9.04.21
Foundry Section- Poznan Techic
al University
1
ODLEWNICTWO - 1
ODLEWANIE SKORUPOWE
9.04.21
Foundry Section- Poznan Techic
al University
2
SPECJALNE METODY ODLEWANIA
- FORMA JEDNORAZOWA
9.04.21
Foundry Section- Poznan Techic
al University
3
FORMOWANIE
SKORUPOWE
WYNALEZIONE W 1947 ROKU –
USA
WYNALAZCA – Cronnig
NAZWA PROCESU - PROCES „C”
9.04.21
Foundry Section- Poznan Techic
al University
4
FORMOWANIE
SKORUPOWE
Wykonywanie form odlewniczych , które
składają się z dwóch lub więcej cienkich
form skorupowych odlewanej części
Do wykonywania tych form stosuje się
masy ze spoiwem z żywic
termoutwardzalnych
Formy skorupowe są formami
jednorazowymi
9.04.21
Foundry Section- Poznan Techic
al University
5
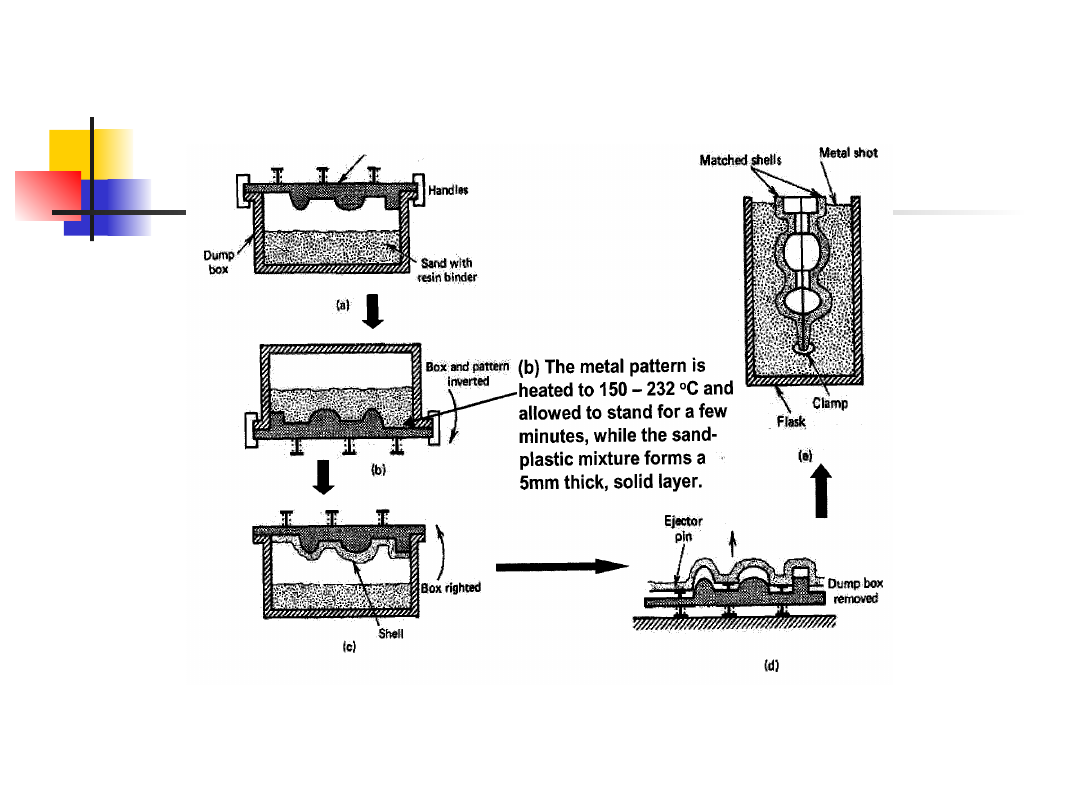
Formowanie skorupowe (1)
9.04.21
Foundry Section- Poznan Techic
al University
6
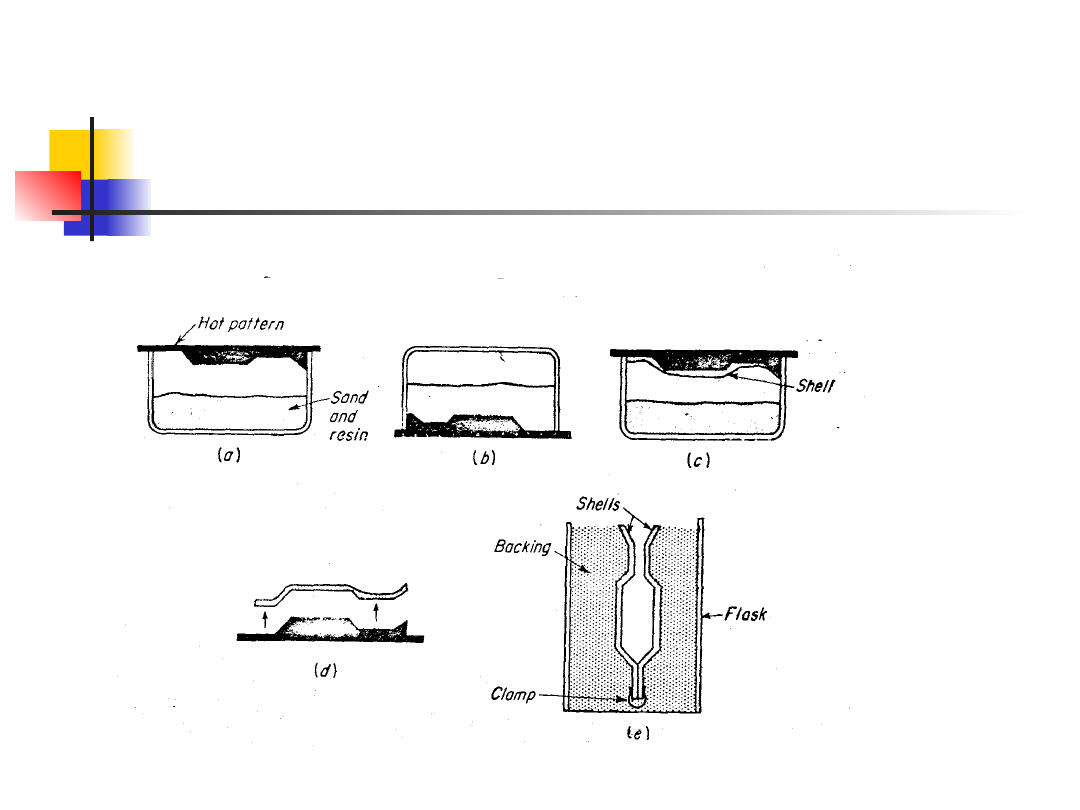
Formowanie skorupowe (2)
9.04.21
Foundry Section- Poznan Techic
al University
7
Formowanie skorupowe
Formy skorupowe zwykle posiadają grubość od 3 do 6
mm, odpowiednią twardość i są wygodne w składowaniu i
transporcie
Skorupy po złożeniu, przy wykorzystaniu odwzorowanych
elementów ustalających, odtwarzają kształt odlewu,
Łączone są poprzez klejenie lub specjalnymi zaciskami,
Zalewne są metalem po połączeniu w pozycji poziomej lub
pionowej,
Formy skorupowe mogą być składane w przyrządach lub w
celu zwiększenia wytrzymałości formy umieszczone w
pojemniku i zasypane piaskiem kwarcowym lub śrutem
metalowym
9.04.21
Foundry Section- Poznan Techic
al University
8
Płyty modelowe do
formowania skorupowego
Wykonane są z żeliwa lub stali,
Płyty ze stopów aluminium mogą być
stosowane do wytwarzania form dla małych
odlewów,
Nagrzewane są w czasie procesu do
temperatury dochodzącej do 450
o
C
W płycie modelowej jest zamontowany system
wypychaczy służący do oddzielenia skorupy od
płyty modelowej po procesie utwardzenia
formy.
