
1
Laboratorium: Urządzenia i systemy wytwórcze CNC
Temat 3. Budowa obrabiarek CNC
1. WSTĘP
Na przestrzeni ostatnich kilkunastu lat w budowie obrabiarek dokonały się radykalne
zmiany. Ich podstaw należy szukać przede wszystkim w upowszechnieniu stosowania
sterowania numerycznego. Ze względu na możliwości nowoczesne obrabiarki wypierają
produkcyjne obsługiwane ręcznie. Rozwój sterowania numerycznego umożliwił budowę
maszyn o złożonej strukturze kinematyczno – ruchowej i realizację dowolnie złożonego
cyklu pracy przy szerokiej możliwości jego modyfikacji w krótkim czasie. Sterowanie NC
wprowadziło również zmiany w zasadach budowy struktury mechanicznej obrabiarek
wprowadzając znaczącą elastyczność w tym zakresie. Możliwość zaawansowanej kontroli
ruchów poszczególnych zespołów obrabiarek doprowadziła do odejścia od klasycznej
konstrukcji do konstrukcji modułowej. Takie rozwiązanie umożliwia znaczny wzrost
możliwości wytwórczych. W nowoczesnych obrabiarkach znajdujemy osobne moduły
odpowiedzialne za określone zadania, których współdziałanie jest możliwe dzięki
układowi sterowania.
2. KORPUSY I POŁĄCZENIA PROWADNICOWE
Korpusy są elementami, których funkcja polega na łączeniu w całość wszystkich
zespołów i podzespołów wchodzących w skład obrabiarki. Możemy wyróżnić korpus
główny, który stanowi podstawową konstrukcję nośną obrabiarki, korpusy zespołów
wykonujących ruchy posuwowe i przesuwowe, służących do ustalania i zamocowania
przedmiotów obrabianych lub narzędzi oraz korpusy zespołów napędowych (wrzecienniki).
Wśród najczęstszych rozwiązań konstrukcyjnych korpusów nowoczesnych obrabiarek
możemy wyróżnić:
jednolite korpusy z żeliwa szarego,
stalowe korpusy spawane,
korpusy z polimerobetonu,
korpusy kompozytowe,
korpusy zespolone:
o
dolna część spawana, górna z żeliwa
o
dolna część z betonu silikonowego, górna z żeliwa,
o
żeliwne o konstrukcji skrzynkowej wypełnione masą betonową,
o
korpus główny z żeliwa, korpusy zespołów przesuwnych z kompozytów
2
Konstrukcja korpusu musi utrzymać wszystkie części w stałym wzajemnych położeniu,
przejmować siły i momenty wynikające z realizowanych zadań obróbkowych oraz
odprowadzać ciepło i tłumić drgania powstające podczas skrawania. Na jakość korpusu
wpływa także materiał, z którego jest on wykonany. Powinien się on charakteryzować
odpowiednimi własnościami wytrzymałościowymi (wysoka sztywność statyczna i
dynamiczna), dynamicznymi (m.in. zdolność do tłumienia drgań) oraz termicznymi
(odporność na zmiany temperatury).
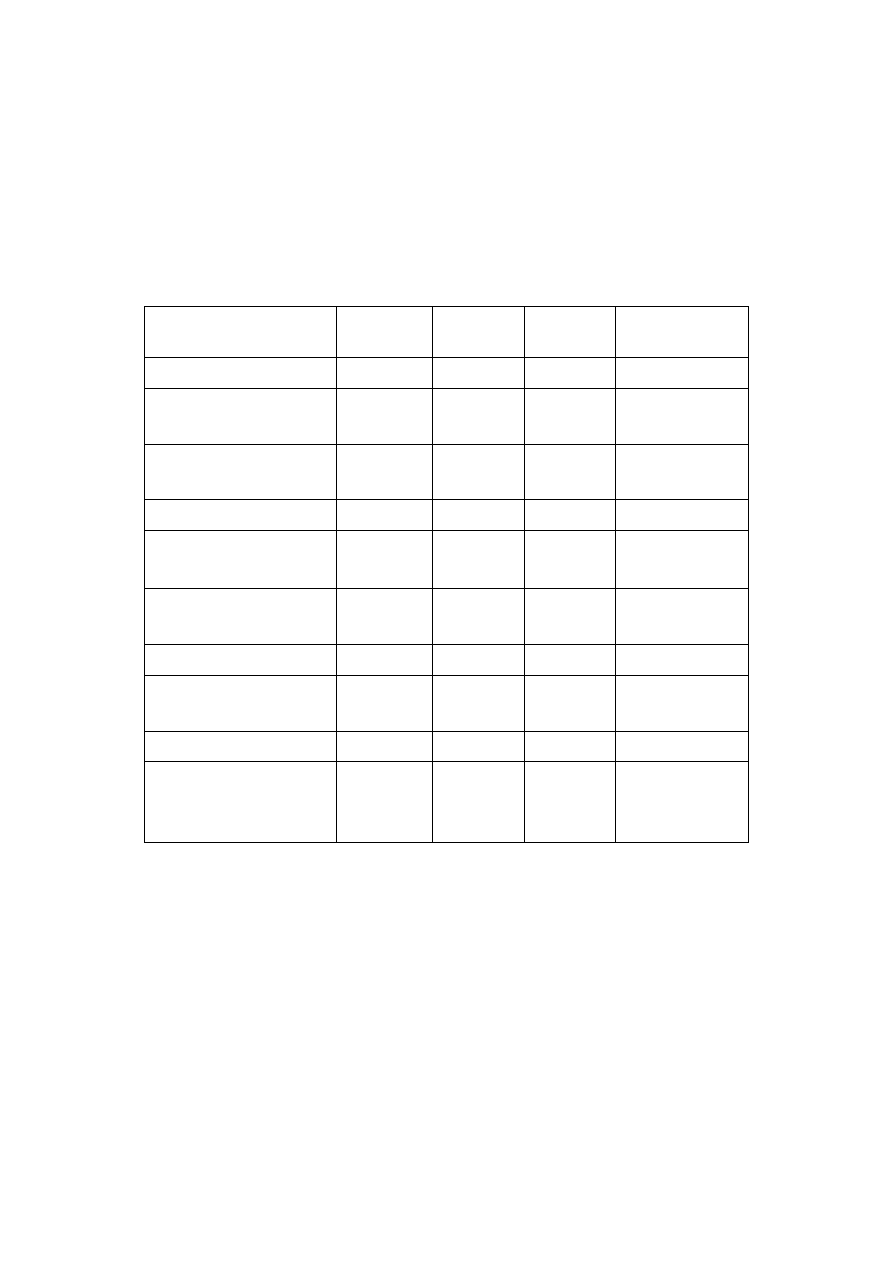
Tab. 1. Porównanie własności stali, żeliwa i polimerobetonu.
