
Średniookresowe planowanie
produkcji
PLANOWANIE PRODUKCJI
(ZAGREGOWANE)
w ramach
PLANOWANIA SPRZEDAŻY I PRODUKCJI
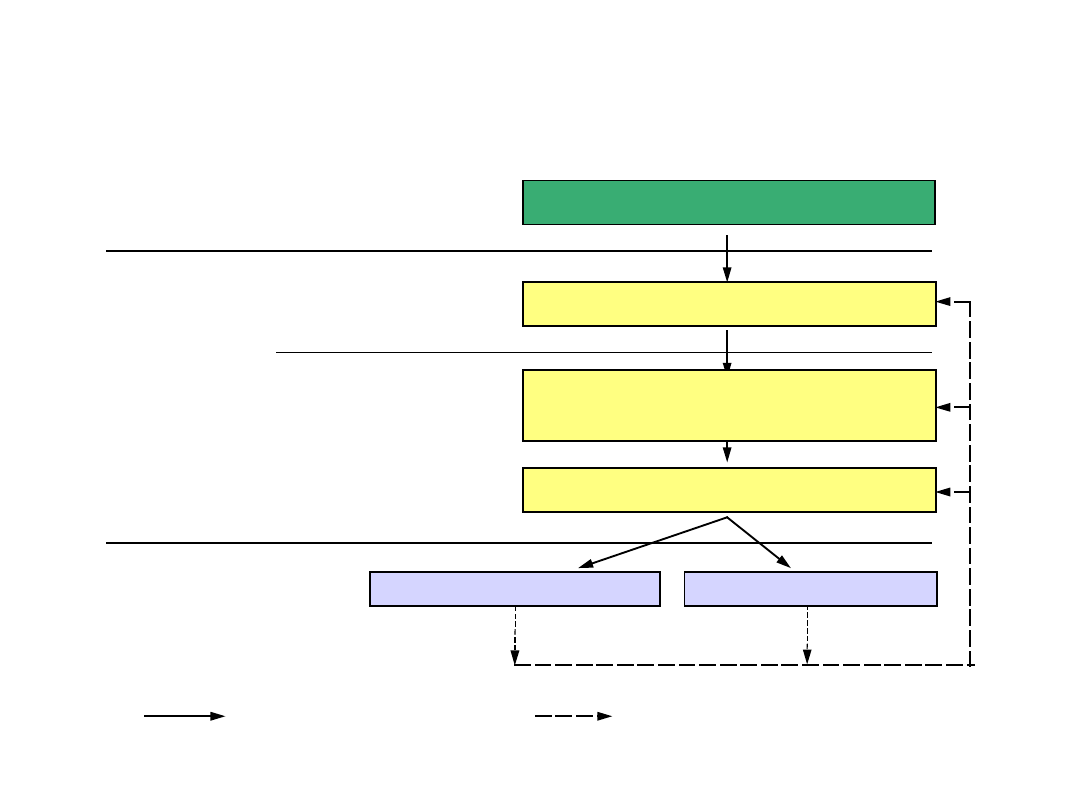
Hierarchia poziomów zarządzania
produkcją
Sterowanie produkcją
Sterowanie zaopatrzeniem
Plan produkcji (zagregowany)
Główny plan/harmonogram
produkcji
Plan potrzeb materiałowych
Strategiczny program produkcji
informacje
planistyczne
informacje ewidencyjno-
kontrolne
DECYZJE DŁUGOOKRESOWE
(PROJEKTOWANIE)
FAZA STEROWANIA
(realizacja)
PLANOWANIE
ŚREDNIOOKRESOWE
PLANOWANIE
KRÓTKOOOKRESOWE
FAZA
PLANOWANIA
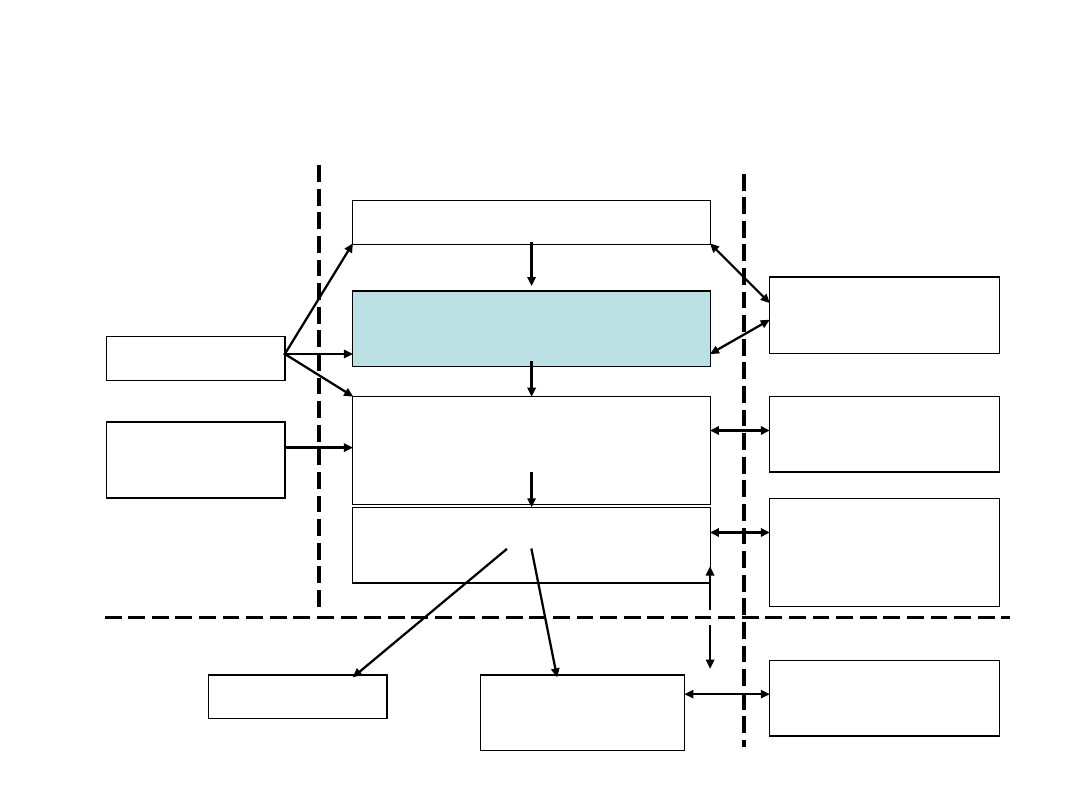
Planowanie produkcji w
przedsiębiorstwie
Plan strategiczny
Plan sprzedaży i
produkcji SOP
Główny
plan/harmonogram
produkcji (MPS)
Plan potrzeb
materiałowych
Nabywanie
Sterowanie
produkcją
Kontrola
wejścia/wyjścia
Szczegółowy
plan zdol.
prod.
Ogólny plan
zdol. prod.
