Logistyka - nauka
Logistyka 6/2013
17
Justyna Berlińska
1
Wstęp
W przedsiębiorstwach produkcyjnych obserwuje
się coraz większe wykorzystanie zaawansowanych
maszyn i urządzeń. Wiąże się to z walką konkurencyj-
ną, koniecznością utrzymania obecnych oraz pozyska-
nia nowych klientów. Płynna, bezawaryjna praca prze-
kłada się na wydajną produkcję oraz poprawę wyników
finansowych. Awarie, przestoje, nierównomierna praca
powoduje straty, stres i konieczność podejmowania
działań często generujących dodatkowe koszty. Wyko-
rzystanie nowoczesnej infrastruktury wymusza także
skracający się cykl życia produktów, coraz krótsze
czasy reakcji na zmiany oraz obniżanie cen jednostko-
wych.
Możliwość wdrażania innowacyjnych rozwiązań
wspierają fundusze europejskie, dające możliwość
finansowania inwestycji charakteryzujących się wyso-
kim poziomem innowacyjności.
Mimo takich warunków przedsiębiorstwa dalej
są mało konkurencyjne zwłaszcza w stosunku do firm
azjatyckich, które potrafią produkować przy niskim
koszcie jednostkowym produktu. Problemem jest mię-
dzy innymi nieodpowiednie wykorzystanie posiadanej
infrastruktury technicznej. Można zadać pytanie, dla-
czego urządzenie kosztujące kilka tysięcy euro jest
wykorzystywane w systemie jednozmianowym, bądź
jego moc produkcyjna wynosi zaledwie kilka procent.
Rozwiązania problemu można szukać w zakresie
optymalizacji wykorzystania zasobów produkcyjnych,
polegającej na dokładnym planowaniu pracy maszyn
i urządzeń (a także ich operatorów). Minimalny czas
realizacji zamówień wiąże się z maksymalnym wyko-
rzystaniem zasobów produkcyjnych. Poprzez analizy
wydajnościowe można wskazać odpowiedni przydział
1
dr inż. Justyna Berlińska, Zachodniopomorski Uniwersytet Technolo-
giczny w Szczecinie
zadań do maszyn, eliminować wąskie gardła w syste-
mie, określać czas potrzebny na prace konserwacyjne.
Odpowiednią alokacje zasobów umożliwiają
systemy do planowania procesów. Dzięki modułom
MRP systemów do zarządzania produkcją można
optymalizować przepływy materiału, danych, zasobów.
Nagłe przerwanie pracy urządzenia związane z ich
awarią, uszkodzeniem oprzyrządowania, narzędzi za-
burza generowane harmonogramy. Za jak najszybsze
przywrócenie stanowiska do pracy odpowiadają pra-
cownicy działów utrzymania ruchu. Stosowane przez
nich techniki, systemy, scenariusze postępowania
wpływają na ograniczenie przestojów, kosztów, pod-
niesienie wiarygodności w oczach kontrahentów.
Total Productive Maintenance to kompleksowy
system utrzymania ruchu w przedsiębiorstwie realizo-
wany przy współpracy pracowników na różnych
szczeblach w organizacji [1]. Celem TPM jest elimina-
cja błędów, awarii, braków oraz wypadków przy pracy.
Sprawne przeprowadzanie zmian wymaga opracowania
i wdrożenia standardów pozwalających na usprawnie-
nie komunikacji, podniesienie dostępności maszyn
a także ograniczenie nieplanowanych zatrzymań insta-
lacji.
W artykule przedstawiono założenia wdrożenia
TPM w zakładzie produkcyjnym branży chemicznej
wykonującym procesy ciągłe. Założenia ciągłego prze-
pływu surowców, danych wymaga szczególnego po-
dejścia do kwestii zabezpieczenia linii, wyposażenia jej
w dublowane stanowiska. Dysfunkcja w takich syste-
mach często wiąże się z zagrożeniem zdrowia lub życia
pracowników, a także ludzi przebywających w pew-
nym promieniu od miejsca awarii.
Metody badania efektywności systemów
Na kształtowanie się poziomu stopnia wyko-
rzystania maszyn oddziałuje szereg czynników: niedo-
stateczna koncentracja robót, stosowanie w niedosta-
Zwiększenie efektywności pracy maszyn i urządzeń dzięki
zastosowaniu Total Productive Maintenance
Logistyka 6/2013
18
Logistyka - nauka
tecznym stopniu mechanizacji kompleksowej, brak
dostatecznego zaplecza technicznego, niewłaściwa
organizacja pracy maszyn. Wpływ na sprawność insta-
lacji mają także operatorzy maszyn. Dzięki wiedzy
zaczerpniętej z codziennej pracy, doświadczenia, umie-
jętności pracy w zespole, dbałości o czystość i porzą-
dek można wpływać na zwiększenie efektywności linii
produkcyjnej. Podniesienie efektywności to ciągłe
dążenie do eliminacji wszelkich strat. Ważna jest świa-
domość miejsca ich występowania, rodzaju i rozmia-
rów. Dogłębna analiza strat jest podstawą usprawnień
linii produkcyjnych.
