1
PROJEKT Z ZARZĄDZANIA PRODUKCJĄ I USŁUGAMI –
część I
mgr in
mgr in
mgr in
mgr inż. Michał Rogalewicz (szablon d
ż. Michał Rogalewicz (szablon d
ż. Michał Rogalewicz (szablon d
ż. Michał Rogalewicz (szablon dr inż. Krzysztof śywicki)
r inż. Krzysztof śywicki)
r inż. Krzysztof śywicki)
r inż. Krzysztof śywicki)
ETAPY I ZADANIA DO WYKONANIA
Cel i etapy projektu
Celem projektu jest zaplanowanie produkcji dla zdefiniowanych zleceń produkcyjnych w ściśle
określonym systemie wytwarzania. Realizujący projekt otrzymuje:
•
zestaw zleceń produkcyjnych przewidzianych do wytworzenia,
•
dokumentację z charakterystyką systemu wytwarzania.
ZADANIA DO WYKONANIA
Etap 1. Określenie systemu wytwarzania
1.1. Scharakteryzowanie zasobów produkcyjnych (charakterystyka obrabiarek – tych, które
zostaną wykorzystane w procesach technologicznych poszczególnych zleceń).
1.2. Wyznaczenie kosztu maszynogodziny obrabiarek (Uwaga! Do obliczeń kosztu
maszynogodziny przyjąć okres użytkowania równy 10 lat) – patrz przypis z punktu 1.1.
Dane wejściowe:
materiały dostarczone podczas zajęć projektowych.
System wytwarzania, którego dotyczy projekt dydaktyczny posiada możliwości organizacyjno-
technologiczne wytwarzania wyrobów (elementów części maszyn) poprzez technologię obróbki
skrawaniem. Struktura organizacyjna systemu jest określona i składają się na nią:
1.
Struktura przestrzenna:
•
rozmieszczenie komórek produkcyjnych,
•
drogi transportowe.
2.
Zasoby:
•
produkcyjne – obrabiarki (rys.1.1),
•
środki transportu międzystanowiskowego,
•
pracownicy.
2
Tokarskie centrum obróbkowe – CTX 310
•
cena zakupu – 350 000 zł,
•
zajmowana powierzchnia – 6,0 m
2,
•
moc znamionowa silnika – 11 kW,
•
stawka pracownika obsługującego – 12,50
zł/h,
•
możliwości technologiczne: wysokowydajna
obrabiarka pozwalająca na zastosowanie
koncentracji operacji technologicznych,
charakteryzująca się wysoką dokładnością
wykonania części maszyn w porównaniu z
tokarkami konwencjonalnymi: zakiełkowania,
przecinania prętów, operacje toczenia,
wykonanie otworów, gwintów zew. i wew.,
rowków na przedmiotach
osiowosymetrycznych.
Rys. 1.1. Charakterystyka obrabiarki
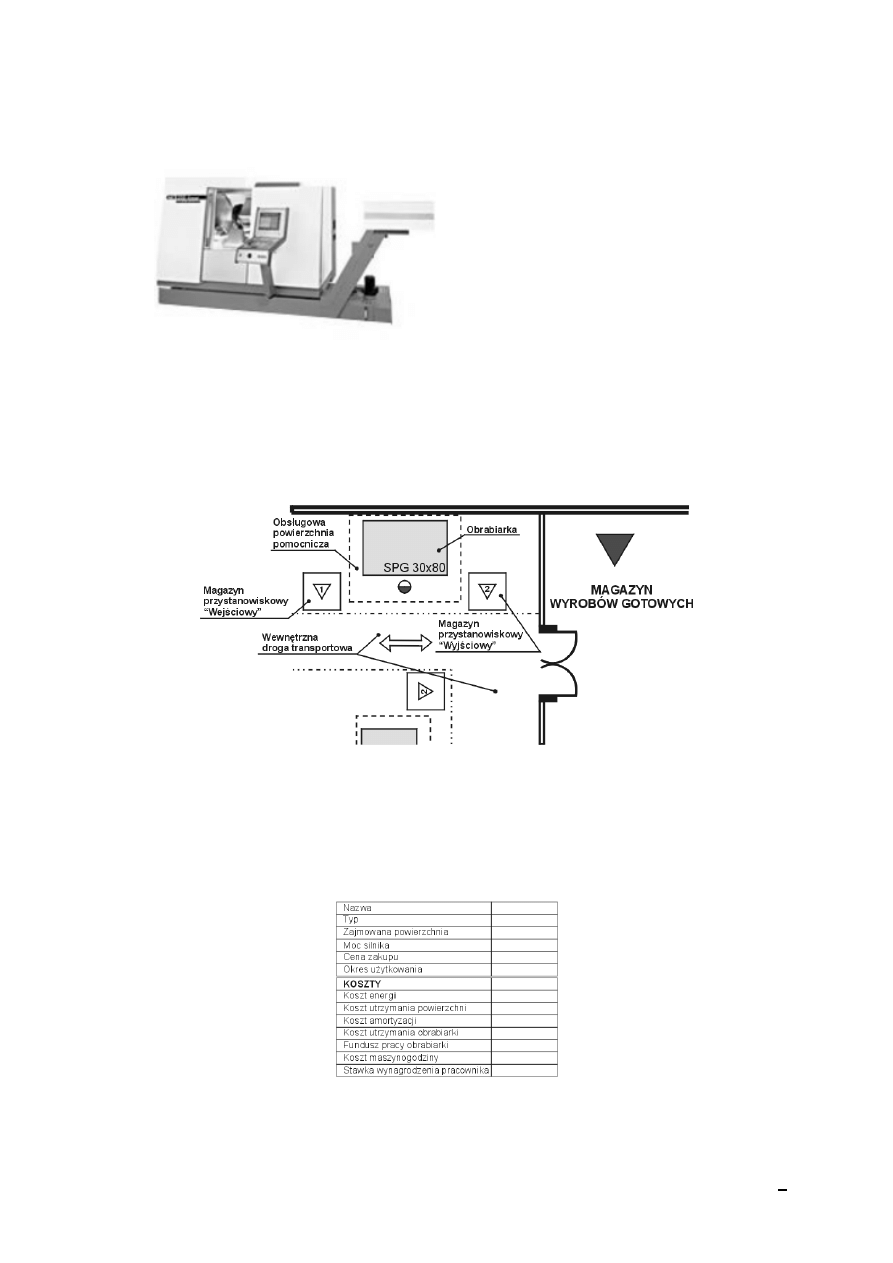
Stanowiska produkcyjne (rys. 1.2) są określone poprzez: zajmowaną powierzchnię obrabiarki,
