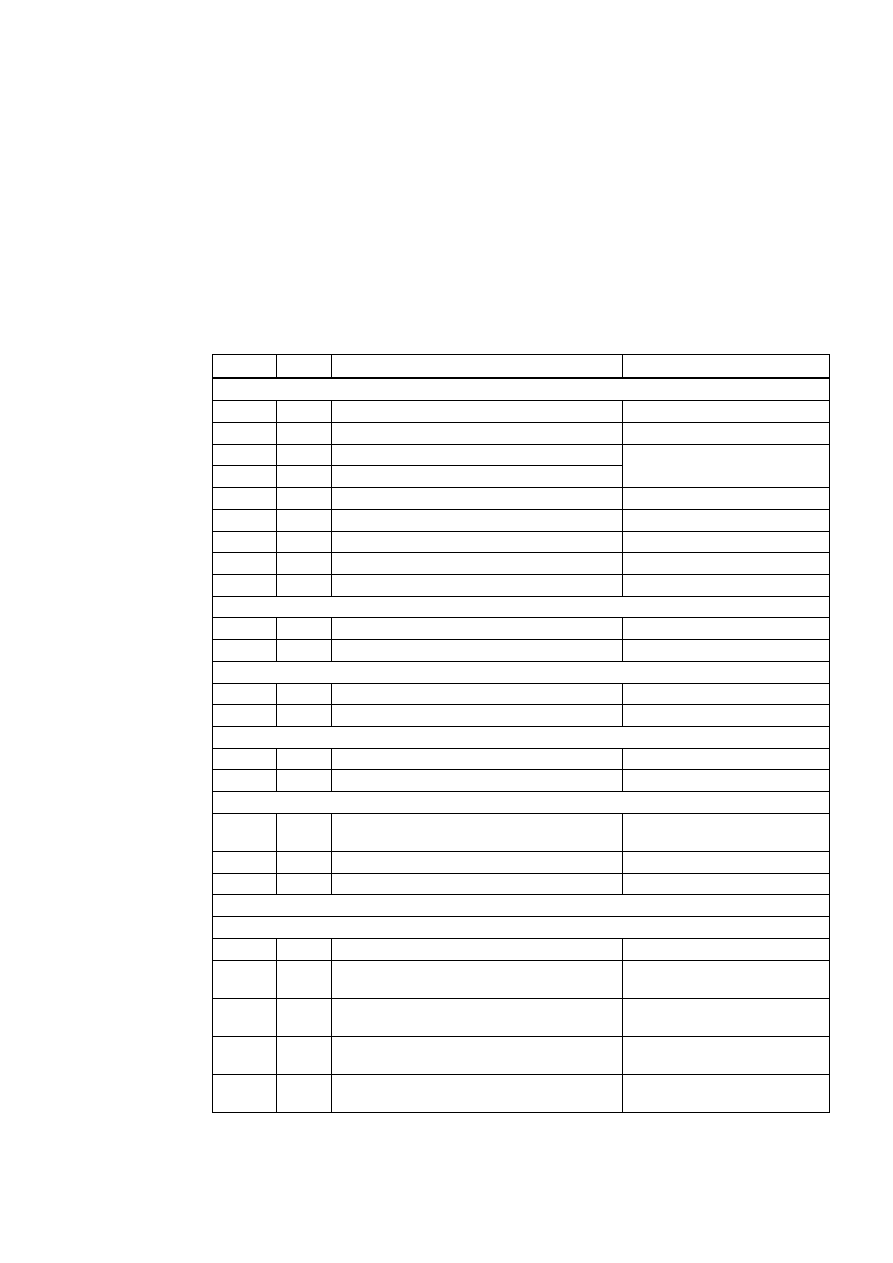
Obrót w ISO
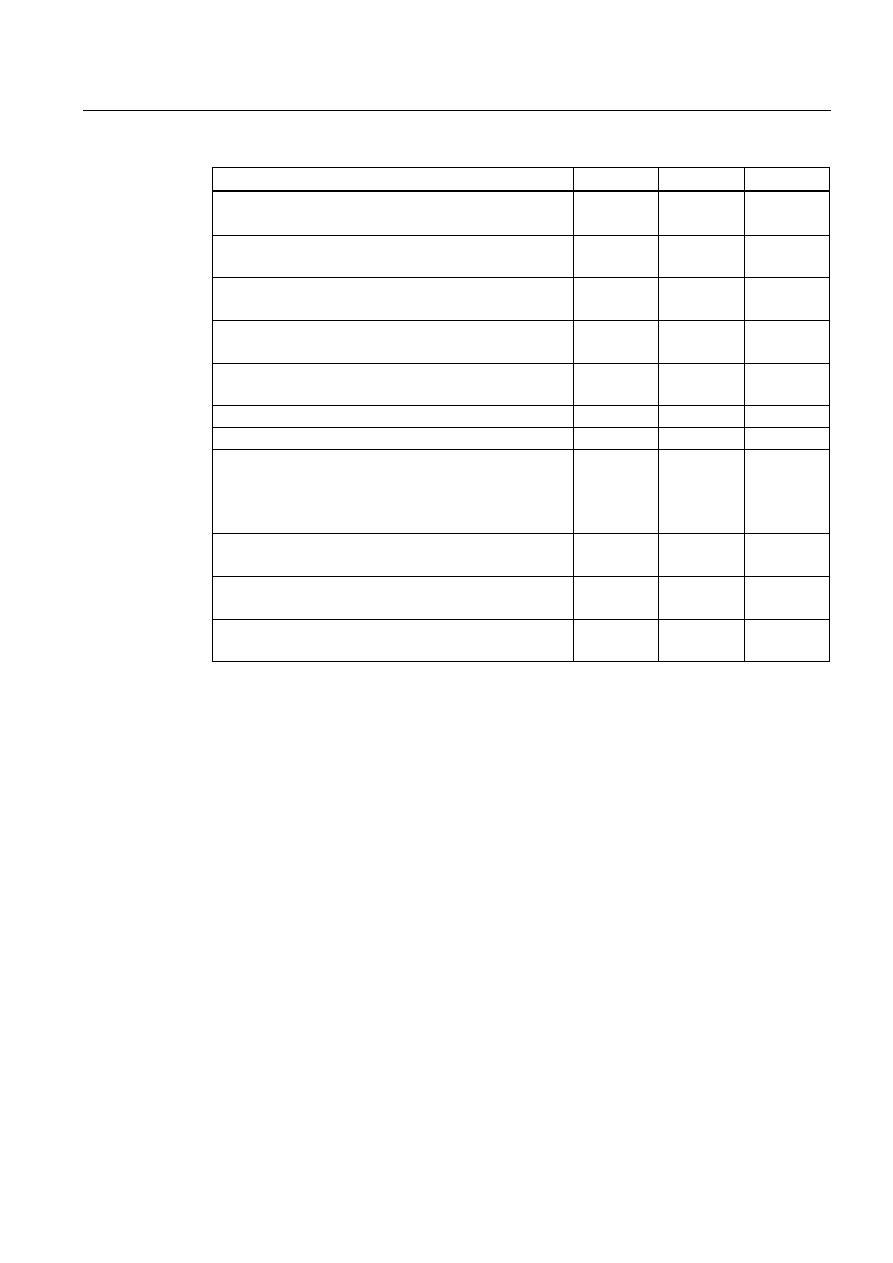
Tabela 1- 1 Różne współczynniki konwersji dla IS-B i IS-C.
Adres
Jednostka
IS-B
IS-C
Oś liniowa
mm
cale
0,001
0,0001
0,0001
0,00001
Oś obrotowa
Stopnie
0,001
0,0001
Posuw F G94 (mm/cale na minutę)
mm
cale
1
0,01
1
0,01
Posuw F G95 (mm/cale na obrót)
$MC_EXTERN_FUNCTION_MASK
Bit8 = 0
mm
cale
0,01
0,0001
0,01
0,0001
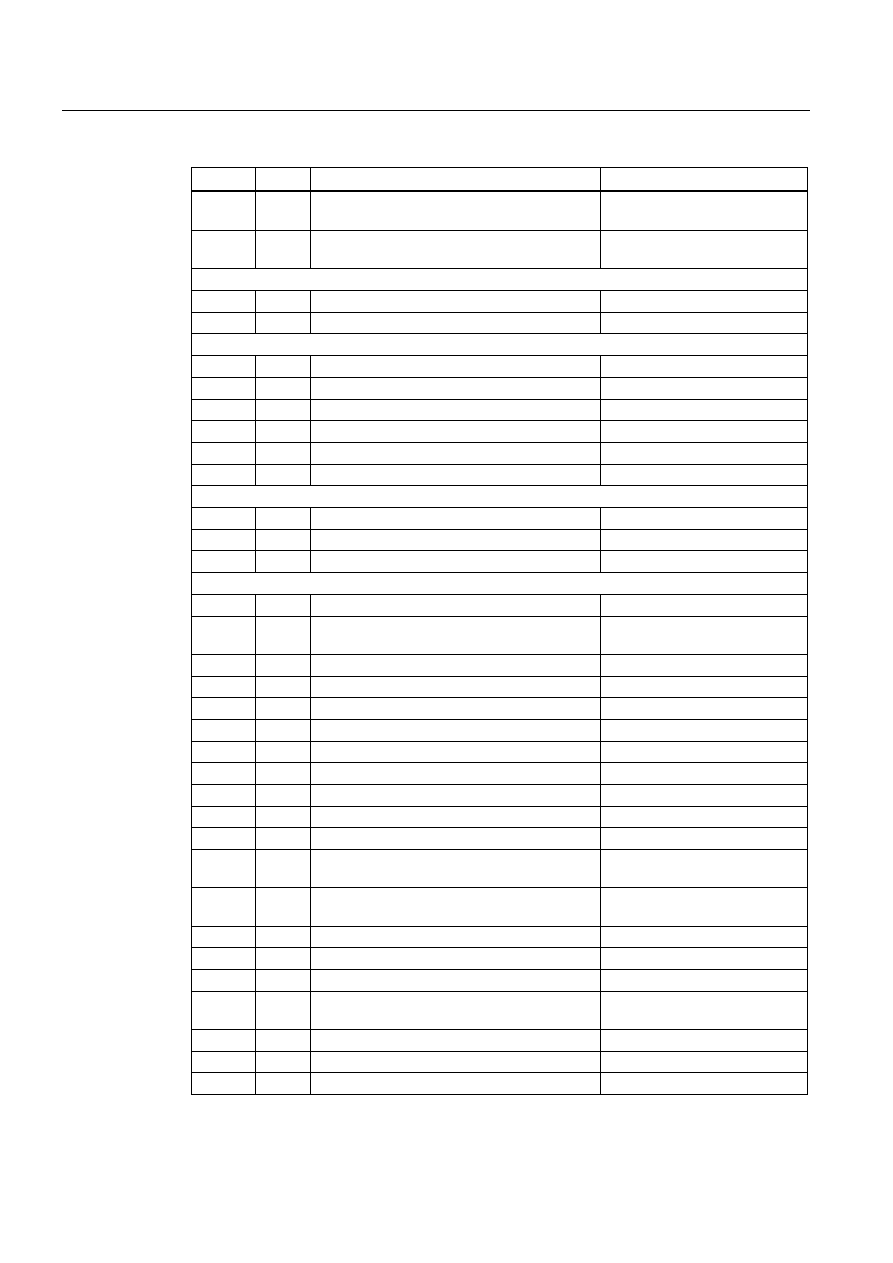
Podstawy programowania
1.1 Uwagi wstępne
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
9
Adres
Jednostka
IS-B
IS-C
Bit8 = 1
mm
cale
0,0001
0,000001
0,0001
0,000001
Skok gwintu F
mm
cale
0,0001
0,000001
0,0001
0,000001
Faza C
mm
cale
0,001
0,001
0,0001
0,0001
Promień R, G10 toolcorr
mm
cale
0,001
0,001
0,0001
0,0001
Parametr IPO I, J, K
mm
cale
0,001
0,001
0,0001
0,0001
G04 X lub U
0,001
0,001
Definicja konturu kąta A
0,001
0,001
Cykl gwintowania G76, G92
$MC_EXTERN_FUNCTION_MASK
Bit8 = 0 F jako posuw taki jak G94, G95
Bit8 = 1 F jako skok gwintu
Cykl gwintowania G84, G88
$MC_EXTERN_FUNCTION_MASK
Bit9 = 0 G95 F
mm
cale
0,01
0,0001
0,01
0,0001
Bit8 = 1 G95 F
mm
cale
0,0001
0,000001
0,0001
0,000001
1.1.8
Komentarze
W trybie ISO nawiasy interpretowane są jako oznaczenia komentarzy. W trybie Siemens za
oznaczenia komentarzy uznawany jest średnik („;”). Dla uproszczenia, średnik
interpretowany jest jako komentarz również w trybie ISO.
Jeśli znak początku komentarza '(' zostanie użyty ponownie wewnątrz komentarza,
komentarz zakończy się po zamknięciu wszystkich otwartych nawiasów.
Przykład:
N5 (komentarz) X100 Y100
N10 (komentarz(komentarz)) X100 Y100
N15 (komentarz(komentarz) X100) Y100
X100 Y100 jest wykonywane w bloku N5 i N10, lecz tylko Y100 w bloku N15, ponieważ
pierwszy nawias jest zamknięty dopiero po X100. Cały tekst aż do tego miejsca jest
interpretowany jako komentarz.
Podstawy programowania
1.2 Warunki posuwu
Toczenie, część 3: Programowanie (ISO)
10
Podręcznik programowania i obsługi, 12/2012
1.1.9
Pominięcie bloku
Znak pominięcia lub usunięcia bloków „/” można zastosować w dowolnym dogodnym
miejscu w bloku, tj. nawet w jego środku. Jeżeli zaprogramowany poziom pominięcia bloku
jest aktywny z datą kompilacji, blok nie jest kompilowany od tego miejsca do punktu
zakończenia bloku. Aktywny poziom pominięcia bloku pełni funkcję zakończenia bloku.
Przykład:
N5 G00 X100. /3 YY100 --> Alarm 12080 „Błąd składni”
N5 G00 X100. /3 YY100 --> brak alarmu, jeśli poziom 3 pominięcia bloku jest aktywny
Znaki pominięcia bloku zawarte w komentarzu nie są interpretowane jako takie.
Przykład:
N5 G00 X100. ( /3 Part1 ) Y100
;oś Y jest przesuwana nawet jeśli aktywny jest poziom 3 pominięcia bloku
Mogą być aktywne poziomy pominięcia bloku od /1 do /9. Wartości pominięcia bloku <1 i >9
wywołują alarm 14060 „Poziom pominięcia niedopuszczalny dla różnicowego pominięcia
bloku”.
Funkcja ta odwzorowywana jest na istniejące poziomy pomijania Siemens. Inaczej niż w
przypadku oryginału w ISO, „/” i „/1” są odrębnymi poziomami pominięcia, które wymagają
również odrębnego aktywowania.
Wskazówka
„0” w „/0” można pominąć.
1.2
Warunki posuwu
Poniższy punkt zawiera opis funkcji posuwu definiującej prędkość posuwu noża (droga
pokonywana w czasie jednej minuty lub jednego obrotu).
1.2.1
Szybki przesuw
Szybki przesuw wykorzystywany jest do ustawiania (G00), a także do ręcznego przesuwania
szybkim przesuwem (JOG). W szybkim przesuwaniu każda oś jest przemieszczana z
prędkością szybkiego przesuwu ustawionego dla poszczególnych osi. Prędkość szybkiego
przesuwu poszczególnych osi zdefiniowana jest przez producenta maszyny i określona w
danych maszynowych. Ponieważ osie przesuwają się niezależnie od siebie, każda z osi
dociera do celu w różnym czasie. Z tego powodu wynikowa ścieżka narzędzia nie jest linią
prostą.
Podstawy programowania
1.2 Warunki posuwu
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
11
1.2.2
Posuw po torze (funkcja F)
Wskazówka
O ile nie wskazano inaczej, jednostką prędkości posuwu noża przyjętą w niniejszym
dokumencie są „mm/min”.
Posuw, z którym narzędzie powinno być przemieszczane w przypadku interpolacji liniowej
(G01) lub interpolacji kołowej (G02, G03) programowany jest znakiem adresowym „F”.
Po następnym znaku adresowym „F” definiowany jest posuw noża wyrażony w „mm/min”.
Dopuszczalny zakres wartości F podano w dokumentacji producenta maszyny.
Posuw może być ograniczony w kierunku górnym przez serwomechanizm i przez
mechanikę. Maksymalny posuw jest ustawiany za pośrednictwem danych maszynowych i
zapobiega przekroczeniu zdefiniowanej tu wartości.
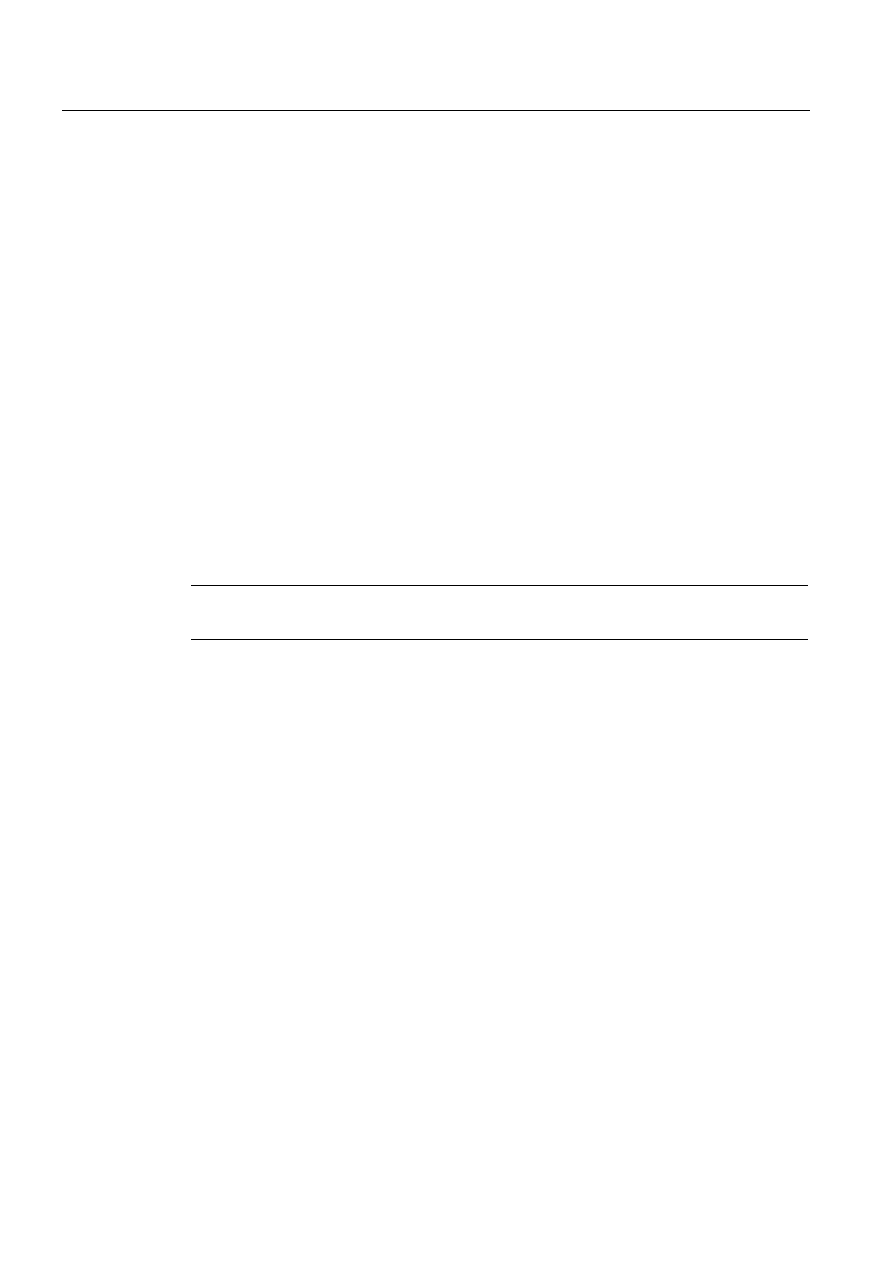
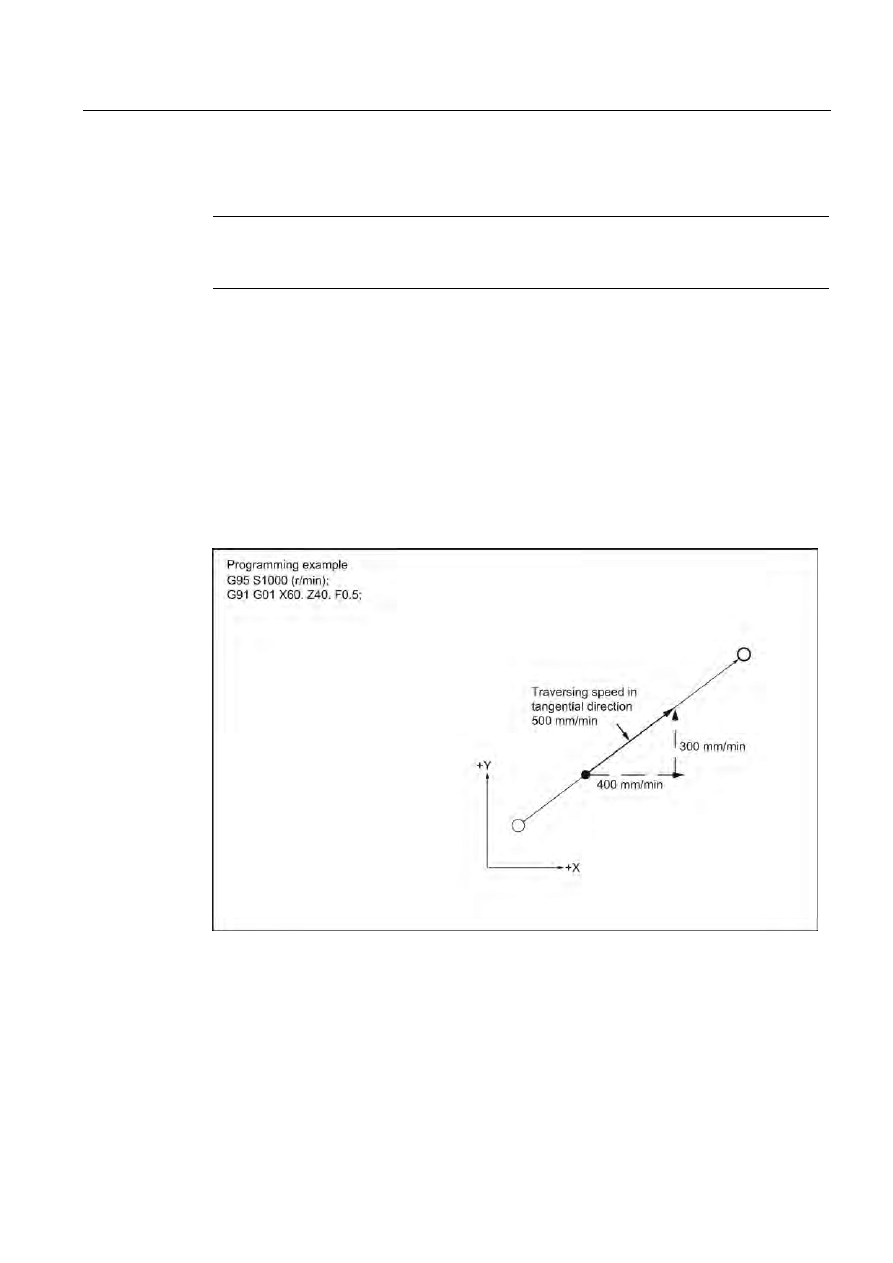
Tor jest generalnie składany z poszczególnych składników prędkości wszystkich osi
geometrii uczestniczących w ruchu i odnosi się do punktu środkowego (patrz: dwie ilustracje
poniżej).
Rysunek 1-1 Interpolacja liniowa z 2 osiami
Podstawy programowania
1.2 Warunki posuwu
Toczenie, część 3: Programowanie (ISO)
12
Podręcznik programowania i obsługi, 12/2012
Rysunek 1-2 Interpolacja kołowa z 2 osiami
Wskazówka
Jeśli „F0” jest zaprogramowane, a w bloku nie jest aktywowana funkcja „Stałe prędkości
posuwu”, wówczas wyzwalany jest alarm 14800 „Kanał %1 Nastawa %2 zaprogramowana
prędkość po torze jest mniejsza od zera lub równa zeru”.
1.2.3
Posuw liniowy (G98)
Po wskazaniu G98 wykonywany jest posuw wpisany po znaku adresowym F jest wyrażony
w mm/min, calach/min lub stopniach/min.
1.2.4
Prędkość posuwu obrotowego (G99)
Po wprowadzeniu G99 wykonywany jest posuw związany z wrzecionem głównym, wyrażony
w mm/obrót lub calach/obrót.
Wskazówka
Wszystkie z poleceń są modalne. Jeśli polecenie posuwu G zostanie przełączone pomiędzy
G98 i G99, posuw po torze musi zostać przeprogramowany. Posuw można również wyrazić
w stopniach/obrót do obróbki skrawaniem z osią obrotową.
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
13
Trzy tryby kodów G
2
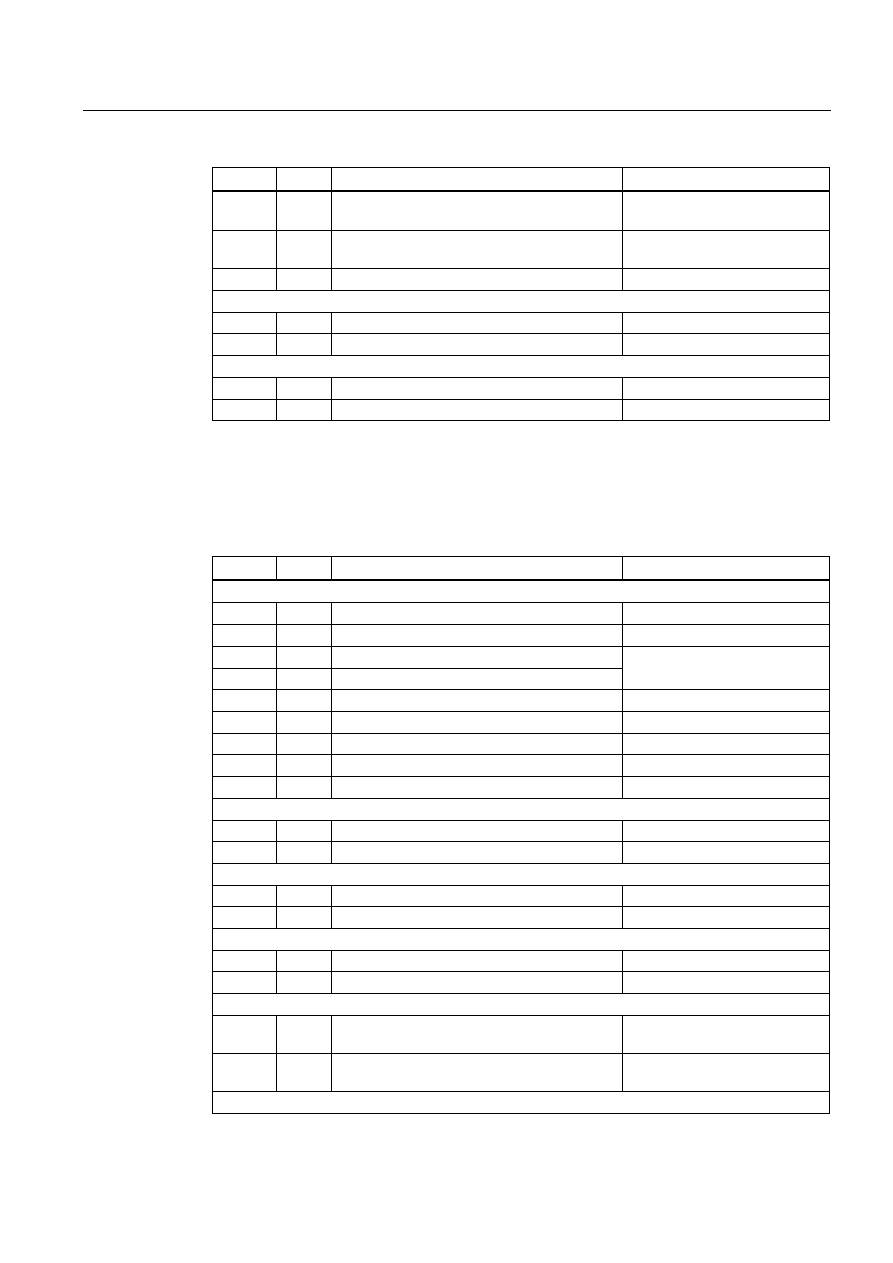
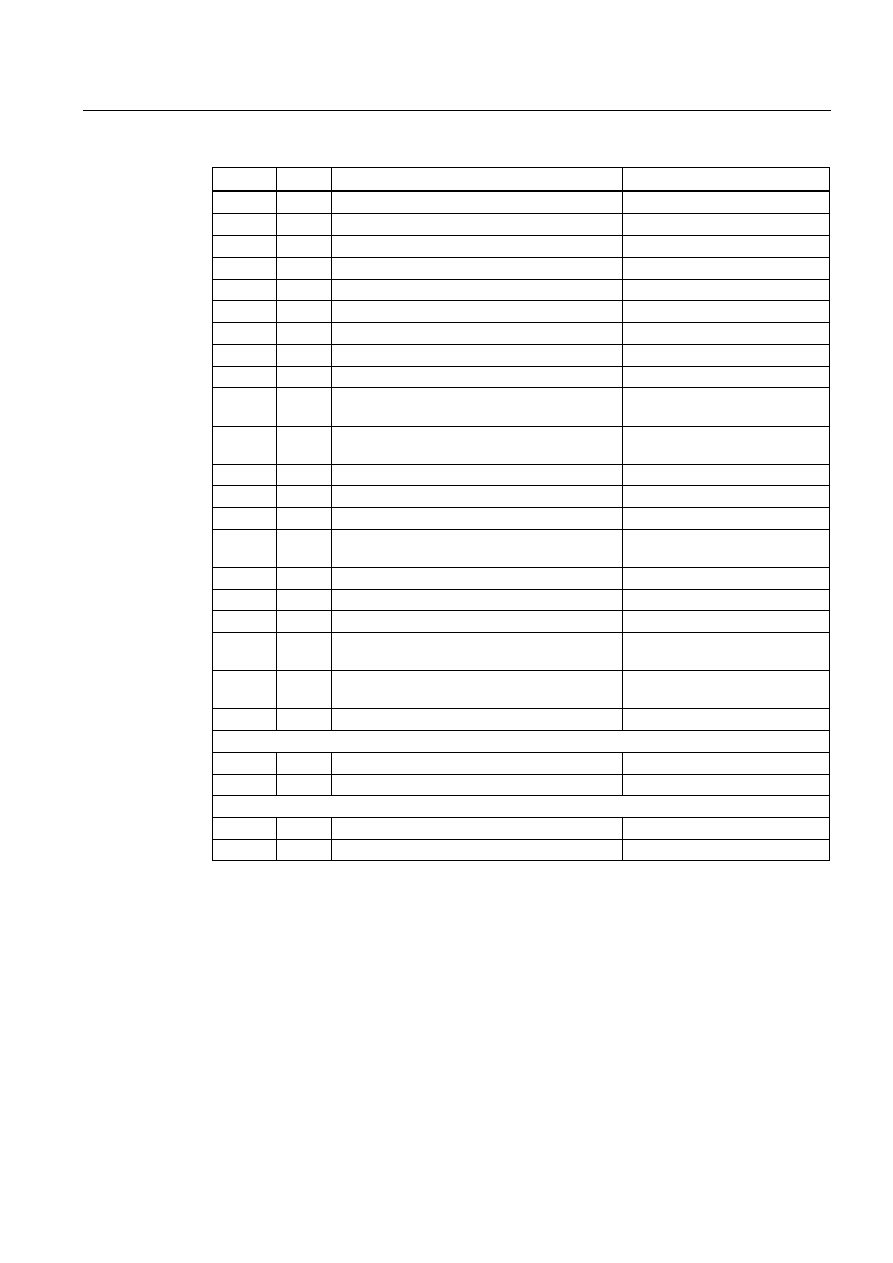
2.1
Tryb A toczenia w ISO SINUMERIK
Tabela 2- 1 Tryb A toczenia w dialekcie ISO SINUMERIK
Nazwa Indeks
Opis
Format
01. Grupa G (modalna)
G0
1
Szybki przesuw
G00 X... Y... Z... ;
G1
2
Ruch liniowy
G01 X... Z... F... ;
G2
3
Okrąg/spirala w prawo
G02(G03) X(U)... Z(W)... I... K...
(R...) F... ;
G3
4
Okrąg/spirala w lewo
G32
5
Nacinanie gwintu o stałym skoku
G32 X (U)... Z (W)... F... ;
G90
6
Cykl toczenia wzdłużnego
G.. X... Z... F...
G92
7
Cykl gwintowania
G... X... Z... F... Q... ;
G94
8
Cykl nacinania promieniowego
G... X... Z... F... ;
G34
9
Nacinanie gwintu o zmiennym skoku
G34 X (U)... Z (W)... F... K... ;
02. Grupa G (modalna)
G96
1
Stała prędkość skrawania aktywna
G96 S...
G97
2
Stała prędkość nacinania nieaktywna
G97 S...
04. Grupa G (modalna)
G68
1
Podwójna prowadnica/głowica aktywna
G69
2
Podwójna prowadnica/głowica nieaktywna
06. Grupa G (modalna)
G20
1
Calowy system wprowadzania
G21
2
Metryczny system wprowadzania
07. Grupa G (modalna)
G40
1
Usunięcie zaznaczenia kompensacji
promienia noża
G41
2
Kompensacja konturu z lewej strony
G42
3
Przesunięcie konturu z prawej strony
08. Grupa G (modalna)
10. Grupa G (modalna)
G80
1
Cykl wiercenia nieaktywny
G80;
G83
2
Wiercenie głębokich otworów na powierzchni
czołowej
G83 X(U)... C(H)... Z(W)... R...
Q... P... F... M... ;
G84
3
Gwintowanie powierzchni czołowej
G84 X(U)... C(H)... Z(W)... R...
P... F... M... K... ;
G85
4
Cykl wiercenia na powierzchni czołowej
G85 X(U)... C(H)... Z(W)... R...
P... F... K... M... ;
G87
5
Wiercenie głębokich otworów na powierzchni
bocznej
G87 Z(W)... C(H)... X(U)... R...
Q... P... F... M... ;
Trzy tryby kodów G
2.1 Tryb A toczenia w ISO SINUMERIK
Toczenie, część 3: Programowanie (ISO)
14
Podręcznik programowania i obsługi, 12/2012
Nazwa Indeks
Opis
Format
G88
6
Gwintowanie na powierzchni bocznej
G88 Z(W)... C(H)... X(U)... R...
P... F... M... K... ;
G89
7
Wiercenie boczne
G89 Z(W)... C(H)... X(U)... R...
P... F... K... M... ;
12. Grupa G (modalna)
G66
1
Wywołanie modułu makropoleceń
G66 P... L... <Parametry>;
G67
2
Usunięcie wywołania modułu makropoleceń
G67 P... L... <Parametry>;
14. Grupa G (modalna)
G54
1
Wybór przesunięcia roboczego
G55
2
Wybór przesunięcia roboczego
G56
3
Wybór przesunięcia roboczego
G57
4
Wybór przesunięcia roboczego
G58
5
Wybór przesunięcia roboczego
G59
6
Wybór przesunięcia roboczego
16. Grupa G (modalna)
G17
1
Płaszczyzna XY
G18
2
Płaszczyzna ZX
G19
3
Płaszczyzna YZ
18. Grupa G (niemodalna)
G4
1
Czas przerwy w [s] lub obrotach wrzeciona
G04 X...; lub G04 P...;
G10
2
Wpisanie przesunięcia
roboczego/przesunięcia narzędzia
G10 L2 Pp X... Z... ;
G28
3
1. Najazd na punkt referencyjny
G28 X... Z... ;
G30
4
2./3./4. Najazd na punkt referencyjny
G30 Pn X... Z... ;
G31
5
Usunięcie pomiaru z pozostałą drogą
G31 X... Y... Z... F_;
G52
6
Programowalne przesunięcie robocze
G65
7
Wywołanie makropolecenia
G65 P_ L_ ;
G70
8
Cykl obróbki wykańczającej
G70 P... Q... ;
G71
9
Cykl usuwania naddatku, oś wzdłużna
G71 U... R... ;
G72
10
Cykl usunięcia naddatku, oś poprzeczna
G72 W... R... ;
G73
11
Zamknięty cykl skrawania
G73 U... W... R... ;
G74
12
Cykle pogłębiania wielokrotnie powtarzalne w
osi wzdłużnej
G74 R... ;
G75
13
Cykle pogłębiania wielokrotnie powtarzalne w
osi poprzecznej
G75 R... ; lub G75 X(U)...
Z(W)... P... Q... R... F... ;
G76
14
Cykl nacinania wielu gwintów
G76 P... (m, r, a) Q... R... ;
G50
15
Ustawienie wartości rzeczywistej
G92 (G50) X... Z... ;
G27
16
Kontrola bazowania (w rozwoju)
G27 X... Z... ;
G53
17
Najazd na pozycję w układzie współrzędnych
maszyny
G53 X... Z... ;
G10.6
19
Szybkie podnoszenie aktywne/nieaktywne
G5
20
Cykle skrawania z dużą prędkością
G05 Pxxxxx Lxxx ;
G30.1
21
Najazd na punkt referencyjny
-
Trzy tryby kodów G
2.2 Tryb B toczenia w ISO SINUMERIK
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
15
Nazwa Indeks
Opis
Format
G5.1
22
Cykle skrawania z dużą prędkością ->
Wywołanie CYCLE305
-
G50.3
23
Usunięcie rzeczywistej wartości, wyzerowanie
WCS
G60
24
Pozycjonowanie kierowane
20. Grupa G (modalna)
G50.2
1
Toczenie wielokrawędziowe nieaktywne
G51.2
2
Toczenie wielokrawędziowe aktywne
G51.2 P...Q...;
31. Grupa G (modalna)
G290
1
Wybór trybu Siemens
-
G291
2
Wybór trybu ISO
-
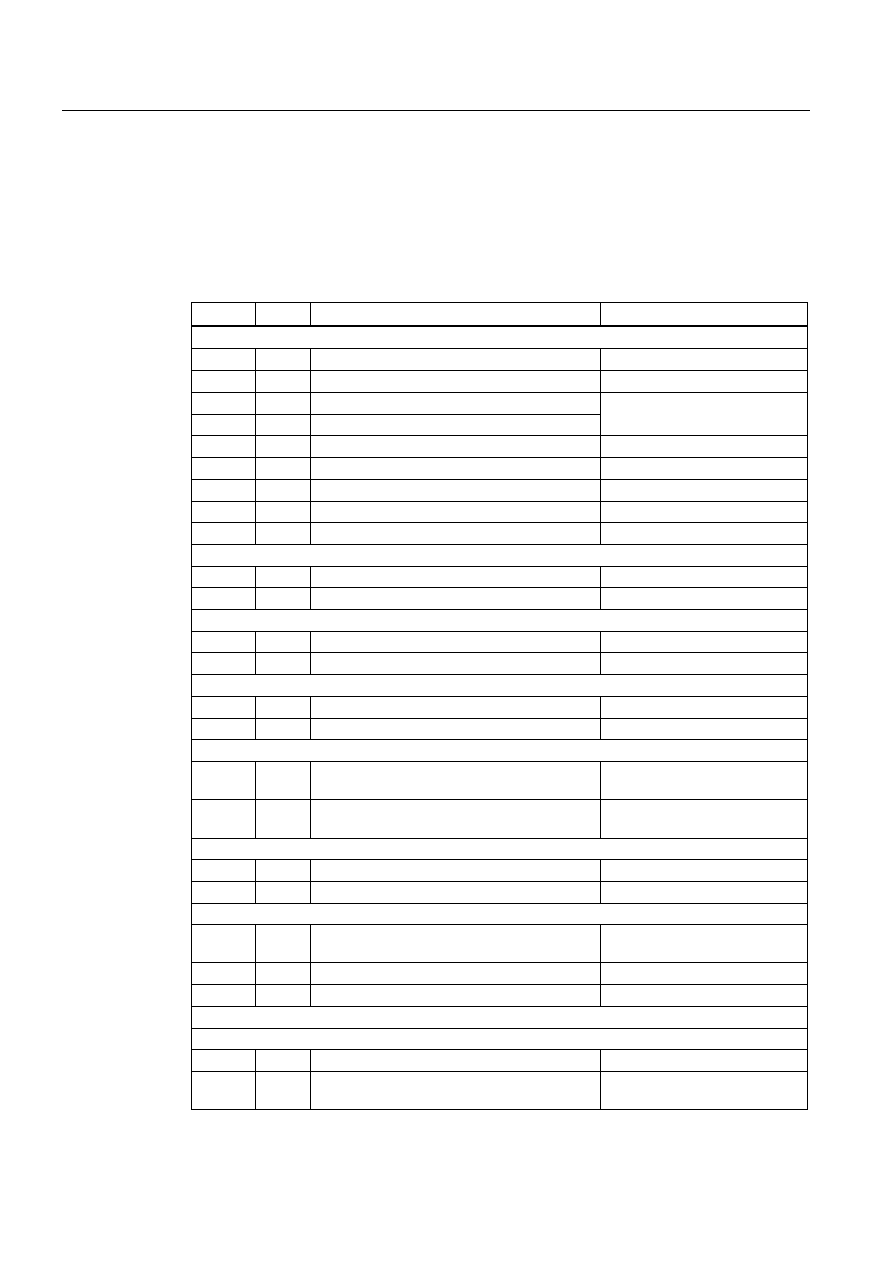
2.2
Tryb B toczenia w ISO SINUMERIK
Tabela 2- 2 Tryb B toczenia w dialekcie ISO SINUMERIK
Nazwa Indeks
Opis
Format
01. Grupa G (modalna)
G0
1
Szybki przesuw
G00 X... Y... Z... ;
G1
2
Ruch liniowy
G01 X... Z... F... ;
G2
3
Okrąg/spirala w prawo
G02(G03) X(U)... Z(W)... I... K...
(R...) F... ;
G3
4
Okrąg/spirala w lewo
G33
5
Nacinanie gwintu o stałym skoku
G33 X (U)... Z (W)... F... ;
G77
6
Cykl toczenia wzdłużnego
G.. X... Z... F...
G78
7
Cykl gwintowania
G... X... Z... F... Q... ;
G79
8
Cykl toczenia powierzchni czołowej
G... X... Z... F... ;
G34
9
Nacinanie gwintu o zmiennym skoku
G34 X (U)... Z (W)... F... K... ;
02. Grupa G (modalna)
G96
1
Stała prędkość skrawania aktywna
G96 S...
G97
2
Stała prędkość nacinania nieaktywna
G97 S...
03. Grupa G (modalna)
G90
1
Programowanie bezwzględne
G91
2
Programowanie przyrostowe
04. Grupa G (modalna)
G68
1
Podwójna prowadnica/głowica aktywna
G69
2
Podwójna prowadnica/głowica nieaktywna
05. Grupa G (modalna)
G94
1
Prędkość posuwu liniowego w [mm/min,
calach/min]
G95
2
Prędkość posuwu obrotowego w [mm/obrót,
calach/obrót]
06. Grupa G (modalna)
Trzy tryby kodów G
2.2 Tryb B toczenia w ISO SINUMERIK
Toczenie, część 3: Programowanie (ISO)
16
Podręcznik programowania i obsługi, 12/2012
Nazwa Indeks
Opis
Format
G20
1
Calowy system wprowadzania
G21
2
Metryczny system wprowadzania
07. Grupa G (modalna)
G40
1
Usunięcie zaznaczenia kompensacji
promienia noża
G41
2
Kompensacja konturu z lewej strony
G42
3
Przesunięcie konturu z prawej strony
08. Grupa G (modalna)
10. Grupa G (modalna)
G80
1
Cykl wiercenia nieaktywny
G80;
G83
2
Wiercenie głębokich otworów na powierzchni
czołowej
G83 X(U)... C(H)... Z(W)... R...
Q... P... F... M... ;
G84
3
Gwintowanie powierzchni czołowej
G84 X(U)... C(H)... Z(W)... R...
P... F... M... K... ;
G85
4
Cykl wiercenia na powierzchni czołowej
G85 X(U)... C(H)... Z(W)... R...
P... F... K... M... ;
G87
5
Wiercenie głębokich otworów na powierzchni
bocznej
G87 Z(W)... C(H)... X(U)... R...
Q... P... F... M... ;
G88
6
Gwintowanie na powierzchni bocznej
G88 Z(W)... C(H)... X(U)... R...
P... F... M... K... ;
G89
7
Wiercenie boczne
G89 Z(W)... C(H)... X(U)... R...
P... F... K... M... ;
11. Grupa G (modalna)
G98
1
Powrót do punktu początkowego w cyklach
wiercenia
G99
2
Powrót do punktu R w cyklach wiercenia
12. Grupa G (modalna)
G66
1
Wywołanie modułu makropoleceń
G66 P... L... <Parametry>;
G67
2
Usunięcie wywołania modułu makropoleceń
G67 P... L... <Parametry>;
14. Grupa G (modalna)
G54
1
Wybór przesunięcia roboczego
G55
2
Wybór przesunięcia roboczego
G56
3
Wybór przesunięcia roboczego
G57
4
Wybór przesunięcia roboczego
G58
5
Wybór przesunięcia roboczego
G59
6
Wybór przesunięcia roboczego
16. Grupa G (modalna)
G17
1
Płaszczyzna XY
G18
2
Płaszczyzna ZX
G19
3
Płaszczyzna YZ
18. Grupa G (niemodalna)
G4
1
Czas przerwy w [s] lub obrotach wrzeciona
G04 X...; lub G04 P...;
G10
2
Wpisanie przesunięcia
roboczego/przesunięcia narzędzia
G10 L2 Pp X... Z... ;
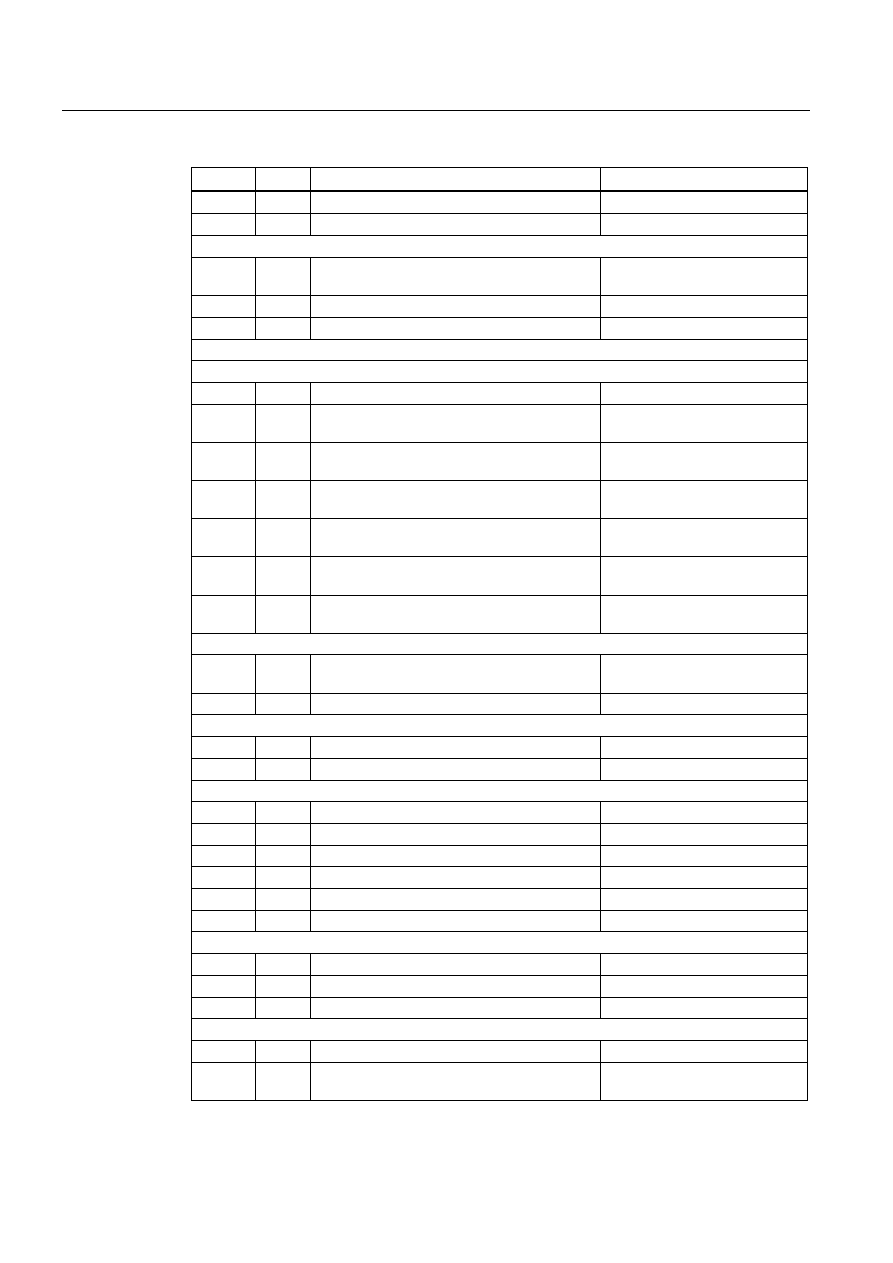
Trzy tryby kodów G
2.2 Tryb B toczenia w ISO SINUMERIK
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
17
Nazwa Indeks
Opis
Format
G28
3
1. Najazd na punkt referencyjny
G28 X... Z... ;
G30
4
2./3./4. Najazd na punkt referencyjny
G30 Pn X... Z... ;
G31
5
Usunięcie pomiaru z pozostałą drogą
G31 X... Y... Z... F_;
G52
6
Programowalne przesunięcie robocze
G65
7
Wywołanie makropolecenia
G65 P_ L_ ;
G70
8
Cykl obróbki wykańczającej
G70 P... Q... ;
G71
9
Cykl usuwania naddatku, oś wzdłużna
G71 U... R... ;
G72
10
Cykl usunięcia naddatku, oś poprzeczna
G72 W... R... ;
G73
11
Zamknięty cykl skrawania
G73 U... W... R... ;
G74
12
Cykle pogłębiania wielokrotnie powtarzalne w
osi wzdłużnej
G74 R... ;
G75
13
Cykle pogłębiania wielokrotnie powtarzalne w
osi poprzecznej
G75 R... ; lub G75 X(U)...
Z(W)... P... Q... R... F... ;
G76
14
Cykl nacinania wielu gwintów
G76 P... (m, r, a) Q... R... ;
G92
15
Ustawienie wartości rzeczywistej
G92 (G50) X... Z... ;
G27
16
Kontrola bazowania (w rozwoju)
G27 X... Z... ;
G53
17
Najazd na pozycję w układzie współrzędnych
maszyny
(G90) G53 X... Z... ;
G10.6
18
Szybkie podnoszenie aktywne/nieaktywne
G5
19
Cykle skrawania z dużą prędkością
G05 Pxxxxx Lxxx ;
G30.1
20
Najazd na punkt referencyjny
G5.1
21
Cykle skrawania z dużą prędkością ->
Wywołanie CYCLE305
G92.1
22
Usunięcie rzeczywistej wartości, wyzerowanie
WCS
G60
23
Pozycjonowanie kierowane
20. Grupa G (modalna)
G50.2
1
Toczenie wielokrawędziowe nieaktywne
G51.2
2
Toczenie wielokrawędziowe aktywne
G51.2 P...Q...;
31. Grupa G (modalna)
G290
1
Wybór trybu Siemens
G291
2
Wybór trybu ISO
Trzy tryby kodów G
2.3 Tryb C toczenia w ISO SINUMERIK
Toczenie, część 3: Programowanie (ISO)
18
Podręcznik programowania i obsługi, 12/2012
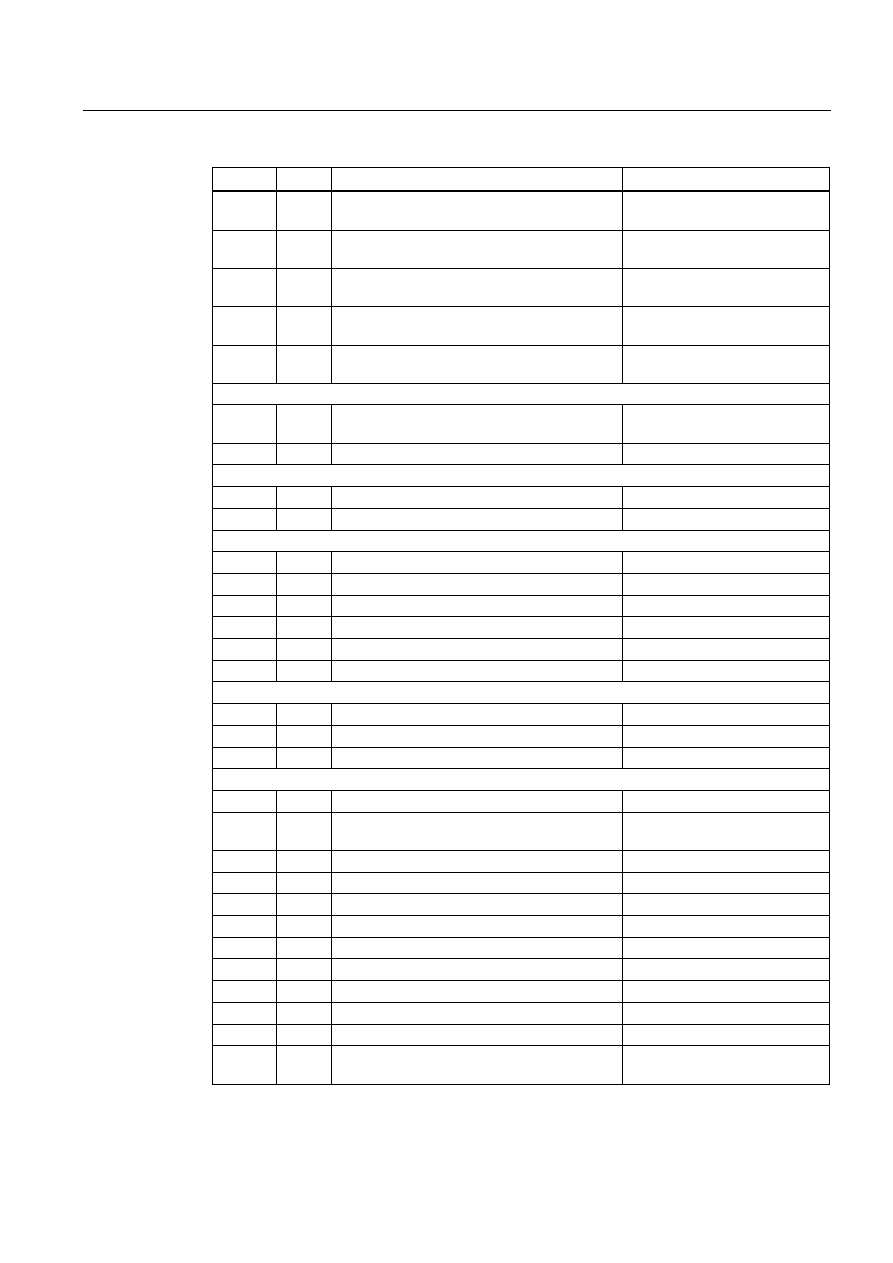
2.3
Tryb C toczenia w ISO SINUMERIK
Tabela 2- 3 Tryb C toczenia w ISO SINUMERIK
Nazwa Indeks
Opis
Format
01. Grupa G (modalna)
G0
1
Szybki przesuw
G00 X... Y... Z... ;
G1
2
Ruch liniowy
G01 X... Z... F... ;
G2
3
Okrąg/spirala w prawo
G02(G03) X(U)... Z(W)... I... K...
(R...) F... ;
G3
4
Okrąg/spirala w lewo
G33
5
Nacinanie gwintu o stałym skoku
G33 X (U)... Z (W)... F... ;
G20
6
Cykl toczenia wzdłużnego
G... X... Z... R... F... ;
G21
7
Cykl gwintowania
G... X... Z... F... Q... ;
G24
8
Cykl toczenia powierzchni czołowej
G... X... Z... F... ;
G34
9
Nacinanie gwintu o zmiennym skoku
G34 X (U)... Z (W)... F... K... ;
02. Grupa G (modalna)
G96
1
Stała prędkość skrawania aktywna
G96 S...
G97
2
Stała prędkość nacinania nieaktywna
G97 S...
03. Grupa G (modalna)
G90
1
Programowanie bezwzględne
G91
2
Programowanie przyrostowe
04. Grupa G (modalna)
G68
1
Podwójna prowadnica/głowica aktywna
G69
2
Podwójna prowadnica/głowica nieaktywna
05. Grupa G (modalna)
G94
1
Prędkość posuwu liniowego w [mm/min,
calach/min]
G95
2
Prędkość posuwu obrotowego w [mm/obrót,
calach/obrót]
06. Grupa G (modalna)
G70
1
Calowy system wprowadzania
G70 P... Q... ;
G71
2
Metryczny system wprowadzania
G71 U... R... ;
07. Grupa G (modalna)
G40
1
Usunięcie zaznaczenia kompensacji
promienia noża
G41
2
Kompensacja konturu z lewej strony
G42
3
Przesunięcie konturu z prawej strony
08. Grupa G (modalna)
10. Grupa G (modalna)
G80
1
Cykl wiercenia nieaktywny
G80;
G83
2
Wiercenie głębokich otworów na powierzchni
czołowej
G83 X(U)... C(H)... Z(W)... R...
Q... P... F... M... ;
Trzy tryby kodów G
2.3 Tryb C toczenia w ISO SINUMERIK
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
19
Nazwa Indeks
Opis
Format
G84
3
Gwintowanie powierzchni czołowej
G84 X(U)... C(H)... Z(W)... R...
P... F... M... K... ;
G85
4
Cykl wiercenia na powierzchni czołowej
G85 X(U)... C(H)... Z(W)... R...
P... F... K... M... ;
G87
5
Wiercenie głębokich otworów na powierzchni
bocznej
G87 Z(W)... C(H)... X(U)... R...
Q... P... F... M... ;
G88
6
Gwintowanie na powierzchni bocznej
G88 Z(W)... C(H)... X(U)... R...
P... F... M... K... ;
G89
7
Wiercenie boczne
G89 Z(W)... C(H)... X(U)... R...
P... F... K... M... ;
11. Grupa G (modalna)
G98
1
Powrót do punktu początkowego w cyklach
wiercenia
G99
2
Powrót do punktu R w cyklach wiercenia
12. Grupa G (modalna)
G66
1
Wywołanie modułu makropoleceń
G66 P... L... <Parametry>;
G67
2
Usunięcie wywołania modułu makropoleceń
G67 P... L... <Parametry>;
14. Grupa G (modalna)
G54
1
Wybór przesunięcia roboczego
G55
2
Wybór przesunięcia roboczego
G56
3
Wybór przesunięcia roboczego
G57
4
Wybór przesunięcia roboczego
G58
5
Wybór przesunięcia roboczego
G59
6
Wybór przesunięcia roboczego
16. Grupa G (modalna)
G17
1
Płaszczyzna XY
G18
2
Płaszczyzna ZX
G19
3
Płaszczyzna YZ
18. Grupa G (niemodalna)
G4
1
Czas przerwy w [s] lub obrotach wrzeciona
G04 X...; lub G04 P...;
G10
2
Wpisanie przesunięcia
roboczego/przesunięcia narzędzia
G10 L2 Pp X... Z... ;
G28
3
1. Najazd na punkt referencyjny
G28 X... Z... ;
G30
4
2./3./4. Najazd na punkt referencyjny
G30 Pn X... Z... ;
G31
5
Usunięcie pomiaru z pozostałą drogą
G31 X... Y... Z... F_;
G52
6
Programowalne przesunięcie robocze
G65
7
Wywołanie makropolecenia
G65 P_ L_ ;
G72
8
Cykl obróbki wykańczającej
G72 P... Q... ;
G73
9
Cykl usuwania naddatku, oś wzdłużna
G73 U... R... ;
G74
10
Cykl usunięcia naddatku, oś poprzeczna
G74 W... R... ;
G75
11
Powtórzenie konturu
G75 U... W... R... ;
G76
12
Cykle pogłębiania wielokrotnie powtarzalne w
osi wzdłużnej
G76 R...
Trzy tryby kodów G
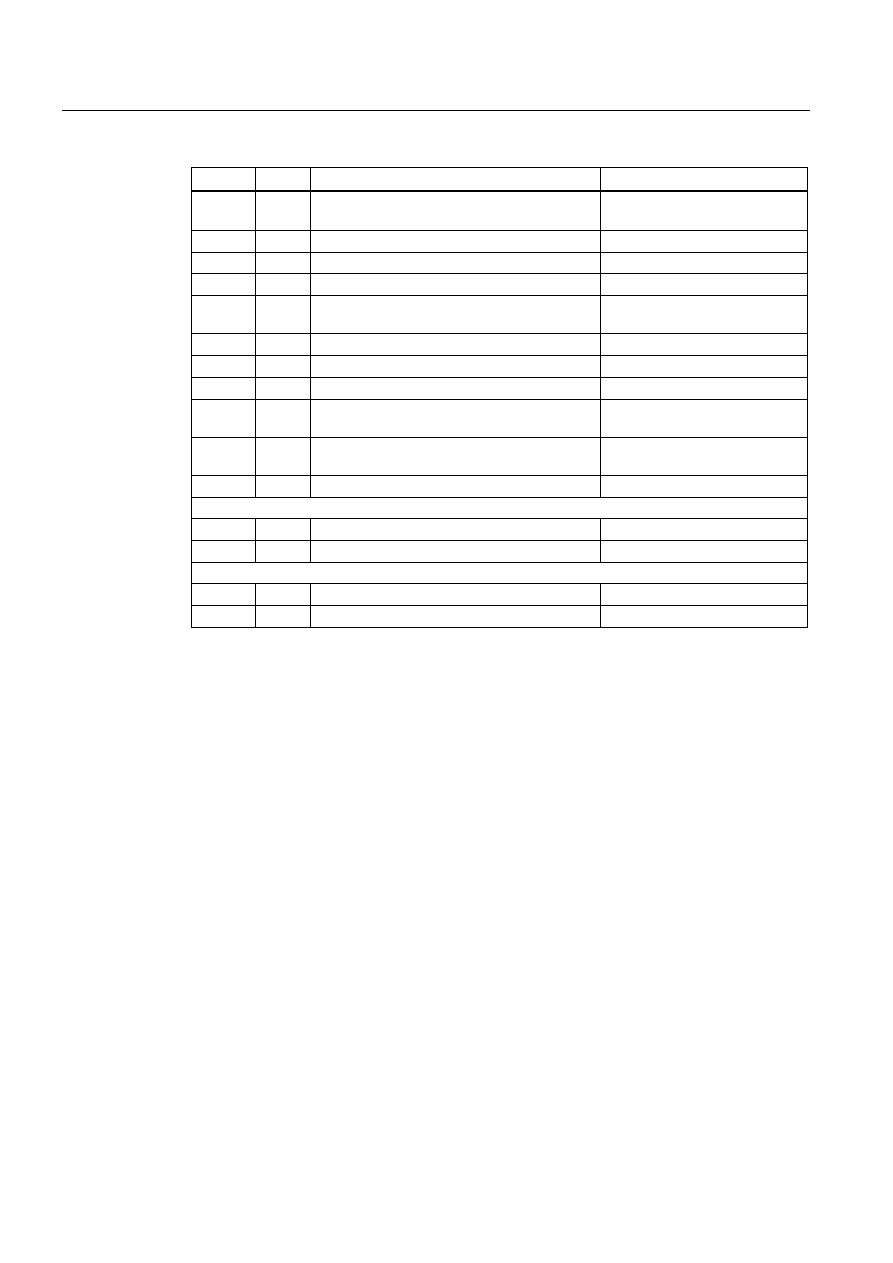
2.3 Tryb C toczenia w ISO SINUMERIK
Toczenie, część 3: Programowanie (ISO)
20
Podręcznik programowania i obsługi, 12/2012
Nazwa Indeks
Opis
Format
G77
13
Cykle pogłębiania wielokrotnie powtarzalne w
osi poprzecznej
G77 R... ; lub G77 X(U)...
Z(W)... P... Q... R... F... ;
G78
14
Cykl nacinania wielu gwintów
G78 P... (m, r, a) Q... R... ;
G92
15
Ustawienie wartości rzeczywistej
G92 (G50) X... Z... ;
G27
16
Kontrola bazowania (w rozwoju)
G27 X... Z... ;
G53
17
Najazd na pozycję w układzie współrzędnych
maszyny
(G90) G53 X... Z... ;
G10.6
18
Szybkie podnoszenie aktywne/nieaktywne
G5
19
Cykle skrawania z dużą prędkością
G05 Pxxxxx Lxxx ;
G30.1
20
Najazd na punkt referencyjny
G5.1
21
Cykle skrawania z dużą prędkością ->
Wywołanie CYCLE305
G92.1
22
Usunięcie rzeczywistej wartości, wyzerowanie
WCS
G60
23
Pozycjonowanie kierowane
20. Grupa G (modalna)
G50.2
1
Toczenie wielokrawędziowe nieaktywne
G51.2
2
Toczenie wielokrawędziowe aktywne
G51.2 P...Q...;
31. Grupa G (modalna)
G290
1
Wybór trybu Siemens
G291
2
Wybór trybu ISO
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
21
Polecenia przesuwu
3
3.1
Polecenia interpolacji
Kolejny punkt zawiera opis poleceń pozycjonowania i interpolacji, przy pomocy których
monitorowany jest tor narzędzia podążający za zaprogramowanym konturem, takim jak linia
prosta lub łuk kołowy.
3.1.1
Szybki przesuw (G00)
Szybkie ruchy przejazdowe umożliwiają szybkie ustawienie narzędzia, wykonanie ruchu
wokół przedmiotu lub najazd na punkt wymiany narzędzia.
Do pozycjonowania służą następujące funkcje G (patrz: tabela poniżej):
Tabela 3- 1 Funkcje G pozycjonowania
Funkcja G
Funkcja
Grupa G
G00
Szybki przesuw
01
G01
Ruch liniowy
01
G02
Okrąg/spirala w prawo
01
G03
Okrąg/spirala w lewo
01
Pozycjonowanie poleceniem (G00)
Format
G00 X... Y... Z... ;
G00 z interpolacją liniową
Ruch narzędzia zaprogramowany poleceniem G00 zachodzi z największą dopuszczalną
prędkością (szybki przesuw). Prędkość szybkiego przesuwu definiowana jest w danych
maszynowych odrębnie dla każdej osi. Jeśli szybki przesuw zachodzi jednocześnie na kilku
osiach, prędkość szybkiego przesuwu w przypadku interpolacji liniowej wyznaczana jest
przez oś, co wymaga większości czasu dla tego odcinka toru.
Polecenia przesuwu
3.1 Polecenia interpolacji
Toczenie, część 3: Programowanie (ISO)
22
Podręcznik programowania i obsługi, 12/2012
G00 bez interpolacji liniowej
Osie nie zaprogramowane w bloku G00 nie są pokonywane przesuwem. Poszczególne osie
przesuwane są podczas pozycjonowania z prędkością szybkiego przesuwu zdefiniowanego
dla każdej osi niezależnie. Dokładne prędkości maszyny podano w dokumentacji producenta
maszyny.
Rysunek 3-1 Szybki przesuw w 2 osiach interpolacyjnych
Wskazówka
Ponieważ osie przesuwają się niezależnie od siebie podczas pozycjonowania G00 (nie
interpolują), każda z osi dociera do celu w różnym czasie. Z tego powodu należy
postępować ze szczególną ostrożnością podczas pozycjonowania więcej niż jednej osi, by
nie dopuścić do kolizji narzędzia z przedmiotem lub urządzeniem.
Polecenia przesuwu
3.1 Polecenia interpolacji
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
23
Rysunek 3-2 Przykład programowania
Interpolacja liniowa (G00)
Interpolacja liniowa poleceniem G00 ustawiana jest poprzez ustawienie danych
maszynowych 20732 $MC_EXTERN_GO_LINEAR_MODE. Z tego powodu wszystkie
zaprogramowane osie przesuwają się szybkim przesuwem z interpolacją liniową i docierają
do położeń docelowych jednocześnie.
3.1.2
Interpolacja liniowa (G01)
Przy G01 narzędzie przemieszcza się na liniach osiowo równoległych, nachylonych lub
prostych rozmieszczonych arbitralnie w przestrzeni. Interpolacja liniowa umożliwia obróbkę
powierzchni trójwymiarowych, rowków itp.
Format
G01 X... Z... F... ;
W przypadku G01 interpolacja liniowa wykonywana jest wraz z posuwem po torze. Osie nie
zaprogramowane w bloku G01 nie są również przemieszczane. Interpolacja liniowa
programowana jest w sposób pokazany na powyższym przykładzie.
Posuw F dla osi trajektorii
Prędkość posuwu jest określona pod adresem F. W zależności od ustawienia domyślnego w
danych maszynowych, jednostkami miary wskazywanymi w poleceniach G (G93, G98, G99)
są milimetry lub cale.
Polecenia przesuwu
3.1 Polecenia interpolacji
Toczenie, część 3: Programowanie (ISO)
24
Podręcznik programowania i obsługi, 12/2012
W jednym bloku sterowania numerycznego można zaprogramować jedną wartość F.
Jednostka prędkości posuwu jest definiowana za pośrednictwem jednego z wspomnianych
poleceń G. Posuw F działa tylko dla osi trajektorii i pozostaje aktywny do chwili
zaprogramowania nowej wartości posuwu. Zastosowanie separatorów po adresie F jest
dozwolone.
Wskazówka
Jeśli blok lub wcześniejszy blok nie zawiera posuwu Fxx zaprogramowanego poleceniem
G01, po wykonaniu bloku G01 wyzwalany jest alarm.
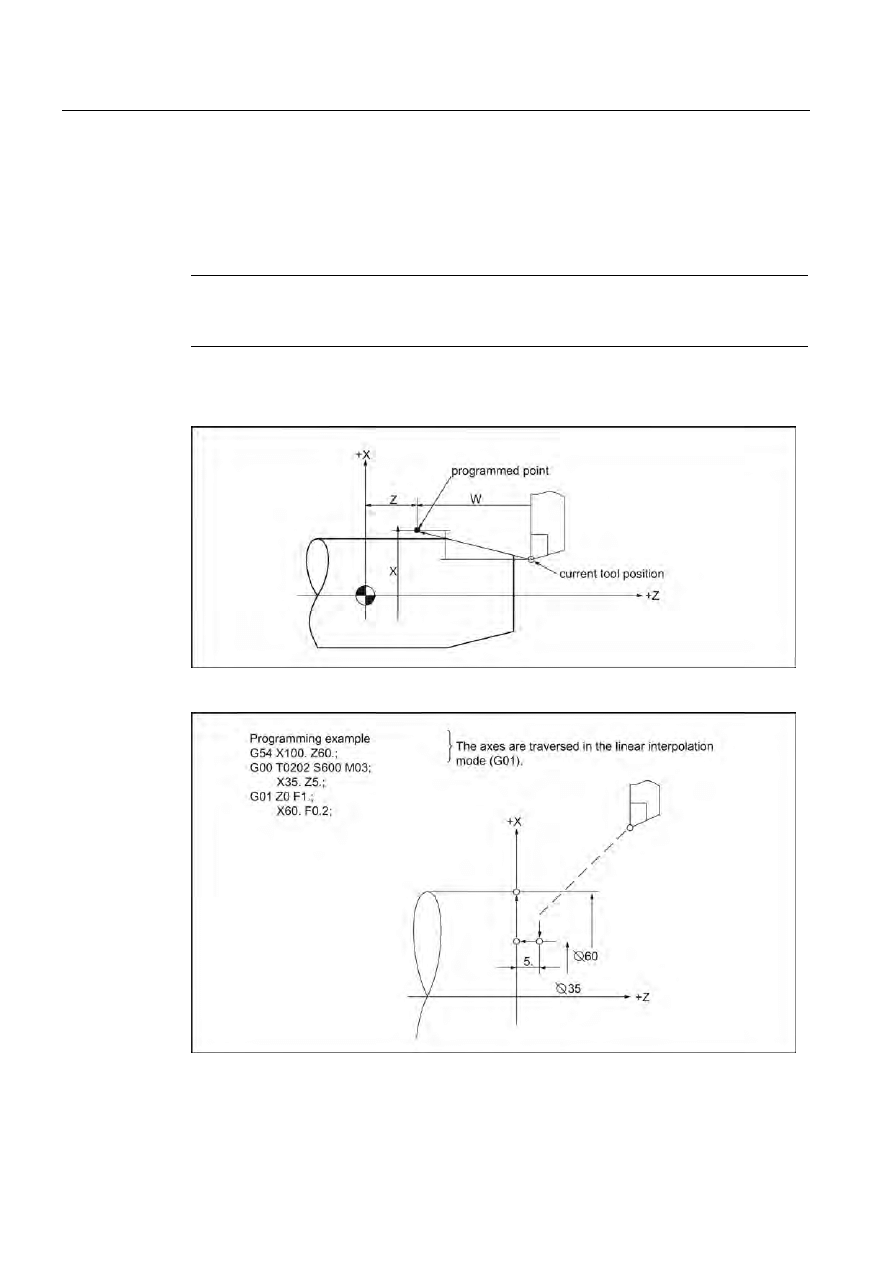
Punkt końcowy można zdefiniować jako bezwzględny lub przyrostowy. Szczegółowe
informacje zawiera punkt „Wymiarowanie bezwzględne/przyrostowe”.
Rysunek 3-3 Interpolacja liniowa
Rysunek 3-4 Przykład programowania
Polecenia przesuwu
3.1 Polecenia interpolacji
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
25
3.1.3
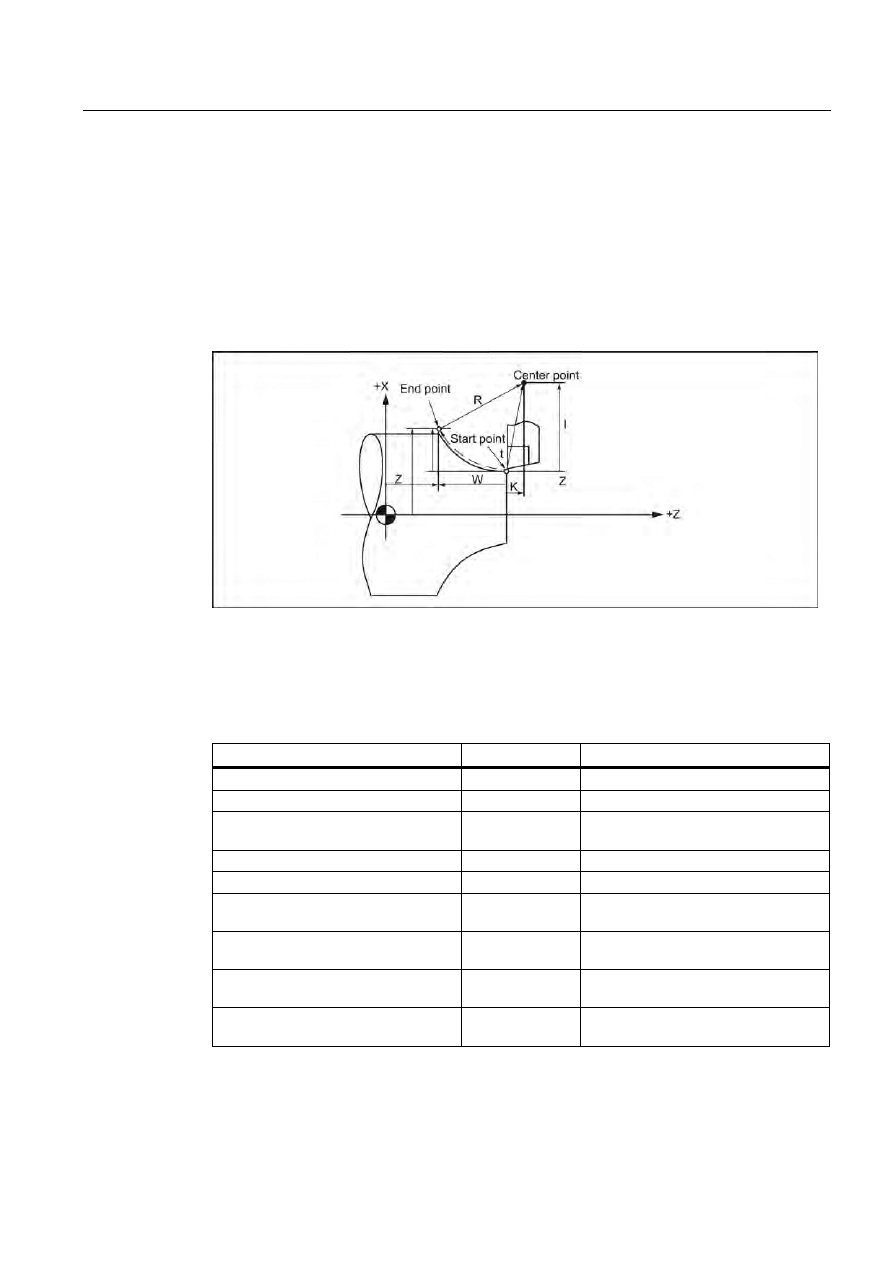
Interpolacja kołowa (G02, G03)
Format
Polecenie przedstawione poniżej wymusza przesuw narzędzia obrotowego w płaszczyźnie
ZX zaprogramowanego łuku kołowego. Zaprogramowana prędkość po torze jest dzięki temu
utrzymywana na całym łuku.
G02(G03) X(U)... Z(W)... I... K... (R...) F... ;
Rysunek 3-5 Interpolacja kołowa
Warunkiem uruchomienia interpolacji kołowej jest wykonanie poleceń przedstawionych w
poniższej tabeli:
Tabela 3- 2 Polecenia wykonania interpolacji kołowej
Element
Polecenie
Opis
Kierunek obrotów
G02
W prawo
G03
W lewo
Położenie punktu końcowego
X (U)
Współrzędna X punktu końcowego łuku
(wartość po średnicy)
Z (W)
Współrzędna Z punktu końcowego łuku
Y (V)
Współrzędna Y punktu końcowego łuku
Odległość pomiędzy punktem
początkowym i punktem środkowym
I
Odległość od punktu początkowego do
punktu środkowego łuku na osi X
J
Odległość od punktu początkowego do
punktu środkowego łuku na osi Y
K
Odległość od punktu początkowego do
punktu środkowego łuku na osi Z
Promień łuku
R
Odległość od punktu początkowego do
środka łuku
Polecenia przesuwu
3.1 Polecenia interpolacji
Toczenie, część 3: Programowanie (ISO)
26
Podręcznik programowania i obsługi, 12/2012
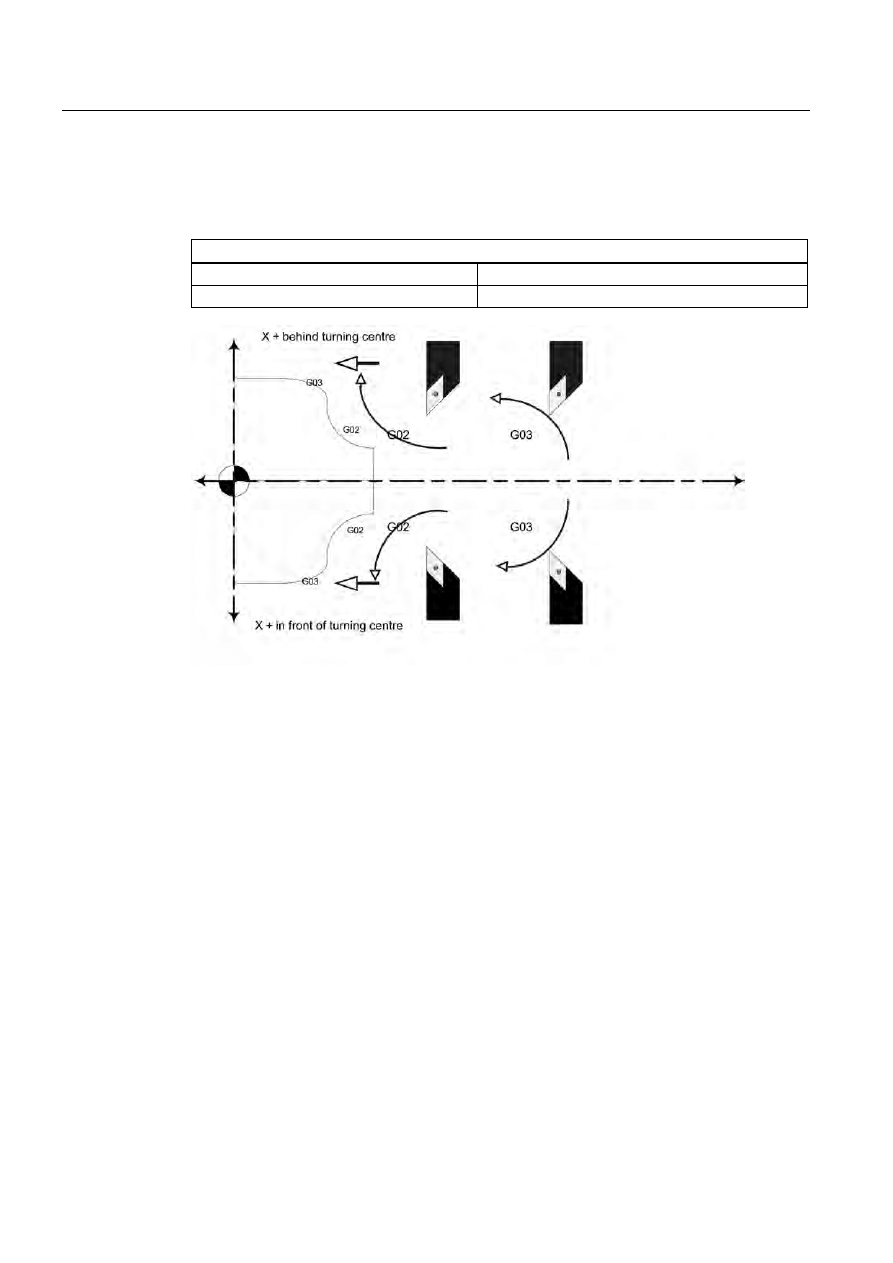
Kierunek obrotów
Kierunek obrotu łuku zdefiniowany jest funkcjami G wymienionymi w poniższej tabeli.
Kierunek obrotów
G02
W prawo
G03
W lewo
Rysunek 3-6 Kierunek obrotu łuku
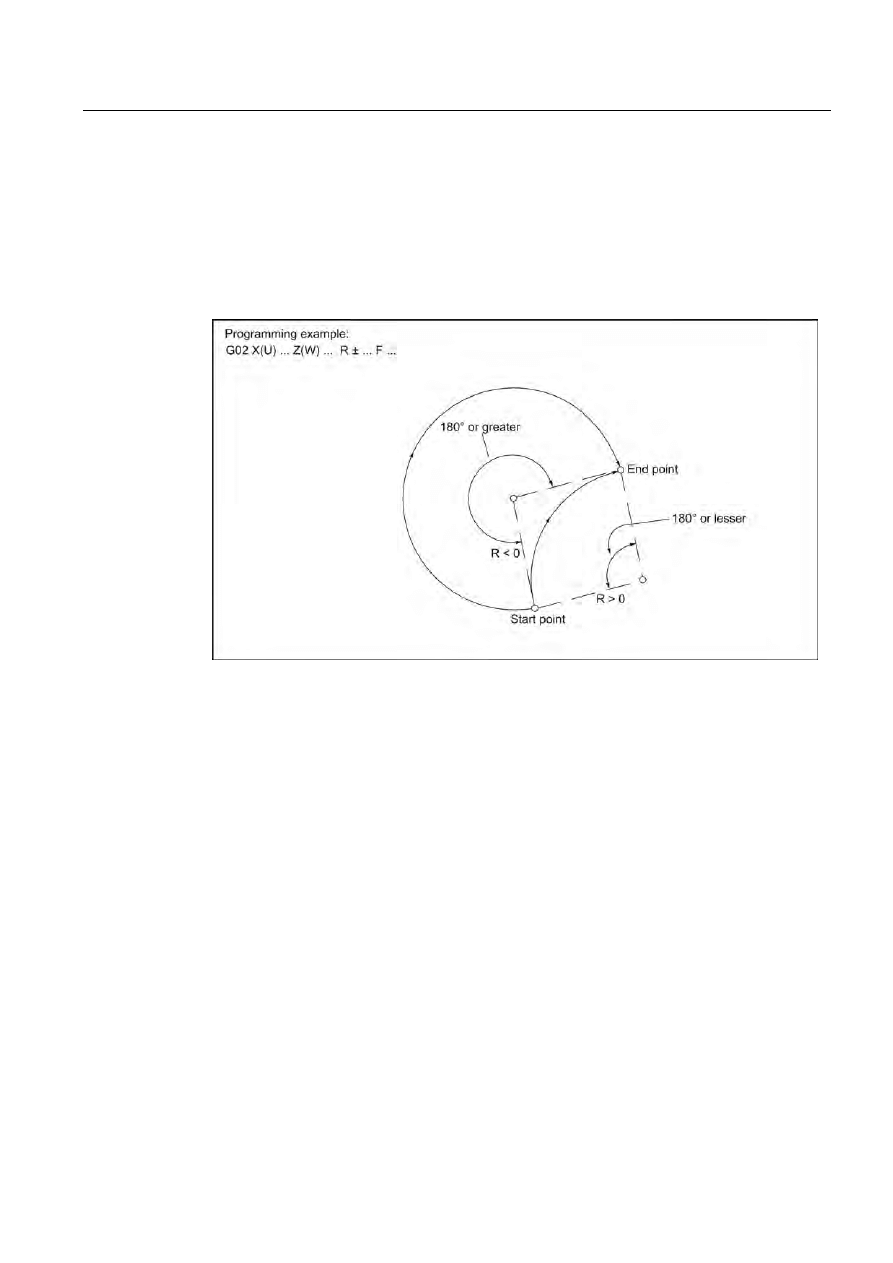
Programowanie po okręgu
Tryb ISO udostępnia dwie możliwości zaprogramowania ruchów kołowych.
Ruch okrężny opisują:
Polecenia przesuwu
3.1 Polecenia interpolacji
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
27
● Punkt środkowy i punkt końcowy w wymiarze bezwzględnym lub przyrostowym
● Promień i punkt końcowy we współrzędnych kartezjańskich
W przypadku interpolacji kołowej z kątem środkowym <= 180 stopni musi zostać
zaprogramowany „R > 0” (dodatni).
W przypadku interpolacji kołowej z kątem środkowym > 180 stopni musi zostać
zaprogramowany „R < 0” (ujemny).
Rysunek 3-7 Interpolacja kołowa z podaniem promienia R
Posuw
Posuw jest w interpolacji kołowej programowany tak samo, jak w interpolacji liniowej (patrz:
punkt „Interpolacja liniowa (G01)”).
Polecenia przesuwu
3.1 Polecenia interpolacji
Toczenie, część 3: Programowanie (ISO)
28
Podręcznik programowania i obsługi, 12/2012
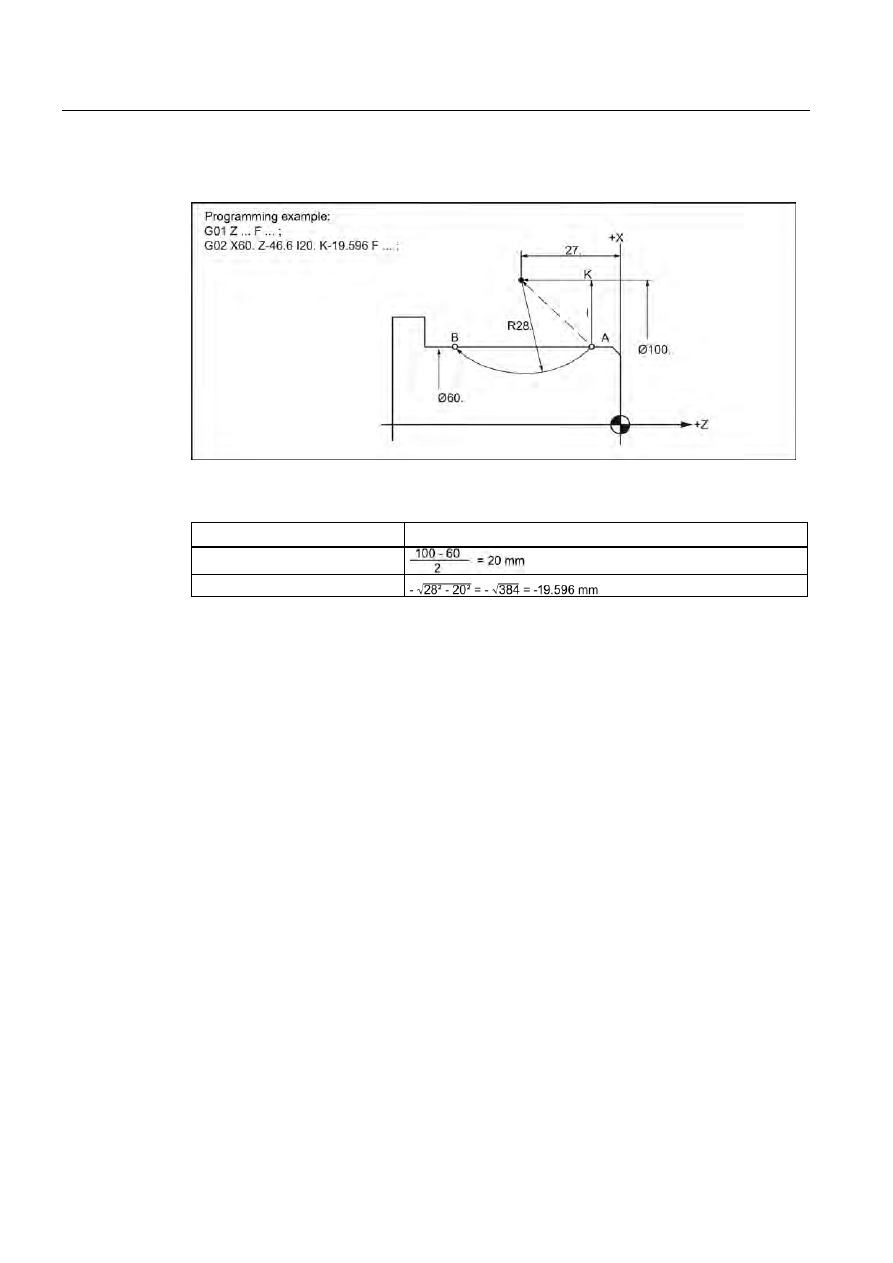
Przykład programowania
Rysunek 3-8 Interpolacja kołowa w kilku ćwiartkach
Środek łuku
(100,00, 27,00)
Wartość „I”
Wartość „K”
3.1.4
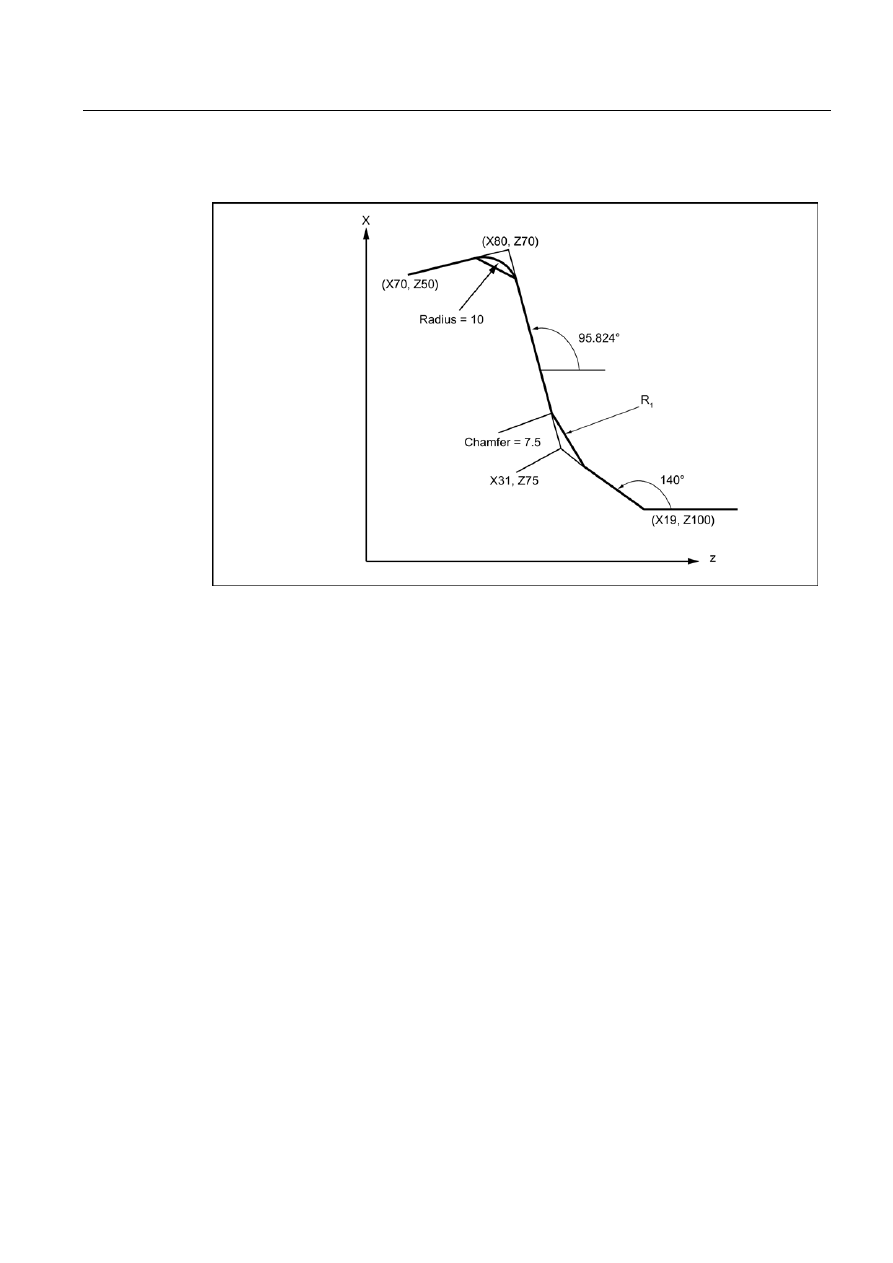
Programowanie definicji konturu i wstawianie faz i promieni
Fazy lub promienie można wstawić po każdym bloku, pomiędzy konturami liniowymi i
kołowymi – na przykład w celu stępienia ostrych krawędzi przedmiotu.
Podczas wstawiania możliwe są następujące kombinacje:
● pomiędzy dwiema liniami prostymi
● pomiędzy dwoma łukami
● pomiędzy łukiem i linią prostą
● pomiędzy linią prostą i łukiem
Format
, C...; Faza
, R...; Zaokrąglenie
Przykład
N10 G1 X9. Z100. F1000 G18
G1 X19 Z100
X31 ANG=140 CHF=7.5
Polecenia przesuwu
3.2 Najazd na punkt referencyjny funkcjami G
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
29
N30 X80. Z70., A95.824, R10
Rysunek 3-9 3 linie proste
Tryb ISO
Adres C z pierwotnego ISO można wykorzystać w charakterze nazwy osi, a także do
nadania nazwy fazie na konturze.
Adresem R może być parametr cyklu lub identyfikator promienia konturu.
W celu odróżnienia tych dwóch możliwości, podczas programowania definicji konturu przed
adresem „R” lub „C” należy wstawić przecinek „,”.
3.2
Najazd na punkt referencyjny funkcjami G
3.2.1
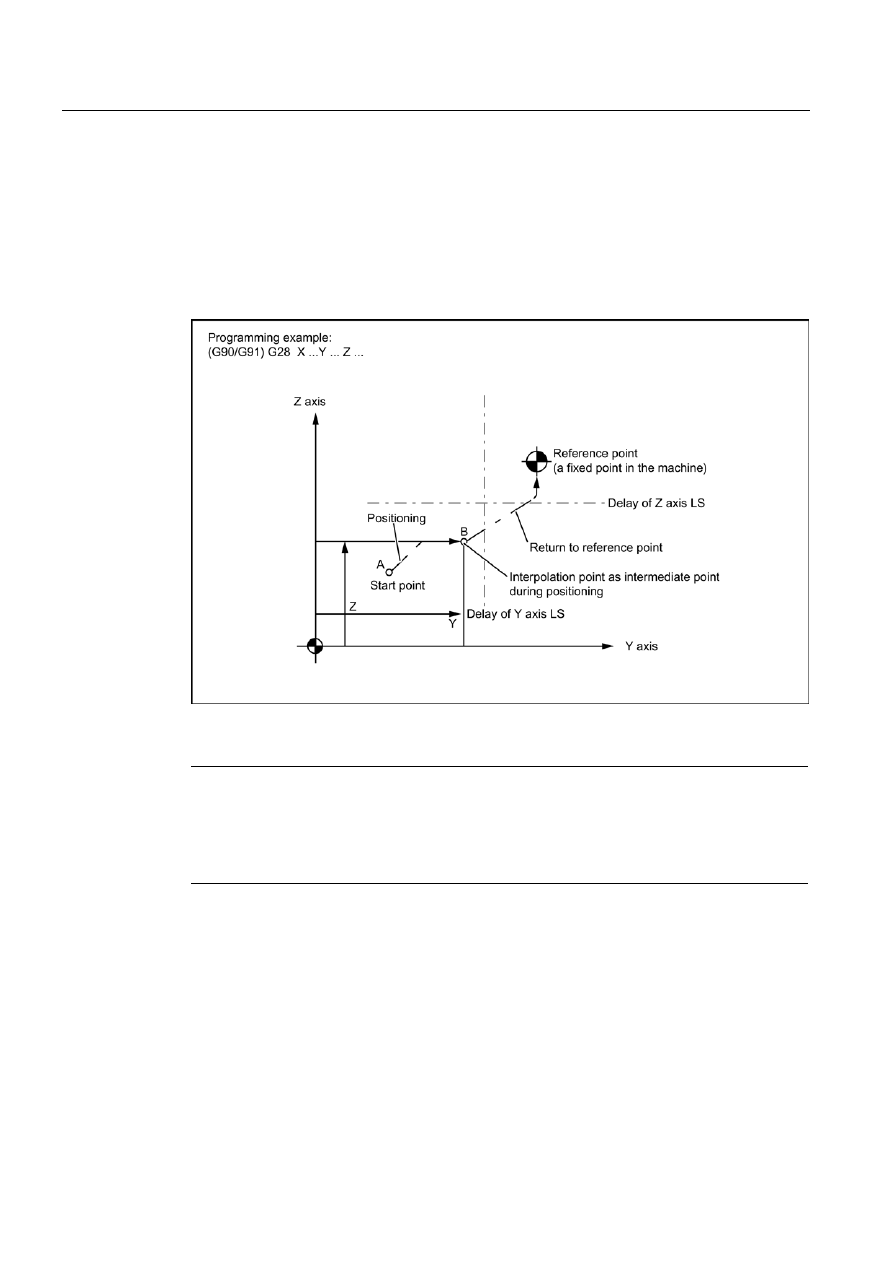
Najazd na punkt referencyjny punktem pośrednim (G28)
Format
G28 X... Z... ;
Zaprogramowane osie można przesunąć do punktu referencyjnego poleceniem „G28
X(U)...Z(W)...C(H)...Y(V);”. Wówczas zaprogramowane osie są najpierw przemieszczane do
wskazanego położenia, a z niego automatycznie do punktu referencyjnego. Osie nie
zaprogramowane w bloku G28 nie są przemieszczane do punktu referencyjnego.
Polecenia przesuwu
3.2 Najazd na punkt referencyjny funkcjami G
Toczenie, część 3: Programowanie (ISO)
30
Podręcznik programowania i obsługi, 12/2012
Punkt referencyjny
Po włączeniu maszyny (jeśli stosowany jest przyrostowy system pomiaru położenia)
wszystkie z osi muszą osiągnąć punkt referencyjny. Dopiero wówczas możliwe jest
zaprogramowanie przesuwu. Punktu referencyjnego można najechać w programie
sterowania numerycznego poleceniem G74. Współrzędne punktu referencyjnego ustawione
są w danych maszynowych 34100 $_MA_REFP_SET_POS[0] to [3]. Można zdefiniować
łącznie cztery punkty referencyjne.
Rysunek 3-10 Automatyczny najazd na punkt referencyjny
Wskazówka
Funkcja G28 realizowana jest przez cykl stały cycle328.spf.
Przed najazdem na punkt referencyjny oś, która ma osiągnąć punktu referencyjnego
poleceniem G28 nie może mieć zaprogramowanej transformacji. Transformacja jest
dezaktywowana w cyklu cycle328.spf.