Dotyczy to:
−
planowanych przestojów produkcyjnych wy-
konywanych z powodu rozruchu i zatrzymań
urządzeń po planowanych przerwach lub przy
zakończeniu produkcji,
−
przezbrajania linii produkcyjnej, a także de-
montażu, mycia, montażu i regulacji,
−
nieplanowanych przestoje produkcyjne maszyn
i urządzeń,
−
strat wynikających ze złego zarządzania (straty
logistyczne, drobne przestoje i praca jałowa
urządzeń),
−
absencji pracowników,
−
błędów podczas obsługi wynikających z braku
umiejętności lub doświadczenia,
−
przestojów z powodu złej organizacji pracy
wewnątrz zakładu,
−
oczekiwania na materiały produkcyjne,
−
niedostatecznej jakości wykorzystywanych
materiałów, komponentów,
−
braku mediów wynikających z zewnętrznych
uwarunkowań np. wody, elektryczności.
Podniesienie efektywności to ciągłe dążenie do
eliminacji wszelkich strat. Ważna jest świadomość
miejsca ich występowania, rodzaju i rozmiarów. Do-
głębna analiza strat jest podstawą usprawnień linii pro-
dukcyjnych.
W literaturze znaleźć można wiele wskaźników
służących do określania wydajności linii produkcyj-
nych[2][3][4].
Wskaźniki wydajności odnoszą się do możliwo-
ści wykonania dóbr czy wyrobów w określonym nor-
matywnym czasie.
−
wskaźnik wydajności teoretycznej – jest to
ilość produkcji jaką można wykonać za pomo-
cą danej maszyny w jednostce czasu przy zało-
żeniu, że maszyna pracuje nieprzerwanie przy
pełnym wykorzystaniu osprzętu roboczego
przy największych dopuszczalnych szybko-
ściach ruchu i w pełni wykwalifikowanej ob-
słudze;
−
wskaźnik wydajności technicznej – jest to ilość
produkcji, jaką można wykonać za pomocą da-
nej maszyny w jednostce czasu, przy nieprze-
rwanej jej pracy w konkretnych warunkach;
−
wskaźnik wydajności eksploatacyjnej – jest to
ilość produkcji osiągana w konkretnych wa-
runkach pracy przy uwzględnieniu występują-
cych przerw, gdzie obok parametrów konstruk-
cyjno – technicznych uwzględnia się również
występującą nieciągłość pracy maszyn.
Analiza związana z odpowiednim planowaniem
i organizacją pracy może przynieść wymierne korzyści.
Określenie (zwiększenie, zoptymalizowanie) funduszu
czasu pracy związane z organizacją dnia roboczego ma
znaczący wpływ na efektywność linii. Różnica miedzy
ogólnym, a efektywnym funduszem w wielu przedsię-
biorstwach wynosi kilkadziesiąt procent. Jeżeli
uwzględni się dodatkowo stopień automatyzacji, robo-
tyzacji okazuje się iż systemy produkcyjne wykorzy-
stują tylko część dostępnych mocy produkcyjnych.
Systemy raportowania czasu pracy jest to zestaw
środków technicznych i informacyjnych mających na
celu
kontrolowanie
pracowników.
Odpowiednio
wprowadzony system monitorowania czasu pracy mo-
że spełniać funkcje motywujące, wpływać na podjęcie
czynności w celu optymalizacji czasu pracy i wykorzy-
stania zasobów.
Systemy planowania w przejrzysty sposób obra-
zują stopień wykorzystania zadeklarowanego czasu,
posiadanej infrastruktury technicznej oraz pracowni-
ków w systemie. Wykres Gantta obrazuje wykorzysta-
nie zasobów w horyzoncie czasowym, harmonogra-
mowanie, szeregowanie zadań, optymalizacja pozwala
modelować ścieżki postępowania charakteryzujące się
zadeklarowanymi wskaźnikami.
Kompleksowe rozwiązania operują systemy do
zarządzania produkcją (Enterprise Resource Planning)
które integrują kluczowe procesy zachodzące w firmie
i dostarczają pełny obraz tego, co się w niej dzieje.
Istnieją także systemy symulujące przebiegi na
liniach produkcyjnych, które umożliwiają modelowa-
nie zachowania systemu.
W momencie zaistnienia awarii istotnym jest
określenie czasów przestojów oraz powrotów do pełnej
gotowości. Zastosowanie znajdują tu wskaźniki od-
zwierciedlające czasy i koszty usunięcia awarii.
Logistyka - nauka
Logistyka 6/2013
19
−
MTTR (mean time to repair) - średni czas od
wystąpienia awarii do jej usunięcia. Wskaźnik
nazywany też częstością awarii wyrażający
średnią liczbę awarii w jednostce czasu.
−
MRT (Mean Repaire Time) – średni czas na-
prawy
−
MTBF (mean time between failures) średni
czas bezawaryjności.
−
MLD (Mean Logistic Delay) – czas oczekiwa-
nia na naprawę. Parametr określający zdolność
utrzymania ruchu do udzielenia właściwego
wsparcia. Jest to czas stracony na dojazd do
awarii, oczekiwanie na części zamienne, do-
stęp do maszyny.
−
OA (Operational Availability) – wskaźnik do-
stępności operacyjnej. Parametr określa czas
przeznaczony na prace zapobiegawcze i czas
napraw maszyn.
