
Podstawy robotyki
cz.4
Systemy wizyjne robotów
przemysłowych
Programowanie robotów
przemysłowych
Badania robotów przemysłowych
Położenia
I
przemieszcze
nia
Prędkości
Zmysłów
Obecności
I zbliżenia
Potencjometr
pomiarowy
Encoder
rezolwer
induktosyn
Tachometr
Dotyku
Czujniki
stykowe
Czujniki siły
Sztuczna
skóra
wzroku
optyczne
Systemy
Rozpoznawa
nia obrazów
Systemy
oparte
na ANN
Czujnik
zbliżenia
Czujnik
laserowy
Skaner
laserowy
Sensor
obecności
Układy sensoryczne w robotyce
Wizja maszynowa (system wizyjny) (ang. machine vision,
vision system) to zastosowanie wizji komputerowej (ang.
computer vision) w przemyśle.
Podczas gdy wizja komputerowa jest skupiona głównie na
przetwarzaniu
obrazu
na
poziomie
sprzętowym,
wizja
maszynowa najczęściej wymaga zastosowania dodatkowych
urządzeń I/O (wejście/wyjście) oraz sieci komputerowych do
przesyłania
wygenerowanych
informacji
do
pozostałych
komponentów procesu przemysłowego, np. ramion robota.
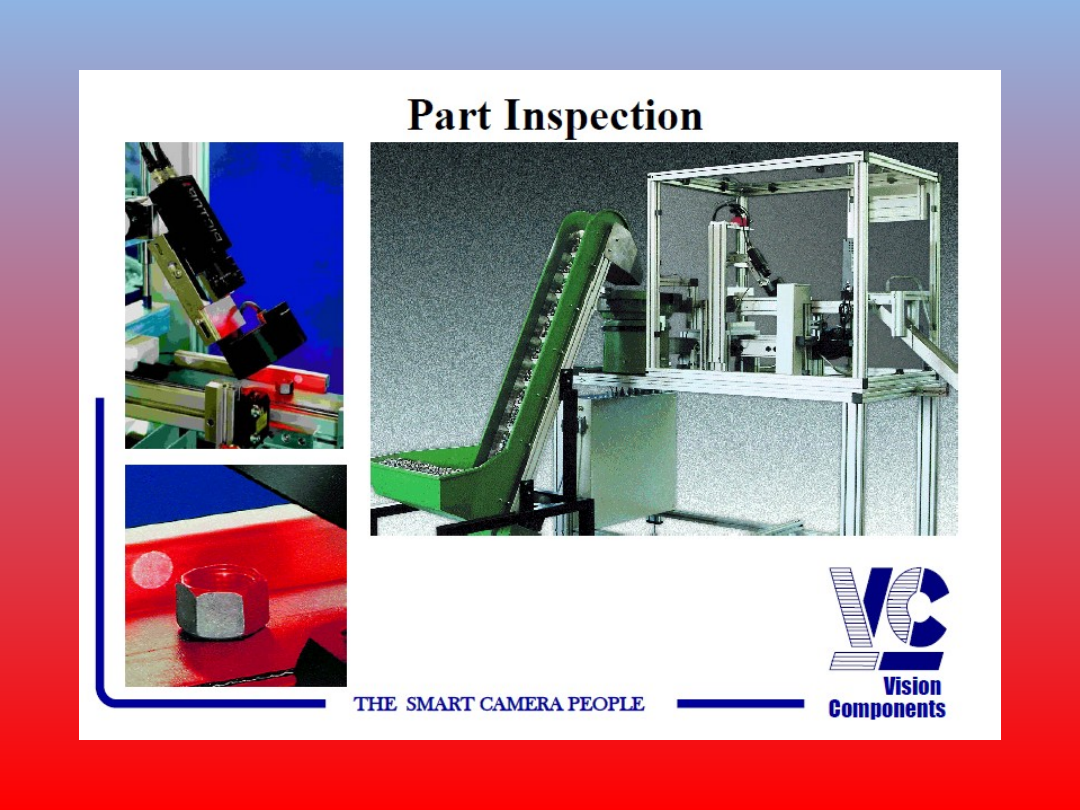
Wizja maszynowa jest
podkategorią inżynierii,
zajmującej się zagadnieniami
informatyki, optyki,
mechaniki i automatyki
przemysłowej. Jednym z
najczęstszych zastosowań
wizji maszynowej jest
inspekcja produktów, takich
jak mikroprocesory,
samochody, żywność czy
środki farmaceutyczne.
Składniki systemu wizji maszynowej.
Typowy system wizji maszynowej składa się kilku komponentów
spośród niżej wymienionych:
-jedna lub więcej cyfrowych lub analogowych kamer
(czarno-biała lub kolorowa) wraz z optyką
- interfejs kamery do digitalizacji obrazu
(tzw. "przechwytywacz kadrów")
- procesor
(W niektórych przypadkach wszystkie elementy wyżej wymienione wchodzą w skład jednego
urządzenia, tzw. inteligentnej kamery).
- urządzenia I/O (wejście/wyjście) lub linki komunikacyjne (np.
RS-232) wykorzystywane do przesyłania raportów z wynikami
pracy systemu
- soczewki do robienia zbliżeń
- przystosowane do danego systemu, wyspecjalizowane źródła
światła (np. diody LED, światła fluoroscencyjne, lampy
halogenowe, itd.)
- program do przetwarzania obrazu i wykrywania cech
wspólnych obrazów
- czujnik synchronizujący do wykrywania obiektów (zazwyczaj
jest czujnik magnetyczny lub optyczny), który daje sygnał do
rozpoczęcia pobrania i przetworzenia obrazu
- elementy wykonawcze do usuwania lub odrzucania
produktów z defektami

Metody przetwarzania obrazu
Na oprogramowanie systemu wizji maszynowej komercyjnego i typu
open-source składa się wiele różnych technik przetwarzania obrazu,
takich jak:
- liczenie pikseli (liczenie ciemnych i jasnych pikseli)
- binaryzacja (konwersja kolorów z odcieni szarości na dwa kolory:
biały i czarny)
- segmentacja (wykorzystywana do lokalizowania i/lub liczenia
obiektów)
- "twarde" rozpoznanie obrazu (zlokalizowanie obiektu który można
obrócić, częściowo ukryć przez inny obiekt lub zmienić jego rozmiar).