Planowanie
zasobów
Plan
Realizacja
Popyt
Prognozy
Zamówieni
a
Zasoby
Przebieg działań planistycznych i sterujących
Planowanie sprzedaży i produkcji
Sales and Operations Planning (SOP)
• Planowanie sprzedaży i operacji (produkcji) – proces
realizowany przez kierownictwo wysokiego szczebla, które co
miesiąc ocenia zaktualizowane, podzielone na okresy
prognozy podaży, popytu i wyników finansowych
• Celem SOP jest znalezienie kompromisu w ramach jednego
planu operacyjnego, określającego sposób podziału
najważniejszych zasobów – ludzi, zdolności produkcyjnej,
materiałów, czasu i pieniędzy, który umożliwi efektywne i
skuteczne zaspokojenie potrzeb rynku i wypracowanie zysku
• SOP określa, jak organizacja powinna wykorzystać swoją
zdolność produkcyjną w celu zaspokojenia oczekiwanego
popytu
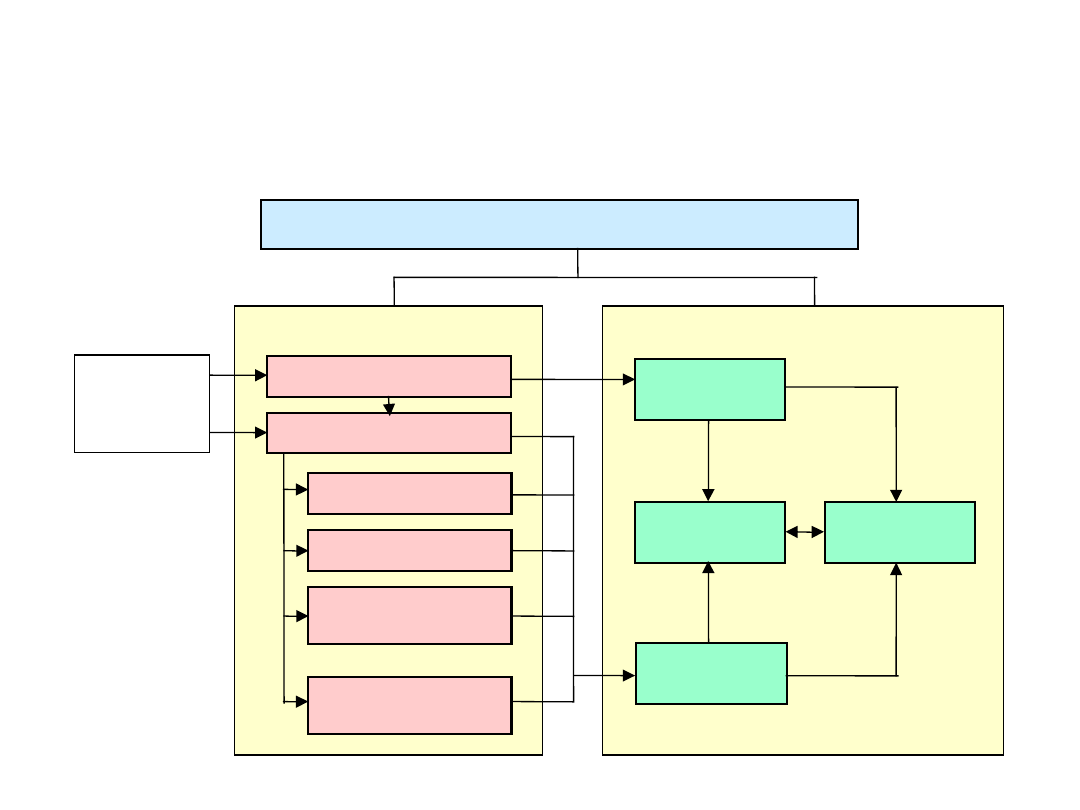
PLAN SPRZEDAŻY I PRODUKCJI W PLANIE
TECHNICZNO - EKONOMICZNYM
PLAN TECHNICZNO EKONOMICZNY
CZĘŚĆ TECHNICZNA
CZĘŚĆ EKONOMICZNA
PLAN SPRZEDAŻY
PLAN PRODUKCJI
PLAN ZAOPATRZENIA
PLAN ZATRUDNIENIA
PLAN INWESTYCJI
I REMONTÓW
INNE PLANY
FUNKCJONALNE
PLAN
PRZYCHODÓW
PLAN
WYDATKÓW
PLAN
WYNIKÓW
PROGNOZY
ZAMÓWIENIA
PLAN
FINANSOWY

Planowanie Produkcji
(zagregowane)
Cel: opracowanie planu produkcji, który
– umożliwi zaspokojenie zagregowanego popytu,
– będzie realnym, wykonalnym ze względu na
ograniczone zasoby (zdolność produkcyjna, ludzie,
materiały, czas, pieniądze),
– będzie charakteryzował się możliwie najniższymi
kosztami realizacji
Dane do opracowania planu produkcji
–
Plan strategiczny (strategiczny program produkcyjny)
–
Prognoza popytu, plan sprzedaży, zamówienia klientów
–
Aktualny poziom produkcji
–
Zasoby: wyposażenie, zatrudnienie, materiały
–
Aktualne stany zapasów
–
Opcje decyzyjne (zapasy, dodatkowe zmiany, nadgodziny,
podwykonawstwo, zwalnianie/ zatrudnianie, zaległe zamówienia
i ich koszty jednostkowe)
–
Przyjęta strategia zaspokajania popytu
Agregacja w planowaniu
średniookresowym
PRZEDMIOT PLANOWANIA - rodzina produktów (jednostka
zagregowana)
SPOSOBY AGREGACJI
Wg podobieństwa
konstrukcji
Wg podobieństwa
technologii
Wg podobieństwa
potrzebnej pracy
KRYTERIUM - obciążanie tych samych zasobów zdolności
produkcyjnej
Koncentracja uwagi na wypracowaniu właściwej strategii
planowania,
a nie na zawiłościach zapotrzebowań indywidualnych
ZALETA AGREGACJI - ułatwienie planowania średniookresowego
poprzez ograniczenie liczby pozycji planu oraz
zwiększenie dokładności zagregowanych
prognoz popytu

Zagregowane planowanie produkcji
Cechy
• Poziom planowania – planowanie średniookresowe
(roczne)
• Charakter planowania – planowanie postępowo –
ciągłe (kroczące)
• Przedmiot planowania – produkt finalny lub rodziny
produktów finalnych
• Jednostki – umowne jednostki zagregowane (sztuki
wyrobu finalnego, metry, tony, litry i inne)
• Horyzont planowania – okres od 4 do 12 miesięcy (1
rok)
• Okres planistyczny – miesiąc, kwartał
9
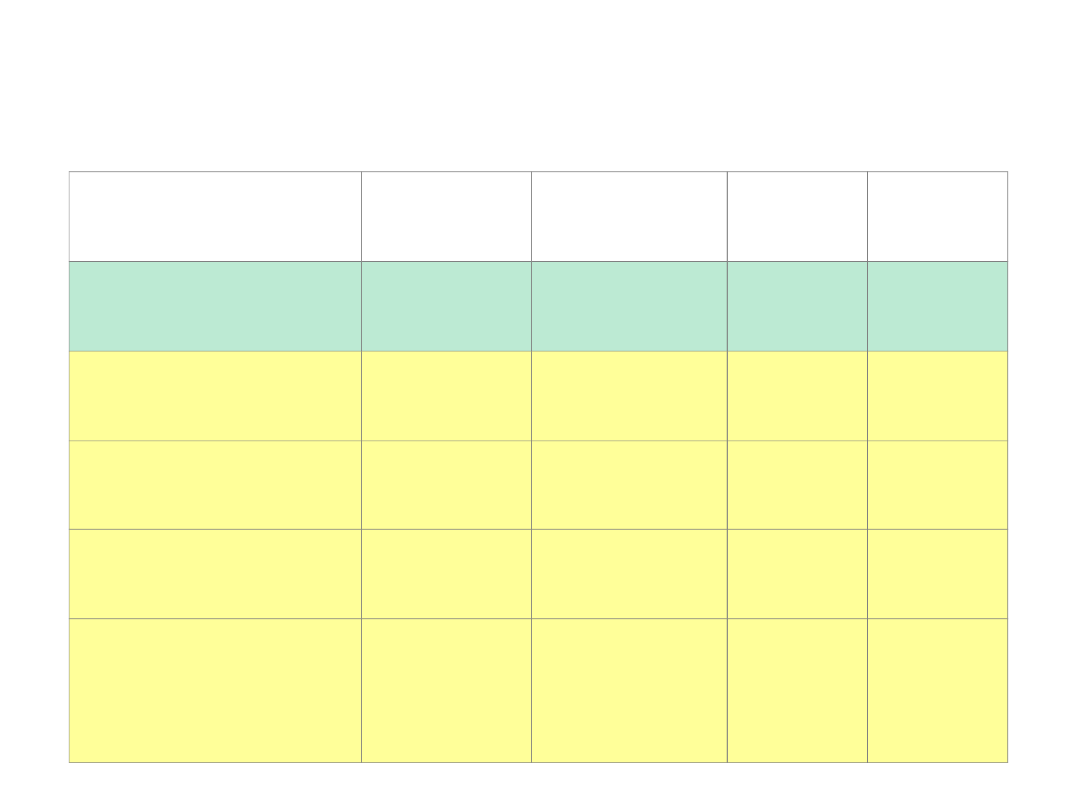
Parametry planowania produkcji
POZIOM
PLANOWANIA
PRZEDMIOT
PLANOWANIA
PODMIOT
WYKONAWCZY
HORYZONT
PLANOWANI
A
OKRES
PLANOWANI
A
Decyzje strategiczne
(projektowanie)
domena
działalności
koncern,
przedsiębiorst
wo
> rok
(kilka lat)
rok
Planowanie produkcji
(zagregowane)
rodzina
wyrobów
przedsiębiorst
wo
rok
miesiąc
Główne
harmonogramowanie
produkcji
wyrób
moduł
opcjonalny
zakład
produkcyjny
< 3
miesiące
tydzień,
dzień
Planowanie potrzeb
materiałowych
element
(składnik)
wydział
zaopatrzenie
< 3
miesiące
tydzień,
dzień
Sterowanie
produkcją
(harmonogramy
szczegółowe
warsztatowe)
zlecenie
produkcyjne
kiedy
rozpocząć?
