
13/05/2002
AUC - MENG
1
Electrochemical
Electrochemical
Machining
Machining
(ECM)
(ECM)
Dr. Lotfi K. Gaafar
Dr. Lotfi K. Gaafar
13/05/2002
2
AUC - MENG
Electrochemical
Electrochemical
Machining
Machining

13/05/2002
3
AUC - MENG
Electrochemical
Electrochemical
Machining
Machining
Uses an electrolyte and electrical current to
Uses an electrolyte and electrical current to
ionize and remove metal atoms
ionize and remove metal atoms
Can machine complex cavities in high-
Can machine complex cavities in high-
strength materials
strength materials
Leaves a burr-free surface
Leaves a burr-free surface
Not affected by the strength, hardness or
Not affected by the strength, hardness or
toughness of the material
toughness of the material
13/05/2002
4
AUC - MENG
Electrochemical
Electrochemical
Machining
Machining
13/05/2002
5
AUC - MENG
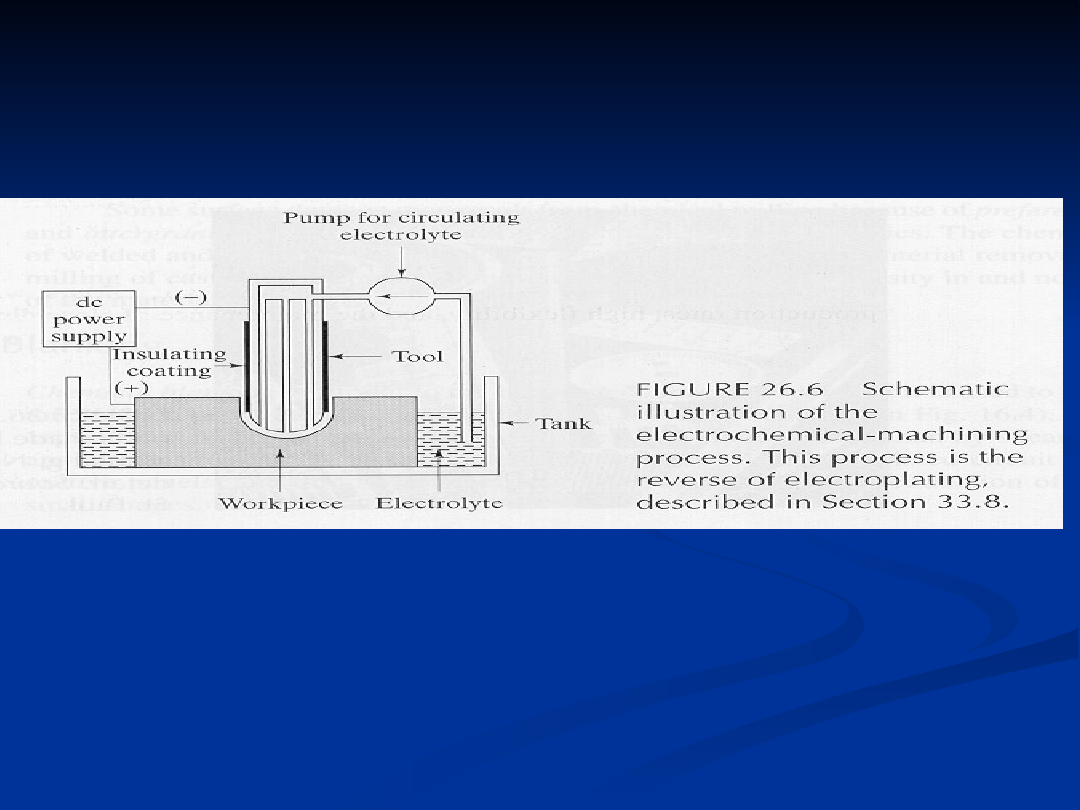
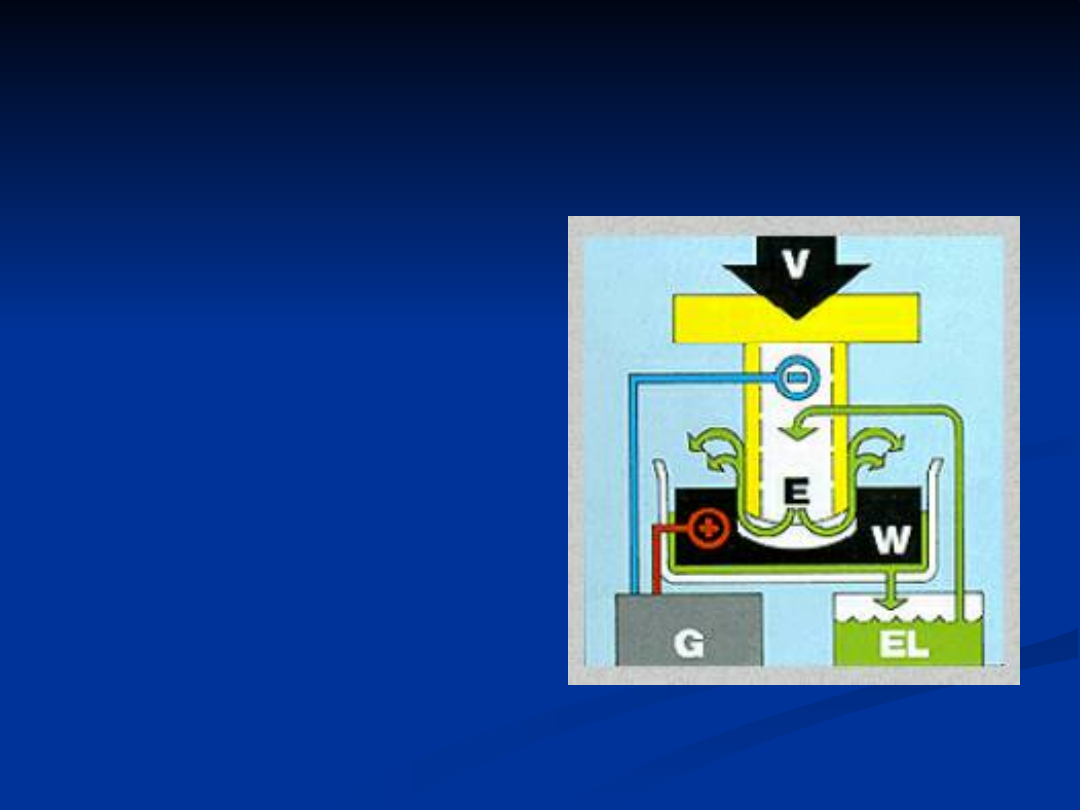
Operating Principle
Operating Principle
As the tool approaches
As the tool approaches
the work piece it
the work piece it
erodes the negative
erodes the negative
shape of it. Thus
shape of it. Thus
complex shapes are
complex shapes are
made from soft copper
made from soft copper
metal and used to
metal and used to
produce negative
produce negative
duplicates of it. This
duplicates of it. This
process is called
process is called
electrochemical
electrochemical
sinking
sinking
13/05/2002
6
AUC - MENG
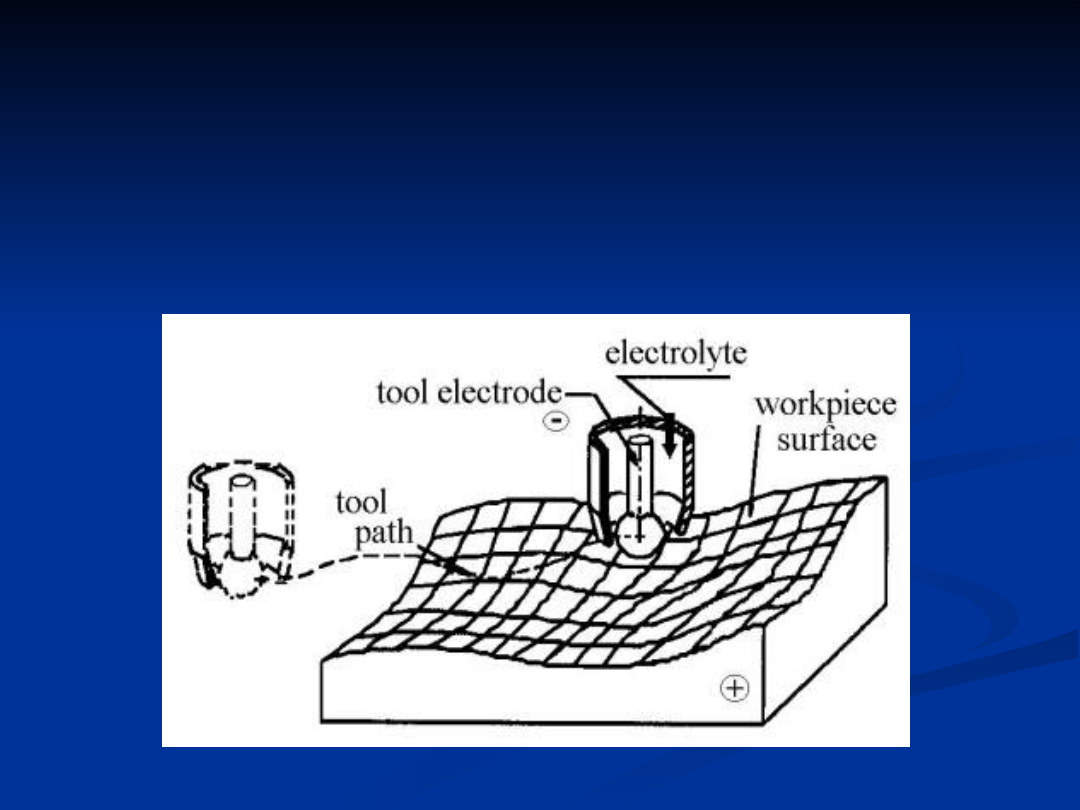
Operating Principle
Operating Principle
The tool may also be connected to a CNC machine to
The tool may also be connected to a CNC machine to
produce even more complex shapes with a single tool.
produce even more complex shapes with a single tool.

