
Zawód: technik mechatronik
Symbol cyfrowy zawodu: 311[50]
Numer zadania: 3
311[50]-03-132
Czas trwania egzaminu: 240 minut
ARKUSZ EGZAMINACYJNY
ETAP PRAKTYCZNY
EGZAMINU POTWIERDZAJ
=CEGO KWALIFIKACJE ZAWODOWE
CZERWIEC 2013
Informacje dla zdaj
>cego:
1. Materia
Žy egzaminacyjne obejmuj>: ARKUSZ EGZAMINACYJNY z treWci> zadania
i dokumentacj
>, zeszyt ze stron> tytuŽow> KARTA PRACY EGZAMINACYJNEJ oraz KARTB
OCENY.
2. Sprawd
a, czy arkusz egzaminacyjny zawiera 8 stron. Sprawda, czy materiaŽy egzaminacyjne
s
> czytelne i nie zawieraj> bŽCdnie wydrukowanych stron. Ewentualny brak stron lub inne
usterki w materia
Žach egzaminacyjnych zgŽoW przewodnicz>cemu zespoŽu nadzoruj>cego
etap praktyczny.
3. Na KARCIE PRACY EGZAMINACYJNEJ:
/ wpisz
swoj
> datC urodzenia,
/ wpisz swój numer PESEL*.
4. Na KARCIE OCENY:
/ wpisz
swoj
> datC urodzenia,
/ wpisz swój numer PESEL*,
/ wpisz symbol cyfrowy zawodu,
/ zamaluj
kratk
C z numerem odpowiadaj>cym numerowi zadania,
/ przyklej
naklejk
C ze swoim numerem PESEL w oznaczonym miejscu na karcie.
5. Zapoznaj si
C z treWci> zadania egzaminacyjnego, dokumentacj> zaŽ>czon> do zadania,
stanowiskiem egzaminacyjnym i jego wyposa
ceniem. Masz na to 20 minut. Czas ten nie jest
wliczany do czasu trwania egzaminu.
6. Po up
Žywie tego czasu przyst>p do rozwi>zywania zadania. Rozwi>zanie obejmuje
opracowanie projektu realizacji prac okre
Wlonych w treWci zadania, wykonanie prac
zwi
>zanych z opracowywanym projektem i sporz>dzenie dokumentacji z ich wykonania.
7. Zadanie rozwi
>zuj tylko w zeszycie KARTA PRACY EGZAMINACYJNEJ od razu na czysto,
nie otrzymasz dodatkowych kartek. Notatki, pomocnicze obliczenia itp., je
celi nie nalec>
do pracy, obwied
a lini> i oznacz sŽowem BRUDNOPIS. Zapisy oznaczone BRUDNOPIS
nie b
Cd> oceniane.
8. Po rozwi
>zaniu zadania ponumeruj strony pracy egzaminacyjnej. Numerowanie rozpocznij
od strony, na której jest miejsce do zapisania tytu
Žu pracy. Wszystkie materiaŽy, które
za
Ž>czasz do pracy, opisz swoim numerem PESEL* w prawym górnym rogu.
9. Na stronie tytu
Žowej zeszytu KARTA PRACY EGZAMINACYJNEJ, wpisz liczbC stron swojej
pracy i liczb
C sztuk zaŽ>czonych materiaŽów.
10. Zeszyt KARTA PRACY EGZAMINACYJNEJ i KART
B OCENY przekac zespoŽowi
nadzoruj
>cemu etap praktyczny.
Powodzenia!
Arkusz zawiera informacje
prawnie chronione do
momentu rozpocz
Ccia
egzaminu
* w przypadku braku numeru PESEL - seria i numer paszportu lub innego dokumentu potwierdzaj
>cego tocsamoW5.

Zadanie praktyczne
W fabryce farmaceutycznej zastosowano urz dzenie przeznaczone do wykrywania i usuwania
opakowa bez etykiety. W mechanizmie sterowniczym urz dzenia zastosowano sterownik PLC.
Opracuj projekt realizacji prac zwi zanych z monta em, oprogramowaniem i uruchomieniem
mechanizmu sterowniczego urz dzenia do sortowania opakowa .
Na podstawie opisu dzia
łania urz dzenia, wykazu elementów (Zał cznik 1.) oraz modelu
mechanizmu sterowniczego zamontowanego na stanowisku egzaminacyjnym, narysuj schemat
po
ł cze ze sterownikiem PLC elementów rzeczywistego mechanizmu sterowniczego, tj. czujnika
optycznego, kontaktronowego czujnika po
ło enia tłoka siłownika, cewki elektrozaworu,
przemiennika cz stotliwo ci i przycisków sterowniczych. W KARCIE PRACY EGZAMINACYJNEJ
uzupe
łnij list przyporz dkowania.
Sporz d , w formie diagramu stanów lub schematu blokowego, algorytm dzia
łania
mechanizmu sterowniczego urz dzenia zgodnie z opisem (Za
ł cznik 1).