komórka
produkcyjna,
stanowisko
< 1
miesiąc
dzień,
zmiana,
godzina

Zagregowane planowanie produkcji
Efekty dobrego planowania produkcji
• Osiąganie celów i strategii przedsiębiorstwa
odzwierciedlonych w planie strategicznym
• Ustalanie kompromisu między działem produkcji,
marketingu (sprzedaży), finansowym, zasobów ludzkich,
dostawcami, firmami transportowymi
• Racjonalne gospodarowanie zasobami
• Podstawa ustalania właściwego (Głównego
planu/harmonogramu produkcji MPS)
• Podstawa koordynacji działań partnerów z łańcucha dostaw
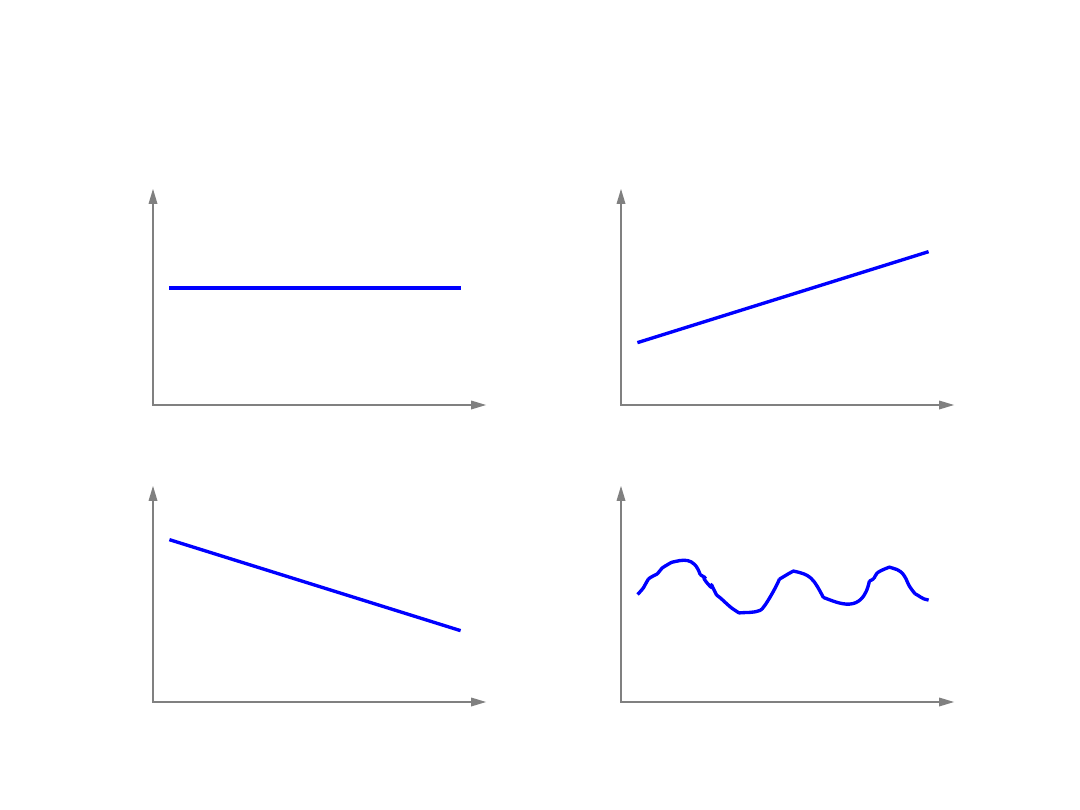
Modele popytu
P
o
p
y
t
Czas
Popyt stabilny
(bez trendu)
P
o
p
y
t
Czas
Popyt stabilny
(trend rosnący)
P
o
p
y
t
Czas
Popyt stabilny
(trend malejący)
P
o
p
y
t
Czas
Popyt stabilny
(sezonowy)
UJĘCIE STATYCZNE
Popyt średni w horyzoncie planowania
Czas
Przypadek
B
P ZP
P
ZP
Czas
Przypadek
C
P ZP
P
ZP
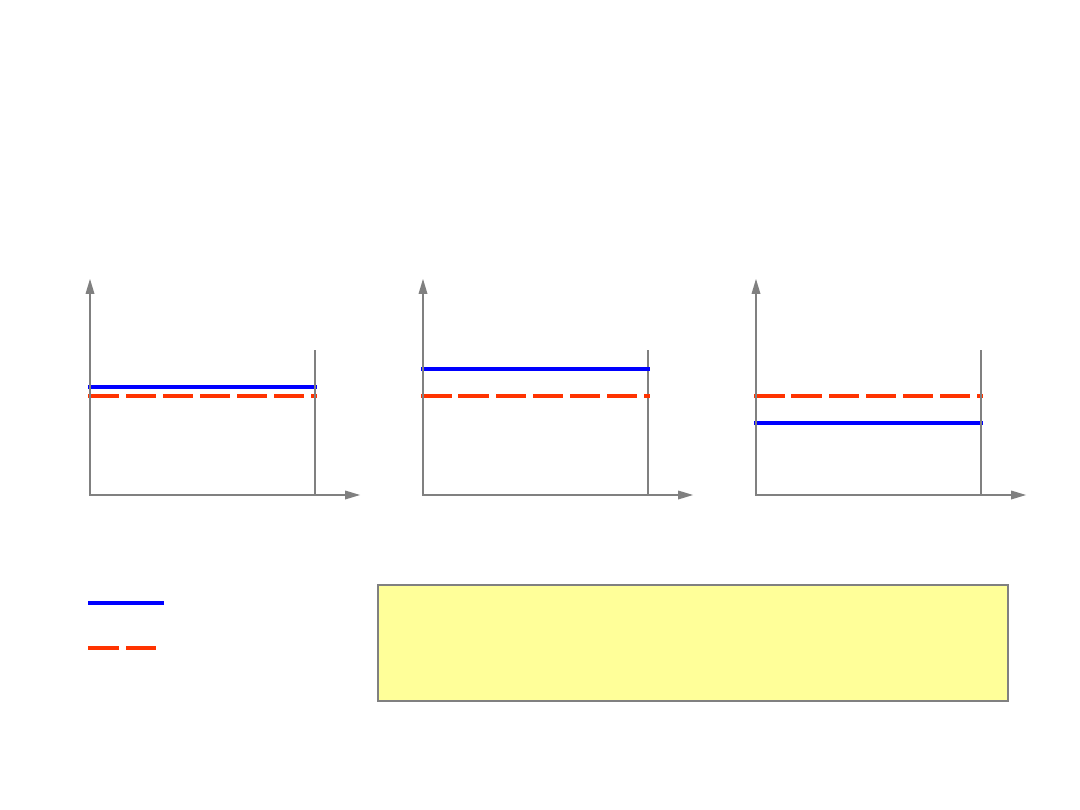
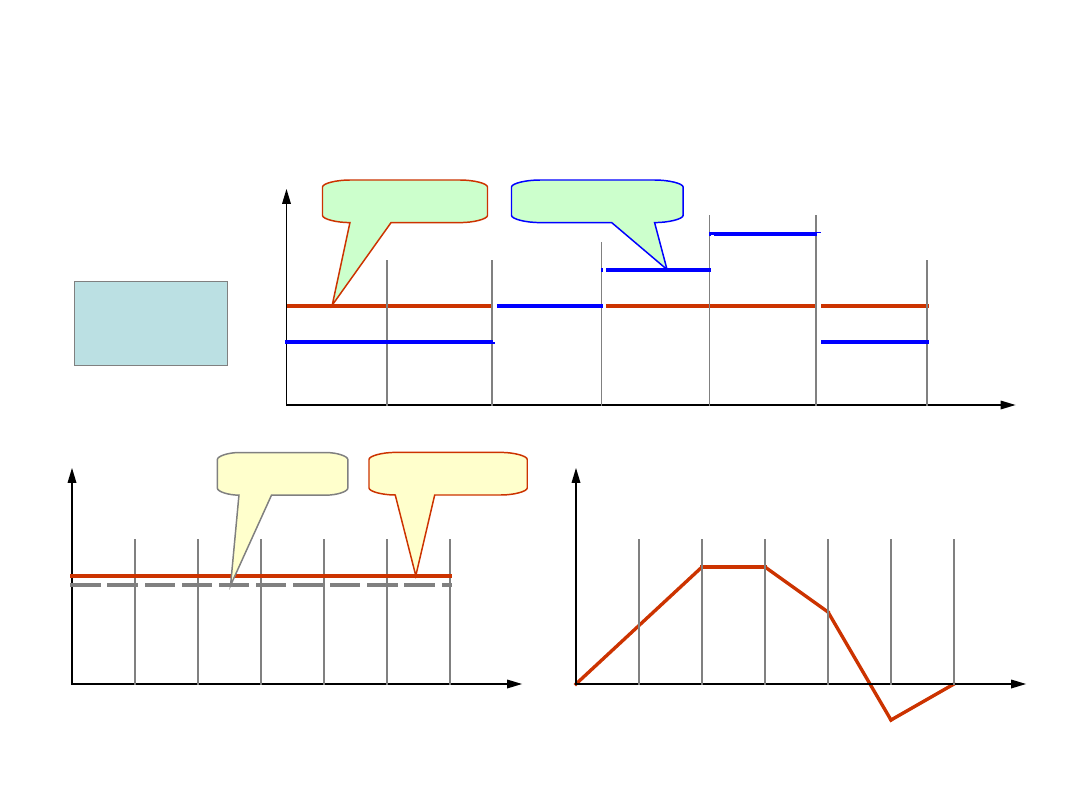
WARUNEK KONIECZNY BILANSOWANIA
P ZP w horyzoncie planowania
Czas
Przypadek
A
P = ZP
P
ZP
popyt
zdolność
produkcyjn
a
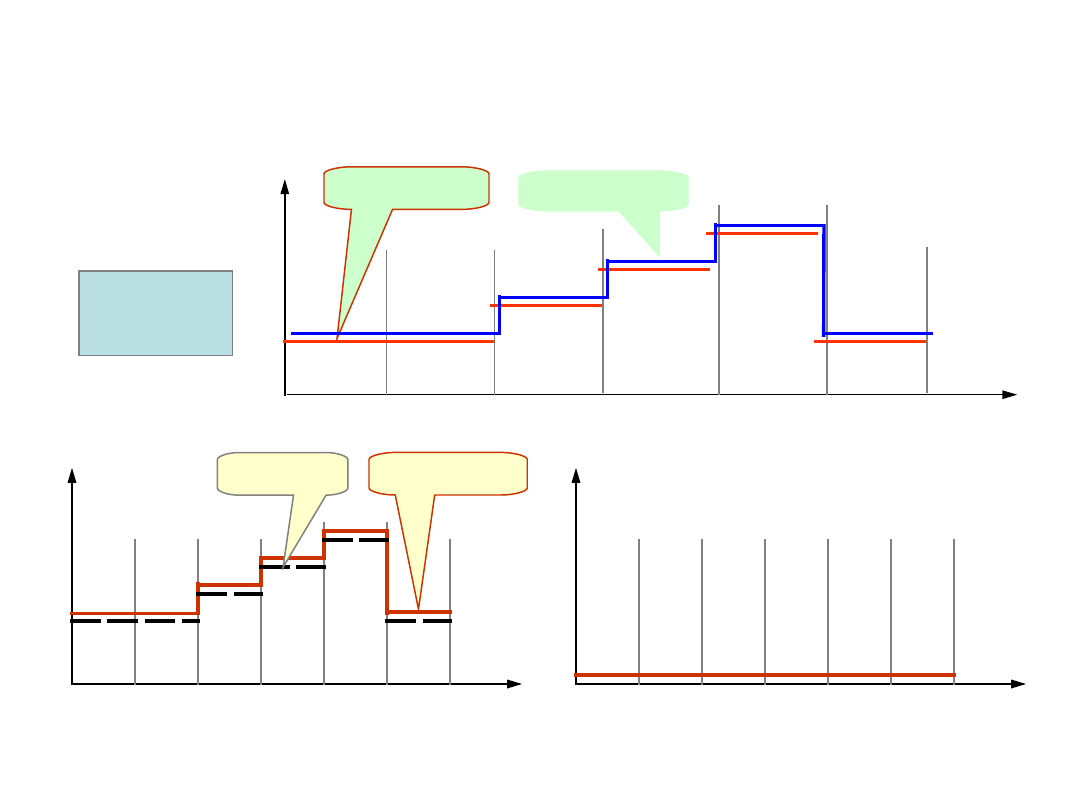
Popyt a zdolność produkcyjna (podaż)
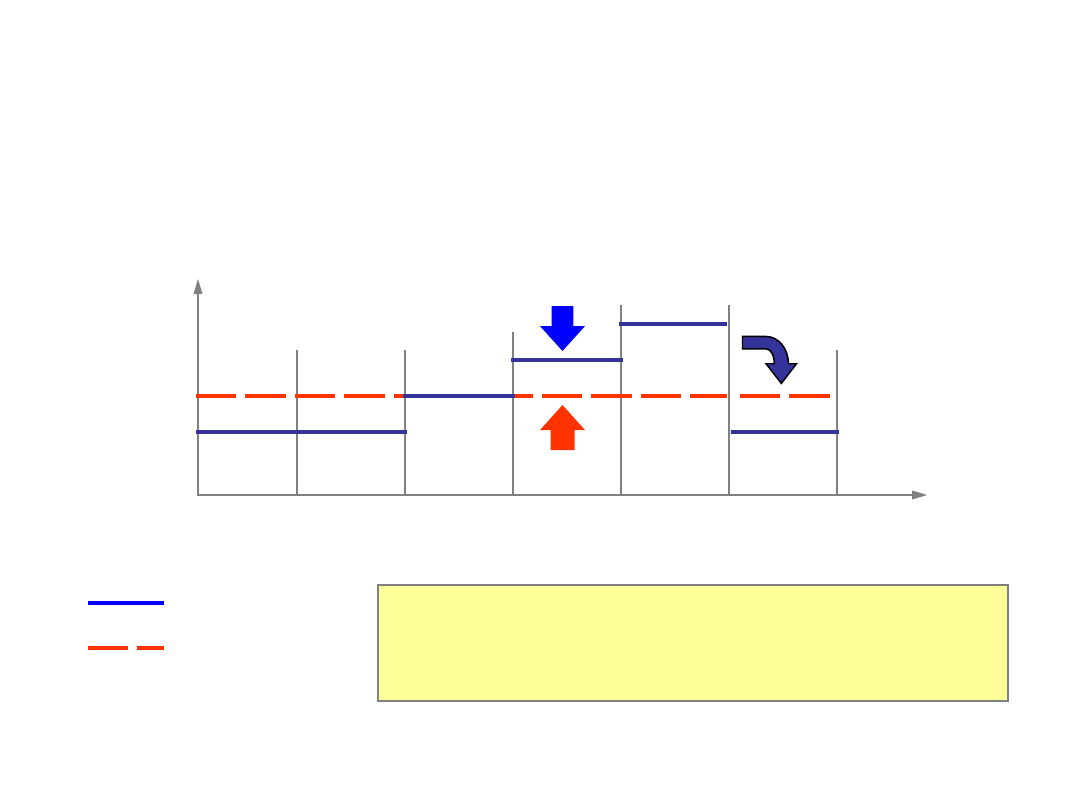
UJĘCIE DYNAMICZNE
Popyt średni w okresach planowania
Czas
WARUNEK WYSTARCZAJĄCY BILANSOWANIA
P ZP w okresach planowania
popyt
zdolność
produkcyjn
a
P
ZP
Popyt a zdolność produkcyjna (podaż)

OPCJE MARKETINGU
CEL - zmiana modelu popytu
różnicowanie cen
różnicowanie reklamy
zaległe zamówienia
kształtowanie popytu
uzupełniającego
OPCJE PRODUKCJI
CEL - zmiana modelu zdolności
produkcyjnej (podaży)
zatrudnianie/zwalnianie
nadgodziny/skrócony czas pracy
pracownicy sezonowi
zapasy
podzlecanie (podwykonawstwo)
ZALETY
- niższe koszty w relacji
z opcjami produkcji
- lepsze (bardziej równomierne)
wykorzystanie zdolności
produkcyjnej
WADY
- utrata potencjalnych zysków
w „szczytowych” okresach popytu
- spadek poziomu obsługi (prestiż