Własności
Jednostki
Stal
Żeliwo
szare
Polimerobeton
Gęstośd
g/cm
3
7,85
7,2
2,1 - 2,4
Wytrzymałośd na
ściskanie
N/mm
2
250-1200
350-450
140 – 170
Wytrzymałośd na
zginanie
N/mm
2
400-1600
150-400
25 – 40
Moduł Younga
kN/mm
2
210
80-120
30 – 40
Współczynnik
przenikalności cieplnej
W/(m*K)
50
50
1,3 – 20
Współczynnik
rozszerzalności cieplnej
µm/(m*K)
12
10
12-20
Ciepło właściwe
kJ(kg*K)
0,45-0,50
0,5
0,9-1,3
Logarytmiczny
dekrement tłumienia
0,002
0,003
0,02-0,03
Koszt
EUR/dm
3
7,67
5,11
2,56
Zapotrzebowanie na
energię przy
wytwarzaniu
MJ/dm
3
160
120
25
Połączenia prowadnicowe stanowią odpowiednio ukształtowane powierzchnie
korpusów zwane prowadnicą i prowadnikiem. Umożliwiają zmianę wzajemnego położenia
zespołów i podzespołów obrabiarki. Prowadnica jest elementem korpusu nieruchomego a
prowadnik ruchomego. W skład połączenia prowadnicowego wchodzą zwykle dwie
prowadnice. Takie połączenie pod względem ruchowym jest parą kinematyczną piątej klasy
pozostawiającą jeden stopień swobody ruchu.
Połączenia prowadnicowe wyznaczają tory składowych ruchów głównych lub ruchów
przestawczych. Do podstawowych funkcji połączeń prowadnicowych zaliczymy:
przejmowanie sił zewnętrznych, wywoływanych procesem skrawania i
pochodzących od mas elementów układu nośnego oraz przedmiotu
obrabianego,
wyznaczanie kierunków zespołów wykonawczych obrabiarki
3
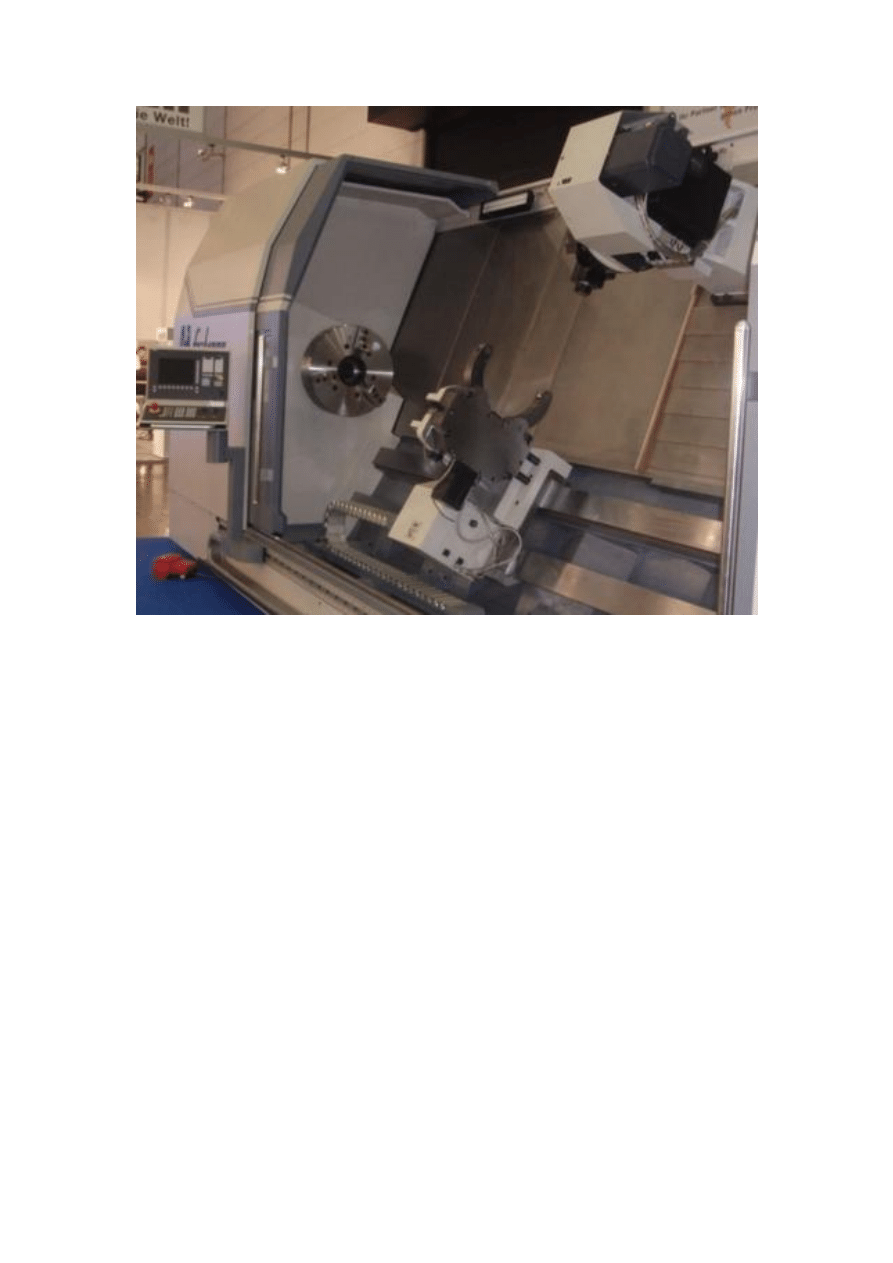
Rys. 1. Tokarka sterowana numerycznie ze skośnym łożem – najpopularniejsze obecnie
rozwiązanie konstrukcyjne.
Połączenia prowadnicowe mają wpływ na uzyskiwane dokładności wymiarowe oraz
własności dynamiczne obrabiarki. Powinny charakteryzować się dużą sztywnością i
dokładnością geometryczną, odpornością na zużywanie się, małymi niezależnymi od
prędkości przesuwu oporami ruchu oraz stałymi właściwościami bez względu na warunki
pracy. Do najczęściej spotykanych typów konstrukcyjnych w obrabiarkach zaliczamy:
prowadnice ślizgowe z nakładkami przeciwciernymi,
prowadnice toczne z różnymi elementami tocznymi,
prowadnice hydrostatyczne – olej dostarczany pod ciśnieniem,
W nowoczesnych obrabiarkach sterowanych numerycznie najpopularniejszym
rozwiązaniem są prowadnice toczne. Współczynnik tarcia µ w połączeniach tocznych jest
10 - 20 razy mniejszy niż w przypadku prowadnic ślizgowych z nakładkami przeciwciernymi
i wynosi około 0,005. Ze względu na pomijalne różnice pomiędzy współczynnikiem tarcia
statycznego i dynamicznego w prowadnicach tocznych w przeciwieństwie do prowadnic
ślizgowych (bez nakładek) nie występuje zjawisko ruchu drgającego (zjawisko stick-slip),
4
skutkujące nierównomierną prędkością ruchu posuwowego i brakiem możliwości dokładnego
pozycjonowania.