powierzchnię pomocniczą przeznaczoną do obsługi obrabiarki oraz magazyny przystanowiskowe
o zdefiniowanej pojemności.
Rys. 1.2. Fragment widoku hali produkcyjnej
System wytwarzania posiada także określony system pracy, jedno lub dwuzmianowy (w projekcie
należy przyjąć system jednozmianowy). Dodatkowo określone są wielkości kosztów związane z
funkcjonowaniem systemu wytwarzania (patrz materiały dostarczone przez prowadzącego zajęcia,
dotyczące charakterystyki systemu wytwarzania).
Dane wyjściowe:
tabele (wg wzoru podanego poniżej: rys. 1.3)
Rys. 1.3. Wzór tabel charakterystyki obrabiarek
3
PRZYKŁAD OBLICZEŃ CHARAKTERYSTYK OBRABIARKI
Nazwa: Wiertarka konwencjonalna słupowa
Typ: Helos VS32B
Zajmowana powierzchnia: 2 [m
2
]
Moc silnika: 7 [kW]
Cena zakupu: 60.000 [zł]
Okres użytkowania: 10 lat
a)
koszt energii
N = 7 [kW] (moc zainstalowanych silników obrabiarki)
W
s
= 30% (wsp. wykorzystania mocy znamionowej silników obr.}
h = 2080 [h/rok] (liczba godzin pracy obrabiarki w roku)
S = 0,50 [zł/kWh] (cena energii elektrycznej)
S
h
W
N
K
s
EN
⋅
⋅
⋅
=
=
50
,
0
2080
3
,
0
7
⋅
⋅
⋅
= 2184 [zł/rok]
b)
koszt utrzymania powierzchni
C
pob
= 1 [zł/dzień/m
2
] (koszt utrzymania 1 m
2
powierzchni zajmowanej przez obrabiarkę)
P = 2 [m
2
] (powierzchnia zajmowana przez obrabiarkę)
365
⋅
⋅
=
P
C
K
pob
UP
=
365
2
1
⋅
⋅
= 730 [zł/rok]
c)
koszt amortyzacji
K
OB
= 60000 [zł] (koszt zakupu obrabiarki)
u = 10 lat (okres użytkowania obrabiarki)
=
=
u
K
K
OB
A
10
60000
= 6000 [zł/rok]
d)
koszt utrzymania obrabiarki
K
A
= 6000 [zł/rok]
A
UO
K
3
,
0
K
⋅
=
=
6000
3
,
0
⋅
= 1800 [zł/rok]
e)
fundusz pracy obrabiarki (roczny fundusz maszynowy nominalny)
z = 1 (liczba zmian)
8
1
5
52
8
5
52
⋅
⋅
⋅
=
⋅
⋅
⋅
=
z
F
MN
= 2080 [h]
MN
UO
EN
UP
A
MGO
F
K
K
K
K
K
+
+
+
=
=
2080
1800
2184
730
6000
+
+
+
=5,15 [zł/h]
Stawka wynagrodzenia pracownika: 8 [zł/h]
Etap 2. Określenie zleceń produkcyjnych
1.
Zapoznanie się ze zleceniami produkcyjnymi: rodzaj wyrobu, ilości, powtarzalność
wytwarzania, itd.
2.
Obliczenie programu produkcji zleceń produkcyjnych (program produkcji należy obliczyć dla
każdego zlecenia produkcyjnego i zaokrąglić w górę do najbliższej liczby podzielnej przez 2).
Etap 3. Projektowanie procesów technologicznych
1.