9.04.21
Foundry Section- Poznan Techic
al University
9
Masy do wykonywania form
skorupowych
Piasek kwarcowy
Żywica fenolowo-formaldehydowa – 4-8%
Utwardzacz - 10-12%
Środek zwilżający - 0.1%
lub
Piasek kwarcowy powlekany żywicą
gotowy do wykonywania form bez
konieczności przygotowania masy
9.04.21
Foundry Section- Poznan Techic
al University
10
Proces technologiczny
wykonywania form
skorupowych
Masa formierska narzucana jest na podgrzaną
płytę modelową lub rdzennicę ,
Temperatura podgrzania płyty modelowej waha się
od 220 do 300
o
C,
Wymagany czas kontaktu masy z podgrzaną płytą
modelową ,niezbędny do przebiegu procesu
wiązania, wynosi od 5 do 20 sekund
Płyta modelowa wraz ze skorupą umieszczana jest
w piecu nagrzanym do temperatury od 300 do
400
o
C w celu ostatecznego utwardzenia skorupy
Oddzielenie skorupy od płyty jest ułatwione przez
zainstalowanie systemy wypychaczy.
9.04.21
Foundry Section- Poznan Techic
al University
11
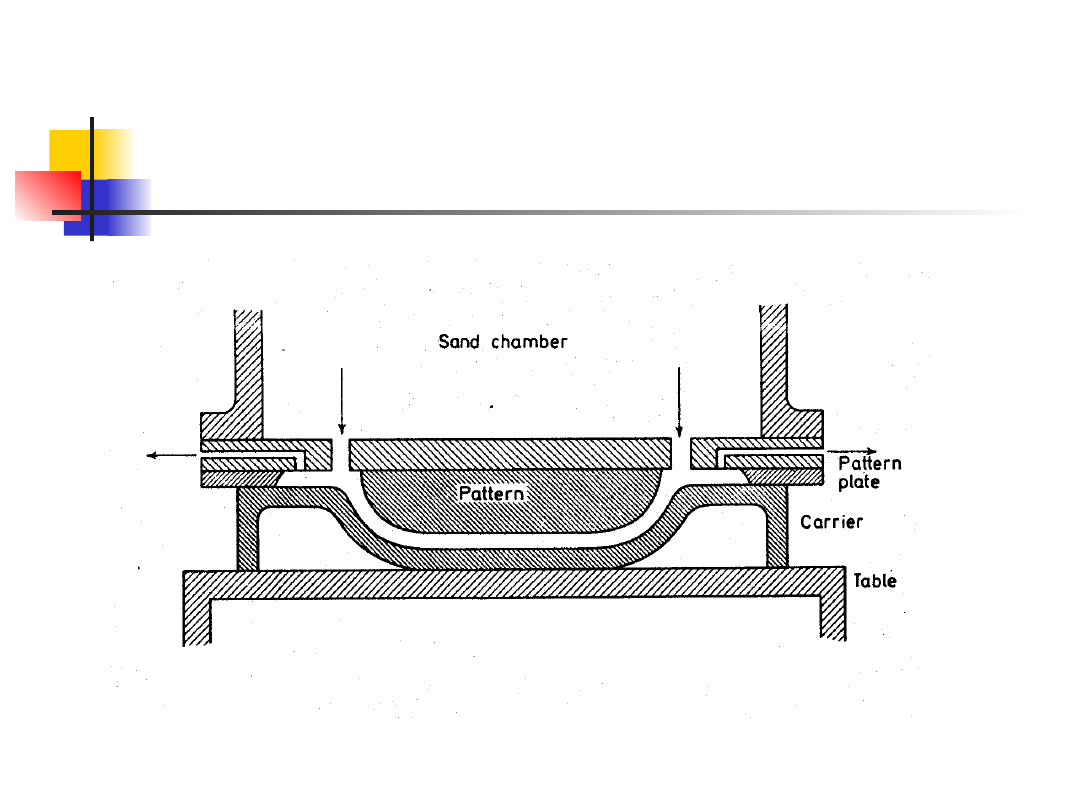
Formowanie skorupowe -
proces „D” – Proces Dieterta
Masa formierska jest
wdmuchiwana do formy przy
użyciu nadmuchiwarki poprzez
system otworów w głowicy
nadmuchiwarki,
Uzyskujemy cienkie ścianki formy
o stałej grubości ,
9.04.21
Foundry Section- Poznan Techic
al University
12
Formowanie skorupowe
-PROCES „D”- Proces Dieterta
9.04.21
Foundry Section- Poznan Techic
al University
13
Metale i stopy odlewane
do form skorupowych
Większość metali i stopów
technicznych za wyjątkiem
następujących metali i stopów:
ołów i jego stopy,
stopy magnezu i tytanu,
stopy berylu,
stopy żaroodporne i stopy cyrkonu.