- czytanie kodu kreskowego (dekodowanie kodów kreskowych,
czytanych lub skanowanych przez maszyny)
- rozpoznanie tekstu (automatyczne czytanie tekstu - liter i cyfr, np.
numerów seryjnych)
- pomiar (mierzenie rozmiarów obiektu)
- wykrywanie krawędzi (detekcja krawędzi obiektu)
- dopasowywanie szablonów (znajdowanie, dopasowywanie i/lub
liczenie określonych wzorów)
- i inne
Kamera
przemysłowa
(Prosilica)

Zastosowanie wizji maszynowej
Zastosowanie wizji maszynowej jest zróżnicowane, są to m.in.:
- biometria
- produkcja przemysłowa na dużą skalę
- produkcja małoseryjna unikatowych obiektów
- systemy bezpieczeństwa w środowisku przemysłowym
- inspekcja półproduktów (np. kontrola jakości)
- wizualna kontrola zapasów w magazynie i systemy zarządzające
(liczenie, czytanie kodów kreskowych, interfejsy magazynów dla
systemów cyfrowych)
- kontrola autonomicznych, mobilnych robotów przemysłowych
(AGV)
- kontrola jakości i czystości produktów żywnościowych
- automatyzacja handlu detalicznego
- procesy medycznego przetwarzania informacji graficznej (np.
interwencyjna radiologia)
- zdalne badania i procedury medyczne
- wizja robotów humanoidalnych
- "systemy widzenia" dla osób niewidomych (Artificial Visual
Sensing) (np. Super Vision System, Artificial Eye System)
- i inne

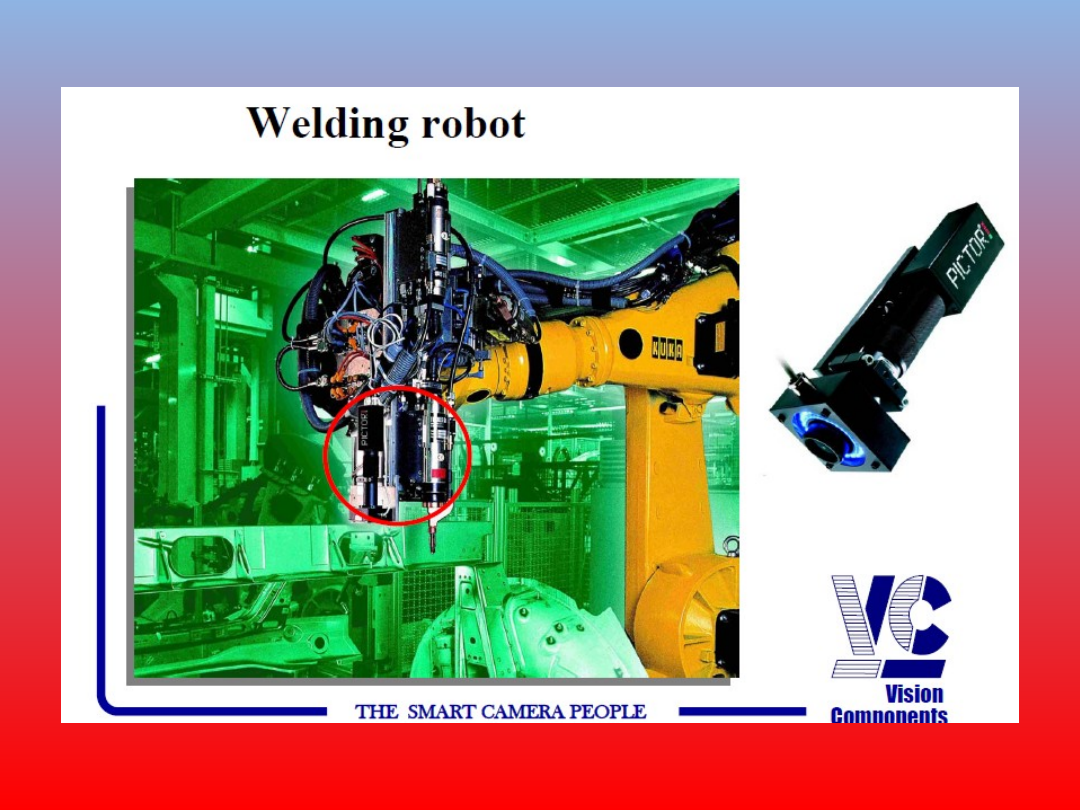
W przemyśle samochodowym systemy wizji maszynowej
są wykorzystywane:
• w układach sterowania robotami przemysłowymi,
• do inspekcji malowanych powierzchni,
• kontroli jakości spawów,
• sprawdzania bloków silnika ,
• wykrywania defektów różnych komponentów.