Napisz program sterowniczy w j zyku LAD (schemat drabinkowy) lub FBD (schemat bloków
funkcyjnych), zapewniaj cy sterowanie ruchem p
łyty uchylnej (ruch „góra-dół”) w odpowiedzi na
stany wyj
ć logicznych czujnika optycznego S1 ( Tabela 1.).
Prze lij program do sterownika PLC, skontroluj poprawno
ć działania mechanizmu
sterowniczego, w zakresie sterowania ruchem p
łyty uchylnej, wykonuj c próbne uruchomienie
modelu zamontowanego na stanowisku egzaminacyjnym. Wprowad ewentualne poprawki do
programu.
Sporz d dokumentacj z wykonanych prac.
Projekt realizacji prac powinien zawiera
ć:
1. Tytu
ł pracy egzaminacyjnej zgodny z tre ci zadania.
2. Za
ło enia do projektu realizacji prac, zawieraj ce wykaz sygnałów wej ciowych
i wyj ciowych dla ka dego elementu mechanizmu sterowniczego pod
ł czonego do
sterownika PLC.
3. Wykaz dzia
ła zwi zanych z monta em, oprogramowaniem i uruchomieniem
mechanizmu sterowniczego urz dzenia przeznaczonego do sortowania opakowa .
4. Wykaz elementów, narz dzi i sprz tu kontrolno-pomiarowego, potrzebnych do monta u
i oprogramowania mechanizmu sterowniczego.
5. Algorytm dzia
łania mechanizmu sterowniczego w formie diagramu stanów lub schematu
blokowego.
Dokumentacja z wykonania prac powinna zawiera
ć:
1. Uzupe
łnion list przyporz dkowania oraz schemat poł cze elementów wej ciowych
i wyj ciowych ze sterownikiem PLC.
2. Wnioski dotycz ce poprawno ci dzia
łania programu sterowniczego.
3. Podpisane numerem PESEL dwa zrzuty ekranu zawieraj ce:
Strona 2 z 8

− program załadowany do pami ci sterownika wraz z komentarzami wyja niaj cymi
dzia
łanie programu,
− widoczn konfiguracj zastosowanych bloków funkcjonalnych.
UWAGA:
Zrzuty z ekranu umie
ć w dokumencie edytora tekstu (format A4 o orientacji pionowej), plik
dokumentu zapisz na pulpicie w folderze, którego nazw jest Twój numer PESEL, folder skopiuj
do pami ci USB i popro przewodnicz cego zespo
łu nadzoruj cego etap praktyczny
o wydrukowanie pliku.
Do wykonania zadania wykorzystaj:
Opis dzia
łania urz dzenia do sortowania opakowa ................................................ Za
ł cznik 1.
oraz
zamieszczon w KARCIE PRACY EGZAMINACYJNEJ List przyporz dkowania.
Do wykonania zadania przygotowano stanowisko wyposa one w:
1. Komputer z oprogramowaniem po
ł czony ze sterownikiem PLC.
2. Model mechanizmu sterowniczego urz dzenia do sortowania opakowa , sk
ładaj cy si
z p
łyty z zamontowanymi i sprawnymi elementami podł czonymi do wej ć i wyj ć
sterownika PLC, tj.:
− wej cie 1 – przycisk sterowniczy S4 – START/STOP,
− wej cie 2 – przycisk sterowniczy S5 – ZATRZYMANIE AWARYJNE,
− wej cie 3 – przycisk sterowniczy zwierny, NO bez samoczynnego powrotu (zamiast
wyj cia BK czujnika optycznego odbiciowego S1),
− wej cie 4 – przycisk sterowniczy zwierny, NO bez samoczynnego powrotu (zamiast
wyj cia BH czujnika optycznego odbiciowego S1),
− wej cie 5 – przycisk sterowniczy zwierny, NO bez samoczynnego powrotu (zamiast
czujnika kontaktronowego si
łownika S3),
− wyj cie 1 – lampka sygnalizacyjna K4,
− wyj cie 2 – lampka sygnalizacyjna (zamiast wej cia RM przetwornicy cz stotliwo ci),
− wyj cie 3 – lampka sygnalizacyjna (zamiast wej cia RL przetwornicy cz stotliwo ci),
− wyj cie 4 – lampka sygnalizacyjna (zamiast cewki elektrozaworu K3).
3. Dokumentacj stanowiskow , zawieraj c informacje o elementach zastosowanych
w modelu urz dzenia sterowniczego.
Czas przeznaczony na wykonanie zadania wynosi 240 minut.
Strona 3 z 8
Za
ł cznik 1.