Obecnie w nowoczesnych systemach produkcyj-
nych często stosowany jest wskaźnik OEE nazywany
Całkowitą Efektywnością Sprzętu. Pozwala określić
efektywność wykorzystania maszyn i urządzeń na pod-
stawie analizy czasów postojów, przezbrajania, awarii
i innych czynników wpływających na efektywność.
J
W
D
OEE
×
×
=
DOSTĘPNOŚĆ (D) czyli czas przez który maszyna
była dostępna.
%
100
_
_
_
_
×
−
=
pracy
czas
planowany
przestoje
pracy
czas
planowany
D
WYKORZYSTANIE (W) to czas dostępny pomniej-
szony o czas strat wynikających ze spadków wydajno-
ści.
%
100
_
_
_
_
×
×
=
pracy
czas
cyklu
czas
y
teoretyczn
produkcji
wielkośi
W
JAKOŚĆ (J) stosunek wyrobów dobrych do wadli-
wych.
%
100
_
_
_
×
−
=
produkcji
wielkośi
wadliwe
elementy
produkcji
wielkośi
J
Wskaźniki, techniki, metody badania dają ogól-
ną wiedzę na temat systemu. Są to jednak wartości
statyczne odpowiednie dla określonych warunków.
Wraz ze zmianą tych warunków (awaria maszyny,
zakup nowego sprzętu, inne doświadczenie i umiejęt-
ności operatorów) tracą one na znaczeniu.
Za utrzymanie gotowości do pracy maszyn
i urządzeń odpowiedzialne są służby utrzymania ruchu.
Od ich decyzji, zastosowanych środków i procedur
w dużej mierze zależy bezawaryjna praca systemu
Utrzymanie ruchu w przedsiębiorstwie
Utrzymanie infrastruktury technicznej w pełnej
sprawności jest jednym podstawowych warunków, aby
firma produkcyjna była w stanie wywiązać się ze zo-
bowiązań i zaspokoić oczekiwania klienta, dostarczając
mu wymagana ilość produktu zgodnego z wymaga-
niami jakościowymi. Nieprzerwana praca linii produk-
cyjnej wymaga zagwarantowania niezawodności sprzę-
tu produkcyjnego. Wiąże się z umiejętnością przewi-
dywania uszkodzeń oraz ze sprawnym przywraca-
niem do użytku po zaistniałej awarii.
Zastosowanie ma tu kilka strategii:
−
Breakdown maintenance – awaryjne utrzyma-
nie ruchu. Oznacza, że maszyna pracuje do
momentu unieruchomienia w wyniku awarii.
Sytuacje takie są dopuszczalne, kiedy przestoje
nie generują innych kosztów niż koszty napra-
wy.
−
Preventive maintenance – konserwacja profi-
laktyczna. Są to codzienne prace polegające na
kontroli, czyszczeniu i smarowaniu. Prace po-
winny być tak dobrane, aby zapobiegać poten-
cjalnym uszkodzeniom wyposażenia a przy-
najmniej ułatwić wczesna diagnozą, jeśli na-
stępuje pogorszenie warunków technicznych
maszyny.
−
Periodic maintenance – polega na okresowej
inspekcji sprzętu, czyszczeniu, okresowej wy-
mianie zużywających się elementów, aby za-
pobiec awariom.
−
Predictive maintenance – jest to metoda, w któ-
rej sprawdza się żywotność ważnych elemen-
tów wyposażenia w celu wcześniejszej wymia-
ny zanim część się zużyje.
Utrzymanie ruchu w przedsiębiorstwie dotyczy
zapewnienia gotowości do pracy maszyn i urządzeń.
Gotowość ta uzyskuje się poprzez ciągłe dążenie do
ograniczania wszelkich strat powstałych w wyniku
przerwy w pracy linii produkcyjnej. Jednak utrzymanie
Logistyka 6/2013
20
Logistyka - nauka
ruchu jest ściśle powiązane z zarządzaniem produkcją
polegającym na efektywnym planowaniu, koordyno-
waniu, kontroli odpowiedniego obciążenia posiada-
nych środków infrastruktury technicznej. Aby połączyć
zadania i uzyskać wysoką skuteczność konieczna jest
efektywna praca zespołowa, dobrze zorganizowane
miejsca pracy, zdolność do szybkiego rozwiązywania
problemów i ciągłego poszukiwania udoskonaleń.
Cele i zadania Total Productive
Management
TPM - Total Productive Maintenance to Utrzy-
manie Sprawności Urządzeń Produkcyjnych. Powo-
dzenie tego zadania, zależy nie tylko od pracowników
utrzymania ruchu, ale również od pracowników bezpo-
średnio produkcyjnych – operatorów.
Efektem wprowadzenia metody TPM w przed-
siębiorstwie jest poprawa produktywności dzięki
zmniejszeniu kosztów utrzymania maszyn i urządzeń
produkcyjnych, a także dzięki redukcji strat powodo-
wanych przez niedostatecznie sprawne urządzenia.
Koncepcja zakłada eliminację awarii, braków
oraz wypadków w miejscach pracy. Uzyskać to można
dzięki zaangażowaniu i motywacji wszystkich pracow-
ników przedsiębiorstwa.