Sprawdzanie produktów i kontrola jakości może obejmować
następujące procedury:
obecności
części
(śrub,
przewodów,
zawieszeń),
prawidłowości montażu, prawidłowości wykonania i
lokalizacji
otworów
oraz
kształtów
(krzywizn,
prostopadłości powierzchni itp.), prawidłowości doboru
wyposażenia do danej opcji wykonania, jakości powierzchni
oznakowania (numerów fabrycznych i oznaczeń detali),
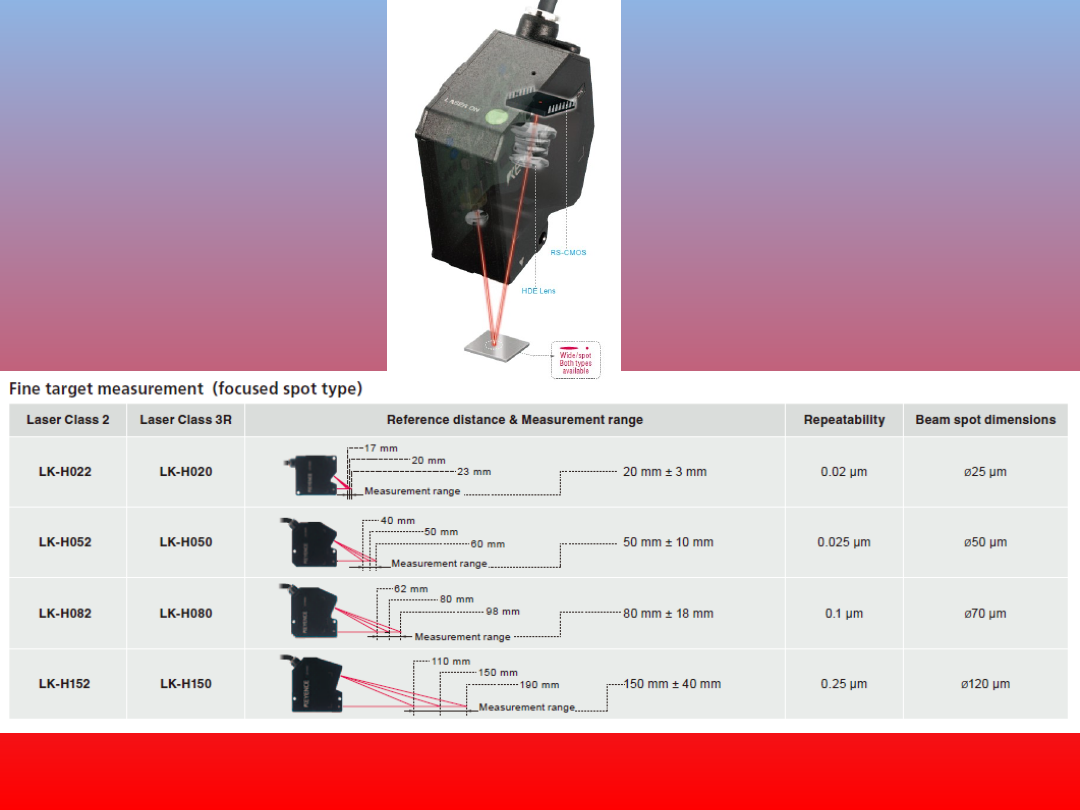
wymiarów geometrycznych (z dokładnością na poziomie
pojedynczych mikrometrów), jakości nadruków (położenia i
koloru).