Opis dzia
łania urz dzenia przeznaczonego do sortowania opakowa
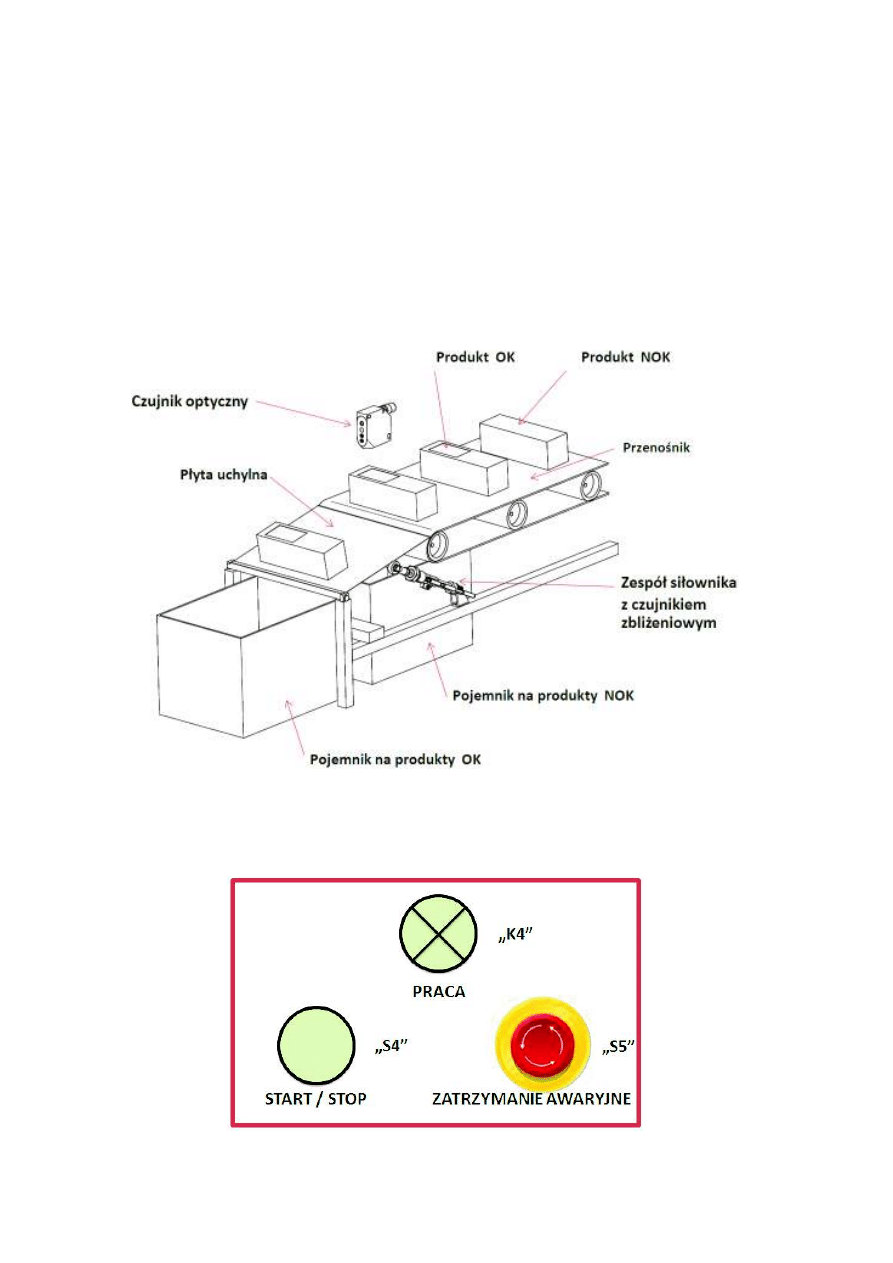
W mechanizmie sterowniczym urz dzenia do sortowania opakowa zastosowano sterownik PLC
wspó
łpracuj cy z (Rys. 1.):
− czujnikiem optycznym (wykrywaj cym opakowania bez etykiety),
− zespołem siłownika (steruj cego poło eniem płyty uchylnej),
− przemiennikiem cz stotliwo ci – falownikiem (nastawiaj cym pr dko ć przesuwu
przeno nika),
− przyciskami sterowniczymi i lampk sygnalizacyjn .
Rys. 1. Budowa urz dzenia eliminuj cego opakowania (NOK) bez etykiety
Urz dzenie wyposa one jest w pulpit operatora, na którym znajduj si przyciski: S4 - „START/
STOP”, S5 - „ZATRZYMANIE AWARYJNE” i lampka sygnalizacyjna K4 - „PRACA” (Rys. 2.).