Połączenia prowadnicowe toczne umożliwiają uzyskanie dowolnie małych
przemieszczeń, zapewniają wysoką powtarzalność pozycjonowania w obu kierunkach ruchu
przestawczego oraz charakteryzują się małymi oporami ruchu, co znacząco ogranicza ich
nagrzewanie się nawet przy dużych prędkościach ruchu. Wyraźną przewagą połączeń
prowadnicowych ślizgowych względem tocznych jest ich znacznie większa sztywność,
zdolność do tłumienia drgań (bardzo dobre tłumienie w kierunku normalnym do ruchu),
możliwość przenoszenia większych obciążeń oraz niższa cena.
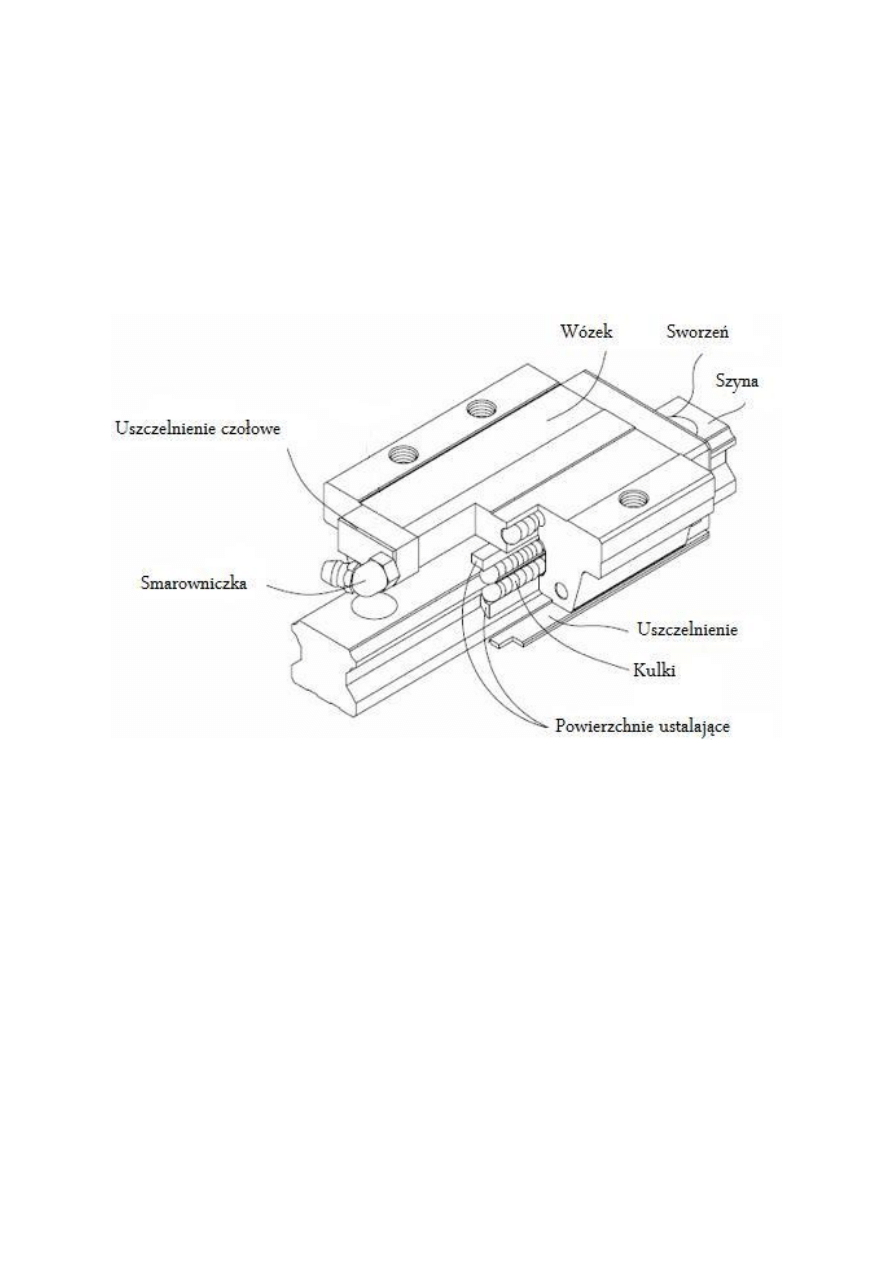
Rys. 2. Prowadnica szynowa kulkowa [2]
Prowadnice hydrostatyczne działają na podobnej zasadzie, co łożyska hydrostatyczne.
Pomiędzy prowadnicą i prowadnikiem znajduje się cienka warstwa oleju, co powoduje
współpracę w warunkach tarcia płynnego w bezruchu i w całym zakresie stosowanych
prędkości posuwu. Prowadnice hydrostatyczne charakteryzują się bardzo niskim
współczynnikiem tarcia, dużą sztywnością, zdolnością do tłumienia drgań oraz wysoką
trwałością gdyż elementy połączenia prowadnicowego praktycznie nie zużywają się.
Hydrostatyczne połączenia prowadnicowe ze względu na wysoką cenę oraz koszty
eksploatacyjne stosowane są przede wszystkim w drogich i precyzyjnych obrabiarkach.
3. ZESPOŁY NAPĘDOWE
Do zespołów napędowych obrabiarek sterowanych numerycznie zaliczamy napędy
główne, napędy posuwów oraz napędy pomocnicze.
5
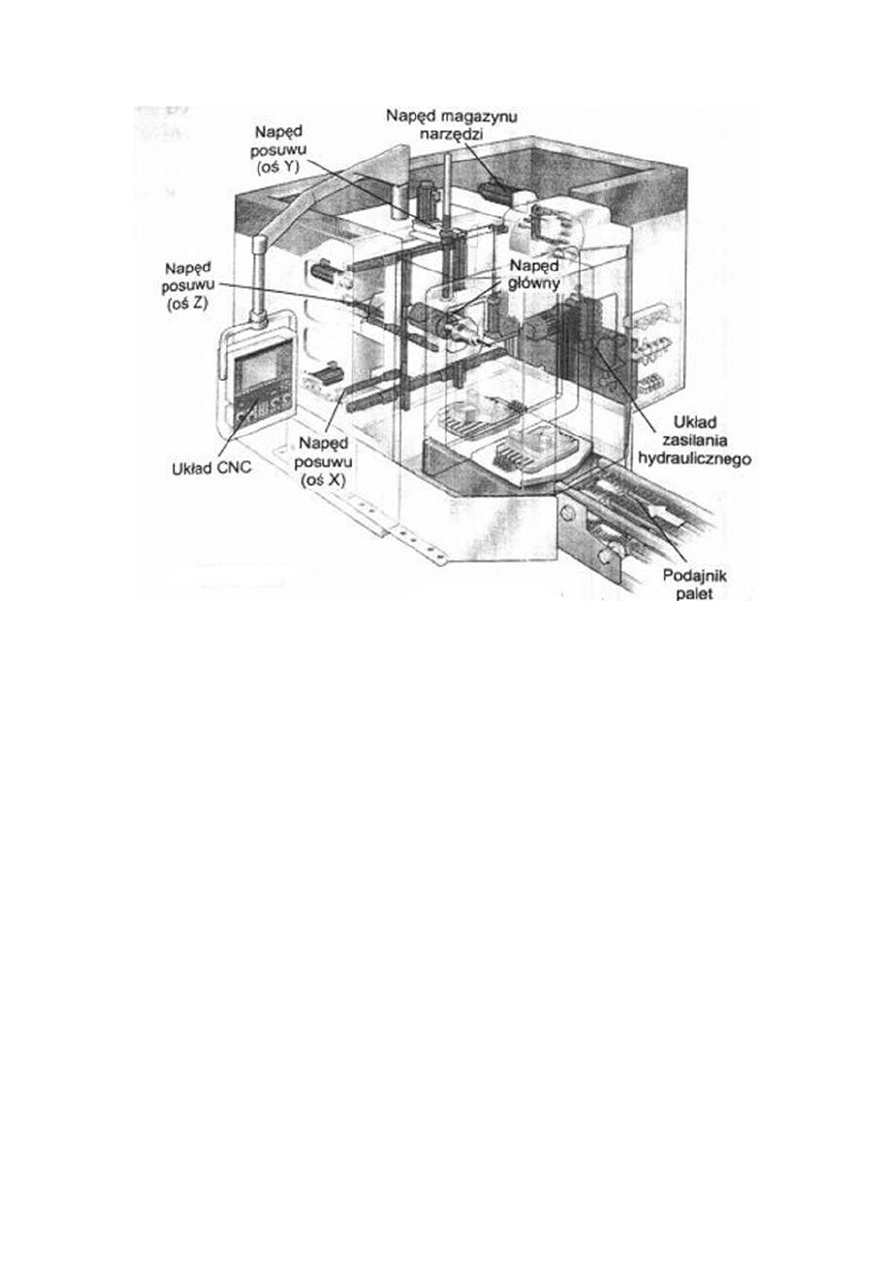
Rys. 3. Zespoły napędowe w obrabiarce CNC.