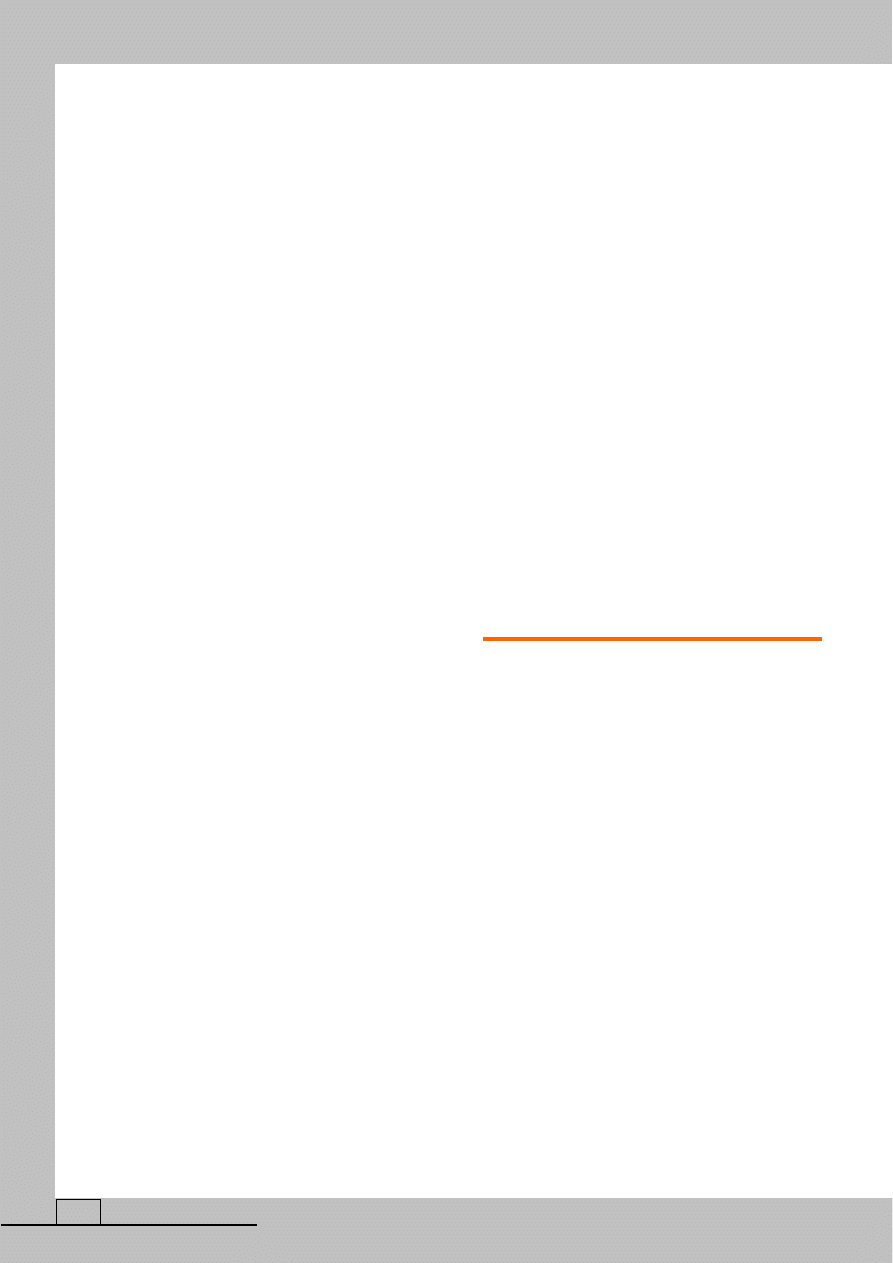
Koncepcja systemu oparta jest na metodzie 5S,
której celem przygotowanie dobrze zorganizowanych
i uporządkowanych stanowisk pracy. Obejmuje nastę-
pujące obszary (rys1).
Autonomiczne utrzymanie ruchu to bieżąca ob-
sługa stanowiska związana przykładowo z czyszcze-
niem, smarowaniem, regulacją, zmianami nastaw dla
potrzeb produkcji. Zespołowa eliminacja strat możliwa
jest dzięki współpracy pracowników UR z operatorami
maszyn i urządzeń. Pozwala na rozwiązywanie pro-
blemów eksploatacyjnych. Obsługa planowa obejmuje
zadania utrzymania ruchu w zakresie usuwania awarii,
zadań konserwacyjnych i prewencyjnych. Stałe dosko-
nalenie w postaci KAIZEN pozwala na uzyskanie wy-
sokiego poziomu jakości poprzez eliminacje wad
w produktach. KAIZEN wspierany jest procesem do-
skonalenia i podnoszenia kwalifikacji pracowników
przy dostosowaniu procedur i wyposażenia do obo-
wiązujących regulacji w zakresie BHP, PPOŻ oraz
środowiska naturalnego. Jednocześnie podnoszona
musi być efektywność procesów administracyjnych
i biurowych.