Rys. 2. Wygl d pulpitu operatora
Strona 4 z 8
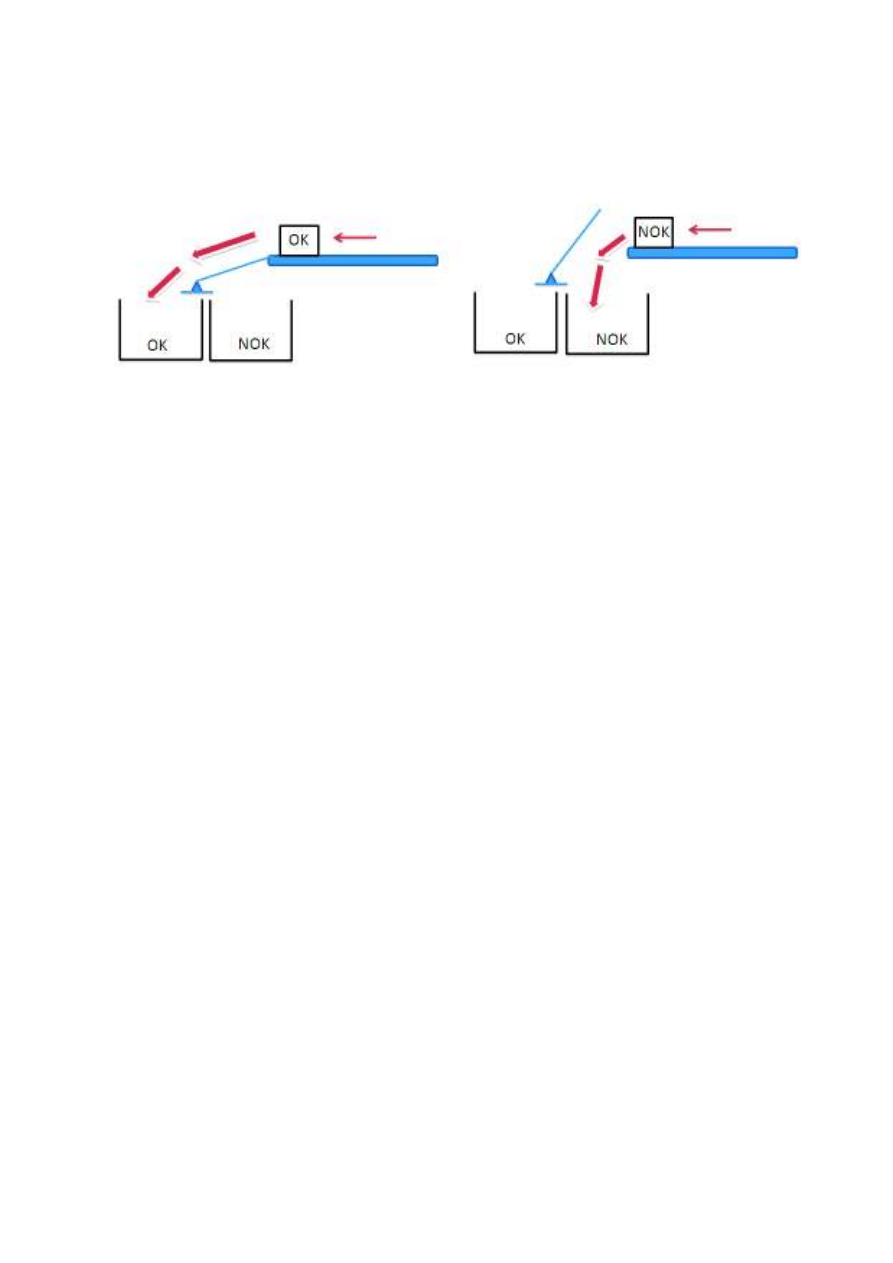
Opakowania transportowane s na przeno niku rolkowym (Rys. 1.). Gdy opakowanie posiada
etykiet (Produkt OK), wówczas zostaje zsuni te po p
łycie uchylnej do pojemnika na produkty
OK. Usuwanie opakowa bez etykiety (Produkt NOK) odbywa si poprzez uniesienie p
łyty
uchylnej do góry. Wówczas opakowanie NOK spada do pojemnika na produkty NOK. Dzia
łanie
urz dzenia w zakresie sortowania opakowa przedstawia Rys. 3.
Rys. 3. Sortowanie opakowa – produktów OK i NOK do odpowiednich pojemników
Po w
ł czeniu zasilania, urz dzenie znajduje si w stanie ZATRZYMANIE (pod warunkiem, e
przycisk ZATRZYMANIE AWARYJNE nie jest wci ni ty). Przeno nik nie przesuwa si .
Po wci ni ciu przycisku START/STOP, mechanizm sterowniczy przechodzi do stanu PRACA.
Wówczas zapala si lampka K4 - PRACA, przeno nik zaczyna pracowa
ć z pr dko ci
maksymaln Vmax, a mechanizm sterowniczy sprawdza obecno
ć etykiet na opakowaniach.
Pr dko
ć przesuwu przeno nika zmienia si w zale no ci od zachodz cych zdarze , przy
czym wyró nia si :
− zdarzenie A, gdy 6 kolejnych opakowa stanowi produkty OK,
− zdarzenie B, gdy 3 kolejne opakowania stanowi produkty NOK,
− zdarzenie C, gdy od ostatniej zmiany pr dko ci przesuwu przeno nika przez 30 kolejnych
opakowa nie nast pi
ło zdarzenie A lub zdarzenie B.