Napęd główny jest odpowiedzialny za wykonanie ruchu niezbędnego do realizacji
głównej funkcji przez obrabiarkę. Powinien charakteryzować się dużym zakresem
bezstopniowej regulacji prędkości obrotowej silnika, dostatecznie dużą mocą lub momentem,
możliwością pozycjonowania, szybkim rozruchem w celu krótkiego dojścia do zadanej
prędkości oraz dużą sztywnością charakterystyki mechanicznej. Pojęcie wysokiej sztywności
charakterystyki mechanicznej oznacza mały spadek prędkości obrotowych wrzeciona przy
wzroście momentu obciążenia.
Do najpopularniejszych rodzajów napędów głównych możemy zaliczyć:
- elektromechaniczne z przekładnią stopniową lub bezstopniową
- hydrauliczne
- elektryczne z silnikiem prądu stałego i przekładnią stopniową
- elektryczne z asynchronicznym lub synchronicznym silnikiem prądu przemiennego
W obrabiarkach sterowanych numerycznie najczęściej możemy spotkać napędy
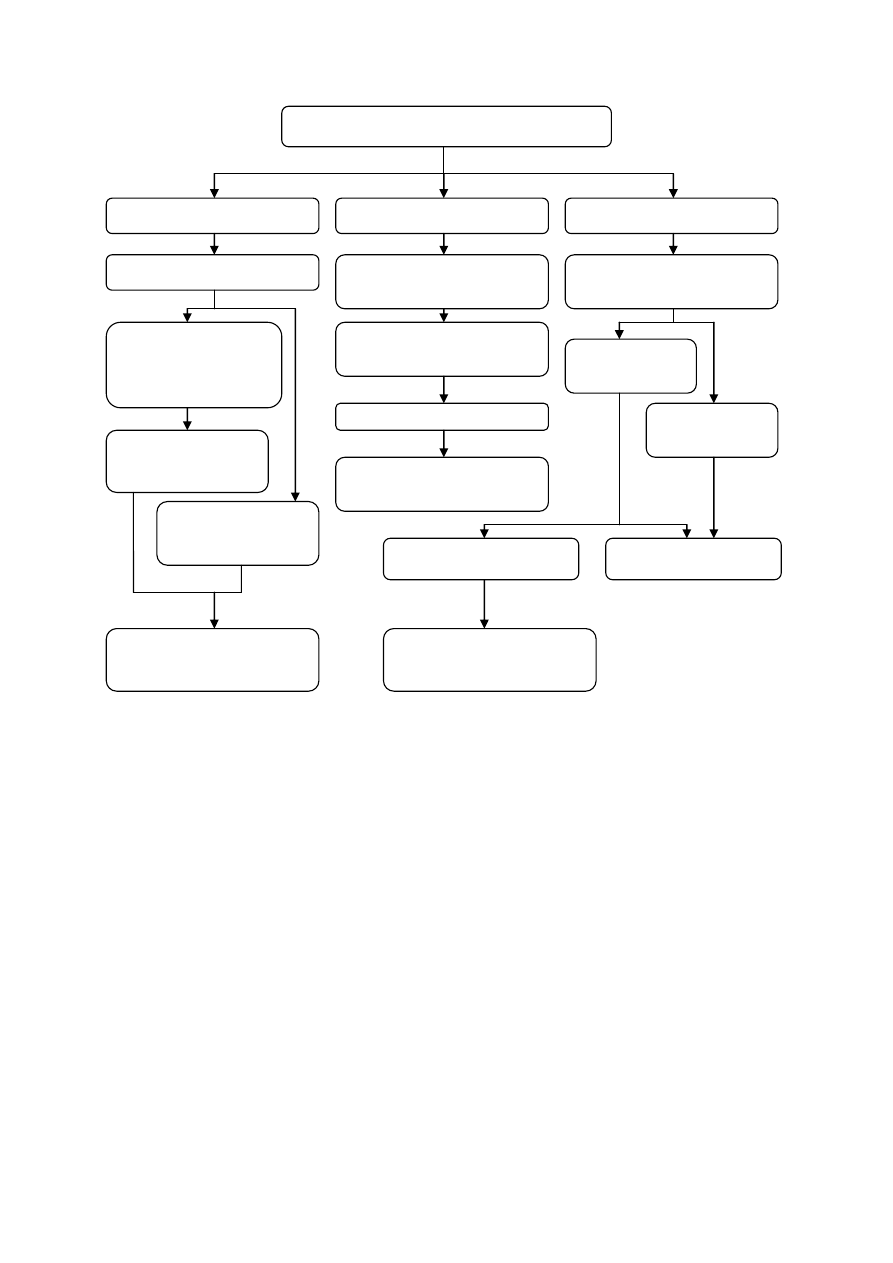
elektryczne. Ich klasyfikację przedstawiono na rysunku 4.
6
Rysunek 4. Klasyfikacja elektrycznych napędów wykonawczych
Pojęcie elektrycznego układu napędowego oznacza układ przenoszący energię z sieci
elektrycznej do zespołu roboczego maszyny. W jego skład wchodzi:
układ zasilający i sterujący pracą silnika napędowego,
silnik napędowy będący źródłem energii mechanicznej,
przekładnia mechaniczna łącząca silnik z zespołem roboczym maszyny,
zespół roboczy (np. zespół wrzeciona).