Dzięki wprowadzeniu koncepcji TPM istnieje
możliwość zdiagnozowania sytuacji w przedsiębior-
stwie, wyrobienia nawyku współpracy grupowej po-
między pracownikami działów UR oraz operatorami na
liniach produkcyjnych, a treningi i dokształcanie dają
możliwość zdobycia szerokiego spektrum umiejętno-
ści.
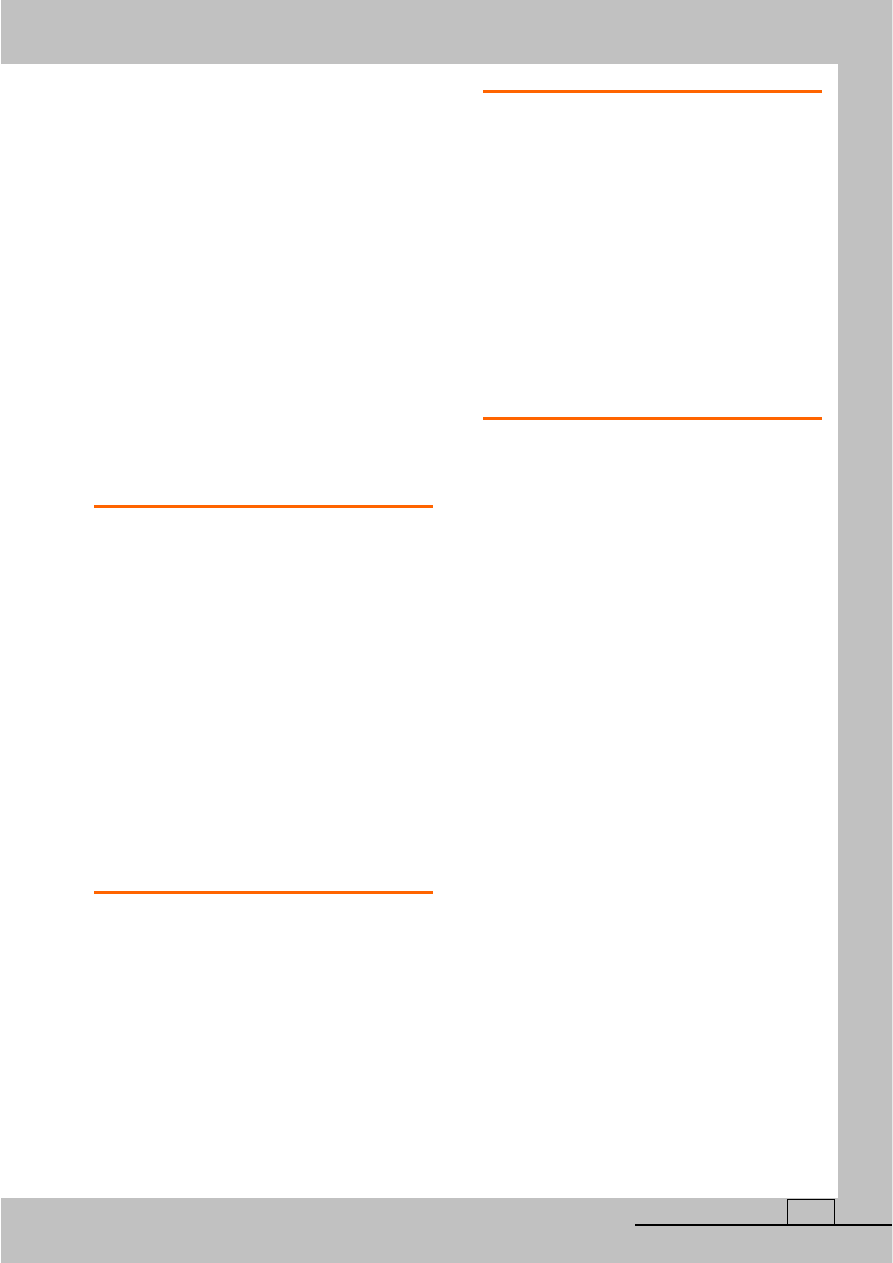
Metodyka wdrożenia składa się z 12 etapów,
z których 5 stanowi przygotowanie czynnika ludzkie-
go, natomiast kolejne siedem koncentruje się na wdro-
żeniu programu w przedsiębiorstwie [2].
Pierwszy etap rozpoczyna się od ogłoszeniu de-
cyzji kierownictwa o wdrożeniu TPM. Odbywa się to
poprzez kampanie informacyjną, poprzez ulotki, prasę
zakładową. Ogółowi pracowników prezentowane są
TPM
Autonomiczne utrzymanie ruchu
Zespołowa eliminacja strat
Obsługa planowana
KAIZEN
Szkolenia i trening
BHP i ochrona środowiska
TPM w administracji
Decyzja o wdrożeniu TPM
Kampania edukacyjna
Utworzenie struktur promujących
TPM
Określenie polityki i celów TPM
Ogólny plan rozwoju
Rozpoczęcia wdrażania
Podnoszenie efektywności wskaza-
nych elementów infrastruktury
Program konserwacji autonomicznej
Program obsługi planowej
Prowadzenie szkoleń
Program zarządzania wyposażeniem
Doskonalenie obszarów TPM
Rys. 1. Obszary TPM
Źródło: Opracowanie własne
Rys. 2. Etapy wdrożenia TPM
Źródło: Opracowanie własne
Logistyka - nauka
Logistyka 6/2013
21
w ten sposób ogólne cele TPM. Następnie uruchamiana
jest kampania edukacyjna w formie szkoleń i semina-
riów dla kadry kierowniczej oraz pokazów dla szere-
gowych pracowników. Kolejnym etapem jest stworze-
nie struktur promujących TPM. Dalsze prace koncen-
trują się na określeniu zasadniczej polityki i celów
wprowadzenia TPM a ich efektem jest sformułowanie
ogólnego planu rozwoju TPM wraz ze szczegółowymi.