firmy)
ZALETY
- dodatkowe zyski w „szczytowych”
okresach popytu
- wzrost poziomu obsługi (prestiż firmy)
WADY
- wyższe koszty w relacji
z opcjami marketingu
- gorsze (nierównomierne)
wykorzystanie
zdolności produkcyjnej
Opcje decyzyjne planowania
Zagregowane planowanie
produkcji
Strategie planowania i zaspokajania popytu
Zadanie wyższego kierownictwa w ramach SOP: zaspokoić zagregowany
popyt po jak najniższych kosztach poprzez manipulowanie zestawem i wielkością
opcji decyzyjnych. W celu ustalenia hierarchii stosowanych opcji decyzyjnych
ustala się strategię zaspokajania popytu
Rodzaje strategii:
STRATEGIE AKTYWNE
STRATEGIE PASYWNE
STRATEGIA CZYSTA
STRATEGIA MIESZANA
STRATEGIE AKTYWNE (Active Strategies)
Wykorzystanie opcji zmian modelu popytu (sfera marketingu)
STRATEGIE PASYWNE (Passive Strategies)
Wykorzystanie opcji zmian modelu zdolności produkcyjnej (sfera
produkcji)
STRATEGIA CZYSTA (Pure Strategy)
Wykorzystanie tylko jednej opcji decyzyjnej
STRATEGIA MIESZANA (Mixed Strategy)
Kombinacja kilku opcji decyzyjnych
STRATEGIE PLANOWANIA I ZASPOKAJANIA
POPYTU
Strategie pasywne
• Strategia poziom zdolności produkcyjnej (Level Capacity)
Produkcja na stałym poziomie zdolności produkcyjnej w nominalnym czasie,
wykorzystywanie zapasów dla zaspokojenia popytu.
Podstawowa zasada – stały poziom zatrudnienia. Dopuszcza się zapasy i zaległe zamówienia
Zalety: stały spływ produkcji i równomierne zapotrzebowanie na materiały, minimalne koszty rekrutacji
i szkolenia, mała liczba nadgodzin i małe koszty przestojów, zadowolenie i dobre morale
pracowników oraz równomierne i stabilne wykorzystanie maszyn i urządzeń
• Strategia dostosowawcza – pogoń za popytem (Chase Demand)
Zmiany poziomu zatrudnienia dla zrównoważenia popytu i podaży przy zasadzie nie
produkowania na zapas
Zalety: znikome koszty utrzymywania zapasów lub ich brak
Wady: brak stabilności w produkcji i atmosfera pracy w rytmie popytu