Zmiana pr dko ci przesuwu przeno nika przebiega wed
ług nast puj cej zasady:
− pocz tkowo pr dko ć ustawiana jest na warto ć maksymaln oraz przyjmuje si ,
e
pr dko
ć nie była zmieniana,
− je eli w ostatnim kroku pr dko ć nie była zmieniana, to zaj cie zdarzenia A powoduje
zwi kszenie pr dko ci, zaj cie zdarzenia B powoduje zmniejszenie pr dko ci, a zaj cie
zdarzenia C utrzymuje pr dko
ć bez zmiany,
− je eli w ostatnim kroku pr dko ć była zwi kszana, to zaj cie zdarzenia A powoduje
zwi kszenie pr dko ci, a zaj cie zdarzenia B lub C utrzymuje pr dko
ć bez zmiany,
− je eli w ostatnim kroku pr dko ć była zmniejszana, to zaj cie zdarzenia B powoduje
zmniejszenie pr dko ci, a zaj cie darzenia A lub C utrzymuje pr dko
ć bez zmiany.
Uwaga:
zwi kszenie pr dko ci maksymalnej oznacza, e pr dko
ć nie zmienia si co do warto ci, ale
nadaje jej si stan „zwi kszana”, zmniejszenie pr dko ci minimalnej (Tabela 2.) powoduje
zatrzymanie przeno nika i przej cie urz dzenia do stanu „ZATRZYMANIE”.
Przej cie ze stanu PRACA do stanu ZATRZYMANIE nast puje równie poprzez przyci ni cie
przycisku START/STOP. Wówczas lampka sygnalizacyjna PRACA ga nie, a przeno nik
zatrzymuje si .
Strona 5 z 8
Wci ni cie przycisku ZATRZYMANIE AWARYJNE (niezale nie w jakim stanie pracy ów
przycisk zosta
ł wci ni ty) powoduje zatrzymanie przeno nika, lampka PRACA jest zgaszona,
a mechanizm sterowniczy nie reaguje na wciskanie przycisku START/STOP.
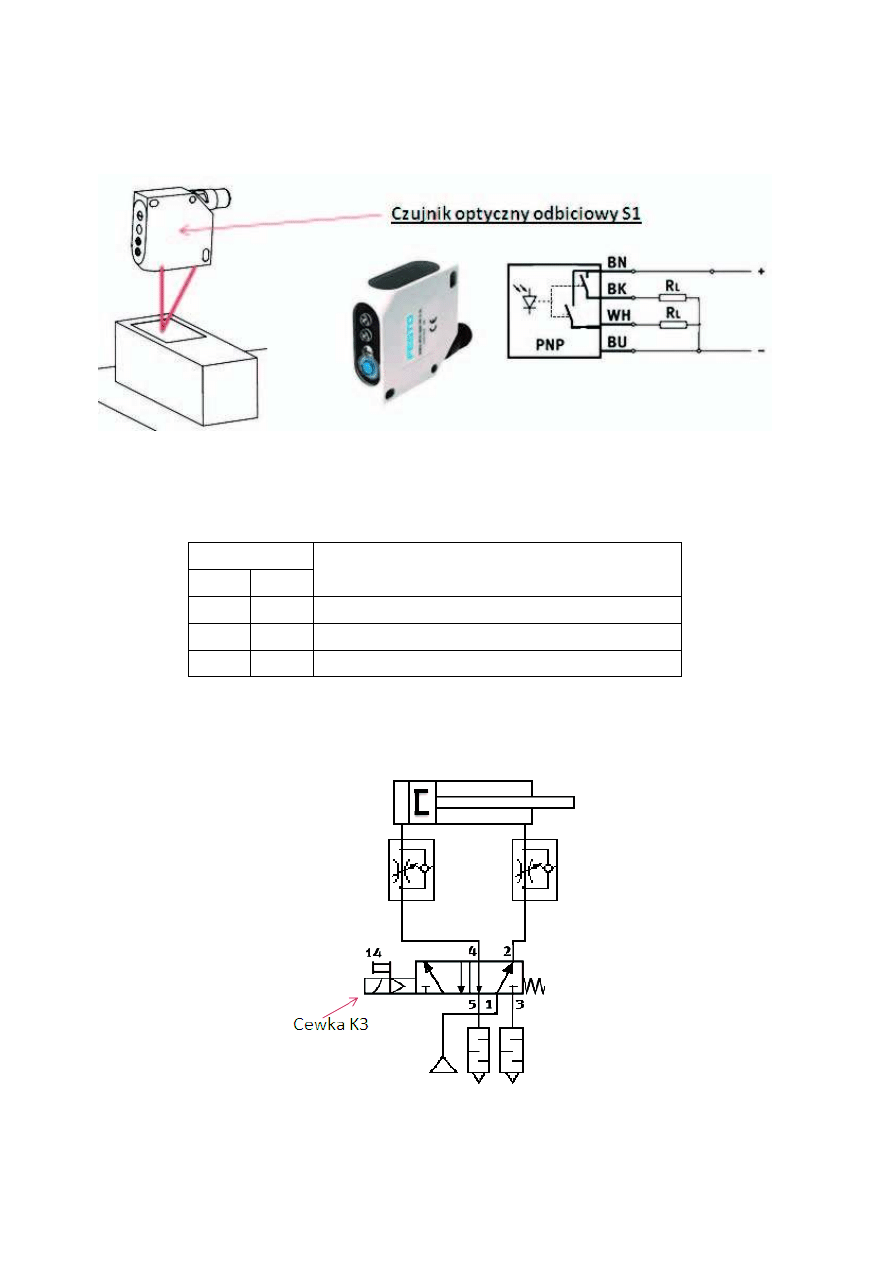
Do wykrywania etykiety zastosowano czujnik optyczny odbiciowy S1(Rys. 4.).