Wdrożenie rozpoczyna się od zaprezentowania
klientom, podwykonawcom, dostawcom wprowadza-
nych zmian w zakresie TPM. Następnie po identyfika-
cji wzorcowego wyposażenia i utworzeniu zespołów
zadaniowych następuje proces podnoszenia efektywno-
ści każdego elementu wyposażenia. Poprzez rozwinie-
cie koncepcji autonomicznej konserwacji, czyli kon-
serwacji maszyn i urządzeń przez operatorów obsługu-
jących maszyny oraz programu obsługi planowej za
którą odpowiada personel utrzymania ruchu rozszerzyć
można umiejętności diagnostyczne pracowników, sko-
relować program obsługi profilaktycznej i prognozo-
wanej, zoptymalizować zarządzania częściami zamien-
nymi, narzędziami, a także dostosować rozkłady i pla-
ny działań. Cały proces wspomagany musi być szkole-
niami mającymi na celu poprawę umiejętności obsługi
i konserwacji urządzeń.
W kolejnym etapie plan remontu i kontroli
sprzętu uzupełniany jest o program zarządzania wypo-
sażeniem we wczesnym okresie eksploatacji uwzględ-
niający między innymi konserwacje prewencyjne czy
działania zalecane przez producentów przy rozruchu.
Ostatnim etapem wdrożenia TPM jest doskona-
lenie poszczególnych obszarów, motywowanie pra-
cowników do dalszych zmian i wyznaczanie kolejnych
celów.
Wdrożenie TPM dla przedsiębiorstwa
realizującego procesy ciągłe.
Im bardziej obciążona jest linia produkcyjna,
tym prawdopodobieństwo zakłócenia większe. Wynika
to ze zużycia materiałów i narzędzi. Proces wdrożenia
TPM przedstawiony zostanie na przykładzie przedsię-
biorstwa branży chemicznej. Istotą działania jest wy-
konywanie procesów ciągłych. Każde nieuprawnione
zatrzymanie urządzenia skutkować może tu katastrofą
zagrażającą zdrowi ludzi, skażeniem środowiska natu-
ralnego. Analizowane przedsiębiorstwo mimo rozbu-
dowanych działów utrzymania ruchu, wdrożeniu wielu
usprawnień, zabezpieczeń automatycznych boryka się
z problemami awarii i zmniejszania mocy instalacji.
Posiada wiele urządzeń zdublowanych na wypadek
uszkodzenia. Stąd potrzeba opracowania komplekso-
wego podejścia, które sukcesywnie doprowadzić ma do
oprawy stanu instalacji i podniesienia świadomości
operatorów w zakresie reagowania na niepokojące
wartości z czujników kontrolujących prace linii pro-
dukcyjnej.
Wdrożenie TPM poprzedzone zostało przeglą-
dem i analizą istniejących wskaźników, danych tech-
nicznych maszyn i urządzeń. Wskaźnik OEE dla wy-
działów był dość wysoki (oscylował w granicach 68-
78). Jednak już niewielkie wzrosty OEE przekładają
się na wymierne korzyści ekonomiczne, co dla przed-
siębiorstwa ma szczególne znaczenie.
Jako główne cele wdrożenia zaproponowano:
− zmniejszenie czasów przestojów maszyn,
− optymalizacje strat materiałowych,
− zwiększenie dostępności instalacji produkcyj-
nych, co miało przełożyć się na istotną popra-
wę wyniku finansowego.
Na potrzeby zakładu opracowano piramidę ce-
lów w której między innymi zawarto:
− podniesienie
świadomości
pracowników
i wdrożenie ich w strukturę TPM,
− opracowanie standardów czystości i organiza-
cji miejsc pracy,
− organizacja przeglądów i przepływu informa-
cji,
− wprowadzenie KAIZEN dla zbudowania we-
wnętrznej kultury ciągłego doskonalenia,
− opracowanie zasad przygotowania i realizacji
przeglądów okresowych,
− podniesienie dostępności maszyn,
− ograniczenie ilości zatrzymań nieplanowych
instalacji,
− usprawnienie procesu komunikacji między ob-
sługującymi a użytkującymi instalacje.
W ramach wdrożenia projektu powołany został
zespół w skład którego wchodzą pracownicy z pionu
produkcji, planowania oraz utrzymania ruchu. Zgodnie
z założeniami TPM wdrożenie równolegle realizowane
jest w dwóch obszarach (zadania dla operatorów oraz
zadania dla UR).