Zastosowanie: przedsiębiorstwa usługowe, w warunkach sezonowości popytu
• Strategia mieszana
Kombinacja wielu opcji decyzyjnych obu strategii bez wyróżniania wiodącej opcji
Zalety: duża elastyczność w zaspokajaniu nieregularnego popytu, możliwość eksperymentowania z
wieloma różnymi podejściami
Wady: brak dominującej jednej zmiennej może prowadzić do nieusystematyzowanego podejścia i braku
zrozumienia strategii przez zatrudnionych
STRATEGIA RÓWNOMIERNEGO POZIOMU PRODUKCJI
STRATEGIA PRODUKCJI DLA POPYTU (Produce to
Demand)
STRATEGIA MIESZANA (Mixed Strategy)
PS
PP
Czas
PP
PS
Plan
produkcji
Plan
sprzedaży
STRATEGIA POZIOM ZDOLNOŚCI
PRODUKCYJNEJ
Produkcja równomierna
Profil
zapasó
w
Czas
Zdolność
produkcyj
na
Czas
Nominaln
a
Wykorzysta
na
STRATEGIA POGOŃ ZA POPYTEM
Produkcja dla popytu
Czas
PS
PP
PP =
PS
Plan
produkcji
Plan
sprzedaży
Profil
zapasó
w
Czas
Zdolność
produkcyj
na
Czas
Nominaln
a
Wykorzysta
na
METODY ZAGREGOWANEGO PLANOWANIA
PRODUKCJI
METODY NIEFORMALNE
manualne
METODY FORMALNE
matematyczne
Metoda „prób i błędów”
procedury manualne
Sformalizowane procedury
wykorzystujące szereg metod (technik)
matematycznych
programowanie liniowe
programowanie dynamiczne
programowanie celu
techniki heurystyczne
modele symulacyjne i inne
ZALETY
- zrozumiałość i prostota stosowania
- nie wymaga wysokich kwalifikacji
planistów
WADY
- brak gwarancji rozwiązania
optymalnego (nie tworzy optymalnej
strategii planowania, ale pomaga
ocenić i wybrać strategię
najodpowiedniejszą)
ZALETY
- gwarancja rozwiązania optymalnego
WADY
- złożoność oferowanych algorytmów
- duża pracochłonność obliczeń
- wysokie kwalifikacje użytkowników
- ograniczenia przyjmowanych założeń
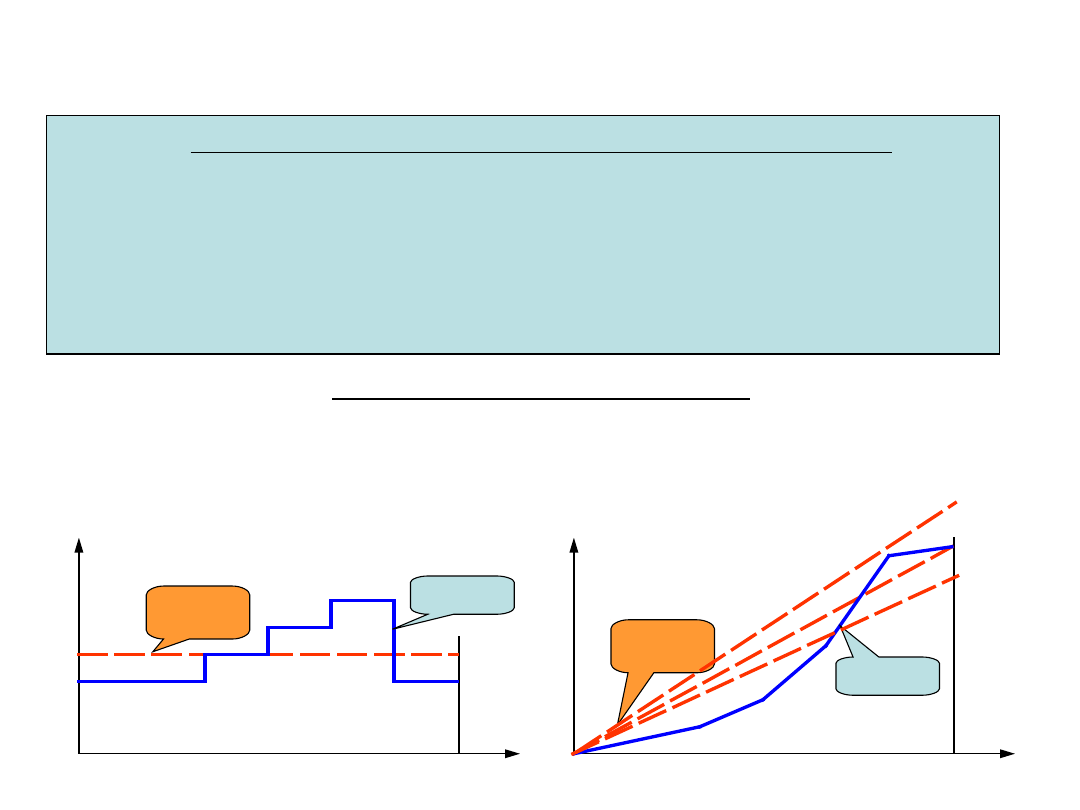
Czas
P
PP
Rozkład z okresu na
okres
Czas
P
PP
Rozkład
skumulowan
y
(narastający)
METODY NIEFORMALNE
(technika prób i błędów) – oparte na doświadczeniu planistów
Procedura planowania przy podejściu nieformalnym
1.