Polecenia przesuwu
3.2 Najazd na punkt referencyjny funkcjami G
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
31
3.2.2
Sprawdzanie punktu referencyjnego (G27)
Format
G27 X... Z... ;
Funkcja ta służy do sprawdzania, czy osie znajdują się w swym punkcie referencyjnym.
Procedura testu
W przypadku pomyślnego wyniku sprawdzenia poleceniem G27 przetwarzanie jest
kontynuowane z przejściem do następnego bloku programu obróbki. Jeśli jedna z osi
zaprogramowanych poleceniem G27 nie osiągnęła punktu referencyjnego, wyzwalany jest
alarm 61816 „Osie poza punktem referencyjnym”, a praca w trybie automatycznym zostaje
przerwana.
Wskazówka
Podobnie jak w przypadku funkcji G28, funkcja G27 realizowana jest przez cykl
cycle328.spf.
By zapobiec wystąpieniu błędu pozycjonowania, przed wykonaniem polecenia G27 należy
zdezaktywować funkcję „odbicia lustrzanego”.
3.2.3
Najazd na punkt referencyjny z wyborem punktu referencyjnego (G30)
Format
G30 Pn X... Z... ;
W przypadku poleceń „G30 Pn X... Z;” osie ustawiane są we wskazanym punkcie pośrednim
w trybie trajektorii ciągłej, a ostatecznie przemieszczenie do punktu referencyjnego
wybranego parametrami P2 - P4. W przypadku polecenia „G30 P3 X30.;”, oś X powraca do
trzeciego punktu referencyjnego. Drugi punkt referencyjny wybrany zostaje w chwili
pominięcia „P”. Osie nie zaprogramowane w bloku G30 nie są pokonywane przesuwem.
Polecenia przesuwu
3.3 Korzystanie z funkcji gwintowania
Toczenie, część 3: Programowanie (ISO)
32
Podręcznik programowania i obsługi, 12/2012
Położenia punktów referencyjnych
Położenia wszystkich punktów referencyjnych są zawsze wyznaczane względem pierwszego
punktu referencyjnego. Odległość od pierwszego punktu referencyjnego od wszystkich
dalszych punktów ustawiana jest w następujących danych maszynowych:
Tabela 3- 3 Punkty referencyjne
Element
MD
2. Punkt referencyjny
$_MA_REFP_SET_POS[1]
3. Punkt referencyjny
$_MA_REFP_SET_POS[2]
4. Punkt referencyjny
$_MA_REFP_SET_POS[3]
Wskazówka
Dodatkowe informacje o punktach uwzględnionych w programowaniu funkcji G30
przedstawiono w punkcie „Najazd na punkt referencyjny punktem pośrednim (G28)
(Strona 29)”. Podobnie jak w przypadku funkcji G28, funkcja G30 realizowana jest przez cykl
cycle328.spf.
3.3
Korzystanie z funkcji gwintowania
3.3.1
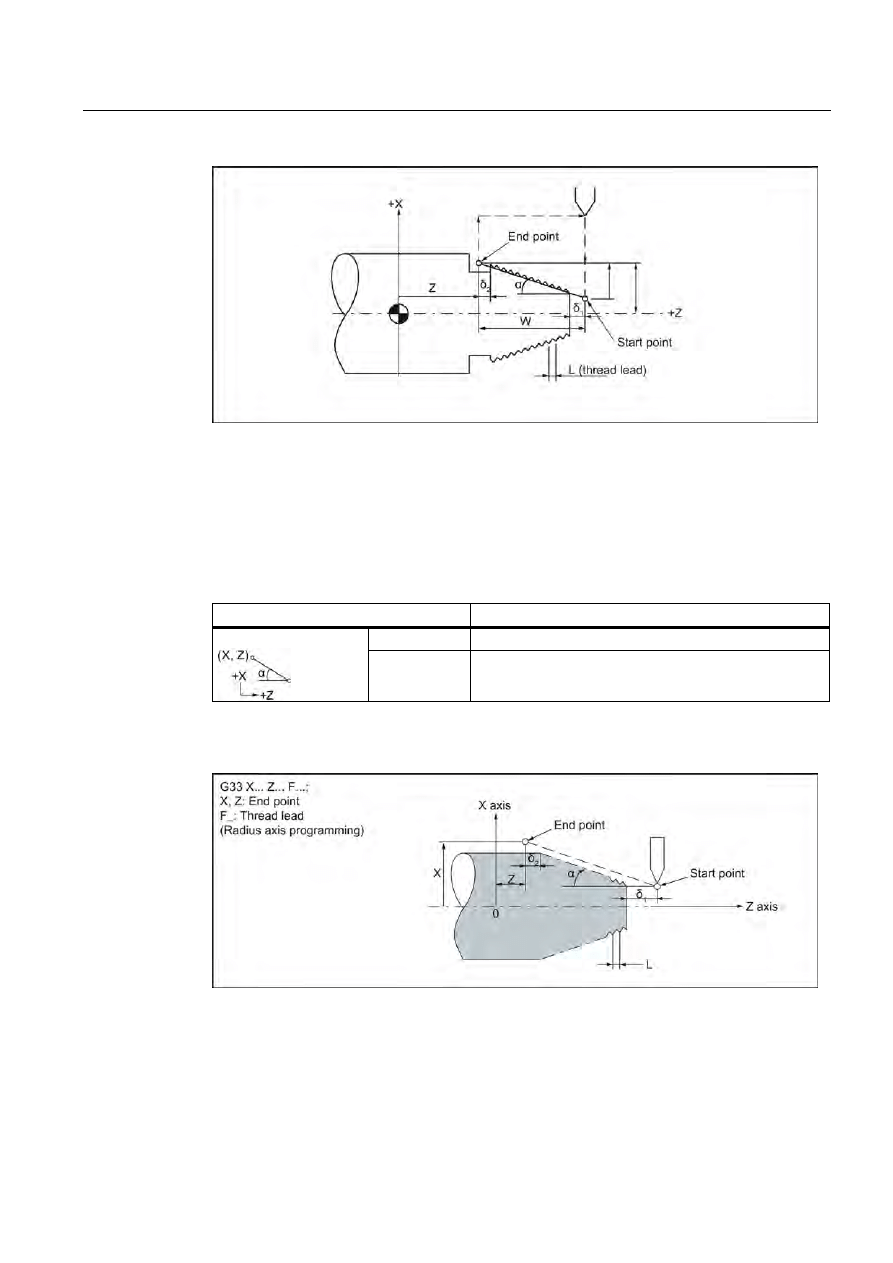
Nacinanie gwintu o stałym skoku (G32)
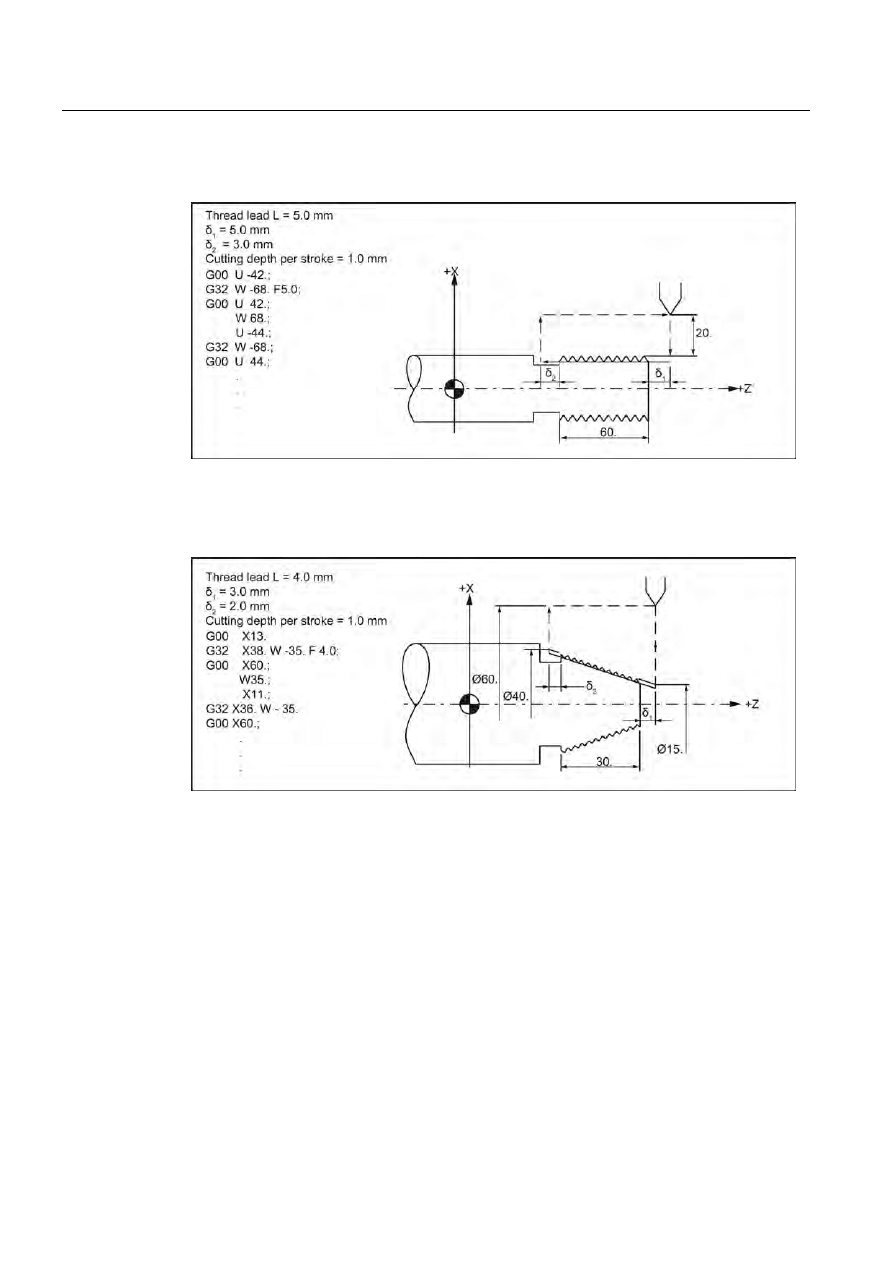
Format
Polecenia „G32 X (U)... Z (W)... F... ;” umożliwiają wykonanie trzech typów gwintu: „gwintu
cylindrycznego”, „gwintu poprzecznego” i „gwintu stożkowego” prawo- lub lewoskrętnego.
Skok gwintu definiuje parametr F. Współrzędne punktu końcowego wyznaczane są
parametrami X, Z (bezwzględne) lub U, W (przyrostowe).
System A kodu G
System B kodu G
System C kodu G
G32
G33
G33
Polecenia przesuwu
3.3 Korzystanie z funkcji gwintowania
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
33
Rysunek 3-11 Gwintowanie
Kierunek skoku gwintu
W przypadku gwintów stożkowych kierunek, w którym zaprogramowany skok jest zależy od
kąta stożka.
Tabela 3- 4 Kierunek skoku gwintu
Kierunek skoku gwintu
α ≦ 45°
Zaprogramowany skok gwintu działa w kierunku osi Z.
α > 45°
Zaprogramowany skok gwintu działa w kierunku osi X.
Przykład
Rysunek 3-12 Przykłady programowania
Polecenia przesuwu
3.3 Korzystanie z funkcji gwintowania
Toczenie, część 3: Programowanie (ISO)
34
Podręcznik programowania i obsługi, 12/2012
Przykład nacinania gwintu cylindrycznego (system A kodu G)
Rysunek 3-13 Przykład programowania gwintowania cylindrycznego
Przykład nacinania gwintu stożkowego (system A kodu G)
Rysunek 3-14 Przykład programowania gwintowania stożkowego
Warunek wstępny:
Wstępnym warunkiem technicznym jest wrzeciono o regulowanej prędkości z układem
pomiaru położenia
Procedura:
Układ sterowania wylicza na podstawie zaprogramowanej prędkości wrzeciona i skoku
gwintu wymagany posuw, z którym narzędzie toczące jest przesuwane wzdłuż długości
gwintu w kierunku podłużnym i/lub poprzecznym. Posuw F nie jest brany pod uwagę w G32,
a zachowanie limitu prędkości osi zapewnia układ sterowania.
Polecenia przesuwu
3.3 Korzystanie z funkcji gwintowania
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
35
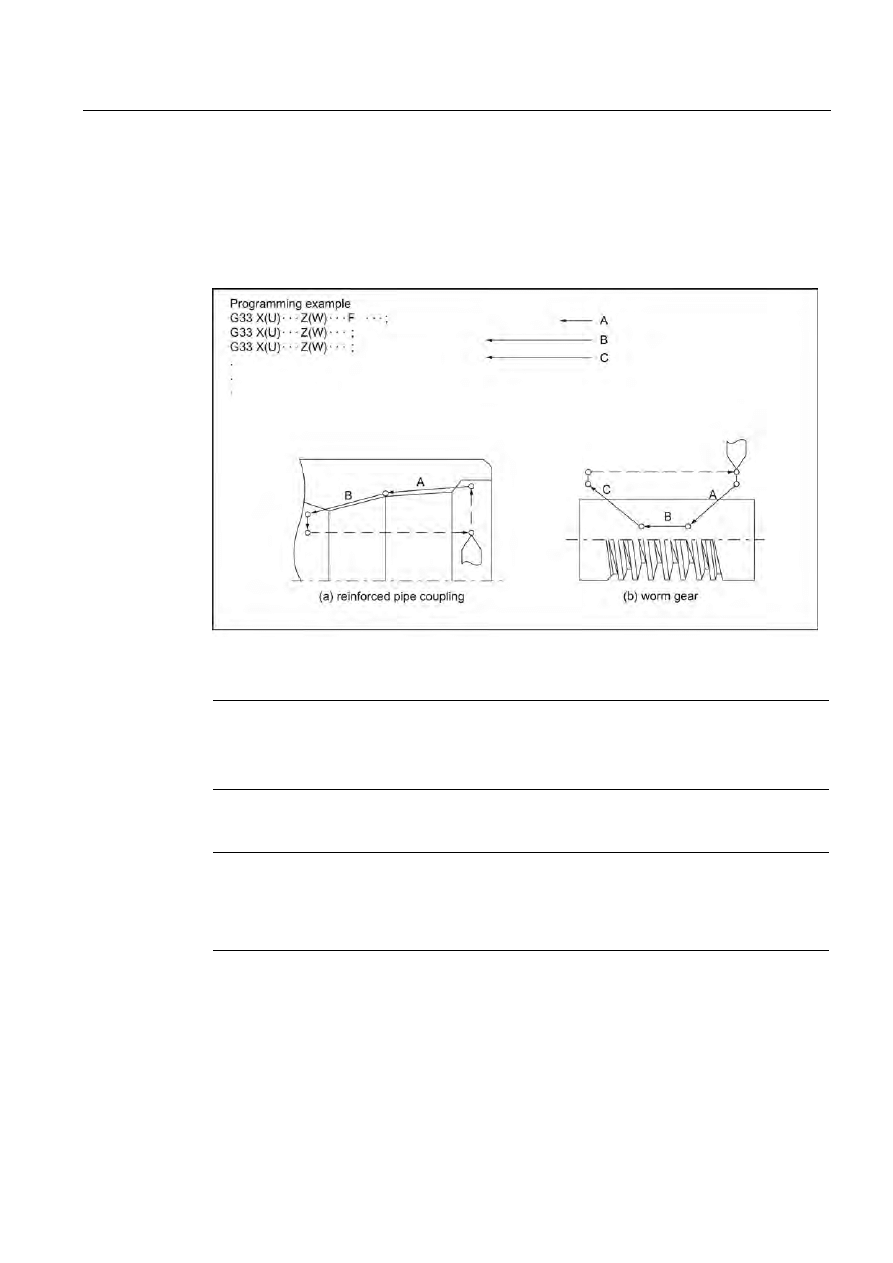
3.3.2
Łączenie gwintów (G32)
Bloki gwintu mogą zostać zaprogramowane jeden po drugim, tworząc łańcuch składający się
z wielu bloków G32 zaprogramowanych kolejno. W przypadku trybu G64 o trajektorii ciągłej,
dzięki funkcji wyprzedzającej kontroli prędkości, bloki łączone są w taki sposób, by nie
dochodziło do skokowych zmian prędkości,
Rysunek 3-15 Nacinanie gwintu ciągłego
Wskazówka
Prędkości wrzeciona nie należy zmieniać do chwili nacięcia całego gwintu! Jeśli nie będzie
utrzymywana stała prędkość wrzeciona, pojawi się ryzyko utraty dokładności wynikające z
opóźnienia serwomechanizmu.
Wskazówka
Sterowanie posuwem i zatrzymanie posuwu nie są brane pod uwagę podczas gwintowania!
Jeśli podczas pracy w trybie G98 (posuw na minutę) zaprogramowane zostanie polecenie
G32 wyzwolony zostanie alarm.
Polecenia przesuwu
3.3 Korzystanie z funkcji gwintowania
Toczenie, część 3: Programowanie (ISO)
36
Podręcznik programowania i obsługi, 12/2012
3.3.3
Skrawanie gwintów wielokrotnych (G32)
Skrawanie gwintów wielokrotnych wykonywane jest poprzez zdefiniowanie względnych
przesunięć punktów początkowych. Przesunięcie punktów początkowych definiowane jest
jako bezwzględne położenie kątowe pod adresem Q. Powiązane dane ustawcze 42000
($SD_THREAD_START_ANGLE) są odpowiednio modyfikowane.
Rysunek 3-16 Gwint dwukrotny
Format
Polecenia „G32 X (U)... Z (W)... F... Q... ;” obracają wrzeciono o kąt zdefiniowany znakiem
adresowym Q po wyprowadzeniu impulsu punktu początkowego. Następnie skrawanie
gwintu rozpoczyna się w kierunku punktów końcowych zdefiniowanych w X (U) i Z (W) ze
skokiem zdefiniowanym w F.
Określanie adresu Q podczas skrawania gwintów wielokrotnych:
Najmniejszy przyrost: 0,001°
Programowany zakres: 0 ≦ B < 360.000
Polecenia przesuwu
3.3 Korzystanie z funkcji gwintowania
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
37
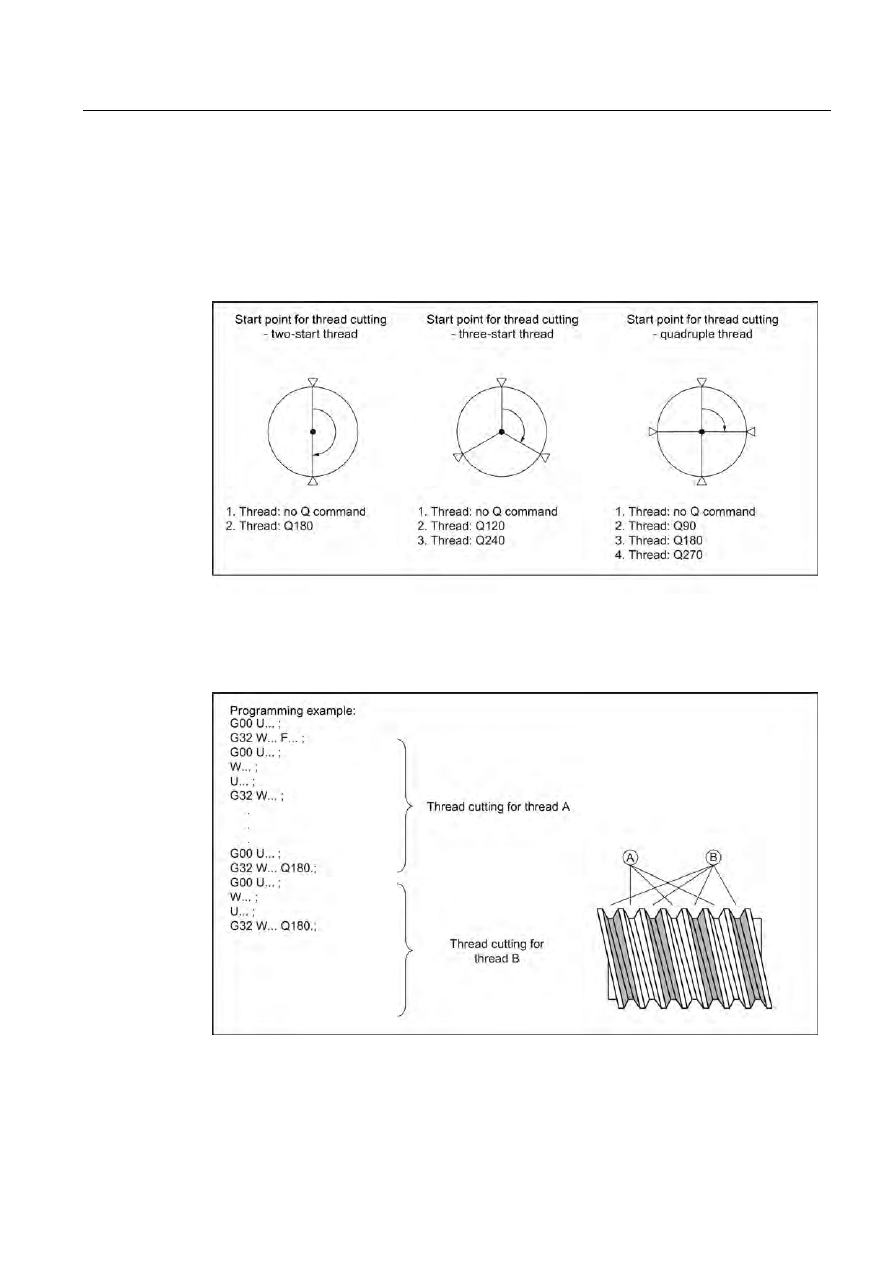
Wyliczanie kąta początkowego w przypadku gwintów wielokrotnych
Generalnie punkt początkowy skrawania gwintu zdefiniowany jest ustawieniem danej
$SD_THREAD_START_ANGLE. W przypadku gwintów wielokrotnych odstęp kątowy jest
wyliczany pomiędzy poszczególnymi punktami początkowymi poprzez podzielenie kąta
pełnego 360° przez liczbę gwintów. Przykłady gwintów wielokrotnych (o 2, 3 i 4 punktach
początkowych) przedstawiono na ilustracji poniżej.
Rysunek 3-17 Wyliczanie kąta początkowego w przypadku gwintów wielokrotnych
Przykład programowania gwintu wielokrotnego (system A kodu G)
Rysunek 3-18 Definiowanie kątów obrotu wrzeciona
Polecenia przesuwu
3.3 Korzystanie z funkcji gwintowania
Toczenie, część 3: Programowanie (ISO)
38
Podręcznik programowania i obsługi, 12/2012
Wskazówka
Jeśli punkt początkowy nie został zdefiniowany (w Q), stosowany jest początkowy kąt gwintu
zdefiniowany w danej ustawczej.
3.3.4
Skrawanie gwintu o zmiennym skoku (G34)
Polecenia „G34 X (U)... Z (W)... F... K... ;” umożliwiają skrawanie gwintów o zmiennym
skoku. Zmiana skoku gwintu przy każdym obrocie wrzeciona definiowana jest adresem K.
Format
G34 X... Z... F... K... ;
System A kodu G
System B kodu G
System C kodu G
G34
G34
G34
Rysunek 3-19 Skrawanie gwintu o zmiennym skoku
Prędkość posuwu w punkcie końcowym
Polecenia mają być wydawane w taki sposób, by posuw w punkcie końcowym nie miał
wartości ujemnej!
Polecenia przesuwu
3.3 Korzystanie z funkcji gwintowania
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
39
Wyliczanie zmiany skoku gwintu
Jeśli skok początkowy i końcowy gwintu jest znany, zmianę skoku do zaprogramowania
można wyliczyć z następującego wzoru:
Identyfikatory mają następujące znaczenia:
K2e: Skok gwintu współrzędnej punktu docelowego osi w [mm/U]
K2a: Początkowy skok gwintu (zaprogramowany w I, J i K) w [mm/U]
IG: Długość gwintu w [mm]