Opracowanie
procesów
technologicznych
umożliwiających
realizację
zleceń
produkcyjnych.
2.1. Określenie prawidłowości danych w zleceniu: materiał, półwyrób, itp.
2.2. Zaprojektowanie uproszczonego procesu technologicznego.
•
określenie struktury procesu technologicznego, gwarantującej prawidłowe wykonanie
danego wyrobu (procesy ramowe) (uporządkowanie losowo ułożonych operacji w proces
ramowy, który umożliwia wykonanie detali określonych w zleceniach – wałów lub
korpusów),
4
•
wskazanie obrabiarek umożliwiających wykonanie operacji technologicznych w zleceniach
(w każdym zleceniu, dla wszystkich operacji, przyporządkować wszystkie możliwe
obrabiarki w systemie wytwarzania, na których można wykonać daną operację),
•
wyznaczenie czasów operacji technologicznych: czasów jednostkowych i przygotowawczo
– zakończeniowych oraz normy czasu wykonania operacji technologicznych (czasy te i
normę czasu pracy należy wyliczyć dla każdej możliwości określonej w punkcie wcześniej.
Jako liczbę wyrobów w normie czasu pracy uwzględnić zaokrąglony program produkcji
części).
Dane wejściowe
:
materiały dostarczone podczas zajęć projektowych (zlecenia produkcyjne)
.
Wytwarzanie odbywa się na podstawie ściśle zdefiniowanych zleceń produkcyjnych. Zlecenia
te dotyczą wytwarzania wyrobów prostych
1
wykonywanych poprzez obróbkę skrawaniem.
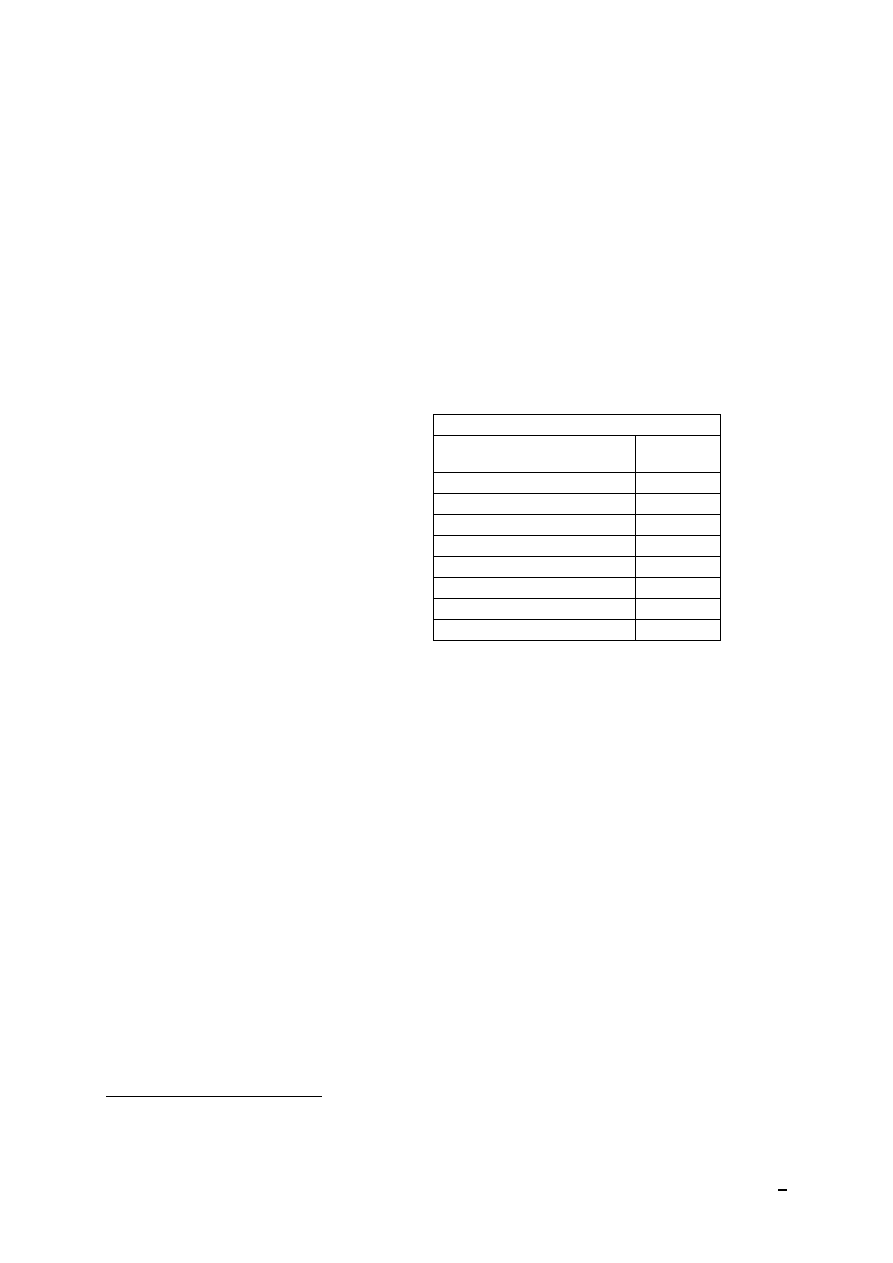
Każde zlecenie produkcyjne (rys. 1.4) określone jest poprzez informacje ogólne odnośnie numeru
zlecenia, rodzaju wyrobu, materiału i półwyrobu itp. Dla każdego zlecenia opracowano także
ramowy proces technologiczny.