Określenie prognozy zagregowanego popytu w każdym okresie planowania
2.
Określenie zdolności produkcyjnej w każdym okresie (czasu nominalnego,
nadgodzin, podwykonawstwa)
3.
Ustalenie dopuszczalnych opcji decyzyjnych i ich kosztów jednostkowych
4.
Opracowanie alternatywnych planów i ich ocena kosztowa
5.
Wybór planu najkorzystniejszego i satysfakcjonującego cele firmy (gdy brak
takiego planu powrót do punktu 4)
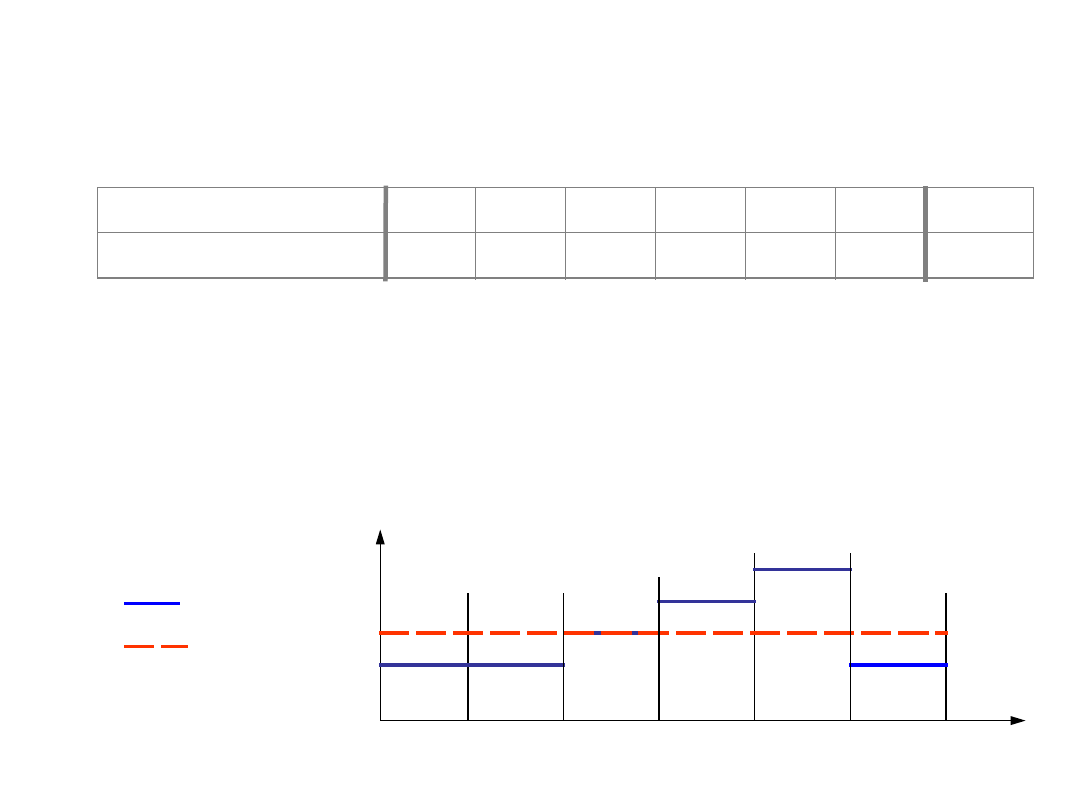
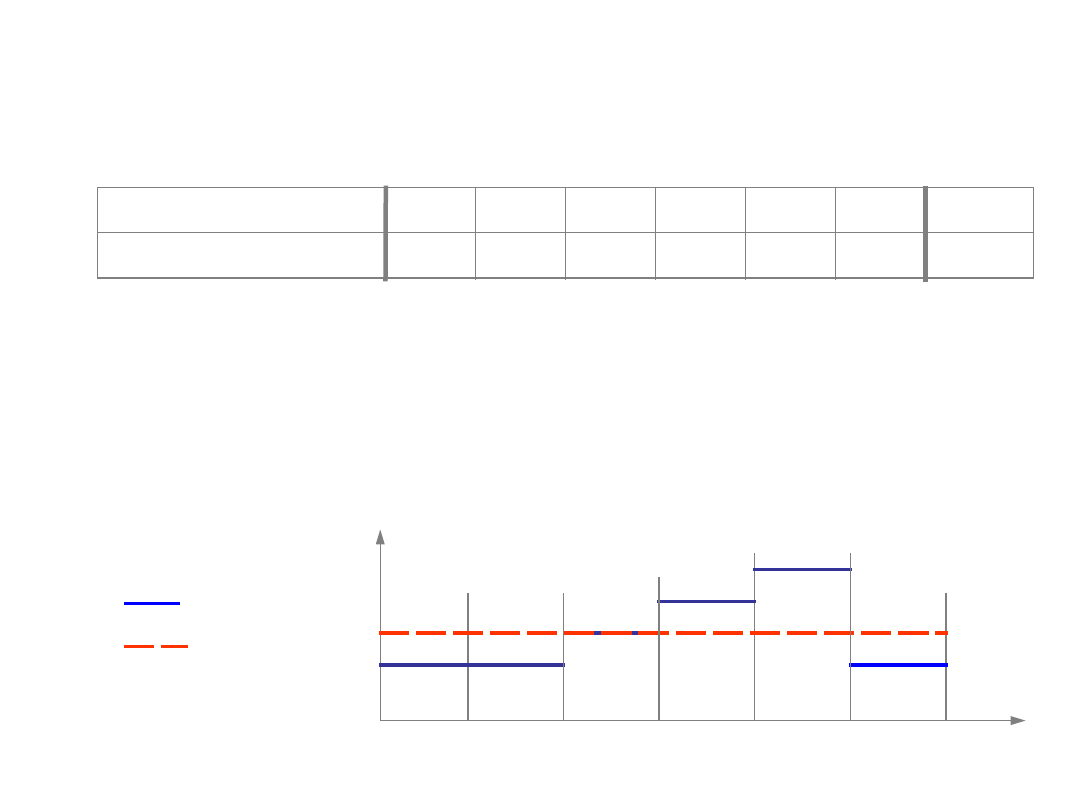
Metoda tabelaryczno-graficzna
•
Wykorzystanie techniki arkusza kalkulacyjnego (EXCEL)
•
Wykorzystanie wykresów dynamiki popytu, produkcji i zapasów
Plan
produkc
ji
Popyt
Popyt
Plan
produkc
ji
METODY FORMALNE
Metody matematyczne oparte na rachunku optymalizacyjnym
•Programowanie liniowe
•Algorytm transportowy
•Technika macierzy transportowej
•Modele symulacyjne
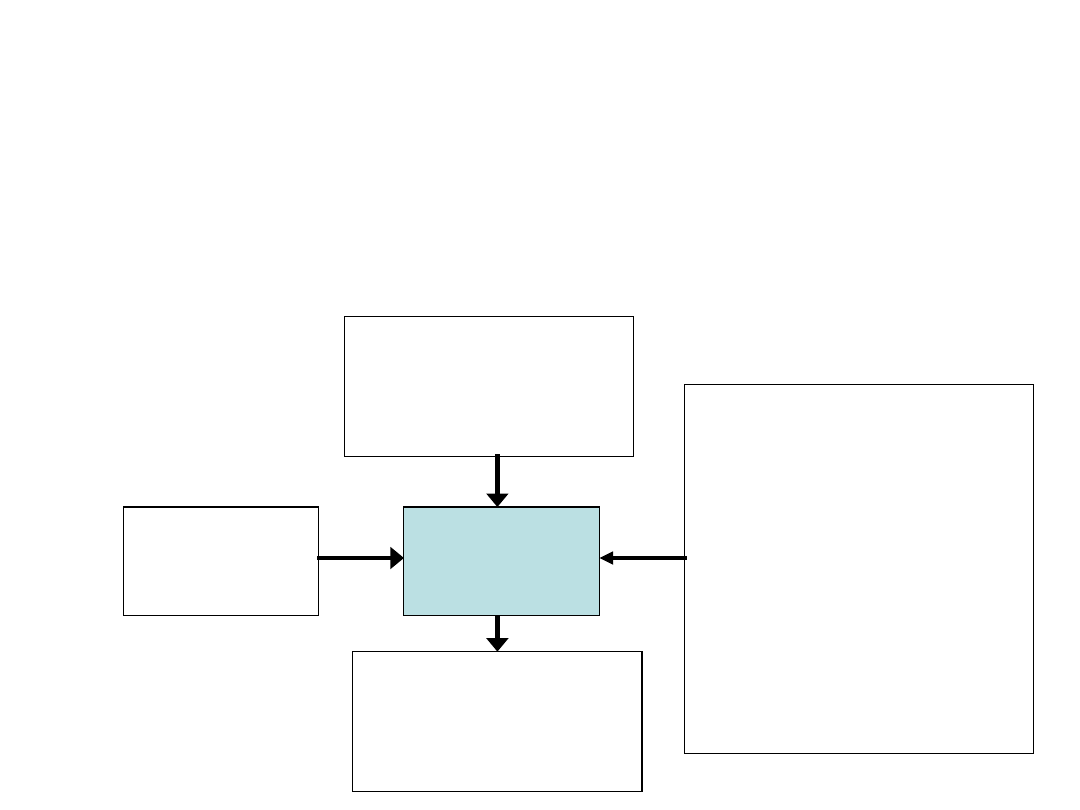
Wykorzystanie oprogramowanego modelu planowania produkcji dla