Polecenia przesuwu
3.3 Korzystanie z funkcji gwintowania
Toczenie, część 3: Programowanie (ISO)
40
Podręcznik programowania i obsługi, 12/2012
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
41
Polecenia pomiarowe
4
4.1
Układ współrzędnych
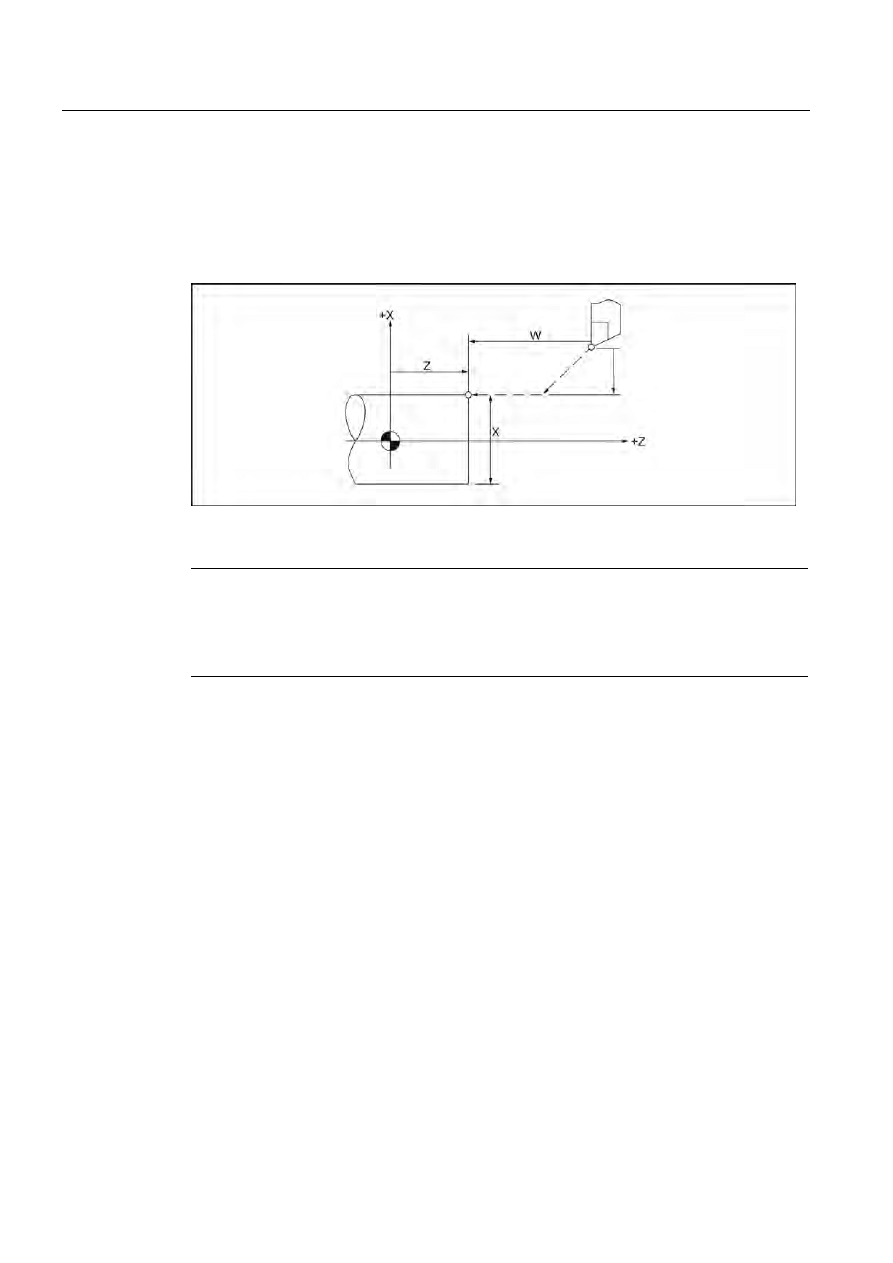
Położenie narzędzia jest definiowane poprzez jego współrzędne w układzie współrzędnych.
Współrzędne te definiowane są położeniami osi. Na przykład, jeśli występują osie X i Z, to
współrzędne definiuje się następująco:
X... Z...
Rysunek 4-1 Położenie narzędzia zdefiniowane za pomocą X… Z..
Do definiowania współrzędnych wykorzystywane są następujące układy współrzędnych:
1. Układ współrzędnych maszyny (G53)
2. Układ współrzędnych przedmiotu (G50)
3. Lokalny układ współrzędnych (G52)
4.1.1
Układ współrzędnych maszyny (G53)
Definiowanie układu współrzędnych maszyny
Układ współrzędnych maszyny (MCS) definiuje się punktem zerowym maszyny. Wszystkie
pozostałe punkty referencyjne odniesione są do tego punktu.
Punkt zerowy maszyny jest stałym punktem narzędzia maszyny, do którego odniesione są
wszystkie (pochodne) układy pomiarowe.
Format
G53 X... Z... ;
X, Z: słowo wymiaru bezwzględnego

Polecenia pomiarowe
4.1 Układ współrzędnych
Toczenie, część 3: Programowanie (ISO)
42
Podręcznik programowania i obsługi, 12/2012
Wybieranie układu współrzędnych maszyny (G53)
G53 kasuje niemodalne programowalne i regulowane przesunięcie robocze. Ruchy
przejazdowe w układzie współrzędnych maszyny na podstawie G53 są zatem
programowane zawsze, gdy narzędzie ma być przemieszczane do położenia związanego z
maszyną.
Odznaczanie kompensacji
Jeśli MD10760 $MN_G53_TOOLCORR = 0, to aktywna kompensacja o długość narzędzia i
promień ostrza narzędzia obowiązują w bloku z G53.
Jeśli $MN_G53_TOOLCORR = 1, to aktywna kompensacja o długość narzędzia i promień
ostrza narzędzia jest kasowana w bloku z G53.
4.1.2
Układ współrzędnych przedmiotu (G50)
Przed rozpoczęciem skrawania ma zostać utworzony układ współrzędnych przedmiotu.
Punkt ten zawiera opis różnych metod ustawiania, wybierania i zmieniania układu
współrzędnych przedmiotu.
Ustawianie układu współrzędnych przedmiotu
Do ustawienia układu współrzędnych przedmiotu można wykorzystać następujące dwie
metody:
1. za pomocą G50 (G92 w systemach B i C kodu G)
2. ręcznie, z panelu operatorskiego interfejsu HMI
Format
G50 (G92) X... Z... ;
Objaśnienie
Za pomocą G50 programowane jest przekształcenie współrzędnych z podstawowego układu
współrzędnych (BCS) na układ względem punktu zerowego (BZS). G50 działa jak
regulowane przesunięcie robocze.

Polecenia pomiarowe
4.1 Układ współrzędnych
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
43
4.1.3
Zerowanie układu współrzędnych narzędzia (G50.3)
Za pomocą G50.3 X.. (systemy B i C kodu G za pomocą G92.1 P0) można wyzerować
przesunięty układ współrzędnych przed przesunięciem. Układ współrzędnych narzędzia jest
ustawiany na wartości układu współrzędnych zdefiniowanego aktywnymi regulowanymi
przesunięciami roboczymi (G54-G59). Układ współrzędnych narzędzia jest ustawiany w
położeniu referencyjnym, jeśli nie jest aktywne żadne regulowane przesunięcie robocze.
G50.3 wyzerowuje przesunięcia zrealizowane poprzez G50 lub G52. Jednak zerowane są
tylko osie zaprogramowane.
Przykład 1:
N10 G0 X100 Y100
;Wyświetlana informacja:
WCS: X100 Y100
MCS: X100 Y100
N20 G50 X10 Y10
;Wyświetlana informacja:
WCS: X10 Y10
MCS: X100 Y100
N30 G0 X50 Y50
;Wyświetlana informacja:
WCS: X50 Y50
MCS: X140 Y140
N40 G50.3 X0 Y0
;Wyświetlana informacja:
WCS: X140 Y140
MCS: X140 Y140
Przykład 2:
N10 G10 L2 P1 X10 Y10
N20 G0 X100 Y100
;Wyświetlana informacja:
WCS: X100 Y100
MCS: X100 Y100
N30 G54 X100 Y100
;Wyświetlana informacja:
WCS: X100 Y100
MCS: X110 Y110
N40 G50 X50 Y50
;Wyświetlana informacja:
WCS: X50 Y50
MCS: X110 Y110
N50 G0 X100 Y100
;Wyświetlana informacja:
WCS: X100 Y100
MCS: X160 Y160
N60 G50.3 X0 Y0
;Wyświetlana informacja:
WCS: X150 Y150
MCS: X160 Y160

Polecenia pomiarowe
4.1 Układ współrzędnych
Toczenie, część 3: Programowanie (ISO)
44
Podręcznik programowania i obsługi, 12/2012
4.1.4
Wybieranie układu współrzędnych przedmiotu
Jak wspomniano powyżej, użytkownik może wybrać jeden z już ustawionych układów
współrzędnych przedmiotu.
1. G50
Polecenia bezwzględne funkcjonują w związku z układem współrzędnych przedmiotu
tylko wówczas, gdy wcześniej wybrany został układ współrzędnych przedmiotu.
2. Wybieranie układu współrzędnych przedmiotu spośród zdefiniowanych układów
współrzędnych przedmiotu z panelu operatorskiego interfejsu HMI
Układ współrzędnych przedmiotu można wybrać, definiując funkcję G w obszarze od G54
do G59.
Układy współrzędnych przedmiotu są konfigurowane po najeździe na punktu referencyjny
następującym po włączeniu zasilania. Zamknięte położenie układu współrzędnych jest
ustawiane w MD20154[13].
4.1.5
Wpisywanie przesunięcia roboczego/przesunięć narzędzia (G10)
Układy współrzędnych przedmiotu zdefiniowane poprzez G54 do G59 lub G54 P{1 ... 93}
można zmienić następującymi dwoma procesami.
1. Wprowadzenie danych z panelu operatorskiego HMI
2. poleceniami programu G10 lub G50 (ustawienie rzeczywistej wartości)
Format
Modyfikowane przez G10:
G10 L2 Pp X (U)... Y(V)... Z(W)... ;
p=0:
Zewnętrzne przesunięcie robocze przedmiotu
p=1 do 6:
Wartość przesunięcia roboczego przedmiotu odpowiada układowi
współrzędnych przedmiotu od G54 do G59 (1 = G54 do 6 = G59)
X, Y, Z:
Dane bezwzględne ustawień przesunięcia układu współrzędnych
przedmiotu.
U, V, W:
Dane przyrostowe ustawień przesunięcia układu współrzędnych przedmiotu.
G10 L20 Pp X (U)... Y(V)... Z(W)... ;
p=1 do 93:
Wartość przesunięcia roboczego przedmiotu odpowiada układowi
współrzędnych przedmiotu G54 P1 ... P93. Liczbę przesunięć roboczych (od
1 do 93) można ustawić poprzez MD18601
$MN_MM_NUM_GLOBAL_USER_FRAMES lub MD28080
$MC_MM_NUM_USER_FRAMES.
X, Y, Z:
Dane bezwzględne ustawień przesunięcia układu współrzędnych
przedmiotu.
U, V, W:
Dane przyrostowe ustawień przesunięcia układu współrzędnych przedmiotu.
Polecenia pomiarowe
4.1 Układ współrzędnych
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
45
Modyfikowane przez G50:
G50 X... Z... ;
Objaśnienia
Modyfikowane przez G10:
G10 można wykorzystać do zmiany każdego układu współrzędnych przedmiotu
indywidualnie. Jeśli przesunięcie robocze z G10 ma zostać wpisane tylko, gdy blok G10 jest
wykonywany na maszynie (główny blok przebiegu), wówczas musi zostać ustawiony Bit 13
MD20734 $MC_EXTERN_FUNCTION_MASK. W tym przypadku za pomocą G10 jest
wykonywane wewnętrzne STOPRE. Bity danych maszynowych wpływają na wszystkie
polecenia G10 w ISO T i M.
Modyfikowane przez G50:
Poprzez zdefiniowanie G50 X... Z..., układ współrzędnych przedmiotu wybrany wcześniej
poleceniem G od G54 do G59 lub G54 P{1 ...93} może zostać przesunięty, a w ten sposób
może zostać ustawiony nowy układ współrzędnych przedmiotu. Jeśli X i Z są programowane
przyrostowo, układ współrzędnych przedmiotu definiowany jest w taki sposób, że aktualne
położenie narzędzia odpowiada sumie zdefiniowanej wartości przyrostowej i współrzędnych
poprzedniego położenia narzędzia (przesunięcie układu współrzędnych). Na koniec wartość
przesunięcia układu współrzędnych jest dodawana do każdej z wartości przesunięcia
roboczego przedmiotu. Innymi słowy: Wszystkie układy współrzędnych przedmiotu
przesuwane są systematycznie o tę samą wartość.
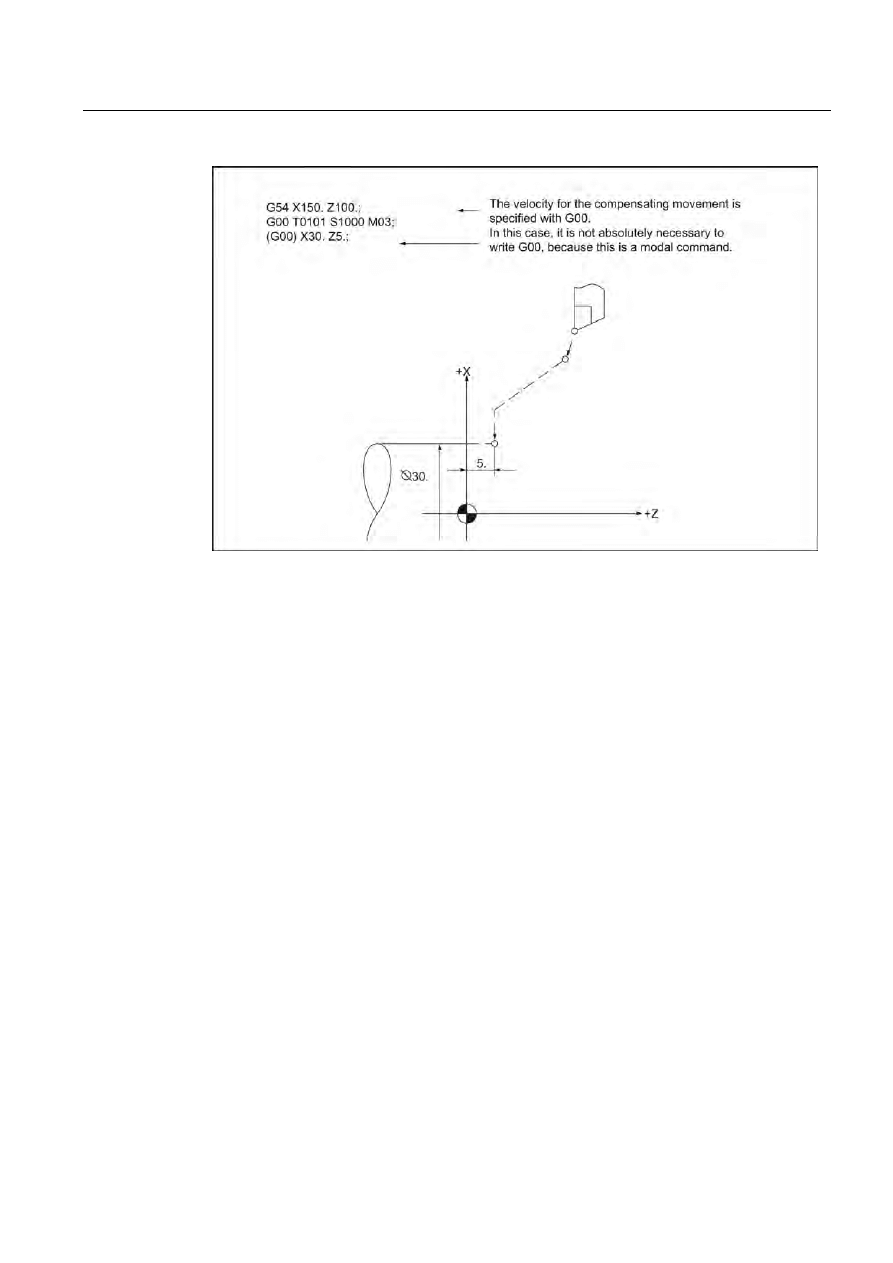
Przykład
Narzędzie obsługiwane za pomocą G54 jest ustawiane na (190, 150), a układ
współrzędnych przedmiotu 1 (X' - Y') jest za każdym razem tworzony w G50X90Y90
przesunięciem wektora A.
Rysunek 4-2 Przykład ustawiania współrzędnych
Polecenia pomiarowe
4.2 Definiowanie trybów wprowadzania wartości współrzędnych
Toczenie, część 3: Programowanie (ISO)
46
Podręcznik programowania i obsługi, 12/2012
4.2
Definiowanie trybów wprowadzania wartości współrzędnych
4.2.1
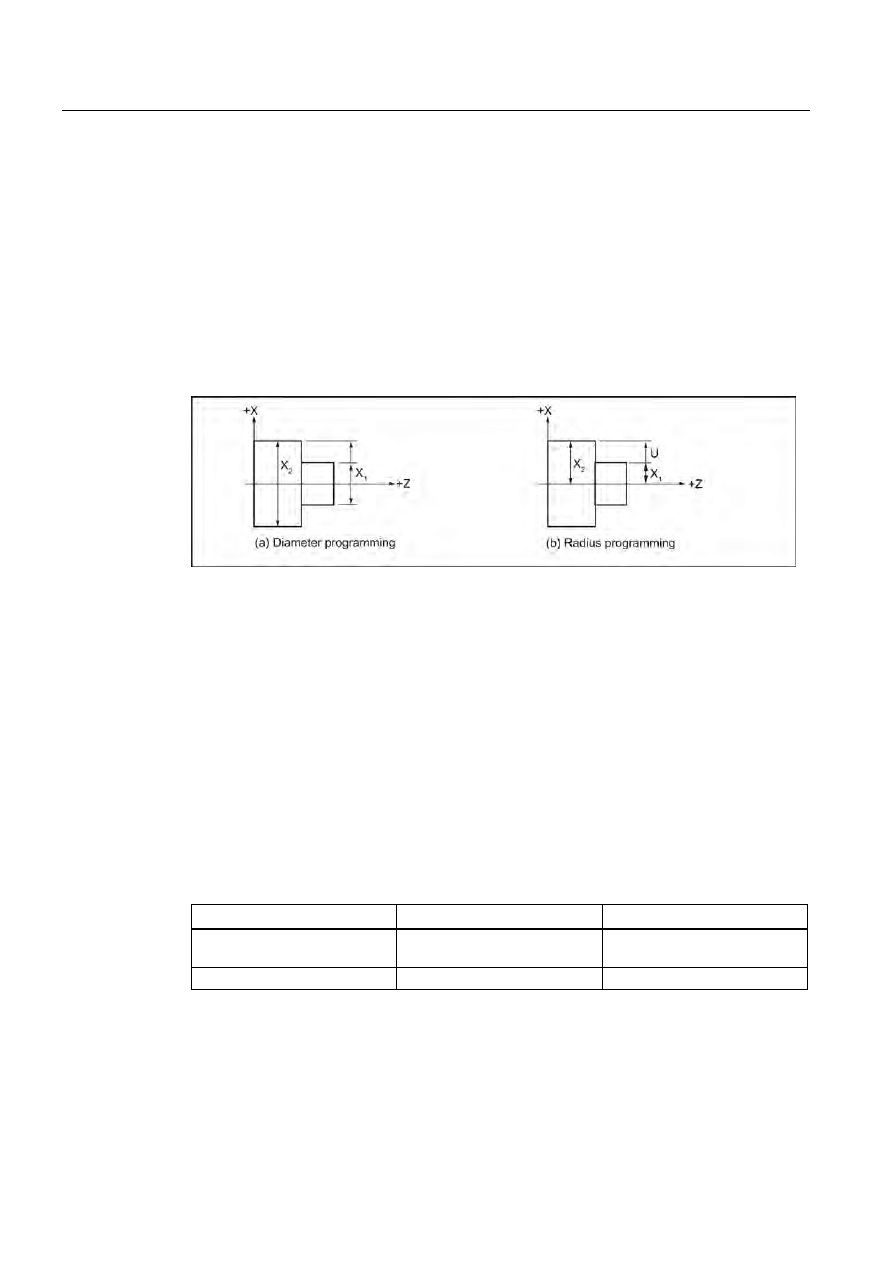
Programowanie po średnicy i po promieniu osi X
Do programowania poleceń na osi X wykorzystywany jest adres X lub U:
Jeśli oś X jest zdefiniowana jako oś poprzeczna daną maszynową 20110
$MC_DIAMETER_AX_DEF = „X”, a programowanie po średnicy (= Kod G DAMON Siemens)
aktywowane jest za pomocą MD20150 $MC_GCODE_RESET_VALUES[28] = 2, wówczas
zaprogramowane położenia osi są interpretowane jako wartości po średnicy.
Rysunek 4-3 Wartości współrzędnych
Wartości po średnicy obowiązują w następujących danych:
● Wyświetlana rzeczywista wartość osi poprzecznej w układzie współrzędnych przedmiotu
● Tryb JOG: Przyrosty dla wymiarów przyrostowych i skok pokrętła ręcznego
● Programowanie położeń końcowych
4.2.2
Wprowadzanie danych w calach/jednostkach metrycznych (G20, G21)
W zależności od zwymiarowania na rysunku produkcyjnym, osie geometryczne związane z
przedmiotem można programować naprzemiennie w wymiarach metrycznych lub calowych.
Jednostka wprowadzanych danych wybierana jest następującymi funkcjami G:
Tabela 4- 1 Funkcje G wyboru jednostki miary
Funkcja G
Funkcja
Grupa G
G20 (G70, G-Codesyst. C)
Wprowadzanie danych w
„calach”
06
G21 (G71, G-Code syst. C)
Wprowadzanie danych w „mm” 06
Format
G20 i G21 mają być zawsze programowane na początku bloku i nie mogą występować w
bloku w połączeniu z innymi poleceniami.
Polecenia pomiarowe
4.3 Polecenia sterowane w czasie
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
47
Dodatki do przełączenia cale/jednostki metryczne
Systemowi sterowania można nakazać dokonywanie konwersji następujących wymiarów
geometrycznych (z niezbędnymi odchyleniami) na system pomiarowy, który nie został
ustawiony i wprowadzać je bezpośrednio:
Przykłady
● Dane pozycyjne X, Z
● Parametry interpolacji I, J, K i promień koła R w programowaniu po promieniu koła
● Skok gwintu (G32, G34)
● Programowalne przesunięcie robocze
Wskazówka
Wszystkie pozostałe parametry, takie jak prędkości posuwu, przesunięcia narzędzia i
regulowane przesunięcia robocze są interpretowane (podczas korzystania z G20/G21) w
domyślnym układzie pomiarowym (MD10240 SCALING_SYSTEM_IS_METRIC).
Podobnie, również wyświetlanie zmiennych systemowych i danych maszynowych zależy
od kontekstu G20G21. Jeśli w G20/G21 aktywowany ma być posuw, musi zostać
zaprogramowana jednoznacznie nowa wartość F.
Odniesienia:
/FB1/Funkcja Ręczne Funkcje Podstawowe; Prędkości, Nastawa/Układ Rzeczywistej
Wartości, Sterowanie w Pętli Zamkniętej (G2), Punkt „Układ pomiarowy metryczny/calowy”
Tabela 4- 2 Wielkości przesunięcia narzędzia podczas pracy z G20 lub G21
Przechowywana wielkość
przesunięcia narzędzia
podczas pracy z G20 (jednostka
miary „cal”)
podczas pracy z G21 (jednostka
miary „mm”)
150000
1.5000 cala
15.000 mm
4.3
Polecenia sterowane w czasie
Za pomocą G04 można zatrzymać obróbkę przedmiotu pomiędzy dwoma blokami NC na
zaprogramowany czas lub liczbę obrotów wrzeciona, np. w celu wycofania.
Za pomocą MD20734 $MC_EXTERN_FUNCTION_MASK w bicie 2 można ustawić, czy czas
przestoju ma być interpretowany jako czas (s lub ms), czy jako liczba obrotów wrzeciona.
Jeśli dla $MC_EXTERN_FUNCTION_MASK ustawiono bit 2=1, wówczas czas przestoju w
aktywnym G98 jest interpretowany jako czas wyrażony w sekundach. W przypadku wybrania
G99, czas przestoju jest definiowany jako obroty wrzeciona [U].
Format
G04 X...; lub G04 P...;
X_: Wyświetlany czas (separatory dziesiętne dopuszczalne)
P_: Wyświetlany czas (separatory dziesiętne niedopuszczalne)