13/05/2002
7
AUC - MENG
Operating Principle
Operating Principle
Several tools may be joined to
Several tools may be joined to
provide a fast broaching technique
provide a fast broaching technique
on hardened material.
on hardened material.
Conventional machines may be
Conventional machines may be
easily changed to an ECM and is a
easily changed to an ECM and is a
common practice.
common practice.

13/05/2002
8
AUC - MENG
Main Subsystems
Main Subsystems
The power supply.
The power supply.
The electrolyte circulation system.
The electrolyte circulation system.
The control system.
The control system.
The machine.
The machine.

13/05/2002
9
AUC - MENG
ECM Components
ECM Components
(Power)
(Power)
The power needed to operate the ECM
The power needed to operate the ECM
is obviously electrical. There are many
is obviously electrical. There are many
specifications to this power.
specifications to this power.
The current density must be high.
The current density must be high.
The gap between the tool and the work
The gap between the tool and the work
piece must be low for higher accuracy,
piece must be low for higher accuracy,
thus the voltage must be low to avoid a
thus the voltage must be low to avoid a
short circuit.
short circuit.
The control system uses some of this
The control system uses some of this
electrical power.
electrical power.

13/05/2002
10
AUC - MENG
ECM Components
ECM Components
(electrolyte circulation
(electrolyte circulation
system)
system)
The electrolyte must be injected in the gap
The electrolyte must be injected in the gap
at high speed (between 1500 to 3000
at high speed (between 1500 to 3000
m/min).
m/min).
The inlet pressure must be between 0.15-3
The inlet pressure must be between 0.15-3
MPa.
MPa.
The electrolyte system must include a fairly
The electrolyte system must include a fairly
strong pump.
strong pump.
System also includes a filter, sludge removal
System also includes a filter, sludge removal
system, and treatment units.
system, and treatment units.
The electrolyte is stored in a tank.
The electrolyte is stored in a tank.

13/05/2002
11
AUC - MENG
ECM Components
ECM Components
(control system)
(control system)
Control parameters include:
Control parameters include:
Voltage
Voltage
Inlet and outlet pressure of electrolyte
Inlet and outlet pressure of electrolyte
Temperature of electrolyte.
Temperature of electrolyte.
The current is dependant on the
The current is dependant on the
above parameters and the feed rate.
above parameters and the feed rate.

13/05/2002
12
AUC - MENG
ECM Components
ECM Components
(Machine)
(Machine)
The machine is a major subsystem of
The machine is a major subsystem of
the ECM.
the ECM.
It includes the table, the frame, work
It includes the table, the frame, work
enclosure (prevents the electrolyte
enclosure (prevents the electrolyte
from spilling), the work head (where
from spilling), the work head (where
the tool is mounted)
the tool is mounted)
The tools (electrodes) are also part
The tools (electrodes) are also part
of the machine system
of the machine system

13/05/2002
13
AUC - MENG
Advantages
Advantages
There is no cutting forces therefore
There is no cutting forces therefore
clamping is not required except for
clamping is not required except for
controlled motion of the work piece.
controlled motion of the work piece.
There is no heat affected zone.
There is no heat affected zone.
Very accurate.
Very accurate.
Relatively fast
Relatively fast
Can machine harder metals than the
Can machine harder metals than the
tool.
tool.