W ramach pierwszej grupy został wykonany
przegląd istniejących rozwiązań. Każde urządzenie
techniczne linii produkcyjnej poddane zostało analizie
i ocenie. Oceniono stan urządzeń, infrastruktury. Wy-
konano dokumentacje fotograficzną.
Urządzenia linii produkcyjnej dla prawidłowej
pracy muszą być wyposażone w szereg obwodów au-
Logistyka 6/2013
22
Logistyka - nauka
tomatyki przemysłowej, dokonujących on-line pomia-
rów wielu parametrów. W wdrożenia ramach TPM
sprawdzono stan układów pomiaru i regulacji zdalnej
pod kątem:
− Zabezpieczeń nieelektrycznych, gdzie następu-
je pomiar ciśnienia , temperatury, przepływu,
przewodności. Regulacja odbywa się przy po-
mocy zaworu automatycznego;
− Zabezpieczeń elektrycznych, czyli obwodów
sterujących start/stop, obwodów sygnalizacji
(gotowość do pracy, praca, stop, awaria), ob-
wodów do sterowania lokalnego na obiekcie
i zdalnego na sterowni, oraz układów pomia-
rowych wartości obciążeń. Ponadto układy
elektryczne napędów włączone są do systemu
blokad, co umożliwia wyłączenie jednoczesne
lub sekwencyjne całego węzła lub grupy urzą-
dzeń.
− Zabezpieczeń logicznych, takich jak alarmy
ostrzegające o przekroczeniu parametrów, blo-
kady kontrolujące spełnienie warunków oraz
automatycznie wyłączające urządzenia w przy-
padkach stanów zabronionych.
W ramach prac zespołu określone zostały zada-
nia naprawcze oraz zadania prewencyjne. Przeprowa-
dzona została dla każdego stanowiska analiza ryzyka.
Dzięki analizie wskazano typy awarii, których usunię-
cie może leżeć w gestii operatorów urządzania oraz
warunki, gdzie koniecznym staje się zaangażowanie
pracowników utrzymania ruchu. W ramach prac zespo-
łu określane są bieżące potrzeby, wskazywane dodat-
kowe materiały lub oprzyrządowanie wymagające na-
tychmiastowych wymian, a także określane są zadania
prewencyjne w zadanym horyzoncie czasowym.
Specyfikacja zadań naprawczych oraz prewen-
cyjnych zaopatrzona musi zostać w instrukcje postę-
powania w poszczególnych przypadkach.
Wykonanie dokumentacji jest podstawą do
wprowadzenia proponowanych zmian do systemów
funkcjonujących w działach UR odpowiedzialnych za
harmonogramowanie prac.
Opisane działania na każdym etapie wspierane
były seriami szkoleń. Uczestnikami szkoleń byli lide-
rzy grup, których zadaniem była dalsza propagacja
wiedzy. Uzyskano w ten sposób podniesienie świado-
mości pracowników oraz przećwiczono warianty po-
stępować w przypadku zaistnienia określonych zda-
rzeń.
Równocześnie zmiany następują w działach od-
powiedzialnych utrzymanie za maszyn w dobrej kon-
dycji technicznej oraz za zapewnienie ciągłości pro-
dukcyjnej. Pracownicy dzięki swojej specjalistycznej
wiedzy i doświadczeniu korelują ustalenia z wymaga-
niami zawartymi w dokumentacjach techniczno- ru-
chomych maszyn, przepisach i normatywach z zakresu
bezpiecznego korzystania z infrastruktury technicznej.
W ten sposób powstaje lista zadań koniecznych do
uzyskania wysokiej sprawności maszyn. Wykonana
dokumentacja jest przenoszona do sytemu komputero-
wego.
Także ten etap wsparty jest systemem szkoleń
i symulacji.
Wdrożenie TPM zakłada określenie sposobu do-
kumentowania wykonanych zadań. W analizowanym
przedsiębiorstwie konieczna jest rozbudowa modułu
utrzymania ruchu w funkcjonującym systemie do za-
rządzania produkcją. Modernizacja ma na celu zauto-
matyzowanie procesów administracyjnych w dziale
UR, optymalizacje planowania i poprawę jakości za-
rządzania magazynem części zamiennych. Udostęp-
niona zostanie szeroki wachlarz analiz i raportów wy-
korzystywanych w procesie ciągłego doskonalenia.
Szanse i ograniczenia zidentyfikowane na
etapie wdrażania
Analizowane przedsiębiorstwo realizująca pro-
cesy ciągłe borykało się z sytuacjami niebezpiecznymi,
co wymusiło stosowanie odpowiednich rozwiązań eli-
minujących zagrożenie. Jednak każdy z wielu elemen-
tów tych zabezpieczeń może zacząć pracować niepra-
widłowo, a ponieważ ma taki sam wpływ na bezpie-
czeństwo – usterka każdego elementu zabezpieczeń
może spowodować sytuację awaryjną.
Głównym założeniem TPM jest dążenie do cał-
kowitej eliminacji wszelkich strat Istotna jest świado-
mość miejsca występowania strat, ich rodzaju i rozmia-
rów, znajomość działań koniecznych, aby je wyelimi-
nować.