10.01.2014
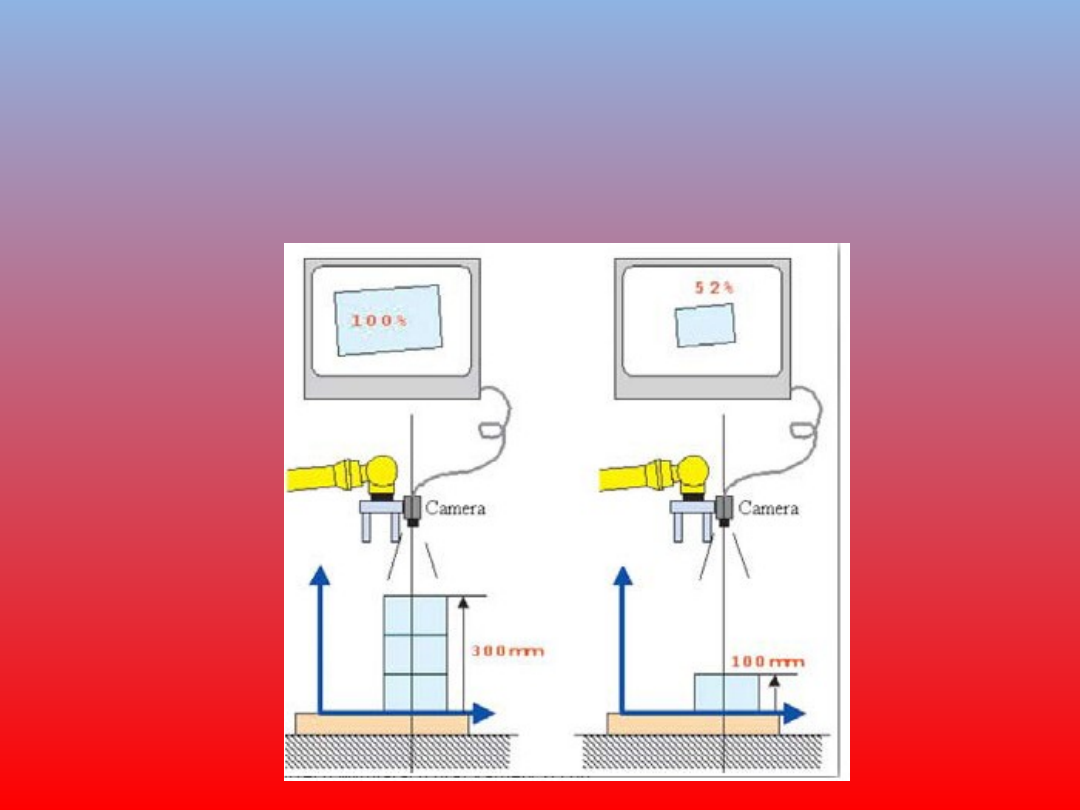
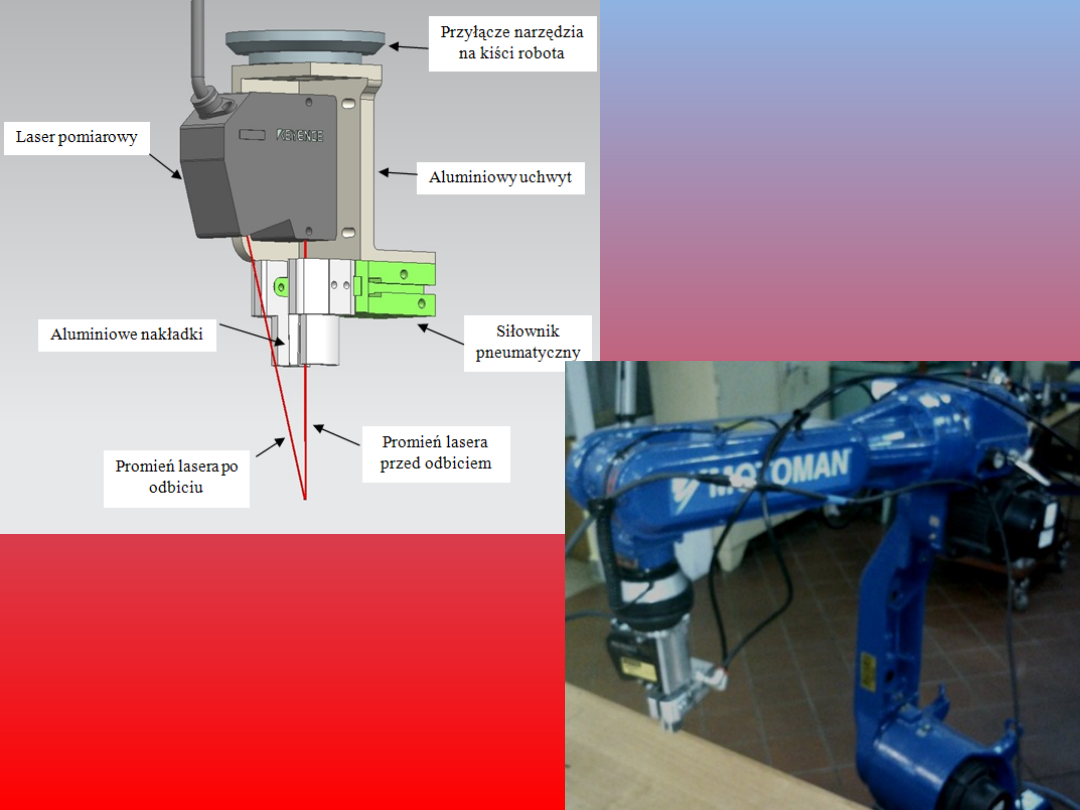
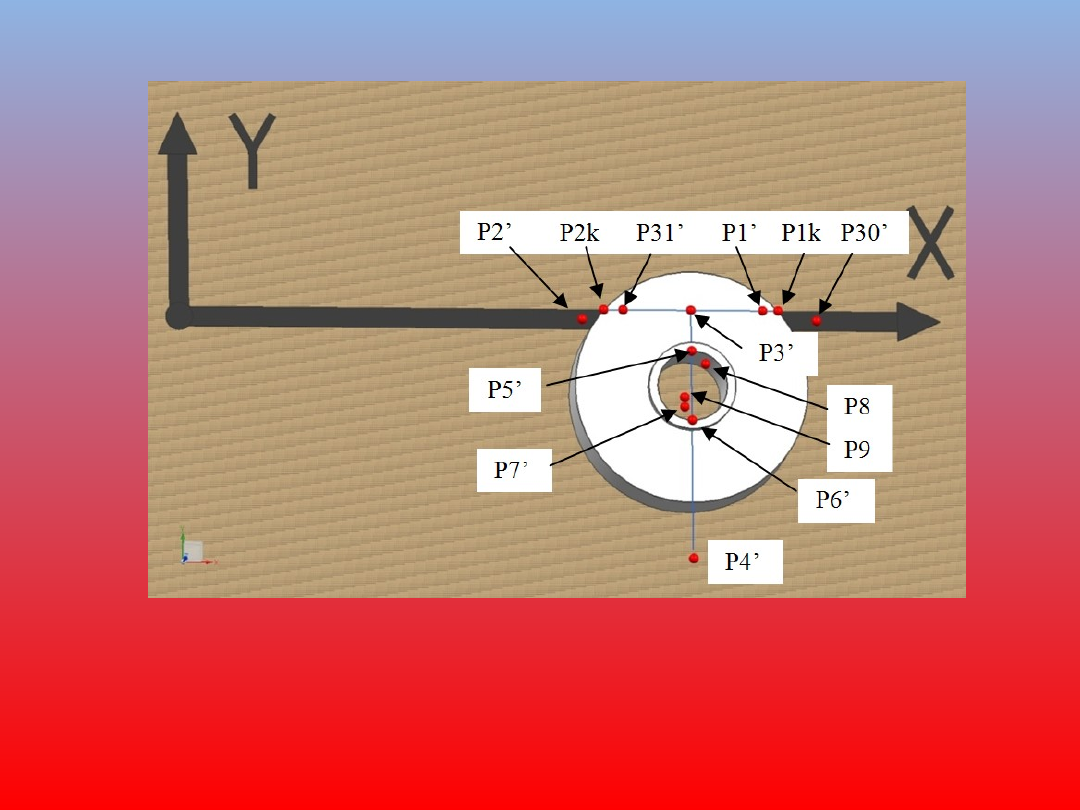
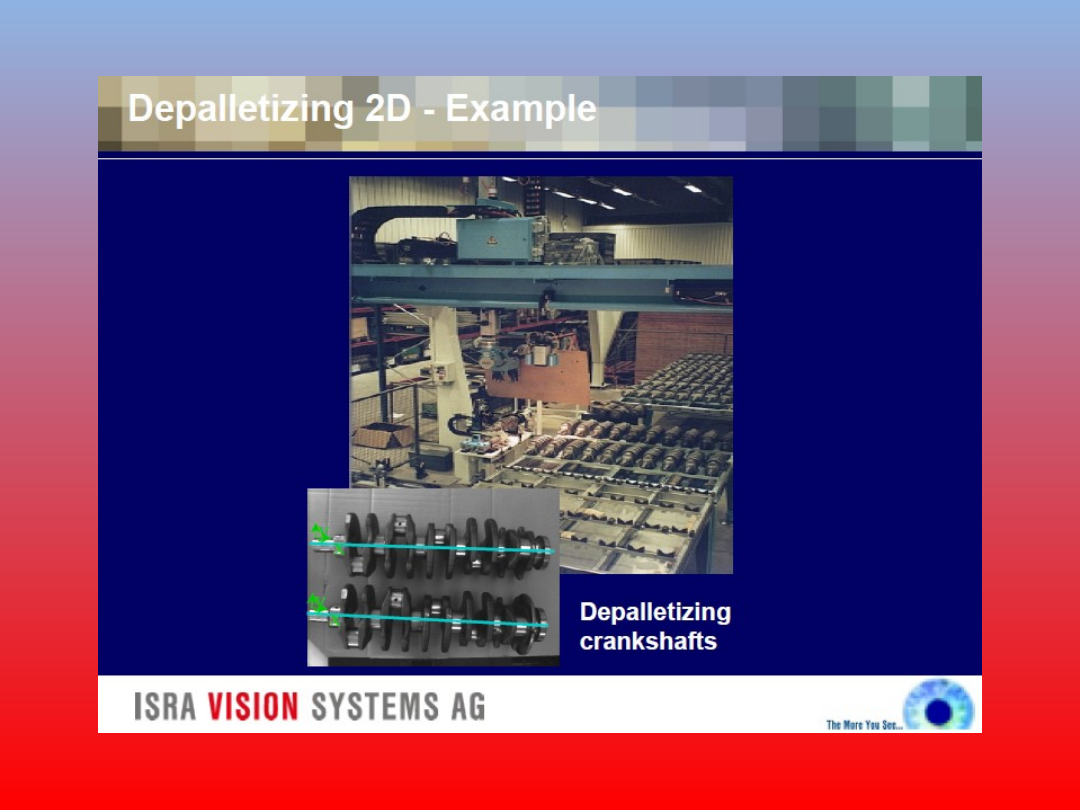
Systemy 2D dają informację zwrotną o przesunięciu zlokalizowanej
części jedynie w kierunkach X, Y oraz obrocie wokół osi Z. Nie jest to
jednak wystarczające do pobierania detali znajdujących się na
różnych poziomach względem robota i kamery. System 2 5 D,
pozwala na estymację odległości na podstawie zdjęcia wykonanego w
klasyczny sposób. Najważniejszą korzyścią takiego rozwiązania jest