Polecenia pomiarowe
4.4 Funkcje przesunięcia narzędzia
Toczenie, część 3: Programowanie (ISO)
48
Podręcznik programowania i obsługi, 12/2012
● Czas przestoju (G04 ..) musi zostać zaprogramowany w bloku samodzielnie.
Przestój o zaprogramowanym czasie wywołać można na dwa sposoby:
MD $MC_EXTERN_FUNCTION_MASK
Bit2 = 0: Ustawienie czasu przestoju w sekundach [s]
Bit2 = 1: Ustawienie czasu przestoju w sekundach (aktywne G98) lub w obrotach wrzeciona
(aktywne G99)
Przetwarzanie następnego bloku zostaje opóźnione w przypadku G98 (posuw na minutę) o
pewien czas (w sekundach), a w przypadku G99 (obrotowa prędkość posuwu) o pewną
liczbę obrotów.
G04 musi zostać zaprogramowane w bloku samodzielnie.
Przykład
G98 G04 X1000 ;
Standardowy zapis: 1000 * 0,001 = 1 sekunda
Zapis kalkulatora kieszonkowego: 1000 sekund
G99 G04 X1000 ;
Standardowy zapis: 1000 * 0,001 = 1 obrót wrzeciona
Zapis kalkulatora kieszonkowego: 1000 obrotów wrzeciona
4.4
Funkcje przesunięcia narzędzia
Uwzględnianie promienia krawędzi tnącej, długości krawędzi tnącej narzędzia tokarskiego i
długość narzędzia nie muszą być uwzględniane podczas pisania programu.
Wymiary przedmiotu programowane są bezpośrednio, na przykład zgodnie z rysunkiem
produkcyjnym.
Podczas produkcji przedmiotu geometria narzędzia uwzględniana jest automatycznie, więc
zaprogramowany kontur można wytworzyć każdym ze stosowanych narzędzi.
4.4.1
Pamięć danych przesunięcia narzędzia
Dane każdego narzędzia wprowadzane są odrębnie do pamięci danych przesunięcia
narzędzia w systemie sterowania. W wywołanym programie są tylko wymagane narzędzia z
odpowiadającymi mu danymi kompensacji.
Zawartość
Wymiary geometryczne: Długość, promień
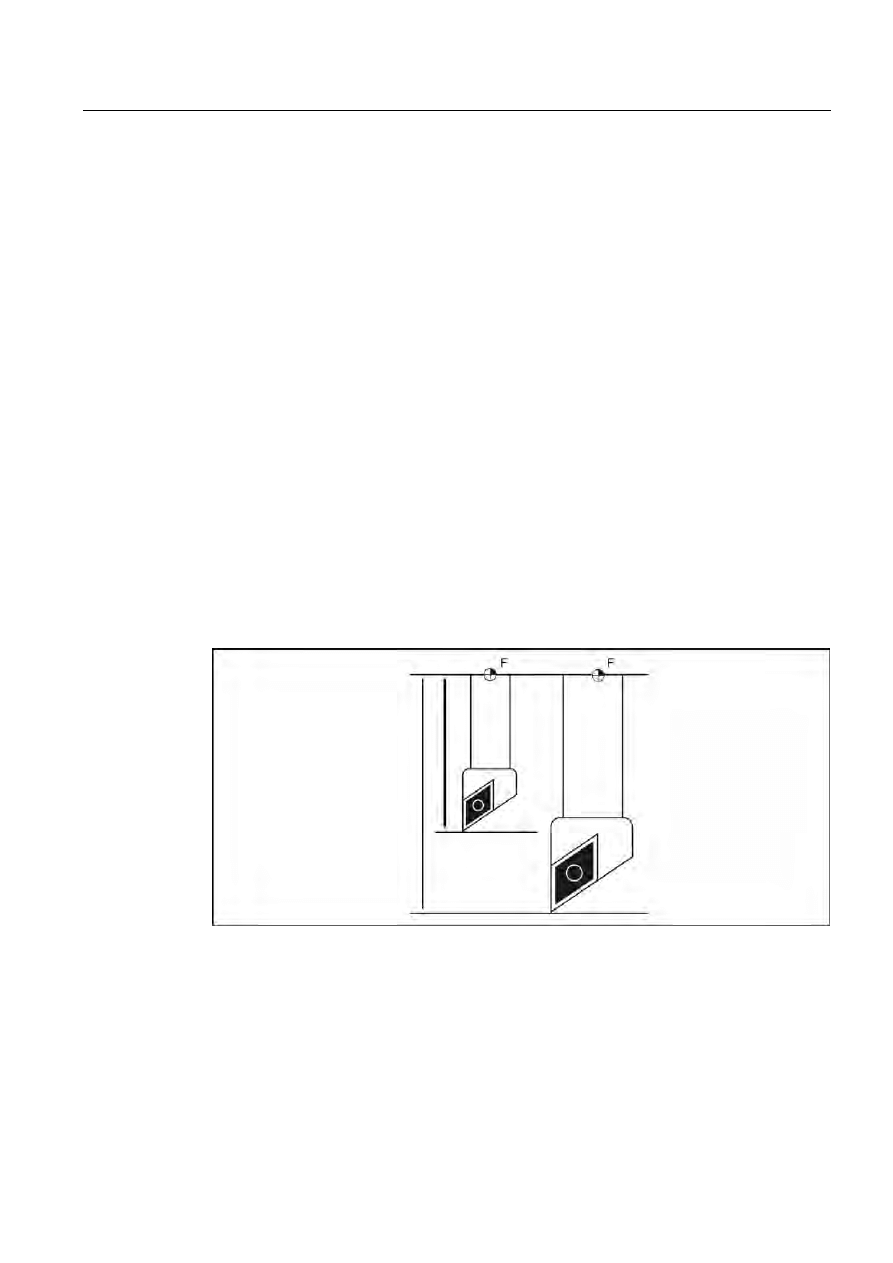
Polecenia pomiarowe
4.4 Funkcje przesunięcia narzędzia
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
49
Składają się z kilku komponentów (geometria, zużycie). System sterowania wylicza
komponenty zgodnie z pewnym wymiarem (np. ogólna długość 1, całkowity promień).
Odpowiedni wymiar ogólny staje się obowiązujący po aktywowaniu pamięci kompensacji.
Sposób wyliczania tych wartości na osiach zależy od typu narzędzia i poleceń G17, G18,
G19 dla wybranej płaszczyzny.
Typ narzędzia
Typ narzędzia (wiertło, narzędzie tokarskie lub frez) decyduje o tym, jakie dane
geometryczne są wymagane i jak będą one wyliczane.
Długość krawędzi tnącej
W przypadku narzędzia typu „narzędzie tokarskie” musi zostać wprowadzona również
długość krawędzi tnącej. Informacje o niezbędnych parametrach narzędzia przedstawiono
na ilustracjach poniżej.
4.4.2
Kompensacja długości narzędzia
Wartość ta kompensuje różnice w długości pomiędzy poszczególnymi narzędziami.
Długość narzędzia to odległość pomiędzy punktem referencyjnym uchwytu narzędziowego i
wierzchołkiem narzędzia.
Rysunek 4-4 Długość narzędzia
Długości te są mierzone i wprowadzane do pamięci danych przesunięcia narzędzia wraz z
wartościami zużycia. Układ sterowania wylicza na podstawie tych danych ruchy przejazdowe
w kierunku posuwu wgłębnego.
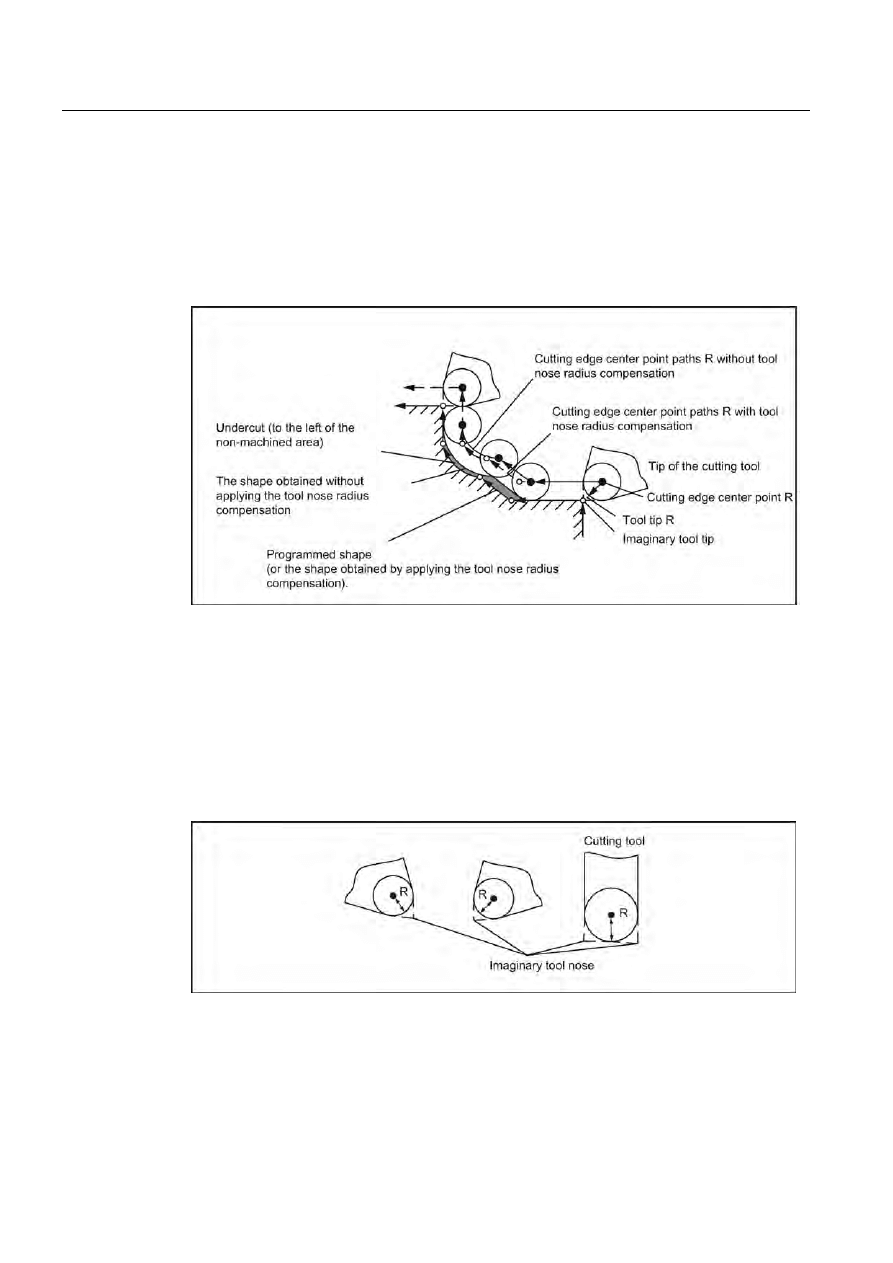
Polecenia pomiarowe
4.4 Funkcje przesunięcia narzędzia
Toczenie, część 3: Programowanie (ISO)
50
Podręcznik programowania i obsługi, 12/2012
4.4.3
Kompensacja promienia ostrza narzędzia (G40, G41/G42)
Ponieważ wierzchołek narzędzia tnącego jest zawsze zaokrąglony, w przypadku nie
uwzględnienia promienia krawędzi tnącej podczas toczenia powierzchni stożkowych lub
obróbki łuków występują niedokładności konturu. Mechanizm tego zjawiska wyjaśnia
poniższa ilustracja. Kompensacja promienia ostrza narzędzia kompensująca takie
niedokładności konturu aktywowana jest za pomocą G41 lub G42.
Rysunek 4-5 Obróbka bez kompensacji promienia ostrza narzędzia
Wielkość kompensacji promienia ostrza narzędzia
Pojęcie „wielkość kompensacji promienia ostrza narzędzia” oznacza odległość od
wierzchołka narzędzia do punktu środkowego R krawędzi tnącej.
● Definiowanie wielkości kompensacji promienia ostrza narzędzia
Wielkość kompensacji promienia ostrza narzędzia definiowana jest za pośrednictwem
promienia okręgu wierzchołka narzędzia bez znaku.
Rysunek 4-6 Definiowanie wielkości kompensacji promienia ostrza narzędzia i urojonego końca
narzędzia
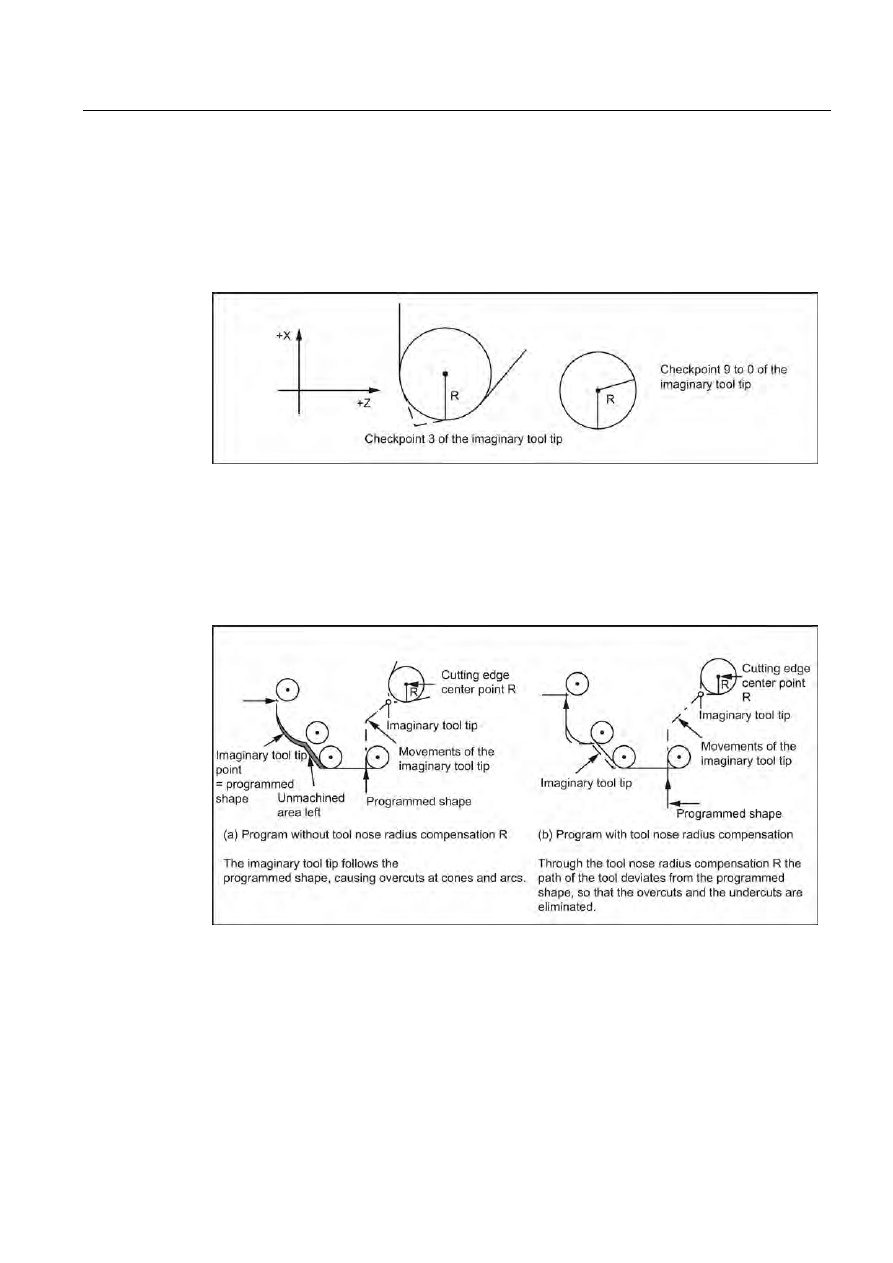
Polecenia pomiarowe
4.4 Funkcje przesunięcia narzędzia
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
51
Definiowanie urojonego położenia ostrza narzędzia (punkt kontrolny)
● Pamięć punktu kontrolnego
Położenie urojonego ostrza narzędzia względem punktu środkowego R ostrza narzędzia
definiowane jest liczbą jednocyfrową z zakresu od 0 do 9. Jest to punkt kontrolny. Punkt
kontrolny należy wprowadzić do pamięci NC przed zapisaniem danych narzędzia.
Rysunek 4-7 Przykład definiowania punktu kontrolnego
Punkty kontrolne i programy
W przypadku stosowania punktów kontrolnych od 1 do 8 podczas pisania programu,
odniesieniem ma być urojona długość ostrza narzędzia. Program powinien zostać napisany
dopiero po zdefiniowaniu układów współrzędnych.
Rysunek 4-8 Program i ruchy narzędzia w punktach kontrolnych 1-8
W przypadku stosowania punktów kontrolnych od 0 do 9 podczas pisania programu,
odniesieniem ma być punkt środkowy R krawędzi tnącej. Program powinien zostać napisany
dopiero po zdefiniowaniu układów współrzędnych. Jeśli stosowana jest kompensacja
promienia ostrza narzędzia, zaprogramowany kształt nie może odbiegać od przetwarzanego.
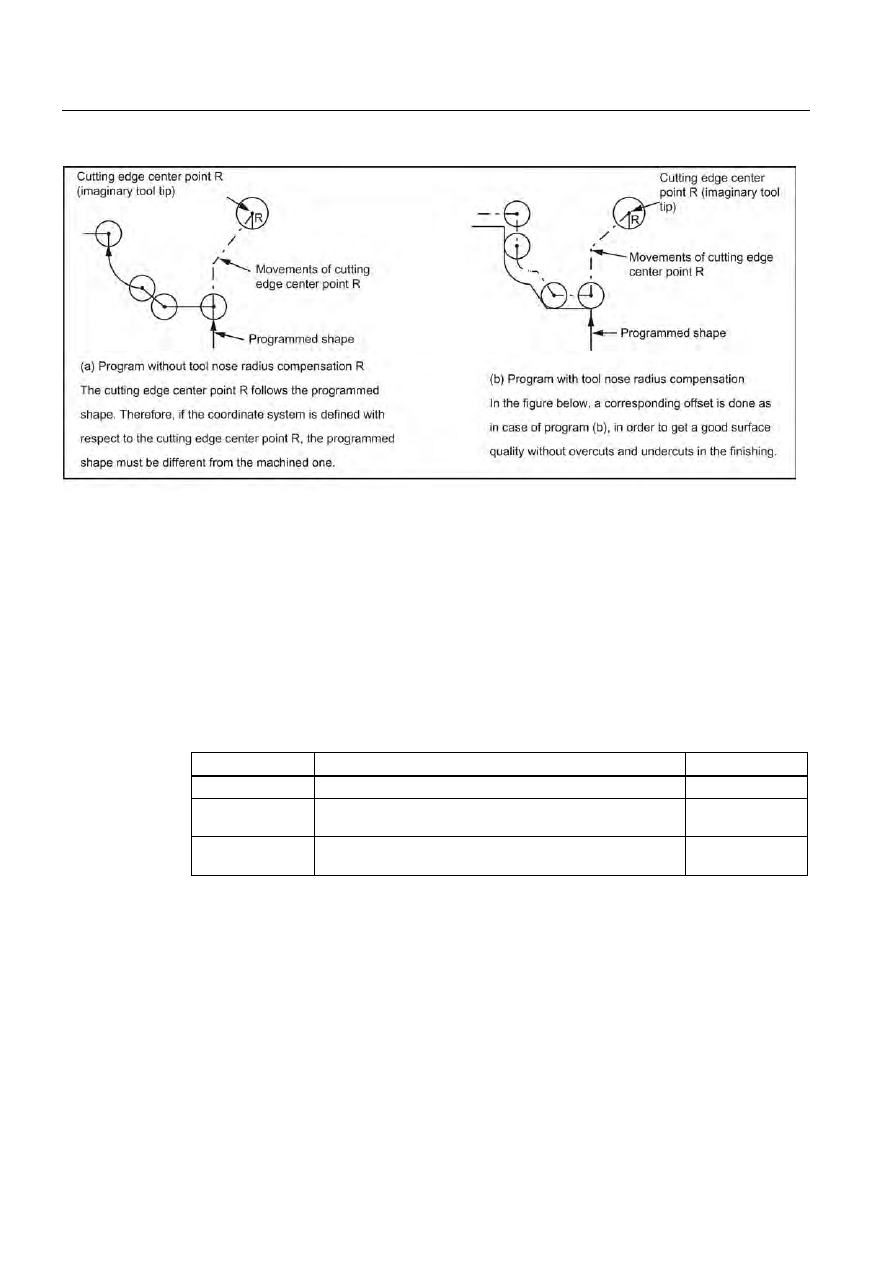
Polecenia pomiarowe
4.4 Funkcje przesunięcia narzędzia
Toczenie, część 3: Programowanie (ISO)
52
Podręcznik programowania i obsługi, 12/2012
Rysunek 4-9 Program i ruchy narzędzia w punktach kontrolnych 0-9
Zaznaczanie/odznaczanie kompensacji promienia ostrza narzędzia
● Zaznaczanie przesunięcia narzędzia
Przesunięcie narzędzia wybierane jest poleceniem T.
● Aktywacja kompensacji promienia ostrza narzędzia
Do aktywowania/dezaktywowania kompensacji promienia ostrza narzędzia stosowane są
funkcje G opisane poniżej.
Tabela 4- 3 Funkcje G aktywacji/dezaktywacji kompensacji promienia ostrza narzędzia
Funkcja G
Funkcja
Grupa G
G40
Odznaczenie kompensacji promienia ostrza narzędzia
07
G41
Kompensacja promienia narzędzia (narzędzie pracuje w
kierunku skrawania, w lewą stronę konturu)
07
G42
Kompensacja promienia narzędzia (narzędzie pracuje w
kierunku skrawania, w prawą stronę konturu)
07
Polecenia G40 i G41/G42 są modalnymi funkcjami G z grupy G 07. Pozostają one aktywne
do chwili zaprogramowania innej funkcji z tej grupy G. Położenie zamknięte po POWER ON
lub NCK-RESET to G40.
Kompensacja promienia ostrza narzędzia jest wywoływana za pomocą G41 lub za pomocą
G42 i polecenia T.
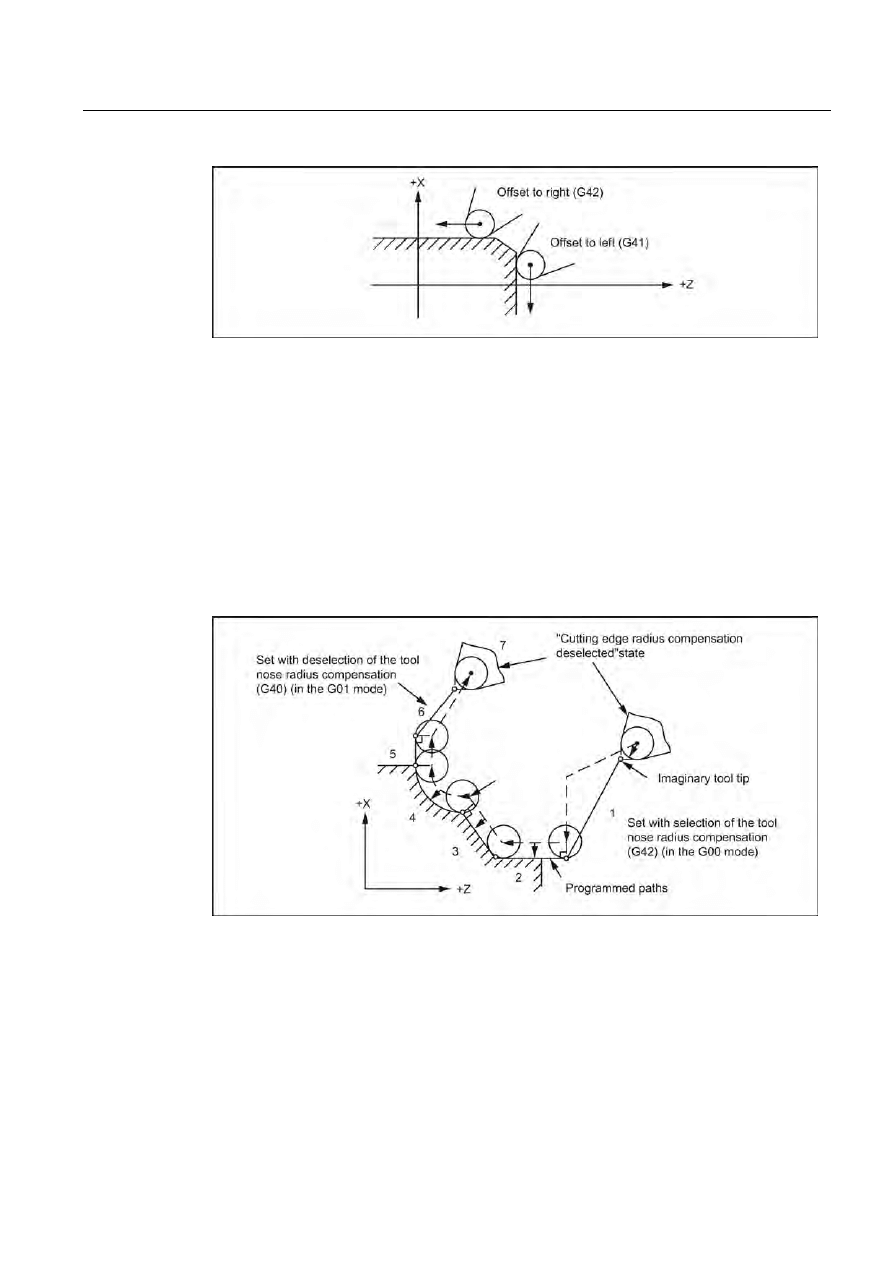
Polecenia pomiarowe
4.4 Funkcje przesunięcia narzędzia
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
53
Rysunek 4-10 Definiowanie kompensacji promienia ostrza narzędzia w zależności od kierunku
skrawania
Zmiana kierunku kompensacji
Kierunek kompensacji można przełączyć pomiędzy G41 i G42 bez odznaczania G40.
Ostatni blok z dotychczasowym kierunkiem kompensacji kończy się normalnym położeniem
wektora kompensacji w punkcie końcowym. Nowy kierunek kompensacji wykonywany jest
jako początek kompensacji (ustawienie domyślne w punkcie początkowym).
Kontur ruchów w przypadku kompensacji promienia ostrza narzędzia
Wykonanie kompensacji promienia ostrza narzędzia przedstawiono na ilustracji poniżej.
Rysunek 4-11 Kontur ruchów kompensacji promienia ostrza narzędzia (G42, punkt kontrolny 3)
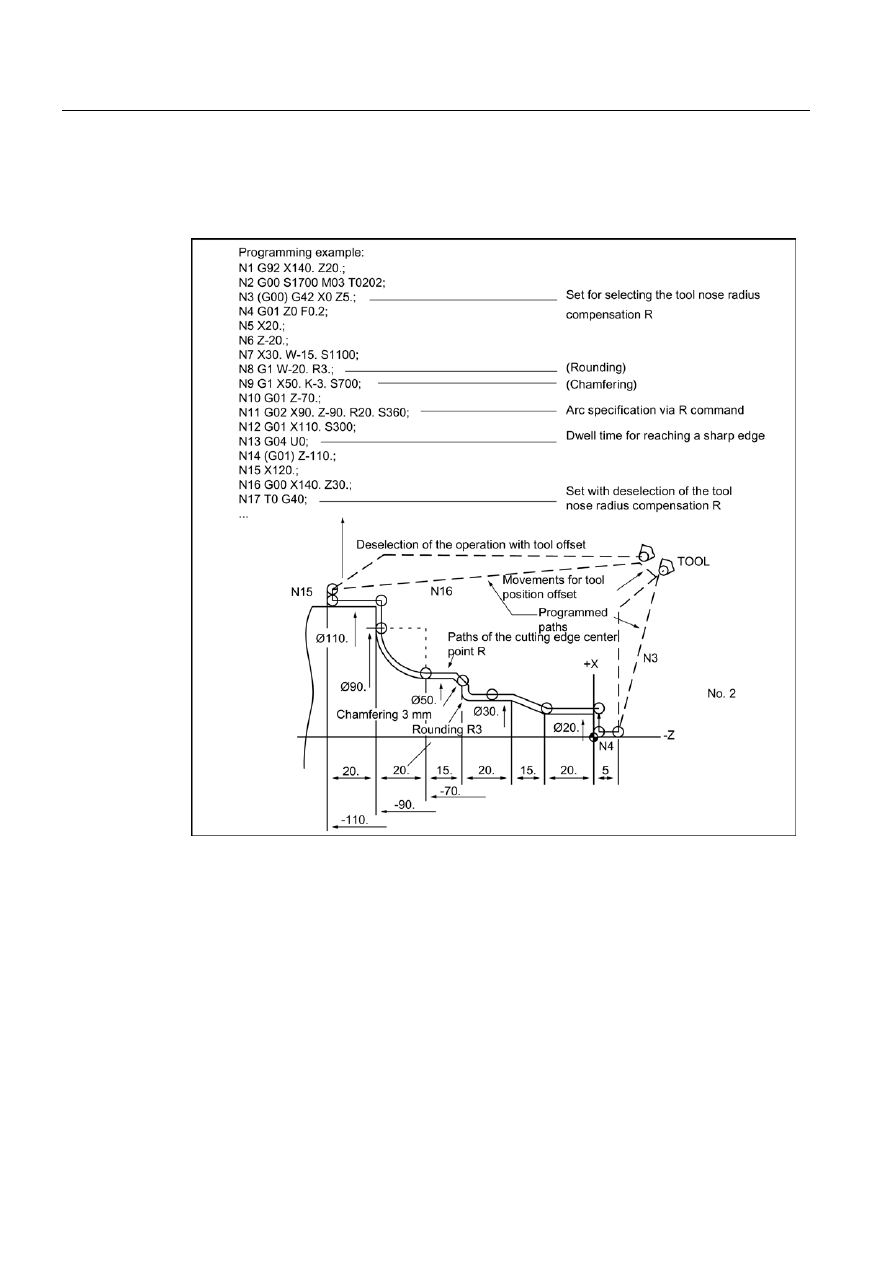
Polecenia pomiarowe
4.4 Funkcje przesunięcia narzędzia
Toczenie, część 3: Programowanie (ISO)
54
Podręcznik programowania i obsługi, 12/2012
● Po zaznaczeniu (blok 1) i odznaczeniu (blok 6) kompensacji promienia ostrza narzędzia
wykonywane są ruchy kompensujące. Dlatego podczas zaznaczania lub odznaczania
przesunięcia narzędzia należy uważać, by nie doszło do kolizji.
Rysunek 4-12 Przykład programowania
Polecenia pomiarowe
4.5 Funkcje S, T, M i B
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
55
4.5
Funkcje S, T, M i B
4.5.1
Funkcja wrzeciona (funkcja S )
Prędkość wrzeciona definiowana jest w liczbie obrotów na minutę w adresie S. Kierunek
obrotu wrzeciona wybierany jest za pomocą M3 i M4. M3 = obroty wrzeciona w prawo, M4 =
obroty wrzeciona w lewo. M5 zatrzymuje wrzeciono. Szczegółowe informacje dostępne są w
dokumentacji producenta maszyny.
● Polecenia S są modalne, tj. po zaprogramowaniu pozostają aktywne do
zaprogramowania następnego polecenia S. Polecenie S jest utrzymywane w przypadku
zatrzymania wrzeciona za pomocą M05. Jeśli następnie zaprogramowane zostanie M03
lub M04 bez wyszczególnienia polecenia S, wówczas wrzeciono uruchamiane jest z
pierwotnie zaprogramowaną prędkością.
● W przypadku zmiany prędkości wrzeciona należy zwrócić uwagę na to, który stopień
przekładni jest aktualnie ustawiony dla wrzeciona. Szczegółowe informacje dostępne są
w dokumentacji producenta maszyny.
● Dolna granica polecenia S (S0 lub polecenie S bliskie S0) zależy od silnika napędu i
układu napędowego wrzeciona (jest różna w różnych maszynach). Wartości ujemne S są
niedozwolone! Szczegółowe informacje dostępne są w dokumentacji producenta
maszyny.
4.5.2
Stała prędkość skrawania (G96, G97)
Stała prędkość skrawania jest zaznaczana i odznaczana funkcjami G omówionymi poniżej.
Polecenia G96 i G97 działają globalnie i należą do grupy G 02.
Tabela 4- 4 Polecenia G sterowania stałą prędkością skrawania
Funkcja G
Funkcja
Grupa G
G96
Stała prędkość skrawania aktywna
02
G97
Odznaczenie stałej prędkości
02
Stała prędkość skrawania aktywna (G96)
Za pomocą „G96 S...” prędkość wrzeciona – w zależności od odpowiedniej średnicy
przedmiotu – jest modyfikowana w taki sposób, że prędkość skrawania S w m/min lub ft/min
pozostaje stała na krawędzi narzędzia.
Po aktywowaniu za pomocą G96, wartość osi X jest wykorzystywana jako średnica do
monitorowania aktualnej prędkości skrawania. Jeśli położenie osi X zostanie zmienione,
zmieni się również prędkość wrzeciona – w taki sposób, by utrzymana została
zaprogramowana prędkość skrawania.
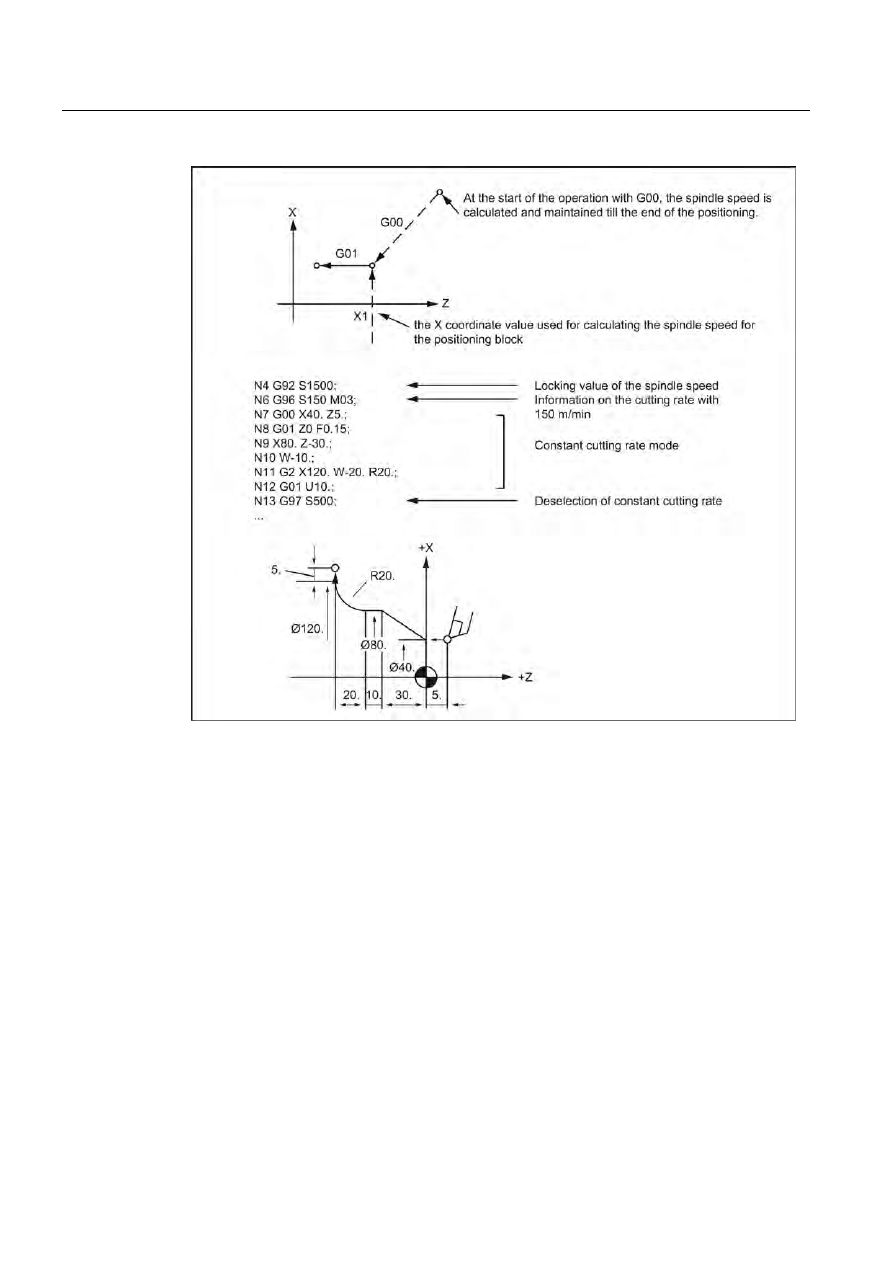
Polecenia pomiarowe
4.5 Funkcje S, T, M i B
Toczenie, część 3: Programowanie (ISO)
56
Podręcznik programowania i obsługi, 12/2012
Rysunek 4-13 Stała prędkość skrawania
Odznaczenie stałej prędkości skrawania (G97)
Zgodnie z G97, system sterowania interpretuje słowo S jako prędkość wrzeciona w obrotach
na minutę. Jeśli nie zostanie wskazana nowa prędkość wrzeciona, zachowana zostanie
ostatnia prędkość wprowadzona za pomocą G96.
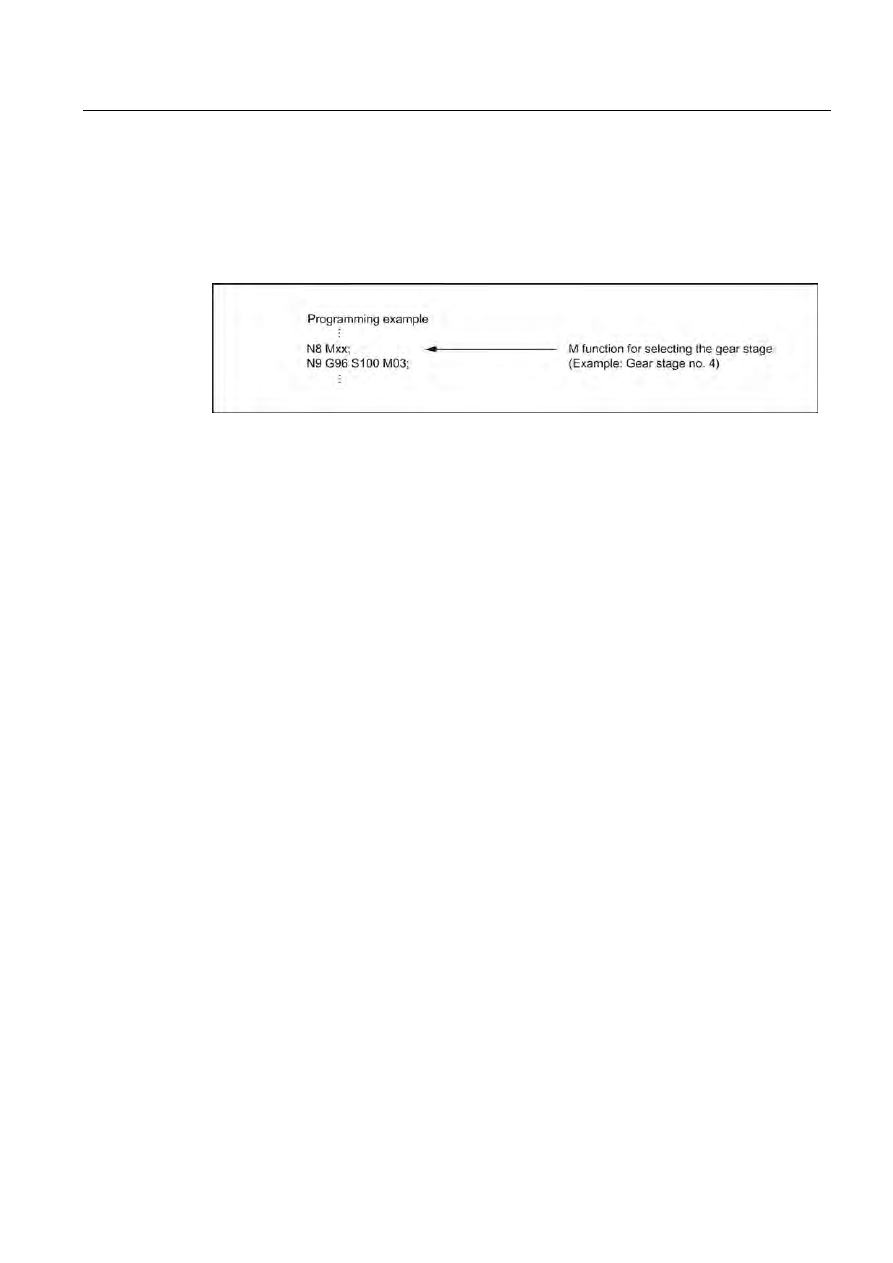
Polecenia pomiarowe
4.5 Funkcje S, T, M i B
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
57
Wybieranie stopnia przekładni obrotów wrzeciona
W przypadku maszyn, w których stopień przełożenia można zmienić poleceniem M,
polecenie M ma zostać wpisane w celu wybrania odpowiedniego stopnia przełożenia przed
wskazaniem G96. Szczegółowe informacje dostępne są w dokumentacji producenta
maszyny.
4.5.3
Zmiana narzędzia funkcjami T (funkcja T)
Po zaprogramowaniu słowa T dochodzi do bezpośredniej wymiany narzędzia.
Działanie funkcji T definiowane jest za pośrednictwem danych maszynowych. Należy
zapoznać się z konfiguracją maszyny przez producenta.
4.5.4
Funkcja dodatkowa (funkcja M)
Funkcje M inicjują operacje przełączeniowe, takie jak włączenie/wyłączenie dopływu
chłodziwa i inne funkcje maszyny. Producent CNC przypisał już różnym funkcjom M stałe
zadania (patrz: następny punkt).
Programowanie
M... Możliwe wartości: od 0 do 9999 9999 (maks. wartość INT), liczba całkowita
Wszystkie wolne numery funkcji M mogą zostać przypisane przez producenta maszyny – na
przykład do funkcji przełączeniowych sterujących urządzeniami zaciskowymi lub
włączających/wyłączających dodatkowe funkcje maszyny. Należy zapoznać się z danymi od
producenta maszyny.
Opis funkcji M związanych z sterowaniem numerycznym przedstawiono poniżej.
Funkcje M kończące działania (M00, M01, M02, M30)
Tą funkcją M wyzwalane jest zatrzymanie programu, a obróbka zostaje przerwana lub
zakończona. To, czy zatrzymane zostanie również wrzeciono zależy od specyfikacji
producenta maszyny. Szczegółowe informacje dostępne są w dokumentacji producenta
maszyny.
Polecenia pomiarowe
4.5 Funkcje S, T, M i B
Toczenie, część 3: Programowanie (ISO)
58
Podręcznik programowania i obsługi, 12/2012
M00 (zatrzymanie programu)
Obróbka zatrzymywana jest w bloku NC zawierającym M00. Można teraz na przykład
wymieść wióry, przeprowadzić ponowne pomiary itp. Sygnał jest wyprowadzany do PLC.
Program może zostać wznowiony za pomocą <CYCLE START>.
M01 (opcjonalne zatrzymanie)
M01 można ustawić za pośrednictwem
● HMI/okno dialogowe „Sterowanie programem” lub
● interfejs VDI
Przetwarzanie programu NC jest utrzymywane za pomocą M01 tylko wówczas, gdy
ustawiony jest odpowiedni sygnał interfejsu VDI lub gdy w HMI/oknie dialogowym wybrano
„Sterowanie programem”.
M30 lub M02 (zakończenie programu)
M30 lub M02 kończy wykonywanie programu.
Wskazówka
M00, M01, M02 lub M30 wyprowadza sygnał do PLC.
Wskazówka
Informacje o tym, czy polecenia M00, M01, M02 lub M30 zatrzymują wrzeciono bądź czy
przerywane jest podawanie chłodziwa zawiera dokumentacja od producenta maszyny.
4.5.5
Funkcje M sterowania wrzecionem
Tabela 4- 5 Funkcje M sterowania wrzecionem
Funkcja M
Funkcja
M19
Pozycjonowanie wrzeciona
M29
Przełączenie wrzeciona w tryb sterowania osią/w pętli zamkniętej
Wrzeciono jest przemieszczane do położenia wrzeciona zdefiniowanego w danej ustawczej
43240 $SA_M19_SPOS[numer wrzeciona] za pomocą M19. Tryb pozycjonowania jest
przechowywany w $SA_M19_SPOS.
Numer funkcji M przełączenia trybu wrzeciona (M29) może zostać również ustawiony ponad
zmienną danych maszynowych. Do wstępnego ustawiania numeru funkcji M służy MD20095
$MC_EXTERN_RIGID_TAPPING_N_NR. Można przypisać tylko te numery funkcji M, które
nie są wykorzystywane jako standardowe funkcje M. Na przykład, M0, M5, M30, M98, M99
itp. są niedozwolone.
W trybie ISO wrzeciono przełączane jest w tryb osiowy za pomocą M29.

Polecenia pomiarowe
4.5 Funkcje S, T, M i B
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
59
4.5.6
Funkcje M wywoływania podprogramów
Tabela 4- 6 Funkcje M wywoływania podprogramów
Funkcja M
Funkcja
M98
Wywołanie podprogramu
M99
Zakończenie podprogramu
4.5.7
Wywołanie makropolecenia funkcją M
Za pośrednictwem numerów M można wywołać podprogram (makropolecenie) podobne do
G65.
Konfiguracja maksymalnie 10 zastąpień funkcji M podejmowana jest za pośrednictwem
danej maszynowej 10814 $MN_EXTERN_M_NO_MAC_CYCLE i 10815
$MN_EXTERN_M_NO_MAC_CYCLE_NAME.
Programowanie zachodzi identycznie jak w G65. Powtórzenia można zaprogramować
adresem L.
Ograniczenia
W jednym wierszu programu obróbki można wykonać tylko jedno zastąpienie funkcji M (czyli
tylko jedno wywołanie podprogramu). Konflikty z innymi wywołaniami podprogramów
sygnalizowane są alarmem 12722. W zastąpionym podprogramie nie występuje dalsze
zastąpienie funkcji M.
W innym przypadku obowiązują takie same ograniczenia, jak w G65.
Konflikty z predefiniowanymi i innymi zdefiniowanymi numerami M są odrzucane i
sygnalizowane alarmem.
Przykład konfiguracji
Wywołanie podprogramu M101_MAKRO za pośrednictwem funkcji M101 M:
$MN_EXTERN_M_NO_MAC_CYCLE[0] = 101
$MN_EXTERN_M_NO_MAC_CYCLE_NAME[0] = „M101_MAKRO”
Wywołanie podprogramu M6_MAKRO za pośrednictwem funkcji M M6:
$MN_EXTERN_M_NO_MAC_CYCLE[1] = 6
$MN_EXTERN_M_NO_MAC_CYCLE_NAME[1] = „M6_MAKRO”
Przykład programowania zmiany narzędzia funkcją M:
PROC MAIN
...
N10
M6 X10 V20
;Wywołanie programu M6_MAKRO
...
Polecenia pomiarowe
4.5 Funkcje S, T, M i B
Toczenie, część 3: Programowanie (ISO)
60
Podręcznik programowania i obsługi, 12/2012
N90
M30
PROC M6_MAKRO
...
N0010
R10 = R10 + 11.11
N0020
IF $C_X_PROG == 1 GOTOF N40
;($C_X_PROG)
N0030
SETAL(61000)
;zaprogramowana zmienna nie
;przeniesiona prawidłowo
N0040
IF $C_V == 20 GTOF N60
;($C_V)
N0050
SETAL(61001)
N0060
M17
4.5.8
Funkcje M
Ogólne funkcje M
Niespecyficzne funkcje M definiowane są przez producenta maszyny. Reprezentatywny
przykład stosowania ogólnych funkcji M przedstawiono poniżej. Szczegółowe informacje
dostępne są w dokumentacji producenta maszyny. W przypadku zaprogramowania
polecenia M z ruchem osi w tym samym bloku, to, czy funkcja M ma zostać wykonana na
początku lub końcu bloku po osiągnięciu położenia osi zależy od ustawienia danych
maszynowych przez producenta. Szczegółowe informacje dostępne są w dokumentacji
producenta maszyny.
Tabela 4- 7 Inne ogólne funkcje M
Funkcja M
Funkcja
Uwagi
M08
Dopływ chłodziwa
włączony
Te funkcje M definiowane są przez producenta maszyny.
M09
Dopływ chłodziwa
wyłączony
Wskazanie kilku funkcji M w jednym bloku
W jednym bloku można zaprogramować maksymalnie 5 funkcji M. Możliwe kombinacje
funkcji M i ewentualne ograniczenia są wyszczególnione w dokumentacji producenta
maszyny.
Dodatkowe funkcje pomocnicze (funkcje B)
Jeśli B nie jest wykorzystywane jako identyfikator osi, B można wykorzystać jako
rozszerzoną funkcję pomocniczą. Funkcje B są wyprowadzane do PLC jako funkcje
pomocnicze (funkcje H z rozszerzeniem adresu H1=).
Przykład: B1234 jest wyprowadzane jako H1=1234.

Polecenia pomiarowe
4.5 Funkcje S, T, M i B
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
61

Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
63
Funkcje dodatkowe
5
5.1
Funkcje wsparcia programu
5.1.1
Stałe cykle
Cykle stałe upraszczają programiście tworzenie nowych programów. Często występujące
etapy obróbki można wykonywać funkcją G. Bez cykli stałych musi zostać
zaprogramowanych kilka-kilkanaście bloków NC. W ten sposób – przy cyklach stałych –
program obróbki można skrócić, zaoszczędzając miejsce w pamięci.
W trybie ISO wywoływany jest cykl stały wykorzystujący funkcjonalność standardowego
cyklu Siemens. W ten sposób adresy zaprogramowane w bloku NC są przekazywane do
cyklu stałego za pośrednictwem zmiennej systemowej. Cykl stały adaptuje te dane i
wywołuje standardowy cykl Siemens.
Stały cykl mógłby zostać anulowany tylko za pomocą G80 lub kodu G z Grupy 1 kodu G
przed wznowieniem programu od cyklu blokowego.
Cykl toczenia wzdłużnego
Format
G.. X... Z... F... ;
System A kodu G
System B kodu G
System C kodu G
G90
G77
G20
Za pomocą poleceń „G... X(U)... Z(W)... F... ;” wykonywany jest cykl toczenia wzdłużnego w
etapach 1-4.
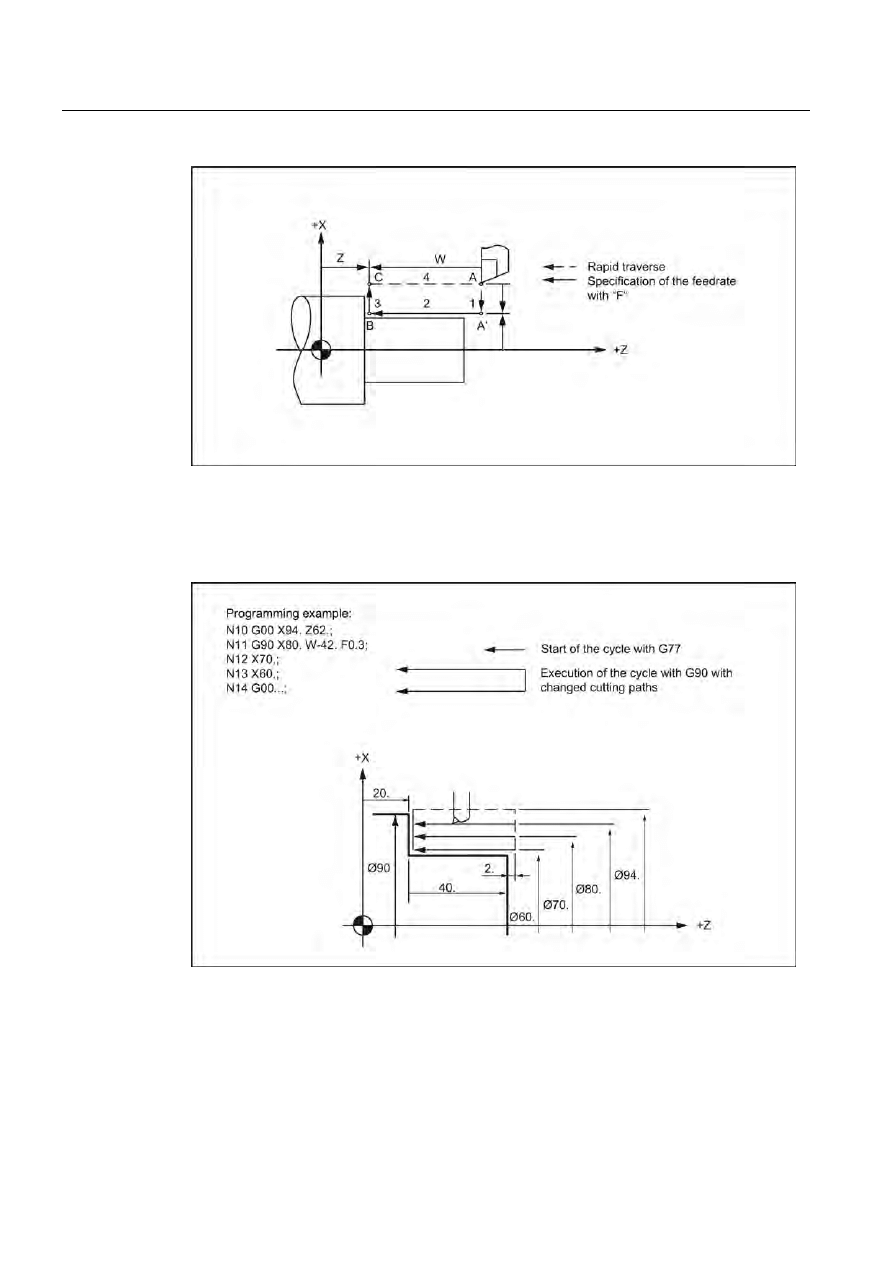
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
64
Podręcznik programowania i obsługi, 12/2012
Rysunek 5-1 Cykl toczenia wzdłużnego
Ponieważ G90 (G77, G20) jest modalną funkcją G, obróbka wykonywana jest w ramach
cyklu poprzez zdefiniowanie tylko ruchu posuwu wgłębnego w kierunku osi X w kolejnych
blokach.
Rysunek 5-2 Cykl toczenia wzdłużnego (system A kodu G)
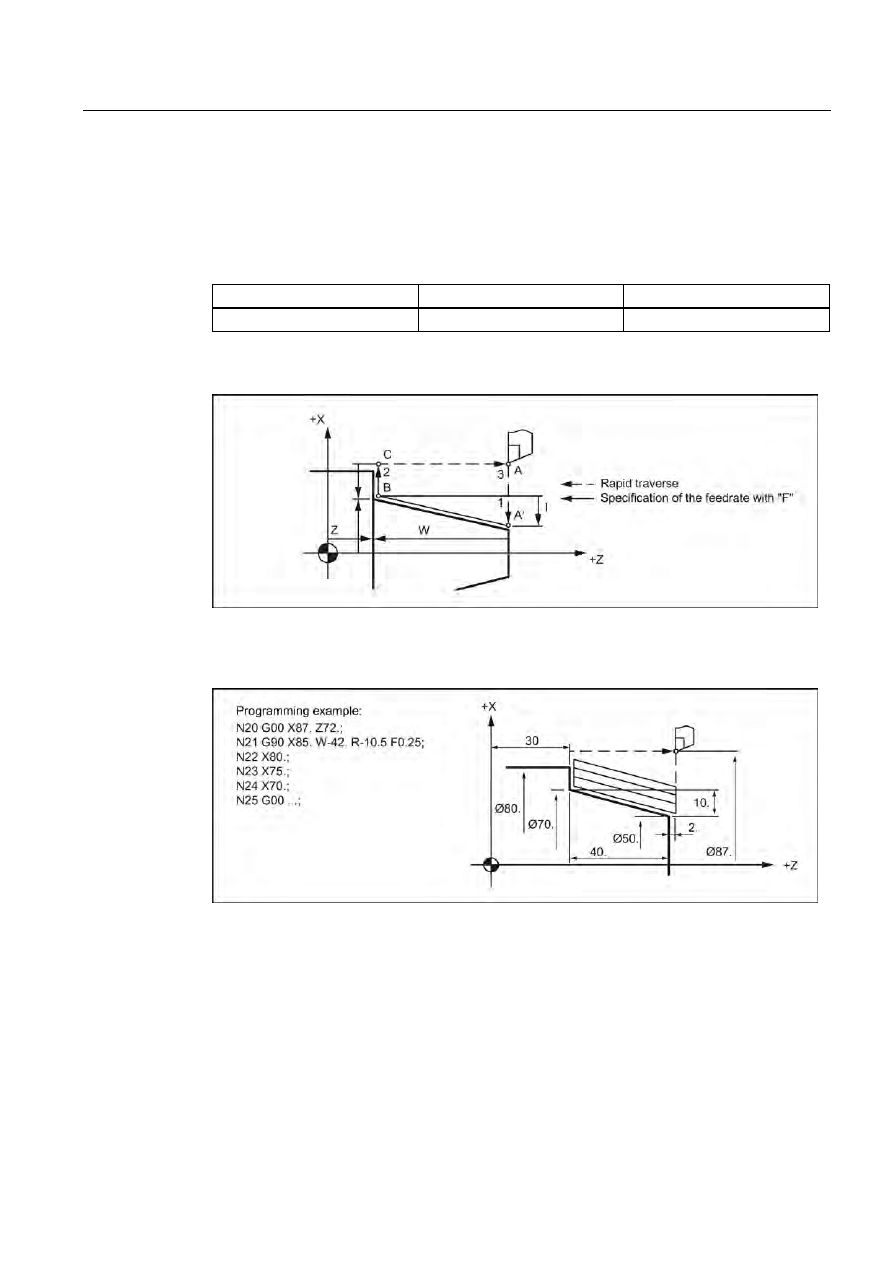
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
65
Cykl skrawania prostoliniowego
Format
G... X... Z... R... F... ;
System A kodu G
System B kodu G
System C kodu G
G90
G77
G20
Za pomocą poleceń „G... X(U)... Z(W)... R... F... ;” wykonywany jest cykl skrawania
prostoliniowego w etapach 1-4 przedstawionych na ilustracji poniżej.
Rysunek 5-3 Cykl skrawania prostoliniowego
Znak przed znakiem adresowym R zależy od punktu A' widzianego od strony punktu B.
Rysunek 5-4 Cykl skrawania prostoliniowego (system A kodu G)
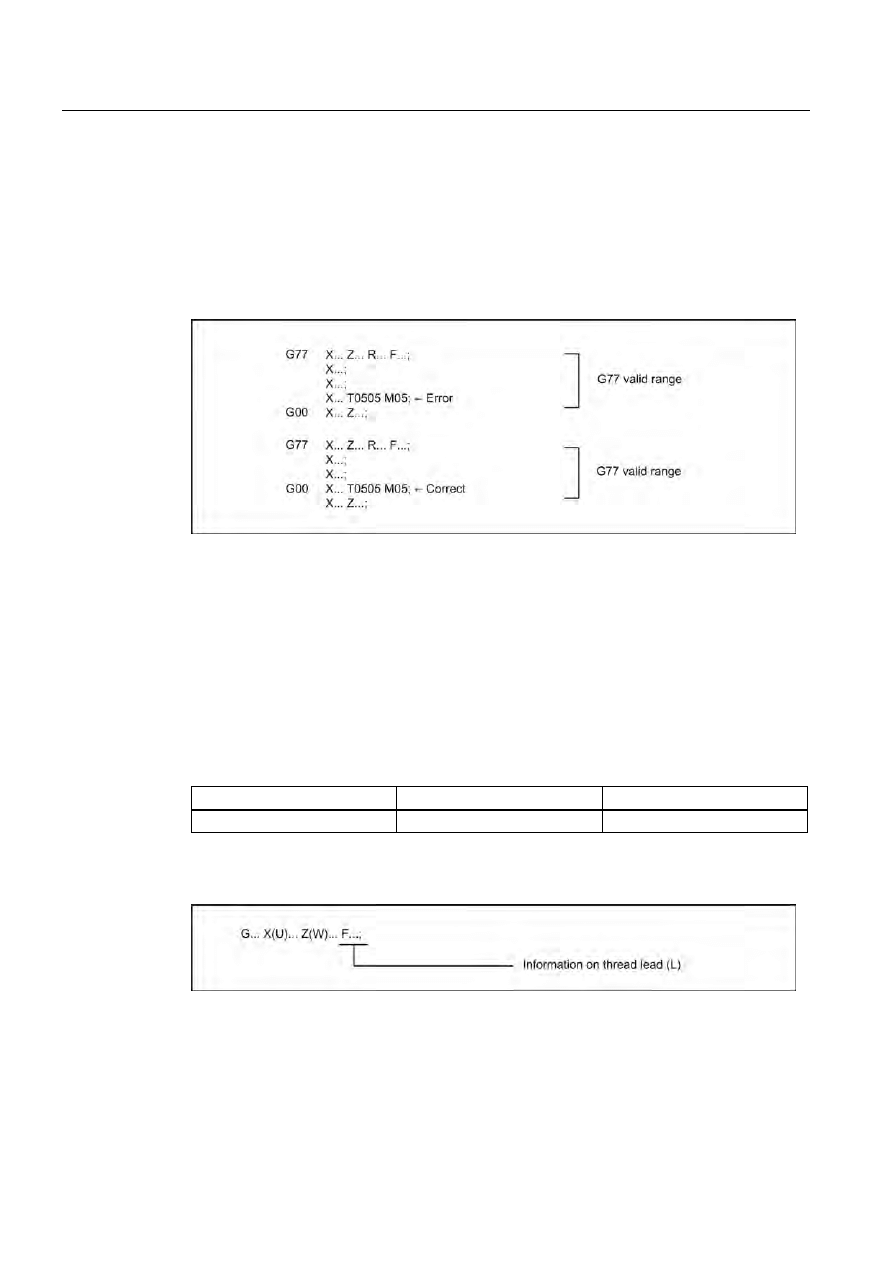
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
66
Podręcznik programowania i obsługi, 12/2012
● Podczas wykonywania cyklu z aktywowanym trybem jednoblokowym za pomocą G90
(G77, G20), cykl nie kończy się w środku, lecz zatrzymuje się za końcem okręgu, co
obejmuje sekwencję 1-4.
● Funkcje S, T i M stosowane jako warunki skrawania dla wykonania G90 (G77, G20) mają
zostać wskazane w blokach przed blokiem G90 (G77, G20). Gdy funkcje te są wskazane
w bloku zawierającym ruch osi, funkcje te działają tylko wówczas, gdy blok wskazany jest
w zakresie pracy za pomocą G90 (G77, G20).
Obsługa za pomocą G90 (G77, G20) pozostaje wówczas aktywna do miejsca wystąpienia
bloku ze wskazaną funkcją G z grupy 01.
Cykl gwintowania
Występują cztery rodzaje operacji gwintowania: dwa rodzaje cykli do skrawania gwintów
cylindrycznych i dwa typy do skrawania gwintów stożkowych.
Format
G... X... Z... F... Q... ;
System A kodu G
System B kodu G
System C kodu G
G92
G78
G21
Cykl skrawania gwintów cylindrycznych
Poleceniami podanymi powyżej wykonywany jest cykl skrawania gwintów cylindrycznych w
sekwencji 1-4 w sposób przedstawiony na ilustracji poniżej.
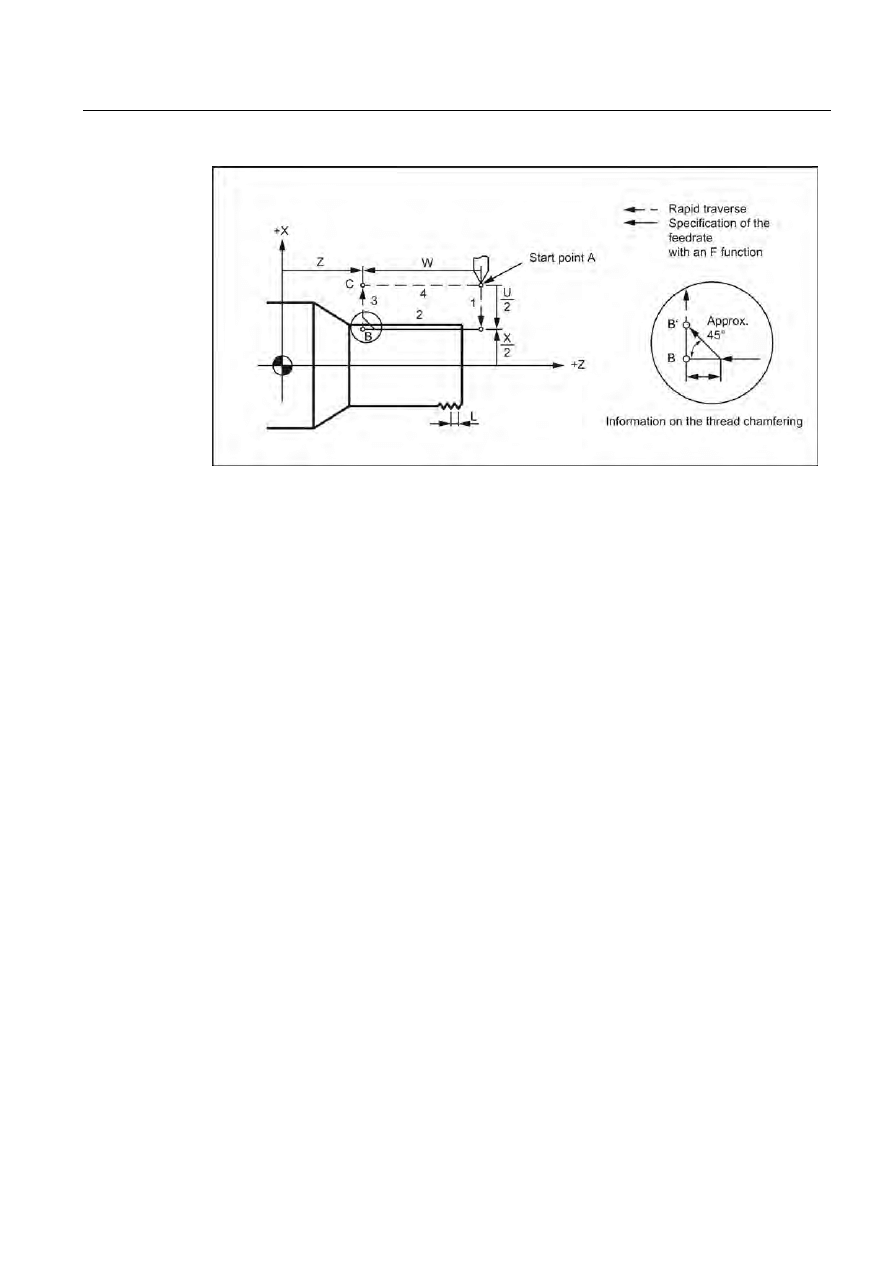
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
67
Rysunek 5-5 Cykl skrawania gwintów cylindrycznych
Ponieważ G92 (G78, G21) jest modalną funkcją G, cykl skrawania gwintu wykonywany jest
w cyklu poprzez wskazanie w dalszych blokach samej głębokości skrawania w kierunku osi
X. Ponowne wskazywanie G92 (G78, G21) w tych blokach nie jest wymagane.
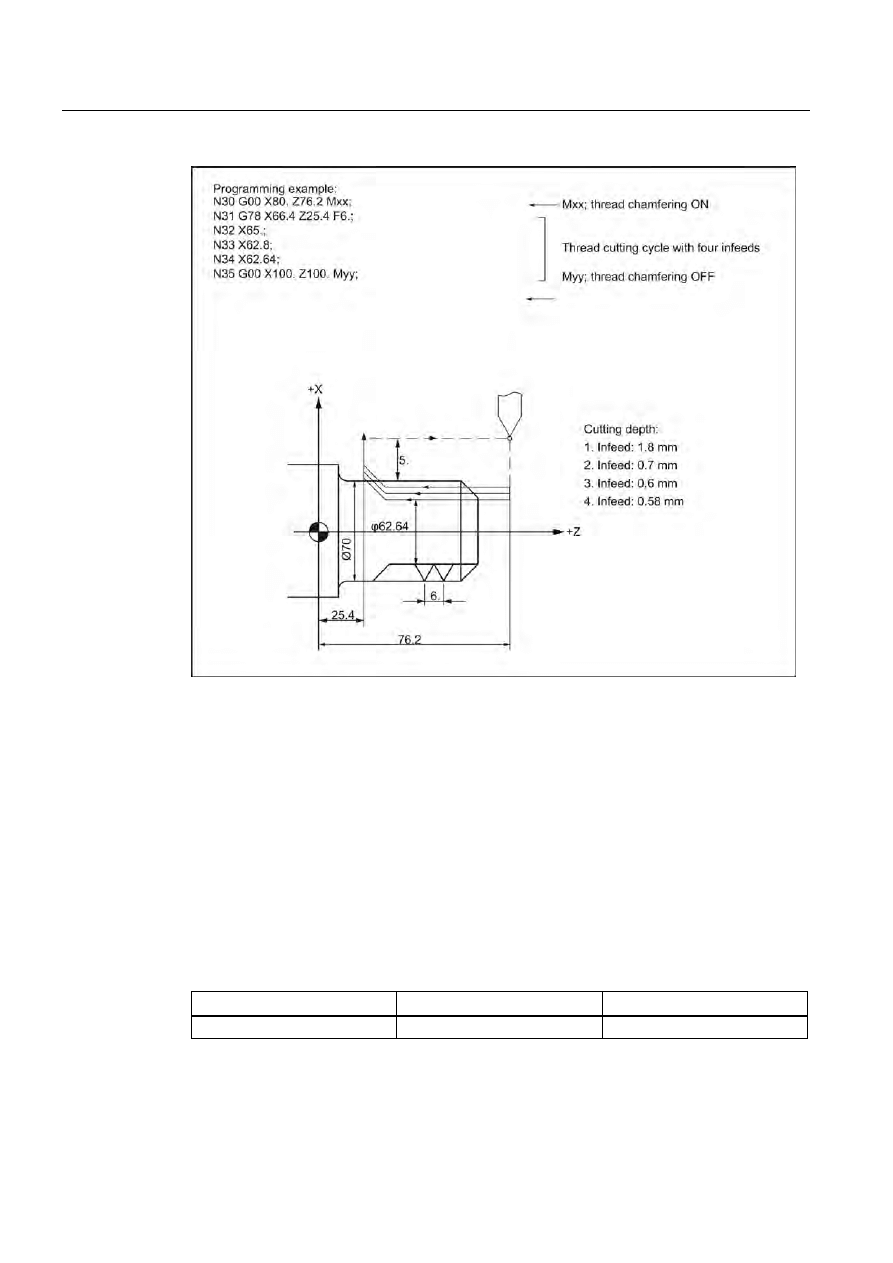
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
68
Podręcznik programowania i obsługi, 12/2012
Rysunek 5-6 Cykl skrawania gwintu cylindrycznego (system B kodu G)
● Podczas wykonywania cyklu z aktywowanym trybem jednoblokowym za pomocą G92
(G78, G21), cykl nie oczekuje w połowie drogi, lecz zatrzymuje się za końcem cyklu, co
obejmuje sekwencję 1-4.
● W ramach cyklu gwintowania możliwe jest fazowanie na krawędziach gwintu. Fazowanie
krawędzi gwintu inicjowane jest sygnałem maszyny. Rozmiar fazy gwintu g można
wskazywać w stopniach po 0,1*L w USER DATA, _ZSFI[26]. „L” jest więc wskazanym
skokiem gwintu.
Cykl skrawania gwintów stożkowych
Format
G... X... Z... R... F... ;
System A kodu G
System B kodu G
System C kodu G
G92
G78
G21
Za pomocą poleceń „G... X(U)... Z(W)... R... F... ;” wykonywany jest cykl skrawania gwintów
stożkowych w etapach 1-4 przedstawionych na ilustracji poniżej.
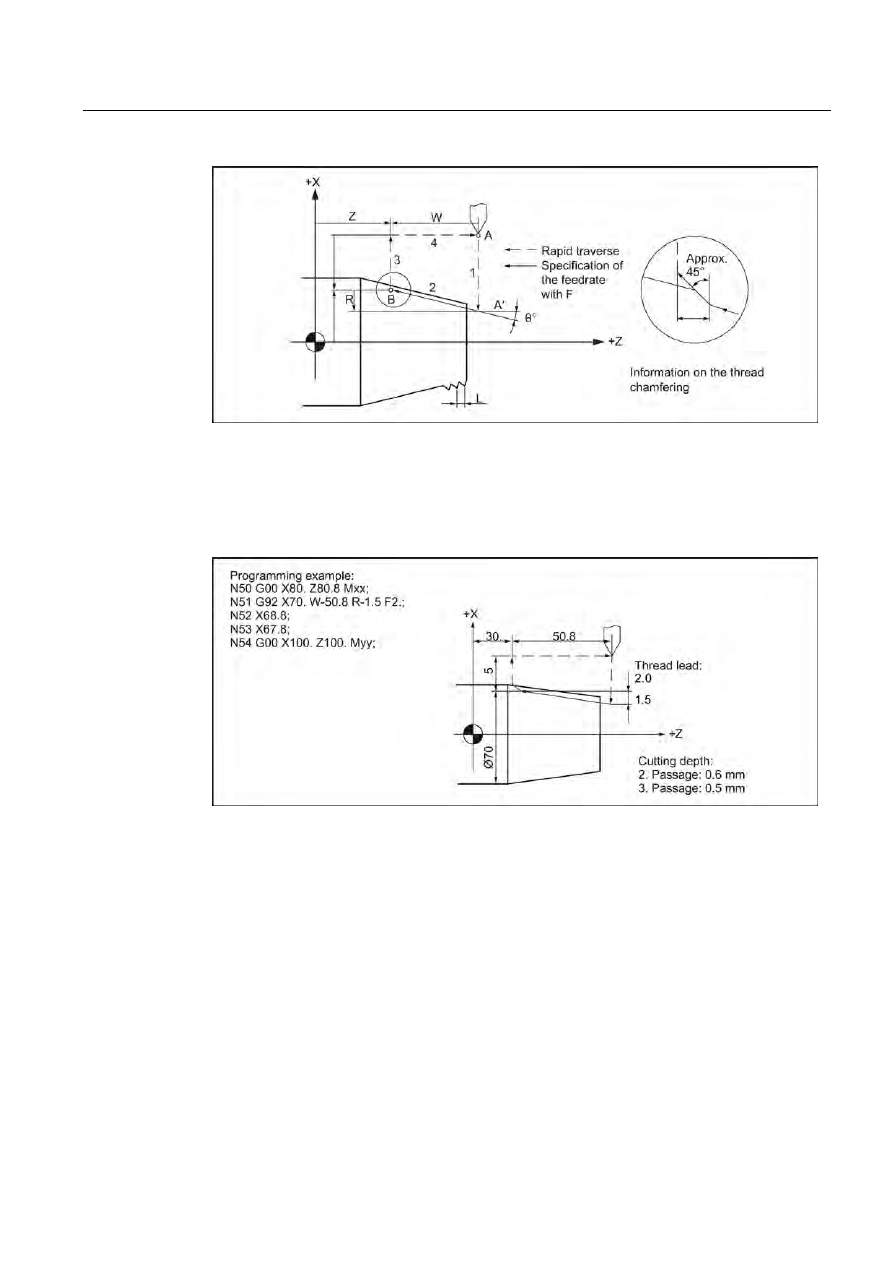
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
69
Rysunek 5-7 Cykl skrawania gwintów stożkowych
Znak przed znakiem adresowym R zależy od punktu A' widzianego od strony punktu B.
Ponieważ G92 (G78, G21) jest modalną funkcją G, cykl skrawania gwintu wykonywany jest
w cyklu poprzez wskazanie w dalszych blokach samej głębokości skrawania w kierunku osi
X. Ponowne wskazywanie G92 (G78, G21) w tych blokach nie jest wymagane.
Rysunek 5-8 Cykl skrawania gwintu stożkowego (system A kodu G)
Podczas wykonywania cyklu z aktywowanym trybem jednoblokowym za pomocą G92 (G78,
G21), cykl nie oczekuje w połowie drogi, lecz zatrzymuje się za końcem cyklu, co obejmuje
sekwencję 1-4.
Funkcje S, T i M stosowane jako warunki skrawania dla wykonania G92 (G78, G21) mają
zostać wskazane w blokach przed blokiem G92 (G78, G21). Gdy funkcje te są wskazane w
bloku zawierającym ruch osi, funkcje te działają tylko wówczas, gdy blok wskazany jest w
zakresie pracy za pomocą G92 (G78, G21).
Jeśli w momencie, w którym narzędzie skrawające znajduje się w punkcie początkowym A
lub w punkcie B ukończenia fazowania naciśnięty zostanie przycisk <ROZPOCZĘCIE
CYKLU>, wstrzymany cykl zostanie wykonany ponownie od początku.
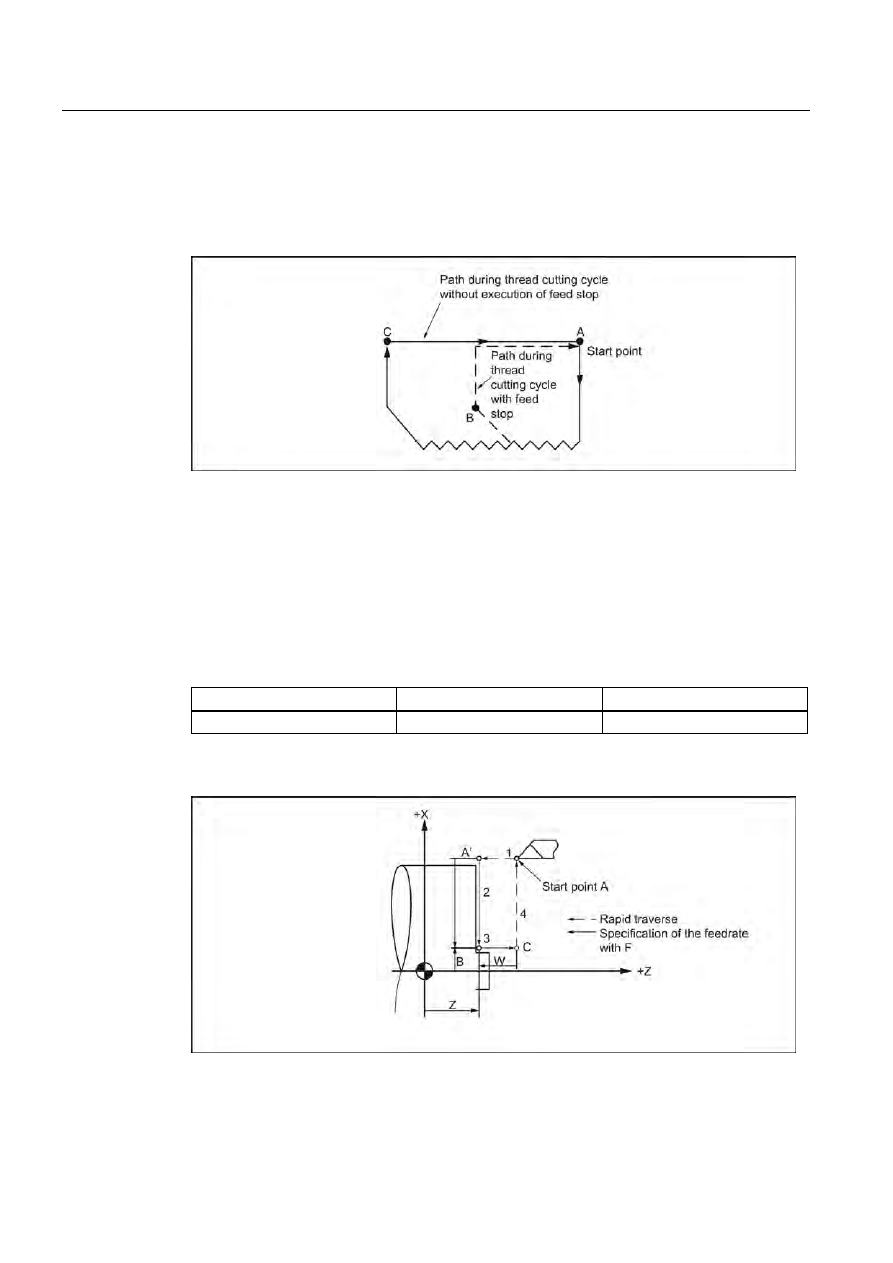
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
70
Podręcznik programowania i obsługi, 12/2012
Jeśli opcja „zatrzymanie prędkości posuwu skrawania gwintu” nie jest zaznaczona, cykl
skrawania gwintu kontynuowany jest po naciśnięciu przycisku <ZAKOŃCZENIE CYKLU>
podczas realizacji cyklu skrawania gwintu. W tym przypadku skrawanie zostaje zatrzymane
do chwili ponownego cofnięcia narzędzia po ukończeniu cyklu skrawania gwintu.
Rysunek 5-9 Zatrzymanie prędkości posuwu podczas wykonywania cyklu skrawania gwintu
Jeśli podczas stosowania w cyklu G92 (G78, G21) rozmiarem fazy jest „0”, wyprowadzany
jest alarm.
Cykl nacinania promieniowego
Format
G... X... Z... F... ;
System A kodu G
System B kodu G
System C kodu G
G94
G79
G24
Za pomocą poleceń „G... X(U)... Z(W)... F... ;” wykonywany jest cykl prostoliniowej obróbki
powierzchni czołowej w etapach 1-4 przedstawionych na ilustracji poniżej.
Rysunek 5-10 Cykl nacinania promieniowego
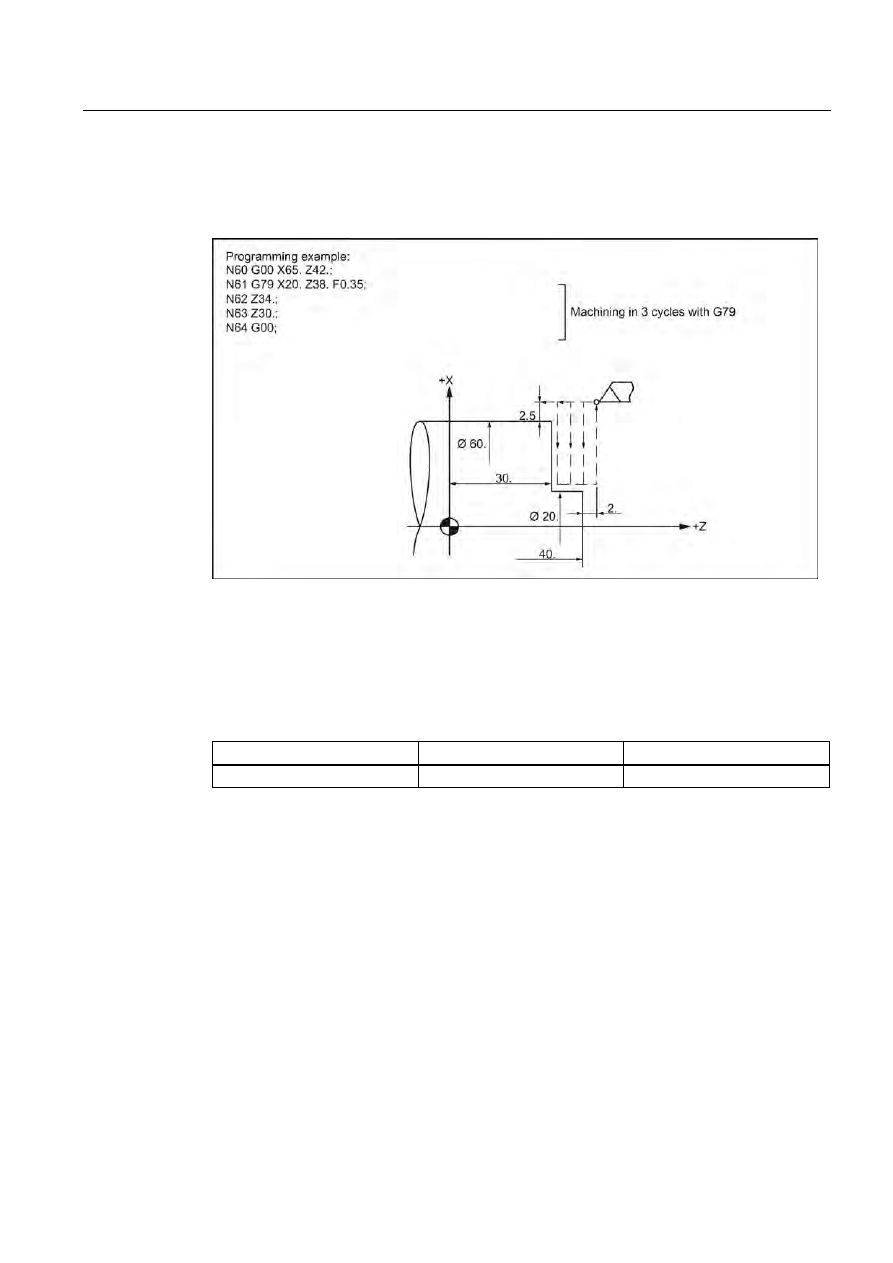
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
71
Ponieważ G94 (G79, G24) jest modalną funkcją G, cykl skrawania gwintu wykonywany jest
w cyklu poprzez wskazanie w dalszych blokach samej głębokości skrawania w kierunku osi
Z. Ponowne wskazywanie G94 (G79, G24) w tych blokach nie jest wymagane.
Rysunek 5-11 Cykl prostoliniowej obróbki powierzchni czołowej (system B kodu G)
Cykl toczenia stożka poprzecznego
Format
G... X... Z... R... F... ;
System A kodu G
System B kodu G
System C kodu G
G92
G78
G21
Za pomocą poleceń „G... X(U)... Z(W)... R... F... ;” wykonywany jest cykl toczenia stożka
poprzecznego w etapach 1-4 przedstawionych na ilustracji poniżej.
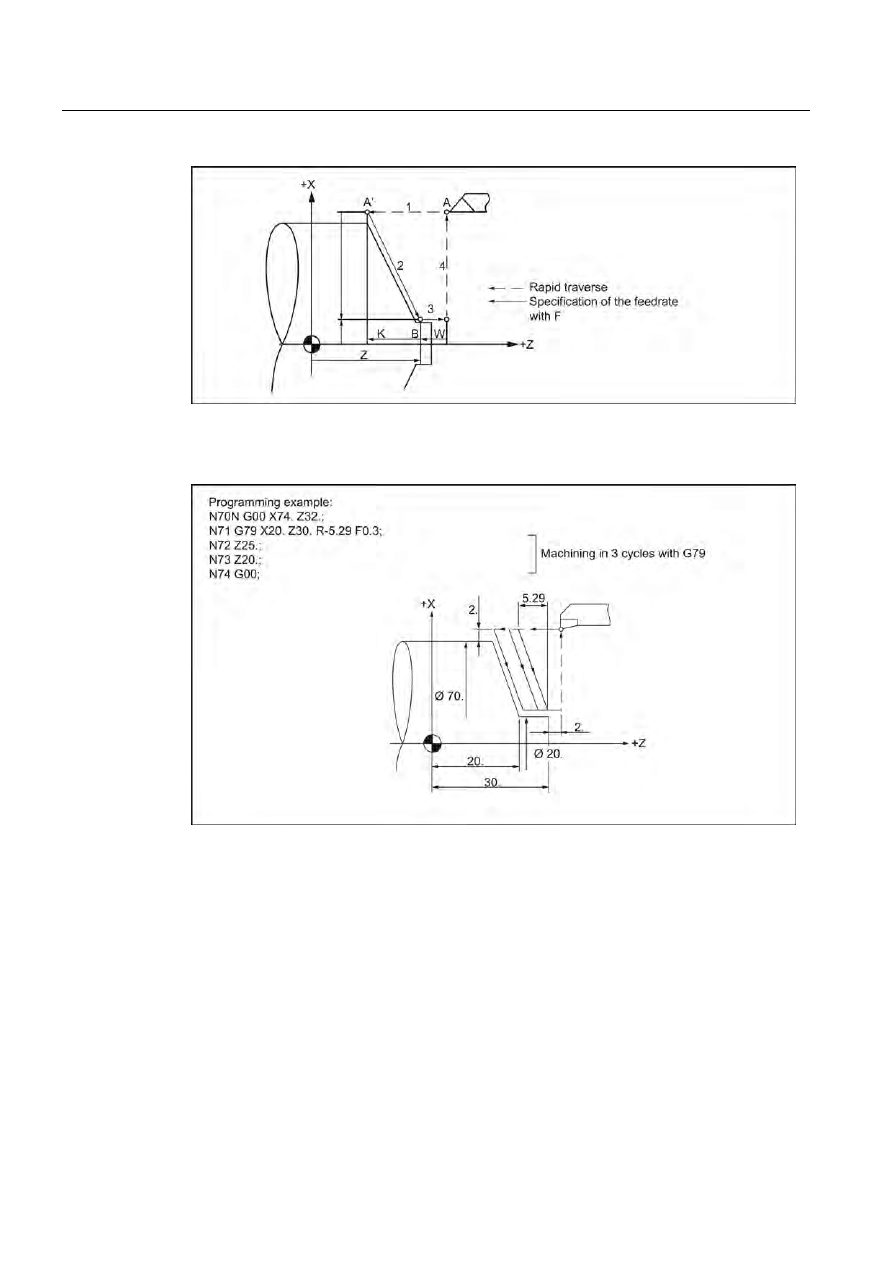
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
72
Podręcznik programowania i obsługi, 12/2012
Rysunek 5-12 Cykl toczenia stożka poprzecznego
Znak przed znakiem adresowym R zależy od punktu A' widzianego od strony punktu B.
Rysunek 5-13 Cykl toczenia stożka poprzecznego (system B kodu G)
Funkcje S, T i M stosowane jako warunki skrawania dla wykonania G94 (G79, G24) mają
zostać wskazane w blokach przed blokiem G94 (G79, G24). Gdy funkcje te są wskazane w
bloku zawierającym ruch osi, funkcje te działają tylko wówczas, gdy blok wskazany jest w
zakresie pracy za pomocą G94 (G79, G24).
Podczas wykonywania cyklu z aktywowanym trybem jednoblokowym za pomocą G94 (G79,
G24), cykl nie kończy się w środku, lecz zatrzymuje się za końcem okręgu, co obejmuje
sekwencję 1-4.
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
73
5.1.2
Cykle wielokrotnie powtarzalne
Cykle wielokrotnie powtarzalne upraszczają programistom tworzenie nowych programów.
Często powtarzające się etapy obróbki można wykonywać funkcją G. Bez cykli wielokrotnie
powtarzalnych musi zostać zaprogramowanych kilka-kilkanaście bloków NC. W ten sposób –
stosując cykle wielokrotnie powtarzalne – programy obróbki można skracać, zaoszczędzając
miejsce w pamięci.
W trybie ISO wywoływany jest cykl stały wykorzystujący funkcjonalność standardowego
cyklu Siemens. W ten sposób adresy zaprogramowane w bloku NC są przekazywane do
cyklu stałego za pośrednictwem zmiennej systemowej. Cykl stały adaptuje te dane i
wywołuje standardowy cykl Siemens.
W systemie A i B kodu G występuje 7 cykli wielokrotnie powtarzalnych (od G70 do G76)
(patrz: tabela poniżej). Należy pamiętać, że wszystkie te funkcje G nie są modalnymi
funkcjami G.
Tabela 5- 1 Przegląd cykli toczenia od G70 do G76 (systemy A i B kodu G)
Kod G
Opis
G70
Cykl obróbki wykańczającej
G71
Cykl usuwania naddatku, oś wzdłużna
G72
Cykl usunięcia naddatku, oś poprzeczna
G73
Zamknięty cykl skrawania
G74
Cykle pogłębiania wielokrotnie powtarzalne w osi wzdłużnej
G75
Cykle pogłębiania wielokrotnie powtarzalne w osi poprzecznej
G76
Cykl nacinania wielu gwintów
Cykle te są obecne również w systemie C kodu G. Jednak stosowane są inne funkcje G.
Tabela 5- 2 Przegląd cykli toczenia od G72 do G78 (system C kodu G)
Kod G
Opis
G72
Cykl obróbki wykańczającej
G73
Cykl usuwania naddatku, oś wzdłużna
G74
Cykl usunięcia naddatku, oś poprzeczna
G75
Powtórzenie konturu
G76
Cykle pogłębiania wielokrotnie powtarzalne w osi wzdłużnej
G77
Cykle pogłębiania wielokrotnie powtarzalne w osi poprzecznej
G78
Cykl nacinania wielu gwintów
Wskazówka
W opisach cykli przedstawionych powyżej założono system A i B kodu G.
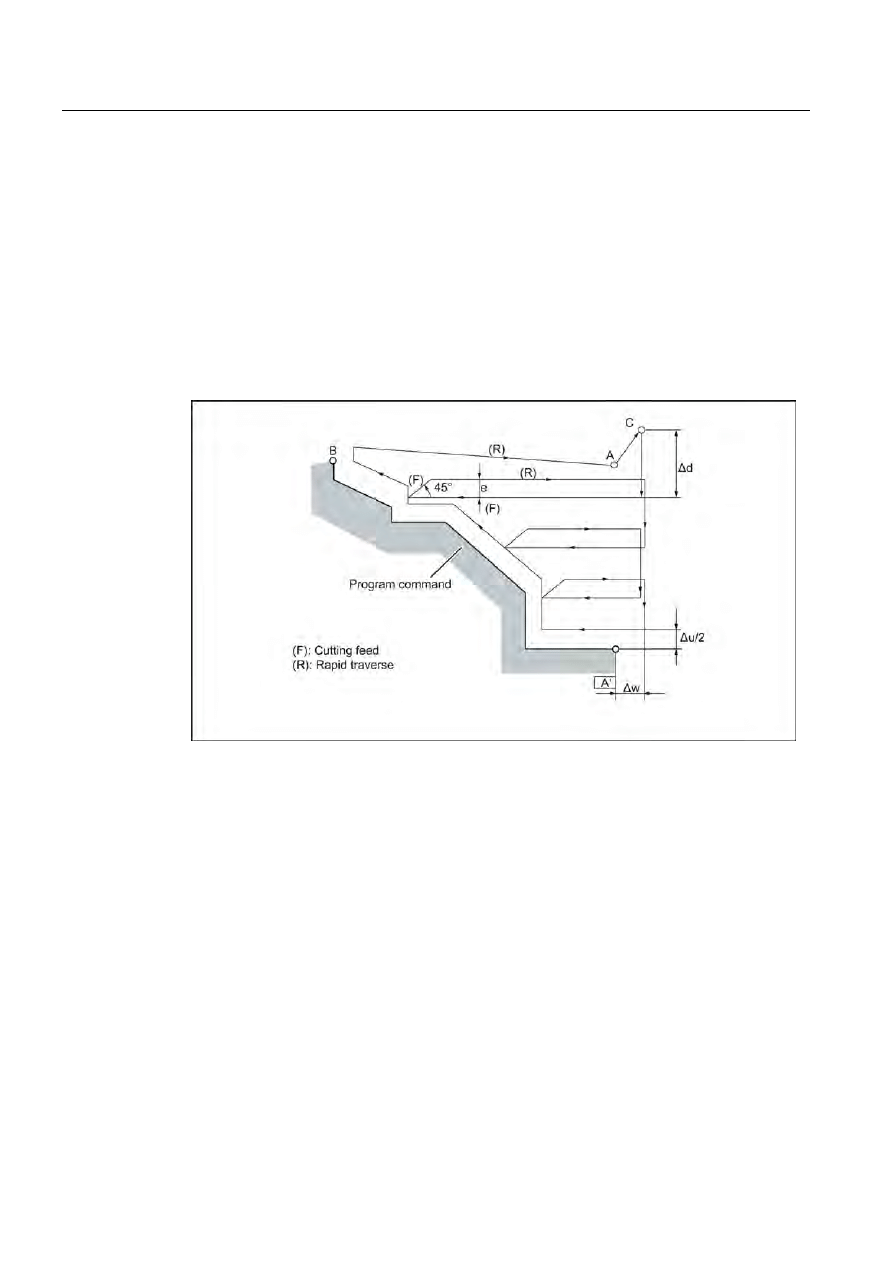
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
74
Podręcznik programowania i obsługi, 12/2012
Cykl usunięcia naddatku, oś wzdłużna (G71)
Zastosowanie cykli stałych umożliwia znaczne zmniejszenie liczby etapów programowania
dzięki temu, że cykle obróbki zgrubnej i wykańczającej można wyznaczyć prosto poprzez
wyznaczenie kształtu skrawania końcowego i tym podobnych. Występują dwa różne rodzaje
cyklu usunięcia naddatku.
Typ I
Wskazany obszar jest skrawany z naddatkiem na wykończenie do Δd (głębokość posuwu
wgłębnego podczas usuwania naddatku). u/2 i Δw są nadal obecne zawsze, gdy kontury A
są wpisywane do od A' do B przez program NC.
Rysunek 5-14 Trajektoria skrawania w cyklu usuwania naddatku, oś wzdłużna
Format
G71 U... R... ;
U: Głębokość posuwu wgłębnego podczas usuwania naddatku (Δd), programowanie po
promieniu
Ta wartość jest modalna i pozostaje obowiązująca do chwili zaprogramowania innej
wartości. Wartość tę można również wprowadzić za pośrednictwem USER DATA, _ZSFI[30],
lecz wartość ta jest zastępowana przez wartość z polecenia programu.
R: (e), wielkość wycofania
Ta wartość jest modalna i pozostaje obowiązująca do chwili zaprogramowania innej
wartości. Wartość tę można również wprowadzić za pośrednictwem USER DATA, _ZSFI[31],
lecz wartość ta jest zastępowana przez wartość z polecenia programu.
G71 P... Q... U... W... F... S... T...
P: Początkowy blok wyznaczający kontur
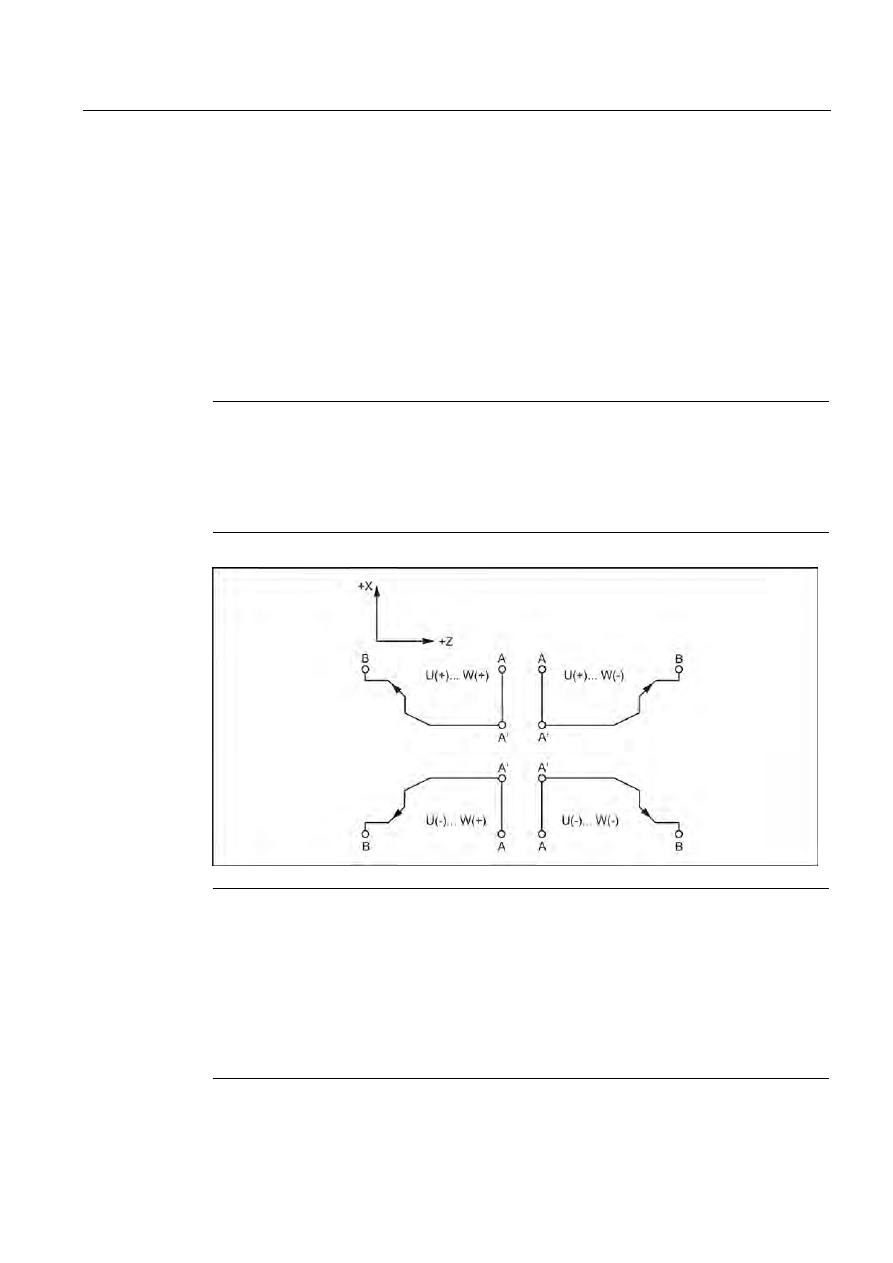
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
75
Q: Ostatni blok wyznaczający kontur
U: Naddatek na wykończenie w kierunku X (Δu) (programowanie po promieniu/średnicy)
W: Naddatek na wykończenie w kierunku Z (Δw)
F: Prędkość skrawania
S: Prędkość wrzeciona
T: Wybieranie narzędzia
Funkcje F, S i T wydrukowane wewnątrz bloku programu NC i wskazane za pośrednictwem
znaków adresowych P i Q są pomijane. Skuteczne są tylko funkcje F, S i T wskazane w
bloku za pomocą G71.
Wskazówka
Cykl usuwania naddatku, oś wzdłużna
•
Δd i Δu są wskazywane znakiem adresowym U. Jeśli wskazane są znaki adresowe P i Q,
obowiązuje Δ”u”.
•
Występują łącznie 4 różne wycinki skrawania. Jak przedstawiono na ilustracji poniżej,
Δ”u” i Δ „w” mogą mieć różne znaki:
Wskazówka
Cykl usuwania naddatku, oś wzdłużna
•
W bloku wskazanym za pośrednictwem adresu P kontur jest zdefiniowany pomiędzy
punktami A i A' (G00 lub G01). W tym bloku na osi Z nie można wskazać żadnego
polecenia przesunięcia.
Kontur zdefiniowany pomiędzy punktami A' i B musi być wzorem stale narastającym lub
stale opadającym na osi X oraz na osi Z.
•
W zakresie bloków NC wskazanych znakami adresowymi P i Q nie mogą być
wywoływane podprogramy.
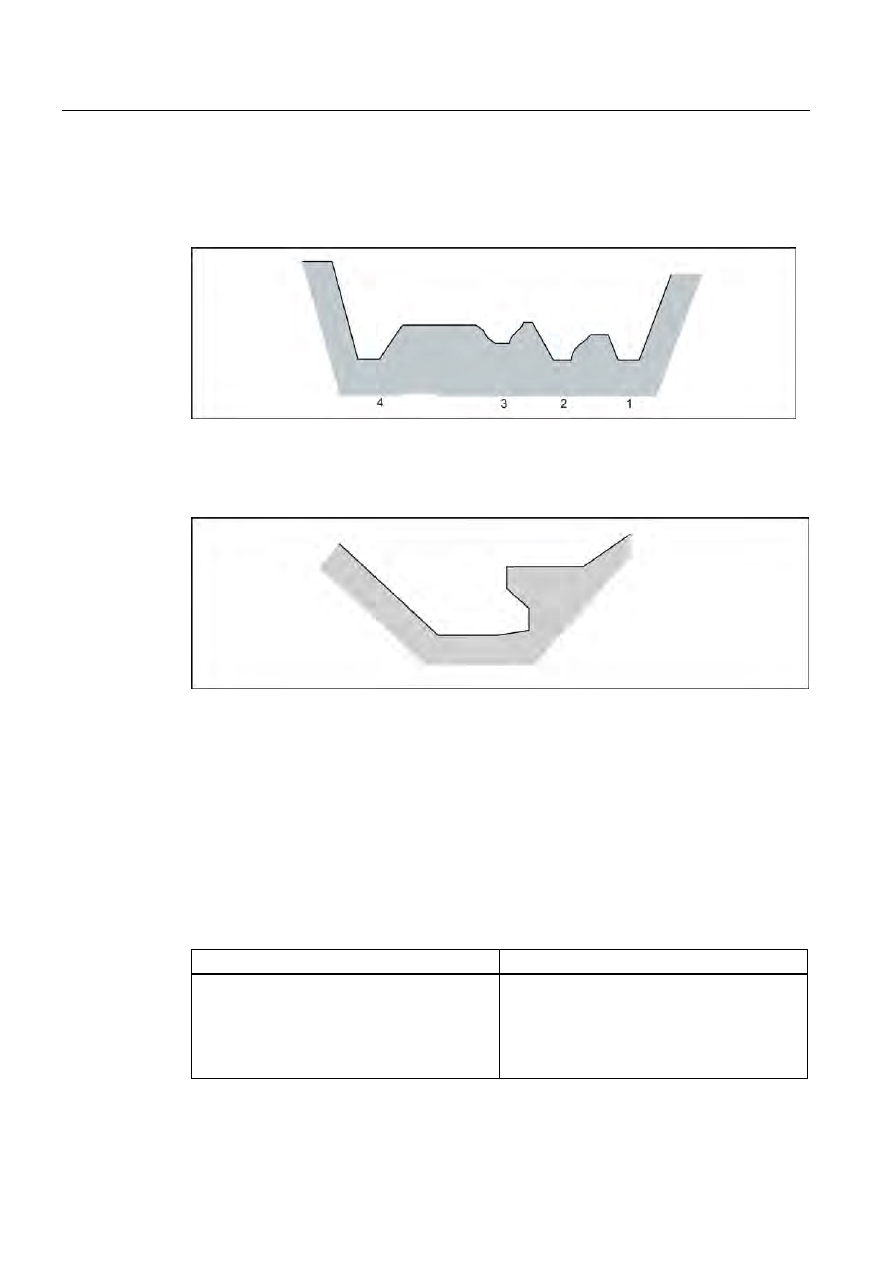
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
76
Podręcznik programowania i obsługi, 12/2012
Typ II
W przeciwieństwie do Typu I, dla Typu II nie musi zostać wskazane stałe narastanie lub
stałe opadanie (np. możliwe są również kieszenie).
Rysunek 5-15 Kieszenie w przypadku cyklu usuwania naddatku (Typ II)
W tym przypadku profil osi Z musi jednolicie narastać lub opadać. Na przykład niemożliwe
jest wykonanie następującego profilu:
Rysunek 5-16 Kontur, który nie może zostać wykonany w cyklu G71
Rozróżnienie Typu I i Typu II
Typ I: W pierwszym bloku opisu konturu wskazana jest tylko oś.
Typ II: W pierwszym bloku opisu konturu wskazane są dwie osie.
Jeśli pierwszy blok nie zawiera żadnego ruchu na osi Z, a w rzeczywistości powinien był
zostać zastosowany Typ I, musi zostać wskazane W0.
Przykład
Typ I
Typ II
G71 U10.0 R4.0 ;
G71 P50 Q100 .... ;
N50 X(U)... ;
::
::
N100.............. ;
G71 U10.0 R4.0 ;
G71 P50 Q100 ........ ;
N50 X(U)... Z(W)... ;
::
::
N100........... ;
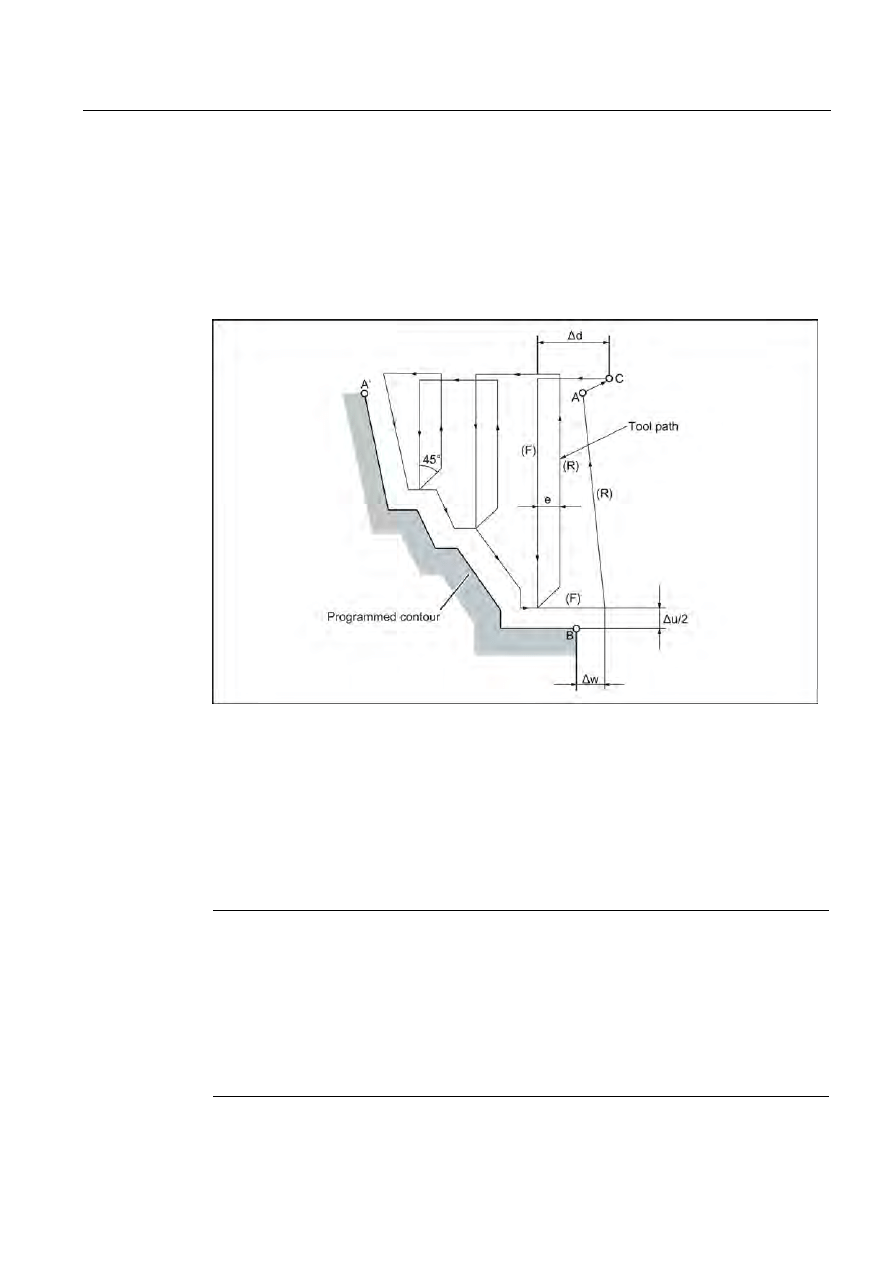
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
77
Cykl usunięcia naddatku, oś poprzeczna (G72)
Poleceniem G72 można zaprogramować cykl usunięcia naddatku na wykończenie na
powierzchni czołowej. W porównaniu z cyklem wywołanym za pomocą G71, w którym
skrawanie wykonywane jest ruchem równoległym do osi Z, w przypadku cyklu G72
skrawanie wykonywane jest ruchami równoległymi do osi X. W ten sposób cykl wywołany za
pomocą G72 wykonuje tę samą obróbkę, co cykl wywołany za pomocą G71, lecz tylko w
przeciwnym kierunku.
Rysunek 5-17 Trajektoria skrawania w cyklu usuwania naddatku, oś poprzeczna
Format
G72 W... R... ;
Istotność adresów W (Δd) i R (e) jest taka sama, jak istotność U i R.
G72 P... Q... U... W... F... S... T... ;
Adresy P, Q, U (Δu), W (Δw), F, S i T mają taką samą istotność, jak w cyklu G71.
Wskazówka
Cykl usuwania naddatku, oś poprzeczna
•
Wartości Δ”i” i Δ”k” lub Δ”u” i Δ”w” są definiowane odpowiednio adresami „U” lub „W”.
Niemniej jednak, ich istotność definiują znaki adresowe P i Q w bloku zawierającym G73.
Jeśli P i Q nie są wskazane w tym samym bloku, znaki adresowe U i W odnoszą się do
Δ”i” lub Δ”k”. Jeśli P i Q nie są wskazane w tym samym bloku, znaki adresowe U i W
odnoszą się do Δ”u” i Δ”w”.
•
Występują łącznie 4 różne wycinki skrawania. Jak przedstawiono na ilustracji poniżej,
Δ”u” and Δ”w” mogą mieć różne znaki:
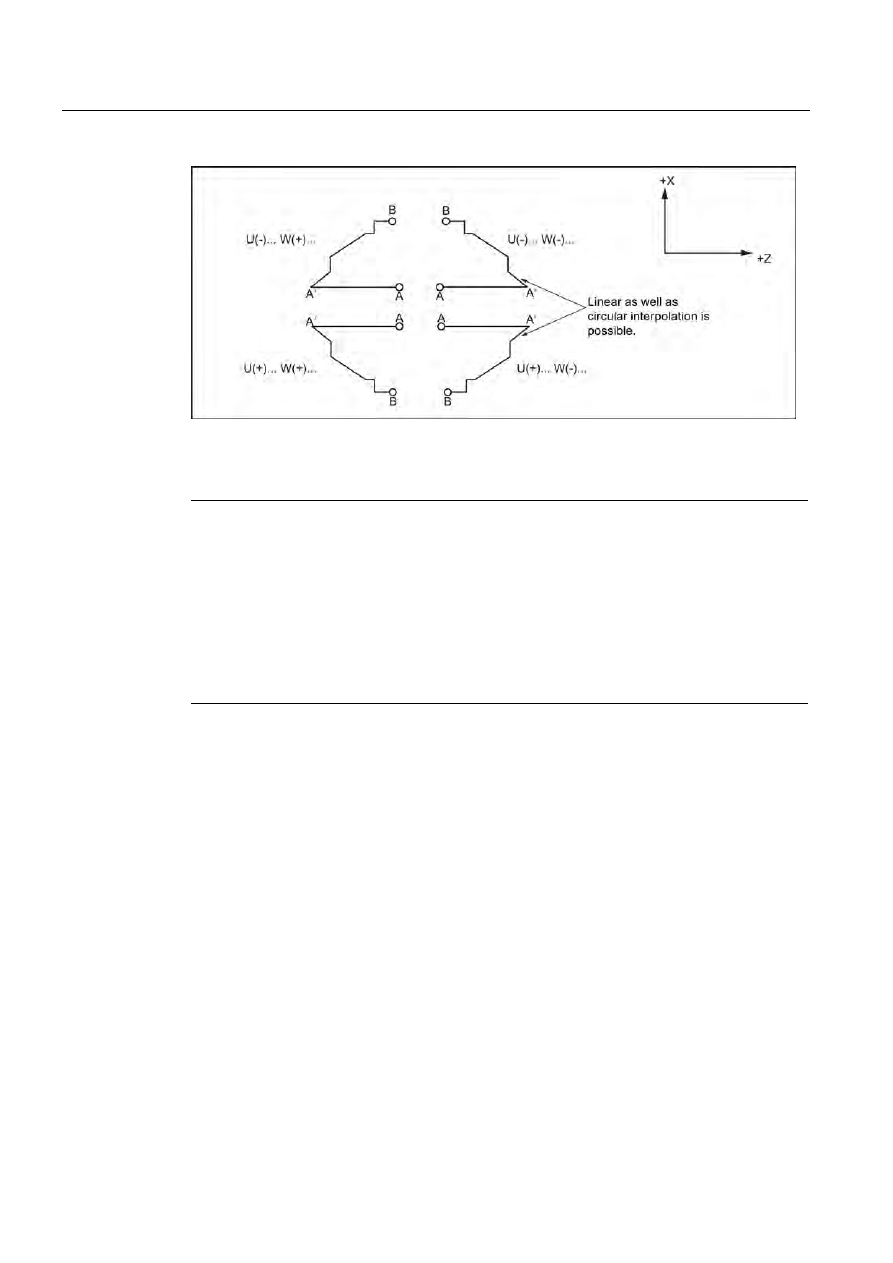
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
78
Podręcznik programowania i obsługi, 12/2012
Rysunek 5-18 Oznaczenia liczb literami U i W w usuwaniu naddatku podczas toczenia powierzchni
czołowej
Wskazówka
Cykl usuwania naddatku, oś poprzeczna
•
W bloku wskazanym znakiem adresowym P (G00 lub G01) kontur jest zdefiniowany
pomiędzy punktami A i A'. W tym bloku na osi X nie można wskazać żadnego polecenia
przemieszczania. Kontur zdefiniowany pomiędzy punktami A' i B musi być wzorem stale
narastającym lub stale opadającym na osi X oraz na osi Z.
•
Obróbka wykonywana jest w cyklu zawierającym polecenie G73 i określeniem P i Q.
Wspomniane cztery wycinki skrawania zostaną omówione bardziej szczegółowo poniżej.
Należy zwrócić szczególną uwagę na znaki Δu, Δw, Δk i Δi. Natychmiast po zakończeniu
realizacji cyklu wykonania narzędzie powraca do punktu A.
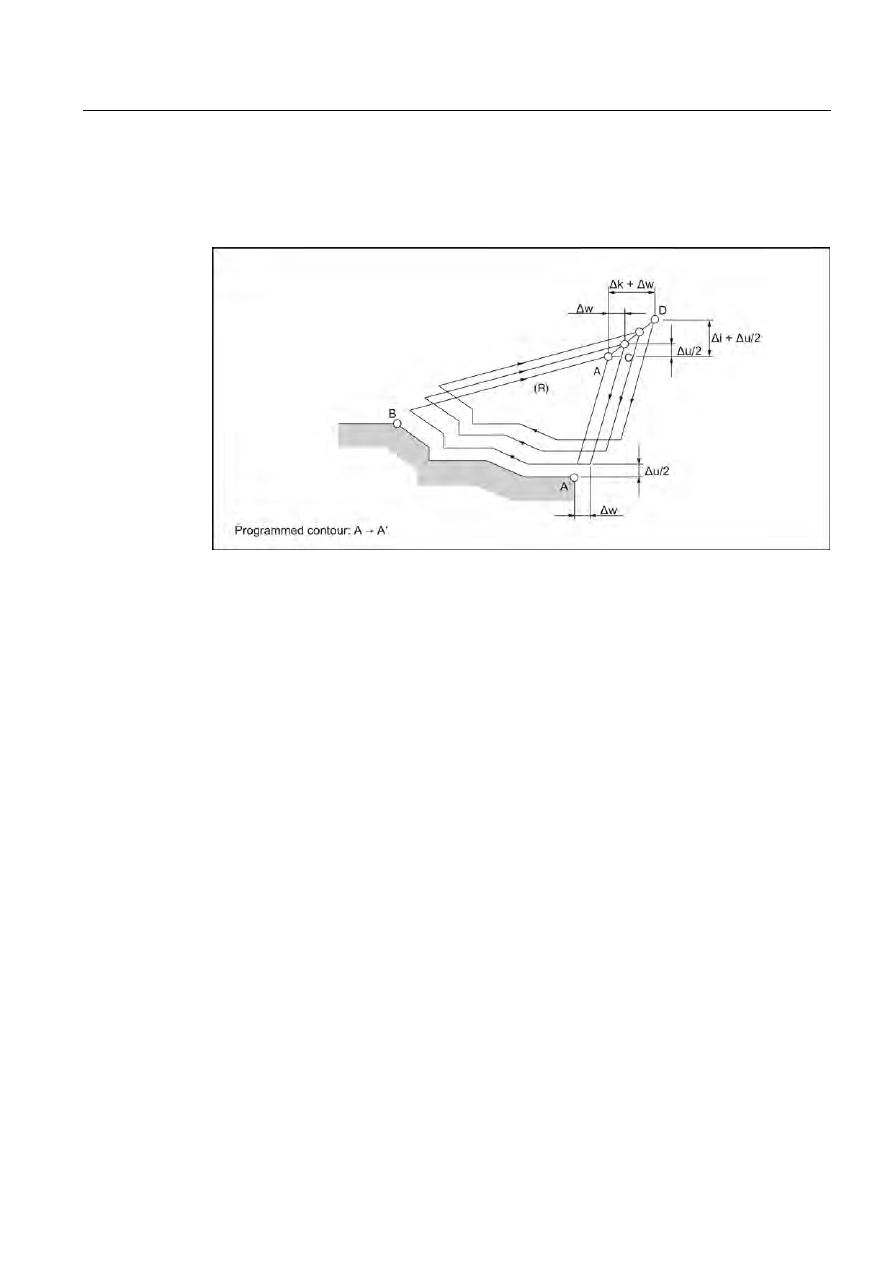
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
79
Zamknięty cykl skrawania (G73)
Zamknięty cykl skrawania G73 jest wydajniejszy w przypadku obróbki przedmiotu o kształcie
zbliżonym do ostatecznego kształtu (np. odlewy lub odkuwki).
Rysunek 5-19 Trajektoria skrawania w zamkniętym cyklu skrawania
Format
G73 U... W... R... ;
U: Odległość (Δi) od punktu początkowego do aktualnego położenia narzędzia w kierunku
osi X (w programowaniu po promieniu).
Ta wartość jest modalna i pozostaje obowiązująca do chwili zaprogramowania innej
wartości. Wartość tę można również wprowadzić za pośrednictwem USER DATA, _ZSFI[32],
lecz wartość ta jest zastępowana przez wartość z polecenia programu.
W: Odległość (Δk) od punktu początkowego do aktualnego położenia narzędzia w kierunku
osi Z.
Ta wartość jest modalna i pozostaje obowiązująca do chwili zaprogramowania innej
wartości. Wartość tę można również wprowadzić za pośrednictwem USER DATA, _ZSFI[33],
lecz wartość ta jest zastępowana przez wartość z polecenia programu.
R: Liczba skrawań równoległych do konturu (d).
Ta wartość jest modalna i pozostaje obowiązująca do chwili zaprogramowania innej
wartości. Wartość tę można również wprowadzić za pośrednictwem USER DATA, _ZSFI[34],
lecz wartość ta jest zastępowana przez wartość z polecenia programu.
G73 P... Q... U... W... F... S... T... ;
P: Początkowy blok wyznaczający kontur
Q: Ostatni blok wyznaczający kontur
U: Naddatek na wykończenie w kierunku X osi X (Δu) (programowanie po
promieniu/średnicy)
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
80
Podręcznik programowania i obsługi, 12/2012
W: Naddatek na wykończenie w kierunku osi Z (Δw)
F: Prędkość skrawania
S: Prędkość wrzeciona
T: Wybieranie narzędzia
Funkcje F, S i T wydrukowane wewnątrz bloku programu NC i wskazane za pośrednictwem
znaków adresowych P i Q są pomijane. Skuteczne są tylko funkcje F, S i T wskazane w
bloku za pomocą G73.
Cykl obróbki wykańczającej (G70)
Podczas gdy obróbka zgrubna wykonywana jest za pomocą G71, G72 lub G73, obróbka
końcowa wykonywana jest następującym poleceniem.
Format
G70 P... Q... ;
P: Początkowy blok wyznaczający kontur
Q: Ostatni blok wyznaczający kontur
Wskazówka
Cykl obróbki wykańczającej
1. Funkcje wskazane pomiędzy blokami i zdefiniowane znakami adresowymi P i Q są
skuteczne w cyklu zawierającym G70, natomiast funkcje F, S i T wskazane w bloku
zawierającym G71, G72 i G73 są nieskuteczne.
2. Natychmiast po zakończeniu cyklu wykonania za pomocą G70 narzędzie powraca do
punktu początkowego i wczytywany jest następny blok.
3. W blokach zdefiniowanych znakami adresowymi P i Q mogą być wywoływane
podprogramy.
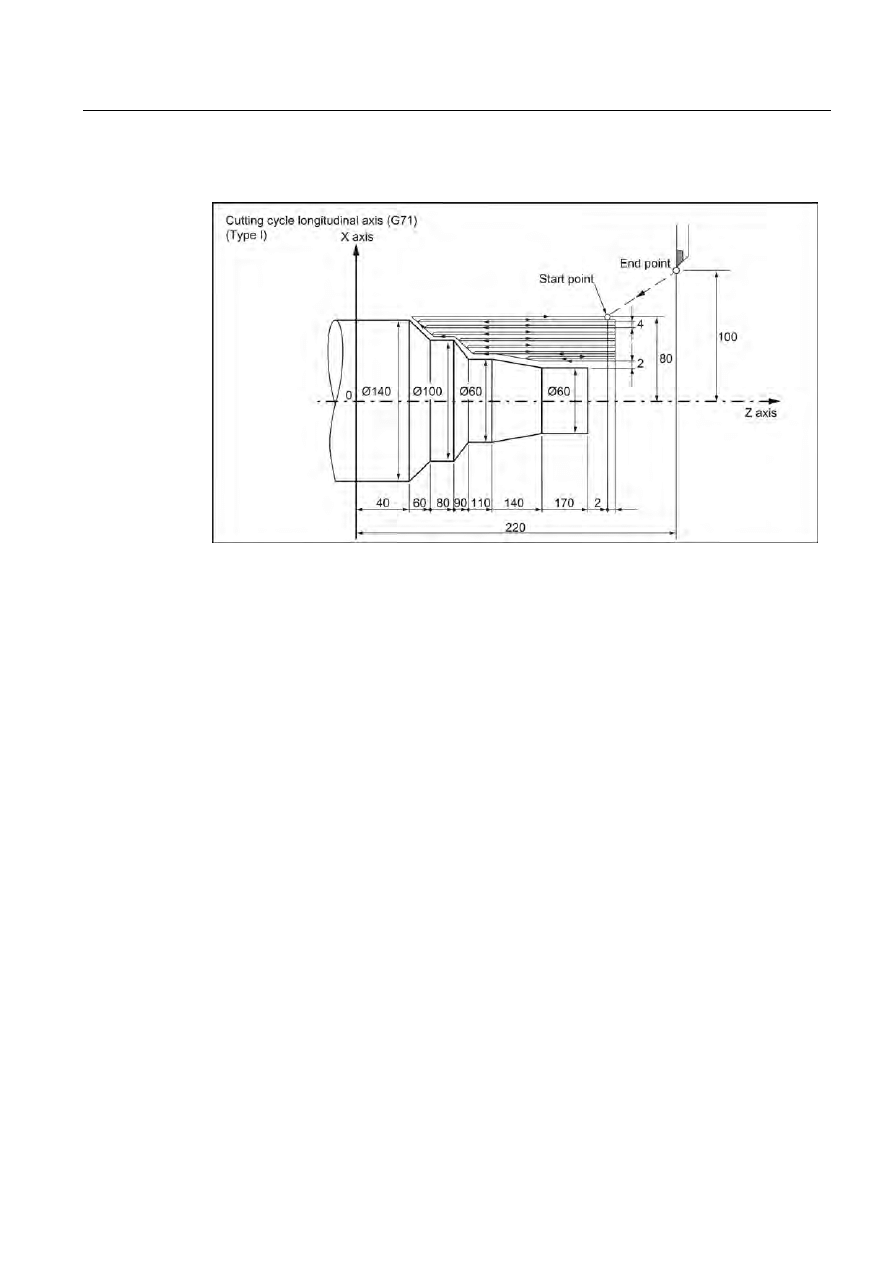
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
81
Przykłady
Rysunek 5-20 Cykl usuwania naddatku, oś wzdłużna
(Programowanie po średnicy, dane wprowadzane w jednostkach metrycznych)
N010 G00 X200.0 Z220.0
N011 X142.0 Z171.0
N012 G71 U4.0 R1.0
N013 G71 P014 Q020 U4.0 W2.0 F0.3 S550
N014 G00 X40.0 F0.15 S700
N015 G01 Z140.0
N016 X60.0 Z110.0
N017 Z90.0
N018 X100.0 Z80.0
N019 Z60.0
N020 X140.0 Z40.0
N021 G70 P014 Q020
N022 G00 X200 Z220
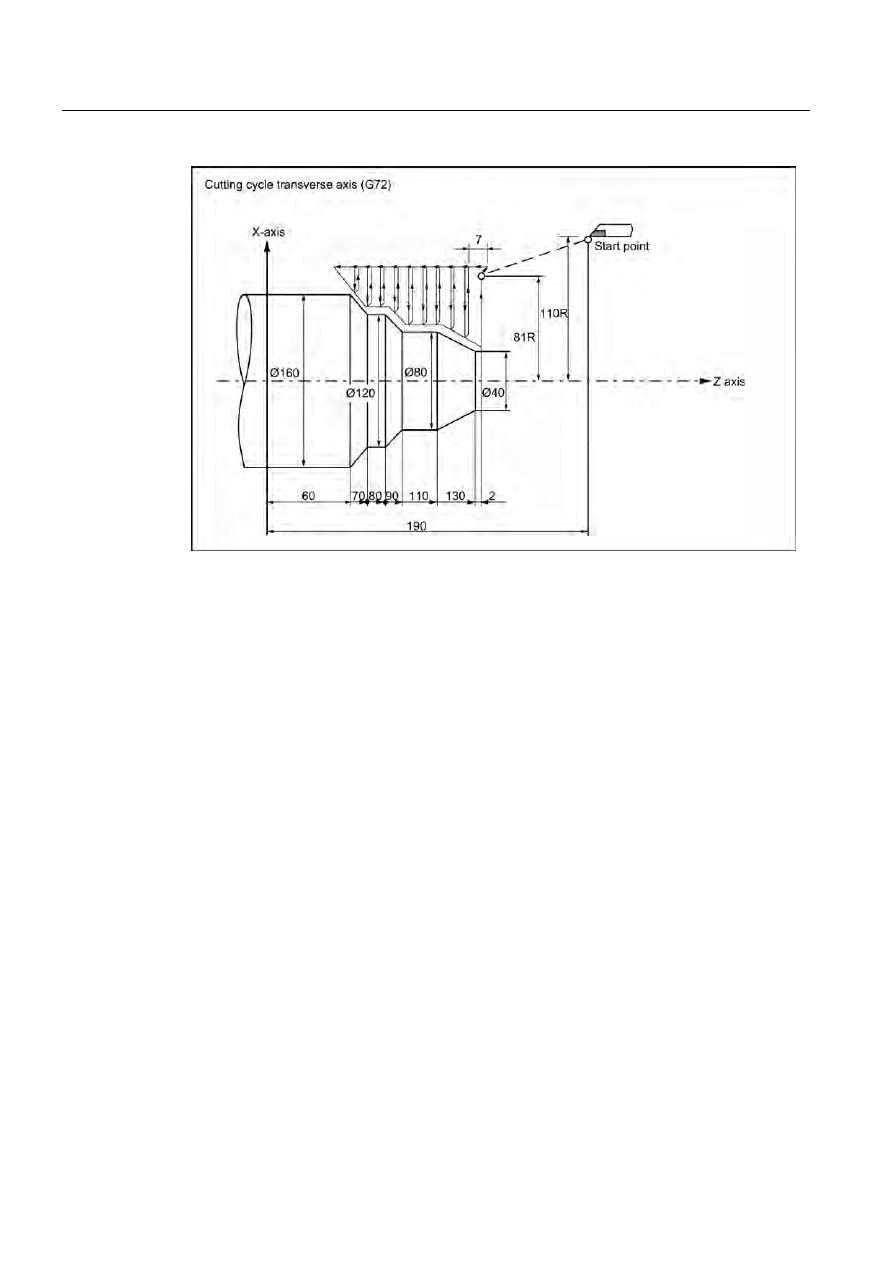
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
82
Podręcznik programowania i obsługi, 12/2012
Rysunek 5-21 Cykl usuwania naddatku, oś poprzeczna
(Programowanie po średnicy, dane wprowadzane w jednostkach metrycznych)
N010 G00 X220.0 Z190.0
N011 G00 X162.0 Z132.0
N012 G72 W7.0 R1.0
N013 G72 P014 Q019 U4.0 W2.0 F0.3
N014 G00 Z59.5 F0.15 S200
N015 G01 X120.0 Z70.0
N016 Z80.0
N017 X80.0 Z90.0
N018 Z110.0
N019 X36.0 Z132.0
N020 G70 P014 Q019
N021 X220.0 Z190.0
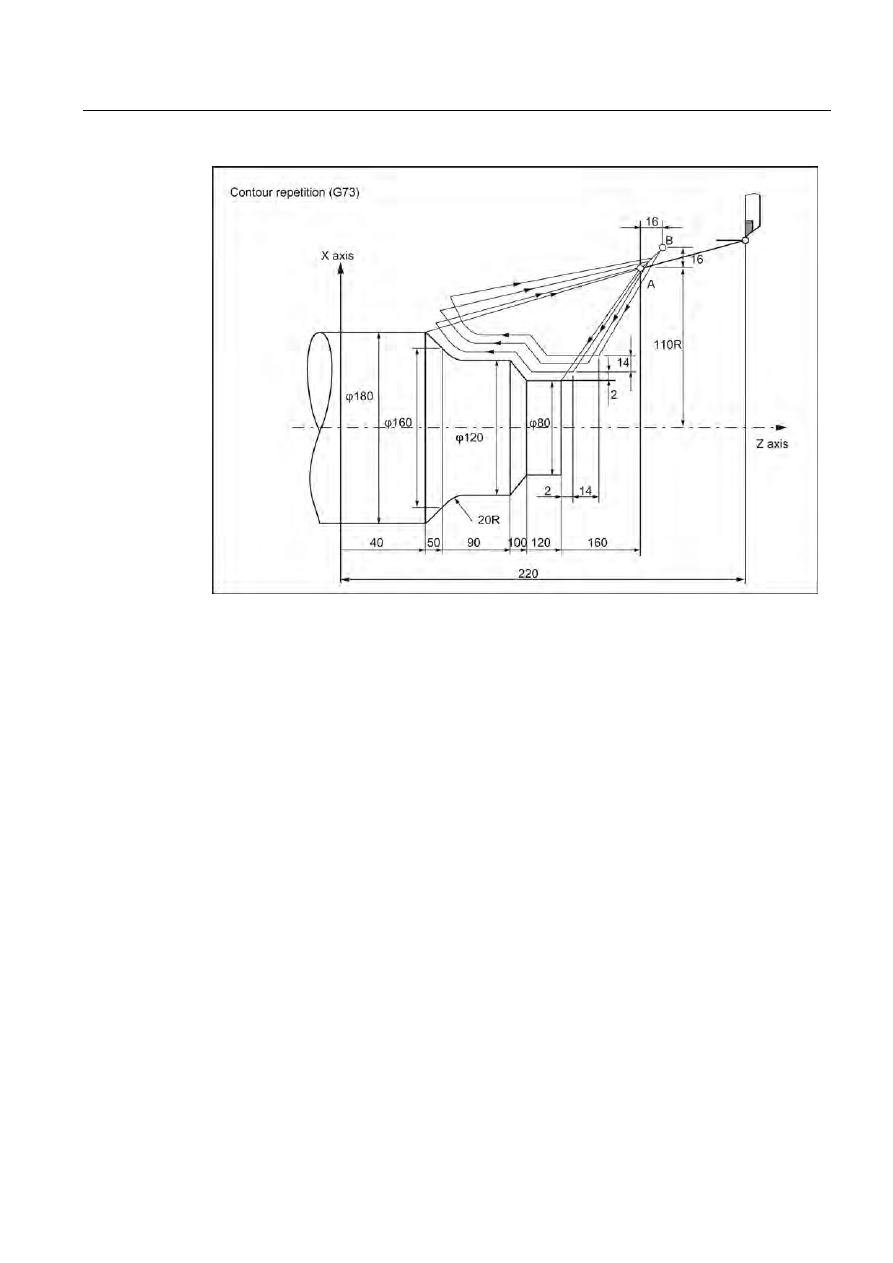
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
83
Rysunek 5-22 Powtórzenie konturu
(Programowanie po średnicy, dane wprowadzane w jednostkach metrycznych)
N010 G00 X260.0 Z220.0
N011 G00 X220.0 Z160.0
N012 G73 U14.0 W14.0 R3
N013 G73 P014 Q020 U4.0 W2.0 F0.3 S0180
N014 G00 X80.0 Z120.0
N015 G01 Z100.0 F0.15
N017 X120 Z90.0
N018 Z70
N019 G02 X160.0 Z50.0 R20.0
N020 G01 X180.0 Z40.0 F0.25
N021 G70 P014 Q020
N022 G00 X260.0 Z220.0
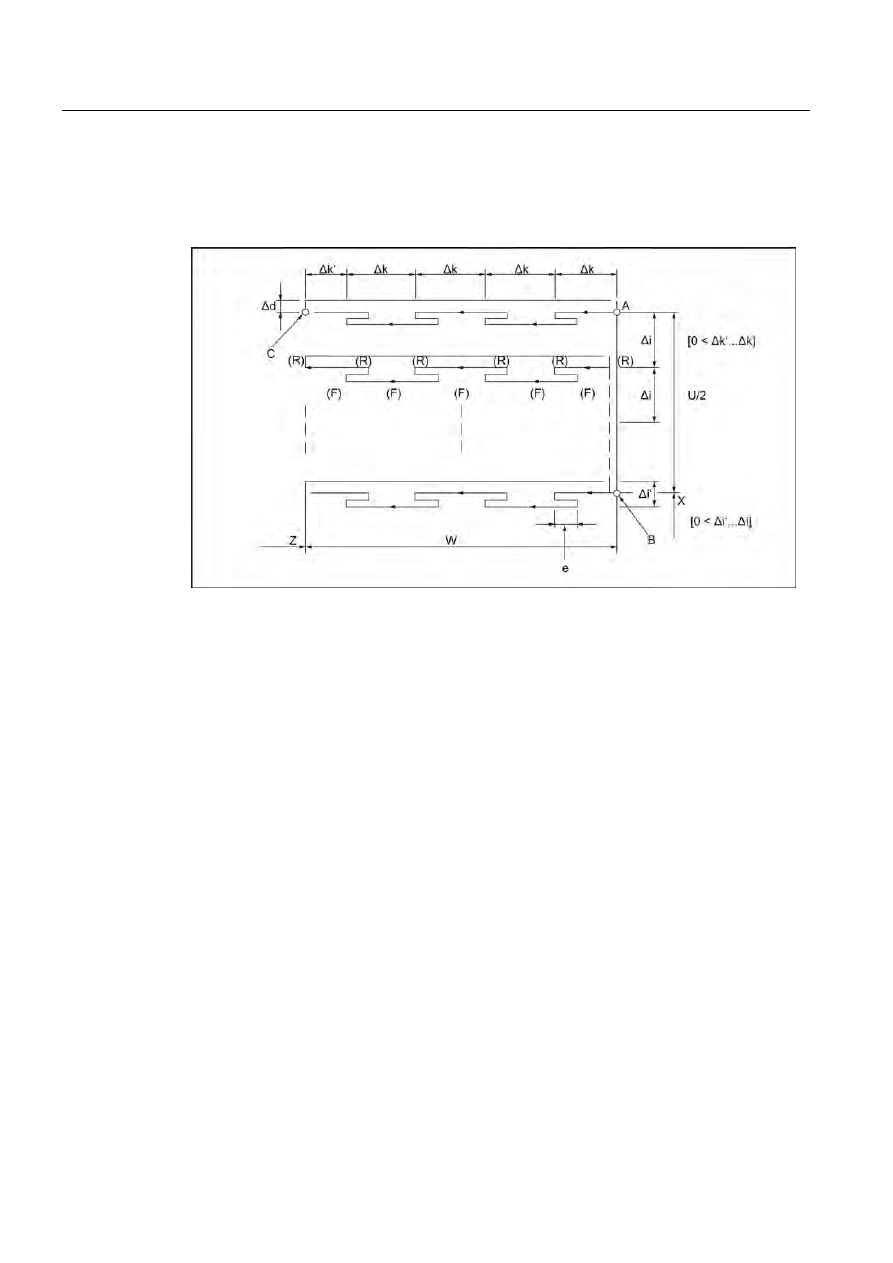
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
84
Podręcznik programowania i obsługi, 12/2012
Cykle pogłębiania wielokrotnie powtarzalne w osi wzdłużnej (G74)
W cyklu wywołanym za pomocą G74 skrawanie wykonywane jest równolegle do osi Z z
łamaniem wiórów.
Rysunek 5-23 Trajektoria skrawania w przypadku cyklu wiercenia głębokiego otworu
Format
G74 R... ;
R: d), wielkość wycofania
Ta wartość jest modalna i pozostaje obowiązująca do chwili zaprogramowania innej
wartości. Wartość tę można również wprowadzić za pośrednictwem USER DATA, _ZSFI[29],
lecz wartość ta jest zastępowana przez wartość z polecenia programu.
G74 X(U)... Z(W)... P... Q... R... F...(f) ;
X: Punkt początkowy X (bezwzględna dana położenia)
U: Punkt początkowy X (przyrostowa dana położenia)
Z: Punkt początkowy Z (bezwzględna dana położenia)
W: Punkt początkowy Z (przyrostowa dana położenia)
P: Wielkość posuwu (Δi) w kierunku X (bez znaku)
Q: Wielkość posuwu (Δk) w kierunku Z (bez znaku)
R: Wielkość cofnięcia (Δd) u podstawy rowka
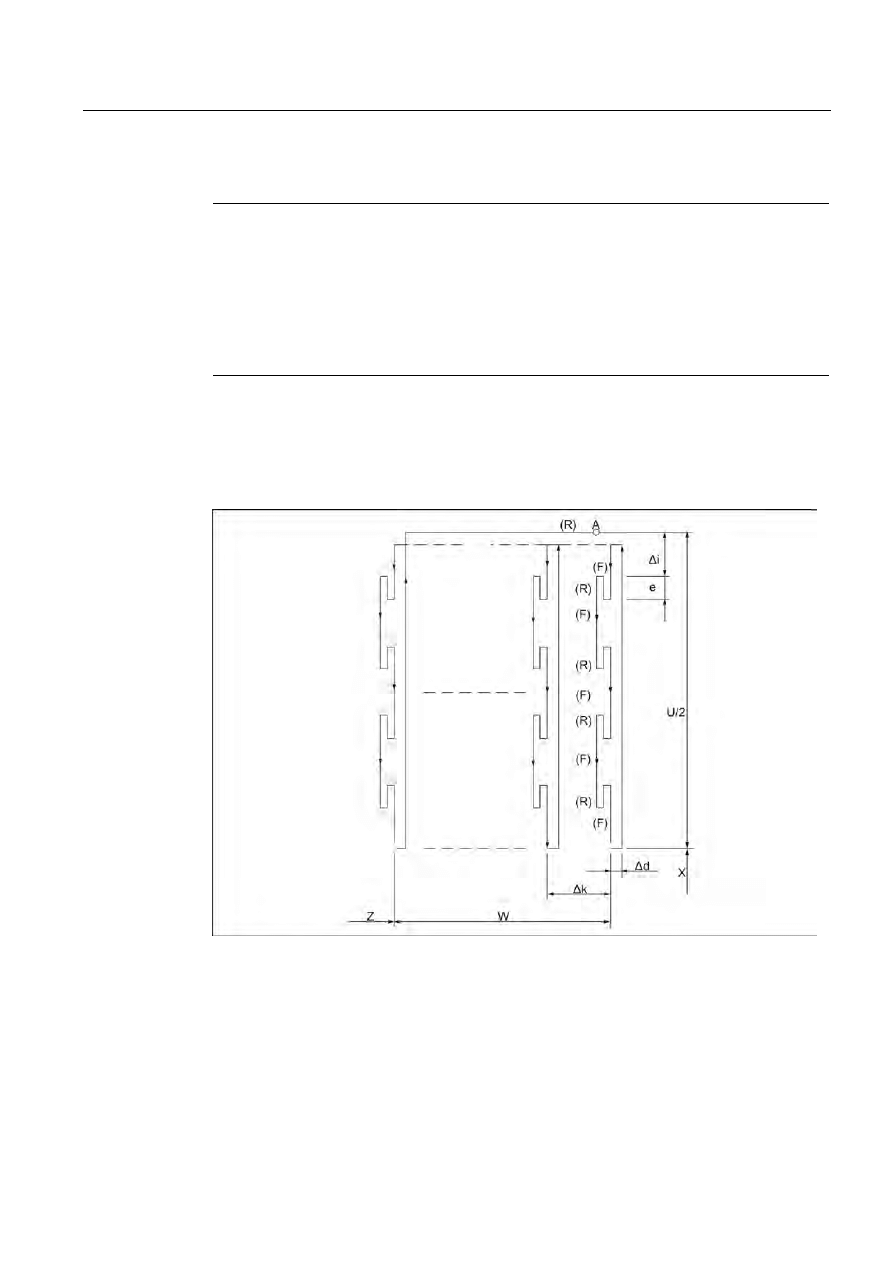
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
85
F: Prędkość posuwu
Wskazówka
Cykle pogłębiania wielokrotnie powtarzalne w osi wzdłużnej
1. Podczas gdy „e” i Δ”d” wyznaczane są za pośrednictwem adresu R, to o istotności „e” i
„d” decyduje wskazanie adresu X (U). Δ”d” jest zawsze stosowane, gdy wskazane jest
również X(U).
2. Cykl wykonania jest wykonywany za pośrednictwem polecenia G74 ze wskazaniem X
(U).
3. Adresów X(U) i P nie można stosować jeśli cykl wykorzystywany jest do wiercenia.
Cykle pogłębiania wielokrotnie powtarzalne w osi poprzecznej (G75)
W cyklu wywołanym za pomocą G75 skrawanie wykonywane jest równolegle do osi X z
łamaniem wiórów.
Rysunek 5-24 Trajektoria skrawania w cyklach pogłębiania wielokrotnie powtarzalnych w osi
poprzecznej (G75)
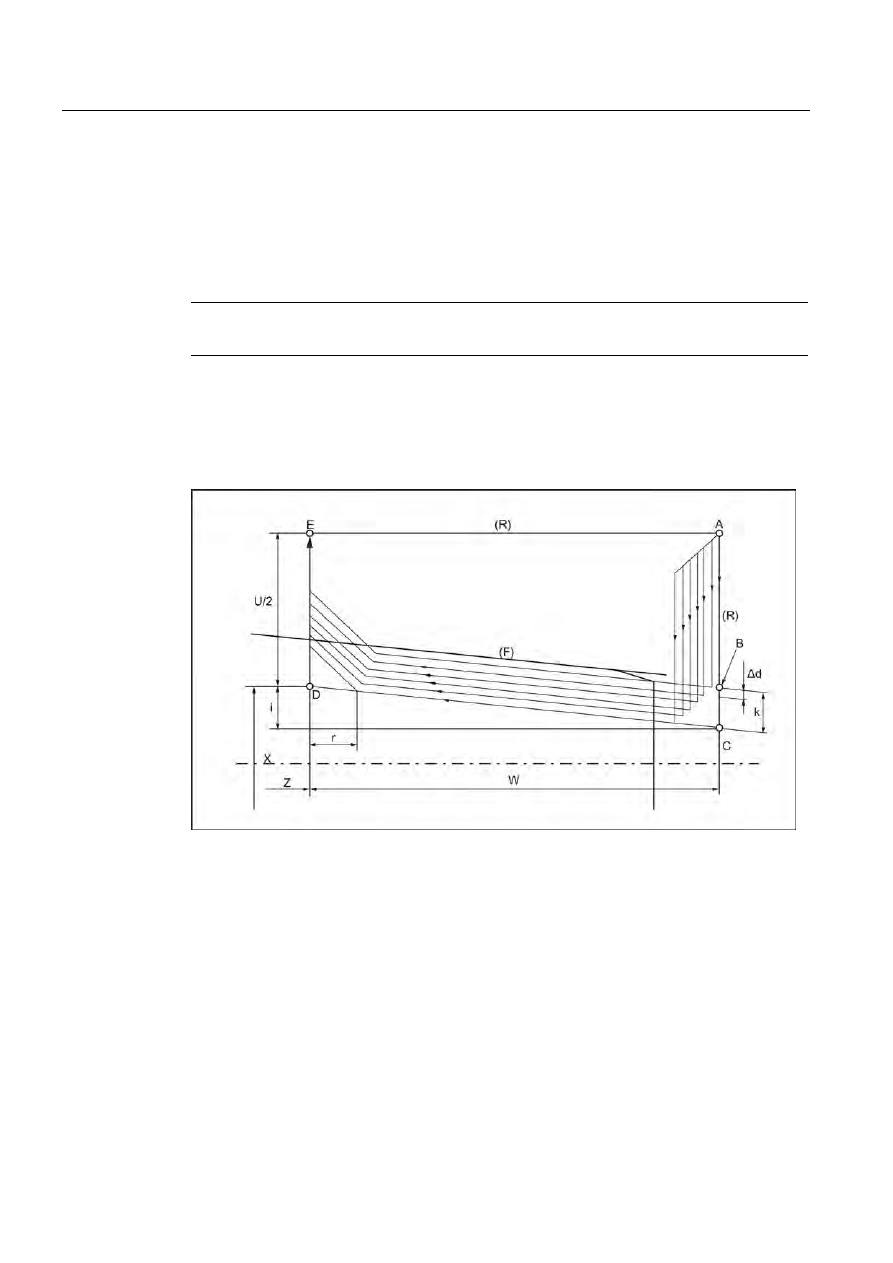
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
86
Podręcznik programowania i obsługi, 12/2012
Format
G75 R... ;
G75 X(U)... Z(W)... P... Q... R... F... ;
Adresy mają tu taką samą istotność, jak w cyklu G74.
Wskazówka
Jeśli cykl wykorzystywany jest do wiercenia, adresy Z(W) i Q nie mogą być stosowane.
Cykl skrawania gwintu wielokrotnego (G76)
G76 wywołuje automatyczny cykl gwintowania służący do skrawania gwintu cylindrycznego
lub stożkowego, w którym posuw zachodzi w konkretnym gwintowanym wsporniku.
Rysunek 5-25 Trajektoria skrawania w przypadku cyklu nacinania gwintów wielokrotnych
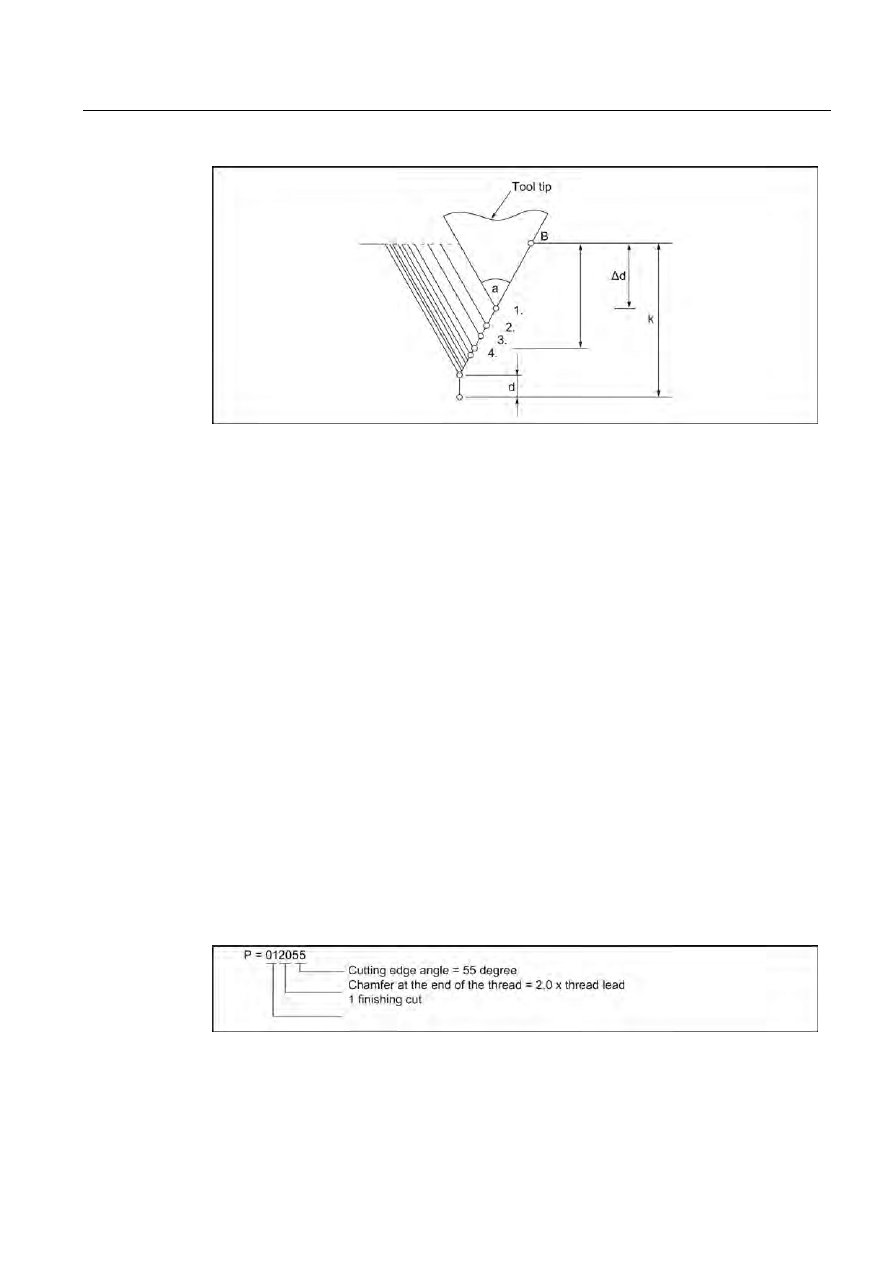
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
87
Rysunek 5-26 Posuw wgłębny podczas gwintowania
Format
G76 P... (m, r, a) Q... R... ;
P:
m: Liczba skrawań końcowych
Ta wartość jest modalna i pozostaje obowiązująca do chwili zaprogramowania innej
wartości. Wartość tę można również wprowadzić za pośrednictwem USER DATA, _ZSFI[24],
lecz wartość ta jest zastępowana przez wartość z polecenia programu.
r: Rozmiar fazy na końcu gwintu (1/10 * skok gwintu)
Ta wartość jest modalna i pozostaje obowiązująca do chwili zaprogramowania innej
wartości. Wartość tę można również wprowadzić za pośrednictwem USER DATA, _ZSFI[26],
lecz wartość ta jest zastępowana przez wartość z polecenia programu.
a: Kąt ścianki
Ta wartość jest modalna i pozostaje obowiązująca do chwili zaprogramowania innej
wartości. Wartość tę można również wprowadzić za pośrednictwem USER DATA, _ZSFI[25],
lecz wartość ta jest zastępowana przez wartość z polecenia programu.
Wszystkie wskazane powyżej parametry są wskazywane jednocześnie za pośrednictwem
adresu P.
Przykład adresu z P:
G76 P012055 Q4 R0.5
Q: Minimalna głębokość posuwu wgłębnego (Δdmin), wartość po promieniu
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
88
Podręcznik programowania i obsługi, 12/2012
W każdym przypadku, w którym głębokość skrawania podczas cyklu (Δd - Δd-1) zmniejsza
się poniżej tej wartości granicznej, głębokość skrawania pozostaje ograniczona wartością
wskazaną w adresie Q.
Ta wartość jest modalna i pozostaje obowiązująca do chwili zaprogramowania innej
wartości. Wartość tę można również wprowadzić za pośrednictwem USER DATA, _ZSFI[27],
lecz wartość ta jest zastępowana przez wartość z polecenia programu.
R: Naddatek na wykończenie
Ta wartość jest modalna i pozostaje obowiązująca do chwili zaprogramowania innej
wartości. Wartość tę można również wprowadzić za pośrednictwem USER DATA, _ZSFI[28],
lecz wartość ta jest zastępowana przez wartość z polecenia programu.
G76 X(U)... Z(W)... R... P... Q... F... ;
X, U: Punkt końcowy gwintu w kierunku osi X (dane położenia (X) bezwzględne, położenia
(U) przyrostowe)
Z, W: Punkt końcowy gwintu w kierunku osi Z
R: Różnica promieni gwintu stożkowego (i). i = 0 dla prostego gwintu cylindrycznego
P: Głębokość gwintu (k), wartość po promieniu
Q: Wielkość posuwu pierwszego skrawania (Δd), wartość po promieniu
F: Skok gwintu (L)
Wskazówka
Cykl nacinania wielu gwintów
1. O istotności danych wskazanych znakami adresowymi P, Q i R decyduje wygląd X (U) i Z
(W).
2. Cykl wykonania jest wykonywany za pośrednictwem polecenia G76 ze wskazaniem X (U)
i Z (W). Podczas stosowania tego cyklu wykonywane jest pojedyncze skrawanie, co
zmniejsza obciążenie ostrza narzędzia.
– Wielkość skrawania w cyklu jest utrzymywana na stałym poziomie poprzez
przydzielenie do odpowiedniej głębokości skrawania. Δd na pierwszej ścieżce i Δdn
na n-tej ścieżce. Rozważane są tu cztery symetryczne wycinki odpowiadające
względnemu znakowi znaku adresowego.
3. Obowiązują tu te same instrukcje, co w przypadku skrawania gwintu za pomocą G32 lub
wykonywania cyklu gwintowania za pomocą G76.
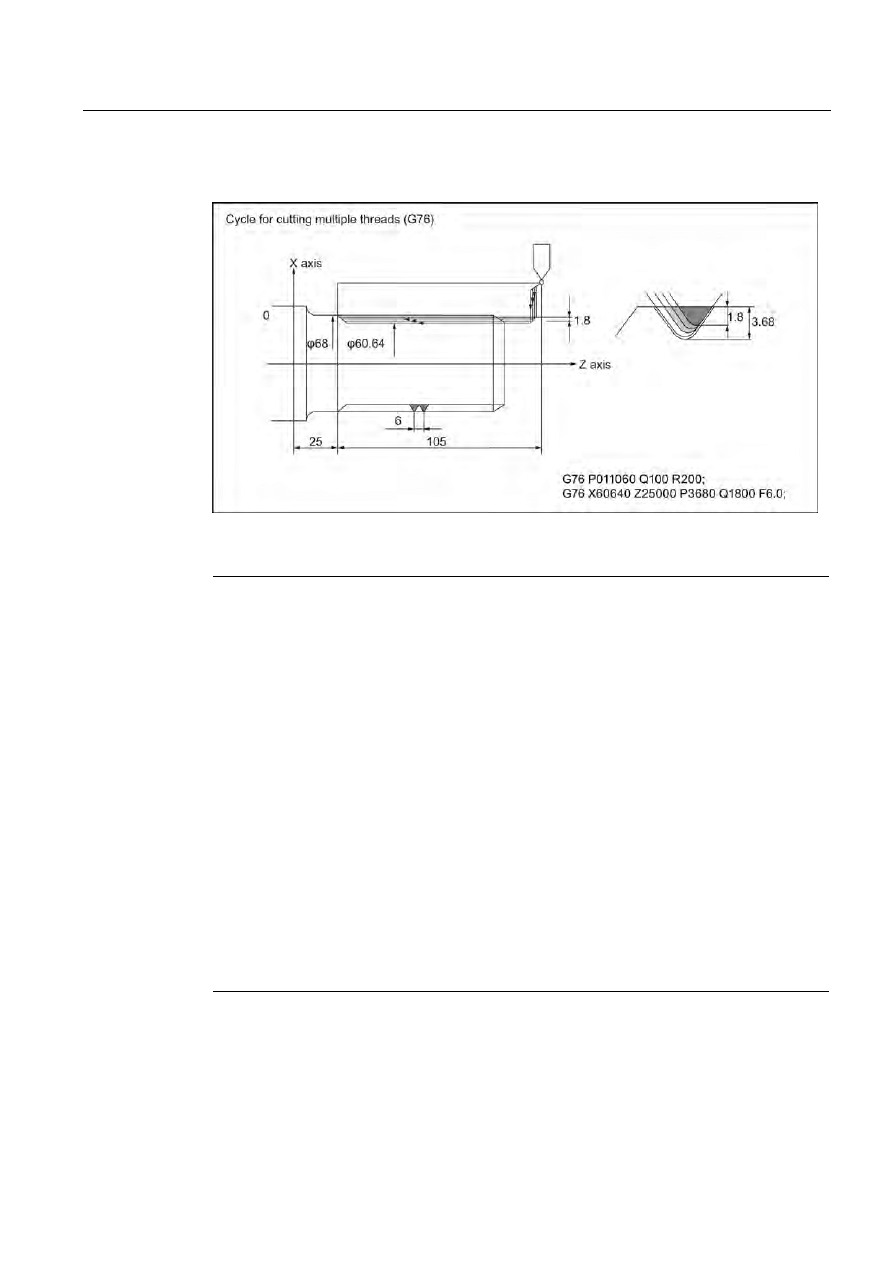
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
89
Przykłady
Rysunek 5-27 Cykl gwintowania (G76)
Wskazówka
Warunki uzupełniające
1. Polecenia G70, G71, G72 lub G73 są niedozwolone w trybie MDA. Ich wprowadzenie
wyzwoli alarm 14011. Niemniej jednak, w trybie MDA można stosować G74, G75 i G76.
2. Programowanie M98 (wywołanie podprogramu) i M99 (zakończenie podprogramu) jest
niedozwolone w blokach zawierających G70, G71, G72 lub G73, a także numery
sekwencji wskazane za pośrednictwem adresów P i Q.
3. W blokach o numerach sekwencji wskazanych za pośrednictwem znaków adresowych P i
Q nie można zaprogramować następujących poleceń:
– funkcje jednorazowe G (z wyjątkiem czasu przestoju G04)
– funkcje G z grupy G 01 (z wyjątkiem G00, G01, G02 i G03)
– funkcje G z grupy G 06
– M98/M99
4. Programowania nie należy prowadzić w taki sposób, by ostateczny ruch definicji konturu
w G70, G71, G72 i G73 kończył się fazą lub zaokrąglaniem rogów. W przeciwnym razie
wyprowadzony zostanie komunikat o błędzie.
5. W adresach P i Q w cyklach zawierających G74, G75 i G76 należy stosować najmniejsze
wartości przyrostu definiujące tor przesuwu i głębokość skrawania.
6. W cyklach G71, G72, G73, G74, G75, G76 i G78 nie można przeprowadzać kompensacji
promienia ostrza narzędzia.
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
90
Podręcznik programowania i obsługi, 12/2012
5.1.3
Cykl wiercenia (od G80 do G89)
W stałych cyklach obróbki otworów (od G80 do G89) można zaprogramować konkretną
obróbkę wierconych otworów, wymagającą normalnie kilku ramek poleceń składających się
z większej liczby poleceń jednoblokowych. Program wywołany w pierwszym cyklu stałym
można odznaczyć poleceniem G80.
Funkcje G stosowane do wywoływania cykli stałych od G80 do G89 są takie same dla
wszystkich systemów o kodzie G.
Funkcje G do wywoływania cykli stałych, schemat ruchu osi w cyklach stałych
Funkcje G wykorzystywane do wywoływania cyklu stałego przedstawiono w tabeli poniżej.
Tabela 5- 3 Cykle wiercenia
Kod G
Wiercenie (kierunek -
)
Obróbka dna otworu Cofnięcie (kierunek
+)
Zastosowania
G80
-
-
-
Odznaczenie
G83
Prędkość posuwu
przerwanego
skrawania
-
Szybki przesuw
Wiercenie głębokich
otworów w
powierzchni
czołowej
G84
Posuw skrawania
Czas przestoju ->
obroty wrzeciona w
lewo
Posuw skrawania
Gwintowanie
powierzchni
czołowej
G85
Posuw skrawania
Czas przestoju
Posuw skrawania
Wiercenie
powierzchni
czołowej
G87
Prędkość posuwu
przerwanego
skrawania
Czas przestoju
Szybki przesuw
Wiercenie głębokich
otworów na
powierzchni bocznej
G88
Posuw skrawania
Czas przestoju ->
obroty wrzeciona w
lewo
Posuw skrawania
Gwintowanie na
powierzchni bocznej
G89
Posuw skrawania
Czas przestoju
Posuw skrawania
Wiercenie na
powierzchni bocznej
Objaśnienia
Kolejność działań w cyklu stałym jest generalnie następująca:
● 1. Cykl roboczy
Ustawienie osi X, (Z) i C
● 2. Cykl roboczy
Szybki przesuw do płaszczyzny R
● 3. Cykl roboczy
Wiercenie
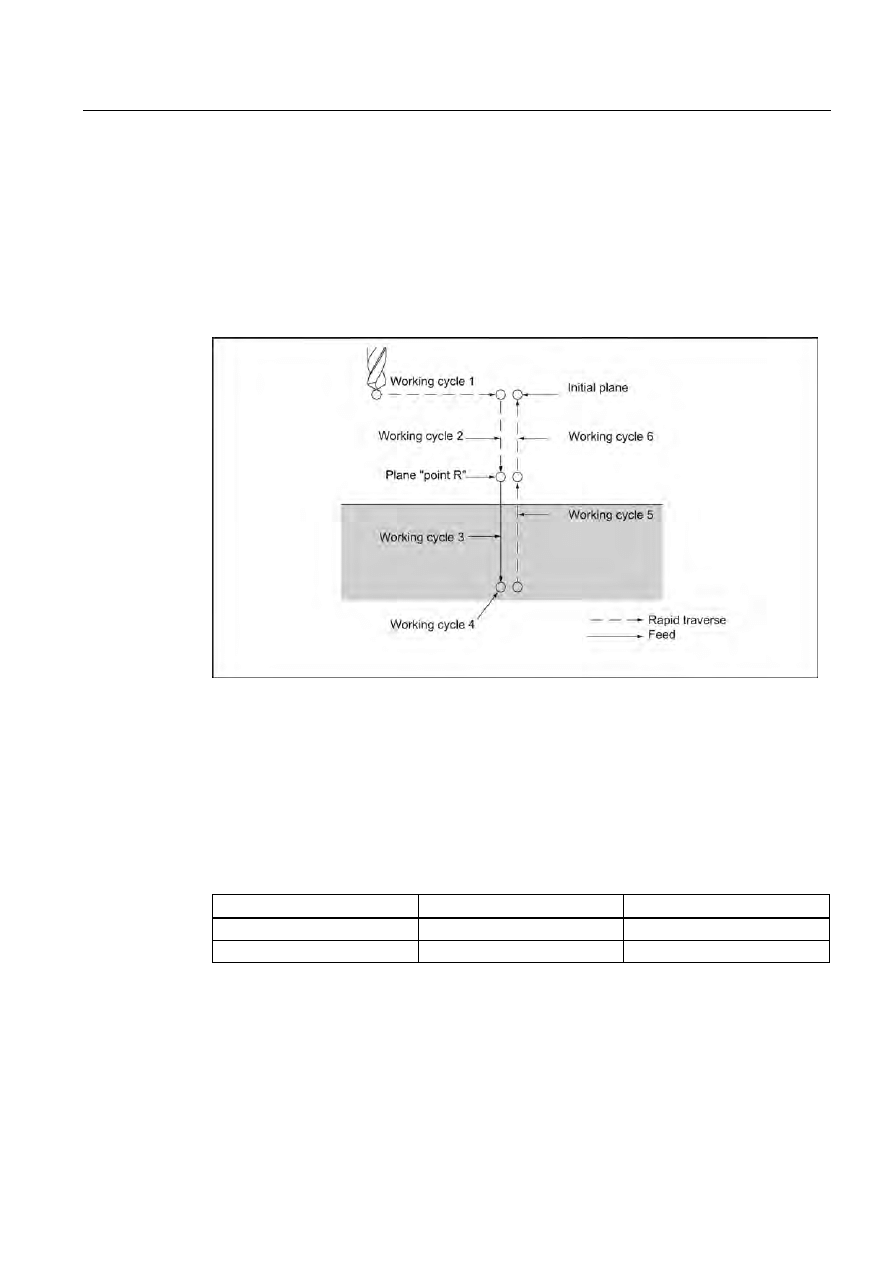
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
91
● 4. Cykl roboczy
Skrawanie na podstawie wiercenia
● 5. Cykl roboczy
Cofnięcie do płaszczyzny R
● 6. Cykl roboczy
Szybkie cofnięcie do płaszczyzny pozycjonowania
Rysunek 5-28 Kolejność cykli roboczych w cyklu wiercenia
Objaśnienia: Oś pozycjonowania i oś wiercenia
Oś pozycjonowania i oś wiercenia wyznaczane są dla wiercenia funkcją G w sposób
pokazany poniżej. Dzięki temu oś C oraz oś X lub Z odpowiadają osi pozycjonowania. Oś
wiercenia jest odwzorowywana za pośrednictwem osi X lub Z: Osie te nie są
wykorzystywane jako oś pozycjonująca.
Tabela 5- 4 Płaszczyzna pozycjonowania z odpowiadającą osią wiercenia
Funkcja G
Płaszczyzna pozycjonowania
Oś wiercenia
G83, G84, G85
Oś X, oś C
Oś Z
G87, G88, G89
Oś Z, oś C
Oś X
Kolejność cyklów roboczych w funkcjach G83 i G87, G84 i G88 oraz G85 i G89 jest taka
sama, z wyjątkiem kolejności dla osi wiercenia.
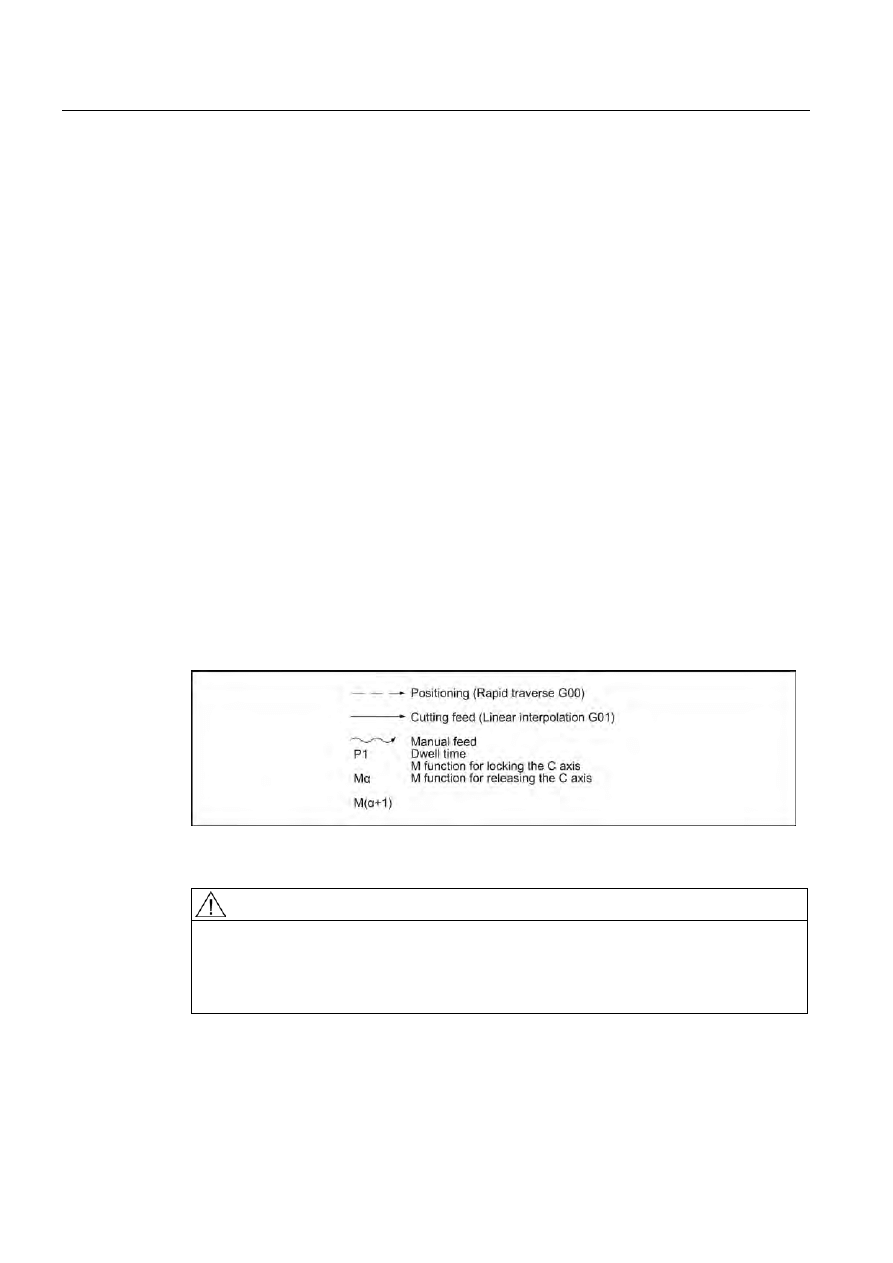
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
92
Podręcznik programowania i obsługi, 12/2012
Tryb wiercenia
Funkcje G (G83-G85, G87-89) są modalne i pozostają aktywne do chwili ponownego
odznaczenia. Tryb wiercenia pozostaje aktywny dopóki zaznaczone są te funkcje G. Dane
są zachowywane do chwili zmodyfikowania lub odznaczenia danych wiercenia w cyklu
wiercenia.
Wszystkie niezbędne dane wiercenia muszą zostać wprowadzone na początku cyklu
stałego. Dane można modyfikować tylko podczas wykonywania cyklu stałego.
Powtórzenie
By wywiercić kilka otworów w równych odstępach, można wybrać liczbę powtórzeń w
parametrze „K”. Parametr „K” obowiązuje tylko w tym bloku, w którym został podany.
Dane wiercenia są przechowywane. Niemniej jednak, jeśli zaprogramowany jest parametr
K0, wiercenie nie zachodzi.
Odznaczenie
Do odznaczania cyklu stałego wykorzystywana jest funkcja G80 lub funkcja z grupy G 01
(G00, G01, G02, G03).
Symbole i ilustracje
Objaśnienie poszczególnych cykli stałych przedstawiono poniżej. Symbole te są stosowane
w następujących ilustracjach:
Rysunek 5-29 Symbole i ilustracje
OSTROŻNIE
Znak adresowy R (odległość „płaszczyzna początkowa – punkt R”) traktowana jest we
wszystkich cyklach stałych jako promień.
Niemniej jednak znak Z lub X (odległość „punkt R – dno otworu) jest zawsze traktowany
jako średnica lub promień w zależności od typu programowania.

Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
93
Cykl wiercenia głębokiego otworu (G83) / Cykl wiercenia głębokiego otworu w powierzchni bocznej
(G87)
To, czy wykonywany jest cykl wiercenia głębokiego otworu (usuwanie wiórów), czy cykl
wiercenia głębokiego otworu z dużą prędkością (łamanie wiórów) zależy od ustawienia
USER DATA, _ZSFI[20].
Jeśli dla cyklu wiercenia nie ustalono posuwu, wykonywany jest normalny cykl wiercenia.
Cykl wiercenia głębokiego otworu z dużą prędkością (G83, G87) (USER DATA, _ZSFI[20]=0)
W przypadku cyklu wiercenia głębokiego otworu z dużą prędkością, posuw wgłębny wiertła
jest powtarzany z prędkością posuwu skrawania. Wiertło zostaje nieco cofnięte do chwili
dotarcia przez narzędzie do dna otworu.
Format
G83 X(U)... C(H)... Z(W)... R... Q... P... F... M... ;
lub
G87 Z(W)... C(H)... X(U)... R... Q... P... F... M... ;
X, C lub Z, C: Położenie otworu
Z lub X: Odległość od punktu R do dna otworu
R_: Odległość od płaszczyzny początkowej do płaszczyzny R
Q_: Posuw wgłębny
P_: Czas przestoju na dnie otworu
F_: Prędkość skrawania
K_: Liczba powtórzeń (w razie potrzeby)
M_: Funkcja M blokowania osi C (w razie potrzeby)
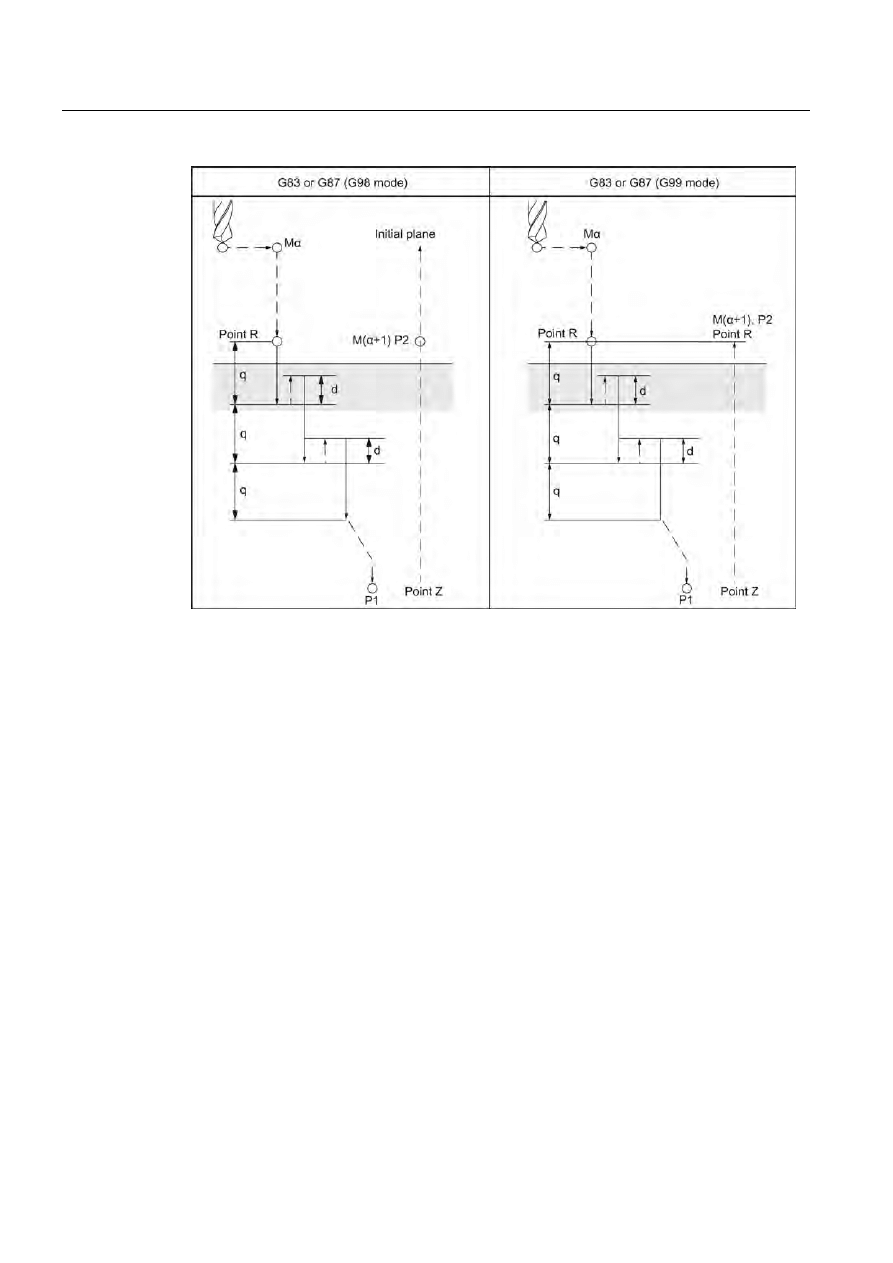
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
94
Podręcznik programowania i obsługi, 12/2012
Rysunek 5-30 Cykl „wiercenie głębokiego otworu z dużą prędkością”
Mα: Funkcja M blokowania osi C
M(α+1): Funkcja M zwalniania osi C
P1: Czas przestoju (program)
P2: Ustawienie czasu przestoju w USER DATA, _ZSFR[22]
d: Ustawienie wielkości wycofania w USER DATA, _ZSFR[21]
Cykl wiercenia głębokiego otworu (G83, G87) (USER DATA, _ZSFI[20]=1)
W przypadku cyklu wiercenia głębokiego otworu, posuw wgłębny wiertła jest powtarzany z
prędkością skrawania. Wiertło jest wycofywane na płaszczyznę R do chwili dotarcia przez
narzędzie do dna otworu.
Format
G83 X(U)... C(H)... Z(W)... R... Q... P... F... M... K... ;
lub
G87 Z(W)... C(H)... X(U)... R... Q... P... F... M... K... ;
X, C lub Z, C: Położenie otworu
Z lub X: Odległość od punktu R do dna otworu
R_: Odległość od płaszczyzny początkowej do płaszczyzny R
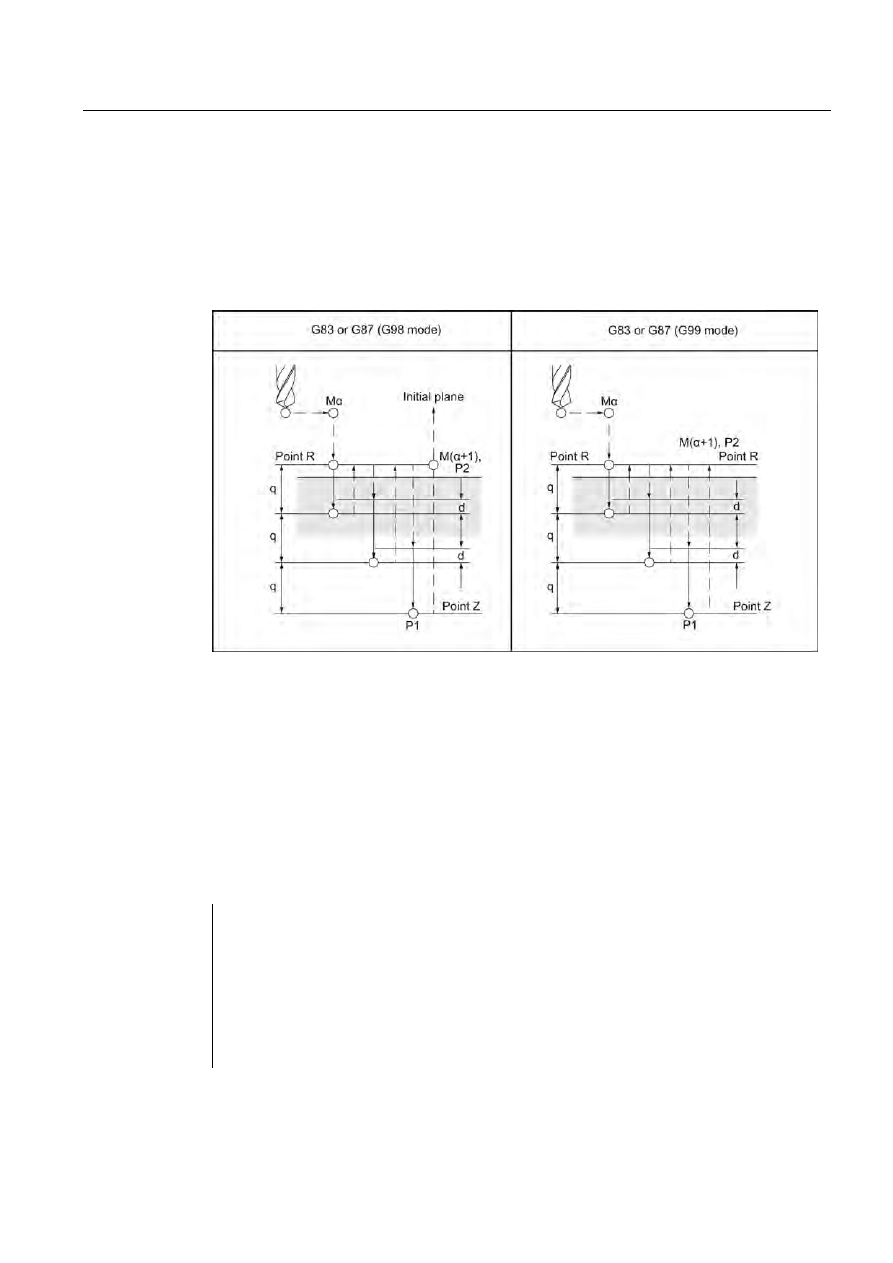
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
95
Q_: Posuw wgłębny
P_: Czas przestoju na dnie otworu
F_: Prędkość skrawania
K_: Liczba powtórzeń (w razie potrzeby)
M_: Funkcja M blokowania osi C (w razie potrzeby)
Rysunek 5-31 Cykl wiercenia głębokiego otworu
Mα: Funkcja M blokowania osi C
M(α+1): Funkcja M zwalniania osi C
P1: Czas przestoju (program)
P2: Ustawienie czasu przestoju w USER DATA, _ZSFR[22]
d: Ustawienie wielkości wycofania w USER DATA, _ZSFR[21]
Przykład
M3 S2500
;
Obrót narzędzia do wiercenia
G00 X100.0 C0.0
;Pozycjonowanie osi X i C
G83 Z-35.0 R-5.0 Q5000 F5.0
;Skrawanie otworu 1
C90.0
;Skrawanie otworu 2
C180.0
;Skrawanie otworu 3
C270.0
;Skrawanie otworu 4
G80 M05
;Odznaczenie cyklu i
;Zatrzymanie narzędzia do wiercenia
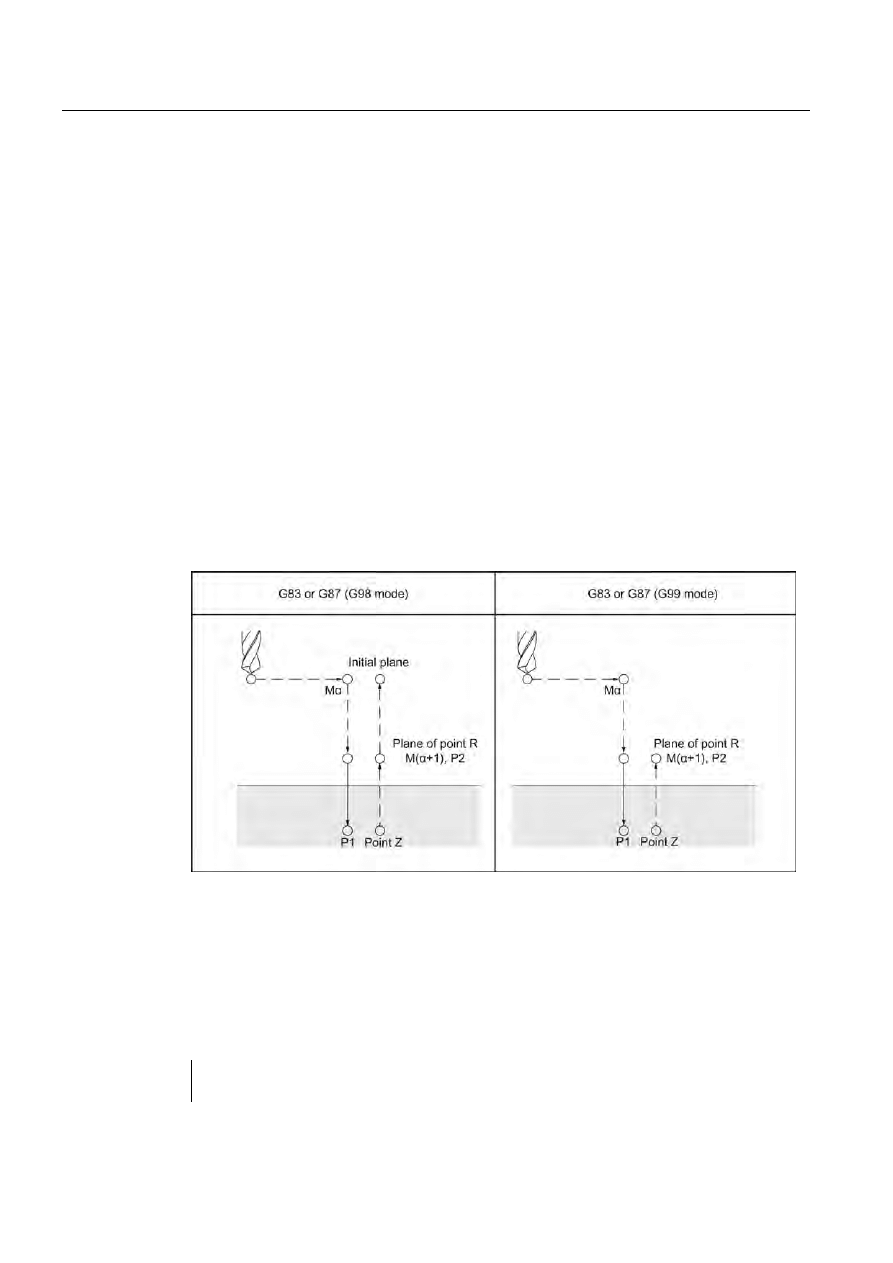
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
96
Podręcznik programowania i obsługi, 12/2012
Cykl wiercenia (G83 lub G87)
Jeśli dla posuwu wgłębnego (Q) nie zaprogramowano wartości, wykonywany jest normalny
cykl wiercenia. W tym przypadku narzędzie jest wycofywane z dna otworu szybkim ruchem.
Format
G83 X(U)... C(H)... Z(W)... R... P... F... M... K... ;
lub
G87 Z(W)... C(H)... X(U)... R... P... F... M... K... ;
X, C lub Z, C: Położenie otworu
Z lub X: Odległość od punktu R do dna otworu
R_: Odległość od płaszczyzny początkowej do płaszczyzny R
P_: Czas przestoju na dnie otworu
F_: Prędkość skrawania
K_: Liczba powtórzeń (w razie potrzeby)
M_: Funkcja M blokowania osi C (w razie potrzeby)
Mα: Funkcja M blokowania osi C
M(α+1): Funkcja M zwalniania osi C
P1: Czas przestoju (program)
P2: Ustawienie czasu przestoju w USER DATA, _ZSFR[22]
Przykład
M3 S2500
;Obrót narzędzia do wiercenia
G00 X100.0 C0.0
;Pozycjonowanie osi X i C
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
97
G83 Z-35.0 R-5.0 P500 F5.0
;Skrawanie otworu 1
C90.0
;Skrawanie otworu 2
C180.0
;Skrawanie otworu 3
C270.0
;Skrawanie otworu 4
G80 M05
;Odznaczenie cyklu i
;Zatrzymanie narzędzia do wiercenia
Po osiągnięciu zaprogramowanej głębokości skrawania z każdą prędkością posuwu
skrawania Q następuje wycofanie szybkim ruchem na płaszczyznę referencyjną R. Ruch
podejścia do nowego cyklu skrawania jest również wykonywany ponownie szybkim
przesuwem, a również ten przesuw zachodzi po torze (d), którą można ustawić w USER
DATA, _ZSFR[10]. Tor d i głębokość skrawania przy każdej prędkości posuwu skrawania Q
jest pokonywana szybkim przesuwem z prędkością skrawania. Q należy wpisać jako wartość
przyrostową bez znaku.
Wskazówka
Jeśli _ZSFR[10]
•
> 0 = wartość wykorzystywana jest na torze pochodnej „d” (tor minimalny 0.001)
•
= 0 Odległość do punktu granicznego d wyliczana jest w cyklach wewnętrznie w
następujący sposób:
– Jeśli głębokość wiercenia wynosi 30 mm, to wartością toru pochodnego jest zawsze
0,6 mm.
– W przypadku większych głębokości wiercenia wykorzystywany jest wzór: głębokość
wiercenia / 50 (wartość maksymalna 7 mm).
Cykl gwintowania powierzchni czołowej (G84) / bocznej (G88)
W tym cyklu kierunek obrotów wrzeciona zostaje odwrócony po osiągnięciu dna otworu.
Format
G84 X(U)... C(H)... Z(W)... R... P... F... M... K... ;
lub
G88 Z(W)... C(H)... X(U)... R... P... F... M... K... ;
X, C lub Z, C: Położenie otworu
Z lub X: Odległość od punktu R do dna otworu
R_: Odległość od płaszczyzny początkowej do płaszczyzny R
P_: Czas przestoju na dnie otworu
F_: Prędkość skrawania
K_: Liczba powtórzeń (w razie potrzeby)
M_: Funkcja M blokowania osi C (w razie potrzeby)
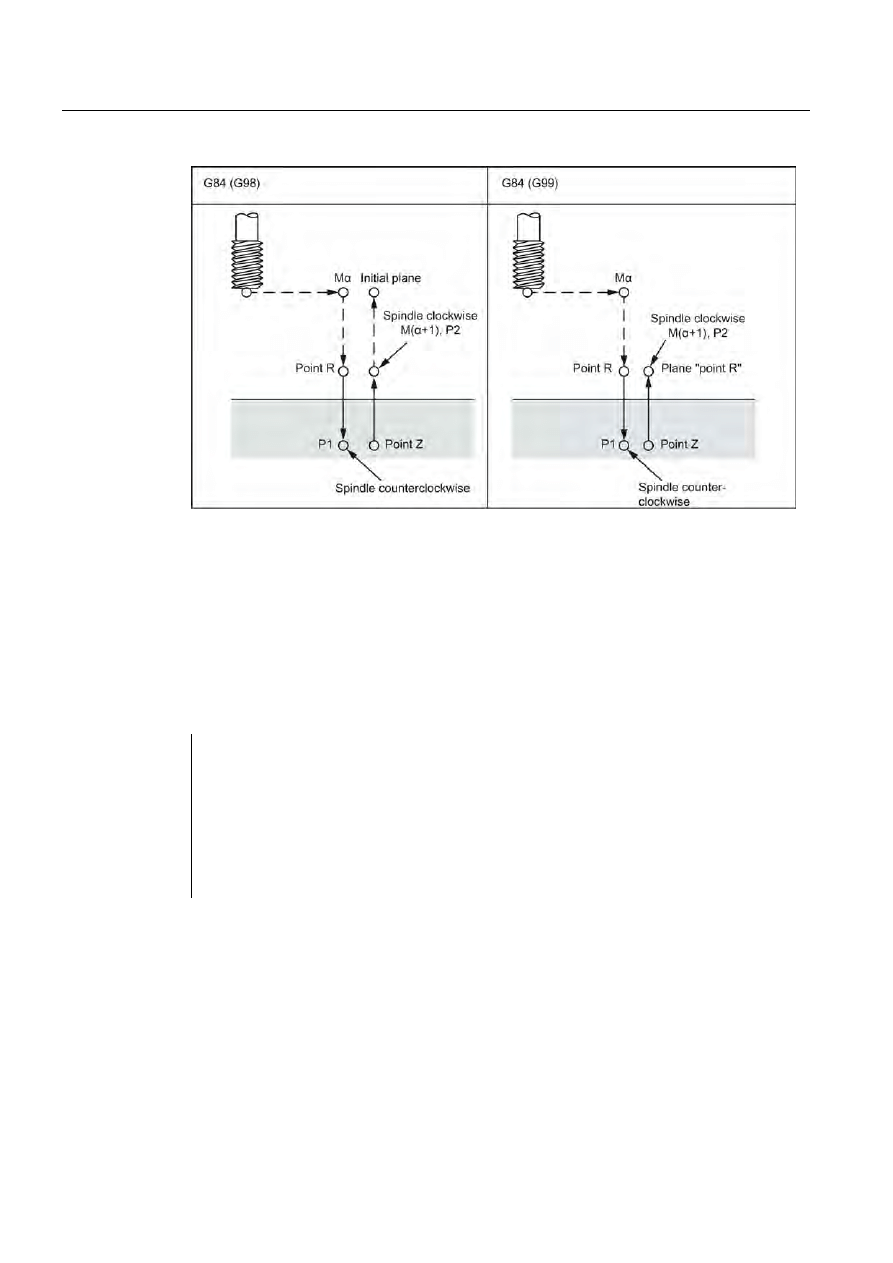
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
98
Podręcznik programowania i obsługi, 12/2012
P2: Ustawienie czasu przestoju w USER DATA, _ZSFR[22]
Objaśnienia
Podczas gwintowania wrzeciono obraca się w prawo w czasie ruchu w kierunku dna otworu,
a po osiągnięciu dna otworu kierunek obrotów zostaje odwrócony. Cykl ten jest
kontynuowany do chwili pełnego wycofania narzędzia.
Przykład
M3 S2500
;Obrót narzędzia do gwintowania
G00 X100.0 C0.0
;Pozycjonowanie osi X i C
G84 Z-35.0 R-5.0 P500 F5.0
;Skrawanie otworu 1
C90.0
;Skrawanie otworu 2
C180.0
;Skrawanie otworu 3
C270.0
;Skrawanie otworu 4
G80 M05
;Odznaczenie cyklu i
;Zatrzymanie narzędzia do wiercenia
Cykl wiercenia powierzchni czołowej (G85) / bocznej (G89)
Format
G85 X(U)... C(H)... Z(W)... R... P... F... K... M... ;
lub
G89 Z(W)... C(H)... X(U)... R... P... F... K... M... ;
X, C lub Z, C: Położenie otworu
Z lub X: Odległość od punktu R do dna otworu
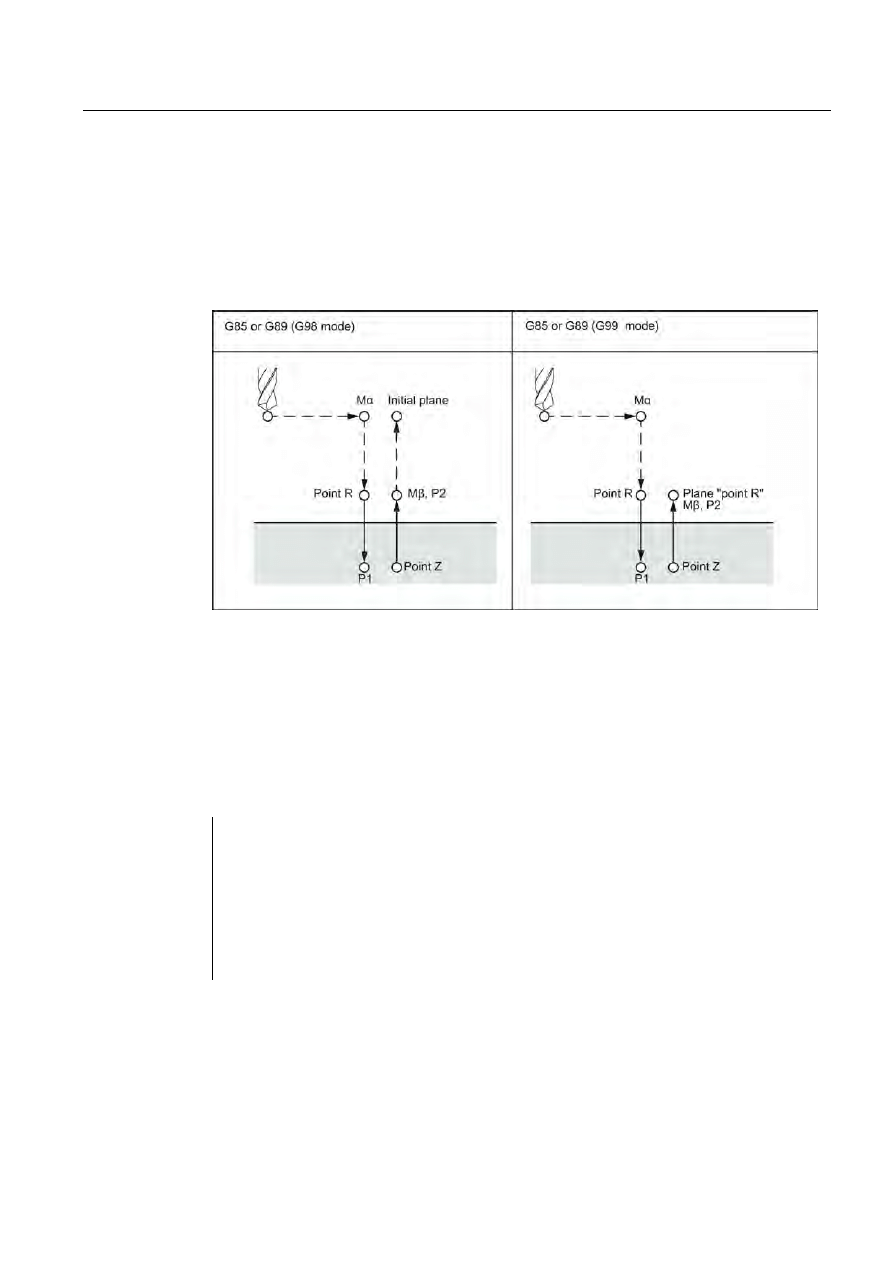
Funkcje dodatkowe
5.1 Funkcje wsparcia programu
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
99
R: Odległość od płaszczyzny początkowej do płaszczyzny R
P: Czas przestoju na dnie otworu
F: Prędkość skrawania
K: Liczba powtórzeń (w razie potrzeby)
M: Funkcja M blokowania osi C (w razie potrzeby)
P2: Ustawienie czasu przestoju w USER DATA, _ZSFR[22]
Objaśnienia
Po dotarciu do dna otworu wykonywany jest szybki przesuw do punktu R. Następnie
pomiędzy punktami R i Z realizowane jest wiercenie zakończone powrotem do punktu R.
Przykład
M3 S2500
;Obrót nar
zędzia do wiercenia
G00 X50.0 C0.0
;Pozycjonowanie osi X i C
G85 Z-40.0 R-5.0 P500 M31
;Skrawanie otworu 1
C90.0 M31
;Skrawanie otworu 2
C180.0 M31
;Skrawanie otworu 3
C270.0 M31
;Skrawanie otworu 4
G80 M05
;Odznaczenie cyklu i
;Zatrzymanie narzędzia do wiercenia
Funkcje dodatkowe
5.2 Wprowadzanie programowalnych danych
Toczenie, część 3: Programowanie (ISO)
100
Podręcznik programowania i obsługi, 12/2012
Odznaczenie stałego cyklu wiercenia (G80)
Cykle stałe można odznaczać poleceniem G80.
Format
G80;
Objaśnienia
Stały cykl wiercenia zostaje odznaczony i następuje powrót do normalnej pracy.
5.2
Wprowadzanie programowalnych danych
5.2.1
Zmienianie wartości przesunięcia narzędzia (G10)
Dostępne przesunięcia narzędzi można zastąpić poleceniem „G10 P ⋅⋅⋅ X(U) ⋅⋅⋅ Y(V) ⋅⋅⋅ Z(W)
⋅⋅⋅ R(C) ⋅⋅⋅ Q ;”. Nie jest jednak możliwe tworzenie nowych przesunięć narzędzi.
Tabela 5- 5 Opis adresów
Adres
Opis
P
Numer przesunięcia narzędzia (objaśnienie poniżej)
X
Y
Z
Przesunięcie narzędzia na osi X (bezwzględne, przyrostowe)
Przesunięcie narzędzia na osi X (bezwzględne, przyrostowe)
Przesunięcie narzędzia na osi Z (bezwzględne, przyrostowe)
U
V
W
Przesunięcie narzędzia na osi X (przyrostowe)
Przesunięcie narzędzia na osi X (przyrostowe)
Przesunięcie narzędzia na osi Z (przyrostowe)
R
Kompensacja promienia ostrza narzędzia (bezwzględna)
C
Kompensacja promienia ostrza narzędzia (przyrostowa)
Q
Długość krawędzi tnącej
Znak adresowy P
Znakiem adresowym P ustawiana jest liczba kompensacyjna narzędzia, a jednocześnie
dokonywany jest wybór, czy wartość przesunięcia ma zostać zmodyfikowana odpowiednio
do geometrii lub zużycia narzędzia. Wartość wybrana znakiem adresowym P zależy od
ustawienia w MD $MC_EXTERN_FUNCTION_MASK, bit 1:
$MC_EXTERN_FUNCTION_MASK, Bit1 = 0
Od P1 do P99: Wpisanie zużycia narzędzia
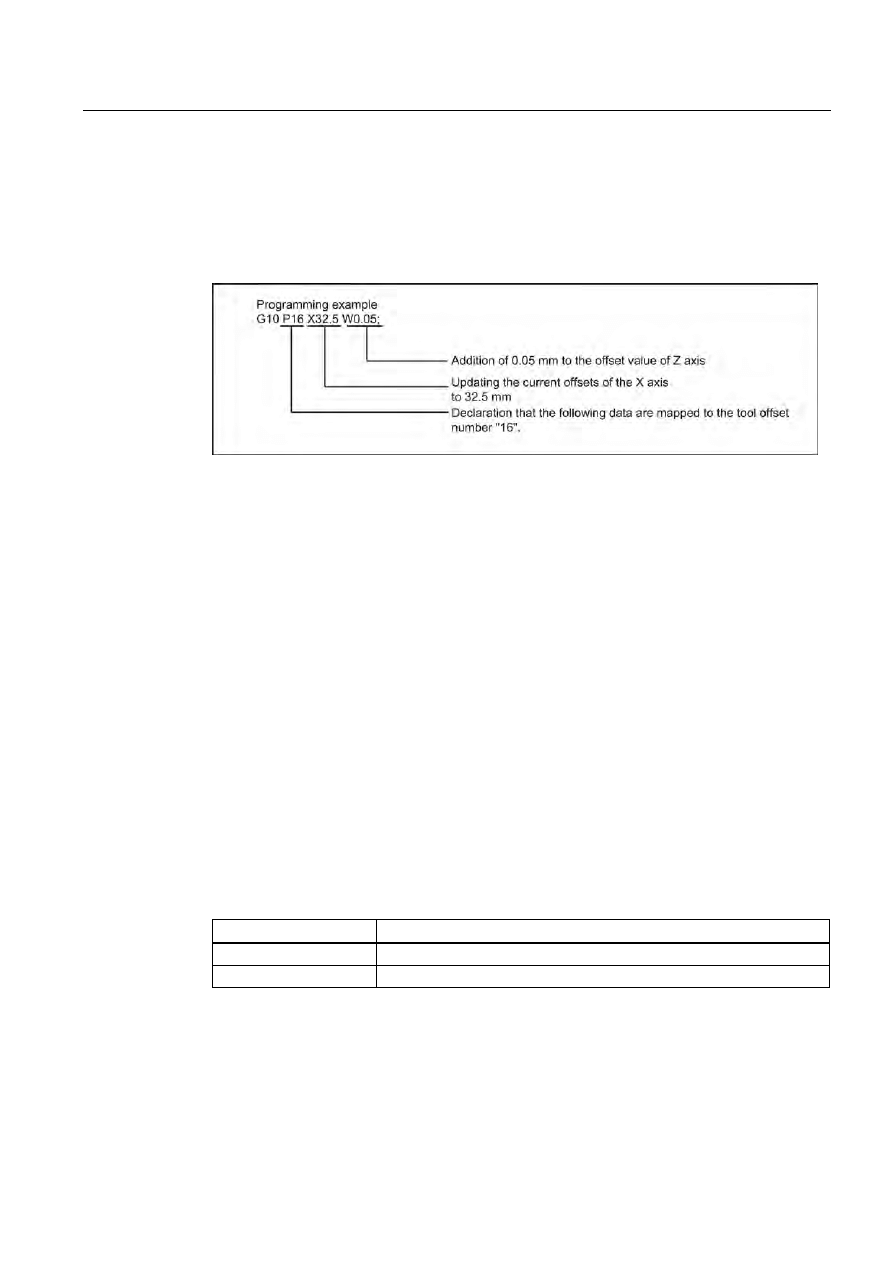
Funkcje dodatkowe
5.2 Wprowadzanie programowalnych danych
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
101
P100 + (od 1 do 1500): Wpisanie geometrii narzędzia
$MC_EXTERN_FUNCTION_MASK, Bit1 = 1
Od P1 do P9999: Wpisanie zużycia narzędzia
P10000 + (od 1 do 1500): Wpisanie geometrii narzędzia
Wpisanie przesunięć roboczych
Polecenia „G10 P00 X (U) ... Z(W)... C(H)... ;” umożliwiają wpisanie do programu obróbki i
zaktualizowanie w nim przesunięć roboczych. Wartości przesunięć osi
niezaprogramowanych nie ulegają zmianie.
X, Z, C: Bezwzględna lub przyrostowa (dla G91) wartość przesunięcia w układzie
współrzędnych przedmiotu.
U, W, H: Przyrostowa wartość przesunięcia w układzie współrzędnych przedmiotu
5.2.2
Funkcja M wywoływania podprogramów (M98, M99)
Funkcji tej można użyć, gdy podprogramy przechowywane są w pamięci programu obróbki.
Podprogramy zarejestrowane w pamięci, którym zostały przypisane numery można
wywoływać i wykonywać dowolnie często.
Polecenia
Do wywoływania podprogramów służą opisane poniżej funkcje M.
Tabela 5- 6 Funkcje M wywoływania podprogramów
Funkcja M
Funkcja
M98
Wywołanie podprogramu
M99
Zakończenie podprogramu