9.04.21
Foundry Section- Poznan Techic
al University
14
Ekonomiczność procesu
Wydajność 500-1000szt./ godz.
Czas przygotowania produkcji od kilku dni do
kilku tygodni w zależności od stopnia
skomplikowania i wagi,
Stopień utylizacji wybitych form – wysoki,
uzysk – stosunkowo wysoki.
Proces łatwy do automatyzacji,
Możliwość stosowania form wielo wnękowych,
Koszt spoiwa / ilości masy- niewiele większy
niż przy klasycznych masach
9.04.21
Foundry Section- Poznan Techic
al University
15
Ekonomiczność procesu
Przydatność w produkcji średnio – i
wielko- seryjnej,
Nakłady na 1 szt. wyprodukowanego
odlewu - średnie,
Niskie lub średnie koszty robocizny,
Niskie lub bardzo niskie ( brak)
koszty procesu wykańczania odlewu
9.04.21
Foundry Section- Poznan Techic
al University
16
Zakres zastosowania
małe części mechaniczne o dużej
precyzji,
obudowy skrzyni przekładniowej,
głowice cylindrowe,
Łączniki , korbowody,
9.04.21
Foundry Section- Poznan Techic
al University
17
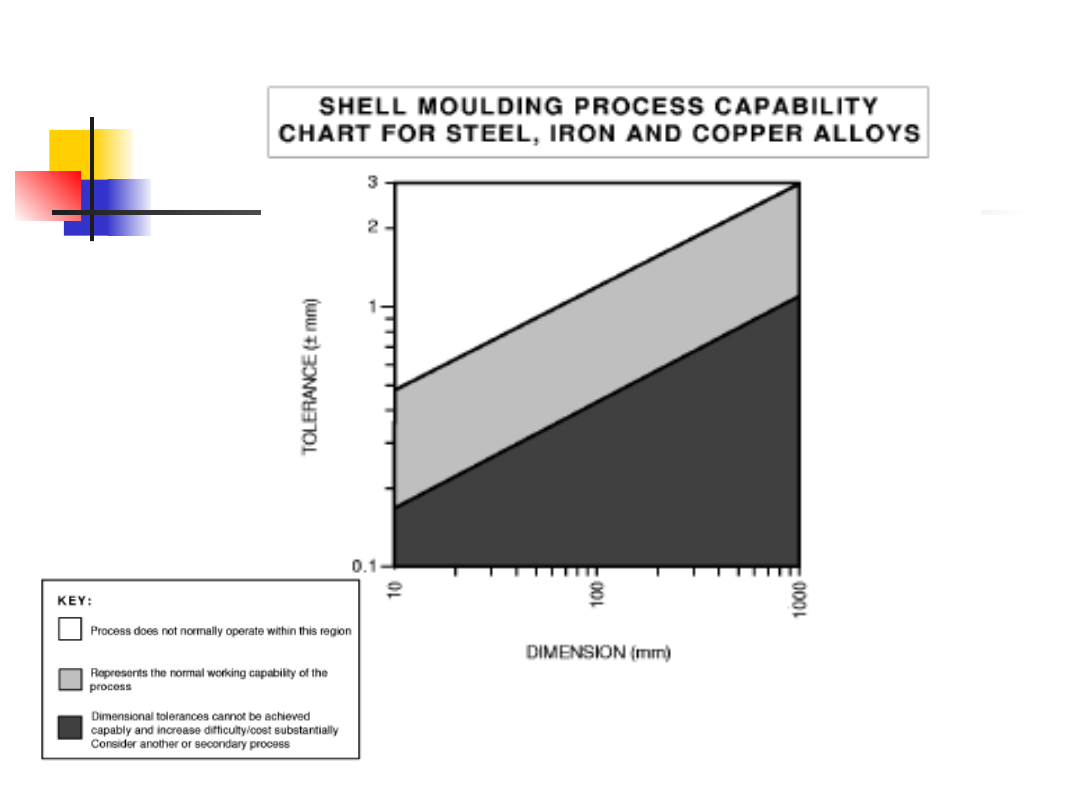
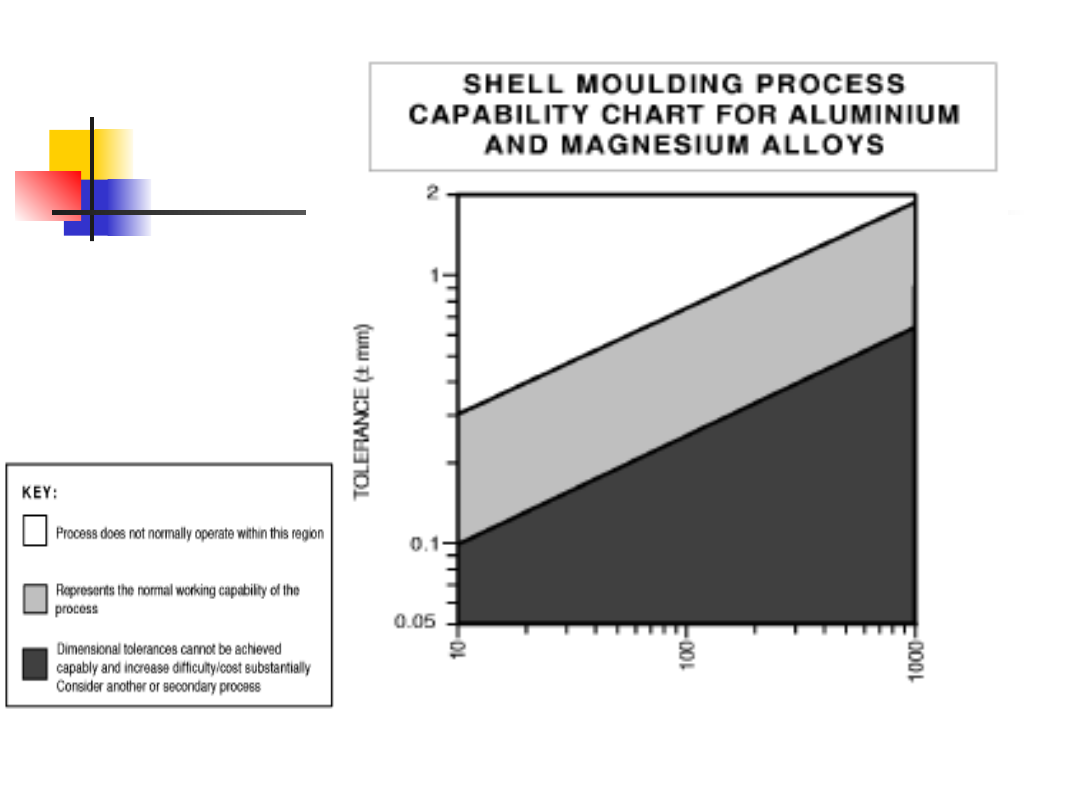
Formowanie skorupowe
Zalety
duża dokładność wykonania odlewów (tolerancja
wymiarowa 0.3-0.4 mm na odcinku pomiarowym 50 mm),