Numer zlecenia: 01
PROCES TECHNOLOGICZNY
Rodzaj wyrobu: Wałek stopniowany
Operacja technologiczna
∑t
g
[min]
Materiał wyrobu: stal St3
Przecinanie
0,60
Rodzaj półwyrobu: pręt walcowany
Toczenie kształtujące
2,50
Masa 1 szt. półwyrobu: 5,5 kg
Wiercenie otworu poprzecznego 1,40
Liczba sztuk w zleceniu: 60
Planowanie czół
0,70
Zapotrzebowanie: tygodniowe
Toczenie zgrubne
2,10
Nakiełkowanie
0,20
Obróbka wykańczająca
3,20
Frezowanie rowka wpustowego
3,15
Rys. 1.4. Przykład zlecenia produkcyjnego
Ramowy proces technologiczny zawiera zbiór operacji technologicznych niezbędnych do
wytworzenia danego wyrobu. Każda z operacji posiada informacje o sumie czasów głównych
wynikających z czasu trwania zabiegów wchodzących w jej skład. Należy jednak zwrócić uwagę
na fakt, iż operacje te nie tworzą prawidłowej marszruty technologicznej niezbędnej do
wytworzenia wyrobu.
Dla potrzeb projektu, do obliczenia czasu jednostkowego dla różnych wariantów wykonania
operacji technologicznej, należy skorzystać z jednej z metod ustalania tego czasu a mianowicie z
metody analityczno – uproszczonej. Metoda ta zakłada wykorzystanie współczynników zamiast
konkretnych wartości określonych grup normy czasu. Zazwyczaj wskaźniki te dotyczą
wyznaczenia wartości czasu uzupełniającego i pomocniczego na podstawie czasu głównego.
Można także do obliczenia czasu jednostkowego operacji technologicznej posłużyć się
skumulowanym wskaźnikiem
k
j
.
W uproszczeniu można zapisać, że czas jednostkowy wyraża się wzorem:
∑
⋅
=
g
j
j
t
k
t
2
(przypis, nie do kwadratu)
gdzie:
1
Wyrób prosty – (detal lub część) jednolity element konstrukcyjny otrzymany z jednego materiału i nie posiadający
powiązań z innymi elementami, chyba, że jest nim powiązanie rozłączne [1].
2
Poradnik inżyniera: obróbka skrawaniem, tom II, WNT Warszawa 1993.
5
t
j
– czas jednostkowy,
k
j
– współczynnik czasu jednostkowego,
∑t
g
– suma czasów głównych w danej operacji technologicznej.
W celu wyznaczenia współczynnika czasu jednostkowego dla operacji technologicznej należy
posłużyć się tabelą określającą ten współczynnik dla danej obrabiarki (patrz materiały
dostarczone przez wykładowcę, dotyczące systemu wytwarzania ).
t
pz
– czas przygotowawczo – zakończeniowy – wartość tego czasu należy wyznaczyć jako sumę
czasów czynności przewidzianych do wykonania na danej obrabiarce w związku
z wykonywaną operacją partii obróbkowej. Informacje odnośnie tych danych zamieszczono w
materiałach dodatkowych (patrz materiały, dotyczące systemu wytwarzania).
Dane wyjściowe:
tabele (wg wzoru poniżej: rys. 1.5)
Operacja technologiczna
Σ t
g
[min]
Przecinanie
0,70
Planowanie czół, nakiełkowanie i toczenie
zgrubne
1,80+0,60+3,10=5,50
Toczenie kształtujące
3,80
Gwintowanie
4,60
Szlifowanie
5,20
Wiercenie otworu osiowego
2,20
SUMA
22,0
Rys. 1.5. Przykładowa tabela z właściwą kolejnością operacji technologicznych (należy takową wykonać
dla wszystkich zleceń)
PRZYKŁADOWA REALIZACJA CZĘŚCI WYMAGAŃ PUNKTU 2.2
(bez obliczenia normy czasu pracy wykonania operacji)
Numer zlecenia 01:
1.
Przecinanie
Σt
g
= 0,70 [min]
a)
przecinarka ramowa PTS 450
k
j
= 2,045
t
j
= k
j
* Σt
g
= 2,045*0,70 = 1,432 [min]
b)
tokarka konwencjonalna TUJ 560 MEF
k
j
= 2,055
t
j
= k
j
* Σt
g
= 2,055*0,70 = 1,439 [min]
c)
tokarka sterowana numerycznie NEF 320K
k
j
= 1,315
t
j
= k
j
* Σt
g
= 1,315*0,70 = 0,921 [min]
d)
tokarka sterowana numerycznie CTX 320
k
j
= 1,32
t
j
= k
j
* Σt
g
= 1,32*0,70 = 0,924 [min]
2.