brak konieczności stosowania dodatkowych czujników w celu
wykrywania poziomu warstwy do pobierania
FANUC
4.01.2014

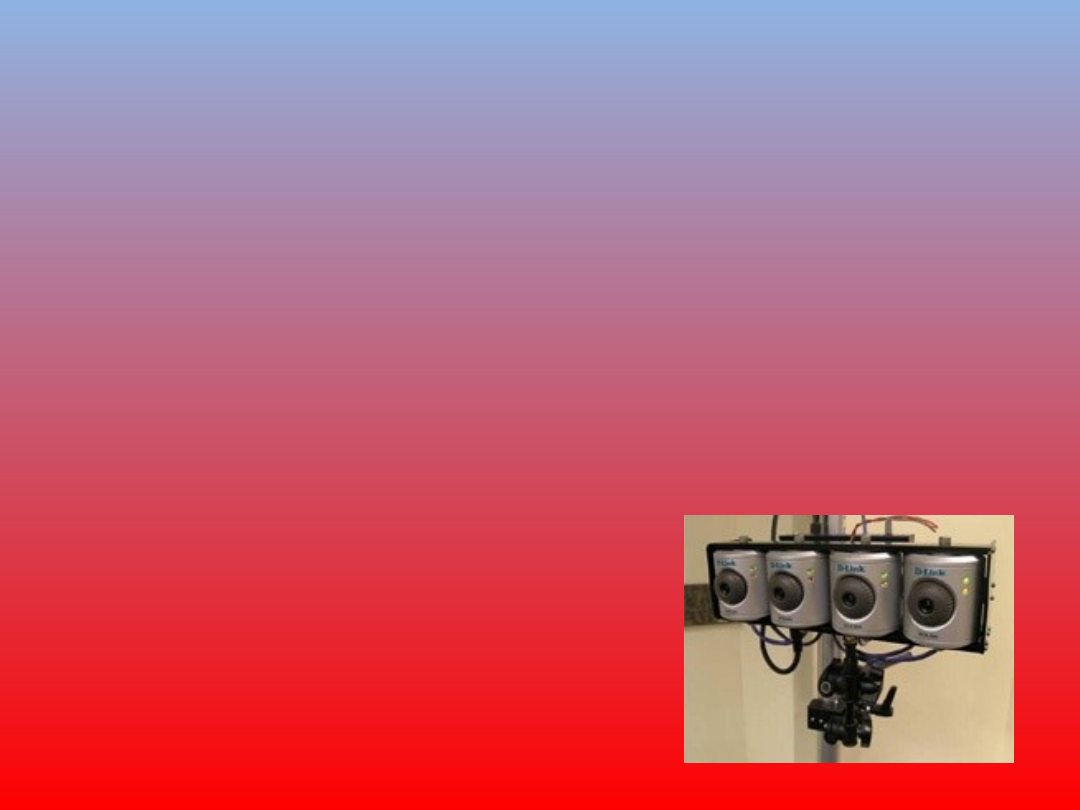
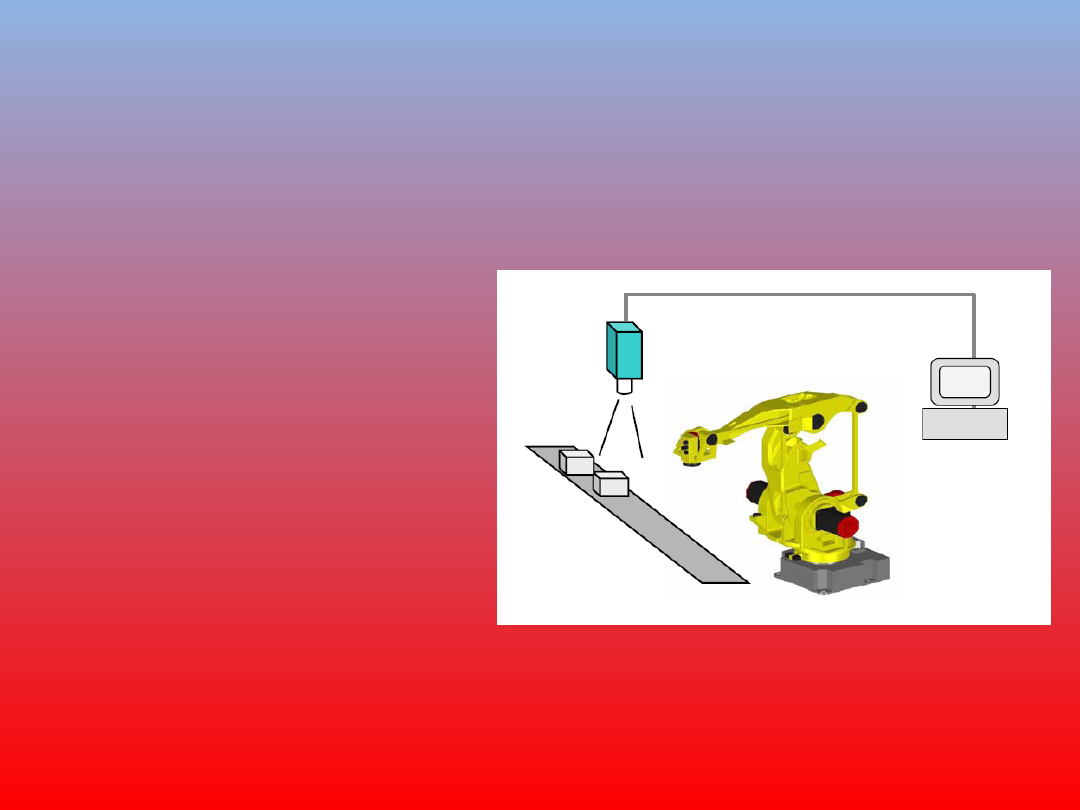
Sieć czujników wizyjnych (ang. visual sensor network) jest siecią
rozproszonych w przestrzeni inteligentnych kamer zdolnych do
przetwarzania obrazów z wielu różnych punktów i łączenia ich w jedną,
określoną formę, która jest bardziej użyteczna niż pojedyncze zdjęcia. Sieć
czujników wizyjnych może być typem sieci czujników bezprzewodowych.