Elektryczne układy napędowe prądu stałego z bezstopniową regulacją prędkości były
używane w obrabiarkach i maszynach technologicznych produkowanych w końcu XX wieku.
W napędach obrabiarek sterowanych numerycznie stosowane były przede wszystkim
bocznikowe komutatorowe silniki prądu stałego. Charakteryzują się one szerokim zakresem
prędkości obrotowej (regulowanej w wyniku zmiany napięcia wirnika U
t
lub strumienia
magnetycznego ϕ, co uzyskuje się poprzez obniżenie napięcia prądu), sztywną
Elektryczne napędy główne obrabiarek
Elektromechaniczne
Prądu stałego
Prądu przemiennego
Silnik asynchroniczny
Mechaniczna
przekładnia
bezstopniowa
Przekładnia
zwielokrotniająca
Stopniowa skrzynka
prędkości
Element wykonawczy
(wrzeciono)
Regulator prędkości
tyrystorowy zasilacz prądu
stałego
Komutatorowy silnik prądu
stałego
Przekładnia
zwielokrotniająca
Element wykonawczy
wrzeciono
Regulator prędkości układ
prostowniczy falownik
Silnik
asynchroniczny
Silnik
synchroniczny
Elektrowrzeciono
Przekładnia pasowa
Element wykonawczy
(wrzeciono)
7
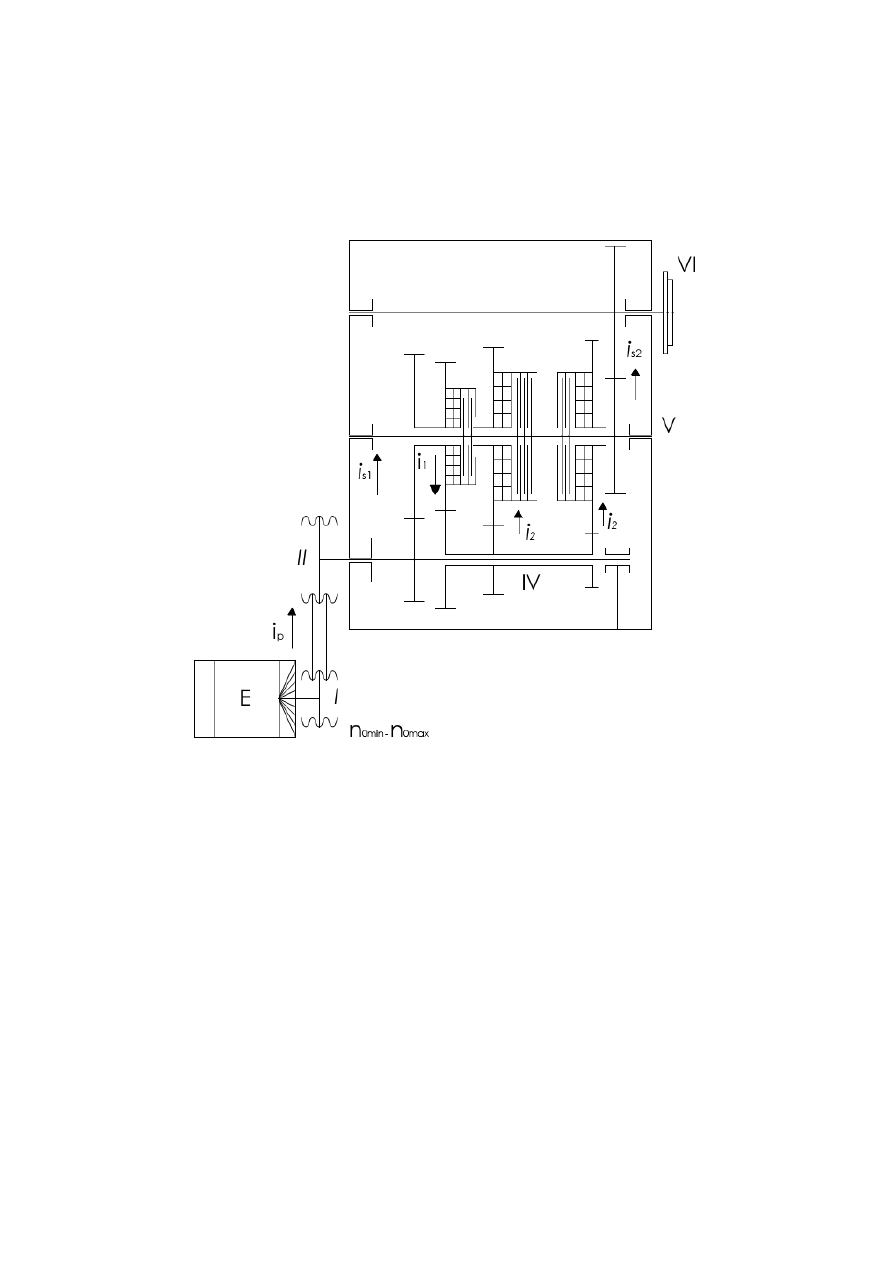
charakterystyką mechaniczną oraz dużą pojemnością cieplną. Na rysunku 5 ukazano schemat
kinematyczny struktury napędu głównego z silnikiem prądu stałego. Przedstawiony układ
napędowy składa się z silnika prądu stałego o bezstopniowo regulowanej prędkości,
przekładni zwielokrotniającej oraz wrzeciona. Przekładnia zwielokrotniająca służy do
rozszerzania zakresu prędkości obrotowej wrzeciona.
Rys. 5. Schemat kinematyczny struktury napędu głównego z silnikiem prądu stałego i 3-
stopniową przekładnią rozszerzającą prędkość wrzeciona.