Funkcje dodatkowe
5.3 Ośmiocyfrowy numer programu
Toczenie, część 3: Programowanie (ISO)
102
Podręcznik programowania i obsługi, 12/2012
Wywołanie podprogramu (M98)
● M98 Pnnnnmmmm
m: Numer programu (maksymalnie 4 cyfry)
n: Liczba powtórzeń (maksymalnie 4 cyfry)
Przed użyciem programu M98 Pnnnnmmmm do wywołania podprogramu,
podprogramowi należy nadać odpowiednią nazwę (4 cyfry z zerem).
● Jeśli na przykład zaprogramowana jest funkcja M98 P21, w programie obróbki
wyszukiwana jest nazwa podprogramu 21.mpf i podprogram ten wykonywany jest
jednokrotnie. By wywołać podprogram 3 razy, należy zaprogramować funkcję M98
P30021. W przypadku nie odnalezienia wskazanego podprogramu wyzwalany jest alarm.
● Zagnieżdżanie podprogramów jest możliwe. Dozwolonych jest maksymalnie 16
podprogramów. W przypadku wywołania podprogramów ze zbyt wielu poziomów
wyzwalany jest alarm.
Zakończenie podprogramu (M99)
Wykonywanie podprogramu kończone jest poleceniem M99 Pxxxx, a wykonywanie
programu jest kontynuowane od bloku Nxxxx. System sterowania wyszukuje numer bloku
najpierw w kierunku do przodu (od miejsca wywołania podprogramu do końca programu). W
przypadku nie odnalezienia bloku o zgodnym numerze, program części jest przeszukiwany
w kierunku odwrotnym (w stronę początku programu obróbki).
Jeśli M99 nie zawiera numeru bloku (Pxxxx) programu głównego, układ sterowania
przechodzi na początek programu głównego i program ten jest wykonywany od początku.
Jeśli M99 odwołuje się do numeru istniejącego bloku głównego programu (M99xxxx), blok o
tym numerze jest zawsze wyszukiwany od początku programu.
5.3
Ośmiocyfrowy numer programu
Wybór ośmiocyfrowego numeru programów aktywowany jest w danych maszynowych 20734
$MC_EXTERN_FUNCTION_MASK, Bit 6=1. Funkcja ta wpływa na funkcje M98, G65/66 i
M96.
y: Liczba przebiegów programu
x: Numer programu
Wywołanie podprogramu
$MC_EXTERN_FUNCTION_MASK, Bit 6 = 0
M98 Pyyyyxxxx lub
M98 Pxxxx Lyyyy
Maksymalnie czterocyfrowy numer programu
Dodanie zawsze czterocyfrowego numeru programu z zerem
Przykład:

Funkcje dodatkowe
5.3 Ośmiocyfrowy numer programu
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
103
M98 P20012: wykonanie podprogramu 0012.mpf z dwoma przebiegami
M98 P123 L2: wykonanie podprogramu 0123.mpf z dwoma przebiegami
$MC_EXTERN_FUNCTION_MASK, Bit 6 = 1
M98 Pxxxxxxxx Lyyyy
Rozszerzenie o zero nie występuje nawet jeśli numer programu ma mniej niż 4 cyfry.
Zaprogramowanie liczby przejść i numeru programu w P (Pyyyyxxxxx) nie jest możliwe.
Liczba przejść musi zostać w każdym przypadku zaprogramowana w parametrze L!
Przykład:
M98 P123: wykonanie podprogramu 123.mpf z jednym przebiegiem
M98 P20012: wykonanie podprogramu 20012.mpf z jednym przebiegiem
Uwaga: To nie jest już kompatybilne z oryginalnym z dialektu ISO
M98 P12345 L2: wykonanie podprogramu 12345.mpf z dwoma przebiegami
Makro modalne i blokowe G65/G66
$MC_EXTERN_FUNCTION_MASK, Bit 6 = 0
G65 Pxxxx Lyyyy
Dodanie zawsze czterocyfrowego numeru programu z zerem Numer programu zawierający
więcej niż 4 cyfry wyzwala alarm.
$MC_EXTERN_FUNCTION_MASK, Bit 6 = 1
G65 Pxxxx Lyyyy
Rozszerzenie o zero nie występuje nawet jeśli numer programu ma mniej niż 4 cyfry. Numer
programu zawierający więcej niż 8 cyfr wyzwala alarm.
Przerwanie M96
$MC_EXTERN_FUNCTION_MASK, Bit6 = 0
M96 Pxxxx
Dodanie zawsze czterocyfrowego numeru programu z zerem
$MC_EXTERN_FUNCTION_MASK, Bit6 = 1
M96 Pxxxx
Rozszerzenie o zero nie występuje nawet jeśli numer programu ma mniej niż 4 cyfry. Numer
programu zawierający więcej niż 8 cyfr wyzwala alarm.

Funkcje dodatkowe
5.4 Funkcje pomiaru
Toczenie, część 3: Programowanie (ISO)
104
Podręcznik programowania i obsługi, 12/2012
5.4
Funkcje pomiaru
5.4.1
Szybkie podnoszenie funkcją G10.6
Funkcją G10.6 <Położenie osi> można aktywować położenie cofnięcia umożliwiające
szybkie podniesienie narzędzia (np. w przypadku pęknięcia narzędzia). Samo wycofanie
zostaje zapoczątkowane sygnałem cyfrowym. Źródłem sygnału uruchamiającego jest drugie
szybkie wejście sterowania NC.
Kolejne szybkie wejście (1-3) można wybrać w danych maszynowych 10820
$MN_EXTERN_INTERRUPT_NUM_RETRAC (1 - 3).
Warunkiem wykonania szybkiego wycofania funkcją G10.6 jest stała obecność programu
przerwania (ASUP) CYCLE3106.spf. Jeśli CYCLE3106.spf nie występuje w pamięci
programu obróbki, w bloku programu obróbki funkcją G10.6 wyzwalany jest alarm 14011
„Program CYCLE3106 niedostępny lub nie zwolniony do przetwarzania”.
Reakcja systemu sterowania po szybkim wycofaniu jest zdefiniowana w programie ASUP
CYCLE3106.spf. Jeśli osie i wrzeciono zostają zatrzymane po szybkim wycofaniu, w
programie CYCLE3106.spf muszą zostać zaprogramowane funkcje M0 i M5. Jeśli
CYCLE3106.spf jest programem pustym zawierającym tylko funkcję M17, program obróbki
jest po szybkim wycofaniu realizowany bez przerwania.
W przypadku aktywowania szybkiego wycofania programem G10.6 <Położenie osi>, zmiana
sygnału doprowadzanego z drugiego szybkiego wejścia układu sterowania numerycznego z
wartości 0 na wartość 1 powoduje zatrzymanie aktualnego ruchu, a położenie
zaprogramowane w bloku G10.6 jest szybko przesuwane. W tym przykładzie wykonywane
jest podejście do położeń bezwzględnych lub przyrostowych (zgodnie ze sposobem
zaprogramowania ich w bloku G10.6).
Funkcja ta dezaktywowana jest programem G10.6 (bez wskazania położenia). Szybkie
wycofanie sygnałem doprowadzanym z drugiego wejścia sterowania NC jest zablokowane.
Ograniczenia
Szybkie wycofanie można zaprogramować tylko na jednej osi.
5.4.2
Usunięcie pomiaru z pozostałą drogą (G31)
Funkcja „G31 X... Y... Z... F... ;” umożliwia pomiar z „usunięciem pozostałej drogi”. Jeśli
pomiar doprowadzany z pierwszego czujnika jest dostępny podczas interpolacji liniowej,
interpolacja zostaje przerwana, a pozostała droga na osiach zostają usunięte. Program jest
kontynuowany od następnego bloku.
Format
G31 X... Y... Z... F_;
G31: niemodalna funkcja G (aktywna tylko w bloku, w którym została zaprogramowana)
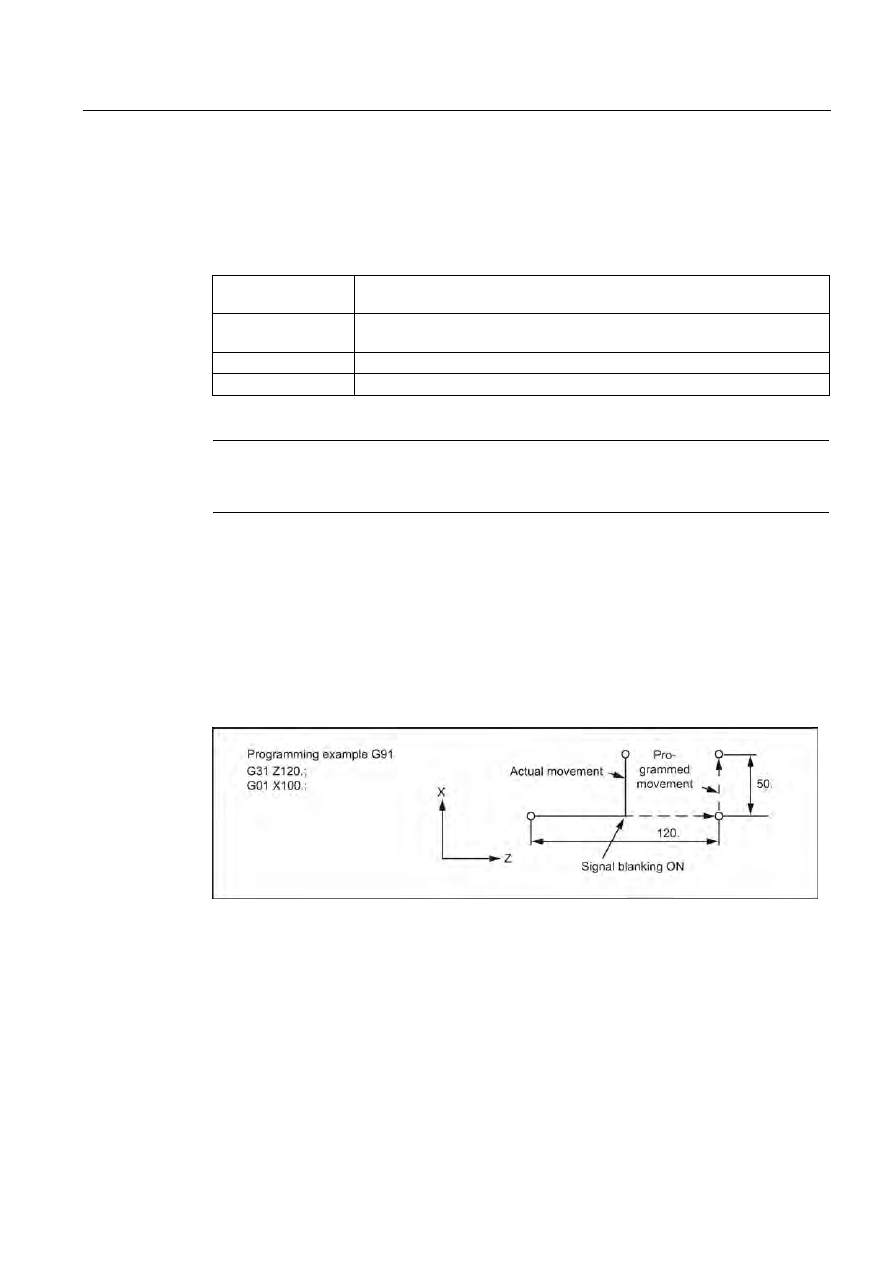
Funkcje dodatkowe
5.4 Funkcje pomiaru
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
105
Sygnał z PLC „doprowadzenie pomiaru = 1”
W przypadku narastania krawędzi doprowadzanego pomiaru 1, aktualne położenia osi
zostają zapisane w parametrach układu osiowego, czyli $AA_MM[<Axis>] $AA_MW[<Axis>].
Parametry te można wczytać w trybie Siemens.
$AA_MW[X]
Zapisanie wartości współrzędnych osi X w układzie współrzędnych
przedmiotu
$AA_MW[Z]
Zapisanie wartości współrzędnych osi Z w układzie współrzędnych
przedmiotu
$AA_MM[X]
Zapisanie wartości współrzędnych osi X w układzie współrzędnych maszyny
$AA_MM[Z]
Zapisanie wartości współrzędnych osi Z w układzie współrzędnych maszyny
Wskazówka
Jeśli program G31 zostanie uruchomiony w czasie, gdy sygnał pomiarowy jest wciąż
aktywny, wyzwolony zostanie alarm 21700.
Kontynuacja programu po sygnale pomiarowym
Jeśli w następnym bloku zaprogramowane są przyrostowe położenia osi, to położenia tych
osi odnoszą się do punktu pomiarowego. Oznacza to, że punktem referencyjnym dla
położenia przyrostowego jest to położenie osi, w którym sygnał pomiarowy wyzwala
usunięcie pozostałej drogi.
Jeśli położenia osi w następnym bloku zaprogramowane są jako bezwzględne, to
zaprogramowane położenia są przesuwane.
Rysunek 5-32 Przykład programowania
5.4.3
Pomiar programem G31, adresami P1-P4
Funkcja programu G31 P1 (.. P4) różni się od funkcji G31 tym, że adresami P1-P4 można
wybrać różne źródła sygnału pomiarowego. Możliwe jest jednoczesne monitorowanie kilku
punktów narastającej krawędzi sygnału pomiarowego. Przydział źródeł sygnału do adresów
P1-P4 definiowany jest w danych maszynowych.
Funkcje dodatkowe
5.4 Funkcje pomiaru
Toczenie, część 3: Programowanie (ISO)
106
Podręcznik programowania i obsługi, 12/2012
Format
G31 X... Y... Z... F... P... ;
X, Y, Z: Punkt końcowy
F...: Prędkość posuwu
P...: P1 - P4
Objaśnienie
Źródła cyfrowe przypisane są do adresów P1-P4 w danych maszynowych w następujący
sposób:
P1: $MN_EXTERN_MEAS_G31_P_SIGNAL[0]
P2: $MN_EXTERN_MEAS_G31_P_SIGNAL[1]
P3: $MN_EXTERN_MEAS_G31_P_SIGNAL[2]
P4: $MN_EXTERN_MEAS_G31_P_SIGNAL[3]
Objaśnienia pomocne w wyborze (P1, P2, P3 lub P4) zawiera dokumentacja producenta
maszyny.
5.4.4
Przerywanie programu podprogramem M96/M97 (ASUP)
M96
Podprogram M96 P<numer programu> można zdefiniować jako program przerwania.
Uruchomienie tego programu wyzwalane jest sygnałem zewnętrznym. Do uruchamiania
programu przerwania wykorzystywane jest zawsze pierwsze szybkie wejście sterowania NC
spośród 8 wejść dostępnych w trybie Siemens. W danych maszynowych 10818
$MN_EXTERN_INTERRUPT_NUM_ASUP można wybrać jeszcze jedno szybkie wejście (1-
3).
Format
M96 Pxxxx ;Aktywacja przerwania programu
M97
;Dezaktywacja przerwania programu
To polecenie wywołuje po wyzwoleniu przerwania najpierw cykl stały CYCLE396, a cykl ten
wywołuje program przerwania zaprogramowany w programie Pxxxx w trybie ISO. Po
zakończeniu cyklu stałego bit 1 danych maszynowych 10808
$MN_EXTERN_INTERRUPT_BITS_M96 jest oceniany i ustawiany poleceniem REPOS w
punkcie przerwania lub zachowany w następnym bloku.