Sieć czujników wizyjnych składa się z kamer, z których każda
charakteryzuje się zdolnością do przetwarzania obrazu, komunikacji i
magazynowania przechwyconego obrazu. Wszystkie kamery są
połączone do jednego lub kilku komputerów centralnych, gdzie
przesyłany jest obraz z poszczególnych kamer, który następnie jest
poddawany dalszej obróbce i łączony w jeden format wyjściowy. Sieci
czujników wizyjnych dostarczają także użytkownikowi usług wysokiego
poziomu, pozwalających na "wydobycie" konkretnych informacji z
dużej ilości danych na które składają się przechwycone obrazy.
Współczynniki kształtu
Compactness - stosunek pola obiektu do pola
najmniejszego
prostokąta w jakim się obiekt mieści;
Rmin/Rmax - pierwiastek stosunku minimalnej odległości
konturu
od środka ciężkości do maksymalnej
odległości konturu
od środka ciężkości;
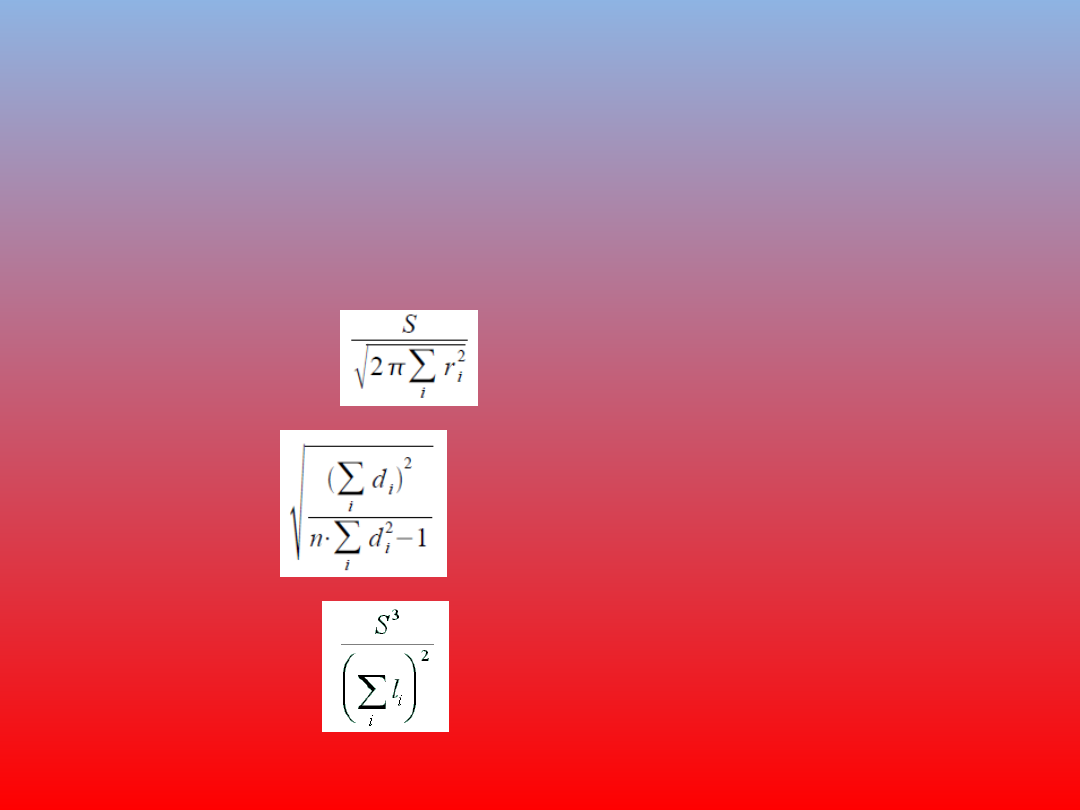
Blaira - Blissa –
gdzie: S - pole powierzchni obiektu,
ri - odległość piksela obrazu
od środka ciężkości,
i - numer piksela obiektu.
Haralicka –
di - odległość piksela konturu
od środka ciężkości,
n – liczba pikseli konturu.
Danielssona -
li - minimalna odległość
piksela obiektu
od konturu obiektu.