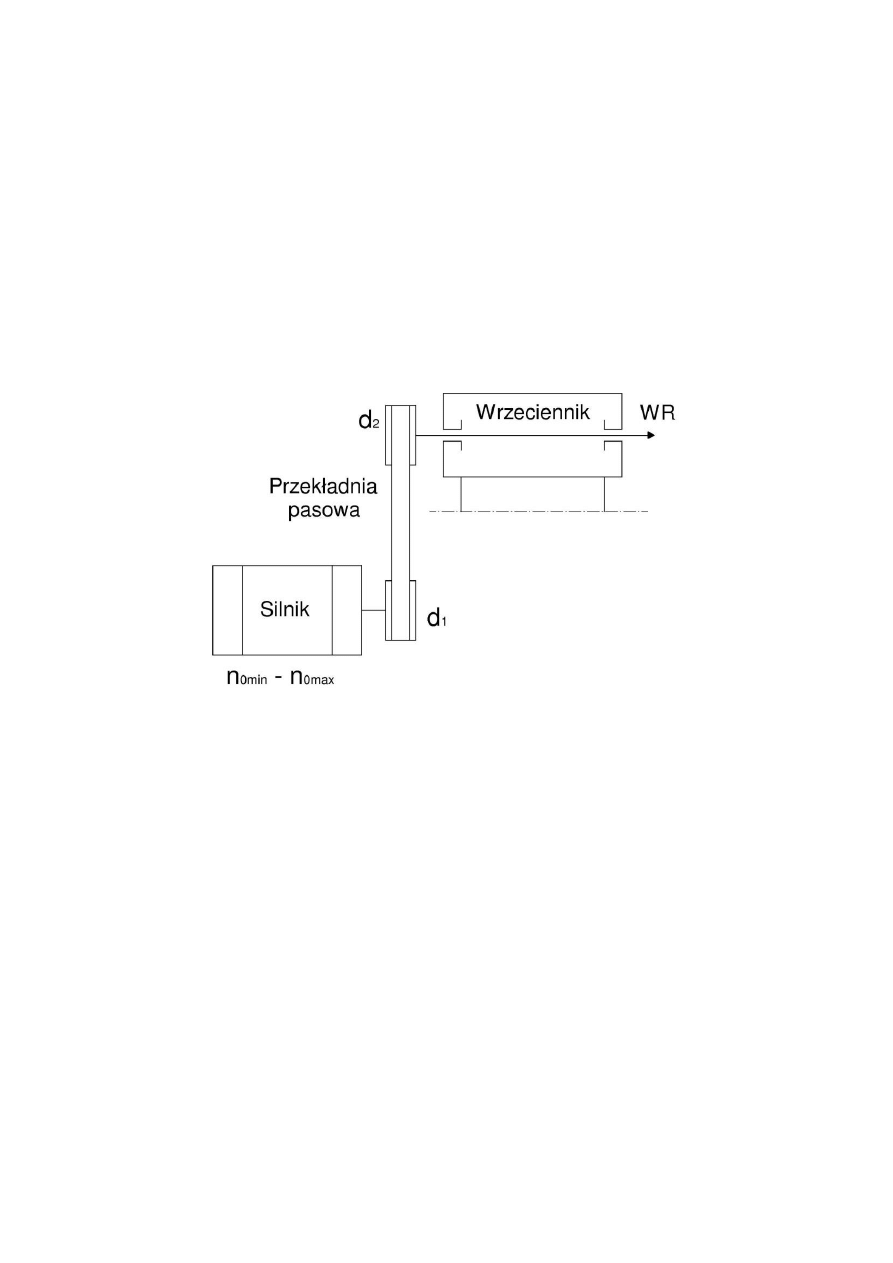
Obecnie preferowanymi napędami głównymi są elektryczne napędy prądu
przemiennego. W napędach wykonawczych z silnikami prądu przemiennego zasilanych z
falownika częstotliwości o bezstopniowo regulowanej prędkości obrotowej są stosowane
silniki asynchroniczne klatkowe (Rys. 5). Posiadają one w odniesieniu do silników prądu
stałego wiele zalet:
nie maja komutatora i szczotek, wyniku, czego cechuje je większa niezawodność
i bezobsługowość pracy,
brak komutatora i uzwojenia w wirniku powoduje, że silniki są bardziej
wytrzymałe mechanicznie, dzięki czemu można uzyskać wysokie prędkości
obrotowe,
ze względu na brak komutacji mogą rozwijać duży moment w szerokim zakresie
regulacji prędkości,
8
wirniki silników prądu przemiennego mają mniejszy moment bezwładnościowy,
przez co można uzyskać większe przyspieszenie w procesie rozruchu i
hamowania przy tym samym momencie silnika,
straty energii w silnikach prądu przemiennego występuje głównie w stojanie,
dzięki czemu można łatwiej odprowadzić ciepło,
silniki prądu przemiennego mają sztywną charakterystykę mechaniczną,
silniki prądu przemiennego wykazują zdolność do samoczynnego dostosowania
się do zmian obciążeń, co powoduje, iż nie są wymagane dodatkowe układy
regulacyjne.
Rys. 5. Napęd główny z silnikiem prądu przemiennego zasilany z falownika częstotliwości.
Zespoły wrzecionowe z napędem elektrycznym są budowane, jako:
- napędy bezpośrednie
- napędy pośrednie
- napędy zintegrowane (elektrowrzeciona)
Zaletą napędów bezpośrednich jest ich płynne działanie – nie generują drgań obrabiarki.
Jednakże ich zastosowanie ogranicza mały moment przy wysokich prędkościach obrotowych,
dlatego też taki rodzaj napędu stosowany jest przede wszystkim w małych centrach
obróbczych. Przykładem może być centrum DT-1 firmy HAAS. W centrach obróbczych, na
których wykonuje się średnią i ciężką obróbkę stosowany jest napęd pośredni. Napęd
pośredni zbudowany jest z silnika elektrycznego oraz zespołu przekładni mechanicznych.
Zespoły przekładni umożliwiają uzyskanie większego momentu przy tej samej prędkości
obrotowej.
9
Wyraźnie zaznaczającą się w ostatnich latach tendencją w konstrukcji zespołów
napędowych obrabiarek są elektrowrzeciona. Są one zintegrowanym konstrukcyjne z
wrzecionem silnikiem elektrycznym asynchronicznym z wirnikiem klatkowym bądź
synchronicznym z wirnikiem z magnesami trwałymi. Wrzeciono jest wałem wirnika.
Elektrowrzeciona stosowane są przede wszystkim w nowoczesnych obrabiarkach,
przeznaczonych do obróbki materiałów z dużymi prędkościami skrawania takich jak
aluminium. Ich zastosowanie pozwala znacząco zredukować czas główny w stosunku obróbki
konwencjonalnej oraz ograniczyć lub wyeliminować dalszą obróbkę wykańczającą.