Rys. 4. Czujnik optyczny odbiciowy
Czujnik posiada dwa wyj cia cyfrowe BK oraz WH, które zosta
ły skonfigurowane w sposób
przedstawiony w Tabeli 1.
Tabela 1. Wykaz stanów wyj
ć czujnika optycznego S1
Ruchem p
łyty uchylnej steruje zespół siłownika pneumatycznego. Ruch płyty w gór
nast puje po podaniu sygna
łu „1” na cewk K3 monostabilnego elektrozaworu 5/2 (Rys. 5.).
Rys. 5. Schemat pneumatyczny
WY
BK WH
0
0
Brak produktu w pozycji ko cowej pola przeno nika
1
0
Produkt OK w pozycji pola ko cowego przeno nika
1
1
Produkt NOK w pozycji pola ko cowego przeno nika
WYNIK DETEKCJI
Strona 6 z 8
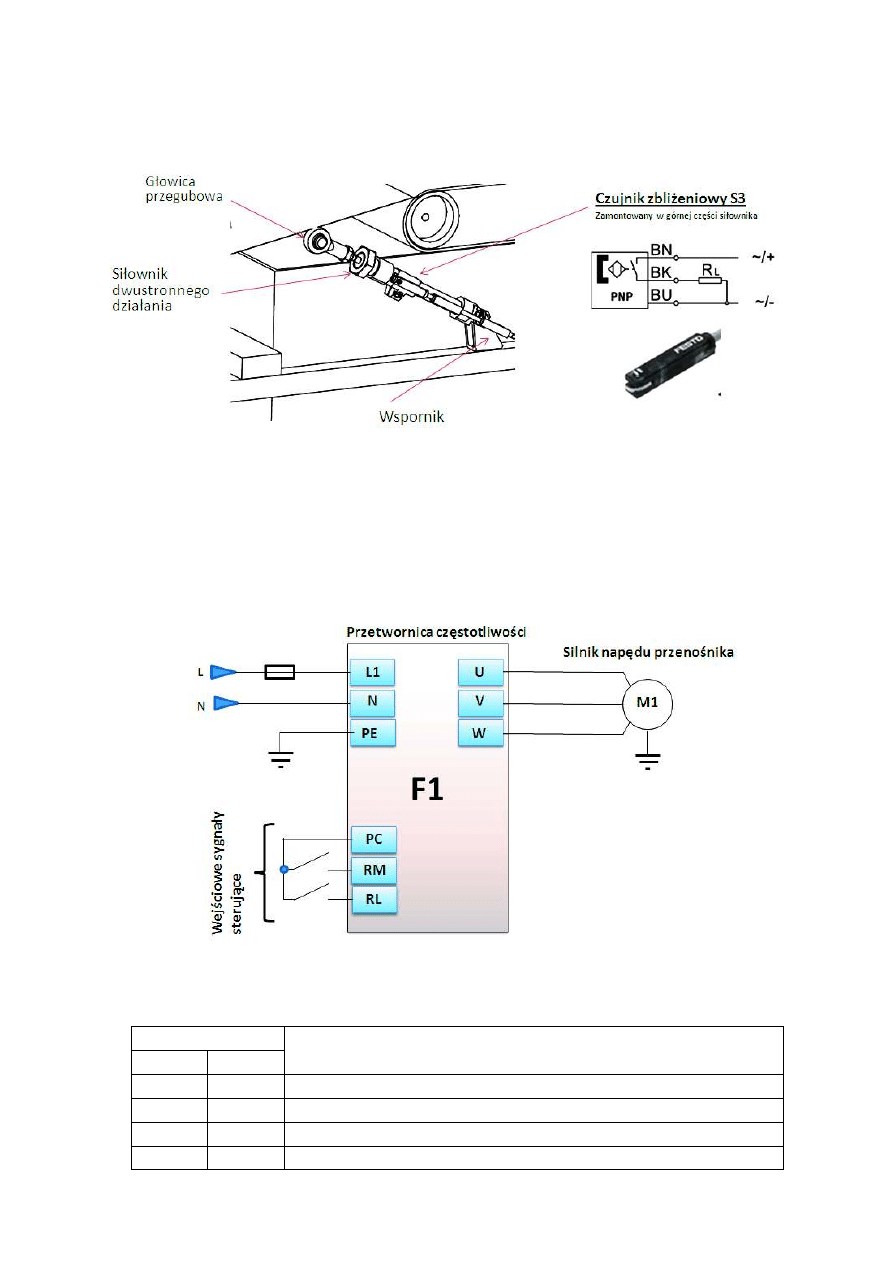
Si
łownik dwustronnego działania zamontowany jest na wsporniku. Płyta uchylna poł czona jest
z t
łoczyskiem siłownika poprzez głowic przegubow (Rys. 6). W górnej cz ci siłownika
zamontowany jest czujnik zbli eniowy S3. Gdy p
łyta uchylna osi gnie górn pozycj , tzn. zostanie
aktywowany czujnik zbli eniowy S3, mechanizm sterowniczy wymusza ruch si
łownika w dół.