dobra jakość powierzchni (Ra30 m – zwykle poniżej 15
m ),
możliwość zastosowania rdzeni i ochładzalników
możliwość obniżenia kosztu oczyszczania powierzchni
odlewów i obróbki mechanicznej,
stosowane w produkcji seryjnej i masowej
skorupy nie pochłaniają wody w okresie składowania (łatwe
do magazynowania),
Minimalna grubość ścianki – 1,5 mm,
Waga odlewów 10g – 100kg – zwykle poniżej 20 kg.
9.04.21
Foundry Section- Poznan Techic
al University
18
Formowanie skorupowe
Wady
Wysokie początkowe koszty wykonania
oprzyrządowania do wykonywania form
i zakupu specjalistycznych urządzeń do
wykonywania formowania skorupowego,
Wyższe koszty stosowanej masy
formierskiej ( spoiwo na bazie żywicy )
Ograniczenie masy i wymiarów
gabarytowych wykonywanych odlewów
9.04.21
Foundry Section- Poznan Techic
al University
19
9.04.21
Foundry Section- Poznan Techic
al University
20
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
Wyszukiwarka
Podobne podstrony:
Unit 1 Odlewanie kokilowe
Unit 1(1)
Unit 5
Unit 5
Unit 2(1)
Unit 6
Unit 9 2
Unit 8
Unit 6(2)
Unit 1(2)
Unit 2
access 4 progress check unit 6,7,8, Access 4 Progress Check 6
więcej podobnych podstron