Imię Nazwisko Technologia wytwarzania Kier. Wychowanie - Techniczne Wydz. Matematyczno - Fizyczny Frezowanie metali; Frezowanie powierzchni kształtowych i powłok wypustowych. |
Cel ćwiczenia.
Celem ćwiczenia jest zapoznanie z budową i obsługą frezarek, nauczenie się wykonywanie określonej pracy przez obrobienie elementu. Celem jest także zapoznanie z wiertłami frezarskimi oraz z procesem frezowania.
2. Część teoretyczna.
Frezarki obok tokarek stanowią najliczniejszą grupę obrabiarek. Frezarki służą do obróbki płaszczyzn, rowków i powierzchni krzywoliniowych, za pomocą frezów i głowic frezowych. Frez lub głowica frezowa wykonuje ruch obrotowy, a przedmiot ruch wgłębny i posuwowy. Frezarki dzieli się na:
Ogólnego przeznaczenia,
Specjalizowane,
Specjalne branżowe
Frezarki ogólnego przeznaczenia dzieli się na:
Stołowe,
Wspornikowe poziome, pionowe i uniwersalne,
Bezwspornikowe pionowe, wzdłużne, narzędziowe.
Frezarki specjalizowane dzieli się na:
Kopiarki,
Frezarki do rowków,
Grawerki.
Frezarki branżowe dzieli się na:
Frezarki do gwintów,
Frezarki do wałów korbowych,
Frezarki do frezowania rowków wiórowych
Frezarki do narzędzi
W skład wyposażenia normalnego frezarek wchodzą: trzpienie frezarskie, tulejki zaciskowe, podzielnice, imadła uniwersalne, pierścienie dystansowe, urządzenia do chłodzenia itp.
Na chwycie znajduje się gwint, który służy do zamocowanie we wrzecionie frezarki. Rowki służą do przenoszenia momentu z wrzeciona na trzpień. Frez jest ustawiony na powierzchni walcowej o średnicy d, a jego położenie ustalają pierścień, wpust i nakrętka. W celu zmniejszenia bicia trzpienia tulejkę osadza się w podtrzymce.
Wyposażenie specjalne frezarki stanowi stół obrotowy, który mocuje się na stole frezarki. Umożliwia on ustawienie przedmiotu pod kątem do osi wrzeciona frezarki, a zatem dokładną obróbkę powierzchni skośnych. Jako wyposażenie specjale stosuje się często głowice do frezowania pionowego. Głowica przymocowana do korpusu frezarki poziomej i napędzana od wrzeciona umożliwia wykonywanie robót, które wymagałyby użycia frezarki pionowej o skrętnej głowicy.
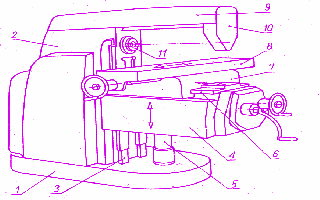
Rys. 1. frezarka wspornikowa pozioma.
Frezy
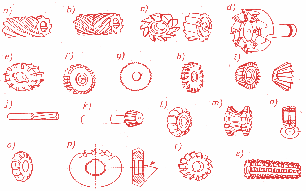
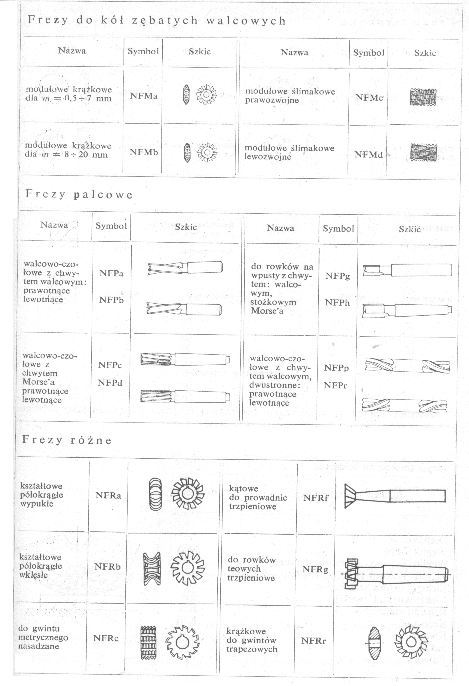
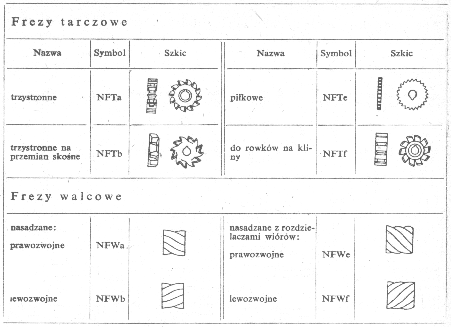
W zależności od kształtu frezy dzieli się na: walcowe, walcowo-czołowe, trzpieniowe oraz głowice frezowe. Na poniższym rysunku mamy następujące rodzaje frezów: a) pojedynczy walcowy, b) zespołowy walcowy, c) walcowo-czołowy, d) głowica trzpieniowa, e) głowica nasadzana, f) tarczowy trzystronny, g) piłkowy, h) tarczowy trzystronny, i) kątowy, j) palcowy, k) trzpieniowy, l) i m) kształtowe, n) zespołowy do rozwiertaków, o) do gwintów, p) do frezów, r) do kół zębatych, s) do ślimacznic.
Ruchy skrawania w frezarkach
Ruch główny obrotowy wykonuje zawsze narzędzie zamocowane we wrzecionie obrabiarki, a ruchy posuwowe - przedmiot obrabiany zamocowany na przesuwnym stole.