Wdrożenie TPM wymusiło zmiany i udoskona-
lenia w zakresie informatyzacji, automatyzacji, uno-
wocześnienia parku maszynowego, zaangażowania
dodatkowego
oprzyrządowania
technologicznego
a także zastosowanie nowych materiałów i środków
produkcji. Część zadań UR przeniesiona została na
pracowników produkcyjnych bądź zlecona została
w ramach outsourcingu firmom zewnętrznym. Praca
służ utrzymania ruchu skoncentrowana została na
opracowywanie planów i programów obsługi dla po-
szczególnych obiektów
Logistyka - nauka
Logistyka 6/2013
23
Zmiany, jakie maja miejsce w przedsiębiorstwie
usprawniają procesy komunikacyjne pomiędzy obsłu-
gującymi a użytkującymi obiekty techniczne. Wzrost
wiedzy i umiejętności obu stron konfliktu staje się
wysoko motywującym czynnikiem ułatwiającym
zmianę zadań i obowiązków. Dzięki temu zmniejsza
się ilość interwencji usuwających skutki awarii, do
których wzywani byli technicy. Jednocześnie więk-
szość działań naprawczych zastąpiona zostaje prewen-
cyjnymi. Technicy zaczynają widzieć korzyści z dzie-
lenia się wiedza, gdyż maja zdecydowanie więcej cza-
su na podnoszenie swoich kwalifikacji, aby lepiej
i dokładniej wykonywać przeglądy prewencyjne. Po-
nadto operatorzy przejmując dużą ilość rutynowych
czynności obsługowych, czuja się ważniejsi i bardziej
odpowiedzialni za swoje miejsca pracy, a idąc dalej za
obiekty techniczne.
Wnioski
Total Productive Maintenance nastawione jest na
maksymalizację efektywności wykorzystania wyposa-
żenia poprzez eliminację strat związanych z jego użyt-
kowaniem.
Działania TPM wiążą się z inwestycjami zwią-
zanymi z edukacją pracowników, zwiększaniem odpo-
wiedzialności, delegowaniem uprawnień. Dzięki włą-
czeniu pracowników produkcyjnych w procesy obsługi
technicznej maszyn następuje wzrost ich zaangażowa-
nia, poprawie podlega ergonomia i bezpieczeństwo
pracy na stanowiskach. Z perspektywy maszyny dzia-
łania koncentrują się na poprawie efektywności proce-
sów produkcyjnych, co skutkuje wysokim poziomem
dostępności i gotowości maszyn.
Streszczenie
Total Productive Management to kompleksowy
system utrzymania ruchu w przedsiębiorstwie realizo-
wany przy współpracy pracowników na różnych
szczeblach w organizacji. Celem TPM jest eliminacja
błędów, awarii, braków oraz wypadków przy pracy.
Sprawne przeprowadzanie zmian wymaga opracowania
i wdrożenia standardów pozwalających na usprawnie-
nie komunikacji, podniesienie dostępności maszyn
a także ograniczenie nieplanowanych zatrzymań insta-
lacji. W referacie zaprezentowana zostanie metodyka
wdrożenia TPM dla przedsiębiorstwa branży chemicz-
nej realizującego procesy ciągłe.
Abstract
Total Productive Management is being imple-
mented with the cooperation of employees at various
levels in the organization.
The purpose of TPM is to eliminate mistakes,
failures, defects and accidents at work. The smooth
conduct of change requires the development and im-
plementation of standards allowing to improve com-
munication, increase machine availability and reduce
unplanned standstills. This paper will present a meth-
odology for the implementation of TPM in companies
in the chemical industry for realizing continuous pro-
cesses.
Literatura
1. Urbaniak M., Zarządzanie jakością - teoria i prak-
tyka, Difin, Warszawa 2004
2. Współczesne koncepcje i metody zarządzania or-
ganizacjami – aspekty społeczne, red. B. Glinkow-
ska, B. Kaczmarek, Acta Universitatis Lodziensis.
Folia Oeconomica 265, Wydawnictwo Uniwersyte-
tu Łódzkiego, Łódź, 2012;
3. Katila P., Applying Total Productive Maintenance
– TPM Principles in the FlexibleManufacturing
Systems, “Teknisk rapport”, Lulea Tekniska
Universitet, 2000,
4. Legutko S. Trendy rozwoju utrzymania ruchu
urządzeń i maszyn, Eksploatacja I Niezawodność,
2/2009
Wyszukiwarka
Podobne podstrony:
Jak zwiększyć efektywnosc swojej firmy
Zastosowanie nowoczesnych technologii dla zwiększenia efektywności zarządzania magazynem, ABC Magazy
Jak zwiekszyc efektywnosc swojej firmy
Zen To Done Proste sposoby na zwiekszenie efektywnosci zentod
Zen To Done Proste sposoby na zwiekszenie efektywnosci zentod
psychologia mapy mysli dowiedz sie jak zwiekszyc efektywnosc pracy i poznaj jezyk swojego umyslu mar
jak zwiekszyc efektywnosc czytania michal pasterski
Zen To Done Proste sposoby na zwiekszenie efektywnosci
Mistrz programowania Zwieksz efektywnosc i zrob kariere
Zen To Done Proste sposoby na zwiekszenie efektywnosci
więcej podobnych podstron