Funkcje dodatkowe
5.4 Funkcje pomiaru
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
107
M97
Uruchomienie programu przerwania zostaje zahamowane poleceniem M97. Program
przerwania może zostać uruchomiony przez sygnał zewnętrzny dopiero po następnej
aktywacji poleceniem M96.
Jeśli program przerwania zaprogramowany poleceniem M96 Pxx ma zostać wywołany
bezpośrednio sygnałem przerwania (bez etapu pośredniego z cyklem CYCLE396), w bicie
10 danych maszynowych 20734 $MC_EXTERN_FUNCTION_MASK ustawiona musi być
wartość 0. Podprogram programowany poleceniem Pxx jest wywoływany w trybie Siemens
po zmianie sygnału z 0 na 1.
Numery funkcji M w funkcji przerwania są ustawiane w danych maszynowych. W 10804
$MN_EXTERN_M_NO_SET_INT definiowany jest numer polecenia M aktywującego program
przerwania, a dane maszynowe 10806 $MN_EXTERN_M_NO_DISABLE_INT definiują
numer polecenia M wstrzymującego program przerwania.
Można korzystać tylko z tych funkcji M, które nie zostały zastrzeżone jako standardowe
funkcje M. Ustawieniem domyślnym funkcji M jest M96 i M97. By funkcje te mogły zostać
aktywowane, musi być ustawiony bit 0 danych maszynowych 10808
$MN_EXTERN_INTERRUPT_BITS_M96. Funkcje M nie są wówczas wyprowadzane do
PLC. Jeśli bit 0 nie zostanie ustawiony, funkcje M będą interpretowane jako normalne
funkcje pomocnicze.
Po zakończeniu programu przerwania, wykonywanie programu wznawiane jest domyślnie od
końca bloku programu obróbki następującego po programie przerwania. Jeśli program
obróbki ma zostać wznowiony od punktu przerwania, na końcu programu przerwania musi
występować polecenie REPOS (np. REPOSA). By polecenie to zostało rozpoznane,
program musi zostać napisany w trybie Siemens.
Funkcje M aktywacji i dezaktywacji programu przerwania muszą występować w bloku jako
funkcje niezależne. Jeśli w bloku zaprogramowane są inne adresy (z wyjątkiem adresów „M”
i „P”) wyzwalany jest alarm 12080 (błąd składni).
Dane maszynowe
Działanie funkcji programu przerwania można ustawić w następujących danych
maszynowych:
MD10808 $MN_EXTERN_INTERRUPT_BITS_M96:
● Bit 0 = 0
Przerwanie programu nie jest możliwe. M96/M97 są normalnymi funkcjami M.
● Bit 0 = 1
Aktywowanie programu przerwania [poleceniem] M96/M97 jest dozwolone.
● Bit 1 = 0
Program obróbki jest realizowany od końca bloku następującego po bloku zawierającym
przerwanie (REPOSL RME).
● Bit 1 = 1
Program obróbki jest wznawiany od miejsca przerwania.
(REPOSL RME)

Funkcje dodatkowe
5.5 Programy makropoleceń
Toczenie, część 3: Programowanie (ISO)
108
Podręcznik programowania i obsługi, 12/2012
● Bit 2 = 0
Sygnał przerwania przerywa aktualny blok i uruchamia program przerwania.
● Bit 2 = 1
Program przerwania jest uruchamiany dopiero na końcu bloku.
● Bit 3 = 0
Cykl wykonywania jest przerywany natychmiast po wystąpieniu sygnału przerwania.
● Bit 3 = 1
Program przerwania jest uruchamiany dopiero na końcu cyklu wykonania (ocena w cyklu
stałym).
Bit 3 jest oceniany w cyklu stałym, a sekwencja cykli jest odpowiednio dostosowywana.
Bit 1 jest oceniany w cyklu stałym CYCLE396.
W przypadku, gdy program przerwania nie jest wywoływany za pośrednictwem cyklu stałego
CYCLE396 ($MC_EXTERN_FUNCTION_MASK, bit 10 =1), bit 1 musi zostać poddany
ocenie. Jeśli bit 1 = TRUE, położenie musi zostać ustawione w punkcie przerwania
(poleceniem REPOSL RMI) lub na końcu bloku (poleceniem REPOSL RME).
Przykład:
N100 M96 P1234
;Aktywacja ASUP 1234.spf. W przypadku narastającej krawędzi
;szybkiego wejścia 1, uruchamiany
;jest program 1234.spf.
„
„
N3000 M97
;Dezaktywacja ASUP
Szybkie podniesienie (LIFTFAST) nie jest wykonywane przed wywołaniem programu
przerwania. W przypadku narastającej krawędzi sygnału przerwania, program przerwania
zostaje uruchomiony natychmiast (w zależności od MD10808
$MN_EXTERN_INTERRUPT_BITS_M96).
Ograniczenia
Program przerwania traktowany jest jak normalny podprogram. Oznacza to, że warunkiem
wykonania programu przerwania jest dostępność co najmniej jednego wolnego poziomu
podprogramu (dostępnych jest 16 poziomów programu plus 2 poziomy zastrzeżone dla
programów przerwania).
Program przerwania jest uruchamiany tylko w przypadku zmiany krawędzi sygnału
przerwania z 0 na 1. Jeśli sygnał przerwania zachowuje stale wartość 1, program przerwania
nie jest już uruchamiany ponownie.
Funkcje dodatkowe
5.5 Programy makropoleceń
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
109
5.5
Programy makropoleceń
Makropolecenia (makra) składają się z kilku-kilkunastu bloków programu obróbki
wykonywanych poleceniem M99. Makra to w zasadzie podprogramy wywoływane w
programie obróbki poleceniem G65 Pxx lub G66 Pxx.
Makra wywoływane poleceniem G65 są niemodalne. Makra wywoływane poleceniem G66
są modalne i można je odznaczać ponownie poleceniem G67.
5.5.1
Różnice w porównaniu z podprogramami
W czasie wywoływania programów makr (G65, G66) można wybierać parametry, które mogą
zostać ocenione w programach makr. Natomiast wybranie parametrów w wywołaniach
podprogramów (M98) nie jest możliwe.
5.5.2
Wywołanie programu makr (G65, G66, G67)
Programy makr są wykonywane natychmiast po wywołaniu.
Opis procedury wywoływania programu makr przedstawiono w poniższej tabeli.
Tabela 5- 7 Format polecenia wywołującego program makr
Metoda wywołania
Kod polecenia
Uwagi
Wywołanie proste
G65
Wywołanie modalne (a)
G66
Odznaczenie poleceniem G67
Wywołanie proste (G65):
Format
G65 P_ L_ ;
Program makr, któremu parametrem „P” przypisany został numer programu zostaje
wywołane i wykonane „L” razy poleceniem „G65 P ... L... <argument>; ”.
Wymagane parametry muszą zostać zaprogramowane w tym samym bloku (poleceniem
G65).
Objaśnienie
Adres Pxx jest interpretowany w bloku programu obróbki zawierającym polecenie G65 lub
G66 jako numer podprogramu, w którym zaprogramowana została funkcjonalność makra.
Liczbę przejść makra można zdefiniować adresem Lxx. Wszystkie pozostałe adresy w tym
bloku obróbki są interpretowane jako parametry transferowe, a ich zaprogramowane
wartości są przechowywane w zmiennych systemu od $C_A do $C_Z. Te zmienne
systemowe mogą zostać wczytane w podprogramie i ocenione pod kątem funkcjonalności
makra. Jeśli w makrze (podprogramie) wywoływane są inne makra z transferem
parametrów, to parametry transferowe w podprogramie muszą zostać zapisane w zmiennej
wewnętrznej przed wywołaniem nowego makra.
Funkcje dodatkowe
5.5 Programy makropoleceń
Toczenie, część 3: Programowanie (ISO)
110
Podręcznik programowania i obsługi, 12/2012
W celu aktywowania definicji zmiennych wewnętrznych podczas wywoływania makra musi
nastąpić automatyczne przejście do trybu Siemens. Można to zrobić, wstawiając instrukcję
PROC<Nazwa programu> do pierwszego wiersza programu makr. Jeśli w podprogramie
zaprogramowane jest inne makro, to przed wykonaniem go musi zostać wybrany ponownie
tryb ISO.
Tabela 5- 8 Polecenie P i L
Adres
Opis
Liczba cyfr
P
Numer programu
od 4 do 8 cyfr
L
Liczba powtórzeń
Zmienne systemowe adresów I, J, K
Ponieważ adresy I, J, i K można zaprogramować nawet dziesięciokrotnie w bloku
zawierającym wywołanie makra, zmienne systemowe tych adresów muszą być adresowane
indeksem tablicy. Składnia tych trzech zmiennych systemowych jest więc następująca:
$C_I[..], $C_J[..], $C_K[..]. Wartości pozostają w zaprogramowanej kolejności w tablicy.
Liczba adresów I, J, K zaprogramowanych w bloku podawana jest w zmiennych $C_I_NUM,
$C_J_NUM, $C_K_NUM.
Parametry transferowe I, J, K wywołań makr są traktowane w każdym przypadku jako jeden
blok nawet wówczas, gdy indywidualne adresy nie są programowane. W przypadku
przeprogramowania parametru lub zaprogramowania następnego parametru opartego na
sekwencji I, J, K, parametr ten należy do następnego bloku.
Zmienne systemowe $C_I_ORDER, $C_J_ORDER, $C_K_ORDER ustawiane są na
wykrywanie kolejności programowania w trybie ISO. Są to takie same tablice, jak tablice
$C_I, $C_K i zawierają powiązane numery parametrów.
Wskazówka
Parametry transferowe mogą zostać wczytane tylko w podprogramie zaprogramowanym w
trybie Siemens.
Przykład:
N5 I10 J10 K30 J22 K55 I44 K33
Block1 Block2 Block3
$C_I[0]=10
$C_I[1]=44
$C_I_ORDER[0]=1
$C_I_ORDER[1]=3
$C_J[0]=10
$C_J[1]=22
$C_J_ORDER[0]=1

Funkcje dodatkowe
5.5 Programy makropoleceń
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
111
$C_J_ORDER[1]=2
$C_K[0]=30
$C_K[1]=55
$C_K[2]=33
$C_K_ORDER[0]=1
$C_K_ORDER[1]=2
$C_K_ORDER[2]=3
Wskazówka
$C_I[0] to kod DIN. By możliwe było użycie tego kodu w trybie ISO, muszą zostać ustawione
dane maszynowe 20734
$MC_EXTERN_FUNCTION_MASK, Bit 3=1. Wartością domyślną jest 800H.
Parametr cyklu $C_x_PROG
W trybie ISO 0 zaprogramowane wartości mogą być oceniane na różne sposoby w
zależności od metody programowanie (liczba całkowita lub rzeczywista wartość). Inna ocena
jest aktywowana za pośrednictwem danych maszynowych.
Jeśli ustawiony jest MD, system sterowania reaguje tak, jak w następującym przykładzie:
X100 ; oś X jest przesuwana o 100 mm (100. z separatorem dziesiętnym) => wartość
rzeczywista
Y200 ; oś Y jest przesuwana o 0,2 mm (200 bez separatora dziesiętnego) => wartość
całkowita
Jeśli adresy zaprogramowane w bloku są stosowane jako parametry transferowe cykli, to
zaprogramowane wartości zawsze istnieją jako rzeczywiste wartości w zmiennych $C_x. W
przypadku wartości będącymi liczbami całkowitymi nie można już odwołać się do metody
programowania (rzeczywista/całkowita) w cyklach i z tego powodu nie ma oceny
zaprogramowanych wartości prawidłowym współczynnikiem konwersji.
Istnieją dwie zmienne systemowe $C_TYP_PROG. $C_TYP_PROG dla informacji, czy
podjęto programowanie REAL, czy INTEGER. Struktura jest taka sama, jak struktura
$C_ALL_PROG i $C_INC_PROG. Jeśli wartość ta jest zaprogramowana jako INTEGER, to
Bit ustawiany jest 0, a w przypadku REAL ustawiany jest na 1. Jeśli wartość ta jest
zaprogramowana nad zmienną $<Liczba>, to wówczas odpowiedni bit jest również
ustawiany na 1.
Przykład:
P1234 A100. X100 -> $C_TYP_PROG == 1.
Jest obecny tylko Bit 0, ponieważ tylko A zostało zaprogramowane jako REAL.
P1234 A100. C20. X100 -> $C_TYP_PROG == 5.
Bit 1 i Bit 3 (A i C) są obecne.
Funkcje dodatkowe
5.5 Programy makropoleceń
Toczenie, część 3: Programowanie (ISO)
112
Podręcznik programowania i obsługi, 12/2012
Ograniczenia:
W każdym bloku można zaprogramować maksymalnie dziesięć parametrów I, J, K. W
zmiennej $C_TYP_PROG dostarczany jest tylko jeden bit dla I, J, K. Stąd odpowiadający bit
I, J i K jest w $C_TYP_PROG zawsze ustawiany na 0. Dlatego nie można wywnioskować,
czy I, J lub K jest zaprogramowany jako REAL, czy jako INTEGER.
Wywołanie modalne (G66, G67)
Modalny program makr jest wywoływany poleceniem G66. Wskazany program makro jest
wykonywany tylko w przypadku spełnienia wskazanych warunków.
● Modalny program makr jest aktywowany w chwili wyszczególnienia „G66 P... L...
<Parametry>;”. Parametry transferowe są obsługiwane jak w G65.
● G66 jest odznaczane przez G67.
Tabela 5- 9 Warunki wywołania modalnego
Warunki wywołania
Funkcja wyboru trybu
Funkcja odznaczania trybu
po wykonaniu polecenia przesuwu
G66
G67
Specyfikacja parametru
Parametry transferowe są definiowane poprzez zaprogramowanie adresu A - Z.
Współzależność pomiędzy zmiennymi adresowymi i systemowymi
Tabela 5- 10 Wzajemna zależność pomiędzy adresami i zmiennymi oraz adresami, które można
wykorzystać do wywoływania poleceń
Współzależność pomiędzy adresami i zmiennymi
Adres
Zmienna systemowa
A
$C_A
B
$C_B
C
$C_C
D
$C_D
E
$C_E
F
$C_F
H
$C_H
I
$C_I[0]
J
$C_J[0]
K
$C_K[0]
M
$C_M
Q
$C_Q
R
$C_R
S
$C_S
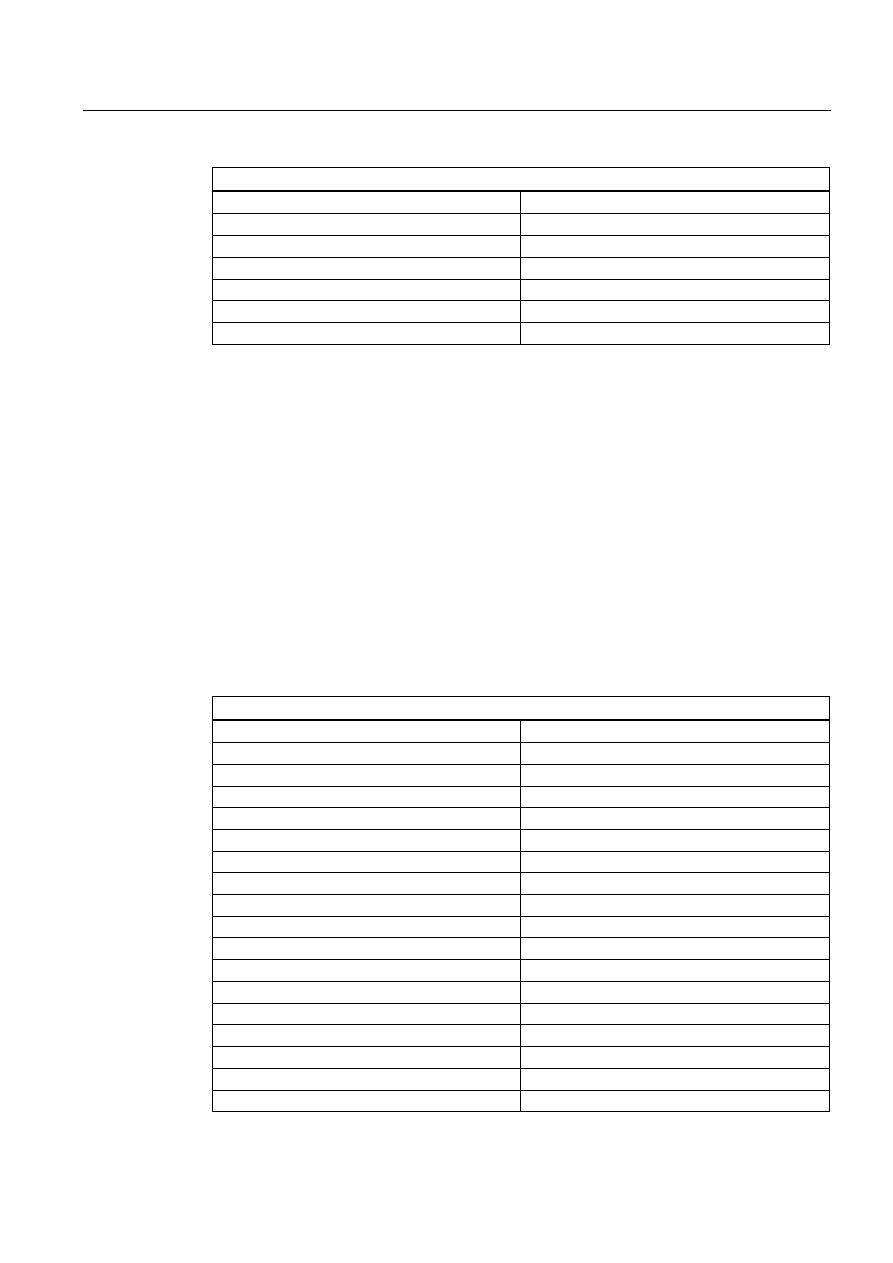
Funkcje dodatkowe
5.5 Programy makropoleceń
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
113
Współzależność pomiędzy adresami i zmiennymi
T
$C_T
U
$C_U
V
$C_V
W
$C_W
X
$C_X
Y
$C_Y
Z
$C_Z
Współzależność pomiędzy zmiennymi adresowymi i systemowymi
By użycie I, J i K było możliwe, muszą być one wyszczególnione w sekwencji I, J, K.
Ponieważ adresy I, J, i K można zaprogramować w bloku zawierającym wywołanie makra
nawet dziesięciokrotnie, dostęp do zmiennych systemowych w ramach programu makr dla
tych adresów musi następować w indeksie. Składnia tych trzech zmiennych systemowych
jest więc następująca: $C_I[..], $C_J[..], $C_K[..]. Odpowiadające wartości są zapisywane w
macierzy w kolejności, w jakiej zostały zaprogramowane. Liczba adresów I, J, K
zaprogramowanych w bloku zapisywana jest w zmiennych $C_I_NUM, $C_J_NUM i
$C_K_NUM.
W przeciwieństwie do pozostałych zmiennych, jeden indeks musi być zawsze
wyszczególniony podczas wczytywania tych trzech zmiennych. Indeks „0” jest zawsze
wykorzystywany do wywołań cykli (np. G81). Na przykład: N100 R10 = $C_I[0]
Tabela 5- 11 Wzajemna zależność pomiędzy adresami i zmiennymi oraz adresami, które można
wykorzystać do wywoływania poleceń
Współzależność pomiędzy adresami i zmiennymi
Adres
Zmienna systemowa
A
$C_A
B
$C_B
C
$C_C
I1
$C_I[0]
J1
$C_J[0]
K1
$C_K[0]
I2
$C_I[1]
J2
$C_J[1]
K2
$C_K[1]
I3
$C_I[2]
J3
$C_J[2]
K3
$C_K[2]
I4
$C_I[3]
J4
$C_J[3]
K4
$C_K[3]
I5
$C_I[4]
J5
$C_J[4]
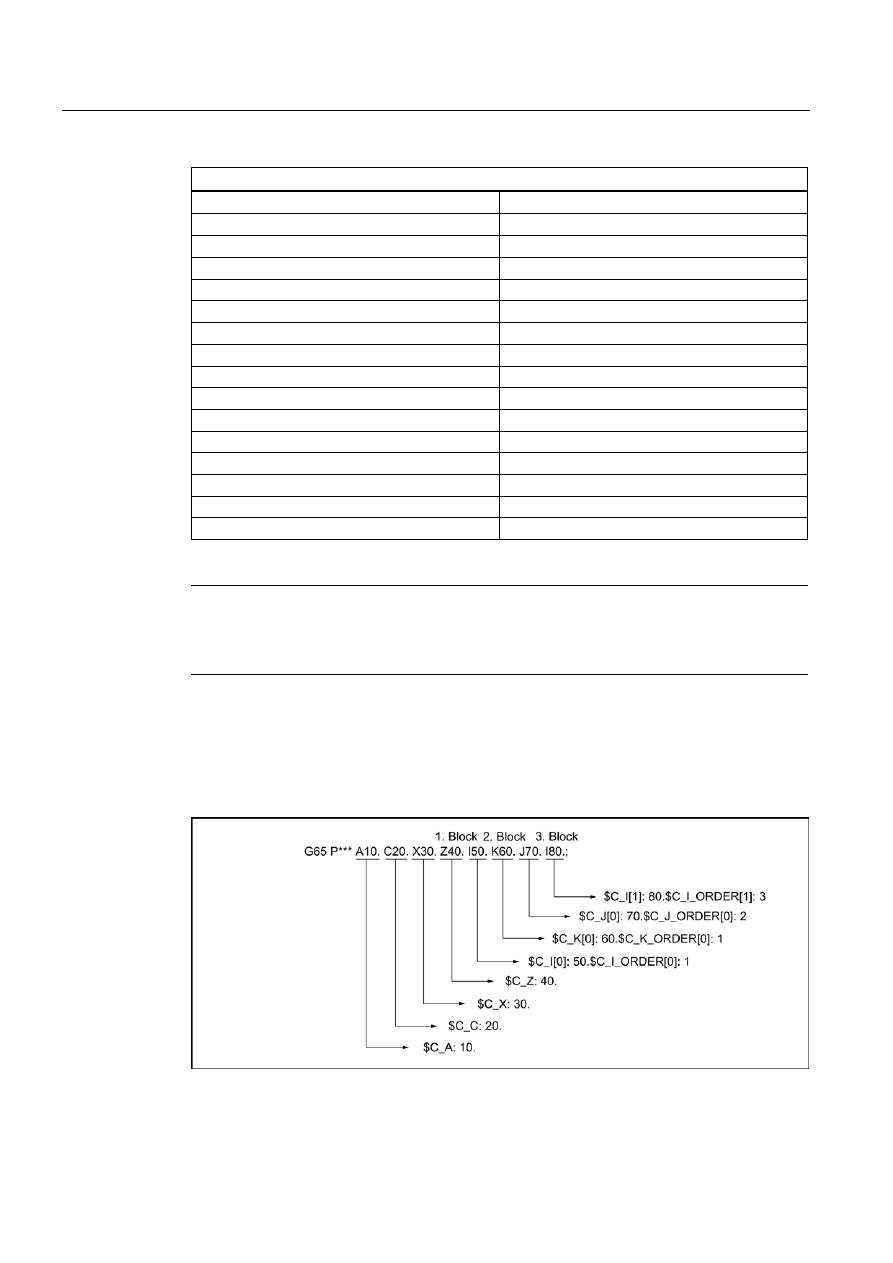
Funkcje dodatkowe
5.5 Programy makropoleceń
Toczenie, część 3: Programowanie (ISO)
114
Podręcznik programowania i obsługi, 12/2012
Współzależność pomiędzy adresami i zmiennymi
K5
$C_K[4]
I6
$C_I[5]
J6
$C_J[5]
K6
$C_K[5]
I7
$C_I[6]
J7
$C_J[6]
K7
$C_K[6]
I8
$C_I[7]
J8
$C_J[7]
K8
$C_K[7]
I9
$C_I[8]
J9
$C_J[8]
K9
$C_K[8]
I10
$C_I[9]
J10
$C_J[9]
K10
$C_K[9]
Wskazówka
Jeśli wyszczególniony jest więcej niż jeden blok adresów I, J lub K, to kolejność adresów w
każdym bloku I/J/K jest ustalana w taki sposób, że numery zmiennych są definiowane
zgodnie z ich kolejnością.
Przykład wprowadzania parametru
Wartość parametru zawiera znak i separator dziesiętny niezależnie od adresu.
Wartość tych parametrów jest zawsze zapisywana jako wartość rzeczywista.
Rysunek 5-33 Przykład wprowadzania argumentu

Funkcje dodatkowe
5.5 Programy makropoleceń
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
115
Wykonywanie programów makr w trybach Siemens i ISO
Wywołany program makr można wywołać w trybie Siemens lub w trybie ISO. Tryb języka, w
którym program jest wykonywany jest definiowany w pierwszym bloku programu makr.
Jeśli w pierwszym bloku programu makr występuje instrukcja PROC <Nazwa programu>, to
przeprowadzane jest automatyczne przełączenie do trybu Siemens. W przypadku braku tej
instrukcji przetwarzanie realizowane jest w trybie ISO.
Parametry transferowe mogą zostać zapisane w zmiennych lokalnych wykonaniem
programu w trybie Siemens. Jednak w trybie ISO nie jest możliwe zapisanie parametrów
transferowych w zmiennych lokalnych.
Warunkiem wczytania parametrów transferowych w programie makr wykonywanym w trybie
ISO jest przejście do trybu Siemens poleceniem G290.
Przykłady
Program główny z wywołaniem makra:
_N_M10_MPF:
N10 M3 S1000 F1000
N20 X100 Y50 Z33
N30 G65 P10 F55 X150 Y100 S2000
N40 X50
N50 ....
N200 M30
Program makr narzędzia w trybie Siemens:
_N_0010_SPF:
PROC 0010 ; Przejście do trybu Siemens
N10 DEF REAL X_AXIS ,Y_AXIS, S_SPEED, FEED
N15 X_AXIS = $C_X Y_AXIS = $C_Y S_SPEED = $C_S FEED = $C_F
N20 G01 F=FEED G99 S=S_SPEED
...
N80 M17
Program makr w trybie ISO:
_N_0010_SPF:
G290; Przejście do trybu Siemens,
; w celu wczytania parametrów transferowych
N15 X_AXIS = $C_X Y_AXIS = $C_Y S_SPEED = $C_S FEED = $C_F
N20 G01 F=$C_F G99 S=$C_S
N10 G1 X=$C_X Y=$C_Y
G291; Przejście do trybu ISO,

Funkcje dodatkowe
5.6 Funkcje specjalne
Toczenie, część 3: Programowanie (ISO)
116
Podręcznik programowania i obsługi, 12/2012
N15 M3 G54 T1
N20
...
N80 M99
5.6
Funkcje specjalne
5.6.1
G05
Polecenie G05 może wywołać każdy podprogram, podobnie do wywołania podprogramu
„M98 Pxx”. W celu przyspieszenia przetwarzania programu, podprogram wywołany
poleceniem G05 może zostać wstępnie skompilowany.
Format
G05 Pxxxxx Lxxx ;
Pxxxxx: Numer programu wywołującego
Lxxx: Liczba powtórzeń
(Jeśli „Lxxx” nie jest wyszczególniona, L1 jest obowiązująca automatycznie.)
Przykład
G05 P10123 L3 ;
Tym blokiem wywoływany i wykonywany trzykrotnie jest program 10123.mpf.
Ograniczenia
● W chwili wywołania podprogramu poleceniem G05 nie jest dokonywane przełączenie do
trybu Siemens. Polecenie G05 ma taki sam skutek, jak wywołanie podprogramu
poleceniem „M98 P_”.
● Bloki zawierające G05 bez znaku adresowego P są ignorowane i nie jest wyzwalany
alarm.
● Bloki zawierające G05.1 (bez względu na to, czy zawierają znak adresowy P) oraz bloki
zawierające G05 P0 lub G05 P01 są również ignorowane i nie jest wyzwalany alarm.
5.6.2
Toczenie wielokrawędziowe
Toczenie wieloboczne umożliwia wytwarzanie obrabianych przedmiotów o wielu
krawędziach poprzez sprzężenie dwóch wrzecion.
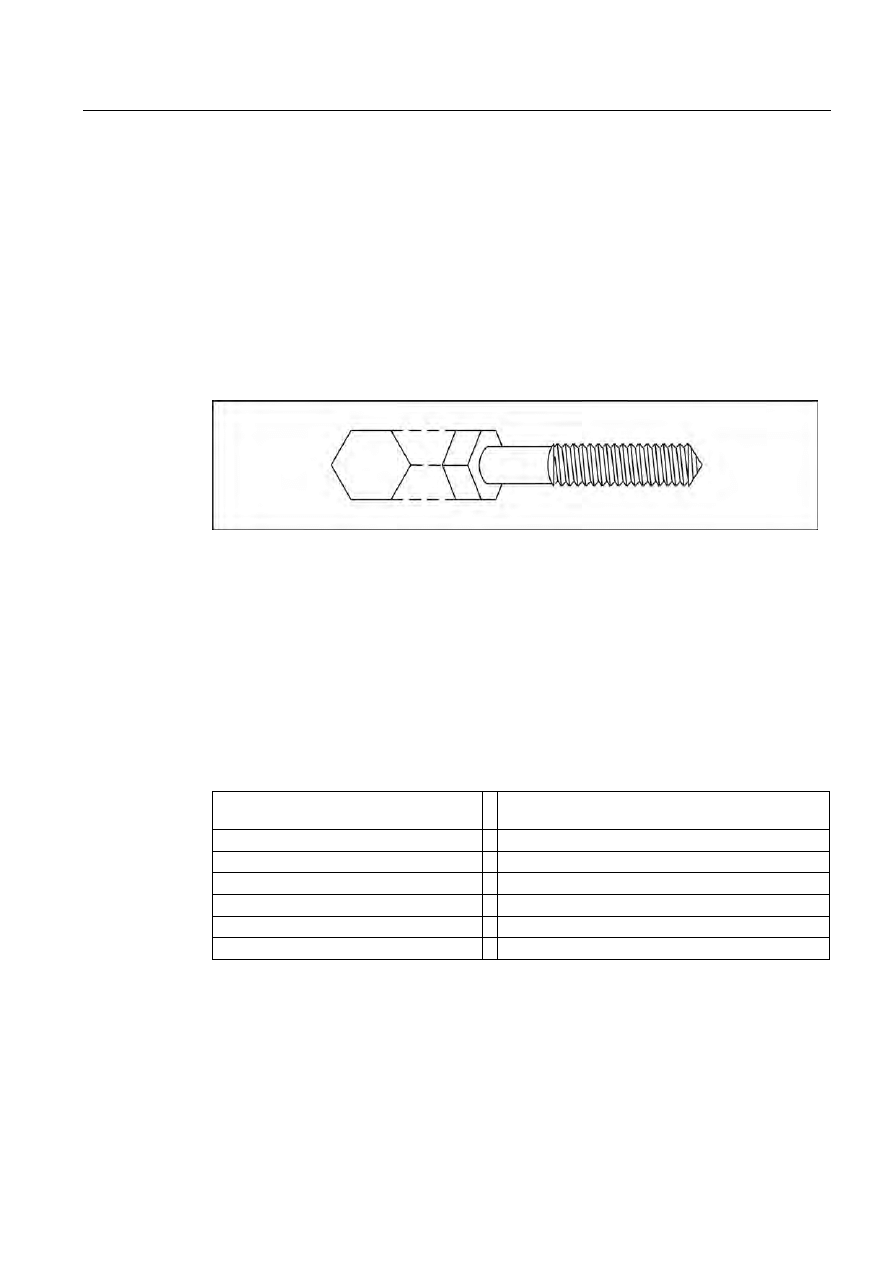
Funkcje dodatkowe
5.6 Funkcje specjalne
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
117
Składnią programowania G51.2 Q. P.. R.. aktywowane jest synchroniczne sprzężenie
wrzecion. Współczynnik przekształcenia z wrzeciona prowadzącego na wrzeciono nadążne
jest definiowany parametrami Q i P. Jeśli sprzężenie ma zostać aktywowane przesunięciem
kątowym z wrzeciona nadążnego i wrzeciona prowadzącego, różnica kątowa programowana
jest adresem R.
Niemniej jednak, toczenie wielokrawędziowe nie pozwala na uzyskanie dokładnych
krawędzi. Typowe zastosowania to główki wkrętów lub nakrętek kwadratowych lub
sześciokątnych.
Zaprogramowaniem G51.2 zawsze pierwsze wrzeciono w kanale jest definiowany jako
wrzeciono prowadzące, a drugi jako wrzeciono nadążne. Połączenie nastawy jest wybierane
jako typ sprzężenia.
Rysunek 5-34 Śruba z łbem sześciokątnym
Format
G51.2 P...Q...;
P, Q: Stosunek obrotów
Kierunek drugiego wrzeciona jest wyszczególniany znakiem umieszczonym przed znakiem
adresowym Q.
Przykład
G00 X120.0 Z30.0 S1200.0 M03
; Ustawianie prędkości obrotowej przedmiotu na 1200
obr./min
G51.2 P1 Q2
; Rozpoczęcie obrotów narzędzia (2400 obr./min)
G01 X80.0 F10.0
; Posuw wgłębny osi X
G04 X2.
;
G00 X120.0
; Powrót osi X
G50.2
; Zatrzymywanie obrotów narzędzia
M05
; Zatrzymanie wrzeciona
G50.2 i G51.2 nie mogą być wyszczególnione w bloku jednocześnie.
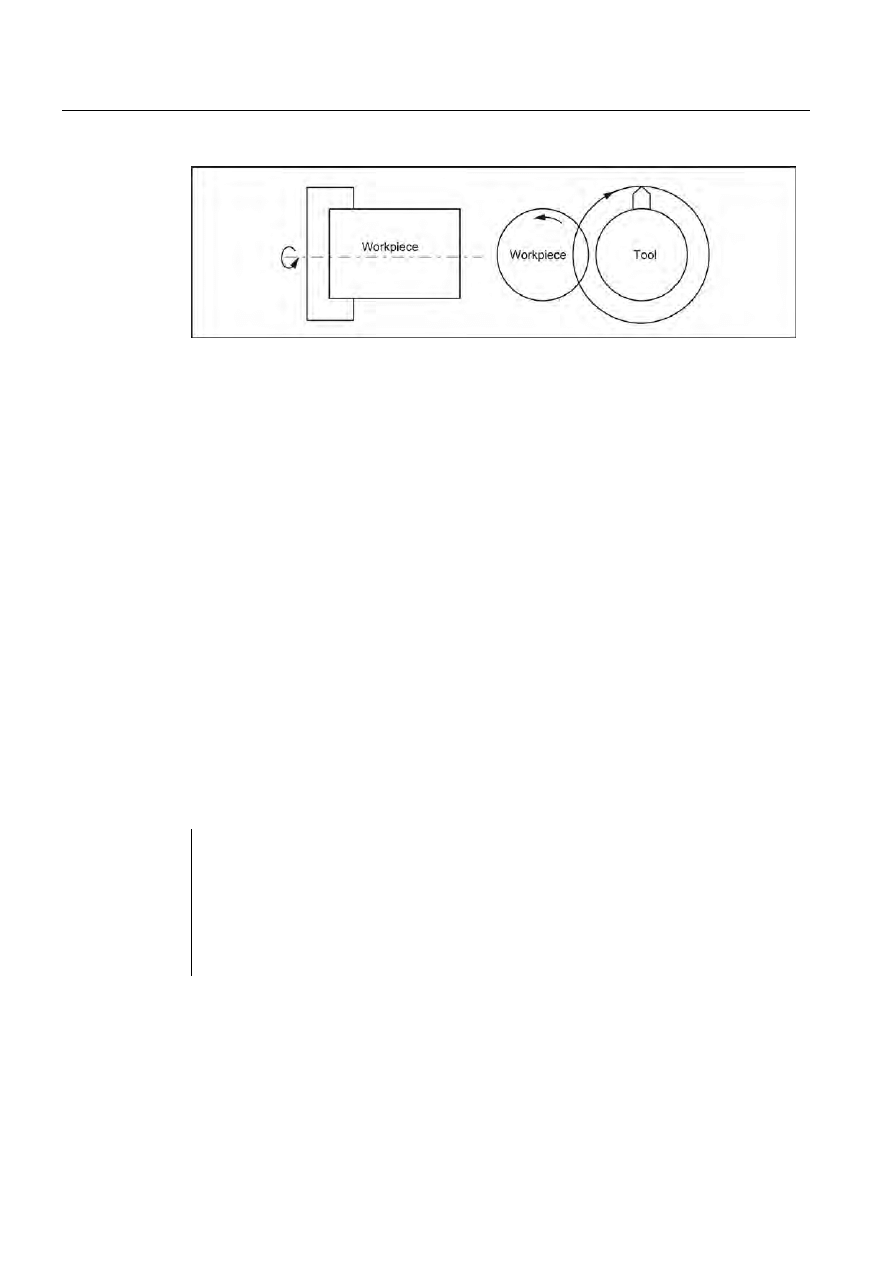
Funkcje dodatkowe
5.6 Funkcje specjalne
Toczenie, część 3: Programowanie (ISO)
118
Podręcznik programowania i obsługi, 12/2012
Rysunek 5-35 Toczenie wielokrawędziowe
5.6.3
Kompresor w trybie ISO
Polecenia COMPON, COMPCURV, COMPCAD są poleceniami języka Siemens i aktywują
funkcję kompresora łączącą kilka bloków liniowych w jedną sekcję obróbki. Jeśli funkcja ta
zostanie uaktywniona w trybie Siemens, funkcją tą można kompresować nawet liniowe bloki
w trybie ISO.
Bloki mogą składać się co najwyżej z następujących poleceń:
● Numer bloku
● G01, modalny lub w bloku
● Przydziały osi
● Prędkość posuwu
● Komentarze
Jeśli blok zawiera inne polecenia (np. funkcje pomocnicze, inne kody G itp.), kompresja nie
zachodzi.
Przydziały wartości parametrem $x kodowi G, osiom i prędkości posuwu są możliwe, po
prostu jako funkcja pominięcia.
Przykład: Te bloki są kompresowane
N5
G290
N10
COMPON
N15
G291
N20
G01 X100. Y100. F1000
N25
X100 Y100 F$3
N30
X$3 /1 Y100
N35
X100 (oś 1)
Te bloki nie są kompresowane
N5
G290
N10
COMPON
N20
G291
N25
G01 X100 G17
; G17

Funkcje dodatkowe
5.6 Funkcje specjalne
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
119
N30
X100 M22
; Funkcja pomocnicza w bloku
N35
X100 S200
;
Prędkość wrzeciona w bloku
5.6.4
Tryby przełączenia dla DryRun i poziomy pomijania
Przełączenie poziomów pomijania (DB3200.DBB2) stanowi zawsze ingerencję w przebieg
programu, co doprowadziło do krótkoterminowego spadku prędkości na torze. To samo
dotyczy przełączenia trybu DryRun (DryRun = prędkość posuwu w przebiegu próbnym
DB3200.DBX0.6) z DryRunOff na DryRunOn lub odwrotnie.
Wszystkich spadków prędkości można uniknąć trybem przełączenia ograniczonym w swej
funkcji.
Podczas zmieniania poziomów pomijania nie jest wymagany spadek prędkości ustawieniem
danych maszynowych 10706 $MN_SLASH_MASK==2 (tj. nowa wartość w interfejsie PLC-
>NCK-Chan DB3200.DBB2).
Wskazówka
NCK przetwarza bloki w dwóch etapach: przebiegu wstępnego przetwarzania i przebiegu
głównego (zwanych również ruchem jałowym i przebiegiem głównym). Wynik zmian
przedobróbkowych w pamięci przedobróbkowej. Obróbka główna pobiera odpowiedni
najstarszy blok z pamięci przedobróbkowej i pokonuje jego geometrię.
Wskazówka
Przedobróbka jest przełączeniem ustawień danych maszynowych $MN_SLASH_MASK==2
podczas zmiany poziomu pomijania! Bloki znajdujące się w pamięci przedobróbkowej są
pokonywane przy starym poziomie pomijania. Standardowo użytkownik nie ma żadnej
kontroli nad poziomem wypełnienia pamięci przedobróbkowej. Użytkownik widzi następujący
wpływ: Nowy poziom pomijania zaczyna obowiązywać po pewnym czasie od przełączenia!
Wskazówka
Polecenie STOPRE programu obróbki opróżnia pamięć przedobróbkową. W razie
przełączenia poziomu pomijania przed wystąpieniem polecenia STOPRE, wszystkie bloki
następujące po poleceniu STOPRE są bezpiecznie przełączane. To samo dotyczy
uwikłanego polecenia STOPRE.
Żaden spadek prędkości nie jest wymagany podczas zmieniania trybu DryRun ustawieniami
danych maszynowych 10704 $MN_DRYRUN_MASK==2. Również w tym przypadku
przełączana jest tylko przedobróbka prowadząca do wspomnianych wyżej ograniczeń.
Wynika z tego następująca analogia: Uwaga! To również będzie aktywne po pewnym czasie
od przełączenia trybu DryRun!
Funkcje dodatkowe
5.6 Funkcje specjalne
Toczenie, część 3: Programowanie (ISO)
120
Podręcznik programowania i obsługi, 12/2012
5.6.5
Przerywanie programu podprogramem M96/M97
M96
Podprogram można zdefiniować jako podprogram przerwania podprogramem M96 P<Numer
programu>.
Uruchomienie tego programu wyzwalane jest sygnałem zewnętrznym. Do uruchomienia
programu przerwania wykorzystywane jest pierwsze szybkie wejście sterowania NC spośród
8 wejść dostępnych w trybie Siemens. W danych maszynowych MD10818
$MN_EXTER_INTERRUPT_NUM_ASUP wybrać można jeszcze jedno szybkie wejście (1-8).
Format
M96 Pxxxx
;Aktywacja przerwania programu
M97
;Dezaktywacja przerwania programu
M97 i M96 P_ muszą występować w bloku samodzielnie.
Po wyzwoleniu przerwania wywoływany jest najpierw cykl stały CYCLE396, a cykl ten
wywołuje program przerwania zaprogramowany w programie Pxxxx w trybie ISO. Po
zakończeniu cyklu stałego bit 1 danych maszynowych 10808
$MN_EXTERN_INTERRUPT_BITS_M96 jest oceniany i ustawiany poleceniem REPOS w
punkcie przerwania lub zachowany w następnym bloku.
Zakończenie przerwania (M97)
Przerwanie programu jest dezaktywowane poleceniem M97. Program przerwania może
zostać uruchomiony przez sygnał zewnętrzny dopiero po następnej aktywacji poleceniem
M96.
Jeśli program przerwania zaprogramowany poleceniem M96 Pxx ma zostać wywołany
bezpośrednio sygnałem przerwania (bez etapu pośredniego z cyklem CYCLE396), musi
zostać ustawiony Bit 10 danych maszynowych 20734 $MC_EXTERN_FUNCTION_MASK.
Podprogram programowany poleceniem Pxx jest wywoływany w trybie Siemens po zmianie
sygnału z 0 na 1.
Numery funkcji M w funkcji przerwania są ustawiane w danych maszynowych. Dane
maszynowe 10804 $MN_EXTERN_M_NO_SET_INT są wykorzystywane do ustalenia
numeru M aktywującego program przerwania, a dane maszynowe 10806
$MN_EXTERN_M_NO_DISABLE_INT służą do ustalania numeru M wstrzymującego
program przerwania.
Można korzystać tylko z tych funkcji M, które nie zostały zastrzeżone jako standardowe
funkcje M. Ustawieniem domyślnym funkcji M jest M96 i M97. By funkcje te mogły zostać
aktywowane, musi być ustawiony bit 0 danych maszynowych 10808
$MN_EXTERN_INTERRUPT_BITS_M96. Funkcje M nie są wówczas wyprowadzane do
PLC. Jeśli Bit 0 nie został ustawiony, funkcje M są interpretowane jako normalne funkcje
pomocnicze.

Funkcje dodatkowe
5.6 Funkcje specjalne
Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
121
Po zakończeniu programu przerwania, wykonywanie programu wznawiane jest domyślnie od
końca bloku programu obróbki następującego po programie przerwania. Jeśli program
obróbki ma zostać wznowiony od punktu przerwania, na końcu programu przerwania musi
występować polecenie REPOS (np. REPOSA). By polecenie to zostało rozpoznane,
program musi zostać napisany w trybie Siemens.
Funkcja M aktywacji i dezaktywacji programu przerwania musi występować w bloku
samodzielnie. Jeśli w bloku zaprogramowane adresy inne niż „M” i „P”, wyzwalany jest alarm
12080 (błąd składni).
Dane maszynowe
Reakcję funkcji programu przerwania można ustalić na podstawie w następujących danych
maszynowych:
MD10808 $MN_EXTERN_INTERRUPT_BITS_M96:
Bit 0 = 0
Program przerwania niedopusczalny, ponieważ M96/M97 są normalnymi funkcjami M.
Bit 0 = 1
Aktywowanie programu przerwania poleceniem M96/M97 jest dozwolone.
Bit 1 = 0
Program obróbki jest realizowany od końca bloku następującego po bloku zawierającym
przerwanie (REPOSL RME).
Bit 1 = 1
Program obróbki jest wznawiany od punktu przerwania (REPOSL RMI).
Bit 2 = 0
Sygnał przerwania natychmiast przerywa wykonanie aktualnego i uruchamia program
przerwania.
Bit 2 = 1
Program przerwania uruchamiany jest dopiero na końcu bloku.
Bit 3 = 0
Cykl realizacji zostaje przerwany natychmiast po wpłynięciu sygnału przerwania.
Bit 3 = 1
Program przerwania uruchamiany jest dopiero na końcu cyklu realizacji (ocena w cyklach
stałych).
Bit 3 jest oceniany w cyklach stałych, a sekwencja cykli jest odpowiednio dostosowywana.
Bit 1 jest oceniany w cyklu stałym CYCLE396.
Jeśli program przerwania nie zostanie wywołany przez cykl stały CYCLE396,
($MC_EXTERN_FUNCTION_MASK, Bit 10 = 1) musi zostać oceniony bitem 1. Jeśli Bit 1 =
TRUE, do ustawienia w punkcie przerwania musi zostać użyte polecenie REPOSL RMI, a w
innym przypadku do ustawienia w położeniu końcowym bloku musi zostać użyte polecenie
REPOSL RME.
Funkcje dodatkowe
5.6 Funkcje specjalne
Toczenie, część 3: Programowanie (ISO)
122
Podręcznik programowania i obsługi, 12/2012
Przykład:
N100 M96 P1234
;Aktywacja ASUP 1234spf. W przypadku narastającej krawędzi
;sygnału z pierwszego szybkiego wejścia uruchomiony zostanie podprogram
;1234.spf
....
....
N300 M97
;Dezaktywacja ASUP
Ograniczenia
Program przerwania traktowany jest jak normalny podprogram. Innymi słowy, warunkiem
wykonania programów przerwania jest dostępność co najmniej jednego wolnego poziomu
podprogramu (dostępnych jest 16 poziomów programu plus 2 poziomy zastrzeżone dla
programów przerwania ASUP).
Program przerwania jest uruchamiany tylko w przypadku zmiany krawędzi sygnału
przerwania z 0 na 1. Jeśli sygnał przerwania zachowuje stale wartość 1, program przerwania
nie jest już uruchamiany ponownie.

Toczenie, część 3: Programowanie (ISO)
Podręcznik programowania i obsługi, 12/2012
123
Indeks
C
Cykl gwintowania, 66, 74, 79
Oś poprzeczna, 77
Cykl gwintowania powierzchni bocznej, 97
Cykl gwintowania powierzchni czołowej, 97
Cykl nacinania wielu gwintów, 86
Cykl obróbki wykańczającej, 80
Cykl prostoliniowej obróbki powierzchni czołowej, 70
Cykl toczenia stożka poprzecznego, 71
Cykl wiercenia powierzchni bocznej, 98
Cykl wiercenia powierzchni czołowej, 98
Cykl z szblonem pozycji, 84
Cykle wielokrotnie powtarzalne, 73
Czas przestoju, 47
D
Druga funkcja dodatkowa, 60
F
Funkcja dodatkowa, 57
Funkcja F, 11
Funkcja gwintowania, 32
Funkcja kompresora, 118
Funkcja M, 57
Funkcja S, 55
Funkcja wrzeciona, 55
Funkcje M zatrzymywania operacji, 57
Funkcje M, które można stosować na wiele
sposobów, 60
Funkcje przesunięcia narzędzia, 48
G
G00, 10, 21, 23
Interpolacja liniowa, 23
G01, 23
G02, G03, 25
G04, 47
G05, 116
G10.6, 104
G20, G21, 46
G27, 31
G28, 29
G30, 31
G31, 104
G31, P1 - P4, 105
G33, 32, 35, 36
G34, 38
G40, G41/G42, 50
G53, 41
G65, G66, G67, 109
G70, 80
G71, 74
G72, 77
G74, 84
G75, 85
G76, 86
G83, 93
G83 lub G87, 96
G83, G87, 93, 94
G84, 97
G85, 98
G87, 93
G88, 97
G89, 98
G92, 42
G92.1, 43
G94, 12
G95, 12
G96, G97, 55
G97, 55
Głębokie wiercenie i pogłębianie w osi poprzecznej, 85
Gwintowanie, 32
I
Interpolacja kołowa, 25
Interpolacja liniowa, 23
K
Kod G
Wyświetlana informacja, 6
Komentarze, 9
Kompensacja długości narzędzia, 49
Kompensacja promienia ostrza narzędzia, 50
Kompresor, 118

Indeks
Toczenie, część 3: Programowanie (ISO)
124
Podręcznik programowania i obsługi, 12/2012
M
M00, 58
M01, 58
M02, 58
M30, 58
M96, 106
M96, M97, 120
M97, 106
M98, M99, 101
Maksymalne programowalne wartości ruchów osi, 7
O
Od G80 do G89, 90
P
Pamięć danych przesunięcia narzędzia, 48
Podprogramy, 109
Podstawowy układ współrzędnych, 41, 42
Polecenia interpolacji, 21
Polecenia po średnicy i po promienia na osi X, 46
Pominięcie bloku, 10
Posuw liniowy na minutę, 12
Posuw po torze, 11
Poziom pominięcia, 119
Poziom pominięcia bloku, 10
Pozycjonowanie, 21
Prędkość posuwu obrotowego, 12
Programy makropoleceń, 109
Przerwanie programu funkcji, 120
Przerywanie programu podprogramem M96/M97, 106
Punkt kontrolny, 51
S
Separator dziesiętny, 8
Skrawanie gwintów wielokrotnych, 36
Skrawanie gwintu o zmiennym skoku, 38
Sprawdzanie powrotu do punktu referencyjnego, 31
Stała prędkość skrawania, 55
System A kodu G, 7
Szybki przesuw, 10, 21
Szybkie wycofanie, 104
T
Tryb DryRun, 119
Tryb ISO, 5
Tryb Siemens, 5
U
Układ współrzędnych, 41
W
Wprowadzanie danych w calach/jednostkach
metrycznych, 46
Wskazanie kilku funkcji M w jednym bloku, 60
Wybór punktu referencyjnego, 31
Wywołanie modalne, 112
Wywołanie programu makr, 109, 116
Wywołanie proste, 109
Document Outline
- Podstawy programowania
- 1.1 Uwagi wstępne
- 1.2 Warunki posuwu
- Trzy tryby kodów G
- 2.1 Tryb A toczenia w ISO SINUMERIK
- 2.2 Tryb B toczenia w ISO SINUMERIK
- 2.3 Tryb C toczenia w ISO SINUMERIK
- Polecenia przesuwu
- 3.1 Polecenia interpolacji
- 3.2 Najazd na punkt referencyjny funkcjami G
- 3.3 Korzystanie z funkcji gwintowania
- Polecenia pomiarowe
- 4.1 Układ współrzędnych
- 4.2 Definiowanie trybów wprowadzania wartości współrzędnych
- 4.3 Polecenia sterowane w czasie
- 4.4 Funkcje przesunięcia narzędzia
- 4.5 Funkcje S, T, M i B
- Funkcje dodatkowe
- 5.1 Funkcje wsparcia programu
- 5.2 Wprowadzanie programowalnych danych
- 5.3 Ośmiocyfrowy numer programu
- 5.4 Funkcje pomiaru
- 5.5 Programy makropoleceń
- 5.6 Funkcje specjalne
Wyszukiwarka
Podobne podstrony:
808D OPT Part1 Operation 1212 pol pl PL
808D OPT Part2 Programming Siemens 1212 pol pl PL
INSTRUKCJA TERMINALA 110018505 MA Ingenico iCT220 250 quick guide POL PL opt
FCC 0825 POL PL bro
FCC 0825 POL PL bro
Motywacyjna rola systemu wynagrodzen na przykladzie przedsiebiorstwa Pol Hun [ www potrzebujegotowki
Fiz.Pol. cz. 2 - pytania na egz. 01.2012, Fizyka Polimerów WCh PŁ
Chromatografia PL pol
Konstytucja Rzeczpospolitej Polskiej (by pol r) (donkey forum prv pl)
Prezentacja SGH 16122010 OPT [ www potrzebujegotowki pl ]
więcej podobnych podstron