wybranej strategii
Funkcja
planowania
produkcji
Prognoza
popytu
sprzedaży
Stan aktualny
•poziom produkcji
•poziom zatrudnienia
•poziom zapasów
Ograniczenia
•zdolności produkcyjnej
nominalny czas pracy
dodatkowe zmiany
nadgodziny
podwykonawstwo
wyposażenie
• dostawców
Materiały
Plan produkcji
•poziom produkcji
•poziom zatrudnienia
•poziom zapasów
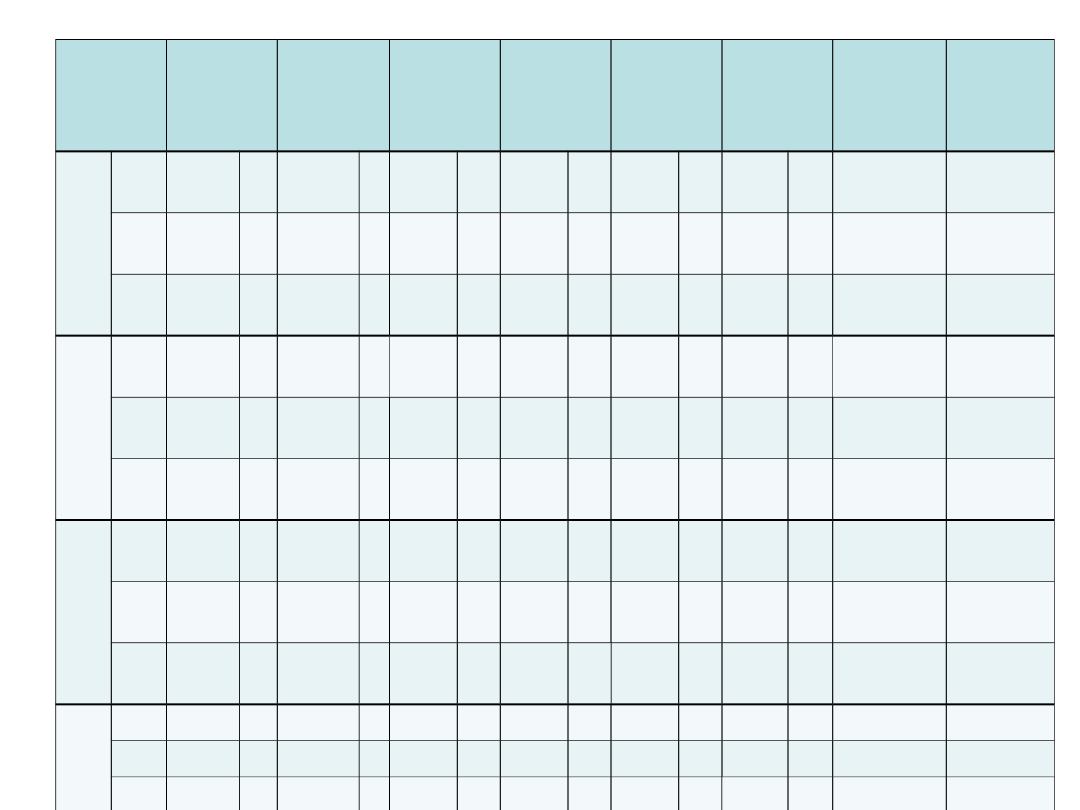
Technika macierzy transportowej
(przykład)
PODAŻ
Zdolność produkcyjna
Nominalna
=
300 szt./m-c
Nadgodziny
=
50 szt./m-c
Podzlecanie =75 szt./m-c
Zapas początkowy = 0
szt.
500
RAZEM
1.800
Okres planowania
(miesiąc)
Prognoza popytu
[szt.]
200
06
05
04
03
02
01
200
200
300
400
KOSZTY
Produkcji w czasie nominalnym
= 2
zł/szt.
Produkcji w nadgodzinach = 3 zł/szt.
Podzlecania
= 6 zł/szt.
Zapasów
= 3 zł/szt./m-
c
Zatrudniania
= 0 zł/szt.
Zwalniania
= 0 zł/szt.
Czas
P
ZP
popyt
zdolność
produkcyjn
a
Macierz transportowa
Okres 1
2
3
4
5
6
Zdolno
ść
niewyk
orz.
Zdolnoś
ć
produk.