Rys. 6. Elementy zespo
łu siłownika pneumatycznego.
Przeno nik rolkowy nap dzany jest poprzez elektryczny silnik trójfazowy M1. Silnik zasilany
jest za po rednictwem przetwornicy cz stotliwo ciowej (falownika) F1 (Rys. 7). Przetwornica
skonfigurowana jest w taki sposób, e pozwala na zatrzymanie i uzyskanie ró nych pr dko ci
obrotowych silnika M1 poprzez podanie odpowiednich sygna
łów na wej cia steruj ce zgodnie
z Tabel 2.
Rys. 7. Schemat elektryczny pod
ł czenia silnika M1 wraz z wej ciami steruj cymi przetwornicy
cz stotliwo ci F1
Tabela 2. Wykaz funkcji wej
ć przetwornicy cz stotliwo ci F1
WY
RM RL
0
0
Silnik M1 zatrzymany V=0
1
0
Praca silnika na niskich obrotach – pr dko minimalna
0
1
Praca silnika na po rednich obrotach - pr dko po rednia
1
1
Praca silnika na maksymalnych obrotach – pr dko maksymalna Vmax.
FUNKCJA
Strona 7 z 8
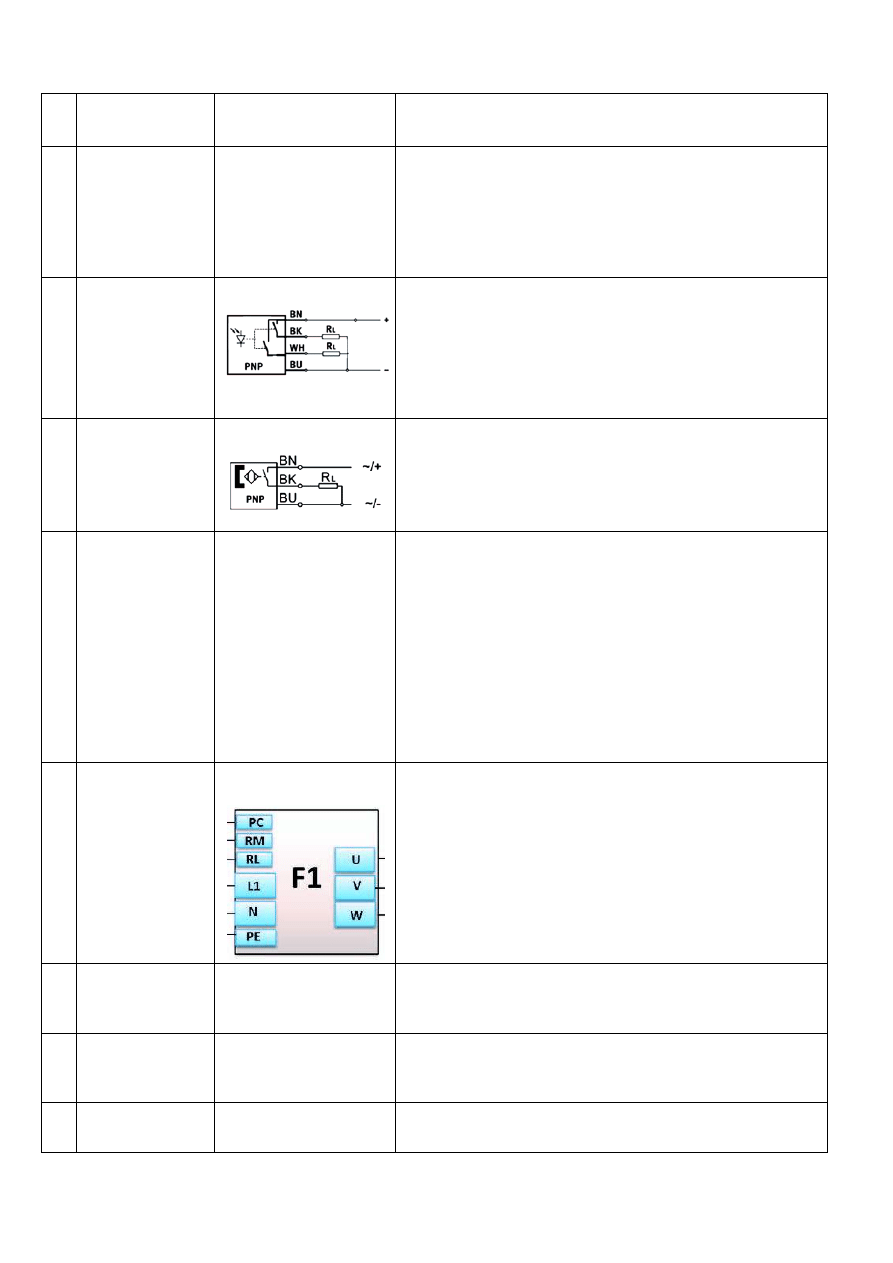
Tabela 3. Wykaz elementów mechanizmu sterowniczego urz dzenia do sortowania opakowa .