Planowanie czół, nakiełkowanie, toczenie zgrubne
Σ
t
g
= 5,50 [min]
a)
tokarka konwencjonalna TUJ 560 MEF
k
j
= 2,11
t
j
= k
j
* Σt
g
= 2,11*5,50 = 11,605 [min]
b)
tokarka sterowana numerycznie NEF 320K
k
j
= 1,36
t
j
= k
j
* Σt
g
= 1,36*5,50 = 7,48 [min]
c)
tokarka sterowana numerycznie CTX 320
k
j
= 1,37
t
j
= k
j
* Σt
g
= 1,37*5,50 = 7,535 [min]

6
3.
Toczenie kształtujące
Σ
t
g
= 3,80 [min]
a)
tokarka konwencjonalna TUJ 560 MEF
k
j
= 2,09
t
j
= k
j
* Σt
g
= 2,09*3,80 = 7,942 [min]
b)
tokarka sterowana numerycznie NEF 320K
k
j
= 1,345
t
j
= k
j
* Σt
g
= 1,345*3,80 = 7,48 [min]
c)
tokarka sterowana numerycznie CTX 320
k
j
= 1,355
t
j
= k
j
* Σt
g
= 1,355*3,80 = 5,149 [min]
4.
Gwintowanie
Σ
t
g
= 4,60 [min]
a)
frezarka konwencjonalna pionowa FNE 40P
k
j
= 2,1
t
j
= k
j
* Σt
g
= 2,1*4,60 = 9,66 [min]
b)
tokarka konwencjonalna TUJ 560 MEF
k
j
= 2,1
t
j
= k
j
* Σt
g
= 2,1*4,60 = 9,66 [min]
c)
tokarka sterowana numerycznie NEF 320K
k
j
= 1,35
t
j
= k
j
* Σt
g
= 1,35*4,60 = 6,21 [min]
d)
tokarka sterowana numerycznie CTX 320
k
j
= 1,36
t
j
= k
j
* Σt
g
= 1,36*4,60 = 6,256 [min]
5.
Szlifowanie
Σ
t
g
= 5,20 [min]
a)
szlifierka do wałków ROPA 1650B
k
j
= 2,14
t
j
= k
j
* Σt
g
= 2,14*5,20 = 11,128 [min]
6.
Wiercenie otworu osiowego
Σ
t
g
= 2,20 [min]
a)
wiertarka konwencjonalna słupowa Helos VS32B
k
j
= 2,095
t
j
= k
j
* Σt
g
= 2,095*2,20 = 4,609 [min]
b)
frezarka konwencjonalna pionowa FNE 40P
k
j
= 2,08
t
j
= k
j
* Σt
g
= 2,08*2,20 = 4,576 [min]
Jeżeli w procesie technologicznym znajduje się jednocześnie gwintowanie i wiercenie otworu
poprzecznego, to przyjąć, że gwintowanie odnosi się do tego otworu. Jeżeli występuje
gwintowanie, a nie ma wiercenia otworu poprzecznego, to gwintowanie odnosi się do
zewnętrznej powierzchni wału.
Etap 4. Harmonogram operacyjny
1.
Przyjęcie kryterium maksymalnego wykorzystania zdolności produkcyjnych przy
opracowywaniu harmonogramu produkcyjnego.
2.
Opracowanie harmonogramu operacyjnego wykonania zleceń produkcyjnych dla jednej
jednostki planowania (jeden tydzień) wykorzystując wykres Gantta’a. (w tym celu należy
podzielić program produkcji dla każdego zlecenia – patrz etap 2 – na partie transportowe i
umieścić je na harmonogramie zgodnie z zasadami tworzenia cyklu szeregowo-równoległego.
Sugeruje się podzielenie programu produkcji części na 2 partie transportowe).

7
3.
Opracowanie schematu struktury procesu wytwarzania (dla każdej z partii transportowych w
każdym zleceniu należy pokazać strukturę procesu wytwarzania. W przypadku, kiedy partie
transportowe nie różnią się marszrutą technologiczną, wystarczy wykonać taką strukturę dla
jednej partii i dodać komentarz, że druga partia ma taki sam przebieg przez stanowiska
produkcyjne).
4.
Opracowanie kart instrukcyjnych (dla każdej z partii transportowych w każdym zleceniu należy
wykonać kartę instrukcyjną. W przypadku, kiedy partie transportowe nie różnią się marszrutą
technologiczną, wystarczy opracować kartę instrukcyjną dla jednej partii i dodać komentarz, że
druga partia ma taki sam przebieg przez stanowiska produkcyjne).
Dane wejściowe:
•
charakterystyka zasobów produkcyjnych (obrabiarki),
•
struktury procesów technologicznych zleceń produkcyjnych,
•
normy czasu wykonania procesów technologicznych.
Dane wyjściowe:
opracowany samodzielnie sposób prezentacji graficznej harmonogramu
produkcyjnego lub plik z programu ZPPro. Użycie programu zostało przedstawione w
prezentacji. Program wraz z prezentacją zostaną wysłane do starosty.