13/05/2002
14
AUC - MENG
Advantages over EDM
Advantages over EDM
Faster than EDM
Faster than EDM
No tool wear at all.
No tool wear at all.
No heat affected zone.
No heat affected zone.
Better finish and accuracy.
Better finish and accuracy.

13/05/2002
15
AUC - MENG
Disadvantages
Disadvantages
More expensive than conventional
More expensive than conventional
machining.
machining.
Need more area for installation.
Need more area for installation.
Electrolytes may destroy the equipment.
Electrolytes may destroy the equipment.
Not environmentally friendly (sludge and
Not environmentally friendly (sludge and
other waste)
other waste)
High energy consumption.
High energy consumption.
Material has to be electrically
Material has to be electrically
conductive.
conductive.

13/05/2002
16
AUC - MENG
Applications
Applications
The most common application of ECM is high
The most common application of ECM is high
accuracy duplication. Because there is no tool
accuracy duplication. Because there is no tool
wear, it can be used repeatedly with a high
wear, it can be used repeatedly with a high
degree of accuracy.
degree of accuracy.
It is also used to make cavities and holes in
It is also used to make cavities and holes in
various products.
various products.
Sinking operations (RAM ECM) are also used
Sinking operations (RAM ECM) are also used
as an alternative to RAM EDM.
as an alternative to RAM EDM.
It is commonly used on thin walled, easily
It is commonly used on thin walled, easily
deformable and brittle material because they
deformable and brittle material because they
would probably develop cracks with
would probably develop cracks with
conventional machining.
conventional machining.

13/05/2002
17
AUC - MENG
Economics
Economics
The process is economical when a large
The process is economical when a large
number of complex identical products
number of complex identical products
need to be made (at least 50 units)
need to be made (at least 50 units)
Several tools could be connected to a
Several tools could be connected to a
cassette to make many cavities
cassette to make many cavities
simultaneously. (i.e. cylinder cavities in
simultaneously. (i.e. cylinder cavities in
engines)
engines)
Large cavities are more economical on
Large cavities are more economical on
ECM and can be processed in 1/10 the
ECM and can be processed in 1/10 the
time of EDM.
time of EDM.

13/05/2002
18
AUC - MENG
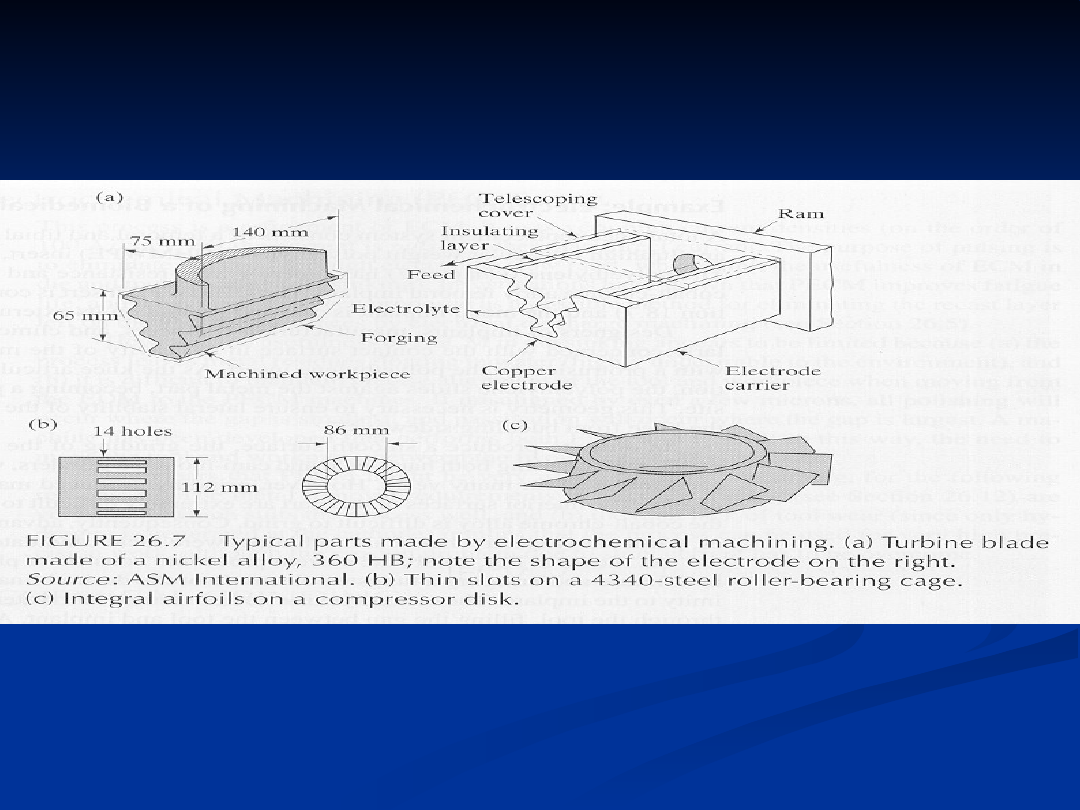
Products
Products
The two most common products of ECM are
The two most common products of ECM are
turbine/compressor blades and rifle barrels. Each of
turbine/compressor blades and rifle barrels. Each of
those parts require machining of extremely hard
those parts require machining of extremely hard
metals with certain mechanical specifications that
metals with certain mechanical specifications that
would be really difficult to perform on conventional
would be really difficult to perform on conventional
machines.
machines.
Some of these mechanical characteristics achieved
Some of these mechanical characteristics achieved
by ECM are:
by ECM are:
Stress free grooves.
Stress free grooves.
Any groove geometry.
Any groove geometry.
Any conductive metal can be machined.
Any conductive metal can be machined.
Repeatable accuracy of 0.0005”.
Repeatable accuracy of 0.0005”.
High surface finish.
High surface finish.
Fast cycle time.
Fast cycle time.