Obsługa frezarek
Przed przystąpieniem do pracy na frezarce należy zapoznać się z instrukcją obsługi, instrukcją smarowania i bhp oraz dokumentacją ruchowo techniczną. Należy sprawdzić także stan osłon, dźwigni i pozostałych elementów. Frezy trzpieniowe mocuje się bezpośrednio w gnieździe wrzeciona frezarki lub za pomocą uchwytów zaciskowych. Inne frezy osadza się na trzpieniu frezarskim za pomocą klina.
W celu zapewnienia dokładnego położenia freza osadza się na trzpieniu jednocześnie z frezem, tulejki dystansowe dociskane nakrętką. Trzpień powinien być uchwycony podtrzymkami możliwie blisko, aby zapobiec jego ugięciu w czasie pracy. Uginanie się trzpienia może doprowadzić do pęknięcia freza, a tym samym do wypadku. Z uwagi na możliwość rozerwania freza należy stosować odpowiednie osłony. Przedmioty obrabiane mocuje się wprost na stole frezarki stosując podkładki, dociski lub imadła.
Zasada procesu frezowania.
Wydajność frezowania zależy od prędkości ruchu posuwowego. Im większa jest prędkość ruchu posuwowego tym większa jest wydajność frezowania. Chcąc uzyskać małą chropowatość powierzchni frezowanej, należy stosować duże prędkości skrawania i małe posuwy. Rozróżnia się dwie odmiany frezowania:
Obwodowe (walcowe)
Czołowe
Frezowaniem obwodowym (walcowym) jest nazwana obróbka wykonywana frezem o ostrzach umieszczonych na jego powierzchni walcowej. Oś narzędzia jest równoległa do płaszczyzny obrabianej. Podczas frezowania narzędzie ( frez ) wykonuje ruch obrotowy wokół własnej osi, natomiast przedmiot obrabiany ruch obrotowy lub postępowy.
Frezowaniem czołowym nazywa się obróbkę podczas której frez skrawa materiał ostrzałami umieszczonymi na powierzchni czołowej. Oś narzędzia jest prostopadła do powierzchni obrabianej.
Frez o zębach naciętych na powierzchni czołowej i na powierzchni bocznej może pracować obwodem i czołem, wówczas mamy do czynienia z frezowaniem walcowo czołowym.
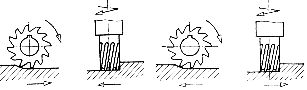
W zależności od kierunku obrotów freza w kierunku posuwu rozróżnia się frezowanie współbieżne i przeciwbieżne. Jeżeli kierunek prędkości obwodowej freza w miejscu styku narzędzia z powierzchnią skrawania jest skierowane przeciwnie do kierunku ruchu posuwowego, jest to frezowanie przeciwbieżne. Jeżeli kierunki prędkości obwodowej frez i ruchu posuwowego są zgodne, jest to frezowanie współbieżne. Przy frezowaniu współbieżnym wióry gromadzą się za frezem, nie utrudniając jego pracy i chłodzenia, przez co przedłuża się trwałość freza, a więc zwiększa się wydajność w porównaniu z frezowaniem przeciwbieżnym. Przy frezowaniu współbieżnym otrzymuje się większą się niż przy frezowaniu przeciwbieżnym, gładkość powierzchni obrobionej, gdyż frez na początku pracy zbiera większą warstwę, a pod koniec mniejszą. Frezowanie współbieżne ma więcej zalet od frezowania przeciwbieżnego, wymaga jednak pewniejszego zamocowania przedmiotu obrabianego i skasowania luzów mechanizmu posuwowego frezarki.
Identyfikacja procesów.
Głębokość skrawania - jest to warstwa materiału skrawana podczas jednego przejścia narzędzia.
Szerokość frezowanej powierzchni - długość zetknięcia freza z częścią obrabianą, zależy od rodzaju freza.
Grubość warstwy skrawanej przez jeden ząb - jest to warstwa utworzona przez dwa sąsiednie ostrza freza.
Kątowy styk chwilowy - chwilowe położenie wierzchołka ostrza na łuku skrawania.
Część praktyczna.
Ćwiczenie polegało na zebraniu 3 mm materiału tekstolitowego z całej jego powierzchni poprzez frezowanie (wymiary tekstolitu: 40 mm na 100 mm). Następnie należało wyfrezować na powierzchni inicjały imienia i nazwiska.
Wnioski.
Aby prawidłowo wykonać ćwiczenie frezowania należy dobrać dużą prędkość obrotową i frezować przy małym posuwie aby obrabiany przedmiot miał gładką powierzchnię. Podczas pracy z frezarką należy szczególnie przestrzegać przepisów BHP panujących na stanowisku pracy.
1

Wyszukiwarka
Podobne podstrony:
normowanie czasu frezowanie DOC
karta czasu frezowanie DOC
[LAB 2] Wiercenie, poglebianie, rozwiercanie i frezowanie doc
Karta normowania czasu (Frezowanie) DOC
15 Karta norm czasu Frezowanie DOC
FREZOW~3 DOC
Frezowanie1 DOC
FREZOW~1 (2) DOC
Czas frezowanie DOC
FREZOW~1 DOC
[LAB 2] Wiercenie, pogłębianie, rozwiercanie i frezowanie doc
nie frezowanie rowka DOC
10 frezowanie rowka DOC
frezowanie wcięcia DOC
europejski system energetyczny doc
Frezowanie 2 id 181007 Nieznany
więcej podobnych podstron