Tabele (wg wzoru poniżej: rys. 1.6 - 1.7):
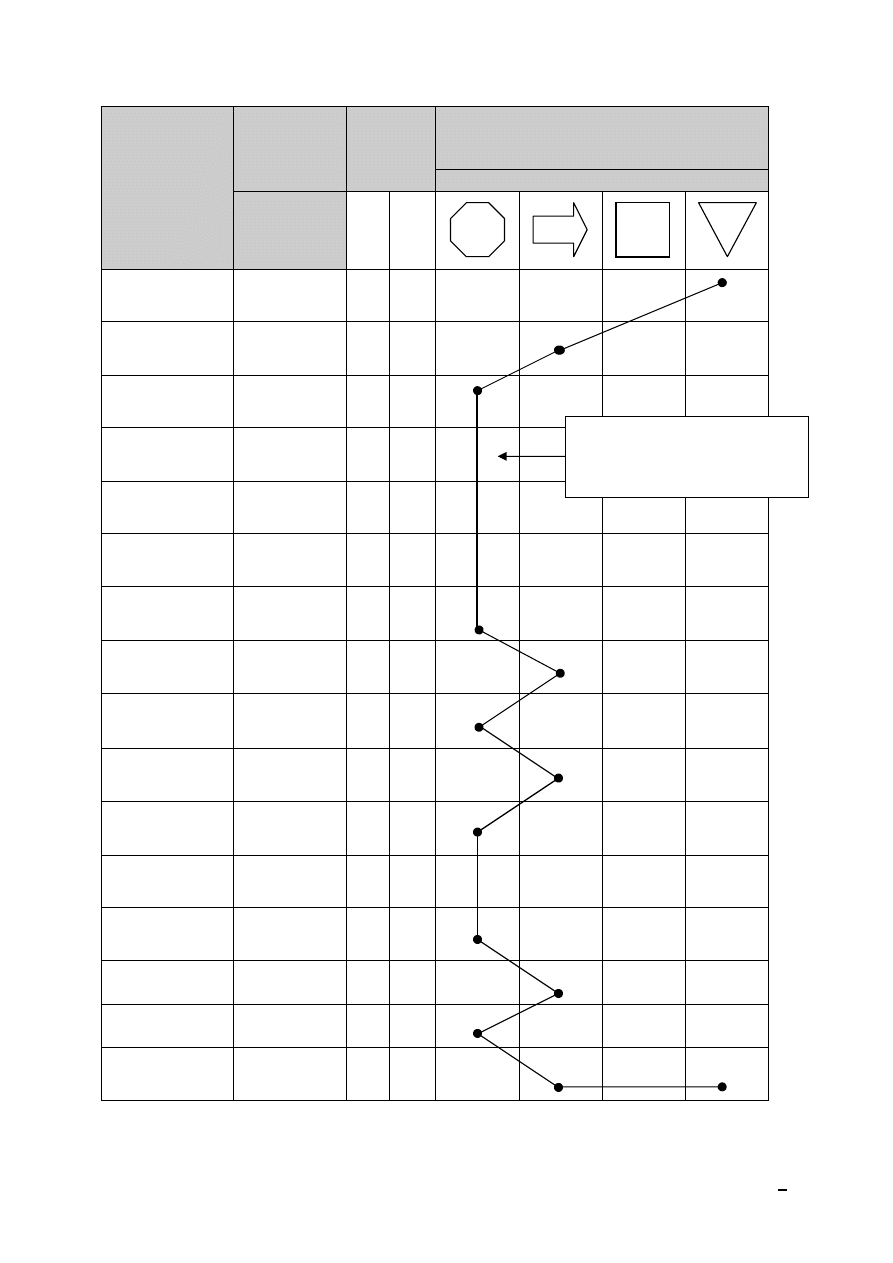
8
Nazwa operacji
procesu
wytwarzania
Urządzenie
Czas [h]
Wyrób: KORPUS 001 Materiał: ZL 250
Liczba sztuk zlecenia: 60
Schemat przebiegu
Powierzchnia
(cyfry oznaczają
numer partii)
t
pz
t
j
Składowanie
materiału
wyjściowego
Regały
-
-
Transport
do
frezarki
Wózek
-
0,17
Frezowanie zgrubne
płaszczyzn
1
FNE40P
2
DMU 35M
3
DMC 63V
0,5
0,5
0,58
0,343
0,227
0,229
Transport
do
frezarki
Wózek
-
-
Frezowanie
kształtujące
płaszczyzn
1
FNE40P
2
DMU 35M
3
DMC 63V
0,5
0,5
0,33
0,317
0,21
0,211
Transport
do
frezarki
Wózek
-
-
Frezowanie
rowków
1
FNE40P
2
DMU 35M
3
DMC 63V
0,5
0,5
0,33
0,222
0,146
0,147
Transport
do
frezarki
Wózek
-
0,17
Wiercenie otworów
1
Helos VS32B
2
DMU 35M
3
DMC 63V
0,42
0,5
0,33
0,261
0,17
0,172
Transport
do
frezarki
Wózek
-
0,17
Rozwiercanie
otworów
1,2
DMU 35M
3
DMC 63V
0,5
0,33
0,203
0,205
Transport