L.p.
Nazwa
Oznaczenie (symbol)
Wybrane parametry katalogowe
1.
Sterownik PLC
PLC
Napi cie zasilania: 24 V DC
Modu wej ciowy: minimum 5 wej 24 V DC
Modu wyj ciowy: minimum 4 wyj cia 24 V DC
Monta : szyna TH 35 lub inny sposób mocowania do p yty
Programator: komputer klasy PC
J zyk programowania: LAD lub FBD
2.
Czujnik optyczny
odbiciowy
BK, BH
S1
Metoda pomiarowa: czujnik optyczny odbiciowy z
wyt umieniem t a.
Zasi g: 50 … 300 mm
Rodzaj wiat a: laser czerwony.
Ilo wyj dwustanowych: 2, styki NO.
Zakres napi cia roboczego: 10 … 30 VDC
3.
Czujnik
kontaktronowy
si ownika.
S3
Detekcja pola magnetycznego wytwarzanego przez t ok
si ownika.
Monta na korpusie si ownika.
Wyj cie typu PNP, styk NO.
Zakres napi cia roboczego: 10 … 30 VDC
4.
Cewka
elektrozaworu 5/2
K3
Min. czas startu 10 ms
Czas pracy ci g ej 100%
Wspó czynnik mocy cos {phi} 0.7
Charakterystyka cewki 24V DC: 4,5W
42 V AC: 50/60 Hz, moc prze czana: 9 VA, moc podtrzymania:
7 VA
Dopuszczalne wahania napi cia +/- 10 %
Stopie ochrony IP65
Zasilenie cewki K3 wymusza ruch si ownika „w gór ”.
Brak zasilania – ruch „w dó ”
5.
Przetwornica
cz stotliwo ciowa
RM
RL
Wysterowanie wej cia przetwornicy cz stotliwo ciowej
odbywa si na skutek podania sygna u PC do wej RM i RL
(patrz rys. 7.).
Konfiguracja wej podana jest w tabeli 2.
6.
Przycisk
„START / STOP”
S4
Przycisk zwierny NO o samoczynnym powrocie (monostabilny),
U
n
<= 230 V, I
n
= 1,5 A
Monta : szyna TH 35 lub inny sposób mocowania do p yty.
7.
Przycisk
„ZATRZYMANIE
AWARYJNE”
S5
Przycisk rozwierny NC z ryglem (bistabilny),
U
n
<= 230 V, I
n
= 1,5 A
Monta : szyna TH 35 lub inny sposób mocowania do p yty.
8.
Lampka
sygnalizacyjna
K4
Lampa z arówk 5 W / 24 V DC
Strona 8 z 8

Wyszukiwarka
Podobne podstrony:
egzamin TM 2013 1
egzamin TM 2013 6
egzamin TM 2013 8
egzamin TM 2013 2
egzamin TM 2013 5
egzamin TM 2013 7
egzamin TM 2013 4
Egzamin radcowski 2013 r cywilne
Fizjologia pytania do egzaminu 2012 2013 poprawione
edulandia egzamin gimnazjalny 2013 przyrodnicze
[BSK] Egzamin( 06 2013 ODPOWIEDZI 2
egzamin 12 2013 opracowany
CHOROBY WEWNĘTRZNE GIEŁDA EGZAMIN 12 2013 I TERMIN
Egzamin wiazace 2013
Egzamin krystalografia 2013
EGZAMIN PrzykladoweTematy (2013-2014)
Lista obiektów i dzieł do egzaminu z HAiS 2013 14.pd f
więcej podobnych podstron