13/05/2002
19
AUC - MENG
Safety Considerations
Safety Considerations
Several sensors are used to control short
Several sensors are used to control short
circuit, turbulence, passivation, contact
circuit, turbulence, passivation, contact
and overcurrent sensors. In case of
and overcurrent sensors. In case of
contact, immense heat would be generated
contact, immense heat would be generated
melting the tool, evaporating the
melting the tool, evaporating the
electrolyte and cause a fire.
electrolyte and cause a fire.
The worker must be insulated to prevent
The worker must be insulated to prevent
electrocution.
electrocution.
The tool and the work piece must be
The tool and the work piece must be
grounded before any handling is
grounded before any handling is
performed.
performed.

13/05/2002
20
AUC - MENG
Safety Consideration
Safety Consideration
Hydrogen gas emitted is very flammable,
Hydrogen gas emitted is very flammable,
so it should be disposed of properly and
so it should be disposed of properly and
fire precautions should be taken.
fire precautions should be taken.
The waste material is very dangerous
The waste material is very dangerous
and environmentally unfriendly (metal
and environmentally unfriendly (metal
sludge) so it must be recycle or disposed
sludge) so it must be recycle or disposed
of properly.
of properly.
Electrolyte is highly pressurized and
Electrolyte is highly pressurized and
worker must check for minor cracks in
worker must check for minor cracks in
piping before operating.
piping before operating.

13/05/2002
21
AUC - MENG
Pulsed Electrochemical
Pulsed Electrochemical
Machining
Machining
A form of electrochemical machining;
A form of electrochemical machining;
the current is pulsed to eliminate the
the current is pulsed to eliminate the
need for high electrolyte flow
need for high electrolyte flow
Improves fatigue life of the part
Improves fatigue life of the part