do
frezarki
Wózek
-
-
Gwintowanie
otworów
1,2
DMU 35M
3
DMC 63V
0,5
0,33
0,159
0,16
Transport do
szlifierki
Wózek
-
0,17
Szlifowanie
płaszczyzn
1,2,3
ACC
125EX
0,58 0,455
Transport
do
magazynu
Wózek
-
0,17
Rys. 1.6. Przykładowa tabela, zawierająca sposób przedstawienia struktury wytwarzania
Kiedy partie pozostają na tej
samej obrabiarce, nie ma
transportu
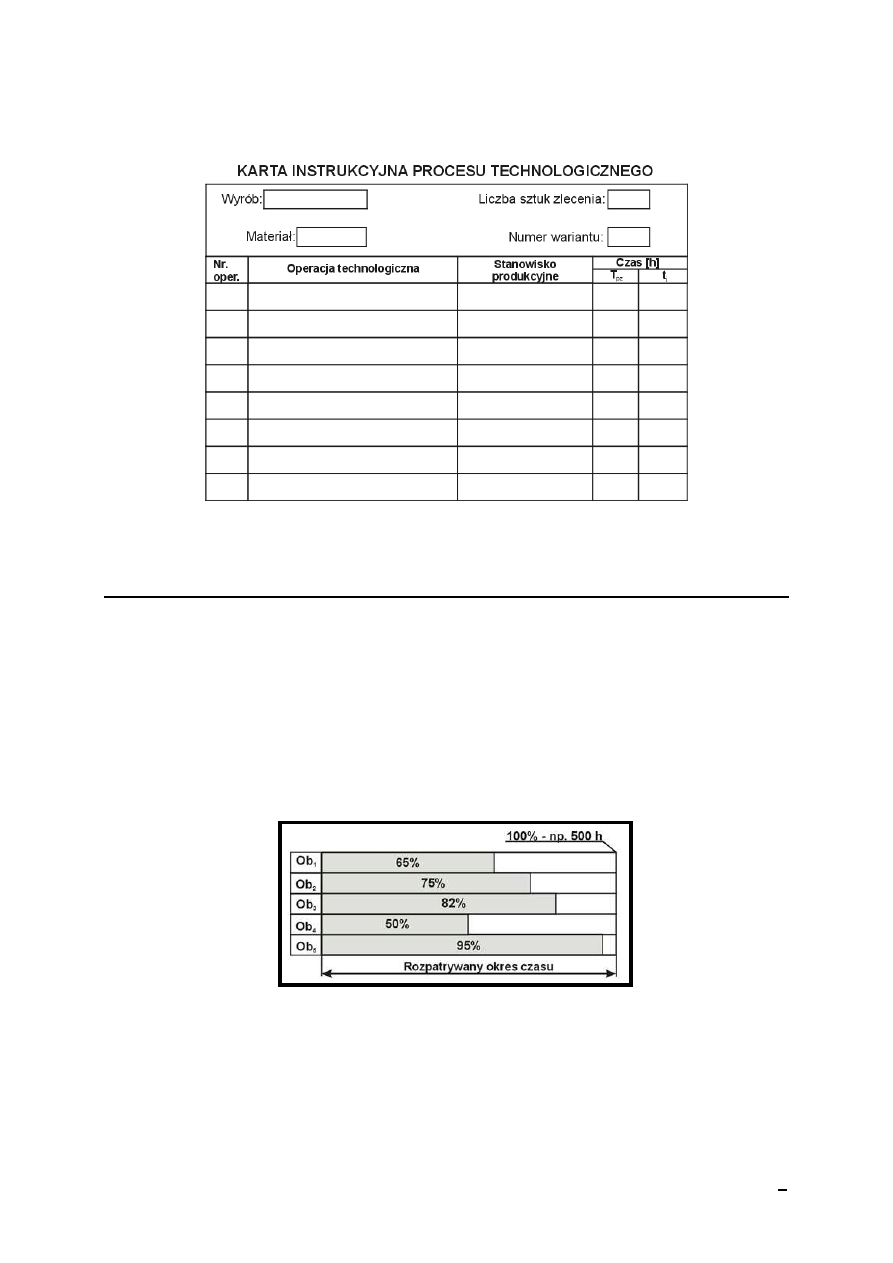
9
Rys. 1.7. Przykładowa karta instrukcyjna (dla pojedynczej partii transportowej)
Etap 5. Analiza wykorzystania zdolności produkcyjnych
1.
Określić wykorzystanie zdolności produkcyjnych dla każdej obrabiarki podczas wykonywania
zleceń (tzn. przedstawić na wykresie stopień wykorzystania w trakcie wykonywania zleceń
obrabiarek dostępnych w systemie produkcyjnym. Jako okres analizy przyjąć czas między
rozpoczęciem pierwszego i zakończeniem ostatniego zlecenia, czyli cykl wytwarzania
wszystkich zleceń).