Obok napędów głównych w obrabiarkach wyróżniamy także napędy posuwowe. Wśród
napędów ruchu posuwowego możemy wyróżnić trzy najczęściej spotykane rozwiązania:
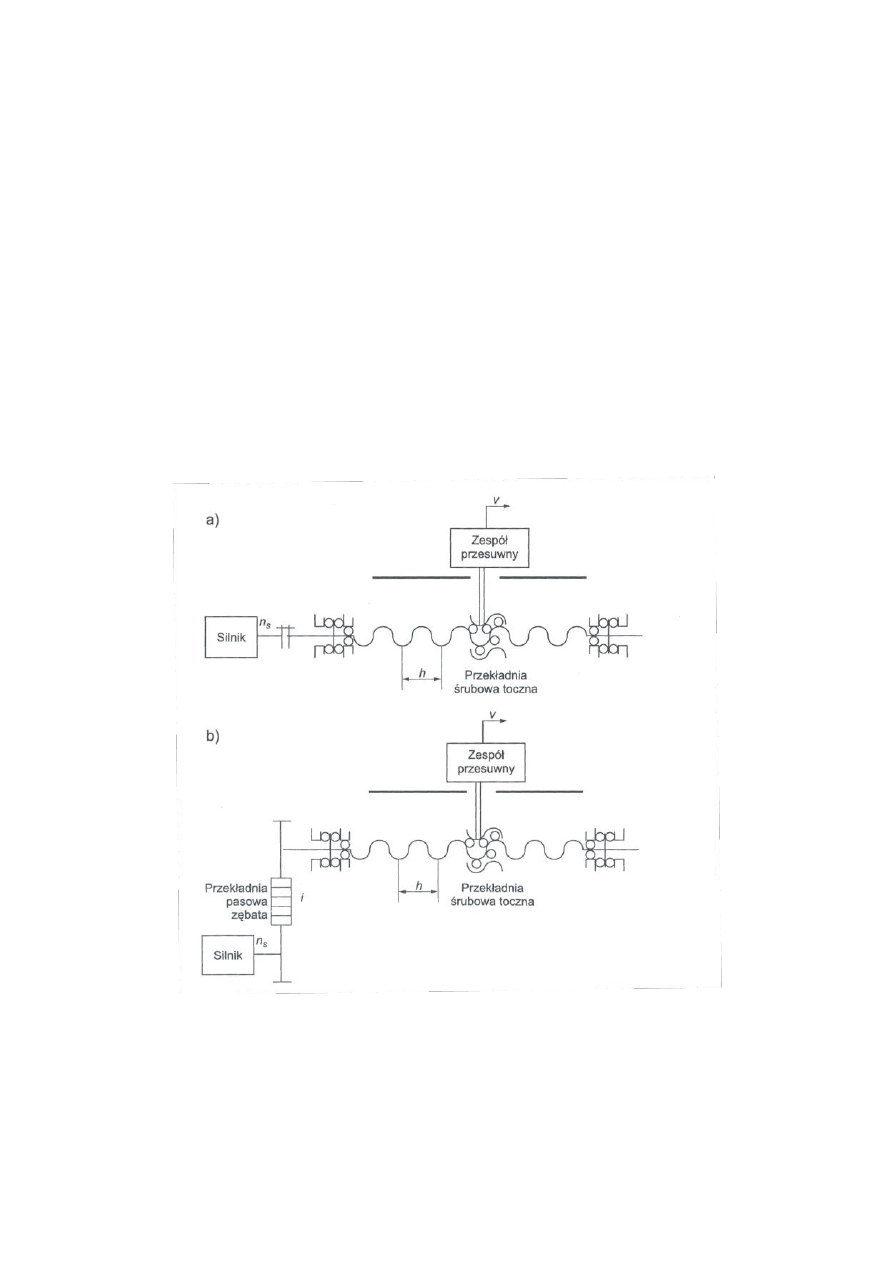
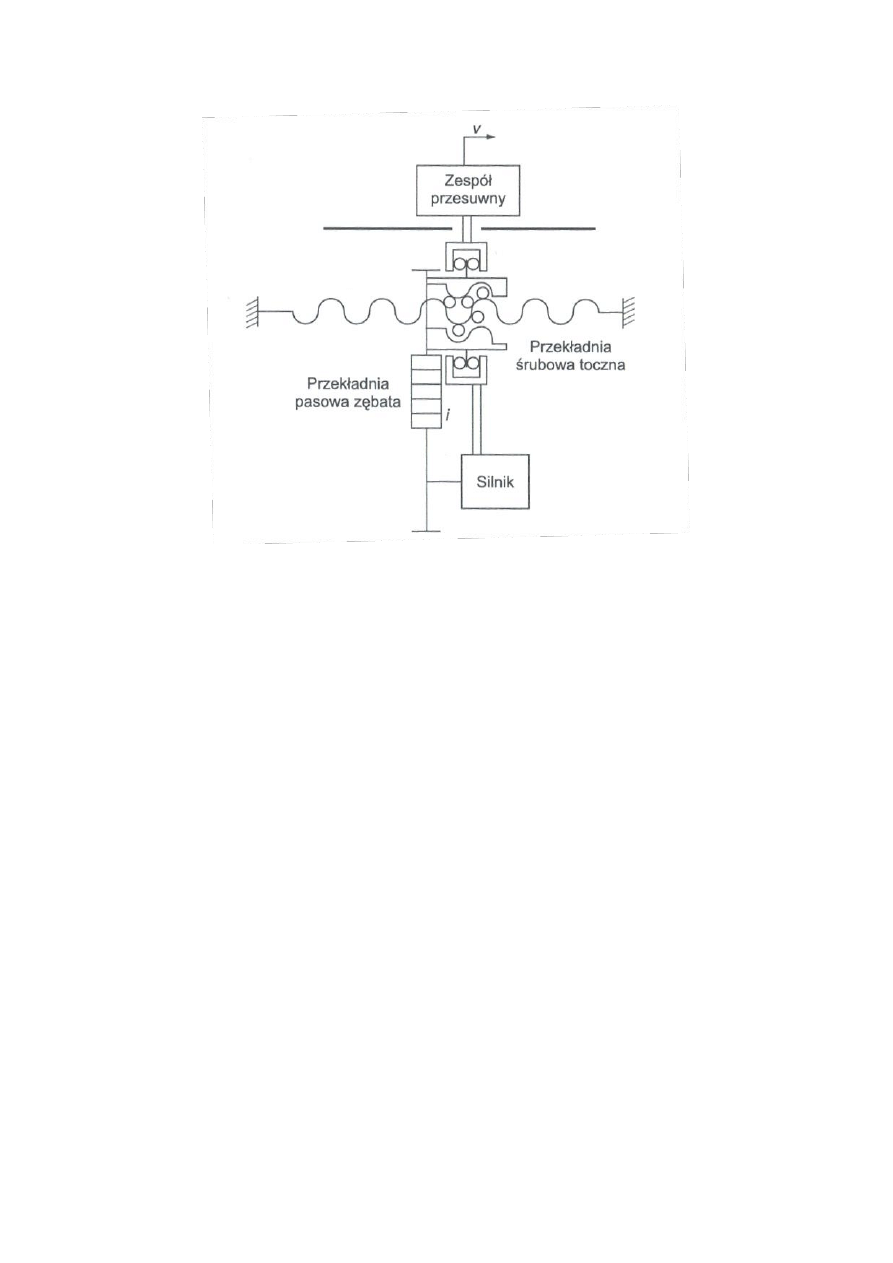
- napęd tradycyjny, w których silnik obrotowy napędza śrubę toczną bezpośrednio
lub pośrednio za pomocą przekładni pasowej lub zębatej (Rys. 6.)
- napęd z elektro-nakrętką, w których silnik jest zintegrowany z obracającą się
nakrętką toczną, a śruba jest nieruchoma (Rys. 7)
- bezpośredni napęd liniowy z silnikiem elektrycznym
Rys. 6. Napędy posuwu z przekładnią śrubową toczną z obracającą się śrubą: a) silnik
bezpośrednio napędzana śrubę, b) silnik napędza śrubę przez przekładnie pasową zębatą
Nowoczesne napędy posuwowe powinny umożliwiać realizację ruchu posuwowego do
10 m/min oraz ruchu szybkiego do 100 m/min, charakteryzować się dużą wartością
przyspieszenia a także opóźnienia ruchu oraz wysoką dokładnością i powtarzalnością
10
pozycjonowania umożliwiającą przemieszczenie elementarne o wartości 1 µm przy wysokiej
sile ciągu.