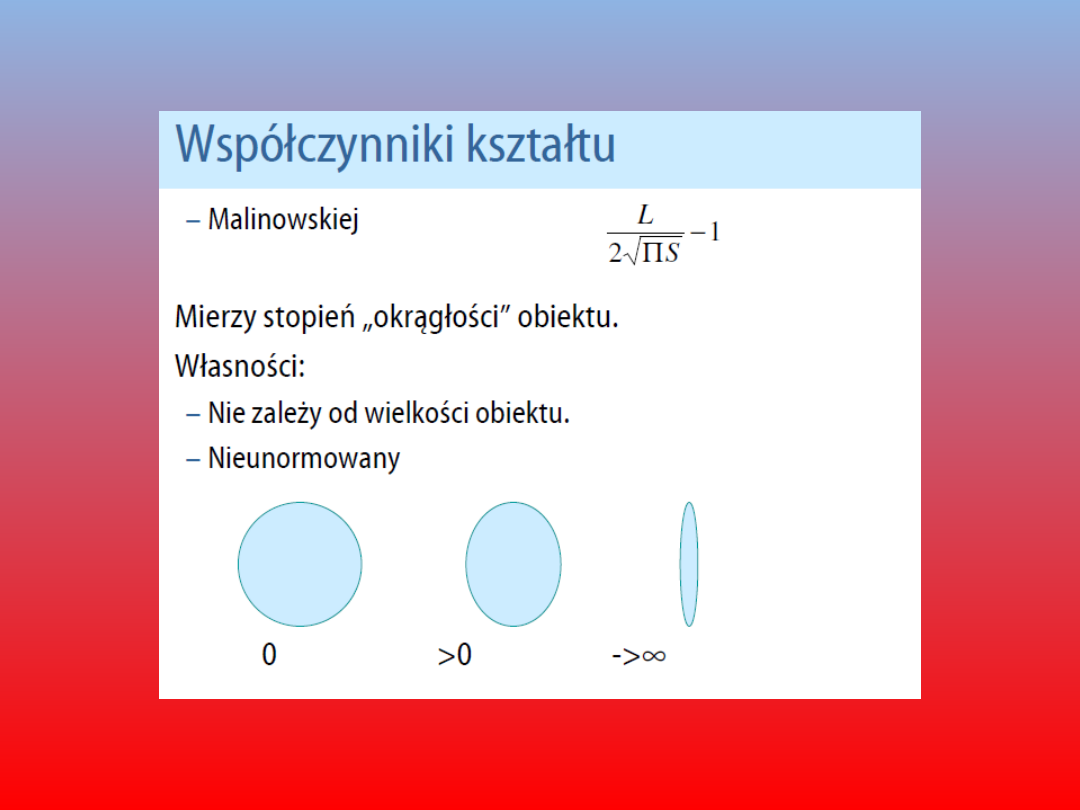
L -
obwód

Własności współczynników kształtu W:
• zbliżone wartości W dla obiektów o zbliżonym kształcie pozwalają
określać stopień podobieństwa nieznanego obiektu do
poszczególnych znanych klas,
• identyczne kształty - identyczne wartości W.
Wady współczynników kształtu:
• duże zmiany skali mogą powodować, że współczynniki W dla
różnych wielkości tego samego obiektu różnią się między sobą.
Pojawia się wtedy możliwość błędnego zakwalifikowania do innej
klasy, np. prostokąta do klasy „koło” lub odwrotnie.
Momenty geometryczne
Pozwalają na lepsze rozróżnienie obiektów niż współczynniki
kształtu, ale wymagają dłuższych obliczeń

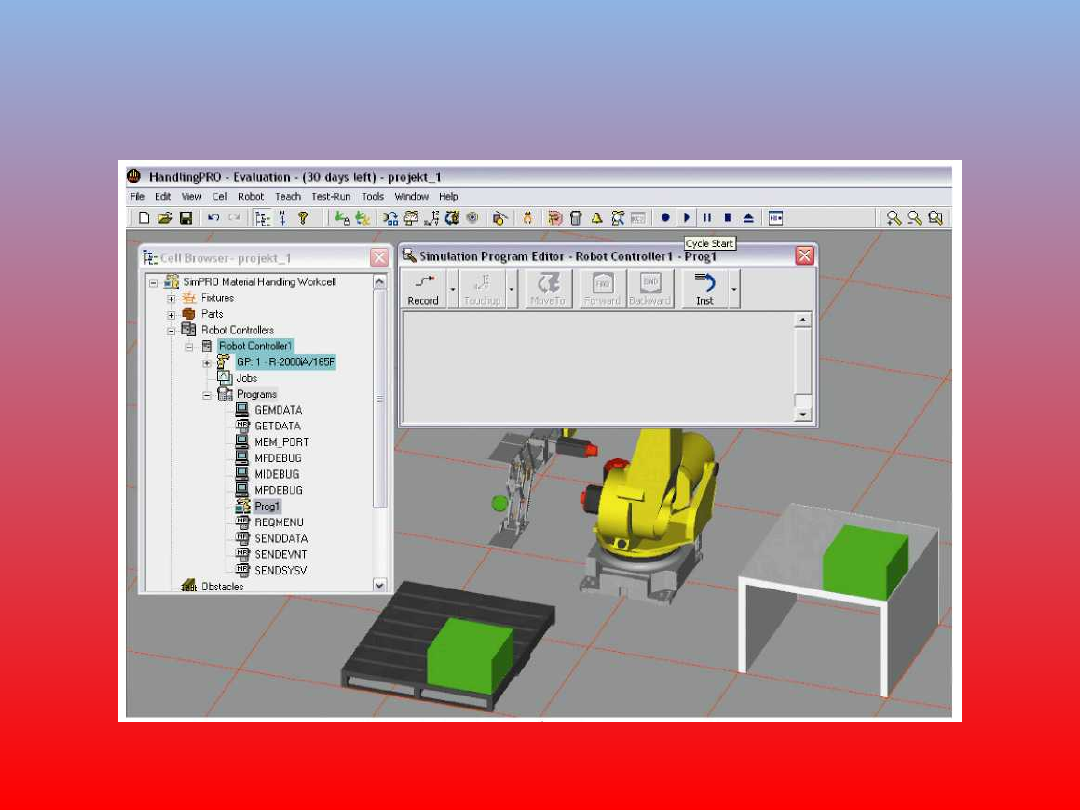
Sposoby programowania robotów przemysłowych
•Pośrednie:
• wprowadzanie danych na ekran monitora;
• języki bezpośredniego programowania;
• języki pośredniego programowania;
• programowanie za pomocą grafiki;
• sprzężenie z układami CAD.
• Bezpośrednie:
• odwzorowanie i zapamiętanie położeń robota (teach in);
• ręczne wprowadzanie przy wyłączonych napędach
(playback);
• ręczne prowadzenie ramienia pomocniczego.

Języki wyższego poziomu programowania robotów
przemysłowych
zalety:
- możliwość prostego opisu specyficznego zadania;
- prosta obsługa programu przez personel nie
przeszkolony w
technice elektronicznego
przetwarzania danych;
-
łatwe
wykonywanie
czynności
kontrolnych
i
korygujących;
- krótki czas programowania;
- łatwość rozbudowy.