Dane wejściowe:
•
Harmonogram operacyjny – etap 4.
Dane wyjściowe
:
wykres wykorzystania zdolności produkcyjnych (wg wzoru poniżej: rys. 1.8 lub
1.9).
Rys. 1.8. Przykładowy wykres analizy wykorzystania zdolności produkcyjnych
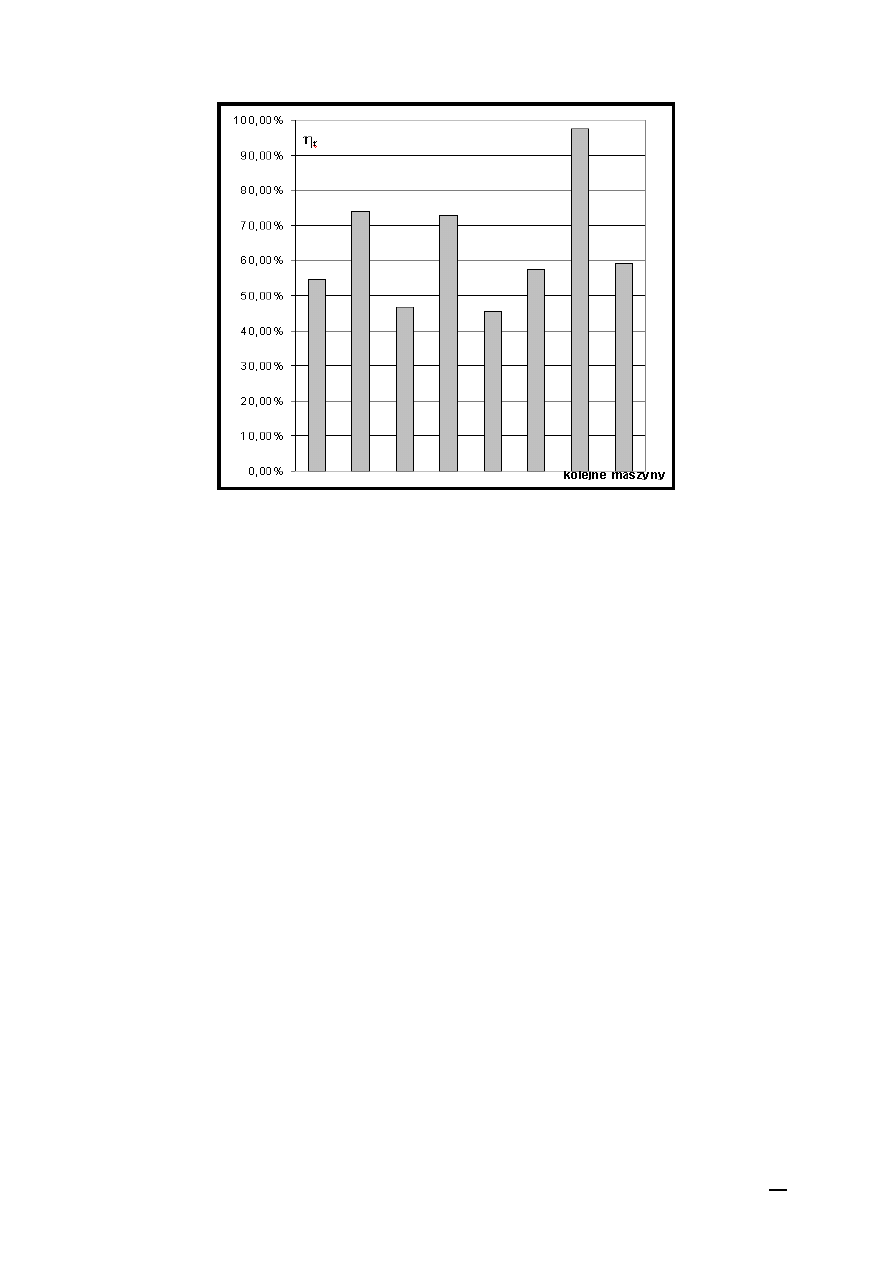
10
Rys. 1.9. Przykładowy wykres analizy wykorzystania zdolności produkcyjnych
Proszę koniecznie zaznaczyć na wykresie wartości procentowe, a także zamieścić tabelę z
obliczeniami.
Wyszukiwarka
Podobne podstrony:
Konspekt projektu I część 2013
Konspekt projektu I część 2013
EiZI Projekt GiG4 2012 id 15450 Nieznany
KSPD projekt część opisowa
Konspekt projektu SO
1Przykładowy konspekt projektu?dawczego
KSPD Projekt Część opisowa i rysunkowa
I 1 2 Chemia fizyka matematyka w kuchni i w lazience konspekt projektu
Informatyka INiG Projekt część 1
konspekt projektu, PWR [w9], WSZYSTKO W9, Projektowanie samolotow
konspekt-projekt
Pedagogika czasu wolnego formularz projektu 2011-2012, Materiały na studia, Turystyka i Rekreacja, P
konspekt projektu, studia, 1 semestr, zarządzanie
PROJEKT czesc opisowa
BST projekt 2011 2012
więcej podobnych podstron