13/05/2002
22
AUC - MENG
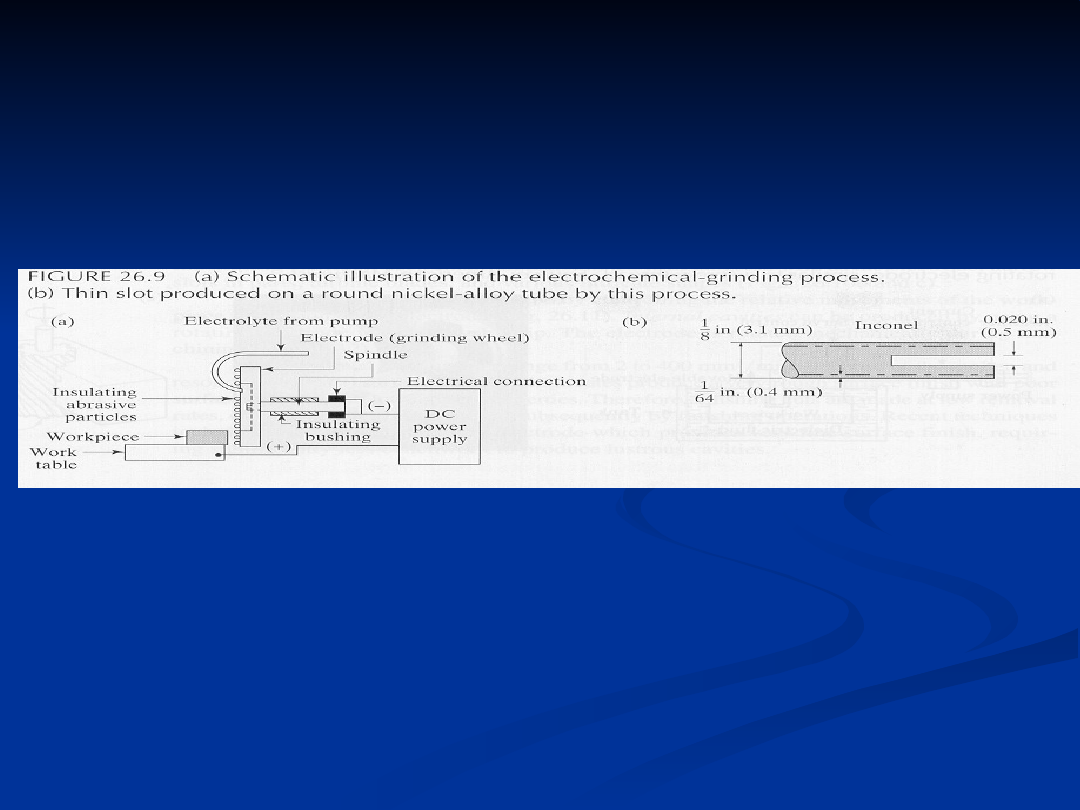
Electrochemical
Electrochemical
Grinding
Grinding
Uses a rotating cathode embedded with
Uses a rotating cathode embedded with
abrasive particles for applications
abrasive particles for applications
comparable to milling, grinding and
comparable to milling, grinding and
sawing
sawing
Most of the metal removal is done by the
Most of the metal removal is done by the
electrolyte, resulting in very low tool wear
electrolyte, resulting in very low tool wear
Adaptable for honing
Adaptable for honing
13/05/2002
23
AUC - MENG
Electrochemical
Electrochemical
Grinding
Grinding
Document Outline
- Electrochemical Machining (ECM)
- Electrochemical Machining
- Slide 3
- Slide 4
- Operating Principle
- Slide 6
- Slide 7
- Main Subsystems
- ECM Components (Power)
- ECM Components (electrolyte circulation system)
- ECM Components (control system)
- ECM Components (Machine)
- Advantages
- Advantages over EDM
- Disadvantages
- Applications
- Economics
- Products
- Safety Considerations
- Safety Consideration
- Pulsed Electrochemical Machining
- Electrochemical Grinding
- Slide 23
Wyszukiwarka
Podobne podstrony:
Rodzaje pracy silników elektrycznych, 04. 01. ELECTRICAL, 07. Elektryka publikacje, 07. Electrical M
Rodzaje pracy silników elektrycznych, 04. 01. ELECTRICAL, 07. Elektryka publikacje, 07. Electrical M
US Patent 350,954 Regulator For Dynamo Electric Machines
US Patent 334,823 Commutator For Dynamo Electric Machines
US Patent 390,415 Dynamo Electric Machine Or Motor
US Patent 390,414 Dynamo Electric Machine
Canadian Patent 24,033 Improvements in Dynamo Electric Machines
US Patent 359,748 Dynamo Electric Machine
British Patent 2,975 Improvements in Dynamo Electric Machines
US Patent 417,794 Armature For Electric Machines
US Patent 336,962 Regulator For Dynamo Electric Machines
US Patent 390,721 Dynamo Electric Machine
US Patent 382,845 Commutator For Dynamo Electric Machines
US Patent 406,968 Dynamo Electric Machine
US Patent 336,961 Regulator For Dynamo Electric Machines
Home Power Magazine Issue 021 Extract p78 Electric Fence Charger And Time Machine
The Electrical Engineering Handbook 105 Man Machine Systems
Electrolux sprzęt
więcej podobnych podstron