1
N
2
5
8
1
1
1
4
1
7
300
Ng
3
6
9
1
2
1
5
1
8
50
P
6
9
1
2
1
5
1
8
2
1
75
2
N
2
5
8
1
1
1
4
300
Ng
3
6
9
1
2
1
5
50
P
6
9
1
2
1
5
1
8
75
3
N
2
5
8
1
1
300
Ng
3
6
9
1
2
50
P
6
9
1
2
1
5
75
4
N
2
5
8
300
Ng
3
6
9
50
P
6
9
1
2
75
5
N
2
5
300
Ng
3
6
50
P
6
9
75
6
N
2
300
Ng
3
50
P
6
75
Popyt
200
200
300
400
500
200
Okres
1
2
3
4
5
6
Zdolnoś
ć
niewyko
rz.
Zdolnoś
ć
produk.
1
N
2
5
8
1
1
1
4
1
7
100
300
Ng
3
6
9
1
2
1
5
1
8
50
50
P
6
9
1
2
1
5
1
8
2
1
75
75
2
N
2
5
8
1
1
1
4
100
300
Ng
3
6
9
1
2
1
5
50
50
P
6
9
1
2
1
5
1
8
75
75
3
N
2
5
8
1
1
0
300
Ng
3
6
9
1
2
0
50
P
6
9
1
2
1
5
75
75
4
N
2
5
8
0
300
Ng
3
6
9
0
50
P
6
9
1
2
0
75
5
N
2
5
0
300
Ng
3
6
0
50
P
6
9
0
75
6
N
2
100
300
Ng
3
50
50
P
6
75
75
Popyt
200
200
300
400
500
200
75
200
200
300
300
50
50
300
50
75
200
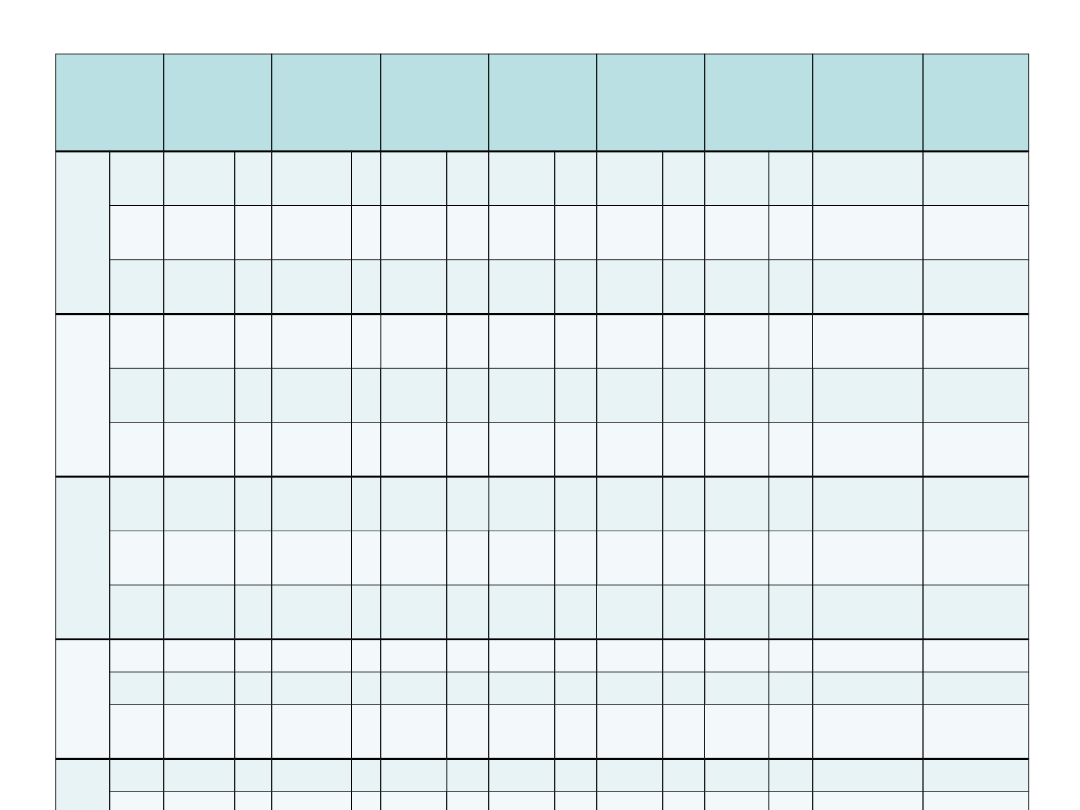
Technika graficzno - tabelaryczna
(przykład)
PODAŻ
Zdolność produkcyjna
Nominalna
=
300 szt./m-c
Nadgodziny
=
75 szt./m-c
Podzlecanie =50 szt./m-c
Zapas początkowy = 0
szt.
500
RAZEM
1.800
Okres planowania
(miesiąc)
Prognoza popytu
[szt.]
200
06
05
04
03
02
01
200
200
300
400
KOSZTY
Produkcji w czasie nominalnym
= 20
zł/szt.
Produkcji w nadgodzinach = 30 zł/szt.
Podzlecania
= 40 zł/szt.
Zapasów
= 7
zł/szt./m-c
Niedoborów
= 50
zł/szt./m-c
Zatrudniania
= 35 zł/szt.
Zwalniania
= 35 zł/szt.
Czas
P
ZP
popyt
zdolność
produkcyjn
a
Plan A - produkcja równomierna
Okres
planowania
POPYT
[szt.]
Styczeń
Luty
Marzec
Kwiecień
Maj
Czerwiec
RAZEM
[szt.]
Nominaln
a
PODAŻ [szt.]
KOSZTY CZĄSTKOWE
[zł]
Zapasy
Niedobor
y
300
300
300
300
300
300
1.80
0
200
200
200
300
400
1.80
0
500
100
200
200
100
0
100
700
100
100
KOSZT CAŁKOWITY = 45.900 zł
36.000
5.000
4.900
Plan B - produkcja dla popytu
Okres
planowania
POPYT
[szt.]
Styczeń
Luty
Marzec
Kwiecień
Maj
Czerwiec
RAZEM
[szt.]
Nominaln
a
PODAŻ [szt.]
KOSZTY CZĄSTKOWE
[zł]
Zapasy
200
200
200
300
400
1.80
0
500
100
300
KOSZT CAŁKOWITY = 60.000 zł
200
200
300
400
500
200
1.80
0
36.000
10.500
Zatrudnia
nie
Zwalniani
e
100
100
300
13.500
400
100
Plan C - strategia mieszana
Okres
planowania
POPYT
[szt.]
Styczeń
Luty
Marzec
Kwiecień
Maj
Czerwiec
RAZEM
[szt.]
Nominaln
a
PODAŻ [szt.]
KOSZTY CZĄSTKOWE
[zł]
Zapasy
200
200
200
300
400
1.80
0
500
75
75
KOSZT CAŁKOWITY = 44.150 zł
300
300
300
300
300
300
1.80
0
36.000
2.250
Podzlecan
ie
100
1.000
25
Nadgodzin
y
200
200
100
25
0
100
700
4.900
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
Wyszukiwarka
Podobne podstrony:
3 ZPiUAPP3 Mech
3 ZPiUAPP3 Mech
KOTŁY OKRĘTOWE ZALICZENIE II MECH
frakcje gramulometryczne -sklad mech, gleboznawstwo
PŁYNY, Studia, Mech. płynów
Pytania z mech.gruntow GIG, AGH, Mechanika Gruntów
Lab. mech. płynów-Wizualizacja opływu walca w kanaliku, Mechanika Płynów pollub(Sprawozdania)
Egz mech 2(1), Studia, SiMR, II ROK, III semestr, Mechanika Ogólna II, Mechanika 2, Mechanika
Mech- Badanie zależności współczynnika lepkości cieczy od te, Sprawozdania - Fizyka
ME CHAR MECH
Mój projekt z mech gruntow
WEiP spr mech pł
mech w 1 2
mech grunt
montaz i wymina mech wc 5pmjm7sxp3m43ep7pp2pi2luufib2tiiyjs56dy 5PMJM7SXP3M43EP7PP2PI2LUUFIB2TIIYJS5
ne spr mech 3 2
więcej podobnych podstron