Komputerowo wspomagane projektowanie
zrobotyzowanych stanowisk pracy
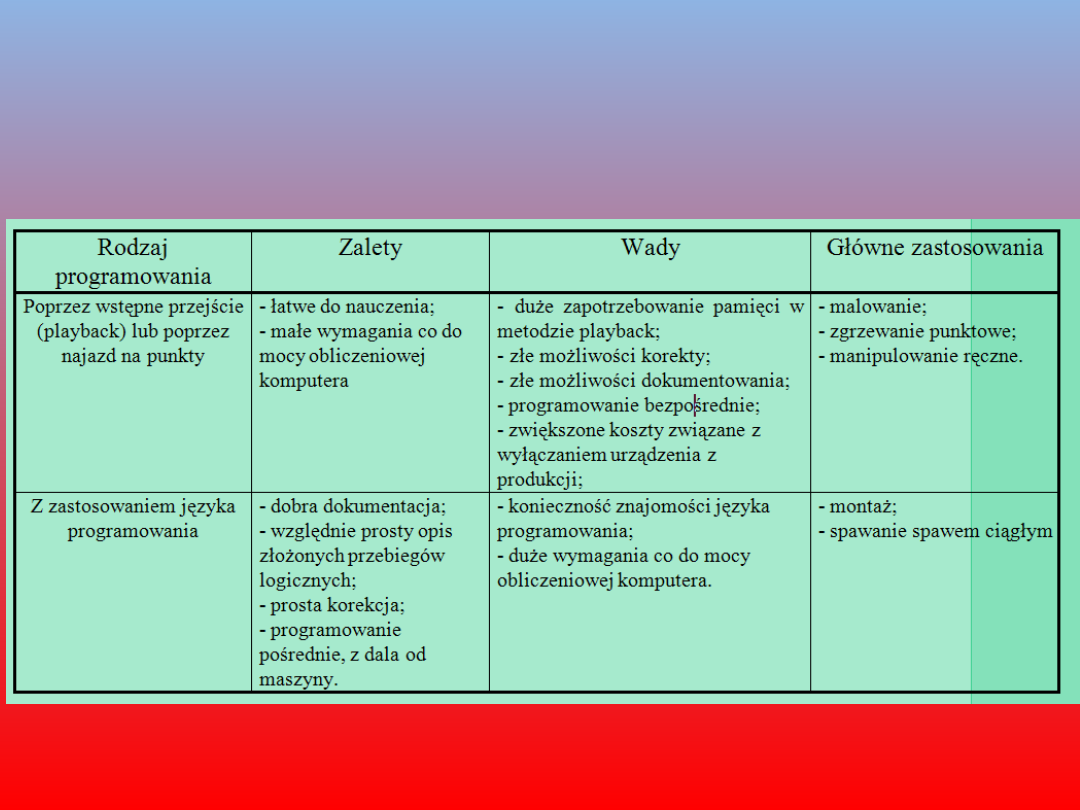
Porównanie różnych sposobów programowania

Dobór robotów
1) badania kinematyczne:
- przestrzeń ruchu jednostek kinematycznych;
- błąd pozycjonowania;
- dokładność odtwarzania zaprogramowanego toru
narzędzia;
- minimalne przemieszczenia poszczególnego zespołu
ruchu;
- przemieszczenia po sygnale STOP;
- dokładność synchronizacji ruchu jednostki kinematycznej
względem zadanego ruchu innego urządzenia;
- czas przemieszczania;
- prędkość;

2) badania dynamiczne:
-siły uchwycenia przez standardowe chwytaki;
- siły wytwarzane przez układy napędowe zespołów;
-siły obciążające operatora podczas programowania przez
obwiedzenie toru ruchu;
- dopuszczalne siły obciążeń zewnętrznych przykładanych do
poszczególnych punktów mechanizmu jednostki kinematycznej;
-podatność jednostki kinematycznej na drgania;
- wartości sił wzbudzające drgania o określonej amplitudzie;
- zmiany wartości amplitudy i liczby okresów drgań po usunięciu
wymuszenia siłowego;

3) badania eksploatacyjne:
- pobór energii;
- wpływ zmian warunków zasilania na układ sterowania;
- wpływ zewnętrznych zakłóceń elektromagnetycznych na pracę
układu sterowania;
- poziom emisji wytwarzanego hałasu;
- poziom emisji ciepła;
- odporność na zapylenie, wysoką wilgotność, drgania i inne
czynniki zewnętrzne.

KONIEC
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
Wyszukiwarka
Podobne podstrony:
robotyka cz 4
robotyka cz 4
roboty budowlane cz[1] 1(1)
CHRAPEK,podstawy robotyki, Urz dzenia chwytaj ce i g owice technologiczne robotów przemys owych cz 2
Grunty i roboty ziemne - cz.1, Dlaczego przestrzega się przed budową na gruntach wysadzinowych, Dlac
Grunty i roboty ziemne - cz.1, Kiedy następuje odbiór robót ziemnych, Kiedy następuje odbiór robót z
Grunty i roboty ziemne - cz.1, Na co ma wpływ poziom wody gruntowej, Na co ma wpływ poziom wody grun
Org.bud.- cz.3, UMOWA O ROBOTY BUDOWLANE NR, UMOWA O ROBOTY BUDOWLANE NR
Grunty i roboty ziemne - cz.1, Jak budować na torfach, Jak budować na torfach
Grunty i roboty ziemne - cz.1, Kto może wytyczyć budynek w terenie, Kto może wytyczyć budynek w tere
Grunty i roboty ziemne - cz.1, Kto może wytyczyć budynek w terenie, Kto może wytyczyć budynek w tere
Bazy danych - cz zagadnie do egzaminu, Automatyka i Robotyka, Semestr 3, Bazy danych, BD, BD, Ba
Grunty i roboty ziemne - cz.1, Ile miejsca potrzeba na składowanie humusu, Ile miejsca potrzeba na s
Grunty i roboty ziemne - cz.1, Przygotowamie wykopu-Koparką czy łopatą, Koparką czy łopatą
transmit widmowa i charakt cz stotl(1), automatyka i robotyka, automatyka
Grunty i roboty ziemne - cz.1, Czy warto wykonać badania geotechniczne, Czy warto wykonać badania ge
Org.bud. -cz.4, Roboty zbrojarskie, Roboty zbrojarskie
więcej podobnych podstron