Tabela 2 Wybrane własności różnych modeli obrabiarek firmy HAAS
Producent
Model
Max. prędkość
dojazdu m/min
Max. Obciążenie osi Z
N
HAAS
VF-1
25.4
18683
HAAS
VM-2
18
24910
HAAS
TM-1
5.1
8896
HAAS
SMINIMILL2
30.5
8896
HAAS
DT-1
61
18683
Do zalet i wad napędów o tradycyjnej konstrukcji, w których silnik obrotowy napędza
śrubę toczną zaliczymy:
minimalizacje zwrotnego wpływu obciążenia na silnik napędowy dzięki
mechanicznej przekładni redukującej;
odsunięcie źródła ciepła, jakim jest silnik, od struktury mechanicznej
obrabiarki;
możliwość wariantowania konstrukcji przy relatywnie niewielkich
kosztach;
ograniczenie wartości współczynnika wzmocnienia prędkościowego,
spowodowane skończoną sztywnością mechanicznych elementów
przenoszących napęd;
nieliniowości w elementach mechanicznych ujawniające się podczas
występowania luzu zwrotnego;
ograniczona trwałość spowodowana zużywaniem elementów napędu;
ograniczona prędkość obrotowa śruby tocznej, powodująca konieczność
stosowania dużych wartości skoku gwintu przy wysokich prędkościach
posuwu;
nagrzewanie się śruby i związane z tym odkształcenia cieplne
Nowym rozwiązaniem są napędy posuwu z nieobrotową śrubą i obrotową nakrętką.
Nakrętka może być bezpośrednio napędzana serwosilnikiem bądź paskiem zębatym od
serwosilnika (Rys. 7).
11
Rys. 7. Napęd posuwu z przekładnią śrubową toczną i nieruchomą śrubą oraz nakrętką
napędzaną paskiem zębatym.
Do zalet rozwiązania, w którym silnik jest zintegrowany z obracającą się nakrętką
toczną, a śruba jest nieruchoma zaliczymy:
mniejsze momenty bezwładności niż w konwencjonalnych napędach,
mniej elementów przenoszących napęd od silnika, nieobrotowa śruba
nie ma łożysk, w przeciwieństwie do dotychczasowych rozwiązań,
większa sztywność niż w przypadku tradycyjnego napędu dzięki
nieruchomo zamocowanej śrubie oraz zastosowaniu napięcia
wstępnego,
możliwość uzyskania dużej wartości współczynnika wzmocnienia
prędkościowego.
4. UKŁADY DO POMIARU POZYCJI I PRZEMIESZCZENIA
Ze względu na charakter funkcjonowania oraz konstrukcję układów pomiarowych
możemy wyróżnić dwa składające się na nie zasadnicze bloki:
czujnik pomiarowy przekształcający wartość przemieszczenia lub
położenia na inną wielkość fizyczną,
układ zasilająco-przekształcający (przetwornik), służący do uzyskania
pomiarowego sygnału elektrycznego.

12
W dzisiejszych obrabiarkach wyróżniam dwa podstawowe sposoby pomiarów wartości
pozycji i przemieszczeń:
bezpośredni
pośredni
W przypadku pomiaru bezpośredniego czujnik pomiarowy – liniał lub przetwornik
kątowy odczytuje położenie ze skali umocowanej na stole obrabiarki.
W układzie pośrednim przetwornik pomiarowy obrotowo – impulsowy mierzy liniowe
przemieszczenie stołu za pomocą odczytu kąta obrotu śruby pociągowej. Sama wartość
przemieszczenia zaś jest obliczana.
W obrabiarkach sterowanych numerycznie zastosowanie znalazły:
enkodery
inkrementalne
(fotoelektryczny
przetwornik
obrotowo-
impulsowy pracujący w sposób przyrostowy, podając określoną liczbę
impulsów na jeden obrót)
enkodery absolutne (tarcze i liniały kodowe)
impulsowe liniały optoelektroniczne ( przetwornik impulsowo – liniowy, z
liniałem kreskowym modulującym strumień swietlny)
liniały kreskowe z przeciwliniałami
selsyn przelicznikowy
induktosyn liniowy i obrotowy
5. URZĄDZENIA DO WYMIANY NARZĘDZI
Podstawowym elementem odróżniającym obrabiarki sterowane numerycznie od
obrabiarek konwencjonalnych są urządzenia wymiany narzędzi. W zależności od typu
obrabiarki do najczęściej zaliczanych urządzeń wymiany narzędzi zaliczamy:
- głowice rewolwerowe
- magazyny narzędzi
Głowice rewolwerowe są stosowane przeważnie w centrach tokarskich a
magazyny narzędziowe we frezarskich centrach obróbczych. Do typowych konstrukcji
magazynów narzędzi stosowanych w frezarskich centrach obróbczych zaliczymy:
- magazyny tarczowe (z osią narzędzia prostopadła bądź równoległą do osi Z)
- magazyny łańcuchowe
- magazyny kasetowe

13
6. LITERATURA UZUPEŁNIAJĄCA
[1] Honczarenko J., „Obrabiarki sterowane numerycznie”, WNT,
[2] Hrabar W., „Obsługa i programowanie obrabiarek CNC”, KaBe
[3] Wrotny L.T., „Podstawy konstrukcji obrabiarek”
7. PYTANIA KONTROLNE
1. Wymagania stawiane korpusom nowoczesnych obrabiarek.
2. Rodzaje połączeń prowadnicowych stosowanych w budowie obrabiarek.
3. Wady i zalety połączeń prowadnicowych tocznych
4. Wady i zalety połączeń prowadnicowych ślizgowych
5. Rodzaje zespołów napędowych. Wymienić.
5. Wady i zalety elektrycznych napędów prądu przemiennego stosowanych w nowoczesnych
obrabiarkach.
7. Rodzaje napędów posuwowych stosowanych w obrabiarkach.
8. Wady i zalety napędu posuwu z obracającą się śrubą toczną.
9. Wady i zalety napędu posuwu z nieruchomą śrubą.
10. Sposób pomiaru pozycji w obrabiarkach CNC.
11. Rodzaje urządzeń do wymiany narzędzi.
Wyszukiwarka
Podobne podstrony:
cnc w 3 budowa obrabiarek cnc
LTM, LASER5a, Budowa obrabiarki laserowej.
Budowa obrabiarki sterowanej numerycznie
Budowa-obrabiarerk-----tokarki, Uczelnia, Obróbka Ubytkowa, Sprawka I Projekty
LTM, budowa obrabiarki laserowej, Data:
Budowa obrabiarki sterowanej numerycznie
OSN ściąga, Mechanika i Budowa Maszyn, sem. 6, Obrabiarki CNC, Zaliczenie
INSTRUKCJA BHP LABORATORIUM CNC, Politechnika Poznańska - Wydział Budowy Maszyn i Zarządzania, Mecha
Badanie dokładności geometrycznej obrabiarki CNC FV 580A z zastosowaniem testu QC10
6 Regulatory położenia w układach sterujących obrabiarek CNC
zgapa na egz cnc www.przeklej.pl(2), Politechnika Poznańska (PP), Obrabiarki CNC, Wykład, obrabiark
Nagniatanie za pomocą kulki na obrabiarce CNC 05 2013
ŚCIAGA ZE STAŃKA duża, Politechnika Poznańska (PP), Obrabiarki CNC, Wykład
Obrabiarka CNC
więcej podobnych podstron